innovation of automobile manufacturing …ijrbem.com/doc/33.pdfinnovation of automobile...
TRANSCRIPT
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
1
Innovation of Automobile Manufacturing Fundamentals
Employing New JIT:
Developing Advanced Toyota Production System
Kakuro Amasaka
Aoyama Gakuin University
Abstract This paper introduces the Advanced Toyota Production System (ATPS) that contributes to the
innovation of automobile manufacturing fundamentals employing New JIT surpassing JIT. In
order to realize this, the author has constructed the ATPS utilizing new three core models: New
Global Partnering Production Model (NGP-PM), Upgrading Intelligence of Production: High-
cycle Model (UIP-HM), and New Japan Global Production Model (NJ-GPM). The author has
developed these models at Toyota Manufacturing USA and others, and has verified the
effectiveness of the Advanced Toyota Production System.
Keywords: Advanced Toyota Production System (ATPS), New JIT, Automobile
manufacturing fundamentals, Toyota Manufacturing USA
Introduction
The top priority of the industrial field today is the new deployment of global marketing in
order to survive the era of global quality competition (Amasaka, 2009a). All over the world,
including Japan, advanced companies are shifting to global production to realize worldwide
uniform quality and production at optimum locations to enable survival in fierce competition.
From this point of view, the reform of Japanese-style management technology is desired once
again. In this need for improvements, Toyota is no exception (Goto, 1999: Amasaka, 2000ab).
The aim of this study is to reassess the way management technology was carried out in the
automobile manufacturing industry and establish “New JIT, new management technology
principle” surpassing JIT (Just in Time) for innovation of automobile manufacturing
fundamentals (Amasaka, 2002, 2014a). In order to realize this, the author has created the
“Advanced Toyota Production System (ATPS)” employing New JIT to contribute to
worldwide uniform quality and production at optimal locations as a strategic deployment of
global production through high quality assurance manufacturing (Amasaa, 2007ab, 2009b).
As a concrete development, the author has constructed the ATPS by utilizing three core
models: “New Global Partnering Production Model (NGP-PM)” for bringing overseas
manufacturing up to Japanese standards, “Upgrading Intelligence of Production: High-cycle
Model (UIP-HM)” for the advanced production business process, and “New Japan Global
Production Model (NJ-GPM)” for the simultaneous achievement of quality, cost, and delivery
(QCD) requirements, and has developed these models at Toyota Manufacturing USA and
others (Ebioka et al., 2007: Amasaka and Sakai, 2008, 2011).
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
2
The significance of New JIT strategy, surpassing JIT
Today, Toyota's JIT has already been developed as an internationally shared system, known as
a Lean System, and is no longer an exclusive technology of Toyota in Japan (Ohno, 1977). As
a result, the superiority in quality of Japanese products assured has been gradually undermined
in recent years (Amasaka, 2002: Taylor and Brunt, 2001). To realize manufacturing that
places top priority on customers with a good QCD and in a rapidly changing technical
environment, it is important to develop a new production technology principle and establish
new process management principles.
Furthermore, a new quality management technology principle linked with overall
activities for higher work process quality in all divisions is necessary for an enterprise to
survive (Burke and Trahant, 2000). The creation of attractive products requires each of the
sales, engineering/design, and production departments to be able to carry out management that
forms linkages throughout the whole organization (Seuring, et al., 2003). Having said the
above, it is the author’s conjecture that it is clearly impossible to lead the next-generation by
merely maintaining the two Toyota management technology principles, Toyota Production
System and TQM.
To overcome this issue, it is essential to renovate not only TPS, which is the core principle
of the production process, but also to establish core principles for marketing, design and
development, production, and other departments (Amasaka, 2002). The next-generation
management technology model, New JIT, which the author has established through theoretical
and systematic analyses, as shown in Figure 1, is the JIT system for not only manufacturing,
but also customer relations, marketing, product planning, R&D, design, production
engineering, logistics, procurement, administration and management, for enhancing business
process innovation and introduction of new concepts and procedures (Amasaka, 2002,
2014ab).
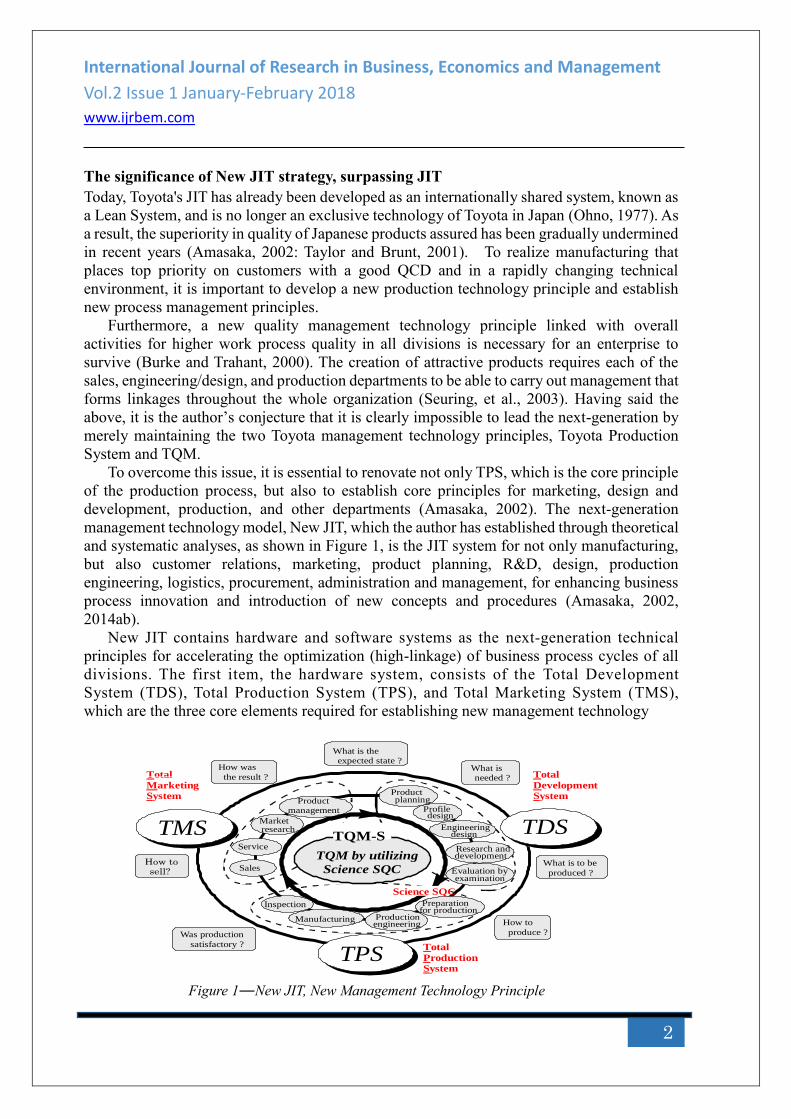
New JIT contains hardware and software systems as the next-generation technical
principles for accelerating the optimization (high-linkage) of business process cycles of all
divisions. The first item, the hardware system, consists of the Total Development
System (TDS), Total Production System (TPS), and Total Marketing System (TMS),
which are the three core elements required for establishing new management technology
Total
Marketing System
Total
Development System
Service
Inspection
Production engineering
Evaluation by examination
development
Engineering design
design
Product planning Product
management
Market research
Manufacturing
TQM by utilizing
Science SQC
TMS TMS TDS TDS
TPS TPS
Preparation for production
How to sell?
Was production
satisfactory ?
How to
produce ?
What is to be
produced ? Sales
What is
needed ? How was
the result ?
Total
Production System
Science SQC
TQM-S Research and
Profile
What is the
expected state ?
Figure 1―New JIT, New Management Technology Principle
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
3
principles. For the second item, the strategic quality management system, the author has
established “new principle of quality management, TQM-S (Total Quality Management by
utilizing Science SQC) called Science TQM, in Toyota as a software system for improving the
business process quality of the 13 departments (Amasaka, 2002, 2004ab).
Creation of Advanced Toyota Production System employing New JIT
Demand for achieving global production
Dramatic changes are occurring in today’s manufacturing industry are truly severe. It is vital
for Japanese manufacturing not to fall behind in the advancement of management technologies.
