intitule approche pour une amélioration du circuit...
TRANSCRIPT

والبحث العلميوزارة التعليم العالي
BADJI MOKHTAR ANNABA-UNIVERSITY جامعة باجي مختارعنابة
UNIVERSITE BADJI MOKHTAR ANNABA
FACULTE DES SCIENCES DE L’INGENIORAT
DEPARTEMENT DE GENIE MECANIQUE
MEMOIRE
PRESENTE EN VUE DE L’OBTENTION DU DIPLOME DE MASTER
INTITULE
DOMAINE : SCIENCES ET TECHNIQUES
FILIERE : GENIE MECANIQUE
SPECIALITE : MAINTENANCE INDUSTRIELLE ET FIABILITE
PRESENTE PAR : DAOUDI HICHEM
DIRECTEUR DU MEMOIRE : Mr .A.KALOUCHE
DEVANT LE JURY PRESIDENT: Mr.KHELIF.R (PR) Universite Badji Mokhtar Annaba EXAMINATEURS: Mr.BOUDECHICHE (MC) Universite Badji Mokhtar Annaba
Mr.LAISSAOUI (MA) Universite Badji Mokhtar Annaba
Mr.GUZGOUZ (MA) Universite Badji Mokhtar Annaba
Année : 2014/2015
Approche pour une amélioration du circuit hydraulique de
la servovalve pour l’augmentation de sa disponibilité (LAC) au niveau de l’entreprise ARCELOR METTAL-ANNABA
aaa
nn

Remerciement
Tout d’abord, je remercie le bon dieu qui m’a donné la force et la patience pour terminer mes études.
J’adresse ma reconnaissance particulière à mes parents qu’ils soient, pour leur soutient et aide sans faille qu'ils nous ont apporté durant tout le cycle de ma scolarité
Je tiens remercier mon encadreur :
Mr : kalouche qui a ménage un grand effort afin de me permettre de mener à bien non modeste travail et à qui j’exprime ma gratitude et mes respects.
Je tiens à remercier notre administration et spécialement Mr.Djallel.
Et je remercier aussi, Mr : Khelif Rabia, responsable de la spécialité, pour son support et sa patience.
Un grand merci pour les responsables d’Arcelor Mettal et aussi les responsables de l’unité LAC.
Enfin, je remercie tous ceux qui ont participés de près ou de loin, à la réalisation de ce travail.
Merci.

Dédicaces
A l’aide d’ALLAH j’ai pu réaliser ce travail que je dédie
A ma mère, à mon père
Pour leur bienveillance et leur abnégation de m'avoir encouragé à terminer dans de bonnes conditions mon travail.
A tous mes frères
A tous mes amis chacun son nom
En particulier les compagnons du long chemin avec tous mes vœux de succès.
A tous ceux que j’aime.
A tous ceux qui m’aiment.
Daoudi Hichem

Sommaire
Remerciement
Dédicaces
Introduction
Chapitre 1 : présentation de l’entreprise
I. Présentation de l’entreprise……………………………………………………………………...1
I.1. Situation est surface de complexe …………………………………………………..1
I.2.Historique …………………………………………………………………………………..
2
I.3.Organisation de l’entreprise. ……………………………………………………………….5
I.4 Organisation d’unité LAC .…………………………………………………………………6
I.4.1 Direction LAC………………………………………………………………………….....6
I.4.2 Service
sécurité …………………………………………………………………………...6
I.4.3 Service maintenance………………………………………………………………………7
I.5 Généralités sur LAC……………………………………………………………….8
I.5.1 Description technologique……………………………………………………….8
I.5.1.1 Un parc à brames………………………………………………………………………..8
I.5.1.2 Atelier de rectification de cylindres……………………………………………………..9
I.5.1.3 Fluides…………………………………………………………………………………..9
I.5.1.4 Description du train à chaud…………………………………………………………...10
Chapitre 2 : notion sur la maintenance
II.1. Notions générales………………………………………………………………………..15
II.1.1. Définition de la maintenance ……………………………………………………….....15
II.1.2. Types et organisation de la maintenance ……………………………………………...15
II.1.2.1. La maintenance préventive ………………………………………………………….15
II.1.2.1.1. Maintenance préventive
systématique ……………………………………………..16
II.1.2.1.2. Maintenance préventive
conditionnelle ……………………………………………16
II.1.2.1.3. Maintenance prévisionnelle ……………………………………………………….16
II.1.2.2. La maintenance corrective …………………………………………………………..16
II.1.2.2.1. Maintenance palliative ……………………………………………………………16

II.1.2.2.2. Maintenance curative ……………………………………………………………..17
II.1.3. Les différents niveaux de la maintenance …………………………………………….18
1II.1.4. Les missions de la maintenance ……………………………………………………..19
II.1.4.1. Conservation du potentiel fonctionnel ……………………………………………...19
II.1.4.2. Exploitation de l’infrastructure technique …………………………………………..19
II.1.4.3. Aspects commerciaux ……………………………………………………………….19
II.1.4.4. Amélioration des conditions de travail ………………………………………………19
II.1.4.5. Optimisation des dépenses ………………………………………………………….19
II.1.5. Les opérations de la maintenance ……………………………………………………..19
II.1.5.1. Les opérations de maintenance préventive…………………………………………..19
II.1.5.2. Les opérations de maintenance corrective …………………………………………..20
II.1.5.3. Autres activités du service maintenance …………………………………………….20
II.1.6. Objectifs de la maintenance …………………………………………………………...20
II.2. Approche sur la maintenance conditionnelle …………………………………………...21
II.2.1. Généralités …………………………………………………………………………….21
II.2.2. Aperçu des
technologies ……………………………………………………………….21
II.2.3. Principales techniques utilisées en maintenance conditionnelle ……………………...22
Chapitre3 : étude du point de vue maintenance
III. Introduction……………………………………………………………………………….25
III.1Définition FMD et formulation ………………………………………………………….25
III.1.1 La fiabilité……………………………………………………………………………..25
III.1.2 La disponibilité ……………………………………………………………………….26
III.1.3 La maintenabilité…………………………………………………………………… ..27
III.1.4 Les principales lois utilisées en fiabilité………………………………………………27
III.1.5 Etude générale du modèle de Weibull………………………………...................... ....27
III.1.6 Détermination des paramètres de "Weibull" …………………………………………28
III.1.7 Vérification de la validité de la loi par un test d'adéquation………………………….28
III.2 Etude FMD de l’unité LAC……………………………………………………………. 29
III.2. 1 Classement des TBF et calcul de F(ti)………………………………………………..29
III.2.2 estimation des paramètres de la loi de Weibull……………………………………….30
III. 2.2. Application du test de Kolmogorov- Smirnov……………………………………….31
III.2.3.calcul des paramètres de fiabilité………………………………………………….......31

III.2.4.Courbe de la fonction de la densité de probabilité……………………………….........32
III.2.5.Courbe de la fonction de répartition……………………………………………….......33
III.2.6.courbe de la fonction fiabilité………………………………………………………….34
III.2.7.Courbe de la fonction de taux de défaillance………………………………………......34
III.2.8. Calcul de disponibilité………………………………………………………………...35
III.2.10.Calcul de maintenabilité……………………………………………………………...36
Conclusion……………………………………………………………………………………37
Problématique
Chapitre 4 : Approche maintenance sur la servovalve
IV. Généralité sur les distributeurs…………………………………………………………...38
IV.1.Introduction……………………………………………………………………………...38
IV.2.Les déférents types des distributeurs ……………………………………………………38
IV.2.1.Distributeur proportionnel …………………………………………………………….38
IV.2.2.Servodistributeur………………………………………………………………………39
IV.2.3.Servovalve…………………………………………………………………………….39
IV.3.Difinition d’une servovalve …………………………………………………………….40
IV.3.1Classification de la servovalve………………………………………………………...40
IV.3.2.Architecture d’une servovalve à deux étages………………………………………… 41
IV.3.3.Les différents types de la servovalve…………………………………………………..43
IV.3.4 Caractéristiques………………………………………………………………………..44
IV.3.5 Symbolisation………………………………………………………………………….44
IV.4. Etude FMD de la servovalve type REXROTH…………………………………………45
IV.4.1.Description de l’installation………………………………………………………….. 45
IV.4.2.Description fonctionnelle de la servovalve
rexroth ……………………………………47
IV.4.3.Nomenclatire de la servovalve rexroth 4WS2EM 6………………………………….. 48
IV.4.4 Les récepteurs hydrauliques…………………………………………………………...49
IV4.4.1 Les vérins…………………………………………………………………………….49
IV.4.4.2 Description fonctionnelle……………………………………………………………49
IV.4.4.3 Description constructive……………………………………………………………..51
IV.4.4.4 Données technologiques……………………………………………………………. 51
IV.4.5 Etude pratique sur notre machine………………………………………………………51
IV.4.5.1 Historique des pannes………………………………………………………………. 51

IV.4.5.2 Classement des TBF et calcul de F (Ti)…………………………………………….. 52
IV.4.5.3 estimation des paramètres de la loi de Weibull ( , , )………………………….52
IV.4.5.4 Application du test de Kolmogorov-
Smirnov………………………………………54
IV.4.5.5 calcul des paramètres de fiabilité……………………………………………………54
IV.4.5.6 Courbe de la fonction de la densité de probabilité…………………………………..55
IV.4.5.7 Courbe de la fonction de répartition…………………………………………………56
IV.4.5.8 courbe de la fonction fiabilité………………………………………………………..56
IV.4.5.9 Courbe de la fonction de taux de défaillance………………………………………..57
IV.4.5.10 Calcul de disponibilité……………………………………………………………...57
IV.4.5.11 Calcul de maintenabilité…………………………………………………………...58
IV.6 Conclusion………………………………………………………………………………60
V Chapitre 5 : Amélioration de la conception du circuit hydraulique de la (servovalve)
V.1Introduction……………………………………………………………………………….61
V.2 Définition du fluide (huile)……………………………………………………………...61
V.3 Les différents types d’huile……………………………………………………………..61
V.3.1 Huile minérale…………………………………………………………………………61
V.3.2 Fluides difficilement inflammables……………………………………………………62
V.3.3 Fluides biodégradables………………………………………………………………...62
V.4 Les principales missions d’un fluide…………………………………………………….62
V.5 La pollution………………………………………………………………………………62
V.6 Les différentes sources de pollution………………………………………………………62
V.6.1 La pollution de fabrication……………………………………………………………..62
V.6.2 La pollution extérieure………………………………………………………………….62
V.6.3 Pollution de maintenance……………………………………………………………….63
V.7 Les filtres…………………………………………………………………………………63
V.8 Principe de fonctionnement………………………………………………………………63
V.9 Porosité du filtre………………………………………………………………………….64
V.9.1 Le seuil absolu de filtration……………………………………………………………64
V.9.2 Le seuil nominal de filtration………………………………………………………….64
V.9.3 La porosité moyenne………………………………………………………………….65

V.9.4 La valeur β……………………………………………………………………………..65
V.10 Sélection d’un filtre……………………………………………………………………65
V.11 Emplacement des filtres………………………………………………………………..65
V.11.1 Filtrage à l’aspiration (avant la pompe)………………………………………………65
V.11.2 Filtrage au refoulement (juste après la pompe)………………………………………66
V.11.3 Filtrage sur le retour…………………………………………………………………..66
V.11.4 Filtrage en recirculation……………………………………………………………...66
V.12 L’efficacité de filtration………………………………………………………………..66
V.13 Le choix d’un filtre……………………………………………………………………..67
V.13.1 Calcule de choix du filtre…………………………………………………………….67
V.13.2 Gamme de maintenance préventive conditionnelle…………………………………..68
V.14 Conclusion………………………………………………………………………………70
Conclusion général
Bibliographie
Annexe

Liste des figures
Chapitre 1 : présentation de l’entreprise
Figure.I.1 : vue général du complexe El-Hadjar…………………………………………1
Figure I.2 : Organigramme d’Installations et produits du complexe…………………….5
Figure I.3 : parc à prame………………………………………………………………………9
Figure I.4 : atelier de rectification……………………………………………………………...9
Figure I.5 : four……………………………………………………………………..12
Figure I.6 : quarto…………………………………………………………………………….13
Figure I.7 : finisseur………………………………………………………………………….14
Figure I.8 : bobineuse………………………………………………………………………..14
Chapitre 2: notion sur la maintenance
Figure II.1 : organigramme de la maintenance………………………………………………17
Figure II.2 : Pourcentage de différentes techniques de la maintenance conditionnelle……...22
Chapitre 3
Figure III.1 : la courbe de weibull (LAC)…………………………………………………...30
Figure III.2 : Courbe de la fonction de la densité de probabilité…………………………….32
Figure III.3 : Courbe de la fonction de répartition…………………………………………..33
Figure III. 4 : courbe de la fonction fiabilité………………………………………………...34
Figure III.5 : Courbe de la fonction de taux de défaillance………………………………….34
Figure III.6 : Courbe de la disponibilité……………………………………………………..35
Figure III.7 : courbe de maintenabilité………………………………………………………36
Chapitre 4: Approche maintenance sur la servovalve
Figure IV.1 : Distributeur proportionnel…………………………………………………….38
Figure IV.2 : Servodistrubiteur ………………………………………………………………39
Figure IV.3 : servovalve……………………………………………………………………..39
Figure IV.4 : Architecture générale d’une servovalve……………………………………….41
Figure.IV.5 : Architecture d’une servovalve à deux étages………………………………….41
Figure IV.6 : les différents types de pilotages……………………………………………….42
Figure IV.7 : Servovalve de type buse-palette……………………………………………….43
Figure IV.8 : Servovalve type jet pipe………………………………………………………..44
Figure IV.9: servovalve Rexroth……………………………………………………………..45

Figure IV.10: coupe de servovalve rexroth type 4WS2EM 6…………………………………48
Figure IV.11: Looper ………………………………………………………………………..50
Figure IV.12: Cage finisseuse………………………………………………………………..50
Figure IV.13 : la courbe de weibull (servovalve)……………………………………………53
Figure IV.14 : Courbe de la fonction de la densité de probabilité…………………………...55
Figure IV.15 : Courbe de la fonction de répartition………………………………………...56
Figure IV.16 : courbe de la fonction fiabilité………………………………………………..56
Figure IV.17 : Courbe de la fonction de taux de défaillance………………………………...57
FigureIV.18 : Courbe de la disponibilité……………………………………………………58
FigureIV.19 : courbe de maintenabilité……………………………………………………..59
Chapitre 5 Amélioration de la conception du circuit hydraulique de la (servovalve)
Figure V.1 : filtres d’huile……………………………………………………………………63
FigureV.2 : Vue éclatée d’un
filtre……………………………………………………………64
FigureV.3 : filtre d’aspiration ………………………………………………………………..65

Liste des tableaux
Chapitre 2 : notion sur la maintenance
Tableau II.1 : Les cinq niveaux de la maintenance (Norme AFNOR X 60 011)……………18
Tableau II.2 : Principales techniques utilisées en maintenance conditionnelle……………..23
Chapitre 3 :étude du point de vue maintenance
Tableau III.1 : Temps du bon fonctionnement de LAC……………………………………..29
Tableau III.2 : représentation point par point KOLMOGROV- SMIRNOV………………..31
Tableau III. 3 : Calcul des paramètres de fiabilité…………………………………………..32
Tableau III.4 : disponibilité instantané………………………………………………………35
Tableau III.5 : Courbe de la Maintenabilité…………………………………………………36
Chapitre 4 : Approche maintenance sur la servovalve
Tableau IV.1 : désignation de l’installation…………………………………………………46
Tableau IV.2 : données technique …………………………………………………………..46
Tableau IV.3 : données technologique………………………………………………………51
Tableau IV.4 : historique des pannes………………………………………………………..51
Tableau IV.5 : Temps de bon fonctionnement de la servovalve……………………………..52
Tableau IV.6 : représentation point par point KOLMOGROV- SMIRNOV……………….54
Tableau IV.7 : Calcul des paramètres de fiabilité…………………………………………...55
Tableau IV.8 : disponibilité instantané………………………………………………………58
Tableau IV.9 : Courbe de la Maintenabilité…………………………………………………59
Chapitre 5 : Amélioration de la conception du circuit hydraulique de la (servovalve)
Tableau V.1 gamme de maintenance préventive conditionnelle…………………………….69

Liste des symboles
N Nombre de panne
F(t) : fonction de réparation
f(t) fonction de la de densité de probabilité
R(t) fonction de fiabilité
TBF : temps de bon fonctionnement
MTBF moyenne de bon fonctionnement
TTR temps technique de réparation
MTTR moyenne de temps technique de réparation
λ(t) Taux de défaillance
Β paramètre de forme
α niveau significatif
M(t) fonction de la maintenabilité
µ Taux de réparation
D(t) fonction de disponibilité
Di La disponibilité intrinsèque
DINS disponibilité instantanée
𝐷𝑛 La fréquence d’adéquation
t Temps de rinçage
E L’efficacité du filtre
β Le rapport de rétention
V Capacité du réservoir
QV Débit de la pompe d’huile
Ce ,Cs Les concentrations en particules

Introduction
L’économie d’un pays se base sur une diversification très large des domaines industriels.
Les technologies existantes et poussées favorisent une productivité élevée par de nouveaux
procèdes ; l’informatisation et l’automatisation. Les différents procédés de production doivent
répondre aux exigences de performance, tel que ; rentabilité ; fiabilité ; disponibilité ; ….
La maintenance est l’ensemble de toutes les actions techniques, administratives, et de
management effectuées durant le cycle de vie d’un bien et destinées à le maintenir ou à le
rétablir dans un état dans lequel il peut accomplir la fonction requise.
Dans les dernières années ont a vu que les équipements hydrauliques s’imposent au cœur
des grandes industries pour les puissances engendrées et leur malléabilité. Aujourd’hui,
l’hydraulique se révèle aussi essentielle pour les grandes machines de fabrication et de
production que peut l’être le système artériel pour le corps humain. Car, l’hydraulique est
devenue indispensable à tous ceux qui en réalisent les applications dans l’industrie moderne.
L’automatisation ainsi que la nouvelle génération de produits de grande qualité
confirment de plus en plus le rôle primordial que joue l’hydraulique. Or, son utilisation dans
plusieurs secteurs de la mécanique appliquée nécessite avant tout de bonnes connaissances de
base en mécanique des fluides et sur les systèmes qui l’emploient.
Les systèmes hydrauliques se retrouvent partout dans les installations industrielles qui
requièrent de la force, de la flexibilité et de la fiabilité. De nos jours, l’avènement de
l’électronique et de l’informatique a permis de perfectionner les circuits hydrauliques. Ceux et
celles qui œuvrent dans ce domaine doivent donc se tenir à l’avant-garde de ce qu’il est convenu
d’appeler aujourd’hui l’électrohydraulique.
L’industrie métallurgique n’est pas en reste.

