inthenews metall
DESCRIPTION
OKTRANSCRIPT

· 58. Jahrgang · 7-8/2004184
Metal l-Praxis
From the 1970s tothe 1990s, however,especially for pas-senger cars, thependulum gradual-ly shifted from sol-dered copper-brass
to brazed aluminum. Aluminum wasadopted for a variety of reasons.Although thermal conductivity ispoorer for aluminum than copper, theformer could compensate with a larg-er volume of material, e.g., largerfins, more fins and larger radiators.The lower density of aluminum justmade up for its poorer thermal con-ductivity, keeping aluminum on parwith copper in radiator design.Another factor that propelled theswitch from copper-brass to alu-minum in the past was the elimina-tion of lead from manufacturingprocesses. Previously, many of thesolders used in soldered copper-brassradiators contained lead. As the toxiceffects of lead became widely recog-nized, radiator makers were eager toeliminate lead from their processes.
New Materials and New Design Criteria for Heat Exchangers
The essence of vehicular heatexchanger design is to maxi-mize heat transfer from the
tubes to the fin surface. This designcriterion requires fin materials withexceptional thermal conductivity.Only two metals are practical candi-dates for use as fin materials: copperand aluminum. Of these two, copperis the better heat conductor; however,aluminum is less dense, so fatter finsor more fins can compensate for itspoorer conductivity. Given the lack of alternative materi-als, one might assume that heatexchanger design has already beenperfected; yet, that assumption is notvalid. As design criteria become bet-ter defined and more stringent, com-peting materials systems are beingscrutinized as never before.Brazed aluminum heat exchangersare being pushed to their limits interms of durability and operatingtemperatures. Meanwhile, heatexchangers made with newcopper/brass brazing processes arebeing made in production volumesand new designs are being introducedand field-tested on a regular basis.
Looking Backwards: BrazedAluminum and SolderedCopper
Prior to the seventies, most radiatorswere made of brass tubes that werejoined to copper fins using conven-tional soldering techniques at rela-tively low temperatures. Many truckradiators still are made using conven-tional soldering.
This paper reviews current trends in the design ofradiators, charge air coolers (CACs), oil coolers andclimate control systems, in vehicles and equipmentsuch as heavy-duty (HD) highway trucks, construc-tion & agricultural equipment, other off-road dieselengines, light trucks & SUVs, and passenger cars.
Rather than retool with lead-free sol-ders, many switched to aluminumprocesses. Although aluminum braz-ing also involved hazardous materi-als, including the use of fluorinecompounds as a flux, many manu-facturers embraced aluminum toeliminate lead from their processes.
Looking Forward: BrazedCopper/Brass
In the early 1990s, the InternationalCopper Association sponsored
Assembly station (all photos: International Copper Association)
Cotton, N. (1)
Fin-mill

185
Pulvermetal lurgie
· 58. Jahrgang · 7-8/2004
performance and manufacturing cost.These criteria can be further refined.The International Copper Associationrecommends careful consideration ofthe following eight factors: efficien-cy, size, durability, elevated tempera-ture operation, emissions, manufac-turability, environmental impact andcost.
Efficiency
The main performance criterion forheat exchangers is the cooling effi-ciency. It is a measure of the heatrejection from a given space by aheat exchanger.Efficiency is determined not only bymaterials but also design. The effi-ciency of typical mobile heatexchangers is influenced by the spac-ing, size, thickness and shape of fins;the spacing, size, wall thickness andshape of tubes; the velocity of the airpassing through the core; and otherfactors.Efficiency can be readily calculatedand measured. Recent heat-transfersimulations and wind-tunnel testsshow that copper-brass cores hold theadvantage for the most efficientrejection of heat per unit volume. Itcan be shown that copper-brass corescan reject more heat per unit volumethan any other material system. Inother words, copper-brass designsoffer a lot of cooling capacity in asmall size.