In order for a manufacturer to succeed in the future world market, it needs to continue to create
products that will leave a strong impression on customers and to offer them in a timely fashion
(Amasaka, 2000ab, 2002).
Recent years have seen significant changes in manufacturing, including the evolution of
digital engineering, the shortening of product lead time, and simultaneous global start-up. In
order to prevent a lag in the transformation of production sites, the most critical issue has
become creating superior products based on the customer-first policy of QCD (Amasaka,
2004b, 2008).
However, it has been observed that, despite the fact that overseas plants have the relevant
production systems, facilities, and materials equivalent to those that have made Japan the
world leader in manufacturing, the building up of quality―assuring of process capability (Cp),
and machine capability (Cm) has not reached a sufficient level due to the lack of skills of the
production operators at the manufacturing sites.
In this context, many studies are being carried out abroad on globalization and TQM
(Amasaka, 2004a: Lagrosen, 2004: Ljungström, 2005: Hoogervorst et al., 2005). As a
countermeasure to this problem, and in order not to lag behind the evolution of digital
engineering―the transition to advanced production systems at production plants, Japanese
manufacturers expect the production plants in Japan to serve as mother plants. They would
welcome overseas production operators to these plants, and promote a local production
program―transplanting the know-how of Japanese manufacturing (Amasaka, 2007bc;
Amasaka and Sakai, 2010).
It is by no means easy to transfer the know-how of Japanese manufacturing directly to
overseas production bases as mentioned above. In other words, there is always an obstacle to
overcome―a suitable production system for each production base, due to the difference in
ability (level of skill) or national characteristics between the local production site and Japan.
Therefore, to cope with this situation, an environment in which the creation of labor
values―Employee Satisfaction (ES), advanced skills, a sense of achievement, and self
development―can be realized must be urgently considered (Amasaka, 2007b, 2008: Yamaji
et al., 2007).
In order to accomplish this, the author surmises that it is necessary to develop a type of
manufacturing that fits the local circumstances of various overseas production bases and to
advance from Japanese mother plants to global mother plants.
Advanced Toyota Production System for evolution of manufacturing fundamentals
In order to offer customers high value-added products and prevail in the worldwide
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
4
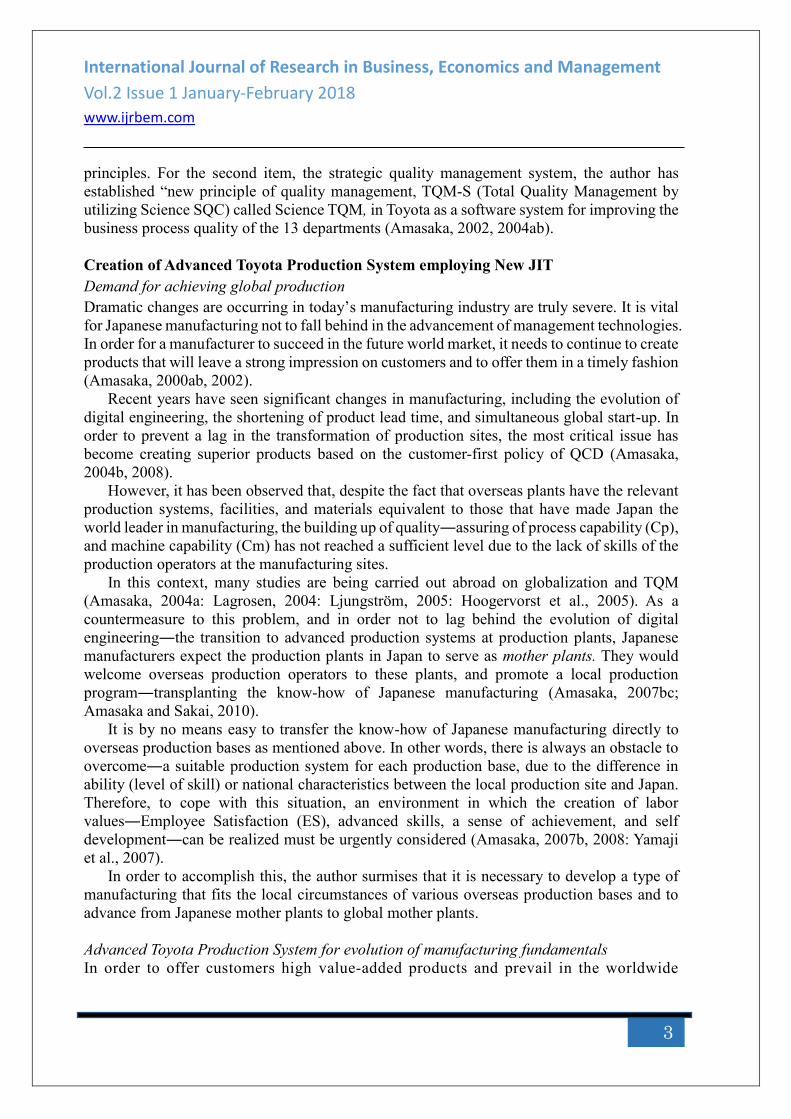
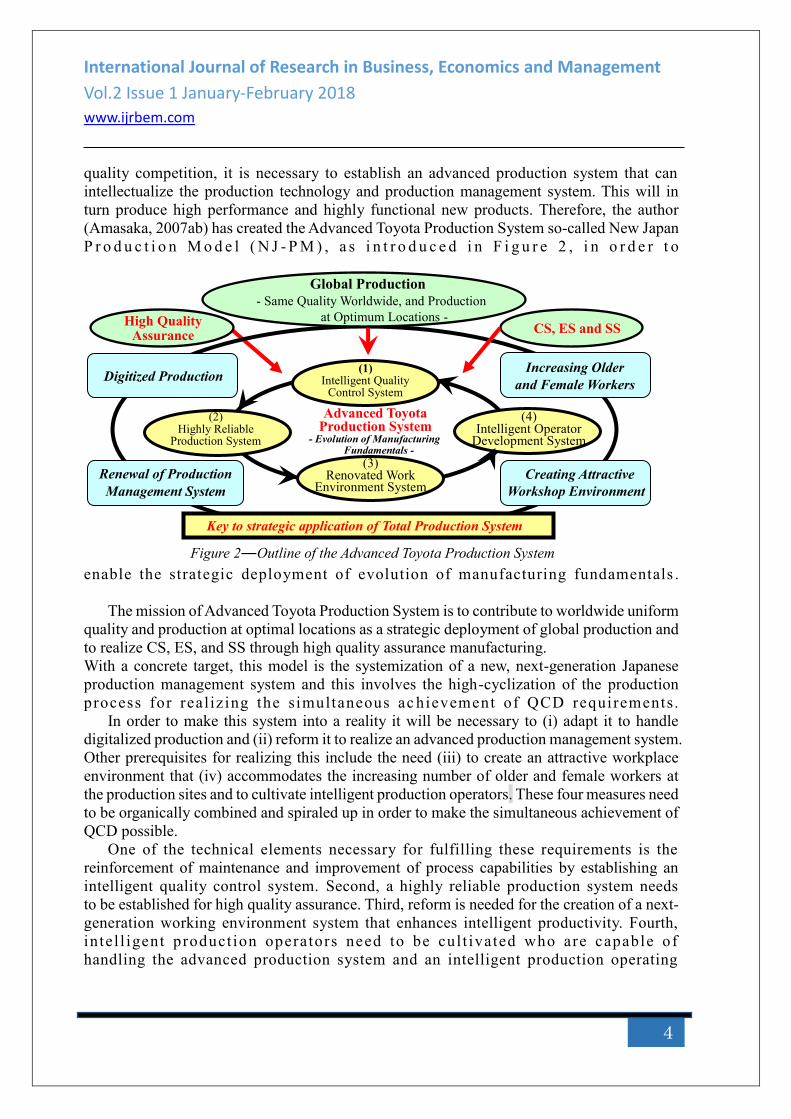
quality competition, it is necessary to establish an advanced production system that can
intellectualize the production technology and production management system. This will in
turn produce high performance and highly functional new products. Therefore, the author
(Amasaka, 2007ab) has created the Advanced Toyota Production System so-called New Japan
P r o d u c t i o n M o d e l ( N J - P M ) , a s i n t r o d u c e d i n F i g u r e 2 , i n o r d e r t o
enable the strategic deployment of evolution of manufacturing fundamentals .
