inside rolex · the magazine of fine watches march 2013 4 articles from the pages of watchtime...
TRANSCRIPT

THE MAGAZINE OF F INE WATCHES
www.watchtime.com
March 2013
4 ARTICLES FROM THE PAGES OF WATCHTIME4 ARTICLES FROM THE PAGES OF WATCHTIME
INSIDE ROLEX
• THE NEW FACTORY IN BIENNE
• THE MAKING OF THE 4130
• WHAT GOES ON IN GENEVA
• A ROLEX LEXICON

2
CONTENTS“Inside Rolex” Special Tablet Edition, February 2013
30
18
4
INSIDE ROLEX BIENNE BY NORMA BUCHANANOn a rare tour of Rolex’s movement-manufac-turing complex, WatchTime witnesses the mak-ing of the Cosmograph Daytona Caliber 4130. (From the June 2010 issue of WatchTime)
BIGGER STILL BY MIKE DISHERRolex’s movement operations in Bienne usedto be huge. Now they’re humongous. (From the February 2013 issue of WatchTime)
INSIDE ROLEX BY NORMA BUCHANANThe very private Swiss watch giant opens thedoors of its new Geneva facility. (From the August 2006 issue of WatchTime)
A ROLEX LEXICON BY MIKE DISHERThe world’s biggest watch brand speaks a language all its own. If you’ve ever scratchedyour head over terms like “Paraflex,” “Tri-dor,” or “Cerachrom,” this lexicon will help. (From the October 2012 issue of WatchTime)
ON THE COVER: Rolex Cosmograph Daytonain white gold. Photo © Rolex/Claude Bossel
4
18
30
40
This special tablet edition of WatchTime pres-ents a rare look inside the manufacturing com-plexes of Rolex, the world’s largest luxurywatch brand. It consists of articles that have ap-peared in WatchTime magazine. Two articles byWatchTime executive editor Norma Buchananrecount her visits to Rolex’s facilities in Genevaand Bienne. A follow-up article by technical ed-itor Mike Disher describes Rolex’s subsequentexpansion of the Bienne facility. A fourth arti-cle, also by Disher, provides definitions of thetechnical terms Rolex uses to describe itswatches. All of the articles are reproduced asthey originally appeared in WatchTime.

Editor-in-Chief/Associate Publisher Joe ThompsonExecutive Editor Norma BuchananManaging Editor Dara HinshawTechnical Editor Mike DisherAssociate Editor Jay Deshpande
Digital Media Editor Mark BernardoDigital Media Assistant Jason Francisco
Art Direction/Design Publishers Factory, MunichContributing Writers Gwendolyn Benda
Gisbert L. Brunner Rüdiger BucherMaria-Bettina EichJens Koch Alexander Krupp Alexander LinzMartina RichterGerhard SeelenThomas WankaIris Wimmer-Olbort
Translations Howard Fine
Joanne Weinzierl
Photographers Nina BauerMarcus KrügerNicolas Lieber
OK-Photography
Eveline Perroud
Maik Richter
Nik Schölzel
Zuckerfabrik Fotodesign
CEO Gerrit Klein
Managing Director/Publisher Dominik Grau
Advertising Director Sara M. Orlando
Advertising Manager Rosangela Alonzo
Production Director Michael KesslerNewsstand Circulation Ralph Perricelli and Irwin Billman MCC
Head of Digital Development Paul-Henry SchmidtHead of IT Jordan Hellstern
Digital & Mobile Jens Koeppe
THE MAGAZ INE OF F INE WATCHES
Ebner Publishing International, Inc., 274 Madison Ave., Suite 804, New York, NY 10016, USA, 646-742-0740. Copyright Ebner Publishing International, Inc. All Rights Reserved.
www.watchtime.com

104 WatchTime June 2010
On a rare tourof Rolex’smovement-manufacturingcomplex,WatchTimewitnesses themaking of theCosmographDaytonaCaliber 4130.BY NORMA BUCHANAN

InsideRolexBienne

PROFILERolex Bienne
106 WatchTime June 2010
he first thing thatstrikes you is itssheer size. TheRolex movement-making complex,on the outskirts ofBienne, Switzer-land, is a study ingigantism. It con-
sists of four monolithic buildings, occu-pying 170,000 cubic meters of space. It’simposing, and, with its air of impreg-nability, a little mysterious.
We ride out there one February after-noon because Rolex has agreed to giveus, two WatchTime editors, a tour of thefacility, a mainplate-to-hairspring view ofhow it makes its movements, 750,000-plus of them per year.
Before the tour, we receive a back-ground briefing, a combination of livepresentation and film. It takes place in aproportionately large auditorium at-tached to what is surely the biggest watch-company reception area we’ve ever beenin: a two-story-high, light-filled atriumwith a Rolex-green marble floor.
This complex, Manufacture des Mon-tres Rolex SA, located in an industrialzone called Champs-de-Boujean, is the sis-ter of Rolex SA in Geneva, which makescases, bracelets and dials; assembles thewatches; and does the company’s gem-set-ting. Rolex corporate headquarters are al-so in Geneva. (See “Inside Rolex” inWatchTime’s July-August 2006 issue.)
Here in Bienne, about 2,000 employ-ees make movement components, 50 mil-lion of them per year, assemble the move-ments, and send them to Switzerland’schronometer-testing agency, COSC (Con-trôle Officiel Suisse des Chronomètres) toreceive chronometer certification. (AllRolex-made movements receive certifica-tion except for most in the Cellini collec-tion — although Cellini Prince modelsare COSC-certified.) Rolex Bienne thenships the movements to Rolex Geneva forcasing. The four Bienne buildings, setagainst the backdrop of the Jura moun-tains, are called Rolex III, IV, V and VI.(Rolex I and II are old, former factorybuildings near the center of Bienne. Rolexno longer owns them.) The company alsohas a factory in the town of Le Locle, em-
TIN BIENNE,ROLEX MAKESCOMPONENTSAND ASSEMBLESTHEM INTOMOVEMENTSTHAT ARESHIPPED TOROLEX GENEVAFOR CASING.
The CosmographDaytona Caliber 4130,
introduced in 2000

June 2010 WatchTime 107
Components aremade by machine andassembled by hand.

108 WatchTime June 2010
PROFILERolex Bienne
Plates and bridges aremanufactured by CNCmachines inside huge,pod-like modules.
ploying 150 people, where some move-ment assembly takes place.
Until 2004, Rolex Bienne and RolexGeneva had different owners. The formerbelonged to the descendants of Jean Aeg-ler, whose Aegler SA factory in Bienneprovided movements to Rolex founderHans Wilsdorf starting in 1905. (Formore on the history of Rolex Bienne, see“The Bienne Connection” sidebar).Rolex Geneva was, and still is, owned bythe Hans Wilsdorf Foundation, whichWilsdorf established in 1945.
Six years ago, Rolex Geneva boughtthe Bienne facility and the two weremerged. That move, along with Rolex’slong-term project of acquiring many ofits suppliers of components and equip-ment, has transformed the company intoa vertically integrated manufacture.
CLASS OVER, we set out on the tour. Itwill have a theme, says FrançoisPaschoud, one of the facility’s technicaldirectors: We will be following the manu-facturing steps of Rolex’s famous Caliber4130, the chronograph movement thatRolex launched in 2000 to replace theZenith El Primero caliber it had been us-ing in its Cosmograph Daytona models.That introduction was a major event forRolex; it meant that from that point on allmovements used in the Rolex brand weremade in-house (watches in Rolex’s sisterbrand, Tudor, have ETA movements).
Besides Paschoud, our guides on thetour are the facility’s top manager, Ray-mond Kerrison, and Jacques Baur, headof research at Rolex.
We start in Rolex V, in the departmentwhere the movement’s plates and bridgesare made. There, in a huge room filledwith the roar of toiling machines, we seesomething — or rather some things —we’ve never seen before. They look likegiant, round, glass pods, or maybe space-ships, nearly as high as the ceiling and 12feet or so in diameter. The Rolex officialscall them “modules.” There are a dozenof them, some connected at the top to anadjacent module by metal rails, which,we soon learn, are a kind of monorailtransit system for carrying componentsfrom one module to the next. Four of themodules are dedicated to the 4130. Inside