research on the development of alead-free brazing process for copperand brass. This research was directedat the development of anneal-resis-tant copper alloys and brass alloys.These alloys would not weaken at therelatively high brazing temperatures.The brazing process would result instronger joints, allowing for the useof thinner fins and hence new radia-tors designs. Also, the brazingprocess, with its high processing tem-peratures, eliminated the need forlead in the joining process. In thiscase, the brazing alloy melts above600 °C and so there is no need forlead in its composition. In fact, thebrazing alloy is non-toxic and theresulting processes are simpler thanthe corresponding aluminum brazingprocesses.Interestingly, with the developmentof this new brazing process for cop-per and brass, the pendulum is nowswinging in the other direction. Radi-ator makers are replacing conven-tional soldered copper-brass heatexchangers with the new brazed cop-per-brass heat exchangers and, whereperformance criteria favor copper-brass, they are switching back to cop-per-brass from aluminum.The availability of a new, alternativematerials system for the design ofheat exchangers makes it moreimportant than ever to fully under-stand the performance criteria forheat exchangers.
Design Criteria Redefined
Like most automotive sub-systems,heat exchangers are evaluated interms of two main criteria: product
Applications today demand moreheat transfer capacity in the samespace. Cooling systems engineers areon the lookout for new materials sys-tems and new technology to meetsthose demands.
Size
The advantage in efficiency is equiv-alent to a size advantage. In otherwords, if there is an efficiency advan-tage, then the same heat rejection canbe achieved with a smaller-sized core.A significant reduction in frontalarea and volume is typical for Cupro-Braze copper-brass. More airflow canbe directed to other heat exchangersin the same vehicle, e.g., for the radi-ator downstream from the charge aircooler in a heavy-duty truck.In the final analysis, one of the bestfigures of merit for evaluating heatexchanger designs is the air pressuredrop. The air pressure drop for twoheat exchangers cores with the samefrontal area and the same heat rejec-tion can be compared in a wind tun-nel. The pressure drop advantagebelongs to that heat exchanger corewith the smallest drop in air pressurefrom the front to the back of the core(i.e., from the windward to the lee-ward side in a wind tunnel test).Air pressure drops typically are 24%less for CuproBraze versus aluminumheat exchangers. This pressure dropadvantage that results from using a
Brazing furnace
Fin-mill dies
CuproBraze core can be used in dif-ferent ways:
More airflow can be directed toother heat exchangers in thesame vehicleThe frontal area can bedecreased, keeping the fin countand heat rejection the same. A6% reduction in frontal area istypical.Heat rejection can be increased,keeping the frontal area thesame and increasing the fincount. A 6% increase in heatrejection is typical.
Durability
Brazing of copper and brass in a fur-nace at temperatures of 650 °C resultsin the formation of a strong joint.Special anneal-resistant alloys ensurethat the radiator cores retain theirstrength despite exposure to thesehigh brazing temperatures. Comparedto other materials, brazed copper-brass provides stronger, tougherjoints, allowing for more durableproducts.Thanks to strong brazed joints andthe reduction of galvanic corrosion atthe joints, heat exchangers made bythe CuproBraze process are extremelyrugged. Their excellent resistance tofatigue and corrosion adds up to along service life in many applications.Extensive laboratory testing quanti-fies the superb resistance of Cupro-Braze heat exchanger cores to fatiguecracking. Typical in-service cyclicstresses have been applied at the crit-ical tube-to-header joints commonlyfound in heat exchangers designs.Test results demonstrate a much
longer fatigue life of critical Cupro-Braze joints compared to similar sol-dered copper-brass or brazed alu-minum joints.The corrosion properties of the basemetal and joints are also important.The galvanic differences between theCuproBraze alloys have been practi-cally eliminated. During lengthyexposure to road environment pollu-tants (REP), very limited attacks werefound in the brazed joints betweentubes and fins.To compare corrosion resistance, ful-ly assembled CuproBraze, solderedcopper-brass and brazed aluminumheat exchangers have been subjectedto at least four different corrosiontests, including road environmentpollutant (REP), salt spray (SS), seawater acetic acid (SWAAT) andmarine air corrosion (MAC) tests. Testresults confirm that CuproBrazeresists corrosion better than solderedcopper-brass and is very competitivewith brazed aluminum.Thanks to strong, brazed joints andthe reduction of galvanic corrosion atthe joints, heat exchangers made bythe CuproBraze process are extremelyrugged and durable. Their excellentresistance to fatigue and corrosionadds up to a long service life in manyapplications. Ongoing laboratory andfield tests on various CuproBrazeproduct designs predict long servicelives for CuproBraze heat exchangersin real world applications.