The mission of Advanced Toyota Production System is to contribute to worldwide uniform
quality and production at optimal locations as a strategic deployment of global production and
to realize CS, ES, and SS through high quality assurance manufacturing.
With a concrete target, this model is the systemization of a new, next-generation Japanese
production management system and this involves the high-cyclization of the production
process for realiz ing the simultaneous ac hievement of QCD requirements.
In order to make this system into a reality it will be necessary to (i) adapt it to handle
digitalized production and (ii) reform it to realize an advanced production management system.
Other prerequisites for realizing this include the need (iii) to create an attractive workplace
environment that (iv) accommodates the increasing number of older and female workers at
the production sites and to cultivate intelligent production operators. These four measures need
to be organically combined and spiraled up in order to make the simultaneous achievement of
QCD possible.
One of the technical elements necessary for fulfilling these requirements is the
reinforcement of maintenance and improvement of process capabilities by establishing an
intelligent quality control system. Second, a highly reliable production system needs
to be established for high quality assurance. Third, reform is needed for the creation of a next-
generation working environment system that enhances intelligent productivity. Fourth,
intel l igent product ion operators need to be cul t ivated who are capable of
handling the advanced production system and an intelligent production operating
Key to strategic application of Total Production System
(1) Intelligent Quality
Control System
Advanced Toyota Production System
- Evolution of Manufacturing Fundamentals -
(2)
Highly Reliable Production System
(3)
Renovated Work Environment System
(4)
Intelligent Operator Development System
Digitized Production Increasing Older
and Female Workers
Creating Attractive
Workshop Environment
Global Production
- Same Quality Worldwide, and Production
at Optimum Locations -
Renewal of Production
Management System
High Quality Assurance
CS, ES and SS
Figure 2―Outline of the Advanced Toyota Production System
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
5
development system needs to be established.
Through strategic management of these elements, worldwide uniform quality and
simultaneous launch (production at optimal locations) will be possible (Amasaka, 2009: Sakai
and Amasaka, 2008a). The author believes that what determines the success of global
production strategies is the advancement of technologies and skills that are capable of fully
utilizing the above mentioned advanced production system in order to realize reliable
manufacturing at the production sites (Amasaka and Sakai, 2010, 2011).
New Global Partnering Production Model for expanding overseas manufacturing
strategy
For advanced Japanese companies in the process of developing global production, the most
important issue is how to “bring overseas manufacturing to Japan standards” at overseas plants.
The author therefore has constructed in Figure 3, the New Global Partnering Production Model
(NGP-PM) which generates a synergetic effect that organically connects and promotes
continual evolution of the production plants in Japan and overseas, as well as greater
cooperation among production operators (Amasaka, 2007b, 2009: Ebioka et al., 2007).
The mission of NGP-PM is the simultaneous achievement of QCD in order to realize high
quality assurance. The essential strategic policies include the following three items: first of all,
(A) the establishment of a foundation for global production, “realization of global mother
plants - advancement of Japanese production sites”; second, (B) achieving the “independence
of local production sites” through the incorporation of the unique characteristics (production
systems, facilities, and materials) of both developing countries (Asia) and industrialized
countries (US, Europe); and third, (C) the necessity of structuring of a Global Network System
for Developing Production Operators (DNS-DPO) to promote knowledge sharing among the
production operators
in Japan and overseas as well as for the promotion of higher skills and enhanced
intelligence.
In order to realize this, with ATPS as the foundation, it is essential to create a spiraling
increase in the four core elements by increasing their comprehensiveness and high cycle-
ization. Specifically, in “realizing global mother plants” if Japanese and overseas
manufacturing sites are to share knowledge from their respective viewpoints, the core
elements must be advanced. To achieve this, a necessary measure is to design separate
approaches suited to developing and industrialize countries.
First, in developing countries “Asia”, the most important issue is increasing the
autonomy of local manufacturing sites. At these sites, “training for highly skilled operators
(focus on manual laborers)” that is suited to the manual-labor-based manufacturing sites is
the key to simultaneous achievement of QCD. Similarly, in industrialized countries, where
manufacturing sites are based on automatization and increasingly high-precision equipment,
“ t r a i n i n g o f i n t e l l i g e n c e o p e r a t o r s ” r e s u l t i n g i n
“realizing highly reliable production control systems and ensuring high efficiency” is
the key to simultaneous achievement of QCD.

International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
6
Furthermore, production operators trained at “global mother plants” (3) can cooperate with
operators at overseas production bases, and in order to generate the synergistic results, can
work to “localize global mother plants” in a way that is suited to overseas production bases.
Developing Advanced Toyota Production System at Toyota Manufacturing USA
Upgrading Intelligence of Production: High-Cycle Model for the advanced production
business process
Considering the points mentioned above, the author has recognized the need to upgrade the
intelligence of the production sites in order to successfully carry out the strategic deployment
of the new manufacturing system. Therefore, the author has established a “Upgrading
Intelligence of Production: High-cycle system (UIP-HS)” for the advanced production
business process for expanding overseas manufacturing strategy as a top runner at Toyota
Manufacturing USA (Amasaka, 2007b: Amasaka and Sakai, 2008).
The objective of this system employing ATPS is effective management in order to improve
the intelligent productivity of production operators and to consolidate the information about
highly cultivated skills and operating skills for advanced facilities into a commonly shared
system. In this way, the production operators can upgrade their simple labor work to intelligent
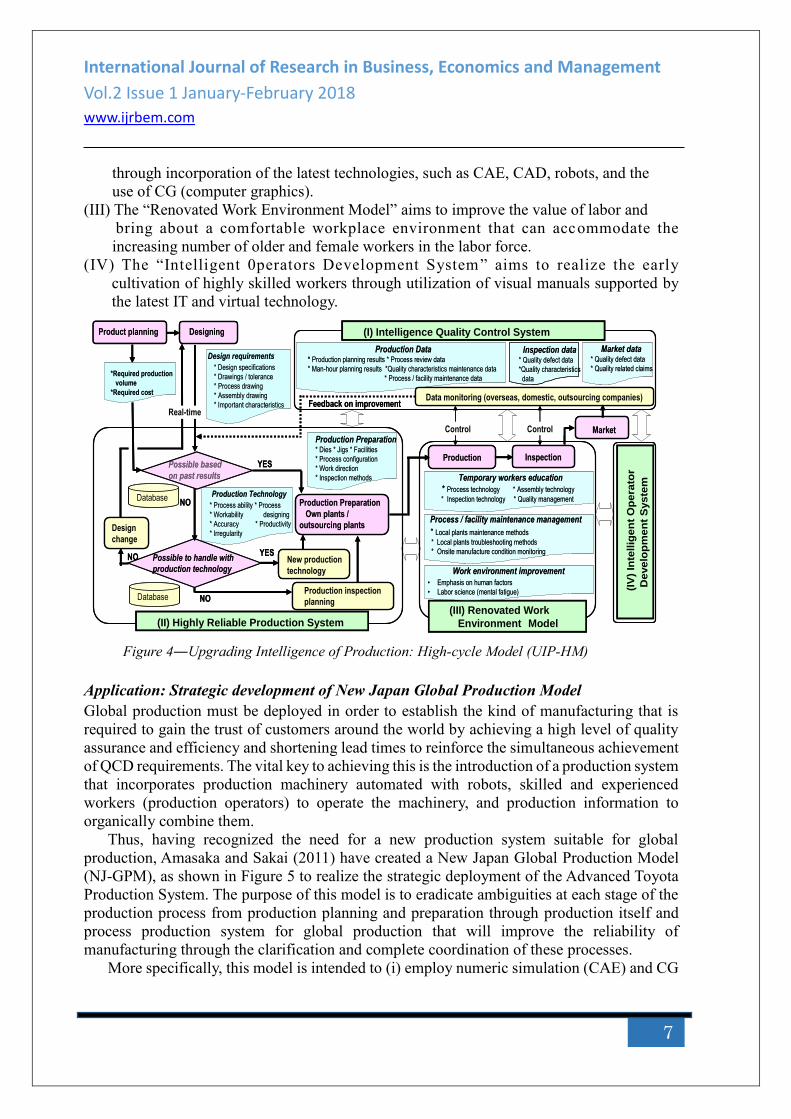
production operation. To realize this, the four key technologies depicted in Figure 4 (I-IV) are
to reform for intelligent operation of the production sites:
(I ) The “Intelligent Quality Control System” aims to achieve high quality assurance
through digital engineering, reinforcement of quality incorporation focusing on intelligent
cont rol char ts , and ensur ing the process capabi l i t y (Cp) and machine
capability (Cm) through innovation of the operating and maintenance systems of
production facilities.