PROFILERolex Bienne
IN 2004, ROLEXBIENNE MERGEDWITH ROLEXGENEVA TO FORMA VERTICALLYINTEGRATEDMANUFACTURE.
that is, two thousandths of a millimeter,or, as Paschoud says, a few hundredths ofthe diameter of a human hair.
When one module completes its work,the plate or bridgemoves to the nextmod-ule by means of the monorail. Each com-ponent is mounted on its own small pal-let. Human hands never touch the compo-nent during this phase of production. Theentire process consists of about 100 dif-ferent steps. (Some are performed nextdoor, in Rolex III.) There are some 350points of measurement for each plate.
Leaving the department, we pass thequality control section where, helped byprecision measuring equipment and mag-nifying lenses, employees in two separatedepartments check the plates and bridgesto be sure they have exactly the rightmeasurements and are free of any surfaceflaws. They work behind a glass partitionin a controlled environment. That,Paschoud tells us, is because a tempera-ture change of as little as 1 degree can af-fect a component’s measurements.
If the plates and bridges pass muster,they are sent to another department forrhodium galvanic coating and decora-tion: circular graining, for instance.
WE THEN WALK through an under-ground passageway connecting Rolex Vto Rolex IV, where small componentssuch as staffs, wheels (including balance
Rolex V is one of the four big buildingsin the Bienne complex.
each one, a cluster of CNC machines arestamping, drilling, milling, turning andpolishing the plates, the rough forms ofwhich were produced, by the stampingprocess, in another department. We cansee almost none of the actual work fromoutside the modules; the machines havetheir backs turned to us, as it were, andare facing inside. What we do see is oil,gallons and gallons of it, which is squirt-ed on the plates and bridges to lubricatethem during manufacturing and to rinseoff metal shavings.
To see the actual processes, such asmilling and stamping holes in the plates,we watch a movie on a video monitor.There are more than 50 tools working si-multaneously in the four modules. Hu-mans are far scarcer in this room: just oneor two are needed to keep the noisy ma-chines humming.
The modules are made exclusively forRolex by a Rolex-owned company. Theyserve several purposes. Most obviously,they contain the oil that would otherwisebe knee-deep on the factory floor. Theyalso protect the components and machin-ery from dust. Thirdly, they keep thecomponents at the same precise tempera-ture throughout the manufacturingprocess so they will neither shrink nor ex-pand. Any such change, however small,would have disastrous consequences giv-en the tolerances involved: two microns,

112 WatchTime June 2010
PROFILERolex Bienne
wheels), and Microstella screws, whichare used to adjust the balance, are made.On the way, we pass a man riding a bi-cycle (another watch-factory first forus). There are more bikes, special Rolexbikes, with light-colored tires, parked atthe elevator in Rolex IV. Employees usethem to move quickly between thebuildings.
This department’s job is to turn barsand tubes of metal, some two meterslong, into pieces as small as one millime-ter across. Tolerances here are as tiny astwo microns. The parts are made byturning, cutting, stamping and spark ero-sion performed by CNC machines. As inthe plates-and-bridges department, muchof the work is hidden within the ma-chines. The metal, an alloy of steel, alu-minum or copper, goes in one end and,seemingly by magic, comes out the otherin the form of infinitesimally smallscrews (the Microstella screws are madeof gold) or tiny wheels. Decoration alsotakes place here: wheels, for instance, re-ceive a sunray finish.
Our guides show us one machine thatis making a pivot for a winding rotor, acomponent that is still in the testing stageand is hence being produced in a small se-ries. Paschoud pulls out a mechanicaldrawing of the pivot, which is just 2.5mmlong and 2.2 mmwide, with a diameter of0.3 mm at its end. It’s a simple thing, butthe drawing is so complicated, and dottedwith so many measurements, you’d thinkit depicted a nuclear submarine.
ALL THESE COMPONENTS come to-gether in Rolex VI, our next stop, whichwe reach through another undergroundpassageway. Before we go in, we don dis-posable white lab coats and blue plasticshoe coverings so we won’t track dirt in-side. The latter are dispensed by a ma-chine (by nowwe expect no less): we stickour feet, one at a time, smartly into themachine and the booties’ elastic-bandtops snap shut around our ankles.
But before we get to the movement-assembly department, we’re in for a treat,a glimpse at something even inveteratewatch-factory tourists seldom see. We’regoing to watch hairsprings being made.And not just any hairsprings, but blue
Rolex balances have goldMicrostella screws andParachrom hairsprings.
ROLEX INTRO-DUCED THEPARACHROMHAIRSPRINGWHEN ITLAUNCHEDTHE 4130MOVEMENT ADECADE AGO.

The Parachrom is made in agiant furnace (above, left) with aporthole (left) for viewing thealloying process (above).
Parachrom ones, which are unique toRolex.
The company introduced Parachromhairsprings in the 4130 when the move-ment was first launched a decade ago.Since then, they have worked their wayinto all Rolex-brand men’s watches (thewomen’s models, along with the compa-ny’s Cellini collection, have hairspringsmade of an alloy identical to that used byNivarox). The advantages of Parachrom,says Jacques Baur, is that it has superiorshock-resistance and anti-magnetism.There are two models of Parachrom hair-springs. One is made for the 4130 and4160 (a relative of the 4130 used in theYacht-Master II). The other is for the3100-series non-chronograph men’s-watch calibers, used in the GMT-MasterII, Submariner, Deepsea, Day-Date, Date-just, Explorer, and Milgauss.
Parachrom is an alloy of 85 percentniobium and 15 percent zirconium.Rolex makes it itself, by taking 30-cen-timeter rods of each element, two of nio-bium and one of zirconium, clumpingthem together and melting them so thatthey become a homogenous alloy.
The melting takes place inside an elec-tron-beam vacuum furnace, a tall, shinybehemoth that reaches up through the ceil-ing and looks kind of like a rocketship, al-beit a rather chubby one. Like themodulesin Building V, it’s a Rolex exclusive. And,like them, it makes us gape because it’s sobig and odd-looking.We’re invited to peekinto the furnace. The Rolex executiveswarn us that the light inside it can damageour eyes if they’re unprotected, and handus dark goggles. We climb up on a viewingplatform, put on the goggles, and peer in-to the furnace through a porthole. Therewe see the soon-to-be Parachrom rod be-ing heated by a burning stream of elec-trons to a temperature of 2,400 degreesCentigrade. The rod glows with fiery in-tensity. It is heated one section at a time:the rod will pass through the electron firethree times before the metal is completelyblended. The process is entirely automatic,but a technician observes it on a videomonitor to make sure nothing goes awry.
Parachrom blended, it’s time to turn itinto hairsprings. That requires amarathonseries of stretching and flattening opera-

tions, punctuated by occasional heat treat-ments to soften the metal so that it can beworked. When they’re over, the original30-centimeter-long rod, which is one cen-timeter in diameter, will be three kilome-ters long and about 0.1 millimeter thick(the exact thickness will vary according tothe type of hairspring being made). A sin-gle rod yields 10,000 hairsprings.
The first stretching process is coldrolling. It’s performed by two men in labcoats who stand on either side of therolling machine, passing the ever-thinnerrod back and forth through ever-smallernotches in the machine. They seem like ananachronism in this world of advancedtechnology. The reason flesh-and-bloodworkers perform this task, Baur explains,is that themetal is quite brittle when it firstcomes out of the furnace andmust be han-dled very carefully until it develops someelasticity. When the men are finished, thebar is three meters long.
Machines take over again for the nextprocess: wire drawing. We stop to watchone machine pulling the wire through foursuccessive dies as it becomes ever thinner.It will pass through about 50 dies in all.
Then the wire, which is still round,like a pencil, is flattened by a techniquecalled high-precision cold rolling. It takesplace in its own, temperature-controlledroom. We can’t go inside, Baur tells us:the change in room temperature caused
Workers assemblingmovements with the Juraforest in the background
by our presence would ruin the wire. Thethickness tolerances the machines mustmeet are 0.1 microns. We peer throughthe glass at the machine and can barelysee the wire: at the end of the process, it is50 microns thick and 150 microns wide.
Now the straight wire is turned intoa coiled spring, manually, through a del-icate and painstaking process called, inFrench, estrapadage. A woman takesthree 20-centimeter segments of wireand, with a dexterity that amazes us,threads one end of each segmentthrough a thinner-than-a-hair notch inthe middle of a lifesaver-shaped mold,affixing the strands at the center so theywill stay in place. She then rotates themold, as if it were a potter’s wheel, caus-ing the three wires to wrap around thespindle within the mold. The reasonthree wires are coiled in one mold, Baurexplains, is to provide the correct spac-ing and hence the correct curvature foreach coil. The mold is heated so the wirewill retain its new shape. Then, using atweezers, the technician separates thethree springs, which are about 6 mil-limeters in diameter. Difficult as the coil-ing process is, Baur tells us, separatingthe springs is much harder: one tiny slipof the tweezers and the springs are ren-dered useless.
What about the springs’ blue color,we ask. They’re a nice shade of cobalt or
CONTINUED ON PAGE 118

