ipqc: definition:- checks performed during production in order to monitor and, if necessary, to...
TRANSCRIPT
IPQC: Definition:- Checks performed during production in order to
monitor and, if necessary, to adjust the process to ensure that the product conforms to its specifications. The control of the environment or equipment may also be regarded as a part of inprocess control.
In-process controls are usually performed within the production area. The performance of such in-process controls should not have any negative effect on the quality of the product or another product.
IPQC:- In-process inspection and testing should
be performed by monitoring the process or by actual sample analysis at defined locations and times. The results should conform to established process parameters or acceptable tolerances.
Work instructions should delineate the procedure to follow and how to use the inspection and test data to control the process.
Introduction:- IPQC is concerned with providing accurate,
specific, and definite description of procedures to be employed from the receipt of raw materials to the release of finished dosage forms.
It is a planned system to identify the materials, equipment, process, and operations.
In general the in process control procedures are usually rapid and simple tests or inspections that are performed when the manufacturing of a product batch is in progress.
It is an imp function of IPQA programme to ensure that the finished dosage forms have uniformity, purity, and quality within batch and between batch.
Is accomplished by identifying critical steps in manufacturing and controlling them within defined limits.
IPQC aims to increase the assurance of batch uniformity.
There must be written procedure describing the control and test or examination to be conducted.
In process specification/controls must be rational and consistence with the finished product specification.
They derived from previous validated process variations.
To minimize the human errors. Provides accurate, specific, and definite
description of the procedure to be employed. To detect the errors if and when it does occur. Corrective action instituted by people. To pin point the responsibility to the personnel
involved in the operation of the entire process. To enforce the flow of manufacturing and
packing operations according to established routes and practice.
Rigidly followed. Should detect any abnormality immediately
and at the same time indicate the kind of action needed to correct the problem.
Environmental control Building and equipment control Control of records Manufacturing control Packaging control Labeling control Warehousing control Finished product control
General:- Sterile products being very critical and
sensitive in nature, a very high degree of precaution, prevention and preparation are needed.
Dampness, dirt, and darkness are to be avoided to ensure aseptic condition.
Environmental Monitoring and Environmental control:-
The recommended frequencies of periodic monitoring shall be as follows:
Particulate monitoring in air - 6 Monthly
HEPA filter integrity testing(smoke testing) -Yearly.
Air changes rates - 6 Monthly Air pressure differentials - Daily. Temperature and humidity - Daily. Microbiological monitoring by settle plate
and/or swabs in aseptic areas – daily, and at decreased frequency in other areas.
There shall be written environmental monitoring programme and microbiological results shall be recorded.
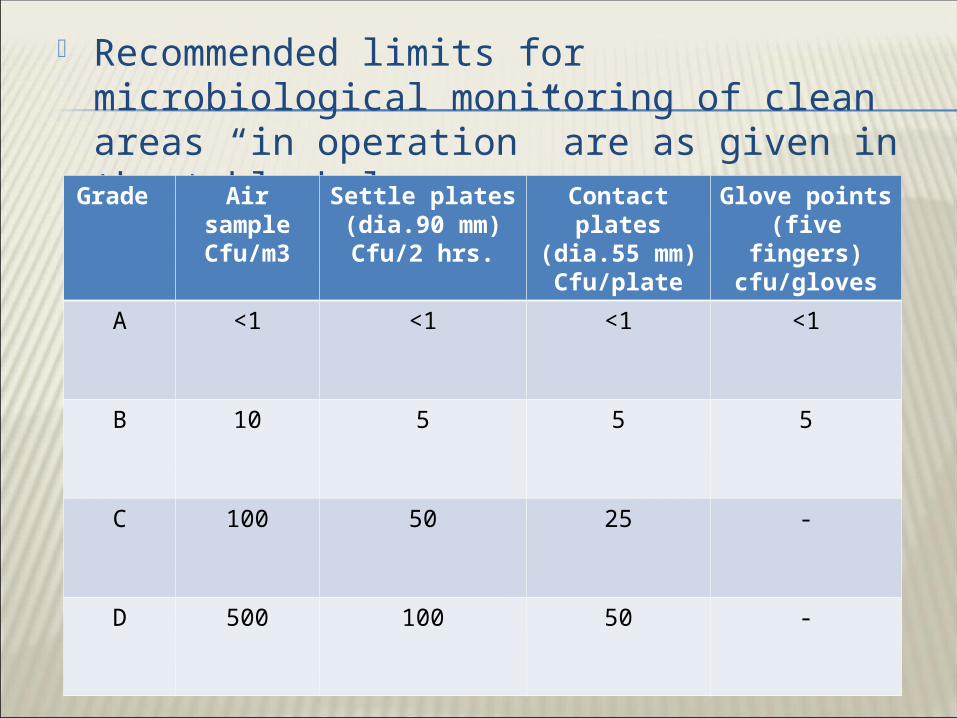
Recommended limits for microbiological monitoring of clean areas “in operation” are as given in the table below:
Grade Air sampleCfu/m3
Settle plates (dia.90 mm) Cfu/2 hrs.
Contact plates
(dia.55 mm) Cfu/plate
Glove points (five
fingers) cfu/gloves
A <1 <1 <1 <1
B 10 5 5 5
C 100 50 25 -
D 500 100 50 -