Chapitre 1
Présentation de l’entreprise

Chapitre1 présentation de l’entreprise
1
I. Présentation de l’entreprise
Le complexe d'El-Hadjar représente un facteur économique pour le pays par la diversité de
ses unités et ses installations de transformation du minerai de fer. L’entreprise nationale de
sidérurgie a été créée en 1964 pour servir l’économie du pays et répondre aux besoins du marché
en matière de produits métalliques. La sidérurgie reste la base du développement industriel d’un
pays. Elle s’occupe de transformation de matière première et du passage de la fonte vers l’acier.
Le complexe sidérurgique principal centre d'activités sidérurgiques en Algérie est responsable
de l'ensemble des opérations nécessaires à l'exploitation des ateliers et des installations
existantes qui le constituent, Il s’agit de la production de la fonte et de l’acier sous forme de
tôles et de pipes. [1]
I.1. Situation est surface de complexe
Le complexe sidérurgique est situé à 12km au sud de la ville d’Annaba et occupe
une Surface superficie de 800 ha, repartie comme suite : Surface couverte (atelier = 300
ha), Surface de stockage = 300 ha, Surface de service = 200 ha voire [Fig.I.1]
Figure.I.1 : vue général du complexe El-Hadjar

Chapitre1 présentation de l’entreprise
2
I.2.Historique :
L’entreprise nationale de sidérurgie a été criée la société bônoise (SBS) en 1959 suite
à la mise en application du plan de Constantine.
Après l’indépendance, celle-ci devient SNS dans le cadre de la récupération des richesses du
pays.
La SNS a bénéficié des différents plans de développements pour s’étendre aux fils de
nécessité et devenirs enfin « Entreprise nationale de sidérurgie », suite à la restructuration du
capital de l’entreprise. [1]
L’E.N.S à développer en 1969 un pôle sidérurgique à EL Hadjar pouvant répondre à
une gamme de produit très varié et enfin elle est devenue (SIDER) le complexe intégré
D’el HADJAR depuis 1969 avait un domaine d’activités pour se développer au fil des années
afin de répondre à la demande sans cesse croissante des produits sidérurgiques pour la
réalisation de plusieurs plans de développement (unités pétrolières etc.) [1]
Après avoir passé la dur phase de la sidérurgie en Algérie, le complexe entre dans la
phase finale, celle de l’extension de la capacité de production de « 400 000 tonnes/An à
2 000 000 de tonnes/An », l’époque ou le souci moyen des responsables était la maitrise de la
technologie révolu et le début d’une autre époque où le premier objectif est l’amélioration de la
capacité des préoccupations de leur figurant des problèmes technique qui génèrent tous les
paramètres de production vers l’années 1976. [1]
Le complexe comprenait à son actif les secteurs suivants :
Stockage : un secteur d’agglomération « PMA ».
Une aciérie à oxygène « ACO1 ».
Un laminoir à froid « LAF ».
Secteur HF1, et machine à couler.
Un laminoir à chaud « LAC ».
Un laminoir à fil et rond « LFR ».
Un post de distribution électrique « PDE ».
Un magasin de gestion de stock.
Des ateliers centraux « ATC ».
Laminoir rond à béton « LRB ».
Chapitre1 présentation de l’entreprise
3
Durant la deuxième phase de 1977 à 1980 il y a eu l’extension du complexe pour
augmenter les capacités de production, avec la création d’autres secteurs :
Une haut à oxygène « ACO2 ».
Un haut fourneau « HF2 ».
Un secteur d’agglomération.
Cokerie.
Centrale thermique.
Et en fin en 2004 la création d’une deuxième ligne LFR2.
En 1980 l’effectif de cette société était de 18 000 employés, qui sont répartis dans des
sous directions opérationnelles centrales comme suit :
S/D opérationnelle de production.
S/D matière première et fonte « MPF ».
S/D produit longs « PLG ».
S/D produit plats « PPL ».
S/D tuberie sans soudure « TSS ».
S/D opérationnelle prestataires de service.
S/D service technique « STC ».
S/D moyens généraux « MGX ».
S/D financière «FIN ».
S/D relations professionnelle du personnels « PRO /PER ».
S/D planification et organisation « PLO ».
S/D méthodes métallurgique « MTM ».
Après la compression du personnelle en octobre 1977, plus de 10 000 travailleurs ont
quitté l’entreprise SIDER, son effectif se trouve aujourd’hui réduit. [1]
L’entreprise a connu en fin d’année 1998 une nouvelle mutation qui s’est soldée par la
suppression des sous directions et création des filiales au nombre de 24. Cette application a pris
effet à partir de janvier 1999.
Les filiales étant :
1-ALFASID. 2-ALFATUS. 3-GESIT. 4-SIDNET. 5-FERSID. 6-ALMAIN. 7-SAT…etc.
Actuellement, L’Algérie est passée de l’économie dirigée à l’économie de marché. Le
progrès et l’évolution de l’industrie à l’échelle mondial cause beaucoup de pertes aux petites
industries. Ceci a poussé les responsables de l’entreprise d’opter le partenariat c’est ainsi que

Chapitre1 présentation de l’entreprise
4
le capital de l’entreprise fut ouvert avec l’arrivée d’un géant de la sidérurgie mondial,
l’entreprise ISPAT comme partenaire de SIDER. [1]
Dans le cadre commercial, ISPAT ANNABA est devenu MITTAL STEEL et à la fin de
2007 devenu ARCELOR MITTAL STEEL EL-Hadjar.
Le complexe sidérurgique d’EL-Hadjar se répartie approximativement en 03 zones :
Les ateliers de productions 300H.
La superficie de stockage 300H.
La surface de service.
Le complexe d’EL-HADJAR, principal support économique du pays au niveau de
l’industrie lourd, occupe l’un des premiers rangs des facteurs de développement, sa mission
principale consiste à valoriser le minerai de fer qui se trouve à L’OUENZA situé à 150 km du
complexe, le cheminement du minerai de fer s’effectue par une double voie ferrée.
Les produits sidérurgiques sont évacués par voie ferrée vers tout le pays et vers le
port pour l’exportation. [1]

Chapitre1 présentation de l’entreprise
5
I.3.Organisation de l’entreprise :
L’organisation ci-dessous représente les différentes installations.
Figure I.2 : Organigramme d’Installations et produits du complexe
MINERAI DE FER COKERIE
PAM (Préparation des matières et agglomérés)
HF (Haut fourneaux)
Métallurgie
ACO1 (Aciérie à oxygène1)
ACO2 (Aciérie à oxygène2)
ACE (Aciérie électrique)
LAC (Laminoir à chaud)
LAF (Laminoir à froid)
LFR (Laminoir à fil
ronde)
TSS
Tuberie sans
soudure
TUS
Tube spiral
Bobines
étamées
Rond à béton
Et
Fil machine
Tôles fines
Lingots
LRB (laminoir
rond à béton)
Différents
diamètres
Rond à béton
différents
diamètres

Chapitre1 présentation de l’entreprise
6
I.4 Organisation d’unité LAC :
I.4.1 Direction LAC :
I.4.2 Service sécurité :
Le domaine d’application du système de management de la sécurité et de la santé au
travail selon le référentiel OHSAS 18001 couvre l’ensemble des activités de la Division LAC.
La sécurité est l’une des principales priorités du groupe Arcelor. En effet chaque stagiaire et
chaque employé doivent assister à une présentation de l’entreprise basée sur la Sécurité :
consignes à respecter, protections à utiliser (casque, chaussures, gants et règles de Circulation
dans l’usine,...)
DIRECTEUR
01
SECRETAIRE 01
SERVICE PARACHEVEMENT 51
SERVICE MAINTENANCE 109
SERVICE EXPLOITATION 123
SERVICE PROCESSUS 07
Chapitre1 présentation de l’entreprise
7
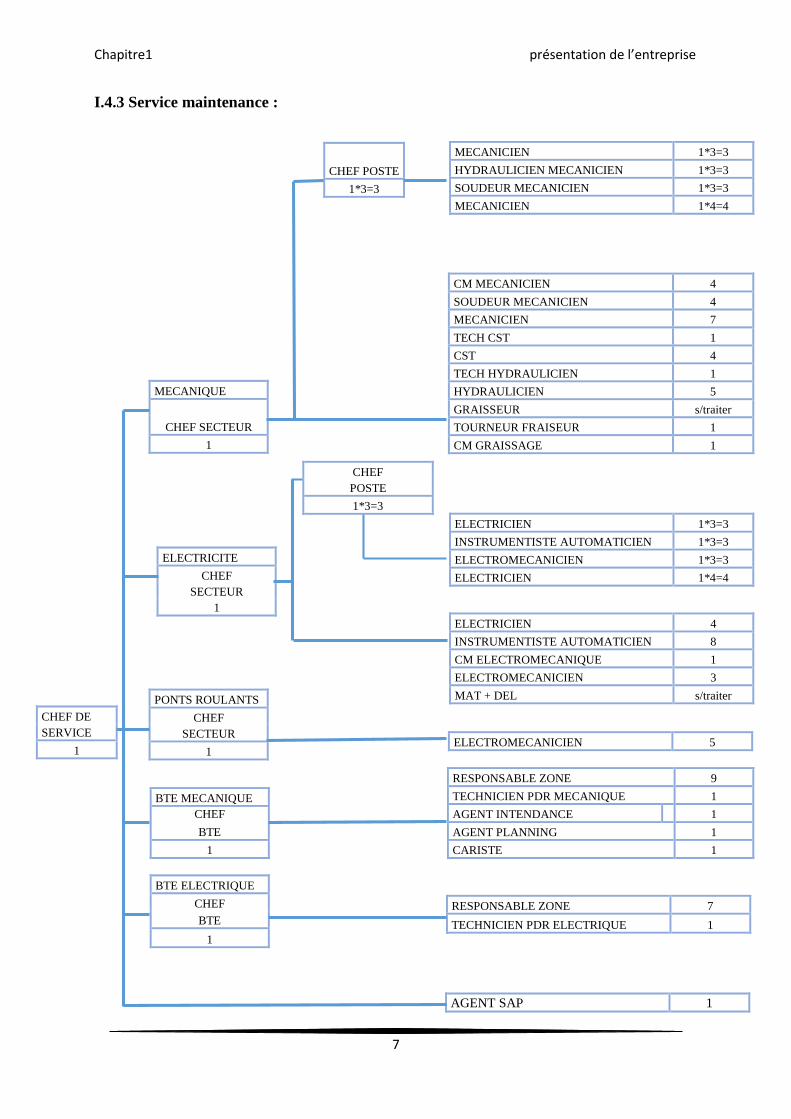
I.4.3 Service maintenance :
CHEF POSTE
1*3=3
MECANICIEN 1*3=3
HYDRAULICIEN MECANICIEN 1*3=3
SOUDEUR MECANICIEN 1*3=3
MECANICIEN 1*4=4
MECANIQUE
CHEF SECTEUR
1
CM MECANICIEN 4
SOUDEUR MECANICIEN 4
MECANICIEN 7
TECH CST 1
CST 4
TECH HYDRAULICIEN 1
HYDRAULICIEN 5
GRAISSEUR s/traiter
TOURNEUR FRAISEUR 1
CM GRAISSAGE 1
CHEF
POSTE
1*3=3
ELECTRICIEN 1*3=3
INSTRUMENTISTE AUTOMATICIEN 1*3=3
ELECTROMECANICIEN 1*3=3
ELECTRICIEN 1*4=4
ELECTRICITE
CHEF
SECTEUR
1
ELECTRICIEN 4
INSTRUMENTISTE AUTOMATICIEN 8
CM ELECTROMECANIQUE 1
ELECTROMECANICIEN 3
MAT + DEL s/traiter PONTS ROULANTS
CHEF
SECTEUR
1
CHEF DE
SERVICE
1 ELECTROMECANICIEN 5
BTE MECANIQUE
CHEF
BTE
1
RESPONSABLE ZONE 9
TECHNICIEN PDR MECANIQUE 1
AGENT INTENDANCE 1
AGENT PLANNING 1
CARISTE 1
BTE ELECTRIQUE
CHEF
BTE
1
RESPONSABLE ZONE 7
TECHNICIEN PDR ELECTRIQUE 1
AGENT SAP 1
Chapitre1 présentation de l’entreprise
8
I.5 Généralités sur LAC :
Le laminage à chaud est un type de déformation à chaud. Du point de vue de la science
des matériaux, la déformation à chaud se produit dans la plage de Température de
recristallisation et de recuit des matériaux c à d au-dessus de la moitié du point de fusion.
En technique de fabrication la déformation à chaud fait référence aux procédés dans lequel le
matériau est chauffé pour être déformé.
Les procédés de déformation à chaud sont souvent mis en œuvre dans des circonstances qui
autorisent un adoucissement dynamique du matériau ce qui donne une aptitude à la déformation
bien plus élevée que dans le cas de la déformation à froid. Aux températures élevées, la limite
d’élasticité est bien plus basse qu’à 25°c par exemple. [1]
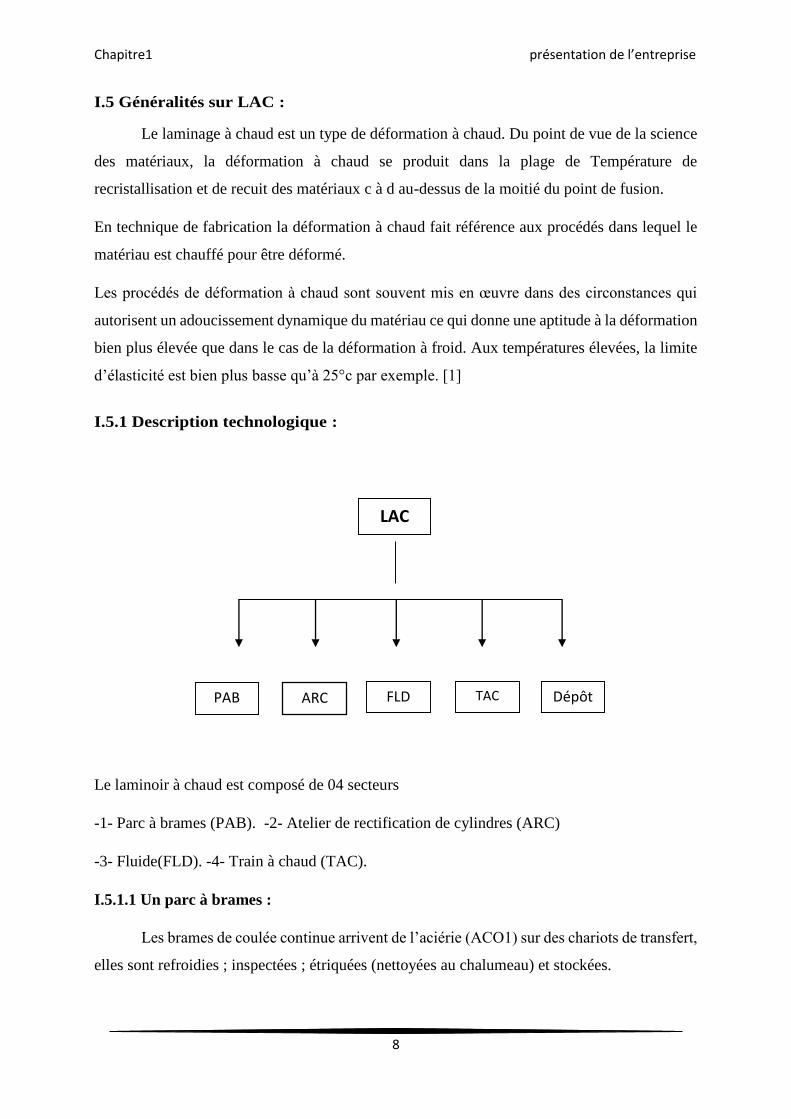
I.5.1 Description technologique :
Le laminoir à chaud est composé de 04 secteurs
-1- Parc à brames (PAB). -2- Atelier de rectification de cylindres (ARC)
-3- Fluide(FLD). -4- Train à chaud (TAC).
I.5.1.1 Un parc à brames :
Les brames de coulée continue arrivent de l’aciérie (ACO1) sur des chariots de transfert,
elles sont refroidies ; inspectées ; étriquées (nettoyées au chalumeau) et stockées.
LAC
PAB ARC
RC
FLD TAC Dépôt