(II) The “Highly Reliable Production System” that enhances intelligent productivity
with highly skilled workers, aims to construct a global production network system
Manufacturing that meets Japan standards Global production/Consistent global quality and simultaneous global launch
Developing countries
(Asia)
Industrialized countries
(US, Europe) ・Automation/increased precision ・Realize highly reliable
production systems ・Ensure high efficiency
Japan * Quicker skill proficiency for production operators * Higher level of equipment operation/maintenance
New Global Partnering
Production Model
HR Education Div.
Skill training
* Quality control information
Information on HR levels
(B) (B)
(A)
Information on HR levels
Skill training
Implementation ability
Guidance ability
Kaizen ability
Management ability
・Overcome lack of skill in manual labor
・Built-in quality - ensure process capability (Cp)
Realization of a global mother plant
Figure 3―New Global Partnering Production Model (NGP-PM)
High quality assurance
* Quality control
information
・Kaizen
information, etc.
(manual skill)
(skill in operating equipment/machinery)
— — —
(C) (C)
Simultaneous achievement of QCD
Highly skilled operator Enhanced Intelligent operators
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
7
through incorporation of the latest technologies, such as CAE, CAD, robots, and the
use of CG (computer graphics).
(III) The “Renovated Work Environment Model” aims to improve the value of labor and
bring about a comfortable workplace environment that can accommodate the
increasing number of older and female workers in the labor force.
(IV) The “Intelligent 0perators Development System” aims to realize the early
cultivation of highly skilled workers through utilization of visual manuals supported by
the latest IT and virtual technology.
Application: Strategic development of New Japan Global Production Model
Global production must be deployed in order to establish the kind of manufacturing that is
required to gain the trust of customers around the world by achieving a high level of quality
assurance and efficiency and shortening lead times to reinforce the simultaneous achievement
of QCD requirements. The vital key to achieving this is the introduction of a production system
that incorporates production machinery automated with robots, skilled and experienced
workers (production operators) to operate the machinery, and production information to
organically combine them.
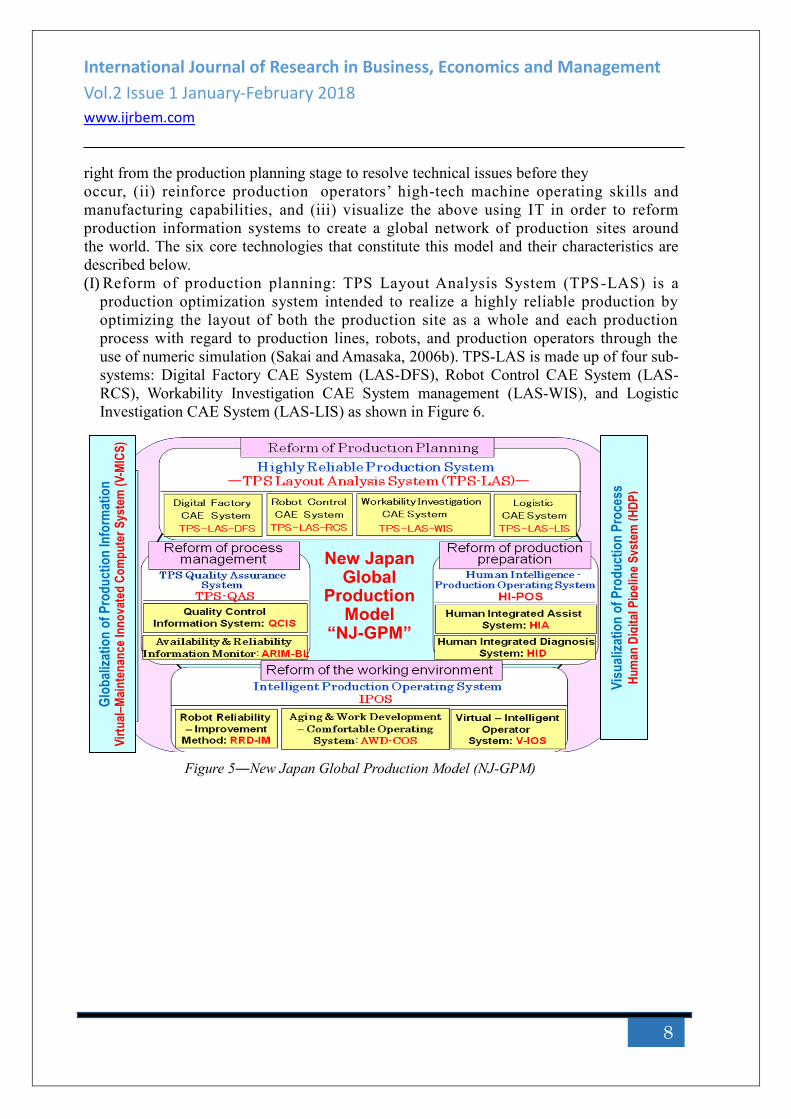
Thus, having recognized the need for a new production system suitable for global
production, Amasaka and Sakai (2011) have created a New Japan Global Production Model
(NJ-GPM), as shown in Figure 5 to realize the strategic deployment of the Advanced Toyota
Production System. The purpose of this model is to eradicate ambiguities at each stage of the
production process from production planning and preparation through production itself and
process production system for global production that will improve the reliability of
manufacturing through the clarification and complete coordination of these processes.
More specifically, this model is intended to (i) employ numeric simulation (CAE) and CG
Figure 8.4.2 Upgrading Intelligence of Production – High Cycle System
YES
Feedback on improvement
Database
(II) Highly Reliable Production System
(I) Intelligence Quality Control System
(III) Renovated Work
Environment Model(I
V)
Inte
llig
en
t O
pera
tor
Develo
pm
en
t S
yste
m
Design requirements
* Design specifications
* Drawings / tolerance
* Process drawing
* Assembly drawing
* Important characteristics
Production Technology
* Process ability * Process
* Workability designing
* Accuracy * Productivity
* Irregularity
Production Preparation* Dies * Jigs * Facilities
* Process configuration
* Work direction
* Inspection methods
Production Data* Production planning results * Process review data
* Man-hour planning results *Quality characteristics maintenance data
* Process / facility maintenance data
Temporary workers education
* Process technology * Assembly technology
* Inspection technology * Quality management
Inspection data* Quality defect data
*Quality characteristics
data
Market data* Quality defect data
* Quality related claims
NO
Work environment improvement• Emphasis on human factors
• Labor science (mental fatigue)
NO
NO
YES
*Required production
volume
*Required cost
Product planning Designing
Possible based
on past results
Real-time
Design
change
Database
Possible to handle with
production technology
Production Preparation
Own plants /
outsourcing plants
New production
technology
Production inspection
planning
Data monitoring (overseas, domestic, outsourcing companies)
Production
Market
Process / facility maintenance management
* Local plants maintenance methods
* Local plants troubleshooting methods
* Onsite manufacture condition monitoring
Inspection
ControlControl
YES
Feedback on improvement
Database
(II) Highly Reliable Production System
(I) Intelligence Quality Control System
(III) Renovated Work
Environment Model(I
V)
Inte
llig
en
t O
pera
tor
Develo
pm
en
t S
yste
m
Design requirements
* Design specifications
* Drawings / tolerance
* Process drawing
* Assembly drawing
* Important characteristics
Production Technology
* Process ability * Process
* Workability designing
* Accuracy * Productivity
* Irregularity
Production Preparation* Dies * Jigs * Facilities
* Process configuration
* Work direction
* Inspection methods
Production Data* Production planning results * Process review data
* Man-hour planning results *Quality characteristics maintenance data
* Process / facility maintenance data
Temporary workers education
* Process technology * Assembly technology
* Inspection technology * Quality management
Inspection data* Quality defect data
*Quality characteristics
data
Market data* Quality defect data
* Quality related claims
NO
Work environment improvement• Emphasis on human factors
• Labor science (mental fatigue)
NO
NO
YES
*Required production
volume
*Required cost
Product planning Designing
Possible based
on past results
Real-time
Design
change
Database
Possible to handle with
production technology
Production Preparation
Own plants /
outsourcing plants
New production
technology
Production inspection
planning
Data monitoring (overseas, domestic, outsourcing companies)
Production
Market
Process / facility maintenance management
* Local plants maintenance methods
* Local plants troubleshooting methods
* Onsite manufacture condition monitoring
Inspection
ControlControl
Figure 4―Upgrading Intelligence of Production: High-cycle Model (UIP-HM)
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
8
right from the production planning stage to resolve technical issues before they
occur, (ii) reinforce production operators’ high-tech machine operating skills and
manufacturing capabilities, and (iii) visualize the above using IT in order to reform
production information systems to create a global network of production sites around
the world. The six core technologies that constitute this model and their characteristics are
described below.