Elevated Temperature Operation
The ability to withstand elevated tem-peratures is a crucial benefit. Cupro-Braze alone is qualified for use athigh temperatures. Aluminum heatexchangers simply cannot withstandhigh temperatures without a totalbreakdown in their mechanical prop-erties. Aluminum alloys are “temper-ature challenged” above 200 °C. Thisinherent property of aluminum is aconsequence of its low melting point.CuproBraze is clearly superior forapplications that must withstand ele-vated temperatures without failure.The yield strength of aluminum isseverely compromised above 200 °C,and it is meaningless to talk of the
· 58. Jahrgang · 7-8/2004
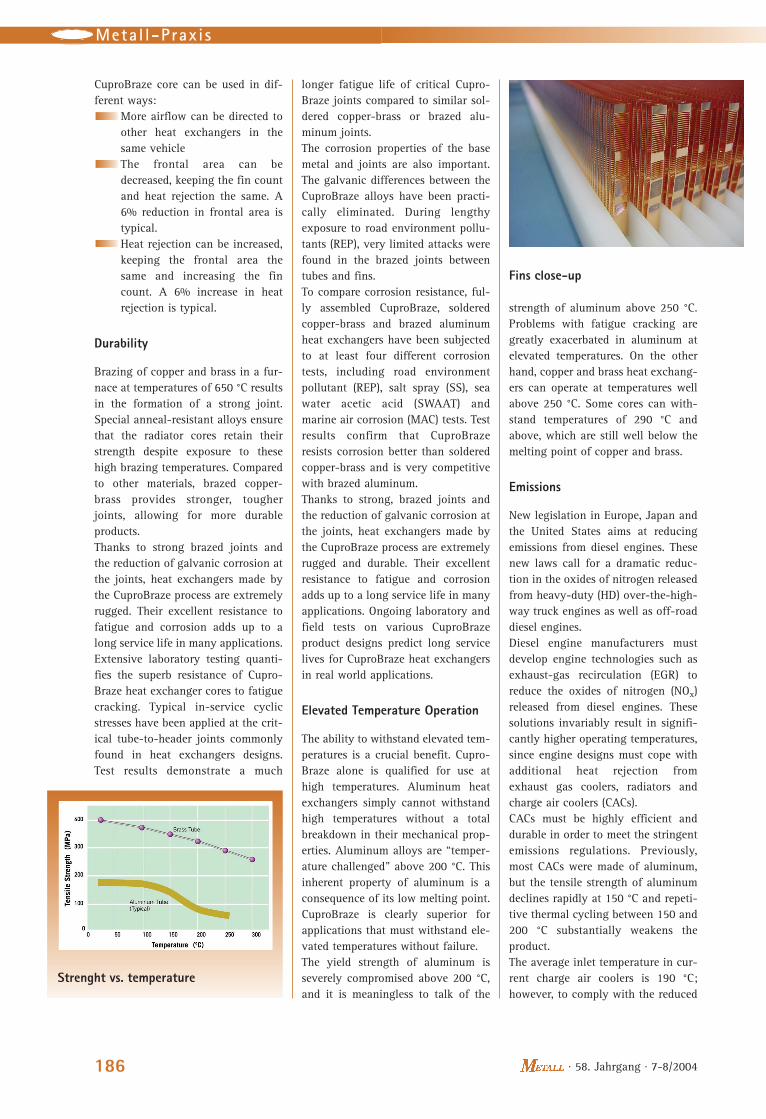
strength of aluminum above 250 °C.Problems with fatigue cracking aregreatly exacerbated in aluminum atelevated temperatures. On the otherhand, copper and brass heat exchang-ers can operate at temperatures wellabove 250 °C. Some cores can with-stand temperatures of 290 °C andabove, which are still well below themelting point of copper and brass.