Chapitre1 présentation de l’entreprise
9
Figure I.3 : parc à prame
I.5.1.2 Atelier de rectification de cylindres :
Est un atelier secondaire qui alimente le Train à chaud en matière de cylindres appuis et
travail cages quarto et finisseuses, pinch-roll bobineuses et couteaux cisailles tout on leurs
assurant une bonne préparation (rectification et révision des empoises) [1]
Figure I.4 : atelier de rectification
I.5.1.3 Fluides :
Le secteur fluide alimente le laminoir à chaud en matière de
- Eau industrielle et potable.
- Gaz naturel, oxygène et Azote.
- Vapeur
- Deux salles des pompes

Chapitre1 présentation de l’entreprise
10
I.5.1.4 Description du train à chaud :
Le train à chaud (TAC) est composé de 04 grandes zones
Le laminoir à bandes à chaud est un laminoir semi continu comprenant les deux fours
de réchauffages existants, qui servent à chauffer les brames à la température de laminage
(>1250°c), la cage brise oxyde (verticale et horizontal), permettant de réduire les brames en une
seule passe, la cage refouleuse (Edger) et dégrossisseuse réversible quarto, permettant de
réduire les brames en ébauche par passe successives (en mode réversible 5 à 7 passes), le train
finisseur à 06 cages quarto, servant à réduire les ébauches à l’épaisseur de bande, la table à
rouleaux d’évacuation et le système de refroidissement laminaire, ou la bande est refroidie à la
température de bobinage appropriée, la bobineuse existante et un rouleaux, pour la mise en
bobine de la bande.[1]
Fours
poussant Quarto Finisseuses Bobineuses
TAC

Chapitre1 présentation de l’entreprise
11
Brames Entrée
Moteur alternatif
Système de refroidissement Table à rouleaux d’évacuation
Laminoir
Sortie des bobines
Livraison
Chaine cinématique de production
Four2
Four 3
Lavese
à
brame
Train
finisseu
r
Bobine
use
Quarto
Brise
oxyde

Chapitre1 présentation de l’entreprise
12
A) Zone de fours de réchauffage :
Il existe trois fours de type poussant le 01four hors service, le 02four en cas de
maintenance et le 03 en service
Les brames sont enfournées par leur extrémité et avancent à travers le four en poussant
la dernière brame enfournée au moyen d’une pousseuse du côté enfournement.
L’enfournement d’une brame à l’entrée du four s’accompagne du défournement d’une
autre brame à la sortie du four.
Le 1ier Four est conçu par les Italiens, c’est un four destiné pour le chauffage des brames
courtes d’une longueur atténuante1750 à 2600mm et d’une capacité de 125 t/h.
Les 02 autres Fours 2 et 3 sont des Fours Allemands destiné pour le chauffage des
moyennes et longues brames, d’une longueur allant de 3500 à 4250mm (moyennes brames) et
5000 à 9000 mm (longues brames) [1]
Figure I.5 : four
B) Zone du train dégrossisseur (quarto) :
La zone du train dégrossisseur se compose d’un cage brise oxyde Duo avec cage
refouleuse (Edger) annexée, d’une cage quarto réversible avec une nouvelle cage refouleuse
type lourd annexé, des tables à rouleaux de travail, des guides latéraux et des dispositifs de
changement des cylindres de travail et d’appui. Le train dégrossisseur a pour but et pour
fonction de laminer les brames provenant du four en plusieurs passes pour les réduire aux
dimensions (épaisseur et largeur) nécessaires à l’engagement dans le train finisseur.

Chapitre1 présentation de l’entreprise
13
Figure I.6 : quarto
C) Zone Finisseuses :
La zone du train finisseur se compose de la cisaille ébouteuse à tambour, des guides
d’entrée réglables, d’une unité de calaminage à rouleaux pinceurs, de 6 cages finisseuses quarto,
des boucleuses (loopers) hydrauliques, du système de changement de cylindres et du système
de commande principale du train finisseur. Dans cette zone, l’ébauche provenant du train
dégrossisseur est réduite à l’épaisseur d’une bande finie, qui est alors mise en bobine. L’ébauche
provenant du train dégrossisseur réversible est introduite dans la cisaille. Lors de son passage
dans la cisaille, la tête et la queue de l’ébauche sont éboutées automatiquement. Après
l’éboutage, l’ébauche est engagée dans la décalamineuse à rouleaux pinceurs, disposée entre la
cisaille et la cage finisseuse F1, ou elle est débarrassée de la calamine secondaire qui s’est
formée pendant son transfert depuis le train dégrossisseur. Dans le train finisseur, l’ébauche est
réduite à l’épaisseur de bande finale. [1]

Chapitre1 présentation de l’entreprise
14
Figure I.7 : finisseur
D) Zone Bobineuse :
La dernière étape dans le procédé de laminage à chaud est la mise en bobine. La bande
est guidée par des guides latéraux et par un rouleau pinceur vers le mandrin de la bobineuse, où
elle est prise par les rouleaux enveloppeurs et appliquée légèrement sur le mandrin.
Figure I.8 : bobineuse

Chapitre 2
Notion sur la maintenance

Chapitre 2 Notion sur la maintenance
15
II.1. Notions générales
II.1.1. Définition de la maintenance :
Selon la norme AFNOR (Association Française de Normalisation) : la maintenance est définie
comme étant :
(NF X60-010) « Ensemble des actions permettant de maintenir ou de rétablir un bien dans un
état spécifié, ou en mesure d’assurer un service déterminé ».
La maintenance vise toutes les activités destinées à maintenir ou rétablir un bien dans un état
ou dans des conditions données de sureté de fonctionnement, pour accomplir une fonction
requise. Ces activités sont une combinaison d’activité technique, administrative et de
management. [2]
II.1.2. Types et organisation de la maintenance :
Lorsqu’au cours d’une tâche préventive un composant interne du matériel est trouvé ou jugé
défaillant, sa réparation ou son remplacement doit être considéré comme de la maintenance
corrective. S’il est trouvé non défaillant mais dégradé, même au-delà valeur de défaillance
potentielle, sa réparation ou son remplacement est du domaine de la maintenance préventive.
II.1.2.1. La maintenance préventive :
AFNOR X60-010 « maintenance ayant pour objet de réduire la probabilité de défaillance ou de
dégradation d’un bien ou d’un service rendu. Les activités correspondantes sont déclenchées
selon un échéancier établi à partir d’un nombre prédéterminé d’unités d’usage (maintenance
systématique) et/ou de critères prédéterminés significatifs de l’état de dégradation du bien ou
du service (maintenance conditionnelle) » [2]
La maintenance préventive a pour objectif :
L’augmentation de la durée de vie du matériel ;
La diminution de la probabilité des défaillances en service ;
La prévention et la prévision des interventions de maintenance corrective coûteuses ;
La prévision de bonnes conditions à la maintenance corrective ;
Eviter la consommation anormale de l’énergie ;
L’amélioration des conditions de travail du personnel de production ;
La diminution des causes d’accidents graves.

Chapitre 2 Notion sur la maintenance
16
Cependant nous pouvons distinguer deux sortes de maintenance préventive, l’une systématique
et l’autre conditionnelle.
II.1.2.1.1. Maintenance préventive systématique :
AFNOR X60-010 « activité déclenchée suivant un échéancier établi à partir d’un nombre
prédéterminé d’unités d’usage, les remplacements des pièces et des fluides ont lieu quel que
soit leur état de dégradation, et ce de façon périodique ».
II.1.2.1.2. Maintenance préventive conditionnelle :
AFNOR X60-010 « les activités de maintenance conditionnelle sont déclenchées suivant des
critères prédéterminés significatifs de l’état de dégradation du bien ou du service. Les
remplacements ou les remises en état des pièces, les remplacements ou les appoints des fluides
ont lieu après une analyse de leur état de dégradation. Une décision volontaire est alors prise
d’effectuer les remplacements ou les remises en état nécessaires ». [2]
II.1.2.1.3. Maintenance prévisionnelle :
Maintenance préventive subordonnée à l'analyse de l'évolution surveillée de paramètres
significatifs de la dégradation du bien, permettant de retarder et de planifier les interventions.
II.1.2.2. La maintenance corrective :
C’est l’ensemble des activités réalisées après la défaillance du bien ou la dégradation de sa
fonction pour lui permettre d’accomplir une fonction requise au moins provisoirement. Ces
activités sont :
La localisation de la défaillance ;
Le diagnostic ;
La remise en état ;
Le contrôle du bon fonctionnement.
II.1.2.2.1. Maintenance palliative :
Activités de la maintenance corrective destinées à permettre à un bien d'accomplir
provisoirement tout ou partie d'une fonction requise. Appelée couramment dépannage, cette
maintenance palliative est principalement constituée d'actions à caractère provisoire qui devront
être suivies d'actions curatives. [3]

Chapitre 2 Notion sur la maintenance
17
II.1.2.2.2. Maintenance curative :
Activités de maintenance corrective ayant pour objectif de rétablir un bien dans un état spécifié
ou de lui permettre d'accomplir une fonction requise. Le résultat des activités réalisées doit
présenter un caractère permanent. Ces activités peuvent être des réparations, des modifications
ou aménagement ayant pour objet de supprimer la ou les défaillance(s).
La maintenance s’organise de la manière suivante : [2]
Figure II.1 : organigramme de la maintenance
MAINTENANCE
MAINTENANCE PREVENTIVE
Maintenance Systematique
Basée sur un échancier :
- petit entretien
- inspection
- test
Maintenance Conditonnelle
Basée sur l'etat :
Maintenance précisionnelle
- serveillence
- inspection
Maintenancce Prévisionnelle
Évolution des
paramètres
MAINTENANCE CORRECTIVE
Maintenance Palliative
Dépannage
Maintenance Curative
Réparation

Chapitre 2 Notion sur la maintenance
18
II.1.3. Les différents niveaux de la maintenance : [3]
Tableau II.1 : Les cinq niveaux de la maintenance (Norme AFNOR X 60 011)
Niveaux Types de travaux Personnel
d’intervention
Moyens
1er niveau réglages simples prévus par le
constructeur au moyen d’organes
accessibles sans aucun démontage
d’équipement, ou échange
d’éléments accessibles en toute
sécurité.
pilote ou conducteur
du système
outillage léger défini
dans les instructions
d’utilisation.
2ème niveau dépannage par échange standard
d’éléments prévus à cet effet, ou
d’opérations mineures de
maintenance préventive (rondes)
technicien habilité outillage léger défini
dans les instructions
d’utilisation et pièces de
rechanges disponibles
sans délai.
3ème niveau identification et diagnostic de
pannes, réparation par échange de
composants fonctionnels, réparations
mécaniques mineures.
technicien spécialisé outillage prévu et
appareils de mesure,
banc d’essai, contrôle…
4ème niveau travaux importants de maintenance
corrective ou préventive
équipe encadrée par
un technicien
spécialisé
outillage général et
spécialisé, matériels
d’essais, de contrôle…
5ème niveau travaux de rénovation, de
reconstruction ou réparation
importantes confiées à un atelier
central
équipe complète et
polyvalente
moyens proches de la
fabrication

Chapitre 2 Notion sur la maintenance
19
II.1.4. Les missions de la maintenance :
II.1.4.1. Conservation du potentiel fonctionnel :
Les éléments maintenus constituent des outils pouvant assurer diverses fonctions (production,
fabrication, activités commerciales, services, spectacle…).
Ces fonctions ne peuvent perdurer que grâce à une maintenance régulière, et dont le rendement
doit être optimum. Dans ce cadre, la fonction maintenance est responsable :
Surveillance permanente des équipements et installations en apportant les remèdes aux
dégradations constatées ;
De la réparation et de la remise en état de l’élément lorsque elles se révèlent nécessaires ;
De la réalisation des travaux neufs d’installation ou d’aménagement jugés opportuns.
II.1.4.2. Exploitation de l’infrastructure technique :
La fourniture d’énergie et la distribution des fluides constituent généralement un domaine pris
en charge par la fonction maintenance.
II.1.4.3. Aspects commerciaux :
La qualité de l’entretien des équipements d’une entreprise contribue activement à l’image de
celle-ci.
II.1.4.4. Amélioration des conditions de travail :
La maintenance des équipements de confort et des outils de travail contribue pour une large
part à l’ambiance sociale des entreprises.
II.1.4.5. Optimisation des dépenses :
Les coûts de maintenance représentent des postes de plus en plus important pour une
entreprise, difficile à gérer car entrant souvent dans la catégorie des frais généraux. Un suivi
détaillé de ces couts et de leurs causes s’avère nécessaire pour les maitriser.
II.1.5. Les opérations de la maintenance :
II.1.5.1. Les opérations de maintenance préventive
Les opérations suivantes sont effectuées de manière continue ou à des intervalles prédéterminés
calculés sur le temps ou le nombre d’unités d’usage.

Chapitre 2 Notion sur la maintenance
20
Inspection : activité de surveillance s’exerçant dans le cadre d’une mission définie. Elle peut
être effectuée sous forme de « rondes » et a pour but la détection de défaillances mineures :
Défauts de lubrification (contrôles des niveaux) ;
Défauts de pression, de températures, de vibrations ;
Détection visuelles de fuites, détection d’odeurs, de bruits anormaux ;
Dépannages simples : réglage de tension de courroie, échanges de lampes.
Contrôle : vérification de la conformité par rapport à des données préétablies, suivies d’un
jugement (décision de non-conformité, d’acceptation, d’ajournement).
Visite : activité consistant en un examen détaillé et prédéterminé de tout ou partie des éléments
d’un bien. Elle peut entraîner certains démontages et déclencher des opérations correctives des
anomalies constatées.
II.1.5.2. Les opérations de maintenance corrective :
Dépannage : action sur un bien en panne en vue de le remettre en état de fonctionnement,
provisoirement avant réparation.
Réparation : intervention définitive et limitée de maintenance corrective.
II.1.5.3. Autres activités du service maintenance :
Les travaux d’amélioration : ils consistent à modifier un équipement pour augmenter
sa sécurité, sa fiabilité et sa maintenabilité.
Les travaux de modernisation : ils consistent à remplacer des composants âgés ou à leurs
adjoindre des composants d’une génération nouvelle.
La rénovation : ces travaux comprennent l’inspection complète de tous les organes suivie de :
la réparation des éléments usés ;
l’achat d’éléments neufs.
II.1.6. Objectifs de la maintenance :
Ses différentes actions doivent assurer la rentabilité des investissements matériels de l’unité de
production ou de l’entreprise en maintenant le potentiel d’activité.
C’est un moyen de consolider la compétitivité de l’entreprise. C’est ainsi que le responsable de
la maintenance doit aussi être un bon gestionnaire, afin qu’il puisse minimiser les coûts de
maintenance et planifier ces opérations dans le temps.
La maintenance est aussi concernée par la maîtrise de qualité symbolisée par l’objectif des cinq
zéros :
Zéro pannes : objectives naturelles de la maintenance ;

Chapitre 2 Notion sur la maintenance
21
Zéro défaut : outil de production en parfait état (tout défaut entraîne un arrêt de production
d’où augmentation des coûts et des délais) ;
Zéro stocks, zéro délai : un outil de fabrication fiable permet une fabrication sans stock (flux
tendu) et une livraison sans délai ;
Zéro papier : il faut comprendre « zéro papier inutile », c’est à dire les papiers engendrés par
les erreurs, les défauts, les défaillances, les retards qui viennent alourdir le travail et
l’organisation.
II.2. Approche sur la maintenance conditionnelle :
II.2.1. Généralités :
La maintenance conditionnelle permet de déterminer la nature de l’action courante à effectuer
sur le système et éventuellement la date de la prochaine intervention de maintenance en fonction
du niveau de vieillissement du système.
La maintenance conditionnelle est un outil efficace pour le contrôle du compris entre
maintenance préventive et maintenance corrective.
Cependant, sa mise en place dans un contexte industriel est souvent empirique et ne conduit pas
à l’obtention des meilleurs gains. [4]
II.2.2. Aperçu des technologies :
Selon la norme AFNOR X 60-010, la maintenance conditionnelle est définie comme une
maintenance préventive subordonnée à un type d’évènements prédéterminés (auto diagnostic,
information d’un capteur de mesure d’une usure révélateur de l’état de dégradation du bien).
Le choix des indicateurs dépend essentiellement de leur capacité à décrire l’installation
surveillée. Ils sont de deux ordres ; les critères de consommation d’énergie, qualité du produit
fini…et les critères de comportement.
Parmi ces dernières, on peut citer de manière non exhaustive, les contrôles de bruit, l’analyse
de la température, l’analyse d’huile, la mesure de vibrations (Figure II.2).
Ce dernier critère est le plus souvent utilisé en raison de son efficacité, de sa réactivité, de sa
facilité de mise en œuvre et de la richesse des résultats obtenus. Il est non seulement l’outil de
base de maintenance mais aussi de contrôle qualité dans le cas d’une recette vibratoire d’une
installation neuve ou après remise en état. Mais la corrélation de plusieurs critères permet
d’affiner les diagnostics.[3]