Appropriate action shall be taken immediately if the result of particulate and microbiological monitoring indicates that the counts exceeds the limits.
The SOP shall contain corrective action.Sanitation:- There shall be written procedure for the
sanitation of sterile processing facilities. Employees carrying out sanitation of aseptic
areas shall be trained specially for this purpose. Different sanitation agents shall be used in
rotation
Equipment:- SOP shall be available for each equipment for
its calibration and operation and cleaning. Gauges and other measuring devices
attached to equipment shall be calibrated at suitable interval against a written programme.
Water and steam systems:- Potable water - meeting microbiological
specification of not more than 500 cfu/ml and indicating absence of individual pathogenic micro-organism.

Purified water – prepared by demineralization shall meet the microbiological specification of not more than 100 cfu/ml and indicates absence of pathogenic micro-organism in 100 ml.
Water for injection – shall be prepared from potable water or purified water meeting the above specification by distillation.
WFI shall meet microbiological specification of not more than 10 cfu/100 ml.
Bulk solution of liquid parenteral shall be made in WFI.
It also meets IP specification for WFI.
Water for non injectable sterile products – Like eye drops shall meet IP specification for
purified water. In addition microbiological specification of not
more than 10 cfu/100ml and absence of pseudomonas aeruginosa and e. coli in 100 ml shall also meet.
Steam coming in contact with the product, primary containers and other products.
Contact surface shall be sterile and Pyrogen free. The steam condensate shall meet microbiological
specification of not more than 10 cfu/100ml.