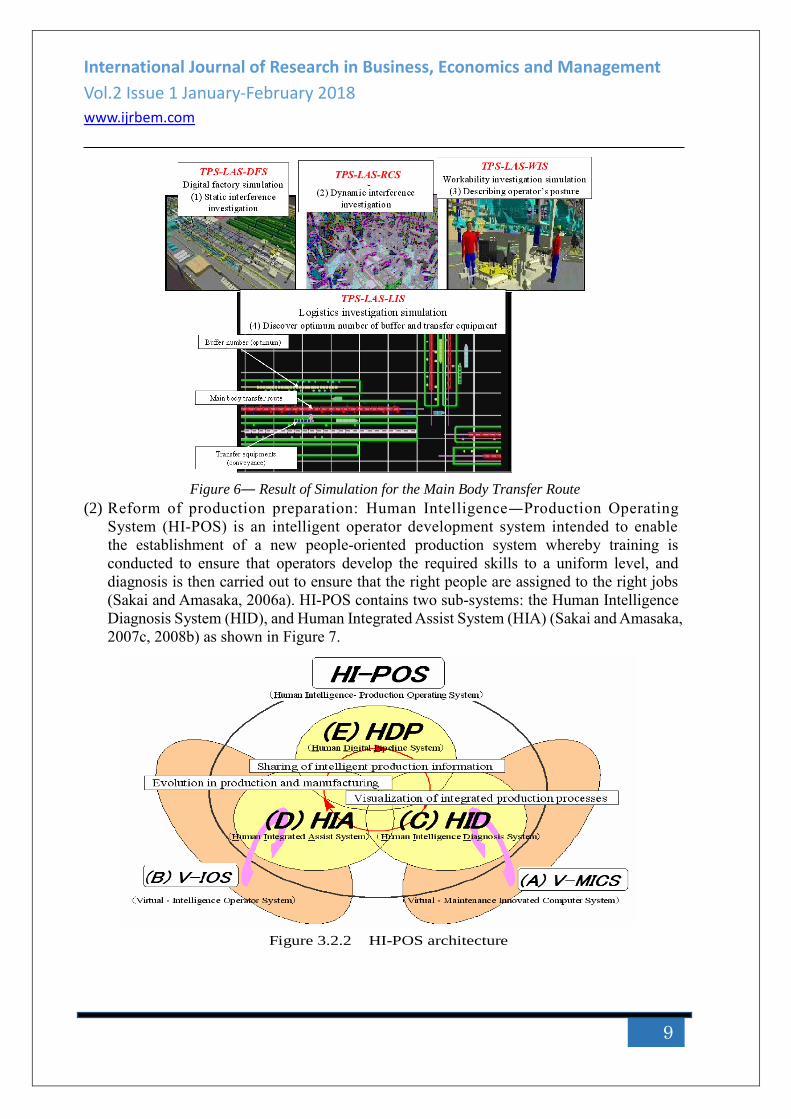
(I) Reform of production planning: TPS Layout Analysis System (TPS-LAS) is a
production optimization system intended to realize a highly reliable production by
optimizing the layout of both the production site as a whole and each production
process with regard to production lines, robots, and production operators through the
use of numeric simulation (Sakai and Amasaka, 2006b). TPS-LAS is made up of four sub-
systems: Digital Factory CAE System (LAS-DFS), Robot Control CAE System (LAS-
RCS), Workability Investigation CAE System management (LAS-WIS), and Logistic
Investigation CAE System (LAS-LIS) as shown in Figure 6.
Figure 5―New Japan Global Production Model (NJ-GPM)
Glo
bal
izat
ion
of
Pro
du
ctio
n In
form
atio
n
Vir
tual–M
ain
ten
ance
Inn
ova
ted
Co
mp
ute
r S
yste
m (
V-M
ICS
)
Vis
ual
izat
ion
of
Pro
du
ctio
n P
roce
ss
Hu
man
Dig
ital
Pip
elin
e S
yste
m (
HD
P)
New Japan Global
Production Model
“NJ-GPM”
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
9
(2) Reform of production preparation: Human Intelligence―Production Operating
System (HI-POS) is an intelligent operator development system intended to enable
the establishment of a new people-oriented production system whereby training is
conducted to ensure that operators develop the required skills to a uniform level, and
diagnosis is then carried out to ensure that the right people are assigned to the right jobs
(Sakai and Amasaka, 2006a). HI-POS contains two sub-systems: the Human Intelligence
Diagnosis System (HID), and Human Integrated Assist System (HIA) (Sakai and Amasaka,
2007c, 2008b) as shown in Figure 7.
Figure 3.2.2 HI-POS architecture
Figure 6― Result of Simulation for the Main Body Transfer Route
TPS-LAS-RCS Robot Control CAE Sys

International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
10
(3) Reform of the working environment: Intelligent Production Operating System (IPOS) is
intended to lead to a fundamental reform of the work involved in production operations
by raising the technical skills level of production operators and further improving the
reliability of their skills for operating advanced production equipment within an optimized
working environment. IPOS is made up of three sub-systems: the Virtual-Intelligent
Operator System (V-IOS) (Sakai and Amasaka, 2003), Aging & Work Development-
Comfortable Operating System (AWD-COS) (Amasaka, 2007c), and Robot Reliability
Design-Improvement Method (RRD-IM) (Sakai and Amasaka, 2007a). As an example of
V-IOS for assembly work, Figure 8 illustrates the a) training processes, b) work training
systems, and standard work sheet.
(4) Reform of process management: TPS Quality Assurance System (TPS-QAS) is an
integrated quality control system intended to ensure that quality is built into production
processes through scientific process management that employs statistical science to secure
Cp and Cm (Amasaka and Sakai, 2009). TPS-QAS is made up of two sub-systems: Quality
Control Information System (QCIS) and Availability & Reliability Information Monitor
System (ARIM) (Amasaka and Sakai, 1998) as shown in Figure 9 and Figure 10.