Chapitre 2 Notion sur la maintenance
22
Figure II.2 : Pourcentage de différentes techniques de la maintenance conditionnelle.
II.2.3. Principales techniques utilisées en maintenance conditionnelle :
L’analyse vibratoire : cette technique est principalement utilisée pour la surveillance des
machines tournantes. Toute machine tournante vibre. Ces vibrations sont les conséquences de
défauts de la machine. Plus la machine vibre, plus les défauts sont importants ;
L’analyse des huiles : ces analyses peuvent avoir deux buts : soit déterminer le moment adéquat
du renouvellement de l’huile soit pour détecter les premiers symptômes de l’usure anormale des
organes. La principale technique utilisée est l’analyse physico-chimique (viscosité, teneur en eau,
indice d’acidité) ;
La thermographie infrarouge : cette technique permet de mesurer la température de composants
sans contact. Tout défaut se traduisant souvent par une élévation de la température, on peut ainsi
en mesurer les conséquences ;
L’analyse acoustique : cette technique permet de détecter l’apparition de défauts audibles et
autorise une surveillance continue des machines
Les examens visuels : examen visuel direct.
Les principales techniques sont présentées dans le tableau suivant : [2]
75%
12%
8%
5%
Analyse Vibratoire
Analyse des huiles
Analyse Thermique
Autres techniques

Chapitre 2 Notion sur la maintenance
23
Tableau II.2 : Principales techniques utilisées en maintenance conditionnelle
Principaux avantages Principales limitations Champ d’applications A
na
lyse
vib
rato
ire
Détection de défauts à un stade
précoce
Possibilité de réaliser un diagnostic
approfondi
Autorise une surveillance continue
Permet de surveiller l’équipement à
distance « télémaintenance »
Spectres parfois difficiles
interpréter
Dans le cas de la
surveillance continue,
installations relativement
coûteuses
Détection des défauts de
tous les organes
cinématiques de la
machine (balourd, défauts
d’alignement, jeux, etc.)
et de sa structure
An
aly
se d
’hu
iles
Détection d’une pollution anormale
du lubrifiant, avant que celle-ci
n’entraîne une usure ou un
échauffement
Possibilité de connaître l’origine de
l’anomalie par analyse des
particules
Ne permet pas de localise
précisément le défaut
Nécessite de prendre de
nombreuses précautions
dans le prélèvement de
l’échantillon
Contrôle des propriétés
physico-chimiques du
lubrifiant, détection
d’un manque de
lubrification, analyse
des éléments d’usure,
analyse de
contamination par le
processus (étanchéité),
etc.
Th
erm
ogra
ph
ie I
R
Permet de réaliser un contrôle
rapide de l’installation
Interprétation souvent immédiate
des résultats
Détection de défauts à un
stade moins précoce que
l’analyse vibratoire
Contrôle limité à ce que
“voit” la caméra
(échauffements de surface)
Ne permet pas de réaliser
un diagnostic approfondi
Détection de tous les
défauts engendrant un
échauffement (manque
de lubrification en
particulier)
An
aly
se a
cou
stiq
ue
Permet de détecter l’apparition de
défauts audibles
Autorise une surveillance continue
Sensibilité au bruit
Ambiant
Diagnostic souvent difficile
à réaliser
Problèmes de répétabilité
des mesures
Détection d’un bruit
inhabituel pouvant
ensuite être analysé par
analyse vibratoire

Chapitre 2 Notion sur la maintenance
24
Toutes ces techniques entrent dans le cadre de contrôle non destructif CND, définit comme suit : les
méthodes qui permettent l’essai, l’examen ou la détection de défauts sur une machine ou une
pièce, sans en altérer la nature, la structure, ou le fonctionnement.

Chapitre 3
Etude point de vue maintenance

Chapitre 3 études du point de vue maintenance
25
III. Introduction :
Dans ce chapitre on va réaliser deux études de FMD l’une pour toute l’unité LAC et l’autre
pour le déclenchement 290 bars (servovalve).
III.1Définition FMD et formulation :
III.1.1 La fiabilité :
C'est la probabilité pour qu'un dispositif accomplisse une fonction requise, dans conditions
données pendant un intervalle de temps donné [4]
A) Densité de probabilité : c'est la probabilité d'avoir une défaillance juste au temps (t).
(1.1)
B) Fonction de répartition : c'est la probabilité cumulée de défaillance entre 0 et t.
(1.2)
C) Fonction de fiabilité : c'est la probabilité cumulée de bon fonctionnement (non défaillance)
dans l'intervalle [0, t].
(1.3)
D) Taux de défaillance : c'est la probabilité cumulée de défaillance à l'instant (t+dt) sachant
qu'il était encore en fonctionnement à l'instant (t).
(1.4)
t
et
tf
1
t
etF 1
t
etR
1
tt

Chapitre 3 études du point de vue maintenance
26
III.1.2 La disponibilité :
Un matériel est dit disponible lorsqu’on peut en disposer pour s’en servir, cette disponibilité
peut être conservée, un instant donné ou, un intervalle de temps donné [4].
Disponibilité intrinsèque :
Cette disponibilité est évaluée en prenant en compte les moyennes des temps de bon
fonctionnement et les moyennes de réparations, ce qui donne :
(1.5)
Où
M.T.B.F. : moyenne des temps de bon fonctionnement (Mean Time Between Failures).
M.T.T.R. : moyenne des temps d'immobilisation pour intervention de maintenance (Mean
Time To Repaire).
(1.6)
(1.7)
Où
TCBF. : Temps cumulé de bon fonctionnement
Ni : Nombre d'interventions de maintenance avec immobilisation.
Disponibilité opérationnelle :
Pour cette mesure, sont pris en compte les temps Logistiques, ce qui donne :
(1.8)
Où
M.T.L. : moyenne des temps logistiques.
Disponibilité instantanée :
Pour un système avec l'hypothèse d'un taux de défaillance λ constant et d'un taux de réparation
μ constant, on montre que la disponibilité instantanée a pour expression :
(1.9)
MTTRMTBF
MTBFDi
Ni
TTRMTTR
MTLMTTRMTBF
MTBFDo
Ni
TCBFMTBF
et
tD)(
)(

Chapitre 3 études du point de vue maintenance
27
(1.9.a)
Où
(1.9.b)
III.1.3 La maintenabilité :
Dans des conditions données d’utilisation l’aptitude d’un dispositif à être maintenue ou rétablie
dans un état dans lequel il peut accomplir les missions requises lorsque la maintenance est
accomplie dans des conditions données avec des procédures et des moyens prescrits[4].
(1.10)
III.1.4 Les principales lois utilisées en fiabilité :
A. Lois discrètes :
Loi binomiale
Lois de poisson
B. Lois continues :
Loi normale
Loi exponentielle (l’usure)
Loi de Weibull
III.1.5 Etude générale du modèle de Weibull :
La loi de Weibull est souvent utilisée en mécanique ; elle caractérise bien le comportement du
produit dans les trois phases de vie selon la valeur du paramètre de forme β : période de jeunesse
(β< 1), période de vie utile (β = 1) et période d'usure ou vieillissement (β > 1). La loi de Weibull
est définie par trois paramètres η (paramètre d'échelle), β (paramètre de forme) et γ (Paramètre
de décalage) [4].
Caractéristiques générales de la distribution de Weibull
La loi de Weibull se distingue par rapport à d’autre distribution par sa simplicité et sa souplesse,
elle se caractérise par son aptitude à présenter les trois périodes de la vie d’un dispositif
(jeunesse, vie utile, vieillesse), elle s’adapte aussi aux dispositifs qui ont un taux de défaillance
variable.
MTBF
1
MTTR
1
tetM .1)(

Chapitre 3 études du point de vue maintenance
28
Dans sa forme la plus générale, la distribution de Weibull dépend des trois paramètres suivants :
γ : décalage à l’origine, γ ≥ 0 (homogène au temps)
β : paramètre de forme, β > 0 (sans dimension)
η : paramètre d’échelle (ou de durée de vie), η >0(homogène au temps)
Son exploitation permet de :
Estimer la MTBF (moyenne des temps de bon fonctionnement) de la population à
étudier.
Identifier le mode de défaillance grâce au paramètre β, sa valeur étant caractéristique
de certains modes de défaillance.
Donner les formules de la fiabilité R(t) et du taux de défaillance λ(t) ainsi que leur
évolution [3].
III.1.6 Détermination des paramètres de "Weibull" :
On déterminée en pression lieu à la fonction de répartition F(ti) qui peut être estimée par la
méthode des rangs médians ou la méthode des rangs moyens.
Si : N est le nombre d'observation et F (t) la fonction de répartition de ces observations [3] :
Si N ≤ 20 (2.12)
Si 5O > N > 2 (2.13)
Si N > 50 (2.14)
III.1.7 Vérification de la validité de la loi par un test d'adéquation :
Test de Kolmogorov- Smirnov
L'idée est toujours de comparer la fonction réelle de répartition avec celle théorique .Cette fois
si nous avons mesuré l'écart, point par point entre ces deux fonctions.
(2.15)
Où :
N
nitiF
4.0
3.0
N
nitiF
1
N
nitiF
)()( titini FfD
Chapitre 3 études du point de vue maintenance
29
F (ti) : la fonction de répartition théorique.
(ti) : la fonction de répartition réelle.
Nous avons pris la valeur maximale : )()(max, titin FfD avec la valeur Dn,
qui était donnée par le tableau de Kolmogorov-Smirnov, si :
Dn Dn : donc nous refusons l'hypothèse du modèle théorique.
Dn Dn : donc nous acceptons l'hypothèse du modèle théorique
α : le seuil de confiance ou le niveau significatif, dépend de la politique de maintenance
exigée.
III.2 Etude FMD de l’unité LAC :
On commence par ordonner les TBF en ordre croissant et de calculer leur fonction de répartition
correspondante à partir de l’historique des pannes de l’unité LAC voir annexe
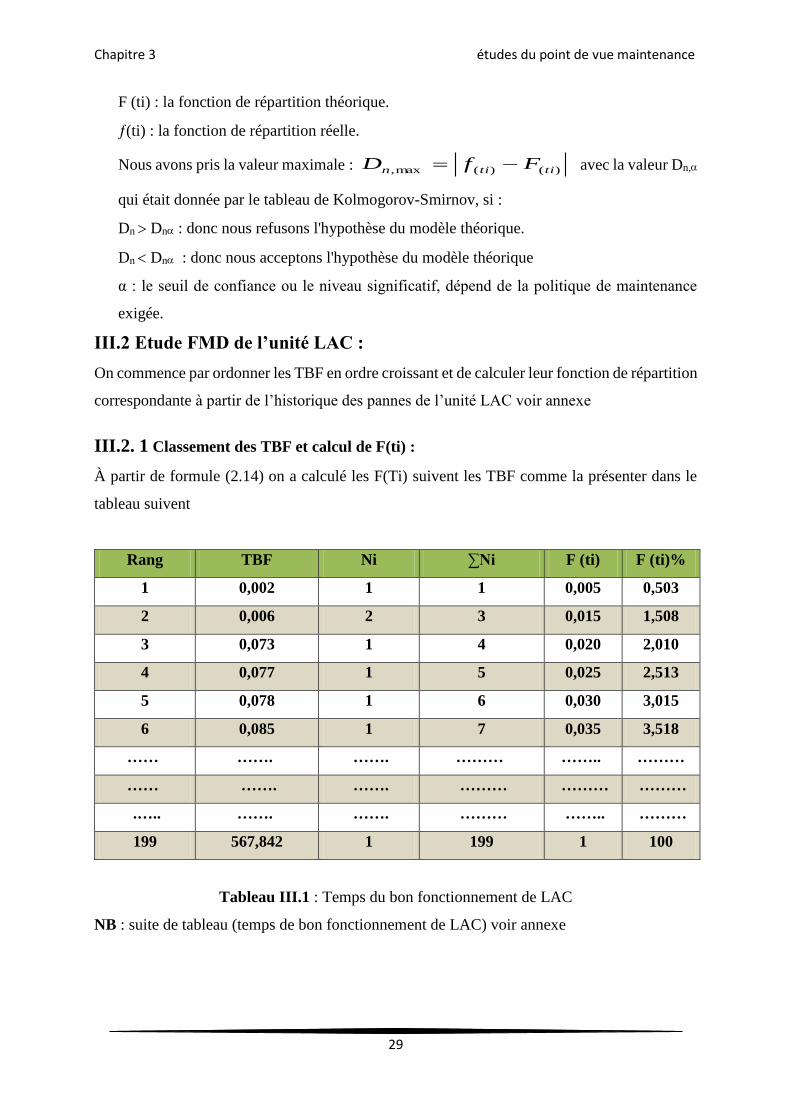
III.2. 1 Classement des TBF et calcul de F(ti) :
À partir de formule (2.14) on a calculé les F(Ti) suivent les TBF comme la présenter dans le
tableau suivent
Rang TBF Ni ∑Ni F (ti) F (ti)%
1 0,002 1 1 0,005 0,503
2 0,006 2 3 0,015 1,508
3 0,073 1 4 0,020 2,010
4 0,077 1 5 0,025 2,513
5 0,078 1 6 0,030 3,015
6 0,085 1 7 0,035 3,518
…… ……. ……. ……… …….. ………
…… ……. ……. ……… ……… ………
.….. ……. ……. ……… …….. ………
199 567,842 1 199 1 100
Tableau III.1 : Temps du bon fonctionnement de LAC
NB : suite de tableau (temps de bon fonctionnement de LAC) voir annexe

Chapitre 3 études du point de vue maintenance
30
III.2.2 estimation des paramètres de la loi de Weibull ( , , ) :
On utilise la méthode graphique, qui utilise un papier à échelle fonctionnelle dit papier de
wiibull ou (graphique d’ALAIN PLAIT), après avoir le rapport des valeurs TBF (i) F(ti) sur le
papier de weibull ont obtenu un droite .
Figure III.1 : la courbe de weibull (LAC)
D’après ce graphe on peut avoir les paramètres de weibull pour calculer par la suite les
principaux indicateurs de maintenance ; comme, fiabilité, maintenabilité, disponibilité. Suite à
la lecture on a :
= 0.8 = 4.582(h) γ=0 MTBF =5(h)

Chapitre 3 études du point de vue maintenance
31
: C’est le paramètre de weibull et ce paramètre et le résultat de croisement la droite avec le
deuxième axe des Y.
μ : c’est le paramètre de l’échelle et il est le résultat du croisement de la droite avec le 2eme
axe des X
III. 2.2. Application du test de Kolmogorov- Smirnov :
À partir des formules (2.2) ; (2.14) et (2.15) on fait calculé les fonctions du teste de
Kolmogorov- Smirnov
TBF Ni ∑Ni F(ti) théorique F(t) réel Dn
0,002 1 1 0,0050 0,0015 0,0035
0,006 2 3 0,0101 0,0044 0,0056
0,073 1 4 0,0201 0,0046 0,0155
0,077 1 5 0,0251 0,0356 0,0105
0,078 1 6 0,0302 0,0373 0,0072
0,085 1 7 0,0352 0,0377 0,0026
….. ….. ….. ….. ….. …..
….. ….. ….. ….. ….. …..
….. ….. ….. ….. …… …..
567,842 1 199 1,0000 1,0000 0,0000
Tableau III.2 : représentation point par point KOLMOGROV- SMIRNOV
NB : suite de tableau (représentation point par point Kolmogorov- Smirnov) voire annexe
Résultat du test
D n, max = 0.2600
D n, =D5.1914, 0,05 = 1,36
D n, Dn, max.
Alors le modèle choisi est valide ce qui signifie que notre distribution obéit au modèle de
Weibull.
III.2.3.calcul des paramètres de fiabilité
À partir de formules (2.1) (2.2) (2.3) (2.4) on évalue les différentes valeurs de f (ti), R (ti),
F (ti) et λ (ti) en fonction des TBF. On porte les résultats obtenus dans le tableau suivant

Chapitre 3 études du point de vue maintenance
32
TBF f(t)% F(t)% λ(t) R(t)
0,002 88,1144 0,1531 0,8825 0,9985
0,006 67,2697 0,4448 0,6757 0,9956
0,073 66,5707 0,4634 0,6688 0,9954
0,077 38,5861 3,5610 0,4001 0,9644
0,078 38,0623 3,7314 0,3954 0,9627
0,085 37,9367 3,7736 0,3942 0,9623
….. ….. …… ..... …..
….. ….. ….. ….. …..
….. ….. ….. ….. …..
567,842 0,0000 100,0000 0,0666 0,0000
Tableau III. 3 : Calcul des paramètres de fiabilité
NB : suite de tableau (Calcul des paramètres de fiabilité) voire annexe
III.2.4.Courbe de la fonction de la densité de probabilité :
Figure III.2 : Courbe de la fonction de la densité de probabilité
-0.2
0
0.2
0.4
0.6
0.8
1
0 100 200 300 400 500 600
f(t)
TBF
Densité de probabilité
Densité de probabilité