Perched on a slope overlooking Bienne’sOld Town is a building with, at its top,big green letters spelling “Rolex,”flanked by two yellow crowns. The build-ing is a Bienne landmark, an importantpart of the city’s history. But what hap-pened inside affected not just Biennebut the whole watch world.
This was once the factory of themove-mentmaker Aegler SA. Aegler was found-ed in 1878 by Jean and AnnaMaria Aegler,just as Biennewas hitting its stride as amajor watchmaking center. The companyspecialized in small, precision watchmovements. After Jean Aegler died, in1891, his son Hermann took the businessover, continuing tomake the same type ofmovements. (The buildingwith the Rolexsignwas built by Hermann Aegler in 1914;the original, smaller factory that JeanAegler built is right in front of it.)
Small, high-precision movementswere just what Hans Wilsdorf, an ambi-tious, young German-born watch-indus-try entrepreneur, needed. As the 20thcentury dawned, Wilsdorf had becomeconvinced that, despite the nay saying ofnearly everyone in the watch business,the wristwatch would one day prevailover the pocketwatch.
In 1905, Wilsdorf’s company, Wils-dorf & Davis, based in London, placed ahuge order with Aegler for movementsto use in wristwatches. Three years later,Wilsdorf gave a brand name to his line ofwristwatches: Rolex. It was destined tobecome the world’s biggest, most fa-mous, luxury watch brand. (Wilsdorf &Davis changed its name to Rolex WatchCo. in 1915.)
Through the decades that followed,Aegler’s firm in Bienne continued tomake movements for Wilsdorf’s compa-ny. It developed several important inno-vations, the most famous of which is theself-winding system, based on the 18th-century notion of a spinning rotor. Wils-dorf named this system the “Perpetual.”Its inventor was Aegler SA’s technical di-rector and chief, Emile Borer, whopatented the device in 1931. (Borermarried into the Aegler family.)
In the meantime, Wilsdorf had, in1919, moved from London to Geneva,where his company made cases forAegler SA’s movements, assembled thewatches, and sold them all over theworld. In his memoirs, he explained that“we want to leave to our factory inBienne exclusively the production ofwatch movements, while we ourselvescreate in Geneva case models adapted tothe refined taste of the Genevans.”(Wilsdorf’s calling the Aegler factory“our factory” refers to the fact that, forpart of Rolex history, Rolex had partialownership of the Aegler factory.)
The Rolex Geneva-Bienne division oflabor established more than a centuryago continues to this day. Bienne makesthe movements; Geneva makes justabout everything else, then assemblesthe watches and markets them.
What has ended, though, is the twocompanies’ separate ownership. In2004, Rolex Geneva, now called RolexSA, acquired Rolex Bienne (Manufacturedes Montres Rolex SA), which had be-longed to descendants of the Aegler-Borer family.
The Bienne Connection
Rolex founder Hans Wilsdorf
The Aegler-Rolex factory in Bienne circa 1955
116 WatchTime June 2010
PROFILERolex Bienne

118 WatchTime June 2010
PROFILERolex Bienne
royal blue, very close to the color of bluedsteel screws or watch hands.
The color is produced by an oxidationprocess, we’re told. It not only spruces upthe springs’ appearance, it makes themmore stable — that is, better able to per-form consistently over a long period oftime.We are not allowed to see the bluingoperation: it’s a Rolex secret.
We do get a look at one of the lasthairspring-making steps: the bending ofthe outer end of the spring into aBreguet overcoil. It is done automatical-ly by a machine, another Rolex exclu-sive, which is fitted with two flat ham-mers that strike the spring at precisepoints to bend it at the correct angles.But because the Parachrom has tiny in-consistencies from spring to spring, andthus responds slightly differently to thehammer strikes, an employee looksthrough a microscope to check the pre-cise curvature of each spring. If needed,she makes adjustments using the ham-mer machine.
NOW IT’S TIME to see all the parts uniteto formCaliber 4130.We go to the move-ment assembly department. There, work-ers specialize in specific assembly tasks.
One person puts the gear train together.Another mounts the balance and, usingan electric screwdriver programmed toprovide just the right amount of torque,screws down the balance bridge. We seethe 4130 come to life: its blue hairspringstarts to expand and shrink as if it’sbreathing.
To protect the movements from dustwhile they’re being assembled, they’replaced on a horizontal, rotating carrouselunderneath the watchmaker’s bench.Each movement — there are 10 on eachcarrousel — pops up through a hole inthe bench when its turn comes to beworked on. It then drops down again andthe next movement presents itself. Thetechnicians’ hands move as deftly as ifthey were those of robots performing mi-crosurgery.
Then a machine lubricates the move-ments. We watch a video screen as themachine places tiny droplets of oil oneach tooth of an escape wheel. All told,there are 200 different points in themovement that need lubrication. Thecompany uses five types of lubricant ineach caliber. There’s one lubricant for thewinding barrel, for instance, another forthe chronograph mechanism. Some of the
A rendering of the as-yet-unbuilt Rolex VIIbuilding (in foreground), planned forcompletion in 2012
CONTINUED FROM PAGE 115
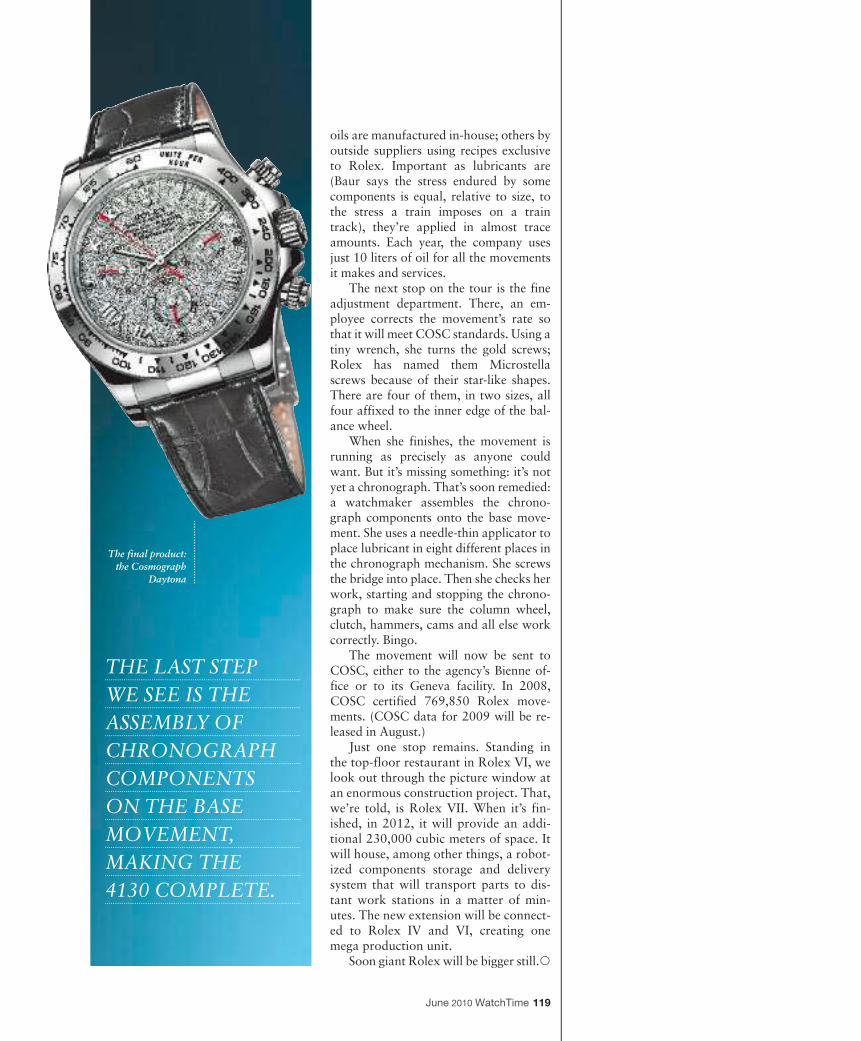
THE LAST STEPWE SEE IS THEASSEMBLY OFCHRONOGRAPHCOMPONENTSON THE BASEMOVEMENT,MAKING THE4130 COMPLETE.
June 2010 WatchTime 119
oils are manufactured in-house; others byoutside suppliers using recipes exclusiveto Rolex. Important as lubricants are(Baur says the stress endured by somecomponents is equal, relative to size, tothe stress a train imposes on a traintrack), they’re applied in almost traceamounts. Each year, the company usesjust 10 liters of oil for all the movementsit makes and services.
The next stop on the tour is the fineadjustment department. There, an em-ployee corrects the movement’s rate sothat it will meet COSC standards. Using atiny wrench, she turns the gold screws;Rolex has named them Microstellascrews because of their star-like shapes.There are four of them, in two sizes, allfour affixed to the inner edge of the bal-ance wheel.
When she finishes, the movement isrunning as precisely as anyone couldwant. But it’s missing something: it’s notyet a chronograph. That’s soon remedied:a watchmaker assembles the chrono-graph components onto the base move-ment. She uses a needle-thin applicator toplace lubricant in eight different places inthe chronograph mechanism. She screwsthe bridge into place. Then she checks herwork, starting and stopping the chrono-graph to make sure the column wheel,clutch, hammers, cams and all else workcorrectly. Bingo.
The movement will now be sent toCOSC, either to the agency’s Bienne of-fice or to its Geneva facility. In 2008,COSC certified 769,850 Rolex move-ments. (COSC data for 2009 will be re-leased in August.)
Just one stop remains. Standing inthe top-floor restaurant in Rolex VI, welook out through the picture window atan enormous construction project. That,we’re told, is Rolex VII. When it’s fin-ished, in 2012, it will provide an addi-tional 230,000 cubic meters of space. Itwill house, among other things, a robot-ized components storage and deliverysystem that will transport parts to dis-tant work stations in a matter of min-utes. The new extension will be connect-ed to Rolex IV and VI, creating onemega production unit.
Soon giant Rolex will be bigger still.�
The final product:the Cosmograph
Daytona