Figure 7― HI-POS Architecture
Figure 8― Virtual-Intelligent Operator System (V-IOS)
Figure 8.4.8 Outline of Reliable ARIM
Figure 9―Quality Control Information System (QCIS)
Figure10. Availability & Reliability
Information Monitor System (ARIM)
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
11
Figure 8.4.9 Outline of Human Digital Pipeline (HDP) System
Figure 11―Human Digital Pipeline (HDP) System
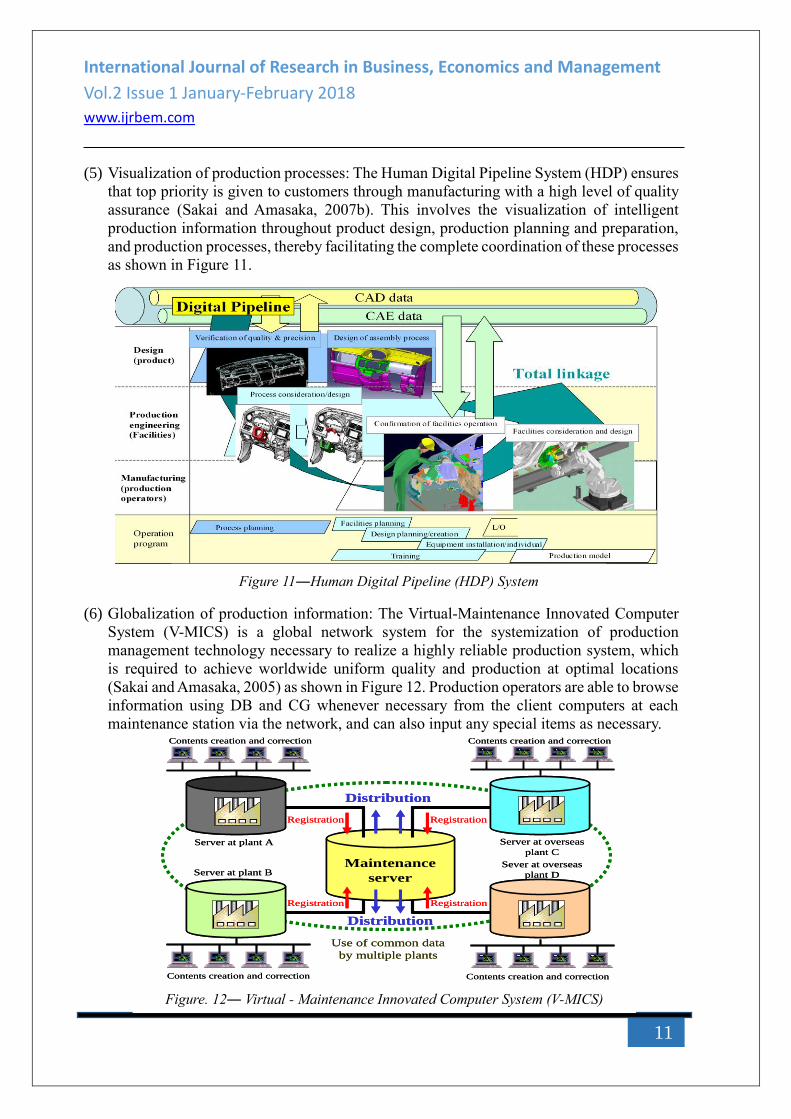
(5) Visualization of production processes: The Human Digital Pipeline System (HDP) ensures
that top priority is given to customers through manufacturing with a high level of quality
assurance (Sakai and Amasaka, 2007b). This involves the visualization of intelligent
production information throughout product design, production planning and preparation,
and production processes, thereby facilitating the complete coordination of these processes
as shown in Figure 11.
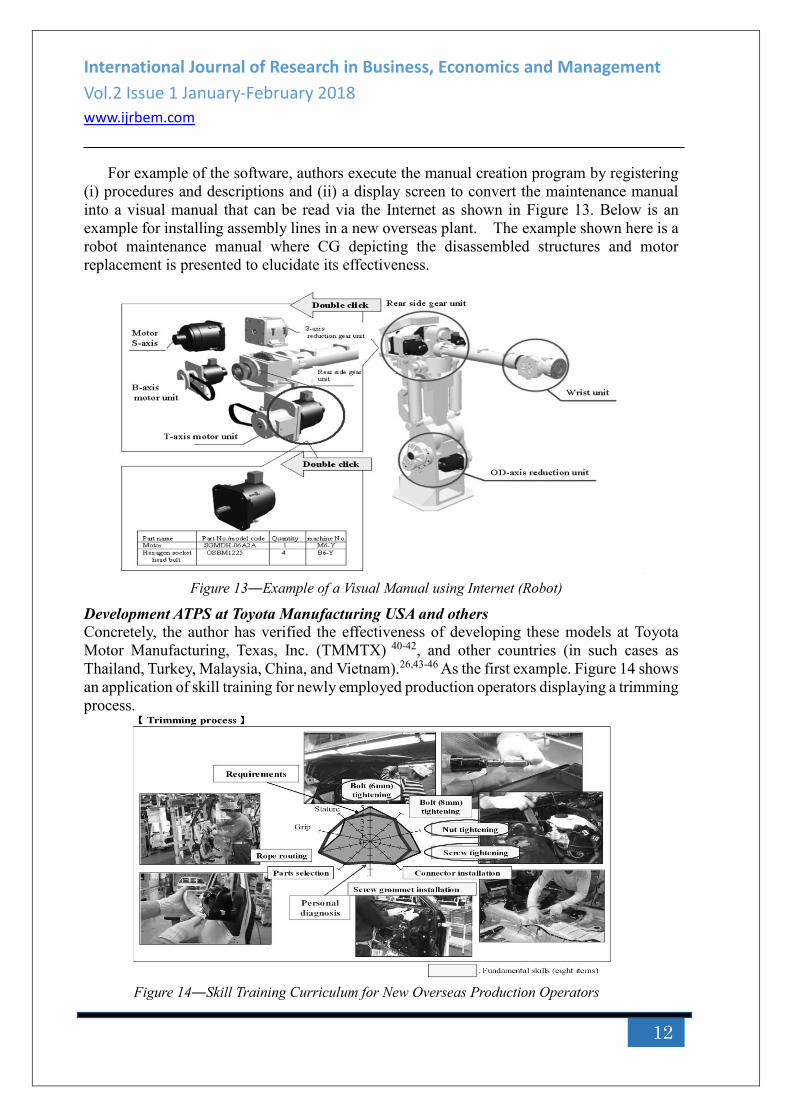
(6) Globalization of production information: The Virtual-Maintenance Innovated Computer
System (V-MICS) is a global network system for the systemization of production
management technology necessary to realize a highly reliable production system, which
is required to achieve worldwide uniform quality and production at optimal locations
(Sakai and Amasaka, 2005) as shown in Figure 12. Production operators are able to browse
information using DB and CG whenever necessary from the client computers at each
maintenance station via the network, and can also input any special items as necessary.
Maintenance
server
Use of common data
by multiple plants
Server at plant A Server at overseas
plant C
Sever at overseas
plant DServer at plant B
Distribution
Registration Registration
Registration Registration
Distribution
Contents creation and correctionContents creation and correction
Contents creation and correctionContents creation and correction
Maintenance
server
Use of common data
by multiple plants
Server at plant A Server at overseas
plant C
Sever at overseas
plant DServer at plant B
Distribution
Registration Registration
Registration Registration
Distribution
Contents creation and correctionContents creation and correction
Contents creation and correctionContents creation and correction
Figure 8.4.10 Outline of Virtual - Maintenance Innovated Computer System (V-MICS) Figure. 12― Virtual - Maintenance Innovated Computer System (V-MICS)
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
12
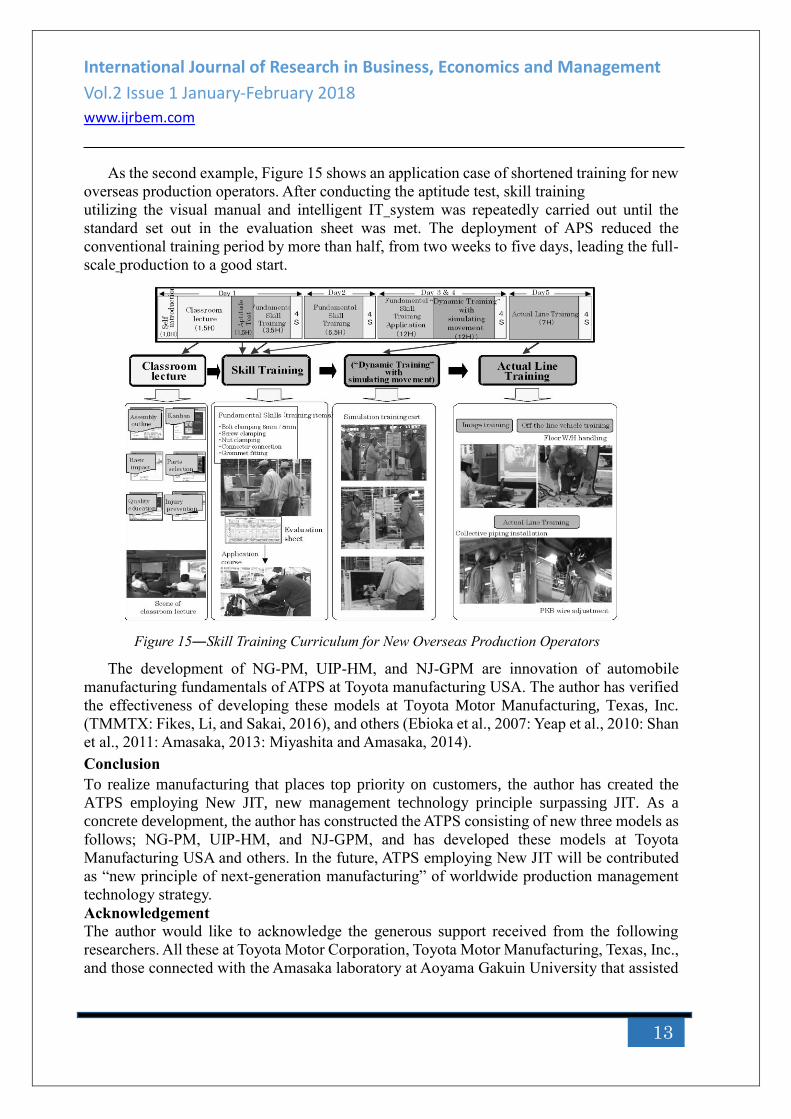
For example of the software, authors execute the manual creation program by registering
(i) procedures and descriptions and (ii) a display screen to convert the maintenance manual
into a visual manual that can be read via the Internet as shown in Figure 13. Below is an
example for installing assembly lines in a new overseas plant. The example shown here is a
robot maintenance manual where CG depicting the disassembled structures and motor
replacement is presented to elucidate its effectiveness.