Chapitre 3 études du point de vue maintenance
33
Analyse de la courbe f(t) :
Cette fonction nous permet de voir la distribution des défaillances autour de la moyenne de la
tenue du matériel. La distribution de la défaillance suit une loi de weibull ; la densité de
probabilité de défaillance de l’unité(LAC) parfaitement décroissant
III.2.5.Courbe de la fonction de répartition :
Figure III.3 : Courbe de la fonction de répartition
Analyse de la courbe F(t) :
La courbe obtenue est une progression continue dans le temps
La probabilité d’avarie pour un temps égal à la MTBF, F(Ti)=1-R(Ti) et selon l’exemple on à
66,88% de chance pour que l’unité (LAC) subisse un arrêt de production
0
0.2
0.4
0.6
0.8
1
1.2
0 100 200 300 400 500 600
F(t)
TBF
fonction de répartition
fonction de répartition

Chapitre 3 études du point de vue maintenance
34
II.2.6.courbe de la fonction fiabilité :
Figure III. 4 : courbe de la fonction fiabilité
Analyse de la courbe R(t) :
La fiabilité est la fonction principale qui nous informe sur l'état de l’unité au fil du temps.
La fonction de fiabilité est une fonction décroissante c'est-à-dire que quel que soit l'âge, l'état ou les
conditions d'exploitation, la fiabilité diminue inévitablement au fil du temps. Effectivement, le calcul
effectué pour un temps égal à la MTBF, nous a permis de trouver une fiabilité de 33,11% cette valeur,
nous indique que L’unité à une faible fiabilité.
II.2.7.Courbe de la fonction de taux de défaillance :
Figure III.5 : Courbe de la fonction de taux de défaillance
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
0.000 100.000 200.000 300.000 400.000 500.000 600.000
R(t)
TBF
fonction de fiabilité
fonction de fiabilité
0
0.2
0.4
0.6
0.8
1
0.000 100.000 200.000 300.000 400.000 500.000 600.000
TBF
taux de défaillance
taux de défaillance

Chapitre 3 études du point de vue maintenance
35
Analyse de la courbe λ (t) :
Nous avons un taux de défaillance décroissant ce qui signifie que l’unité (LAC) est on période
de jeunesse d’où confirmation de coefficient de forme (β=0,8).
III.2.8. Calcul de disponibilité :
À partir de formule (2.9) ; (2.9.a) et (2.9.b)
TBF D(t)
0,002 0,9997
0,006 0,9989
0,073 0,9865
0,077 0,9858
0,078 0,9856
0,085 0,9844
….. …..
….. …..
….. …..
567,842 0,8148
Tableau III.4 : disponibilité instantané
Figure III.6 : Courbe de la disponibilité
0.8147908
0.8347908
0.8547908
0.8747908
0.8947908
0.9147908
0.9347908
0.9547908
0.9747908
0.9947908
0.000 100.000 200.000 300.000 400.000 500.000 600.000
D(t
)
TBF
fonction de la disponibilité
fonction de la disponibilité

Chapitre 3 études du point de vue maintenance
36
Analyse de la courbe D(t) :
On constate que pour une durée qui est égale au MTBF, la disponibilité du l’unité(LAC) est
égale à 81,56%, ce qui est très favorable pour le fonctionnement, On peut expliquer ça par les
temps d’arrêts qui sont courts.
III.2.10.Calcul de maintenabilité :
À partir de formule (2.10) on à la maintenabilité M(t)=63,21%
TTR MTTR µ M(t)
0,1492 1,1801 0,8474 0,1187
0,1536 1,1801 0,8474 0,1221
0,1586 1,1801 0,8474 0,1258
0,1589 1,1801 0,8474 0,1260
0,1594 1,1801 0,8474 0,1264
0,1600 1,1801 0,8474 0,1268
………… …………. …………. ………….
………… …………. …………. ………….
…………. …………. ………….. ………….
17,7444 1,1801 0,8474 1,0000
Tableau III.5 : Courbe de la Maintenabilité
Figure III.7 : courbe de maintenabilité
0
0.2
0.4
0.6
0.8
1
1.2
0 2 4 6 8 10 12 14 16 18 20
M(t)
TTR
Maintenabilité
maintenabilité

Chapitre 3 études du point de vue maintenance
37
Analyse de la courbe M(t) :
On constate que la courbe de maintenabilité va croître avec la variation des TTR ce qui
justifie la bonne maintenabilité de cette unité.
III.3 Conclusion :
À partir des calculs effectués de l’unité LAC, l’indicateur significatif est le niveau de fiabilité
remarquablement faible. (33.11%). Nous pouvons affiner notre étude statistique sur la
servovalve ; comme étant un dispositif stratégique au bon fonctionnement de l’installation.

Problématique :
L’approche du point de vue maintenance de l’unité LAC, nous a renseigne sur les
indicateurs de maintenance selon un historique prélever du bureau technique.
Il faut noter, que cette installation a été rénové vu sa vétusté.
Les données, exploitées par le chapitre III, par les méthodes d’approche maintenance,
nous on fait ressortir une évaluation des indicateurs de maintenance à savoir :
-la fiabilité du processus qui estimée à 33.11%
- une disponibilité de 81.56%
- un taux de Défaillance de 17.02*10 ^-1 Pa /h
-un MTBF de + 5 h
Au vu de résultats, il devient tout à fait claire que l’ensemble ”servovalve“ est en cause
de cette faible fiabilité et un MTBF presque insignifiant.
Une approche sur l’ensemble servovalve, dans le but d’apporter des solutions pratique,
ne peut qui augmenter les indicateur de maintenance à un niveau respectable.
A priori, et suivant une première analyse, le problème persistant, se présente au niveau
de la qualité d’huile utilisée.
Nous allons en première lieu, évaluer les indicateurs de maintenance de la servovalve, pour
apporter une analyse critique en vue de déceler les raisons d’un tel taux de défaillance.
Une solution pratique sur la filtration de l’huile hydraulique, sera d’un apport important
pour l’éradication des arrêts fréquents de cet ensemble.

Chapitre 4
Approche maintenance sur la
servovalve

Chapitre 4 Approche maintenance sur la servovalve
38
IV. Généralité sur les distributeurs :
IV.1.Introduction :
Les distributeurs électrohydrauliques combinent un transformateur de puissance
hydraulique/mécanique (vérin, moteur hydraulique) à un organe de dosage par valve
(servovalve) alimenté à pression constante.
La servovalve reçoit le courant de la commande et dose l’énergie hydraulique délivrée au vérin.
Le vérin de son côté transforme l’énergie hydraulique en énergie mécanique et exerce une force
sur les surfaces mobiles afin de les mettre en mouvement. [5]
IV.2.Les déférents types des distributeurs :
IV.2.1.Distributeur proportionnel :
Figure IV.1 : Distributeur proportionnel
Le tiroir de distribution d'un distributeur proportionnel est commandé directement, de manière
progressive, par un ou deux solénoïdes proportionnels. Les solénoïdes proportionnels
constituent l'interface entre l'électronique et l'hydraulique et peuvent faire varier l'effort ou le
déplacement de leur induit proportionnellement aux variations de courant.
En général, le tiroir de distribution est maintenu en position médiane par des ressorts de
rappel lorsque les solénoïdes ne sont pas excités. Leurs performances statiques et dynamiques
étant relativement médiocres, les distributeurs proportionnels sont réservés à des applications
en boucle ouverte. [5]

Chapitre 4 Approche maintenance sur la servovalve
39
IV.2.2.Servodistributeur :
Figure IV.2 : Servodistrubiteur
Un servodistributeur est un distributeur proportionnel dont la position du tiroir est asservie en
position. Le noyau d'un capteur magnétique de type LVDT est solidaire du tiroir de distribution
et fournit une mesure de la position pour la rétroaction. L'asservissement de position du tiroir
permet de minimiser l'influence des perturbations comme les forces de frottements ou la
variation de la température de l'huile et permet ainsi d'obtenir une meilleure répétabilité et une
meilleure précision. Leurs performances dynamiques sont inférieures à celles des servovalves
tandis que leurs caractéristiques statiques sont équivalentes voire quelquefois meilleurs. Les
servodistributeurs sont utilisés aussi bien en boucle fermée qu'en boucle ouverte. [5]
IV.2.3.Servovalve :
Figure IV.3 : servovalve

Chapitre 4 Approche maintenance sur la servovalve
40
Les servovalves constituent le haut de gamme des distributeurs à action proportionnelle. Le
déplacement du tiroir est commandé par l'étage buse-palette. La palette est solidaire à l'armature
mobile d'un moteur-couple dont le déplacement est proportionnel au courant de commande. Le
tiroir de distribution est asservi en position soit avec une contre-réaction électrique (capteur
LVDT), soit avec une contre-réaction mécanique (la palette est reliée au tiroir par une tige
flexible). [5]
IV.3.Difinition d’une servovalve :
La servovalve électrohydraulique est un organe de contrôle proportionnel d’un débit et/ou
d’une pression hydraulique à sa sortie, modulé par un signal de commande électrique à son
entrée, afin de doser la puissance délivrée au récepteur hydraulique.
Elle est également un amplificateur de puissance d’un rapport d’amplification très élevé.
Par exemple, pour une servovalve de courant nominal 7.5 mA, résistance de bobine 400 W,
débit nominal 150 L/min, perte de charge 200 bar, la puissance de commande est de 22.5 m W
alors que la puissance contrôlée est de 50 kW [6]
Source de puissance hydraulique
Puissance électrique courant I pression P Puissance hydraulique
Commande (22.5mW) Tension U Débit Q Contrôlée (50kw)
IV.3.1Classification de la servovalve :
La servovalve à plusieurs étages hydrauliques est classifiée en deux catégories : les servovalves
« en débit » et les servovalves « en pression » selon la nature du paramètre hydraulique contrôlé
à sa sortie. Par ailleurs, la servovalve électrohydraulique est constituée d’un étage électrique et
d’un ou plusieurs étages hydrauliques, qui assurent la progressivité du débit et /ou de la pression,
proportionnellement à la commande électrique. Ainsi, la classification de la servovalve peut
être étendue selon la nature et le nombre des étages hydrauliques. Une architecture générale de
la servovalve peut être représentée par le schéma suivant : [6]
Servovalve

Chapitre 4 Approche maintenance sur la servovalve
41
Figure IV.4 : Architecture générale d’une servovalve
IV.3.2.Architecture d’une servovalve à deux étages :
Une servovalve à deux étages comporte généralement un organe électrique (moteur électrique),
un étage hydraulique pilote (étage d’amplification) et un étage hydraulique de puissance (étage
de distribution) avec un système de rétroaction (asservissement en position), qui sont présentés
dans la Figure [5]
Figure.IV.5 : Architecture d’une servovalve à deux étages

Chapitre 4 Approche maintenance sur la servovalve
42
Les différentes parties de la servovalve sont :
Moteur électrique :
C’est l’interface entre l’électronique de commande et le pilotage des étages hydrauliques.
Généralement, c’est un moteur électromagnétique «sec», c’est à dire qu’il n’a pas de contact
avec le fluide. Cette solution permet d’éliminer la magnétisation des particules dans le fluide,
et donc le risque de contamination dans le moteur.
Etage hydraulique pilote :
Cet étage d’amplification d’effort sert à piloter le distributeur de puissance. Plusieurs types sont
distingués selon leur principe de fonctionnement, parmi lesquels :
Buse/Palette : ce genre de système est facile à concevoir mais sensible à la pollution
qui produit une panne critique (embarquement de l’actionneur).
Jet oscillant (injecteur-buse) : ce type d’étage est difficile à concevoir et plus résistant
à la pollution qui produit une panne moins critique (perte de performance de
l’asservissement en position de l’actionneur).
Déflecteur (jet dévié) : cette technologie a permis à son concepteur de contourner le
brevet de jet oscillant. L’effet de pollution est similaire à celui de la technologie jet
oscillant.
Figure IV.6 : les différents types de pilotages
Etage hydraulique de puissance :
Il est chargé de distribuer les débits à la charge (vérin). Parmi les différentes technologies le
tiroir cylindrique à arrêts vives s’est imposé par la plupart des applications.

Chapitre 4 Approche maintenance sur la servovalve
43
Dispositif de rétroaction :
C’est un système qui asservit la position du tiroir à la commande de la servovalve. Le ressort
de rétroaction mécanique engendre sur le moteur couple un couple qui vient se soustraire à
l’action de commande.
IV.3.3.Les différents types de la servovalve :
Nous allons présenter les trois différents types de la servovalve (selon le principe du premier
étage).
Servovalve à buse-palette : [6]
Le fonctionnement de la servovalve à buse-palette est expliqué en représentant la servovalve
Figure IV.7 : Servovalve de type buse-palette
Le premier étage est composé d’une palette et deux buses. La palette est rigidement fixée à
l’armature et supportée par un tube flexible. Le moteur électromagnétique compose deux
aimants permanents et une armature sur laquelle sont fixées symétriquement deux bobines.
L’armature et la palette sont montées en liaison pivot réalisée par le tube flexible.
Lorsqu’il n’y pas de courant de commande, la palette est centrée et la pression différentielle de
pilotage est nulle. Lorsque la servovalve reçoit la commande, le courant provoque un couple
électromagnétique sur l’armature qui entraîne le déplacement de la palette entre les buses. La
résistance hydraulique des orifices variables est modifiée, produisant une pression différentielle
de pilotage. Sous l’effet de cette pression le tiroir se déplace jusqu’à l’équilibre de l’armature
qui est soumise à un couple engendré par l’aiguille de rétroaction.

Chapitre 4 Approche maintenance sur la servovalve
44
En pratique, pour assurer la linéarité de la servovalve, la pression différentielle délivrée par
l’étage amplificateur est proportionnelle au courant de commande. [6]
Servovalve de type jet pipe :
Le principe général est identique à la servovalve à buse-palette mais ce type diffère de la
précédente par l’étage de pilotage. L’injecteur produit un jet fluide dirigé vers les orifices
récepteurs qui transforment la pression dynamique du jet en pression statique de pilotage. [6]
Figure IV.8 : Servovalve type jet pipe
Servovalve à déflecteur
L’injecteur est fixé et le jet est orienté par un déviateur mobile.
IV.3.4 Caractéristiques :
Une servovalve est caractérisée par le nombre d’orifices, le nombre de positions, la nature de
la commande, le débit et la pression maximale admissible.
IV.3.5 Symbolisation :
La symbolisation se réalise en 2 étapes :
- Construction du symbole de base (nombres d'orifices, nombres de positions).
- Représentation du type de commande.

Chapitre 4 Approche maintenance sur la servovalve
45
Exemple :
P : arrivée de pression
R : retour au réservoir
A et B : utilisations
La position de centre d’une servovalve 4 orifices et 3 positions :
IV.4. Etude FMD de la servovalve type REXROTH :
IV.4.1.Description de l’installation : 2
3 5
1 4
Figure IV.9 : servovalve rexroth

Chapitre 4 Approche maintenance sur la servovalve
46
Rang Désignation Fonction
1 Servovalve Régulateur de position
2 Accumulateur Stocker l’énergie hydraulique et la restituer en cas de
besoin
3 Distributeur simple Distribuer la puissance hydraulique au vérin
4 Clapet anti-retour Autoriser le passage du fluide dans un seul sens
5 Manomètre Indiquer la valeur de la pression
Tableau IV.1 : désignation de l’installation
Données techniques : [7]
Fabricant Rexroth
Type 4WSE2ED10-5X/75315K31EV
Série 5X
Debit nominal 75 bars
Pression max 315 bars
Chute de pression 35 bars
Tension ±15v
Température de fluide -20 à + 80
Fluide hydraulique selon DIN 51 524 HFD
Degré de pollution maxi admissible du fluide
selon DIN
3μ
Tableau IV.2: données technique
Codification:[7]
Type : 4WSE2ED10-5X/75315K31EV
4WSE2E : servovalve à 2étages à commande électrique en version 4 voies avec électronique
intégrée
D : rétroaction 2 étage
10 : série 50 à 59 (calibre 45)
5x : calibre 45

Chapitre 4 Approche maintenance sur la servovalve
47
75 : débit nominal (L/min)
315 : pression max (bars)
K31 raccordement électrique
E : recouvrement au tiroir 0 à 0.5%
V : joint pour l’huile
IV.4.2.Description fonctionnelle de la servovalve rexroth :
Les servovalves du type rexroth sont des servovalves à 2 étages à commande électrique, avec
impact de raccordement selon DIN 24 340. Elles sont principalement utilisées pour des
asservissements de position, d’effort ou de pression et de vitesse.
Elles se composent essentiellement d’une valve de pilotage à 2 étages de type 4WS2EM 6, d’un
capteur de position inductif et d’une électronique intégrée.
La valve de pilotage se compose du moteur-couple, de l’amplificateur hydraulique (système
buse-palette) et du tiroir de pilotage placé dans une chemise et relié au moteur-couple par une
contre-réaction mécanique. [7]
L’application d’un signal d’entrée électrique aux bobines du moteur-couple provoque la
génération d’une force sur le noyau par un électroaimant permanent ; cette force, combinée au
tube flexible, génère un couple de rotation, ce qui pour effet de déplacer la palette, reliée par un
goujon au tube, hors de sa position médiane, entre les buses variables. Il se produit alors sur les
faces frontales du tiroir de pilotage une différence de pression qui modifié la position du tiroir,
l’orifice de refoulement étant ainsi mis en communication avec l’un des orifices du récepteur,
l’autre orifice du récepteur étant mis simultanément en communication avec le retour.
Un ressort souple (contre-réaction mécanique) relie le tiroir de pilotage à la palette ou au
moteur-couple. Le tiroir modifie sa position jusqu’à ce que le couple de rotation de la contre-
réaction constaté sur le ressort souple et le couple de rotation électromagnétique du moteur-
couple s’équilibrent et que la différence de pression au système buses-palette soit nulle.
Ainsi, la course du tiroir de pilotage, donc le débit de la valve pilote sont régulés d’entrée
électrique. [7]
Dans l’étage principal est commandé par la valve pilote et sa position est lue par un capteur est
comparé par l’électronique intégrée à la valeur prescrite. L’écart éventuel de l’asservissement
est amplifié électriquement et envoyé à la valve pilote sous forme de signal de commande. La
valve pilote étant sollicitée, le tiroir principal prend une nouvelle position.