GET IT
ALLSUBSCRIBE AND SAVE! A $268 VALUE FOR ONLY $49.97A YEAR!
Scan this code with your phone to subscribe.
WATCHTIME ALL ACCESSis only $49.97 per year!Canada $59.97 U.S. All other countries $89.97 U.S.
WatchTime All Access includes: l Six issues of WatchTime magazine l Six issues on your iPadl Six issues on your iPhone l Every issue as an e-magazine at watchtime.com
To subscribe, visit WatchTime.com
WatchTime is the only watch magazinethat gives you a subscription packagewith full access for one low price!


Rolex’s movement-making operationsin Bienne used to be huge. Now they’re humongous.
BY MIKE DISHER
February 2013 WatchTime 67

68 WatchTime February 2013
ON THE SCENERolex’s new factory
Three years ago, WatchTime touredRolex’s movement manufacturing facilityin Bienne. Our story detailing the visitended with the observation: “Standing inthe top-floor restaurant ... we look outthrough the picture window at an enor-mous construction project. That, we’retold, is Rolex VII. When it’s finished, in2012, it will provide an additional230,000 cubic meters of space .... Soongiant Rolex will be bigger still.”
Fast forward to 2012. In October,WatchTime returned to Bienne for the of-ficial opening of that new building, thefirst Rolex movement manufacturing fa-cility constructed since 1994. It is part ofa huge Rolex complex on the outskirts ofthe city in an industrial area calledChamps-de-Boujean. When Rolex is fin-ished transferring machinery and equip-ment from elsewhere in the complex intothe new building, later this year, all ofRolex’s movement-making operationswill be under one enormous roof. (Rolexdoes not divulge its production figures,but in 2011, it made 751,285 mechanicalmovements. This is the number of COSCcertificates it earned that year – the latestyear for which COSC data is available.Rolex has all its mechanical movementscertified by COSC.)
Rolex acquired the land for the newbuilding from the city, as well as an ad-joining parcel for future expansion, in2006. Construction on the new site beganin the summer of 2009 and was complet-ed this past summer.
THE NEW FACILITY IS PARTOF ROLEX’S ENORMOUSMANUFACTURING COMPLEX ONTHE OUTSKIRTS OF BIENNE.

February 2013 WatchTime 69
The building provides an
additional 230,000cubic meters
of space.

XXXXXXXXXXXXXXXXxxxxxxxxxxxxxx
The new facility’s opening ceremonywas typically low key, though for fa-mously discreet Rolex, simply invitingguests and media inside represented abreak from the past. There was no band,no flyover, and no fireworks. Instead,two leading Rolex executives – chair-man of Manufacture des Montres RolexSA Bertrand Gros and director Marco
Avenati, and Swiss federal councilor andeconomics minister Johann Schneider-Ammann, cut a Rolex-green ribbon out-side the new building. Then, inside,there were short speeches and a tour.
The new building’s interior combinesclean, modern design and state-of-the-artmanufacturing. The centerpiece is a fullyautomated component stocking and re-
trieval system that uses robots and con-veyor belts to collect needed parts andtransport them to production workshopsthroughout the building.
The system is activated when an em-ployee enters an order for parts into thecomputer. The request is sent to a secure,underground, 10,000-square-foot vault.The vault has 14 aisles of shelves andmore than 46,000 storage compartmentscapable of holding tens of millions ofcomponents. Each aisle is served by ro-bots that pick up the requested trays andplace them on distribution conveyorsthat go to the various working areas. Thevast conveyor network, almost three-quarters of a mile in length, includes fourvertical distribution towers with eleva-tors to shuttle orders between floors. Arouting system coordinates 60 program-mable controllers which guide the traysbetween the stock area and the work-shops. With trays traveling at aboutthree meters per second, orders reachtheir final destination in only a few min-utes. Workers pick up and drop off traysat 22 distribution stations spread out onall floors. The system even protects com-ponents from dust and light.
(Continued on page 75)
Rolex chairmanBertrand Gros at theopening ceremony
Left to right: BertrandGros, Marco Avenati and Johann Schneider-Ammann cutting the ceremonial ribbon

The underground, automated vault lookslike something out of science fiction.

72 WatchTime February 2013
Movement componentorders are prepared fordelivery to workshops via the automated distribution system.


74 WatchTime February 2013

(Continued from page 70) To move larger objects, the new build-
ing houses a freight elevator large enoughto accommodate 240 people and power-ful enough to lift nearly 20 tons.
The new building consists of four sto-ries above ground and three below. Theexterior is dominated by large glass panesthat allow natural light to illuminate thework of the watchmakers and techniciansinside. The windows also offer employeessweeping views of the Jura to the northand west and the Alps to the southeast.Internal and external courtyards provideadditional natural light, as do a series ofvisually striking light wells, each of whichmeasures 23 feet in diameter. The light-well layout mimics the wheels in a geartrain, and the wells bring daylight to cen-trally located employee relaxation areason each floor. Employees also enjoy a cof-
fee bar and a 450-seat restaurant thatopens onto a rooftop terrace.
Two adjacent buildings are being re-fitted to house management and adminis-trative functions and technical activitiessuch as the design and manufacture oftools. Together, the three buildings willoffer almost 1 million square feet ofspace, enough to hold more than 17 foot-ball fields. The complex will house all as-pects of mechanical-movement manufac-turing, including machining, stamping,thermal and surface treatments, mainte-nance, and laboratory activities.
To protect the planet and pamper em-ployees, the new building complies withSwiss Minergie standards. These criteriacover a range of issues relating to the en-vironment both inside and outside thebuilding, including thermal insulation,draft-free ventilation, internal air filter-
February 2013 WatchTime 75
THE COMPLEXWILL HOUSEALL ASPECTS OF MECHANICAL-MOVEMENTMANUFACTURING.
A watchmaker assembles a caliber4130 for a Cosmograph Daytona.
ON THE SCENERolex’s new factory