Development ATPS at Toyota Manufacturing USA and others
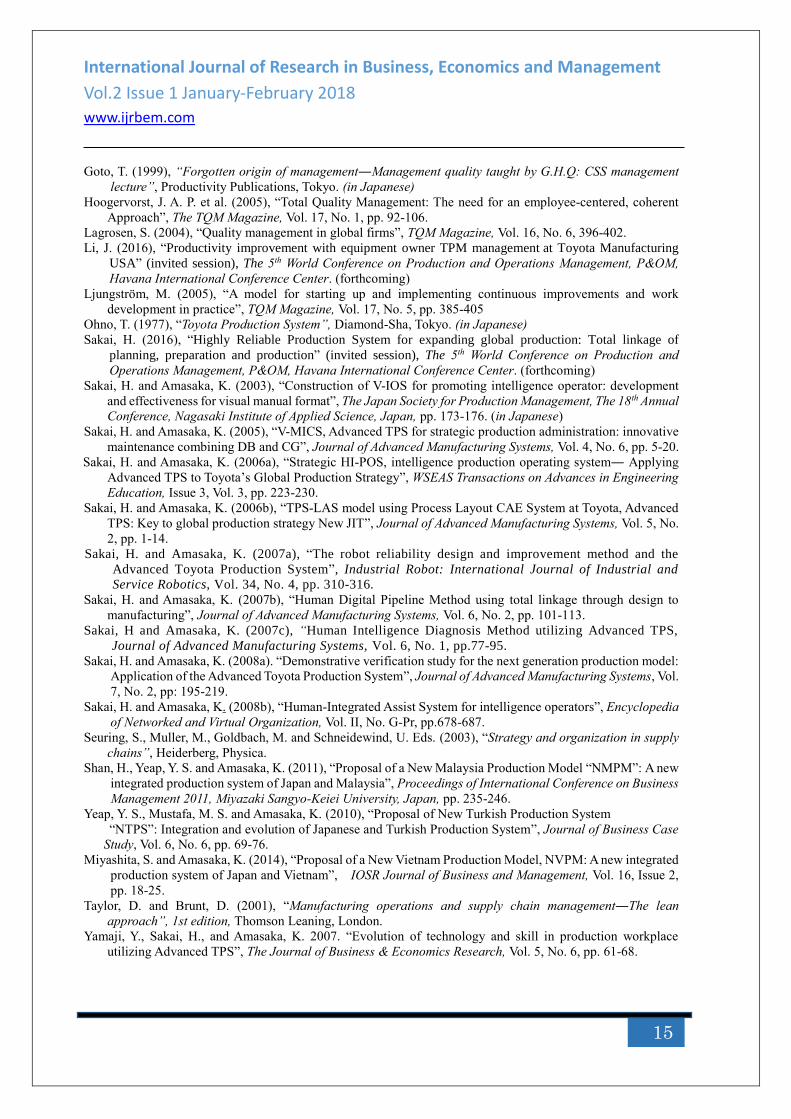
Concretely, the author has verified the effectiveness of developing these models at Toyota
Motor Manufacturing, Texas, Inc. (TMMTX) 40-42, and other countries (in such cases as
Thailand, Turkey, Malaysia, China, and Vietnam).26,43-46 As the first example. Figure 14 shows
an application of skill training for newly employed production operators displaying a trimming
process.
Figure 13―Example of a Visual Manual using Internet (Robot)
Figure 14―Skill Training Curriculum for New Overseas Production Operators
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
13
Figure 15―Skill Training Curriculum for New Overseas Production Operators
As the second example, Figure 15 shows an application case of shortened training for new
overseas production operators. After conducting the aptitude test, skill training
utilizing the visual manual and intelligent IT system was repeatedly carried out until the
standard set out in the evaluation sheet was met. The deployment of APS reduced the
conventional training period by more than half, from two weeks to five days, leading the full-
scale production to a good start.
The development of NG-PM, UIP-HM, and NJ-GPM are innovation of automobile
manufacturing fundamentals of ATPS at Toyota manufacturing USA. The author has verified
the effectiveness of developing these models at Toyota Motor Manufacturing, Texas, Inc.
(TMMTX: Fikes, Li, and Sakai, 2016), and others (Ebioka et al., 2007: Yeap et al., 2010: Shan
et al., 2011: Amasaka, 2013: Miyashita and Amasaka, 2014).
Conclusion
To realize manufacturing that places top priority on customers, the author has created the
ATPS employing New JIT, new management technology principle surpassing JIT. As a
concrete development, the author has constructed the ATPS consisting of new three models as
follows; NG-PM, UIP-HM, and NJ-GPM, and has developed these models at Toyota
Manufacturing USA and others. In the future, ATPS employing New JIT will be contributed
as “new principle of next-generation manufacturing” of worldwide production management
technology strategy.
Acknowledgement
The author would like to acknowledge the generous support received from the following
researchers. All these at Toyota Motor Corporation, Toyota Motor Manufacturing, Texas, Inc.,
and those connected with the Amasaka laboratory at Aoyama Gakuin University that assisted

International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
14
with author’s research.
References
Amasaka, K. 2000a. Basic thought of JIT―Concept and progress of Toyota Production System (plenary lecture),
The Operations Research Society of Japan, Tokyo, Japan. (in Japanese)
Amasaka, K. 2000b. “New JIT, A New Principle for Management Technology 21C: Proposal and Demonstration
of “TQM-S” in Toyota” (special lecture), Proceedings of theⅠWorld Conference on Production and
Operations Management, Sevilla, Spain, pp.15-27.
Amasaka, K. (2002), “New JIT, a new management technology principle at Toyota”, International Journal of
Production Economics, Vol. 80, pp. 135-144.
Amasaka, K. (2004a), “Development of Science TQM, a new principle of quality Management―Effectiveness
of Strategic Stratified Task Team at Toyota―”, International Journal of Production Research, Vol.42, No.
17, pp. 3691-3706.
Amasaka, K. (2004b), “Science SQC, New Quality Control Principle: The Quality Strategy of Toyota”, Springer-
Verlag Tokyo.
Amasaka, K. (2007a), “High linkage model “Advanced TDS, TPS & TMS”: Strategic development of “New JIT”
at Toyota”, International Journal of Operations and Quantitative Management, Vol. 13, No. 3, pp. 101-121.