Manufacturing process:- Bulk raw material shall be monitored for
bio-burden periodically. Bio-burden of bulk solution prior to
membrane filtration shall be monitored and a limit of not more than 100 cfu/ml is recommended.
Gases coming in contact with the sterile product shall be filtered through two 0.22 μ filters connected in series.
These filter shall be tested for integrity.
Sterilization (autoclaving):- Sterilization process shall be validated
appropriately. The validity of the process shall be verified at
regular interval, but at least annually. Whenever significant modification have been
made to the equipment and product, records shall be maintained thereof.
The use of biological indicator shall be considered as an additional method for monitoring the sterilization.
Sterilization ( By Dry Heat ):- Each heat sterilization cycle shall be
recorded on a time/temperature chart of a suitable size by appropriate equipment of the required accuracy and precision.
The position of temperature probes used for controlling and/or recording shall be determined during the validation.
Sterilization ( By Moist Heat ):- Both the temp and pressure shall be used to
monitoring the process.
Control instrumentation shall normally be independent of monitoring instrumentation and recording charts.
System and cycle fault shall be registered by the system and observed by the operator.
Frequent leak test done on the chamber during the vacuum phase of the cycle.
Product container and closures:- All container and closures intended for use
shall comply with the pharmacopoeia and other specified requirement.
Suitable sample sizes, specification, test methods, cleaning procedures,& sterilization procedures, shall be used to assure that container and closures & other components part of drug packages are suitable & are not reactive, additive, absorptive, or leachable.
Finished product control:- Checking the bulk solution before filling,
pH, color and completeness of solution. Checking the filled volume of liquid or
filled weight of sterile powder for injection in the final container at the predetermined interval during filling operation.
Testing for the leakage of flame sealed ampoules. Subjecting the product to physical examination,
for appearance, clarity, & particulate contamination.
Sterility testing procedure:- determines Physical condition of testing room. Laboratory procedure for handling sterile
samples. Use of UV lights. No. of units tested per batch. Procedure for identifying test media with specific
batches.
Pyrogen testing procedure. Determine if animal involved in positive Pyrogen
test are withdrawn from use for the required period.
Indicators Determine type of indicator used to assure
sterility, such as lag thermometer, peak control, test cultures, biological indicators.
If biological indicators are used, review the current USP on sterilization and biological indicators.
In some cases testing biological indicators may become all or part of the sterility testing.
Particulate matter testing:- Particulate matter consist of extraneous, mobile,
undissolved substance, other than gas bubbles, unintentionally present in parenteral solution.
Cleanliness specification or levels of non-viable particulate contamination must be established.
The levels of particulate contamination in sterile powder are generally greater than in LVP.
LVP solution are filtered during the filling operation.
Building and equipment:- Manufacturing area shall have entry
through double door air lock facility. It shall be made by fly proof by use of ‘fly
catcher and/or air curtain’. Tank, container, pipe work and pumps
shall be designed and installed so that they can be easily cleaned and sanitized.
Purified water:- The chemical and microbiological quality
of purified water used shall be specified and monitored routinely.

The microbiological evaluation include testing for absence of pathogens and shall not exceeds 100 cfu/ml.
There shall be written procedure for operation and maintenance of the purified water system.
Care shall be taken to avoid the risk of microbial proliferation with appropriate methods like recirculation, use of UV treatment, treatment with heat and sanitizing agent.
Manufacturing:- Care shall be taken to maintain the
homogeneity of emulsion by use of of appropriate stirrer during filling.
Mixing and filling processes shall be specified and monitored.
The primary packaging area shall have an air supply, which is filtered through 5 micron filters.
The temp of the area shall not exceed 30 ⁰.C
Finished product protocol:- Checking the bulk solution before filling, pH,
color, sedimentation volume, viscosity & completeness of solution.
Use of water for cleaning shall be restricted & controlled.
Routinely used disinfectants are suitable for sanitizing the different areas.
Equipments:- Suitable check weights, spray testing
machines, & labeling machines shall be provided in the equipment.
All the equipment shall be suitably calibrated and their performance validated on receipt and thereafter periodically.
Manufacture:- There shall be an approved master formula
records for the manufacture of metered dose inhalers.
All propellants, liquids & gases shall be filtered through 2 µ filters to remove particle.
In process controls for chemical reaction may includes the following:
Reaction time or reaction completion Reaction mass appearance, clarity,
completeness or pH solution. Reaction temperature. Concentration of the Reactant. Assay or purity of the product. Process completion check by TLC/any
other means.
In process controls for physical operation may includes the following:
Appearance and color. Uniformity of the blend. Temperature of a process. Concentration of a solution. Processing rate or time. Particle size analysis. bulk / tap density. pH determination. Moisture content.
General:- Manufacture shall be done under condition
which shall ensure minimum microbial and particulate contamination.
Assurance of the quality of components and the bulk products is very important, where medicament are in suspended state, uniformity of suspension shall be established.
Building and civil work:- The manufacturing area shall be segregated
into change rooms for personnel, container preparation area, bulk preparation & filling area, quarantine area, and spray testing & packing area.

Environmental condition:- The requirements of temperature and humidity
in the manufacturing area shall be decided depending on the type of product and propellant handled in the facility.
There shall be difference in room pressure between the manufacturing area and the supported areas that is not less than 15 Pascal.
Written scheduled for monitoring temp, humidity.
Sanitation:- Written procedures for the sanitation of the
MDI manufacturing facility. Care taken to handle residues and rinses of
propellants.