Chapitre 4 Approche maintenance sur la servovalve
48
Ainsi, la course du tiroir principal, donc le débit de la servovalve sont régulés
proportionnellement à la valeur prescrite. Tenir compte du fait que le débit dépend de la
différence de pression à la valve.
Le point zéro de la valve peut être réglé sur un potentiomètre accessible de l’extérieur.
Figure IV.10 : coupe de servovalve rexroth type 4WS2EM 6
IV.4.3.Nomenclatire de la servovalve rexroth 4WS2EM 6 : [7]
1-moteur couple 7-déplacement de la palette
2-amplificateur hydraulique (system buse-palette) 8-position médiane de la palette
3-tiroir de pilotage 9-ressort souple (contre-réaction)
4-bobines moteur couple 10-tiroir principal
5-noyau 11-capteur inductif de position
6-tube flexible 12-électronique intégrée

Chapitre 4 Approche maintenance sur la servovalve
49
IV.4.4 Les récepteurs hydrauliques
Un vérin hydraulique est un actionneur qui permet de transformer l'énergie hydraulique de
l'huile en un travail mécanique. Il est soumis à des pressions d'huile qui permettent d'obtenir
des mouvements.
Le comportement dynamique d'un vérin dépend de l'évolution des pressions dans ses deux
chambres
On distingue :
- Les récepteurs pour mouvement de translation
- Les récepteurs pour mouvement de rotation
IV.4.4.1 Les vérins :
Définition :
Un vérin est l’élément récepteur de l’énergie dans un circuit hydraulique. Il permet de
Développer un effort très important avec une vitesse très précise.
IV.4.4.2 Description fonctionnelle
Les Loopers sont arrangés à la sortie de toutes les cages F1 à F5 ; ils contrôlent la tension de la
bande tout en la guidant.
Entre les cages F1 à F5 le matériau est stocké sous forme de boucles pour compenser des
changements de la tension de bande et de différences de vitesse de laminage entre les cages.
Ces boucles sont crées pour déflexion de la bande à l’aide du Looper. Le Looper est commandé
par un vérin hydraulique.
Pendant que la cage continue à laminer la bande, le rouleau Looper soulève la bande sortante
pour qu’une boucle puisse se former entre les différentes cages. De cette manière le Looper
permet de maintenir la tension entre-cages dans les limites spécifiées. [1]

Chapitre 4 Approche maintenance sur la servovalve
50
Les Loopers entre-cages sont destinés à fournir les informations pour les régulateurs de vitesse
des cages concernées en ce qui concerne la vitesse relative effective entre la sortie de la cage
précédente et l’entrée de la cage suivante.
Les Loopers commandent aussi la tension entre-cages de la bande à une valeur consigne. Ils
évitent des fluctuations de largeur de bande suite à la tension.
En plus ils représentent des tampons entre cages, qui sont nécessaires à cause d’irrégularités de
flux de matériaux. L’angle d’inclinaison du Looper est limité par un contrôle de position, et
quand ce point est atteint, le système automatique commute de contrôle de tension à contrôle
de vitesse. Cette augmentation de l’angle d’inclinaison doit être corrigée par la commande de
vitesse. Cette correction se fait par un changement de vitesse de la cage précédente. [1]
Looper
Vérin
Figure IV.11 : Looper
Figure IV.12 : Cage finisseuse
Looper

Chapitre 4 Approche maintenance sur la servovalve
51
IV.4.4.3 Description constructive
Rouleau Looper : des manchons insérés dans le cylindre en acier, cylindres montés
dans des paliers anti-friction, sans entraînement, avec refroidissement à eau interne.
Vérin hydraulique : la table est basculée par un vérin hydraulique, le vérin agit sur la
table Looper à travers un levier. Le vérin est monté dans un cadre du côté opérateur de
la cage.
IV.4.4.4 Données technologiques : [1]
Nombre 5 pièces situées à la sortie F1 à F5
Angle d’inclinaison 51°
Rayon de basculement 750mm
Diamètre rouleaux 300mm
Longueur du cylindre 1700mm
Tableau IV.3 : données technologique
IV.4.5 Etude pratique sur notre machine :
IV.4.5.1 Historique des pannes : [1]
Description date et heure début d'arrêt Date et heure fin d'arrêt
défaut température 290 bar bob 20/03/2014 11:40 20/03/2014 13:00
Elimination fuite hyd 290 bar fin F3 22/03/2014 09:00 22/03/2014 10:00
int méc sur looper 2 25/03/2014 06:50 25/03/2014 08:20
Déclenchement centrale 290 bob T°C 29/03/2014 19:00 29/03/2014 19:20
descente LOOPER 3 06/04/2014 21:45 06/04/2014 22:00
manque fonctionnement LOOPER 1 07/04/2014 01:15 07/04/2014 01:30
déclenchement 290 bob niveau bas 08/04/2014 06:00 08/04/2014 06:10
perturbation LOOPER 2 08/04/2014 19:50 08/04/2014 20:00
perturbation LOOPER 1 15/04/2014 10:40 15/04/2014 12:25
descente LOOPER 1 en charge 16/04/2014 07:55 16/04/2014 08:45
Mauvais fonctionnement LOOPER 5 04/06/2014 10:50 04/06/2014 14:30
Tableau IV.4 : historique des pannes

Chapitre 4 Approche maintenance sur la servovalve
52
IV.4.5.2 Classement des TBF et calcul de F (Ti) :
À partir de l’historique des pannes de l’unité on a les TBF de la servovalve suivent :
Rang TBF Ni ∑Ni F (ti) F (ti)%
1 3,2433 1 1 0,1 10
2 13,6694 1 2 0,2 20
3 19,5114 1 3 0,3 30
4 28,4897 1 4 0,4 40
5 43,9989 1 5 0,5 50
6 68,8411 1 6 0,6 60
7 106,6656 1 7 0,7 70
8 158,6614 1 8 0,8 80
9 194,4253 1 9 0,9 90
10 1178,069 1 10 1 100
Tableau IV.5 : Temps de bon fonctionnement de la servovalve
IV.4.5.3 estimation des paramètres de la loi de Weibull ( , , )
On utilise la méthode graphique, qui utilise un papier à échelle fonctionnelle dit papier de
wiibull ou (graphique d’ALAIN PLAIT), après avoir le rapport des valeurs TBF (i) F(ti) sur le
papier de weibull ont obtenu un droite .

Chapitre 4 Approche maintenance sur la servovalve
53
Figure IV.13 : la courbe de weibull (servovalve)
D’après ce graphe on peut avoir les paramètres de weibull pour calculer par la suite les
principaux indicateurs de maintenance ; comme, fiabilité, maintenabilité, disponibilité. Suite à
la lecture on a :
= 0,7 = 273,474(h) γ=0 MTBF =345,6167(h)
: C’est le paramètre de weibull et ce paramètre et le résultat de croisement la droite avec le
deuxième axe des Y.

Chapitre 4 Approche maintenance sur la servovalve
54
μ : c’est le paramètre de l’échelle et il est le résultat du croisement de la droite avec le 2eme
axe des X
IV.4.5.4 Application du test de Kolmogorov- Smirnov :
À partir des formules (2.2) ; (2.14) et (2.15) on fait calculé les fonctions du teste de
Kolmogorov- Smirnov.
TBF Ni ∑Ni F(ti) théorique F(t) réel Dn
3,2433 1 1 0,0673 0,0439 0,0234
13,6694 1 2 0,1635 0,1156 0,0479
19,5114 1 3 0,2596 0,1457 0,1139
28,4897 1 4 0,3558 0,1856 0,1702
43,9989 1 5 0,4519 0,243 0,209
68,8411 1 6 0,5481 0,3167 0,2314
106,6656 1 7 0,6442 0,4039 0,2403
158,6614 1 8 0,7404 0,495 0,2454
194,4253 1 9 0,8365 0,545 0,2915
1178,0694 1 10 0,9327 0,9379 0,0052
Tableau. IV.6 : représentation point par point KOLMOGROV- SMIRNOV
Résultat du test
D n, max = 0.2915
D n, =D345.6167, 0,05 = 1,36
D n, Dn, max.
Alors le modèle choisi est valide ce qui signifie que notre distribution obéit au modèle de
Weibull.
IV.4.5.5 calcul des paramètres de fiabilité :
À partir de formules (2.1) (2.2) (2.3) (2.4) dans le chapitre III on évalue les différentes valeurs
de f (ti), R (ti), F (ti) et λ (ti) en fonction des TBF. On porte les résultats obtenus dans le tableau
suivant :

Chapitre 4 Approche maintenance sur la servovalve
55
TBF f(t)% R(t) F(t)% λ (ti)
3,2433 0,92571 0,95613 4,3868 0,00968
13,6694 0,55616 0,88444 11,5556 0,00629
19,5114 0,48279 0,85425 14,5748 0,00565
28,4897 0,41085 0,81438 18,5617 0,00504
43,9989 0,33523 0,75704 24,2957 0,00443
68,8411 0,26457 0,68334 31,6659 0,00387
106,666 0,20238 0,5961 40,3895 0,0034
158,661 0,15221 0,50505 49,4954 0,00301
194,425 0,129 0,45495 54,5048 0,00284
1178,07 0,01025 0,06206 93,7935 0,00165
Tableau. IV.7 : Calcul des paramètres de fiabilité
IV.4.5.6 Courbe de la fonction de la densité de probabilité :
Figure IV.14 : Courbe de la fonction de la densité de probabilité
Analyse de la courbe f(t) :
Pour le graphique de la densité de probabilité, le point remarquable est f(t) =0.0092. C’est le
point où il y a une forte chance d’voire une avarie.
0
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
0.009
0.01
0.0000 200.0000 400.0000 600.0000 800.0000 1000.0000 1200.0000 1400.0000
f(t)
TBF
Densité de probabilité
Densité de probabilité

Chapitre 4 Approche maintenance sur la servovalve
56
IV.4.5.7 Courbe de la fonction de répartition :
Figure IV. 15 : Courbe de la fonction de répartition
IV.4.5.8 courbe de la fonction fiabilité :
Figure IV.16 : courbe de la fonction fiabilité
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0.0000 200.0000 400.0000 600.0000 800.0000 1000.0000 1200.0000 1400.0000
F(t)
TBF
fonction de répartition
fonction de répartition
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0.0000 200.0000 400.0000 600.0000 800.0000 1000.0000 1200.0000 1400.0000
R(t
)
TBF
fonction de fiabilité
fonction de fiabilité
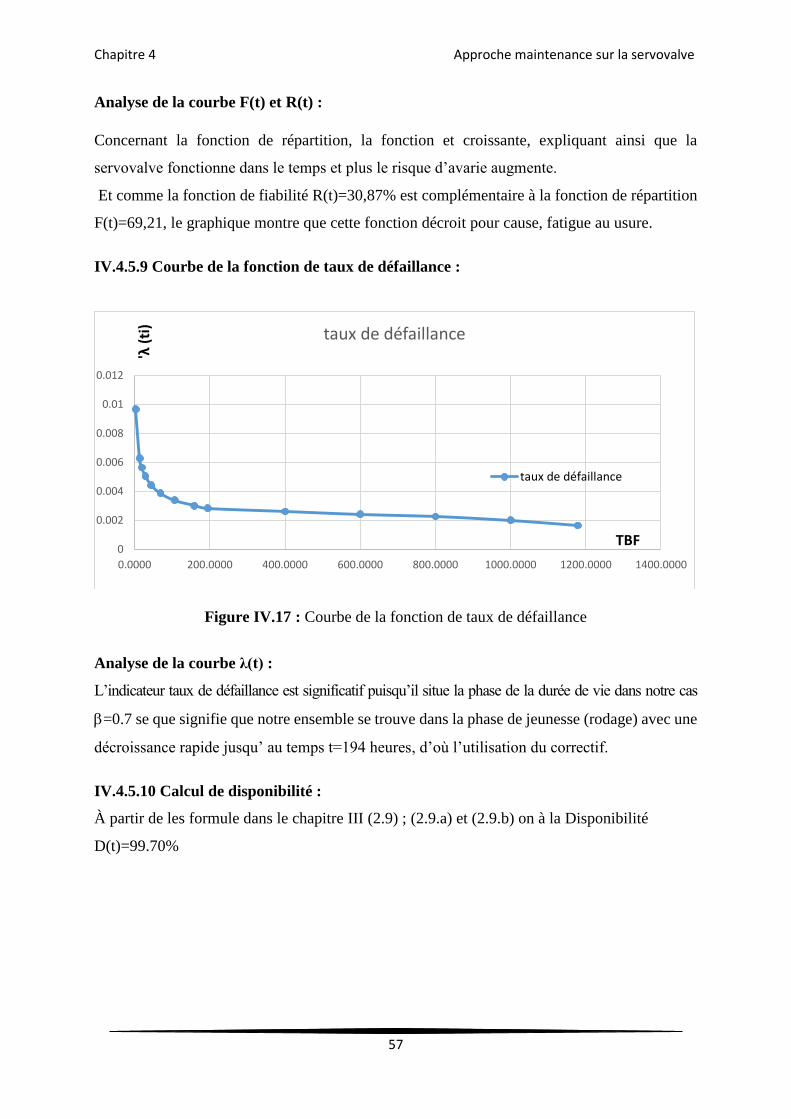
Chapitre 4 Approche maintenance sur la servovalve
57
Analyse de la courbe F(t) et R(t) :
Concernant la fonction de répartition, la fonction et croissante, expliquant ainsi que la
servovalve fonctionne dans le temps et plus le risque d’avarie augmente.
Et comme la fonction de fiabilité R(t)=30,87% est complémentaire à la fonction de répartition
F(t)=69,21, le graphique montre que cette fonction décroit pour cause, fatigue au usure.
IV.4.5.9 Courbe de la fonction de taux de défaillance :
Figure IV.17 : Courbe de la fonction de taux de défaillance
Analyse de la courbe λ(t) :
L’indicateur taux de défaillance est significatif puisqu’il situe la phase de la durée de vie dans notre cas
=0.7 se que signifie que notre ensemble se trouve dans la phase de jeunesse (rodage) avec une
décroissance rapide jusqu’ au temps t=194 heures, d’où l’utilisation du correctif.
IV.4.5.10 Calcul de disponibilité :
À partir de les formule dans le chapitre III (2.9) ; (2.9.a) et (2.9.b) on à la Disponibilité
D(t)=99.70%
0
0.002
0.004
0.006
0.008
0.01
0.012
0.0000 200.0000 400.0000 600.0000 800.0000 1000.0000 1200.0000 1400.0000
'λ (
ti)
TBF
taux de défaillance
taux de défaillance

Chapitre 4 Approche maintenance sur la servovalve
58
MTTR MTBF μ λ D(t)
1,0234 345,6168 0,977135 0,002893 0,997171
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
1,0234 345,6168 0,977135 0,002893 0,997048
TableauIV.8 : disponibilité instantané
FigureIV.18 : Courbe de la disponibilité
Analyse de la courbe D(t) :
La courbe représentant la disponibilité, décroit, et c’est tout à fait normal puisque plus notre
système fonctionne dans le temps et plus des avaries apparaissent diminuant ainsi la
disponibilité décroit.
IV.4.5.11 Calcul de maintenabilité :
À partir de formule (2.10) on à la maintenabilité M(t) = 63,21%
0.99702
0.99704
0.99706
0.99708
0.9971
0.99712
0.99714
0.99716
0.99718
0.0000 200.0000 400.0000 600.0000 800.0000 1000.0000 1200.0000 1400.0000
D(t
)
TBF
courbe de Disponibilité
fonction de disponibilité

Chapitre 4 Approche maintenance sur la servovalve
59
TTR MTTR µ M(t)
0,1719 1,0234 0,9771 0,1547
0,1725 1,0234 0,9771 0,1551
0,2478 1,0234 0,9771 0,215
0,2564 1,0234 0,9771 0,2216
0,3347 1,0234 0,9771 0,279
0,8356 1,0234 0,9771 0,558
0,9939 1,0234 0,9771 0,6214
1,3392 1,0234 0,9771 0,7298
1,4897 1,0234 0,9771 0,7668
1,7419 1,0234 0,9771 0,8177
3,6742 1,0234 0,9771 0,9724
Tableau.IV.9 : Courbe de la Maintenabilité
FigureIV.19 : courbe de maintenabilité
Analyse de la courbe :
Les temps de réparation en théorie doivent être à leur minimum possible. L’allure de la courbe
est croissante.
Plus les temps technique de réparation, augmente et plus la maintenabilité augmente.
0
0.2
0.4
0.6
0.8
1
1.2
0.0000 0.5000 1.0000 1.5000 2.0000 2.5000 3.0000 3.5000 4.0000
M(t
)
TTR
Maintenabilité
maintenabilité

Chapitre 4 Approche maintenance sur la servovalve
60
IV.6 Conclusion :
Cette partie nous a permis d’évaluer les indicateurs de maintenance et ce pour faire ressortir
les actions à entreprendre dans l’objectif d’une amélioration de notre système servovalve. La
périodicité (345 Heures) pour une fiabilité de 30.11% actuelle.
Notre objectif serait de garder notre système à une fiabilité avoisinant les 70%. Pour cela, le
temps systématique d’intervention au niveau de la servovalve s’effectuera à Tsyst = 62 heures ;
périodicité d’intervention systématique ; indiquée en périodicité dans la gamme d’entretien
préventif conditionnelle ; (tableau V.1).