Amasaka, K. (2007b), “New Japan Production Model, an advanced production management principle: Key to
strategic implementation of New JIT”, The International Business & Economics Research Journal. Vol. 6,
No. 7, pp. 67-79.
Amasaka, K. (2007c), “Applying New JIT―Toyota’s global production strategy: Epoch- making innovation in
the work environment”, Robotics and Computer -Integrated Manufacturing, Vol. 23, Issue 3, pp. 285-293.
Amasaka, K. (2008), “Strategic QCD studies with affiliated and non-affiliated suppliers utilizing New JIT”,
Encyclopedia of Networked and Virtual Organizations, Information Science Reference, PA, III(PU-Z), pp.
1516-1527.
Amasaka, K. (2009a), “An Intellectual Development Production Hyper-cycle Model―New JIT Fundamentals
and Applications in Toyota―”, International Journal of Collaborative Enterprise, 1(1): 103-127.
Amasaka, K. (2009b), “The foundation for advancing the Toyota Production System utilizing New JIT”, Journal
of Advanced Manufacturing Systems, Vol. 80, No. 1, pp. 5-26.
Amasaka, K. (2013), “The development of a total quality Management system for transforming technology into
effective management strategy”, The International Journal of Management, Vol. 30, No. 2, pp. 610-630.
Amasaka, K. (2014a), “New JIT, new management technology principle”, Taylor and Francis Group, CRC Press,
London.
Amasaka, K. (2014b), “New JIT, new management technology principle: surpassing JIT”, Journal of Procedia
Technology, Vol. 16, pp. 1135-1145.
Amasaka, K. and Sakai, H. (1998), “Availability and Reliability Information Administration System “ARIM-BL”
by Methodology in “Inline-Online SQC””, International Journal of Reliability, Quality and Safety
Engineering, Vol. 5, No. 1, pp. 55-63.
Amasaka, K. and Sakai, H. (2008), “Evolution of TPS fundamentals utilizing New JIT strategy: Proposal and
validity of Advanced TPS at Toyota”, Journal of Advanced Manufacturing Systems, Vol. 9, Issue 2. pp. 85-
99.
Amasaka, K. and Sakai, H. (2009), “TPS-QAS, new production quality management model: Key to New
JIT―Toyota’s global production strategy”, International Journal of Manufacturing Technology and
Management, Vol. 18, No. 4, pp. 409-426.
Amasaka, K. and Sakai, H. (2011), “The New Japan Global Production Model “NJ-GPM”: Strategic development
o f Advanced TPS ”, The Journal o f Japanese Opera t ions Management and S tra tegy,
Vol. 2, No. 1, pp. 1-15.
Burke, W., and Trahant, W. 2000. “Business Climate Shift”, Oxford Butterworth - Heinemann.
Ebioka, K., Sakai, H., Yamaji, M. and Amasaka, K. (2007), “A New Global Partnering Production Model, NGP-
PM utilizing Advanced TPS”, Journal of Business & Economics Research, Vol. 5, No. 9, pp. 1-8.
Fikes, J. (2016), “Supplier and customer relationships in Toyota Manufacturing U.S.A” (invited session), The 5th
World Conference on Production and Operations Management, P&OM, Havana International Conference
Center. (forthcoming)
International Journal of Research in Business, Economics and Management
Vol.2 Issue 1 January-February 2018
www.ijrbem.com
15
Goto, T. (1999), “Forgotten origin of management―Management quality taught by G.H.Q: CSS management
lecture”, Productivity Publications, Tokyo. (in Japanese)
Hoogervorst, J. A. P. et al. (2005), “Total Quality Management: The need for an employee-centered, coherent
Approach”, The TQM Magazine, Vol. 17, No. 1, pp. 92-106.
Lagrosen, S. (2004), “Quality management in global firms”, TQM Magazine, Vol. 16, No. 6, 396-402.
Li, J. (2016), “Productivity improvement with equipment owner TPM management at Toyota Manufacturing
USA” (invited session), The 5th World Conference on Production and Operations Management, P&OM,
Havana International Conference Center. (forthcoming)
Ljungström, M. (2005), “A model for starting up and implementing continuous improvements and work
development in practice”, TQM Magazine, Vol. 17, No. 5, pp. 385-405
Ohno, T. (1977), “Toyota Production System”, Diamond-Sha, Tokyo. (in Japanese)
Sakai, H. (2016), “Highly Reliable Production System for expanding global production: Total linkage of
planning, preparation and production” (invited session), The 5th World Conference on Production and
Operations Management, P&OM, Havana International Conference Center. (forthcoming)
Sakai, H. and Amasaka, K. (2003), “Construction of V-IOS for promoting intelligence operator: development
and effectiveness for visual manual format”, The Japan Society for Production Management, The 18th Annual
Conference, Nagasaki Institute of Applied Science, Japan, pp. 173-176. (in Japanese)
Sakai, H. and Amasaka, K. (2005), “V-MICS, Advanced TPS for strategic production administration: innovative
maintenance combining DB and CG”, Journal of Advanced Manufacturing Systems, Vol. 4, No. 6, pp. 5-20.
Sakai, H. and Amasaka, K. (2006a), “Strategic HI-POS, intelligence production operating system― Applying
Advanced TPS to Toyota’s Global Production Strategy”, WSEAS Transactions on Advances in Engineering
Education, Issue 3, Vol. 3, pp. 223-230.
Sakai, H. and Amasaka, K. (2006b), “TPS-LAS model using Process Layout CAE System at Toyota, Advanced
TPS: Key to global production strategy New JIT”, Journal of Advanced Manufacturing Systems, Vol. 5, No.
2, pp. 1-14.
Sakai, H. and Amasaka, K. (2007a), “The robot reliability design and improvement method and the
Advanced Toyota Production System”, Industrial Robot: International Journal of Industrial and
Service Robotics, Vol. 34, No. 4, pp. 310-316.
Sakai, H. and Amasaka, K. (2007b), “Human Digital Pipeline Method using total linkage through design to
manufacturing”, Journal of Advanced Manufacturing Systems, Vol. 6, No. 2, pp. 101-113.
Sakai, H and Amasaka, K. (2007c), “Human Intelligence Diagnosis Method utilizing Advanced TPS,
Journal of Advanced Manufacturing Systems, Vol. 6, No. 1, pp.77-95.
Sakai, H. and Amasaka, K. (2008a). “Demonstrative verification study for the next generation production model:
Application of the Advanced Toyota Production System”, Journal of Advanced Manufacturing Systems, Vol.
7, No. 2, pp: 195-219.
Sakai, H. and Amasaka, K. (2008b), “Human-Integrated Assist System for intelligence operators”, Encyclopedia
of Networked and Virtual Organization, Vol. II, No. G-Pr, pp.678-687.
Seuring, S., Muller, M., Goldbach, M. and Schneidewind, U. Eds. (2003), “Strategy and organization in supply
chains”, Heiderberg, Physica.
Shan, H., Yeap, Y. S. and Amasaka, K. (2011), “Proposal of a New Malaysia Production Model “NMPM”: A new
integrated production system of Japan and Malaysia”, Proceedings of International Conference on Business
Management 2011, Miyazaki Sangyo-Keiei University, Japan, pp. 235-246.
Yeap, Y. S., Mustafa, M. S. and Amasaka, K. (2010), “Proposal of New Turkish Production System
“NTPS”: Integration and evolution of Japanese and Turkish Production System”, Journal of Business Case
Study, Vol. 6, No. 6, pp. 69-76.
Miyashita, S. and Amasaka, K. (2014), “Proposal of a New Vietnam Production Model, NVPM: A new integrated
production system of Japan and Vietnam”, IOSR Journal of Business and Management, Vol. 16, Issue 2,
pp. 18-25.
Taylor, D. and Brunt, D. (2001), “Manufacturing operations and supply chain management―The lean
approach”, 1st edition, Thomson Leaning, London.
Yamaji, Y., Sakai, H., and Amasaka, K. 2007. “Evolution of technology and skill in production workplace
utilizing Advanced TPS”, The Journal of Business & Economics Research, Vol. 5, No. 6, pp. 61-68.