Emissions
New legislation in Europe, Japan andthe United States aims at reducingemissions from diesel engines. Thesenew laws call for a dramatic reduc-tion in the oxides of nitrogen releasedfrom heavy-duty (HD) over-the-high-way truck engines as well as off-roaddiesel engines.Diesel engine manufacturers mustdevelop engine technologies such asexhaust-gas recirculation (EGR) toreduce the oxides of nitrogen (NOx)released from diesel engines. Thesesolutions invariably result in signifi-cantly higher operating temperatures,since engine designs must cope withadditional heat rejection fromexhaust gas coolers, radiators andcharge air coolers (CACs).CACs must be highly efficient anddurable in order to meet the stringentemissions regulations. Previously,most CACs were made of aluminum,but the tensile strength of aluminumdeclines rapidly at 150 °C and repeti-tive thermal cycling between 150 and200 °C substantially weakens theproduct.The average inlet temperature in cur-rent charge air coolers is 190 °C;however, to comply with the reduced
186
Metal l-Praxis
Strenght vs. temperature
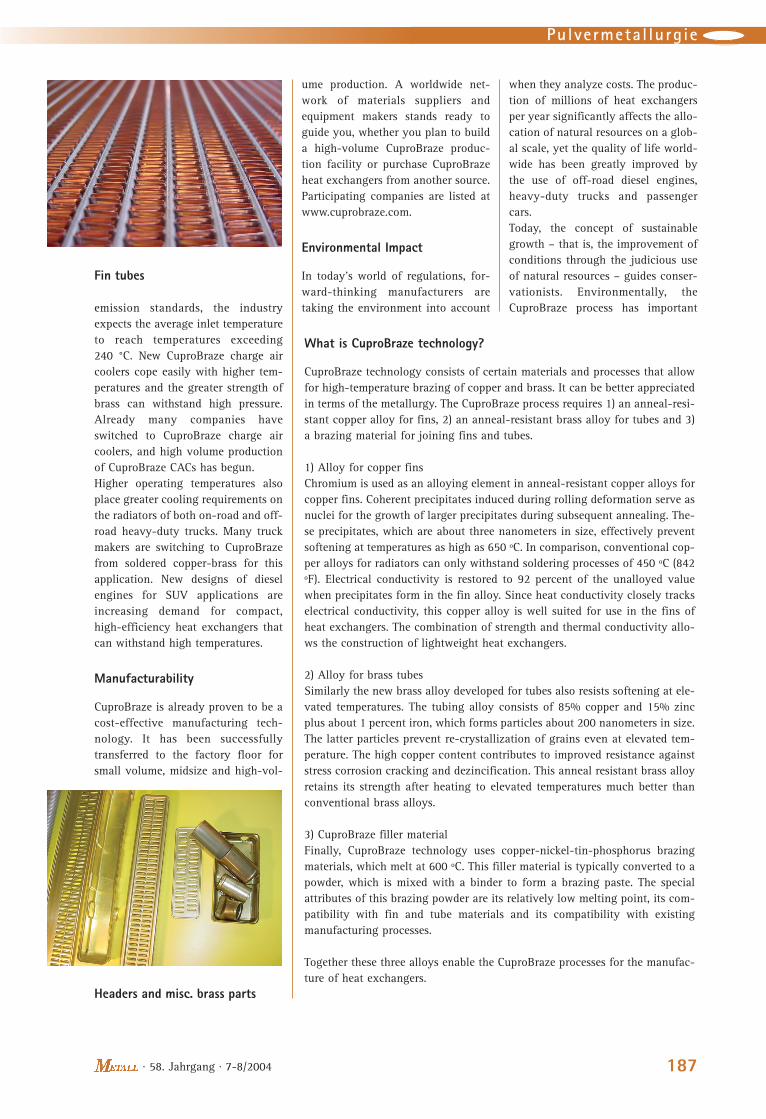
Fins close-up
emission standards, the industryexpects the average inlet temperatureto reach temperatures exceeding240 °C. New CuproBraze charge aircoolers cope easily with higher tem-peratures and the greater strength ofbrass can withstand high pressure.Already many companies haveswitched to CuproBraze charge aircoolers, and high volume productionof CuproBraze CACs has begun.Higher operating temperatures alsoplace greater cooling requirements onthe radiators of both on-road and off-road heavy-duty trucks. Many truckmakers are switching to CuproBrazefrom soldered copper-brass for thisapplication. New designs of dieselengines for SUV applications areincreasing demand for compact,high-efficiency heat exchangers thatcan withstand high temperatures.
Manufacturability
CuproBraze is already proven to be acost-effective manufacturing tech-nology. It has been successfullytransferred to the factory floor forsmall volume, midsize and high-vol-
ume production. A worldwide net-work of materials suppliers andequipment makers stands ready toguide you, whether you plan to builda high-volume CuproBraze produc-tion facility or purchase CuproBrazeheat exchangers from another source.Participating companies are listed atwww.cuprobraze.com.
Environmental Impact