Each of the building’slight wells is 23 feet wide.
ON THE SCENERolex’s new factory

February 2013 WatchTime 77
ing, and use of renewable energy sources.To meet these standards, the new build-ing incorporates groundwater-basedheating and cooling, roof-mounted solarpanels, high-performance heat pumps,and a partially planted “green” roof,among other features.
The new facility completes Rolex’svertical integration into four sites – threein Geneva and one in Bienne:
• Geneva, Acacias: This is Rolex’sworld headquarters. The facility housesmanagement, research and development,design, communication, sales, and after-sales service. Final assembly of watchesfrom components delivered from othersites also occurs here, as does final quali-ty assurance.
• Geneva, Plan-les-Ouates: This facil-ity houses the development and manufac-ture of cases and bracelets, along withRolex’s gold foundry and quality assur-ance for materials.
• Geneva, Chêne-Bourg: This sitehouses the development and manufactur-ing of dials, along with jewelry and gem-setting operations.
• Bienne: This location includesmechanical-movement manufacturing,assembly, and quality assurance.
Together, these facilities employ morethan 6,000 people (including more than2,000 in Bienne), and they allow Rolex tomanufacture in house all of the majorcomponents in its watches.
With its decade-long vertical integra-tion program now complete, Rolex is in-deed bigger still.
Scan here to see more photos of Rolex’s facility in Bienne.http://www.watchtime.com/?p=24519
Scan here for a 2010 Watchtime story on the Rolex movement manufacturing facility in Bienne. http://www.watchtime.com/?p=24694
INSIDEROLEX
The very private Swiss watch giant opens the
doors of its new Geneva facility.
BY NORMA BUCHANAN
Rolex’s new facility at Plan-les-Ouates


INSIDE ROLEX
104 WatchTime August 2006
them and see real Rolex employees makingreal Rolex watches, we didn’t think twice.
In early April, WatchTime and about 50U.S. retailers gathered for a daylong tourthat would take in the company’s threeGeneva factories. They make all the com-pany’s cases, bracelets and dials and assem-ble its finished watches. (Alas, we will notsee Rolex’s only other factory, in Bienne,where it makes its movements. Maybe an-other time, we’re told.)
Rolex’s Geneva facilities are in the finalstages of a massive, eight-year-long con-struction and renovation project. Its aim is
to bring together the many manufacturingoperations, some 19 in all, that were oncespread out in and around Geneva. In thelate 1990s, when a wave of consolidationswept over the watch industry, Rolex beganto buy up many of its suppliers in order togain greater control of them, creating whatthe company refers to as “the RolexGroup.” As Patrick Heiniger, managing di-rector and CEO, explains in a brochureabout the Geneva facilities, “At the start ofthe 21st century, we made a strategic deci-sion to ensure our autonomy and maintaincontrol over the essential components of
R olex has always had a Garbo-likesense of privacy. With no verygood reason to court the media,
or even allow them through its doors, itchugs happily along, selling its roughlythree-quarters of a million watches a year,which bring in some 2 billion Swiss francs(this is an estimate; the company, needless tosay, does not reveal sales figures.) As theworld’s biggest luxury watch brand, with asterling image that never fades, Rolex needspublicity like Garbo needed more fans.
So recently, when Rolex invited us to visitits facilities in Geneva, to actually go inside
Rolex makes its dials at it facility in Chêne-Bourg. Here a crown goes on
the dial of an Oyster Perpetual Day-Date
Rolex’s building at Plan-les-Ouates is huge, the size of five football fields, jet black and forbidding. “The black glass facades conceal a surprising world,” Rolex says.

INSIDE ROLEX
106 WatchTime August 2006
our watches. We integrated our Swiss sup-pliers into the Group, and consolidated ourGeneva activities at three new sites in build-ings that exemplify state-of-the-art technol-ogy.” These suppliers included the braceletmaker Gay Frères, the case maker Genex,the dial manufacturer Beyeler and the wind-ing-crown producer Boninchi. Havingbrought all of them under the Rolex banner,the company wanted to bring them underthe same roof, or rather, three roofs.
The consolidation is the latest chapter inRolex’s long history in Geneva. The com-pany has been an institution there for near-ly a century, almost as much a part of the
city’s identity as the famous jet d’eau at themouth of the Rhône or the lovely water-front skyline. Rolex founder Hans Wilsdorfmoved Rolex to Geneva in 1919 (the com-pany was born in 1905 in London), and itremained in the city center for more than 40years. In 1965, Rolex completed construc-tion of new headquarters in an industrialsection of Geneva called Acacias, south-west of the city center. Its move there brokewith Geneva watchmaking tradition, whichheld that companies be located on thebanks of Lake Geneva.
Now, with just a year or so to go until thelast glistening green glass panel is hoisted
into position on the refurbished head-quarters, Rolex, in an uncharacteristic burstof openness, wants to show off its deluxenew digs.
Life upon the shelves
We start at the spanking new building inPlan-les-Ouates (pronounced “plan layWHAT”), which was completed last Octo-ber. This district, on the outskirts of Geneva,has recently become a luxury-watch strong-hold. Patek Philippe, Vacheron Constantin,Piaget, and Frédérique Constant have allbuilt new production facilities there, turn-
Rolex’s gem-setting and dial-manufacturing facility at Chêne-Bourg
At Plan-les-Ouates, the average wait for components once they have been ordered from a workstation by means of a click of a mouse is eight minutes.

INSIDE ROLEX
108 WatchTime August 2006
ing the flat, featureless expanse into ashowcase of eye-catching, ultra-modern in-dustrial architecture. Rolex’s building is themost imposing of all; it is huge (it coversnearly 26,000 square meters of space,roughly the size of five football fields), jet-black, and forbidding.
Inside, we see a short movie presentingfacts and figures about the new building.It’s 11 stories high, we’re told, with five ofthem underground, and composed of threeparallel, rectangular units, connected by acentral corridor. It has 157,000 square me-ters of floor space and houses 1,700 ma-chines. Deliveries are made via a 10-meter-wide covered road that runs through thebuilding. The roof is covered with gardensand is used as a relaxation area by the 1,500people who work in the facility.
The glass that completely covers thebuilding shields the work within from pry-ing eyes. Those lucky enough to penetratethat armor are in for a treat, the film’s nar-rator suggests. “The black glass facadesconceal a surprising world,” he says.
He’s right, as we discover from the very
first stop on the tour. It’s the componentsstorage room (the prosaic name doesn’t doit justice, as we soon find out), on the sec-ond underground floor. To get there, wepass through an ultra-secure entrywayequipped with a retina-scanning system,meant to foil thieves with designs on thetreasure within.
We stand on a walkway, behind a floor-to-ceiling pane of glass, and look upwardand downward at layer upon layer of stor-age shelves: four stories’ worth of them,holding 30,000 separate compartments.(There are an additional 30,000 compart-ments in a second storage room, a precau-tion in case disaster strikes the first one.) Thevast expanse of shelves is itself impressive,but the real spectacle is the computer-di-rected conveyors that pick up the compo-nents from the bins and deliver them towork stations throughout the building.There are countless of these automated go-fers zipping along aluminum rails, stopping,snatching the parts from the compartments,and zipping away again. Four kilometers ofthese rails snake through the facility; the
system extends tothe building’s far-thest reaches. Theaverage wait forcomponents, oncethey’ve been or-dered from a work-station by means ofa few mouse clicks,is eight minutes.
We gaze forquite a while,transfixed by thespeeding convey-ors, whose loud,constant whirringmakes it difficult tohear anything be-low a shout. Welaugh like kids in afunhouse whenonce in a while aconveyor comeszooming toward
Attaching a chronometer seal to a gold bracelet. Rolex not only makes itsown cases and bracelets at Plan-les-Ouates, it alloys its own gold there.