Chapitre 5
Amélioration de la conception du circuit
hydraulique de la servovalve

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
61
V.1 Introduction :
Dans 70 à 80% des cas, les pannes survenants dans les circuits hydrauliques peuvent être
imputées à un mauvais procédé de lubrification ou qualité du fluide.
La filtration de l’huile est obligatoire pour éviter une détérioration du matériel. En effet, les
impuretés présentes dans le fluide, engendrent une pollution de l’huile, provoquant des
détériorations de surfaces en contact.
Une filtration efficace réduira donc les causes de pannes et par là-même les temps d’arrêt
machine. De plus, les composants travaillant dans un environnement plus propice, auront une
durée de vie plus grande. [12]
V.2 Définition du fluide (huile) :
Un fluide hydraulique (ou huile hydraulique) est une huile minérale incompressible capable de
transmettre rapidement l'énergie de la pompe aux récepteurs. Cette propriété en fait un vecteur
de force : il s'agit donc d'un fluide fonctionnel. De plus, parce que c'est un fluide visqueux, le
fluide hydraulique assure la lubrification des composants métalliques (pompe hydraulique,
distributeurs, vérins).
La qualité des fluides hydrauliques doit prendre en compte plusieurs éléments : le pouvoir de
lubrification, le coefficient de transfert de chaleur, le pouvoir anti-usure ; et la bonne résistance
au feu. Cette combinaison permet d'augmenter la durée de vie des composants du système
hydraulique, donc de réduire les coûts de maintenance.
V.3 Les différents types d’huile :
V.3.1 Huile minérale :
Elle est obtenue à partir de pétrole brut. Des additifs ou diluants sont ajoutés. Ce sont des
substances qui donnent à l'huile les propriétés souhaitées ou qui renforcent les propriétés
favorables existantes :
• une meilleure protection contre l'oxydation,
• un meilleur pouvoir de séparation de l'air,
• une meilleure résistance à l'usure.
L'huile minérale convient pour tous les systèmes hydrauliques, des systèmes peu sollicités aux
systèmes très fortement sollicités.

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
62
V.3.2 Fluides difficilement inflammables :
Pour des raisons de sécurité, ces fluides sont employés dans des lieux caractérisés par un risque
d'explosion.
V.3.3 Fluides biodégradables :
Ces huiles écologiques s'utilisent de plus en plus comme fluides hydrauliques.
V.4 Les principales missions d’un fluide :
-Transmission de la puissance
-Lubrification, graissage des composants
-Protection contre la corrosion
-Transfert de chaleur du système au réservoir
-Transport des impuretés
V.5 La pollution :
En effet, les composants hydrauliques ont une forte sensibilité aux polluants, qu'ils soient
solides (joints, limaille, papier et autres fibres), liquide (eau et produits chimiques), gazeux (air).
Toutes les formes de pollution nuisent au fonctionnement de l'installation, réduisent son
espérance de vie. Il faut donc prendre des précautions, notamment lors du remplissage du
réservoir : lors de cette opération, toutes les particules contenues dans l'air s'introduisent dans
le système, même si vous utilisez un groupe de remplissage. Il est préférable d'installer un
coupleur de remplissage sur la centrale hydraulique, qui relié au groupe de remplissage, a pour
avantage de ne laisser passer que l'huile.[10]
V.6 Les différentes sources de pollution :
V.6.1 La pollution de fabrication
Elle concerne la pénétration de particules solides au moment de la réparation du système
hydraulique. Pendant le montage, les travaux de soudure, de peinture, le montage des
composants, et parfois la négligence, introduisent des particules solides. Si aucun rinçage n'est
effectué, les composants seront rapidement soumis à l'usure, et le système, a des pannes
prématurées.
V.6.2 La pollution extérieure
Il s'agit de tout ce que peut contenir l'environnement et l'atmosphère de votre installation
hydraulique. Les particules solides, l'eau, mais également l'air.
Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
63
Mouvements d'huile dans le réservoir
Joints d'arbres
Joints de tiges de vérins
Joints de couvercle
V.6.3 Pollution de maintenance
Elle concerne la pollution due à une manipulation humaine sur le système hydraulique.
Démontage et remontage des composants
Changements des flexibles
Vidange et remplissage du réservoir
V.7 Les filtres :
Les filtres destinés à l’épuration des liquides et des gaz dans les secteurs industrielles, doivent
respecter des cahiers des charges qui sont de plus en plus sévères en ce qui concerne l’efficacité,
la perte de charge, la durée de vie et l’encombrement. La qualité du filtre repose donc sur un
choix judicieux du type de media filtrant ainsi que sur l’optimisation de la géométrie du filtre.[9]
Figure V.1 : filtres d’huile
V.8 Principe de fonctionnement :
Une cellule filtrante se compose d’un cadre ou d’une armature qui est en acier galvanisé ou
inoxydable (cas des filtres standards placés dans les réseaux de ventilation à l’intérieur de
caissons de filtration) et parfois en polymères, dans le cas des cartouches filtrantes d’enceintes
types boîtes à gants ou des filtres incinérables. Le lut est un produit placé à l’intérieur du cadre

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
64
afin d’assurer l’étanchéité entre le médium filtrant et l’armature ; ce lut est en matière minérale
ou en matière plastique (chlorure de polyvinyle, polyuréthane, silicone), les joints d’étanchéité
amont/aval placés autour de l’armature étant en néoprène, fibres de verre ou silicone. Le
médium filtrant utilisé est à base de fibres de verre.
FigureV.2 : Vue éclatée d’un filtre
V.9 Porosité du filtre :
Les filtres pour installations hydrauliques sont gradués selon la grosseur des particules qu'ils
sont capables de retenir. Par exemple, un filtre de 10 μm (micromètres) est un filtre pouvant
retenir des particules supérieures à 10 μm. [11]
Il y a différents paramètres pour indiquer la finesse du filtre
V.9.1 Le seuil absolu de filtration : est la dimension maximale de la plus grosse particule
sphérique qui peut passer à travers des pores du filtre.
V.9.2 Le seuil nominal de filtration : est défini par une dimension de particules retenues après
plusieurs passages.
Carte
r
Ressort
Clapet de dérivation
Cadre intérieur
Couvercle
Garniture d’étanchéité
Clapet anti-retour
Cote brut
Elément filtrant
En papier spécial
Clapet anti-retour
cote filtre

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
65
V.9.3 La porosité moyenne : est la mesure pour la grandeur moyenne des pores d’un élément
filtrant
V.9.4 La valeur β : donne le rapport entre le nombre de particules d’une certaine dimension en
amont du filtre et celui en aval.
V.10 Sélection d’un filtre :
Le choix du filtre et de ses dimensions dépend des conditions techniques suivantes :
- Du type d’installation.
- De la pression de l’installation.
- Du débit d’huile au passage par l’installation.
V.11 Emplacement des filtres :
Dans un souci d’efficacité de la filtration, il faut alors se poser la question sur le meilleur
emplacement possible pour installer un filtre dès lors que toutes les autres dispositions de
prévention de la pollution ont été prises (suppression des pollutions dues aux manipulations, au
transport et à la filtration de l’air aspiré par le réservoir). [11]
V.11.1 Filtrage à l’aspiration (avant la pompe) :
Cette disposition beaucoup utilisée est cependant déconseillée. Le filtre générant une perte de
charge supplémentaire à l’aspiration, sa filtration ne peut être que grossière (100 à 125μm),
donc peu efficace car un filtrage trop fin freinerait l’aspiration. De plus, ce filtre étant immergé
dans le réservoir, il est facile d’en oublier la présence lors des opérations de maintenance.
Un colmatage (« bouchage ») de ce filtre peut avoir des conséquences graves sur la durée de
vie des pompes en engendrant des phénomènes de cavitation.
FigureV.3 : filtre d’aspiration

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
66
V.11.2 Filtrage au refoulement (juste après la pompe) :
Le filtre de refoulement ou filtre haute pression est placé dans la partie haute pression (conduite
de refoulement) du système hydraulique. Ce filtre, qui peut avoir un maillage très fin, retient
toutes les impuretés sortant de la pompe. Il est principalement placé dans des installations
comptant un grand nombre de clapets et est nécessaire dans des servo-systèmes.
V.11.3 Filtrage sur le retour :
Tous les retours sont filtrés, ce qui permet un nettoyage de l’huile, mais la protection des
appareils contre les particules contenues dans le réservoir n’est pas assurée.
En revanche, toutes les particules émises par les composants (vérins, distributeurs) sont arrêtées
par ces filtres. [11]
Il faut faire attention au dimensionnement de ces filtres en termes de débit et il est fortement
conseillé de les équiper de clapets « by-pass » afin d’éviter toute surpression dans le circuit en
cas de colmatage.
V.11.4 Filtrage en recirculation :
Il s’agit d’un circuit parallèle au circuit principal dont l’objectif unique est la filtration. On
installe donc un groupe motopompe et un filtre, indépendants du circuit principal, dont le seul
but est de filtrer le fluide.
Cette solution est très efficace mais ne dispense pas l’installation de filtres dans le circuit
principal.
De cette manière, le fluide est filtré en continu.
V.12 L’efficacité de filtration :
La capacité d’un filtre à pouvoir capturer des particules est généralement exprimée en termes
d’efficacité de filtration E. L’efficacité de filtration E pour un filtre d’épaisseur Z est donnée
par : [8]
(1.1)
où Ce et Cs sont les concentrations en particules pour une taille donnée respectivement à
l’amont et à l’aval du média filtrant.

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
67
Dans l’industrie, l’efficacité du filtre est souvent mesurée en considérant le rapport de filtration
β qui est défini comme étant le rapport de la concentration pour un diamètre de particules dp
donné à l’amont du filtre sur la concentration en particules de même taille à l’aval du filtre :[8]
(1.2)
Le rapport de filtration est directement lié à l’efficacité fractionnelle du filtre par la relation :[8]
(1.3)
Ainsi, pour de très grandes valeurs du rapport de filtration l’efficacité correspondante est proche
de 1. Les spécifications sont en général très sévères en ce qui concerne l’efficacité de filtration
qui est considérée comme le paramètre clé permettant de juger de la qualité du filtre. Sur le
marché, différentes classes de filtres sont proposées en fonction de leur efficacité, allant des
filtres à efficacité moyenne aux filtres à très haute efficacité.
V.13 Le choix d’un filtre :
V.13.1 Calcule de choix du filtre :
Débit d’entrée du filtre :
Le taux de la rétention : β ≥ 0,75 [7] on prend β = 0,80
Dédit nominale =75 L/min
Qef = 𝑄𝑛𝑜𝑚𝑖𝑛𝑎𝑙
0,80 Qef =
750,80
= 93.75 L/min
L’efficacité du filtre en quantité :
𝐸 =𝐶𝑒−𝐶𝑠
Ce
Si on vise une efficacité de 99% = E, est les concentrations des particules causant les
contaminations estimée à ce = 2% à 5% et selon la capacité du réservoir de 250 L, on aura, pour
= 2.5%.

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
68
Ce =𝑣 0.025
100 = 0,0625 l = 625. 10-7kg = 625. 10-4 g
Ce =625.10-4g
Ce –Cs = E .Ce Cs = Ce - E. Ce C s= Ce (1- E)
Cs =6.25.10-4g
On peut vérifier l’efficacité par la fourmille :
E = 1 −1
𝛽
E=0.9875 qui se rapproche de E=0.99
Le qui nous oblige à choisir un filtre hydraulique qui permet un passage de particules nocives
à notre servovalve, une quantité de Cs =6,25.10-4 g
V.13.2 Gamme de maintenance préventive conditionnelle :
L’approche sur le choix d’un filtre installé en amont, est choisie pour une filtration de l’huile
hydraulique.
Nous avons constaté, au cours de notre stage, que l’huile actuellement utilisé présente des
particules, engendrant des disfonctionnements de la servovalve.
La qualité de l’huile hydraulique est un facteur primordial pour assurer un bon fonctionnement
et une durée de vie appréciable
A l’arrêt de la servovalve, il est actuellement, indispensable l’intervention, des technicien
Almands pour sa réhabilitation, la contamination de l’huile entraine la perte du point zéro,
repaire pour le positionnement du Looper.
La deuxième proposition consiste à établir une gamme d’entretien des principaux éléments de
la servovalve qui peuvent éventuellement dégrader
L’état de cette dernière :

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
69
N° Désignations des
opérations
périodicité Consommable Outillage Personnel Durée
1 Rinçage Avent
mise en
service
/ / Hydraulicien 15min
2 Contrôler le débit
à l’entrée et sortie
08h / Débitmètre Hydraulicien 5min
3 Contrôler la
pression à l’entrée
et sortie
08h / Manomètre Hydraulicien 5min
4 Contrôler le
signal de
commande
08h / Test valve Electricien 10min
5 Analyse d’huile 62h / Laboratoire Agent 30min
6 Contrôle
thermographique
de la servovalve
62h / Thermographe Mécanicien 10min
7 Vérification fuite
d’huile
08h / Visuel Mécanicien 5min
8 Nettoyage 08h / Visuel Agent 10min
Tableau V.1 gamme de maintenance préventive conditionnelle
Le temps nécessaire au rinçage une opération très importante préconisée par le constructeur.
Cette opération, est pratiquement inexistante au niveau du LAC
On a trouvé que ] 7 [
t ≥ 𝑣
𝑄𝑉 5 [7]
Avec : V=capacité du réservoir ] L [
QV =débit de la pompe d’huile ] L/min[
D’où l’on a :
t ≥ 250
90 5 =13.88mi

Chapitre 5 Amélioration de la conception du circuit hydraulique de la servovalve
70
t ≥14min
Pour un meilleur rinçage des éléments de la servovalve et le circuit hydraulique on optera
pour 15min (minimum)
V.14 Conclusion :
Les calculs qu’on a effectués, nous permettrons de synchroniser les débits et pression au niveau
de la pompe, du filtre en apport et la servovalve
Selon l’efficacité déterminée E= 98.75%, nous assurera une rétention grâce au filtre en apport,
les particules passant au filtre d’origine (constructeur), a la latitude de réservoir ces particules
pour qu’enfin l’huile hydraulique soit la plus pure possible

Conclusion générale
Conclusion général :
Le domaine de maintenance, de nos jours présente un axe de rentabilité évident plusieurs
méthodes sont exploitées selon l’importance de l’installation et la stratégie de maintenance à
appliquer.
Dans cette approche, et dans la famille « industrie métallurgique la maintenance est prise
comme fer de lance, pour promouvoir la fonction des bobines dans des meilleures conditions :
il faut préciser que les installations de l’unité LAC, sont très anciennes, et couteuses, c’est pour
cette raison que les responsables de l’unité, se penchent sur d’éventuelles améliorations.
Notre étude s’est portée sur une partie considérée importante pour une meilleure prise
en charge du point de vue maintenance et amélioration constructive, à savoir la servovalve.
Nous avons présente, pour le dernier chapitre une solution pratique pour sauvegarder
les caractéristiques fonctionnelles de la servovalve en intégrant un filtre en amont pour diminuer
la contamination de l’huile hydraulique.
Toujours dans le même aspect, et pour une meilleure disponibilité de ce système, nous
avons établi une gamme d’entretint préventif conditionnelle.
Cette approche, à notre avis, permettra de porter une plus valeur du point de vue
rendement de l’installation au général.