In today’s world of regulations, for-ward-thinking manufacturers aretaking the environment into account
when they analyze costs. The produc-tion of millions of heat exchangersper year significantly affects the allo-cation of natural resources on a glob-al scale, yet the quality of life world-wide has been greatly improved bythe use of off-road diesel engines,heavy-duty trucks and passengercars.Today, the concept of sustainablegrowth – that is, the improvement ofconditions through the judicious useof natural resources – guides conser-vationists. Environmentally, theCuproBraze process has important
187
Pulvermetal lurgie
· 58. Jahrgang · 7-8/2004
What is CuproBraze technology?
CuproBraze technology consists of certain materials and processes that allowfor high-temperature brazing of copper and brass. It can be better appreciatedin terms of the metallurgy. The CuproBraze process requires 1) an anneal-resi-stant copper alloy for fins, 2) an anneal-resistant brass alloy for tubes and 3)a brazing material for joining fins and tubes.
1) Alloy for copper finsChromium is used as an alloying element in anneal-resistant copper alloys forcopper fins. Coherent precipitates induced during rolling deformation serve asnuclei for the growth of larger precipitates during subsequent annealing. The-se precipitates, which are about three nanometers in size, effectively preventsoftening at temperatures as high as 650 ºC. In comparison, conventional cop-per alloys for radiators can only withstand soldering processes of 450 ºC (842ºF). Electrical conductivity is restored to 92 percent of the unalloyed valuewhen precipitates form in the fin alloy. Since heat conductivity closely trackselectrical conductivity, this copper alloy is well suited for use in the fins ofheat exchangers. The combination of strength and thermal conductivity allo-ws the construction of lightweight heat exchangers.
2) Alloy for brass tubesSimilarly the new brass alloy developed for tubes also resists softening at ele-vated temperatures. The tubing alloy consists of 85% copper and 15% zincplus about 1 percent iron, which forms particles about 200 nanometers in size.The latter particles prevent re-crystallization of grains even at elevated tem-perature. The high copper content contributes to improved resistance againststress corrosion cracking and dezincification. This anneal resistant brass alloyretains its strength after heating to elevated temperatures much better thanconventional brass alloys.