August 2006 WatchTime 109
us as if to crash through the glass pane,then stops short at its destination a few feetfrom our faces.
The Rolex production manager leading thetour tells us the system is working above Ro-lex’s initial expectations, and is 98% reliable.Then he herds us away, which, given our fasci-nated dilly-dallying, is like herding cats.
Gold standards
Where do these components – cases, braceletlinks, tiny bracelet fixings, clasps, and myriadother bits – come from? To find out, we take theelevator up to the ground floor. We’re on ourway to the foundry to see, as the movie de-scribes it, “the first step in the creation of aRolex.” The company mixes its own gold,enabling it to both create its own alloys, like aspecial blend of pink gold it recently developed(the alloy doesn’t lose its pink tint, the way someother pink-gold alloys eventually do, Rolex says),and to control the gold’s quality. Rolex is thebiggest user of gold in Switzerland and the onlywatch company that does its own alloying.
We see the end product in a so-called“gold pour,” in which half a gallon of fierymolten gold streams from a crucible into apan. After it cools, the metal is stampedinto cases or casebacks or drawn through aseries of dies to form gold wire of the rightshape to make the various Rolex bracelets:the Oyster, the President, etc. Because Rolexuses so much gold, it’s able to employ ma-chines normally used for steel or aluminum,which are larger than standard gold-pro-
cessing machines and hence more precise.It’s a good thing: we’re told that the toler-ance for bracelet-component parts is 2/100of a millimeter (each bracelet has about 200parts), and that’s why a Rolex bracelet willlast 30 to 40 years without needing repair.
Steel parts are made in the same depart-ment. Rolex uses an alloy known as 904L(it’s the only watch company to do so, itsays) that it buys from outside suppliers. Thesteel resists corrosion extremely well and isalso very tough, so that it’s durable, butquite difficult to machine.
After the parts are fabricated, they’repolished. A robot, enclosed in a glass cubi-cle, handles the initial polishing. We watchit (him? it’s wearing a baby-blue dust coverthat cloaks its oddly misshapen body), mes-merized by its jerky but somehow lifelikemovements, as it “holds” a watchcaseagainst a polishing machine. It’s nightmar-ish and funny at the same time, like thecreatures in the bar scene in “Star Wars.”The robot is a high-maintenance employee:we’re told it needs to be recalibrated afterevery 10 cases it polishes to keep it workingwith the required precision. But it clearlyearns its keep: “With a little help from therobots, you can make a very good product,”the Rolex manager cheerfully points out,glancing at his electronic colleague.
When the robot is finished, the case ispassed along to humans for fine polishing.Only real hands and eyes can detect tiny im-perfections that might remain on the case’ssurface, we’re told.
“At the start of the 21st century, wemade a strategic decision to ensureour autonomy and maintain controlover the essential components of ourwatches.”
Rolex CEO Patrick Heiniger

INSIDE ROLEX
110 WatchTime August 2006
Robo jock
Our next stop is the laboratory, where sci-entists, engineers and technicians (there are20-plus PhD’s employed there), work onquality control, research and developmentand general trouble-shooting, like fixing aglitch on the production line or diagnosingthe cause of a difficult-to-open braceletclasp. “You can see there are people at thecenter of Rolex, not machines,” the Rolex
manager tells us. Simple tasks have been re-assigned to robots, he explains, but peoplestill do the complicated ones.
These jobs include making sure the rawmaterials are sufficiently pure before they’remade into watch parts. This means examin-ing them with a scanning electron micro-scope. We’re told a story that illustrateshow stringent its standards are for raw ma-terials: When Rolex receives bars of steelfrom its supplier, the company performs dif-
ferent tests on them, including a polishingtest. One recent polishing test produced asmall scratch, what the technicians call a“comet,” on the surface of the bar. Examin-ing the steel under the electron microscope,the Rolex technicians found a minusculeparticle, 8 microns across (1/10 as wide as ahair) in front of the comet. They analyzed itand found that the particle was composedpartly of titanium. They phoned the steelsupplier, who told them that the furnace
Attaching the crown to the 50th anniversary edition of the Rolex GMT-Master II
When its technicians discovered a microscopic trace of titanium in a shipment of steel, Rolexreturned the entire shipment – 10 tons of steel – to the supplier.

INSIDE ROLEX
112 WatchTime August 2006
used to alloy the metal had earlier beenused to make titanium steel for anothercustomer. The furnace had not beencleaned thoroughly and some traces of tita-nium remained in it. Hearing this, Rolex re-jected the entire load, sending back 10 met-ric tons of steel.
A few minutes later, in the research and de-velopment section of the lab, we learn a newword (new to most of us, that is): tribology, thescience of wear and tear. We see another robot,this one dedicated to studying the effects of
wear on watch bracelets. The robot has a man-nequin-like wrist and hand and wears a Rolexwatch. It is performing a sequence of fancymoves with its humanoid hand: twisting it,thrusting it down, turning it sideways, lifting itup, then repeating the series again and again.The moves, odd as they seem, are modeled onreal life. “We put some sensors on a colleagueof mine while he was doing different kinds ofsports: running, tennis, golf, and everythingelse,” a research and development managertells us. “We examined the motions and tried to[duplicate] them with this robot.” The robot al-lows Rolex to simulate a year’s worth of wear injust one week, and hence discover in a jiffy theadvantages of one bracelet design over another.
Behind the bling
We wave good-bye to the robot, which isstill frantically gesticulating, and soon pileinto a bus headed for the Rolex factory inChêne-Bourg, a few miles to the east.There, human hands, steady, patient ones,prevail. The first building to be completedin the Rolex remodeling program, in 2000,this facility was once the Genex case facto-ry and is now used for setting gems andmaking dials.
First we see the gem-setting process. Inone room, little diamonds are arranged inneat piles, waiting to be placed on bezels,dials and bracelets. Here, their color ischecked to make sure it’s the requisite “riv-er” grade (the equivalent of D or E on theGemological Institute of America’s gradingscale, which is widely used in the UnitedStates). The diamonds, in round, trapeze, orbaguette shapes, are painstakingly set byhand with the aid of a microscope.
In the dial-making department, we seemore handwork: printing of the dials andthe addition of markers and numerals. Dialsare made of brass, gold or platinum. Coloris imparted to the dials by a variety of meth-
In the research and development section of the lab, we learna new word: tribology, the science of wear and tear.
Voilà: The finished product

August 2006 WatchTime 113
ods: galvanization, physical vapor deposi-tion, or painting. Mother-of-pearl and me-teorite dials are made by gluing a thin layerof the decorative material onto a brass sub-strate.
Putting it together
Another bus ride takes us into Geneva’s citylimits to the area called Acacias. We cometo our third and final stop, the climax of thetour, in some sense: Rolex worldwideheadquarters. This complex, in the finalstages of expansion and renovation (it’sscheduled to be finished this year), is wherethe top Rolex executives, including PatrickHeiniger, have their offices. Rolex-watchershave long regarded the building, covered inglass tinted in imperial Rolex green, as afortress only a little less impenetrable thanthe Pentagon.
The facility consists of two side-by-sidetowers housing offices and administrative de-partments and, next to them, four industrialbuildings. It is in these buildings that Rolexwatches are assembled, put through their lastquality-control tests, packaged and shippedto markets throughout the world.
Most of the assembly is done by hand atrows of immaculately clean workbencheswhere employees, most of them women,combine all the pieces made elsewhere(movements from Bienne, cases andbracelets from Plan-les-Ouates, dials fromChêne-Bourg) into the final product. Wewatch the women, agile-fingered and assteady of touch as micro-surgeons, liftingup tiny gold watch hands (all Rolex watcheshave gold hands) with an air pump, so theywon’t get scratched, and positioning themon the dial. At other workstations, employ-ees are casing the movements and, at stillothers, placing the winding crowns. One ofthe final steps is attaching the winding ro-tor, a task performed with an electric screw-driver programmed to tighten the screws toprecisely the right tension.
Throughout it all, the women constantlycheck and re-check their work. Does thedate jump at midnight, as it should? Are the
1919: Rolex founder Hans Wilsdorf relo-cates the company from London toGeneva, at a site in the city centernear the Cathédrale Saint-Pierre.
1960:Needing more space, Rolex decides tobuild a new headquarters in the Aca-cias industrial area in Geneva, to thesouthwest of the city center.
1965: Rolex inaugurates the Acacias head-quarters, which consists of two eight-story towers.
1978 to 1995: Two additional buildings areadded at the Acacias site.
Late 1990s: Rolex begins a program of verti-cal integration, buying up such suppli-ers as the bracelet maker Gay Frèresand case maker Genex.
1998: Construction begins on the Chêne-Bourg site, where Rolex does its gemsetting and dial making. With its glis-tening black-glass façade, the build-ing will serve as a model for Rolex’sother Geneva factories.
2000: The Chêne-Bourg facility is completed.
2001: Construction begins on Rolex’sbracelet and case manufacturingplant in Plan-les-Ouates.
2002: The company begins the refurbishingof the Acacias headquarters, which in-cludes heightening the two towers bythree stories, covering them withgreen glass facades, and building twoadditional manufacturing buildings.
2005: The Plan-les-Ouates facility is com-pleted.
Fall 2006 (projected): The Acacias refurbish-ing is completed.
ROLEX IN GENEVA: A TIMELINE
Rolex´s Acacias headquarters in the 1980s