Bibliographie

Bibliographie
[1] Bureau technique Arcelor Métal (LAC).
[2] OLIVIER SENECHAL maintenance générale.
[3] BOUMACHTA SABER étude FMD et criticité des machines AMM-GM
Arcelor Métal-Annaba mémoire master 2013
[4] FOUGALI KHALED, HEMICI RAMZI étude FMD et analyse vibratoire du ventilateur
de l’unité ACO2 Arcelor Mettal Annaba mémoire master 2011
[5] thés « contribution à la modélisation et à la commande des systèmes électrohydrauliques »
Mohamed Tafraouti 2006
[6] thèse de Doctorat « modélisation réaliste en condition extrêmes des servovalves
électrohydraulique utilisées pour le guidage et la navigation aéronautique et spatiale »
Batoul Attar 2008
[7] Document Rexroth hydraulique
[8] thèse « etude et modélisation du colmatage d’un filtre plisse » Kader Benmachou 2005
[9] Document hydraulique Sami Bellalah
[10] technique appliquées hydraulique
[11] circuits hydrauliques conception et maintenance Saami Rekik
[12] document hydraulique cours (1) système hydraulique industriels

Description date et heure début
d'arrêt Date et heure fin
d'arrêt
déclenchement 13 bar 19/03/2014 19:05 19/03/2014 19:15
Déclenchement pompes 13 bar 19/03/2014 19:50 19/03/2014 20:10
Déclenchement pompes 13 bar 19/03/2014 20:20 20/03/2014 03:15
Déclenchement quarto 2eme passe 20/03/2014 04:40 20/03/2014 05:20
Brame arrêté table amenée quarto 20/03/2014 05:45 20/03/2014 06:30
déclenchement quarto 3eme passe 20/03/2014 07:10 20/03/2014 07:30
blocage niveau II zone four 20/03/2014 08:30 20/03/2014 08:40
Déclenchement pompe 13bar 20/03/2014 10:10 20/03/2014 10:25
fuite hyd 20/03/2014 10:40 20/03/2014 11:00
défaut température 290 bar bob 20/03/2014 11:40 20/03/2014 13:00
l'arrêt de la lubrification 22/03/2014 05:00 22/03/2014 06:00
bobineuse non prête défaut mandrin 22/03/2014 07:15 22/03/2014 07:50
cadence réduite extraction bobine en man 22/03/2014 08:00 22/03/2014 08:20
niveau II zone four non fiable 22/03/2014 08:25 22/03/2014 08:35
Elimination fuite hyd 290 bar fin F3 22/03/2014 09:00 22/03/2014 10:00
remise en place plaque d'usure allonge 4 22/03/2014 12:15 22/03/2014 16:15
Détachement flexible 13 bar F4 22/03/2014 20:50 22/03/2014 22:30
Défaut 13 bar 22/03/2014 22:35 22/03/2014 23:15
défaut morgoil quarto 24/03/2014 00 :05 24/03/2014 01:15
dégagement bobine coincée convoyeur 24/03/2014 03:00 24/03/2014 03:10
Déclenchement 13 bar 24/03/2014 12:40 24/03/2014 16:20
défaut morgoil F-5 24/03/2014 16:40 24/03/2014 18:10
int méc sur looper 2 25/03/2014 06:50 25/03/2014 08:20
défaut 13 bar 25/03/2014 08:30 25/03/2014 10:00
l'arrêt du BO 25/03/2014 10:40 25/03/2014 11:15
défaut morgoil F6 25/03/2014 12:15 25/03/2014 12:35
l'arrêt à température 25/03/2014 12:50 25/03/2014 13:49
défaut 13 bar 25/03/2014 13:50 25/03/2014 23:49
défaut morgoil F1-5 26/03/2014 04:30 26/03/2014 05:00
bande mordue par cisaille 27/03/2014 05:30 27/03/2014 06:10
Brame stationnée sur table W3 27/03/2014 06:35 27/03/2014 06:50
manque fonctionnement aimant pas à pas 27/03/2014 07:00 27/03/2014 07:25
déclenchement 140 bars pompe G18B 27/03/2014 07:40 27/03/2014 08:10
tête butée sur rlx 406 sortie F6 29/03/2014 10:50 29/03/2014 11:05
Déclenchement centrale 160 bar 29/03/2014 12:20 29/03/2014 12:45
Brame arrêté table amenée quarto 29/03/2014 14:40 29/03/2014 15:00
Brame arrêté table W6 29/03/2014 15:55 29/03/2014 16:10
zone 2 four 2 éteinte cadence 29/03/2014 17:25 29/03/2014 17:40
convoyeur lent à l'arrêt 29/03/2014 18:30 29/03/2014 18:50
Déclenchement centrale 290 bob T°C 29/03/2014 19:00 29/03/2014 19:20
mauvaise coupe cisaille (ébauche) 30/03/2014 22:30 30/03/2014 23:20

Interv agent régulation contrôle F1 31/03/2014 05:35 31/03/2014 05:45
Défaut morgoil F1-5 31/03/2014 06:55 31/03/2014 08:00
Elimination fuite 210 bar 31/03/2014 09:10 31/03/2014 12:00
déclenchement quarto défaut morgoil 31/03/2014 12:05 31/03/2014 16:15
mauvaise communication niveau II 31/03/2014 18:25 31/03/2014 19:35
Brame arrêté table amenée quarto 31/03/2014 19:50 31/03/2014 20:00
défaut sortie quarto 01/04/2014 03:10 01/04/2014 03:20
Descente LOOPER 3 06/04/2014 21:45 06/04/2014 22:00
Brame arrêté sur table W3-W4 06/04/2014 23:00 06/04/2014 23:15
Mauvaise coupe cisaille 06/04/2014 23:55 07/04/2014 00:40
manque fonctionnement LOOPER 1 07/04/2014 01:15 07/04/2014 01:30
déclenchement 13 bar 07/04/2014 03:15 07/04/2014 21:00
déclenchement 290 bob niveau bas 08/04/2014 06:00 08/04/2014 06:10
déclenchent rlx 3eme bob 08/04/2014 07:00 08/04/2014 08:00
déclenche ARU défaut cisaille 08/04/2014 10:10 08/04/2014 11:00
attente soudure verrouillage guide F4 08/04/2014 13:10 08/04/2014 13:55
Déclenchement quarto défaut morgoil 08/04/2014 14:10 08/04/2014 16:20
nettoyage disque mandrin bob 3 08/04/2014 16:40 08/04/2014 16:55
convoyeur 5F à l'arrêt pb glissières 08/04/2014 17:30 08/04/2014 17:50
perturbation LOOPER 2 08/04/2014 19:50 08/04/2014 20:00
Déclenchement morgoil F1-5 08/04/2014 21:20 08/04/2014 23:59
Brame arrêté sur table entre BO 09/04/2014 01:20 09/04/2014 01:40
attente appoint huile morgoil quarto 09/04/2014 05:30 09/04/2014 11:30
Déclenchement température 09/04/2014 11:55 09/04/2014 12:05
Déraillement convoyeurs 09/04/2014 13:00 09/04/2014 13:15
Défaut communication niveau II 09/04/2014 17:25 09/04/2014 17:35
déclenchement 140 bars pompe G18B 09/04/2014 17:45 09/04/2014 17:55
Déraillement convoyeurs 09/04/2014 18:10 09/04/2014 18:20
Déclenchement ARU 09/04/2014 20:00 09/04/2014 20:35
Déraillement convoyeurs 09/04/2014 23:00 09/04/2014 23:30
Déclenchement quarto défaut morgoil 10/04/2014 06:45 10/04/2014 10:50
attente démarrage 140 bars 12/04/2014 06:30 12/04/2014 10:50
déclenchement Quarto par défaut moteur s 12/04/2014 12:20 12/04/2014 15:35
Brame arrêté sur table 3 12/04/2014 15:40 12/04/2014 16:00
déclenchement 140 bars 12/04/2014 16:30 12/04/2014 17:00
Brame arrêté table entrée BO 13/04/2014 01:20 13/04/2014 01:30
chute de pression 13 bars 13/04/2014 02:55 13/04/2014 04:05
suite défaut 13 bar 13/04/2014 05:00 13/04/2014 07:20
Brame arrêté sur table entrée BO 13/04/2014 07:30 13/04/2014 07:50
Longeron convoyeur B à l'arrêt 13/04/2014 08:50 13/04/2014 10:40
Déclenchement quarto défaut morgoil 13/04/2014 10:50 13/04/2014 11:30
intervention sur rlx W3 410 13/04/2014 15:00 13/04/2014 15:20
Brame arrêté sur table entrée BO 13/04/2014 16:15 13/04/2014 17:10

Manque commination niv II fours 13/04/2014 18:05 13/04/2014 18:30
Brame arrêté sur table entrée BO 13/04/2014 18:55 13/04/2014 19:30
défaut niveau II 13/04/2014 19:40 13/04/2014 20:20
défaut morgoil F1-5 13/04/2014 23:00 13/04/2014 23:10
attente dégagement morceau de queue 13/04/2014 23:30 13/04/2014 23:45
zone 2 four 2 éteinte (cadence) 14/04/2014 01:00 14/04/2014 01:20
Brame arrêté sur table entre BO 14/04/2014 17:20 14/04/2014 17:30
déclenchement BO défaut morgoil 15/04/2014 09:50 15/04/2014 10:15
perturbation LOOPER 1 15/04/2014 10:40 15/04/2014 12:25
déclenchement 13 bar 15/04/2014 16:05 15/04/2014 17:10
déclenchement 13 bar 15/04/2014 21:15 15/04/2014 23:05
Brame arrêté sur table M1B 16/04/2014 04:15 16/04/2014 04:30
Défaut morgoil cage F2 16/04/2014 04:45 16/04/2014 05:25
défaut morgoil F1-5 16/04/2014 06:10 16/04/2014 07:00
Brame arrêté sur table entre quarto 16/04/2014 07:30 16/04/2014 07:45
descente LOOPER 1 en charge 16/04/2014 07:55 16/04/2014 08:45
intervention sur vérin guide sortie F1-2 16/04/2014 11:45 16/04/2014 16:10
Brame arrêté sur table W6 16/04/2014 16:10 16/04/2014 19:10
soudure plaque centrale guide entrée 2 16/04/2014 21:00 16/04/2014 22:40
manque fermeture guide entrée 3 16/04/2014 22:50 16/04/2014 23:00
déclenchement 140 bar 16/04/2014 23:50 16/04/2014 23:59
mauvaise coupe cisaille (ebauche) 17/04/2014 02:00 17/04/2014 02:15
fuite 160 bar finisseuses 17/04/2014 03:00 17/04/2014 05:00
manque rotation cisaille 22/04/2014 12:30 22/04/2014 13:00
déclenchement BOH défaut morgoil 22/04/2014 13:25 22/04/2014 13:35
manque ouverture guide entrée F1 22/04/2014 15:00 22/04/2014 15:30
Brame arrêté sur table M1B 22/04/2014 17:35 22/04/2014 17:55
blocage niveau II 22/04/2014 18:15 22/04/2014 18:25
déclenchement BOV par défaut MORGOIL 22/04/2014 21:00 22/04/2014 21:10
déclenchement pression 22/04/2014 22:35 22/04/2014 23:05
mauvaise coupe cisaille (ébauche) 23/04/2014 02:10 23/04/2014 03:00
défaut communication niveau II quarto 29/04/2014 22:00 30/04/2014 00:50
Déclenchement quarto défaut morgoil 30/04/2014 01:15 30/04/2014 07:50
manque soulèvement équilibrage quarto 30/04/2014 13:50 30/04/2014 14:55
attente déchargement morceau de la goulotte 30/04/2014 17:55 30/04/2014 18:15
élimination fuite sur vérin clame fini 30/04/2014 18:35 30/04/2014 19:25
déclenchement BOH défaut morgoil 30/04/2014 22:00 30/04/2014 22:20
Brame arrêté table entrée BO 01/05/2014 02:10 01/05/2014 02:30
déraillement convoyeur lent 01/05/2014 02:40 01/05/2014 02:55
chgt racleur sortie f6 01/05/2014 03:50 01/05/2014 04:40
Déclenchement BO défaut morgoil 01/05/2014 11:45 01/05/2014 12:00
Arrêt chariot entre convoyeurs d4 et f5 03/05/2014 04:00 03/05/2014 04:20

Déclenchement BOH défaut morgoil 03/05/2014 19:40 03/05/2014 20:30
déclenchement quarto défaut morgoil 03/05/2014 20:50 03/05/2014 21:10
Arrêt table w3 10/05/2014 07:15 10/05/2014 07:30
déclenchement 13 bar 10/05/2014 08:45 10/05/2014 13:00
Défaut lubrification BO 03/06/2014 04:50 03/06/2014 05:00
Eclatement flexible 13 bar F1 03/06/2014 13:00 03/06/2014 14:20
Brame arrêté sur table entre BO 03/06/2014 14:25 03/06/2014 15:30
Manque ouverture guides latéraux bob 1 03/06/2014 17:40 03/06/2014 18:00
Manque ouverture guides latéraux bob 1 03/06/2014 21:30 03/06/2014 22:10
déclenchement BO défaut lubrification 04/06/2014 05:00 04/06/2014 05:20
déraillement convoyeur B 04/06/2014 05:40 04/06/2014 06:00
Déclenchement 13 bar 04/06/2014 06:20 04/06/2014 06:40
réglage refroidissement laminaire 04/06/2014 07:00 04/06/2014 07:20
Défaut morgoil F1-5 04/06/2014 08:15 04/06/2014 08:45
Mauvais fonctionnement LOOPER 5 04/06/2014 10:50 04/06/2014 14:30
déclenchement 13 bar 04/06/2014 14:35 04/06/2014 14:55
déclenchement BO défaut lubrification 04/06/2014 22:00 04/06/2014 22:20
déclenchement 13 bar 04/06/2014 23:00 04/06/2014 23:20
déclenchement 210 bar 04/06/2014 23:25 05/06/2014 01:35
Attente réarmement bobineuse 3 07/06/2014 06:30 07/06/2014 06:40
Brame arrêté sur table entre BO 07/06/2014 07:30 07/06/2014 09:15
Cadence réduite température paliers 07/06/2014 11:20 07/06/2014 11:45
attente soudure accouple G1D 07/06/2014 13:00 07/06/2014 14:10
Décl edger quarto par température haute 07/06/2014 14:30 07/06/2014 16:00
Attente décente température 290 bob 07/06/2014 17:00 07/06/2014 19:00
Décl edger quarto par température haute 07/06/2014 21:00 08/06/2014 00:30
Brame arrêté sur table entre BO 08/06/2014 01:15 08/06/2014 01:35
jauge de largeur non fiable 10/06/2014 01:00 10/06/2014 03:00
Suite arrêt niveau II Pb soft 15/06/2014 13:00 15/06/2014 19:40
Brame arrêté sur table W3 15/06/2014 20:25 15/06/2014 21:00
attente calibrage guide entrée F2 15/06/2014 21:10 15/06/2014 23:55
attente réarmement 17/06/2014 06:00 17/06/2014 06:10
Dégagement morceau de queue 17/06/2014 07:20 17/06/2014 07:30
réglage table sortie 17/06/2014 13:00 17/06/2014 13:10
déclenchement 210 quarto niveau bas 17/06/2014 16:55 17/06/2014 18:25
déclenchement 160 bar à plusieurs fois 17/06/2014 23:30 17/06/2014 23:59
déclenchement 13 bar 18/06/2014 01:50 18/06/2014 05:35
Brame arrêté sur table entrée BO 18/06/2014 07:40 18/06/2014 08:15
Intervention sur jauge de largeur 18/06/2014 10:25 18/06/2014 11:25
déclenchement 13 bar 18/06/2014 14:15 18/06/2014 14:35
convoyeur lent déraillé 18/06/2014 19:00 18/06/2014 20:00
zone 2 four 2 éteinte (cadence) 18/06/2014 20:25 18/06/2014 20:40
manque fct mvt chgt cylindre F5 19/06/2014 01:25 19/06/2014 02:55

blocage niveau II 19/06/2014 04:35 19/06/2014 04:45
Pompe G03 hydro ne monte pas en pression 19/06/2014 05:00 19/06/2014 06:15
convoyeur lent à l'arrêt 19/06/2014 11:25 19/06/2014 11:55
convoyeur C à l'arrêt 21/06/2014 04:00 21/06/2014 14:00
manque ouverture règles entrée quato 21/06/2014 14:50 21/06/2014 15:10
détachement rampe inf entrée F3 21/06/2014 17:10 21/06/2014 18:40
convoyeur lent à l'arrêt 21/06/2014 19:45 21/06/2014 20:05
Brame arrêté table W3 21/06/2014 20:20 21/06/2014 20:45
zone 2 four 2 éteinte cadence 21/06/2014 22:00 21/06/2014 22:40
convoyeur C à l'arrêt 22/06/2014 03:00 22/06/2014 03:30
blocage niveau II 22/06/2014 10:00 22/06/2014 10:15
déclenchement TF par défaut L12D 29/06/2014 04:30 29/06/2014 05:00
attente dégagement morceau entrée cisail 29/06/2014 05:30 29/06/2014 06:15
Brame arrêté table amenée quarto et bo 29/06/2014 06:20 29/06/2014 07:30
manque fermeture trémie four 3 zone 6 29/06/2014 09:15 29/06/2014 09:45
déclenchement BOH En charge 29/06/2014 11:15 29/06/2014 11:25
Brame arrêté entrée BO 29/06/2014 11:55 29/06/2014 13:05
perturbation 13 bar 29/06/2014 14:30 29/06/2014 15:00
défaut pousseuses four 3 29/06/2014 15:15 29/06/2014 15:50
convoyeur lent à l'arrêt 29/06/2014 16:40 29/06/2014 17:10
manque fermeture expansion mandrin 3 29/06/2014 17:20 29/06/2014 18:00
déclenchement table AK ébauche 29/06/2014 18:10 29/06/2014 19:55
déclenchement table AK ébauche 29/06/2014 20:25 29/06/2014 23:20
perturbation 13 bar 30/06/2014 04:45 30/06/2014 05:05
convoyeur lent à l'arrêt 30/06/2014 09:55 30/06/2014 10:35
convoyeur lent à l'arrêt 30/06/2014 12:30 30/06/2014 12:55
convoyeur lent à l'arrêt 30/06/2014 19:00 30/06/2014 20:20
manque hydraulicien 01/07/2014 06:30 01/07/2014 08:45
pince à brame non fiable 01/07/2014 08:45 01/07/2014 09:05
convoyeur lent à l'arrêt cisaillé 01/07/2014 10:40 01/07/2014 13:00
pont 404 en panne 01/07/2014 14:30 01/07/2014 14:45
Historique des pannes 19/03/2014 à 01/07/2014