investment castings
DESCRIPTION
about investment castingTRANSCRIPT

INVESTMENT CASTINGS
1
2
CONTENTS-1.Defination
2.History
2.Brief process
3.Process video
4.An example of turbine rotor
5.Need of investment castings.
6.Comparision of investment castings and sand castings
7.Advantages
8.Disadvantages
9.Applications in India
10.Conclusions
3
HISTORY The history of lost-wax casting dates back thousands
of years. Its earliest use was for idols, ornaments and jewellery In the 1940s, World War II increased the demand for
precision net shape manufacturing and specialized alloys leading to investment casting boom.
Dr. William H. Taggart of Chicago, whose 1907 paper described his development of a technique. He also formulated a wax pattern compound of excellent properties, developed an investment material, and invented an air-pressure casting machine.
4
DEFINITION Investment Casting (Lost Wax Process) A pattern made of wax is coated with a
refractory material and then metal is poured. "Investment" comes from a less familiar
definition of "invest"
"to cover completely," which refers to coating of refractory material around wax pattern
It is a precision casting process ,capable of producing castings of high accuracy and intricate detail.
5
FUTHER PROCESSES
1.Separation of individual components with high speed cutter.
2.Shot blasting
3.Grinding for gate removal and thick edges removal.May be manual or automatic.
4.Final product.
7
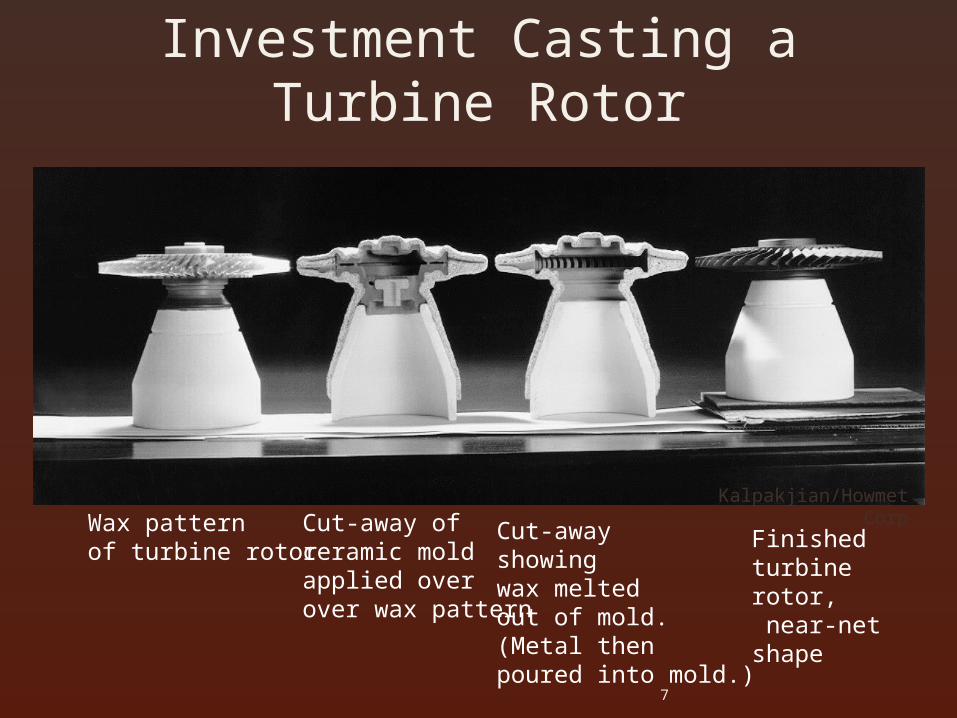
Kalpakjian/Howmet CorpWax pattern
of turbine rotorCut-away ofceramic moldapplied overover wax pattern
Cut-away showingwax meltedout of mold.(Metal then poured into mold.)
Finished turbine rotor, near-net shape
Investment Casting a Turbine Rotor
WHY INVESTMENT CASTINGS?
Design Flexibility:Investment casting produces near net shaped configurations, offering designers and engineers freedom of design in a wide range of alloys.
Wide Choice Of Alloys:Various Ferrous and Non Ferrous metals are routinely cast.
Eliminate Tooling Setup:By offering near net
shaped configuration ,fixturing costs are substantially reduced or eliminated.
continued
COMPARISON OF SAND AND INVESTMENT CASTINGSQUALITY Sand casting
Tolerance (0.7~2 mm) and defects are affected by shrinkage
Generally have a rough grainy surface
Investment casting Tolerance (0.08~0.2 mm) Good to excellent surface detail possible due to fine
slurry
FLEXIBILITY Sand casting
High degree of shape complexity (limited by pattern)
Investment casting Ceramic and wax cores allow complex internal
configuration but costs increase significantly
11
ADVANTAGES
Parts of great complexity and intricacy can be cast.
Close dimensional control and good surface finish.
Wax can usually be recovered for reuse. Additional machining is not normally required
this is a net shape process. Weight is reduced to some extent.
12
DISADVANTAGES
Many processing steps are required . Relatively expensive process. Not suitable for simple parts.
13
• 390 investment casting units (12000 MT) 12-18 large size foundries grown by 30%n last 3 years 210 investment casting units exporting product • Product profile Valves & Pumps 50% Automobiles 30% Armaments 10%Industrial & Decorative Hardware 5%Electronics, Medical, Machine tools, 5% Turbine, Railway, Textile, Material Handling Equipment
APPLICATIONS IN INDIA
CONTINUED
CONCLUSIONS
Investment casting may be termed as “lost-wax casting”
Investment casting is practical for prototype and low-volume production applications. In less than two weeks, prototype castings in numerous alloys are ready for testing,evaluation or use.
Although it is an expensive process,it produces quality casting.
In many cases weight is reduced by more than 50% percent thus inputing more raw material usage and increasing the overall productivity of the unit.
Unlimited design freedom since draft angles, cores, parting lines, etc., are irrelevant.Very complicated products can be manufactured which are almost impossible by casting process,welding etc.
Patterns and molds are expendable

16
THANK YOU