INSIDE ROLEX
114 WatchTime August 2006
hands precisely superimposed? Is the dialflawless? Does the rotor sound as it shouldwhen it turns, or might one screw be a tadtoo loose? If everything passes muster, theserial numbers of the case and movement,which are engraved by laser, are registered,and the case is closed up.
The watch is still not ready to meet theworld. First it must pass a few more tests.Now machines take over. First there’s awater-resistance test using air pressure (theriskier water-resistance test, using water,comes later). Then the watch will be wound
automatically, by means of its rotor, tomake sure the winding mechanismproduces enough energy to keep themovement running. The precision testscome next. They’re similar to thoseperformed by COSC. (The movements havealready been certified by that agency; thepurpose of these in-house tests is to makesure the movements still measure up aftercasing). The dial is photographed once,then again, 24 hours later, and the timingcompared to that of a reference clock regu-lated by an atomic clock. Then the watch’s
precision is measured in each of fourdifferent positions. Lastly, the watch is placedin a water tank and tested at a pressure level10% above what is guaranteed for that par-ticular model. The bracelets are attached,and the watches' guarantees are placed withtheir respective watches. The watches areboxed for shipping, and off they go.
And so do we. After a dinner atop one ofthe towers, hosted by Patrick Heiniger, weleave the headquarters, a bounce in ourstep. Why? Because we’ve done it, we’vegotten inside Rolex. ■
Attaching a rotor at the Acacias workshops

The world’s biggest watch brandspeaks a language all its own. Ifyou’ve ever scratched your head overterms like “Paraflex,” “Tridor,” or “Cerachrom,” read on.
BY MIKE DISHER
A Rolex Lexicon

The Triplock crownsystem protects Rolex
divers’ watches.

62 WatchTime October 2012
904L STAINLESS STEEL:A relatively high-cost, low-carbon stainless-steel alloy containingnickel, molybdenum and copper. It is highly resistant to corro-sion and often used in the aerospace and chemical industries. Itshigh chrome content and purity ensure high polishing quality.
CERACHROM:A bezel insert or monobloc bezel developed and patented byRolex and made of extremely hard, corrosion-resistant ceramicwhose color is unaffected by the sun’s ultraviolet rays. The grad-uations are coated with a thin layer of gold or platinum viaphysical vapor deposition (PVD).
CHROMALIGHT:A luminous substance that emits a blue glow and that is appliedto the hands and hour markers of some Rolex Professionalmodels in the Oyster collection. Rolex claims that Chroma-light’s luminosity lasts more than eight hours, which is almosttwice as long as standard luminescent material, and that the in-tensity of the luminosity is more consistent over time. Chroma-light was introduced in 2008 on the Rolex Deepsea, and then onSubmariner Date models (2008–2010). Chromalight is alsoused on the Oyster Perpetual Explorer, Explorer II, Submariner,Yacht-Master, and Yacht-Master II in Everose Rolesor.
CROWNCLASP:Concealed folding clasp designed and patented by Rolex. In thelatest version, the opening and closing mechanism is concealedfrom view beneath a small Rolex-crown-shaped lever. TheCrownclasp is currently fitted on classic Datejust and Day-Datemodels with President, Jubilee, Oyster, and Pearlmasterbracelets.
CYCLOPS:A lens on the crystal above the date window that magnifies thedate display by two and one-half times, making it easier to read.The Cyclops was introduced on a Datejust model in 1953. Atthat time, the lens and the crystal were a single piece, made ofPlexiglas. Beginning in the 1970s, Rolex equipped its watcheswith synthetic sapphire crystals, to which the Cyclops lens is af-fixed with clear adhesive.
EASYLINK:A rapid extension link system that allows the wearer to easilyextend the watch bracelet by 5 mm for greater comfort. Ea-sylink is currently available only on Oyster bracelets fitted withOysterclasp or Oysterlock clasps. The system was developedand patented by Rolex.
The Rolex Deepseaglows with blue
Chromalight.
The new Explorer is made of 904L stainless steel.

64 WatchTime October 2012
EVEROSE: 18k rose gold developed, patented and produced by Rolexin its own factory. The alloy owes its unusual color to theaddition of 2 percent of platinum. The platinum content al-so helps preserve the alloy’s pink color over time.
FLIPLOCK:An extension link system on Oyster bracelets fitted on theSubmariner and Rolex Deepsea divers’ watches. It allowsthe bracelet to be lengthened for wear over a diving suit.
GLIDELOCK: An extension system with a rack integrated into the clasp,developed and patented by Rolex. It enables fine adjustmentof the bracelet length in 1.8-mm increments for a total ex-tension of 18 mm. It is used on the Submariner Date andRolex Deepsea divers’ watches. The former has a fixed rackunder the clasp cover, and the latter features a lift-up versionthat enables the wearer to adjust the bracelet without takingoff the watch.
GOLD CRYSTALS: Material obtained by a process of gold crystallization for usein dials. The dials can be yellow, gray or pink or decoratedwith motifs via electro deposition or PVD. The gold crystal-lization process was developed by Rolex and is carried outin its own foundry.
Rolex developedGold Crystals dials
and makes them in house.
The new Sky-Dweller 18k Everose case is produced in house.
The Glidelock system allows incrementalbracelet adjustment.
The Fliplock buckle allows the bracelet to be extended.

66 WatchTime October 2012
GOLDUST DREAM: A type of mother-of-pearl dial to which an openwork decorativemotif is applied as a thin layer of gold via a PVD process patent-ed by Rolex.
JUBILEE BRACELET: A five-piece-link metal bracelet featuring three inner thin, pol-ished links and two outer brushed or satin-finished links. TheJubilee bracelet was designed for the launch of the Oyster Per-petual Datejust in 1945. Today, this bracelet is always fittedwith a Crownclasp concealed clasp.
MICROSTELLA: A system using screws and gold nuts to modify a balance wheel’smoment of inertia. One or two symmetrical pairs of tiny, star-shaped nuts are screwed to the edge of the balance wheel rim.Slightly tightening or loosening the nuts (using a matching Mi-crostella wrench and always adjusting opposing pairs simulta-neously to preserve the poise) corrects the rate.
OYSTER BRACELET: A sporty bracelet introduced in the late 1930s and made ofbroad, flat, three-piece links. This is the most widely usedbracelet in the Oyster collection and is fitted to models includingthe Submariner, Explorer, Yacht-Master, and Cosmograph Day-tona. The Oyster bracelet can also be fitted to classic modelssuch as the Datejust, Day-Date, and Sky-Dweller. The Oysterbracelet can be equipped with all types of Rolex clasps, includ-ing the Oysterclasp, Oysterlock, and Crownclasp, and it can ac-commodate the Easylink comfort extension system.
OYSTER CASE:Invented by Rolex in 1926, this was the world’s first water-resis-tant case for a wristwatch thanks to its patented system ofscrew-down bezel, caseback and winding crown. In 1927, ayoung Englishwoman, Mercedes Gleitze, famously swam acrossthe English Channel wearing a Rolex watch equipped with theOyster case. The feat proved a marketing boon to Rolex. Today,using hermetic construction (solid middle case, screw-downcaseback and crown, friction-fitted crystal and bezel), all RolexOyster watches are guaranteed water-resistant to a depth of atleast 100 meters (330 feet); 300 meters (1,000 feet) for the Sub-mariner divers’ models; or 3,900 meters (12,800 feet) for theRolex Deepsea.
The Goldust Dreamdial is patented by Rolex.
The Oyster braceletis synonymous with Rolex sportswatches.
The Microstellaadjustable-
inertia system