3) CuproBraze filler materialFinally, CuproBraze technology uses copper-nickel-tin-phosphorus brazingmaterials, which melt at 600 ºC. This filler material is typically converted to apowder, which is mixed with a binder to form a brazing paste. The specialattributes of this brazing powder are its relatively low melting point, its com-patibility with fin and tube materials and its compatibility with existingmanufacturing processes.
Together these three alloys enable the CuproBraze processes for the manufac-ture of heat exchangers.
Fin tubes
Headers and misc. brass parts

advantages over other technologies.No fluxing stage is needed for braz-ing, and the process is free of leadand other toxic chemicals. Also,CuproBraze heat exchangers arerepairable, which means less waste. Furthermore, copper and brass arevirtually 100% recyclable.Aluminum production uses morethan twice as much electrical energycompared to copper production (i.e.,75 MWh per ton of aluminum versus30 MWh per ton of copper). Carbondioxide entering the atmosphere eachyear could be reduced by about onemillion tons by making heatexchangers from copper and brassinstead of aluminum. If all other cri-teria are equal then CuproBrazeshould be chosen for the sake of theenvironment! More about copper andthe environment can be found atwww.copperinfo.com.
Cost
CuproBraze is attractive in terms oftotal cost. CuproBraze technology hasmany advantages that impact thebottom line.CuproBraze can be automated. Theuse of semi-automated or automatedassembly equipment can greatlyreduce manufacturing costs com-pared to other labor-intensive manu-facturing methods.
CuproBraze is simple. Compact andable to withstand elevated tempera-tures and vibrations, a CuproBrazecore may allow for lighter mountinghardware and space-saving designlayouts.CuproBraze is forgiving. Brazingtemperatures can be ramped upfaster. Because it takes less energy toheat copper than it does to heat alu-minum, it takes less energy to brazeeach unit.CuproBraze allows for efficienteconomies of scale. Since the furnaceand production line don’t need to bededicated to just one product, manu-facturers can cater to the needs of theprofitable niche and special ordersmarkets.CuproBraze is flexible. The continu-ous belt furnace allows for quickproduct changeovers — even at highthroughput rates.CuproBraze brazing is a fluxlessprocess, eliminating the need for aseparate rinse step to remove the fluxfrom the brazed product. No rinsingoperation means no expensive treat-ment of discharge water. Moreover,CuproBraze does not use lead andother toxic chemicals in themanufacturing process.CuproBraze allows for one-shot braz-ing. The CuproBraze process canmake a complete heat exchanger inthe brazing furnace, thus eliminating
· 58. Jahrgang · 7-8/2004
separate operations for attachingcomponents such as inlet and outletfittings.CuproBraze heat exchangers arerepairable with lead-free solder in theplant or in the field. Less scrap, few-er returns and more uptime in thefield add up to savings for the manu-facturer and the end user.
Conclusion
The availability of a continuouslyrenewable moving stream of ambi-ent-temperature air explains whymobile heat exchangers commonlyreject heat into the air. Fins areextremely effective for rejecting heatinto the air. As a result, aluminumand copper are extremely competitivein a variety of markets for heatexchangers. Aluminum and copper are extremelycompetitive in terms of their efficien-cy at heat rejection, and indeed cop-per holds the advantage in terms ofheat rejection per unit volume. As aresult, other design criteria are beingscrutinized in the selection of materi-als for hear exchanger designs.A close analysis of a variety ofimportant design criteria suggeststhat the new brazed copper-brasstechnology will play an increasinglyimportant role in vehicular heatexchanger designs in the years ahead,particularly as design criteria aretightened and designers seek greaterperformance while lowering overallcosts.
(1)Nigel Cotton, International CopperAssociation, Ltd., 260 MadisonAvenue, 16th Floor, New York, NY10016-2401, Tel.: +1 212.251.7240, Fax: +1 212.251.7245
188
Metal l-Praxis
Complete radiators