68 WatchTime October 2012
OYSTERCLASP:A folding clasp with a cover, fitted on Oyster bracelets andleather straps. The latest generation of Oysterclasps open andclose using a lever to improve security and ease of opening.
OYSTERLOCK: A folding clasp with a cover and a safety catch to prevent acci-dental opening. The latest generation features a mechanismwith 15 components. A snap-fit lever increases the finger forceof the wearer for easier operation. The Oysterlock clasp is usedon Oyster bracelets fitted on many of the watches in the Profes-sional series.
PARACHROM:A material developed, patented and manufactured by Rolex foruse in hairsprings. It is made of a niobium, zirconium and oxy-gen alloy. Rolex claims a Parachrom hairspring is up to 10 timesless susceptible to shocks, offers great stability to temperaturevariations, and is entirely unaffected by magnetic fields. TheParachrom hairspring was introduced in the Cosmograph Day-tona in 2000. In 2005, a blue-colored version with improvedperformance (Parachrom Blu) was introduced for the new GMTMaster II and the Cosmograph Daytona. The blue color is ob-tained by modifying the spring’s surface structure: The layer ofoxygen present on the surface is thickened to about 50-100nanometers to increase its long-term stability. The Parachromname comes from the fact that the alloy is paramagnetic andthat it is colored (chrom in Greek). Research leading to theParachrom spring resulted in the filing of two patent applica-tions, one for the chemical composition of the alloy and the oth-er for the process used to modify the spring’s surface to stabilizeits properties (resulting in the blue coloring).
PARAFLEX:A term describing a type of shock absorber developed andpatented by Rolex. The company claims that Paraflex shock ab-sorbers increase the shock resistance of sensitive movementcomponents, notably the balance staff, by up to 50 percent.
PEARLMASTER BRACELET:A metal bracelet with five-piece rounded links created in 1992for the launch of the Lady Datejust Pearlmaster model. Thisbracelet is also available on special editions of the Day-Date andDatejust models. This bracelet is always fitted with a Crown-clasp concealed clasp.
PERPETUAL: A self-winding system with a free rotor invented by Rolex in1931 that allows the mainspring to be wound using the naturalmovements of the wrist. The Perpetual rotor is designed to pro-vide a constant and optimal source of energy for the watchmovement.
Rolex manufactures its Parachrom hairsprings in house.
The Paraflex shock absorber helps protect the balance staff.
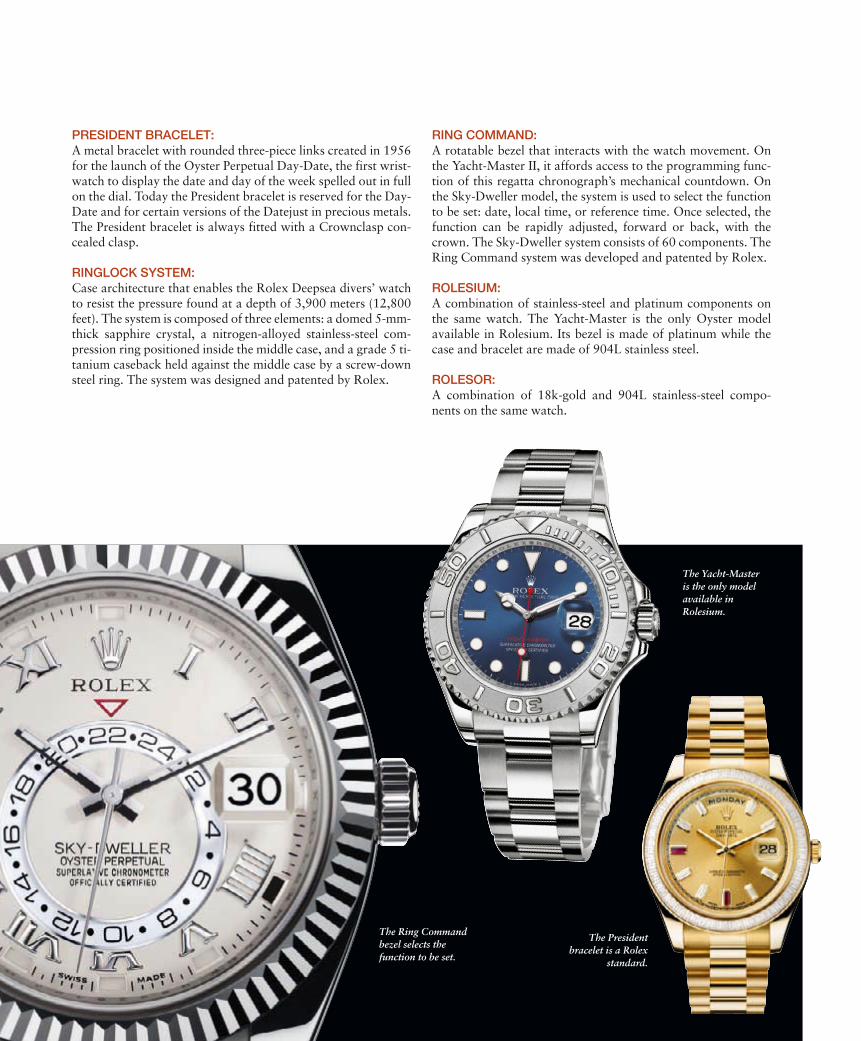
PRESIDENT BRACELET: A metal bracelet with rounded three-piece links created in 1956for the launch of the Oyster Perpetual Day-Date, the first wrist-watch to display the date and day of the week spelled out in fullon the dial. Today the President bracelet is reserved for the Day-Date and for certain versions of the Datejust in precious metals.The President bracelet is always fitted with a Crownclasp con-cealed clasp.
RINGLOCK SYSTEM: Case architecture that enables the Rolex Deepsea divers’ watchto resist the pressure found at a depth of 3,900 meters (12,800feet). The system is composed of three elements: a domed 5-mm-thick sapphire crystal, a nitrogen-alloyed stainless-steel com-pression ring positioned inside the middle case, and a grade 5 ti-tanium caseback held against the middle case by a screw-downsteel ring. The system was designed and patented by Rolex.
RING COMMAND:A rotatable bezel that interacts with the watch movement. Onthe Yacht-Master II, it affords access to the programming func-tion of this regatta chronograph’s mechanical countdown. Onthe Sky-Dweller model, the system is used to select the functionto be set: date, local time, or reference time. Once selected, thefunction can be rapidly adjusted, forward or back, with thecrown. The Sky-Dweller system consists of 60 components. TheRing Command system was developed and patented by Rolex.
ROLESIUM:A combination of stainless-steel and platinum components onthe same watch. The Yacht-Master is the only Oyster modelavailable in Rolesium. Its bezel is made of platinum while thecase and bracelet are made of 904L stainless steel.
ROLESOR:A combination of 18k-gold and 904L stainless-steel compo-nents on the same watch.
The Ring Commandbezel selects thefunction to be set.
The Yacht-Master is the only modelavailable in Rolesium.
The Presidentbracelet is a Rolex
standard.

72 WatchTime October 2012
SAROS:The name given to the Sky-Dweller’s annual calendar mecha-nism. Saros is a Greek term that refers to an astronomical cycleof alignment between the sun, the Earth, and the moon. TheSky-Dweller’s calendar system is designed around a fixed plane-tary gear wheel at the center of the movement. A satellite wheelengages with the planetary wheel and rotates, orbiting the plan-etary wheel in one month, driven by the date disk. The satellitewheel is fitted with four fingers for the four 30-day months.These fingers force the date to jump two days at the end of themonth. After one year, the system realigns to its original posi-tion, having completed one Saros cycle. The system, designed byRolex, adds only two gear ratios and four gear wheels to theRolex instantaneous date calendar.
TRIDOR:A combination of 18k yellow, white and Everose gold used forbracelet links
TRIPLOCK:A screw-down winding crown with a triple water-resistance sys-tem (see opening photo) developed and patented by Rolex for itsdivers’ watches, now fitted on several models in the Professionalseries. Identified by three dots below the Rolex emblem on thecrown, it guarantees water resistance to a depth of 100 meters(330 feet), 300 meters (1,000 feet) or, for the Rolex Deepsea,3,900 meters (12,800 feet).
TWINLOCK:A screw-down winding crown with a double water-resistancesystem guaranteeing water-resistance to a depth of 100 meters(330 feet). The system is identified by two dots (gold models),one dot (platinum models) or a line (steel models) below theRolex emblem on the crown. It was developed and patented byRolex.
The Twinlock crown system protects to 100 meters.