isotropic surface finish presenttion
TRANSCRIPT

1Edge and Surface Finishing Processes for Manufacturing Problem Solving, Improved Part Performance and Service Life and Production Cost Reduction
SME Machining/Material Removal Technical Community Deburring/Surface Finishing Technical Group
SME MMR Isotropic Surface Finish Research Project Dave Davidson, SME MMR | [email protected] dryfinish.wordpress.comJack Clark, Surface Analytics | SME MMR [email protected] | http://sme.org/mmr

2Hands-Free Surface Finishing of 3-D metal printed parts
The Method: Centrifugal Isotropic Finishing
This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methods
The Parts: 3-D Metal Printed parts of various alloys were received in their as printed condition. Profilomic and areal data collected from a sampling of the part specimens indicated an initial surface roughness of 350+ micro-inches. The CIF process reduced surface profiles on these tested samples f to a range of 12 – 15 micro inches Ra.
Processing Notes: Parts were processed with in a multiple cycle process utilizing successively finer abrasive and then polishing materials. The initial cycles made use of coarse abrasive ceramic preformed media. The final polished surface finish was achieved by utilizing soft, fine dry-process media material with micro-fine polishing abrasives
SME MMR Isotropic Surface Finish Research Project
Dave Davidson, SME MMR | [email protected] dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

3What are Isotropic Surfaces? Why are they important?
SME MMR Isotropic Surface Finish Research Project
The Method: Centrifugal Isotropic Finishing This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methodsDirectionalized vs. Random (Isotropic) Surface Texture Patterns. Somewhat related to surface texture skewness in importance is the directional nature of surface textures developed by typical machining and grinding methods. These machined surfaces are characterized by tool marks or grinding patterns that are aligned and directional in nature. It has been established that tool or part life and performance can be substantially enhanced if these types of surface textures can be altered into one that is more random in nature. Post-machining processes that utilize free or loose abrasive materials in a high energy context can alter the machined surface texture substantially, not only reducing surface peaks, but generating a surface in which the positioning of the peaks has been altered appreciably. These “isotropic” surface effects have been demonstrated to improve part wear and fracture resistance, bearing ratio and improve fatigue resistance.
Dave Davidson, SME MMR | [email protected] dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr
SEM Micro-photographs

4CBF Isotropic Finishing - Bearings The Method: Centrifugal Isotropic FinishingThe Parts: Bearings require substantial processing to produce the low-micro-inch surfaces needed for optimal load bearing capabilityMeasuring: (Optical Interferometry) The 2-D and 3-D graphics shown at right illustrate the difference between bearings with as-ground surfaces and those which have been isotopically surface finished using centrifugal methods. The lower set of images portray non-isotropic surfaces typical of machining and grinding processes. As can be seen these kinds of surfaces are characterized by linear and parallel machining marks which are undesirable from a functional standpoint. The images at the top of the chart show isotropic surfaces with negative profile skews that are much more functional as surface peaks and asperities have been levelled
SME MMR Isotropic Surface Finish Research Project Dave Davidson, SME MMR | [email protected] | dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

5Centrifugal Isotropic Finishing – How it works…In a matter of minutes centrifugal finishing can clean up metal, acrylic or rubber parts, and produce finished edges and surfaces in minutes, what could take hours or even days by hand or manual methods. The finish achieved by these machines is isotropic in nature, with low micro-inch surface values, meaning that parts are finished and polished uniformly and evenly, something that cannot be achieved by hand. Variable speed controls allow these high-intensity tumbling machines to achieve whatever finish the operator desires, from a simple polish at lower speed, to full scale deburring and edge radiusing at higher operational speeds. (The high G forces (in excess of 10-15G)can develop surface finishes ten times faster than some of the more conventional mechanical methods.
How It Works: Each centrifugal machine contains four barrels that are mounted to the periphery of a drum turret. The operator fills the barrel with media, parts and water, roughly 50-90% full (depending on the type of operation being run. During operation the entire drum of the machine rotates like a Ferris wheel, meanwhile the four mounted barrels counter-rotate at the same rotational speed. As the speed increases, the media and parts rub against one another in a high-intensity manner randomly, removing even the smallest imperfections or asperities (surface peaks) . In a matter of minutes the finishing cycle is complete and the parts are ready to be separated from the media.
SME MMR Isropic Surface Finish Research Project Dave Davidson, SME MMR | [email protected] Jack Clark, Surface Analytics | [email protected]
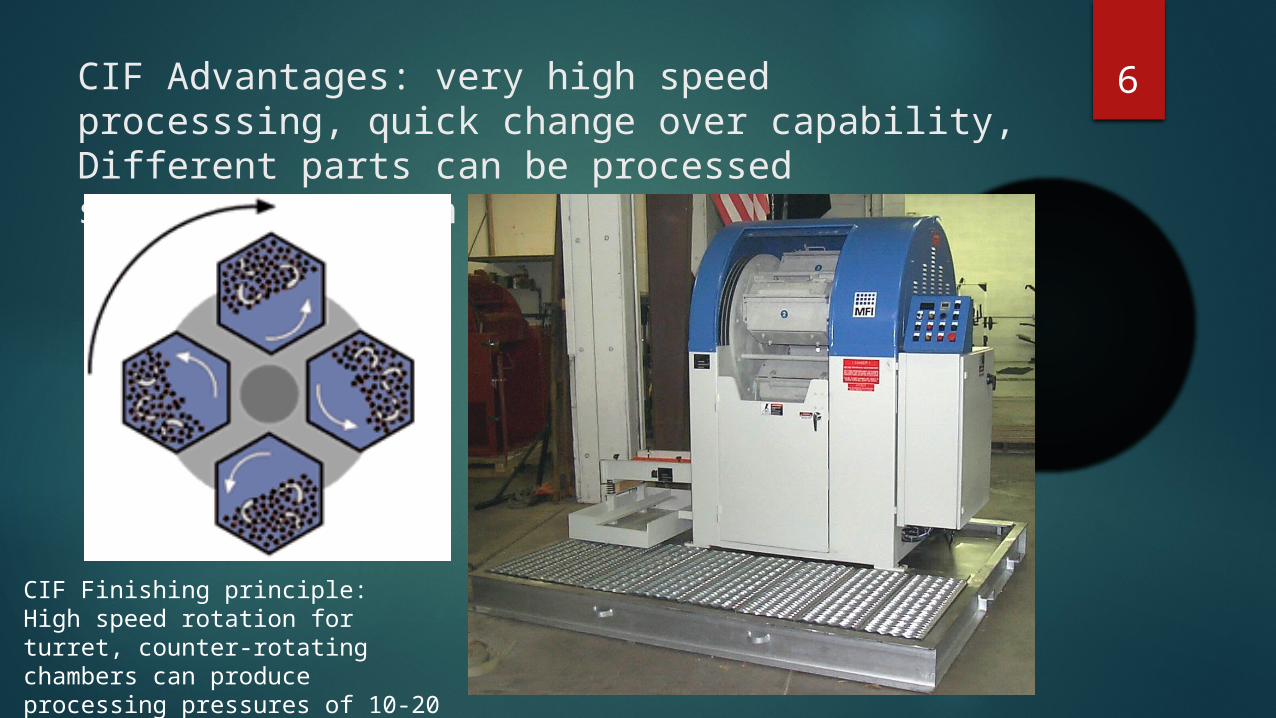
6CIF Advantages: very high speed processsing, quick change over capability, Different parts can be processed simultaneously in different chambers
CIF Finishing principle: High speed rotation for turret, counter-rotating chambers can produce processing pressures of 10-20 G’s
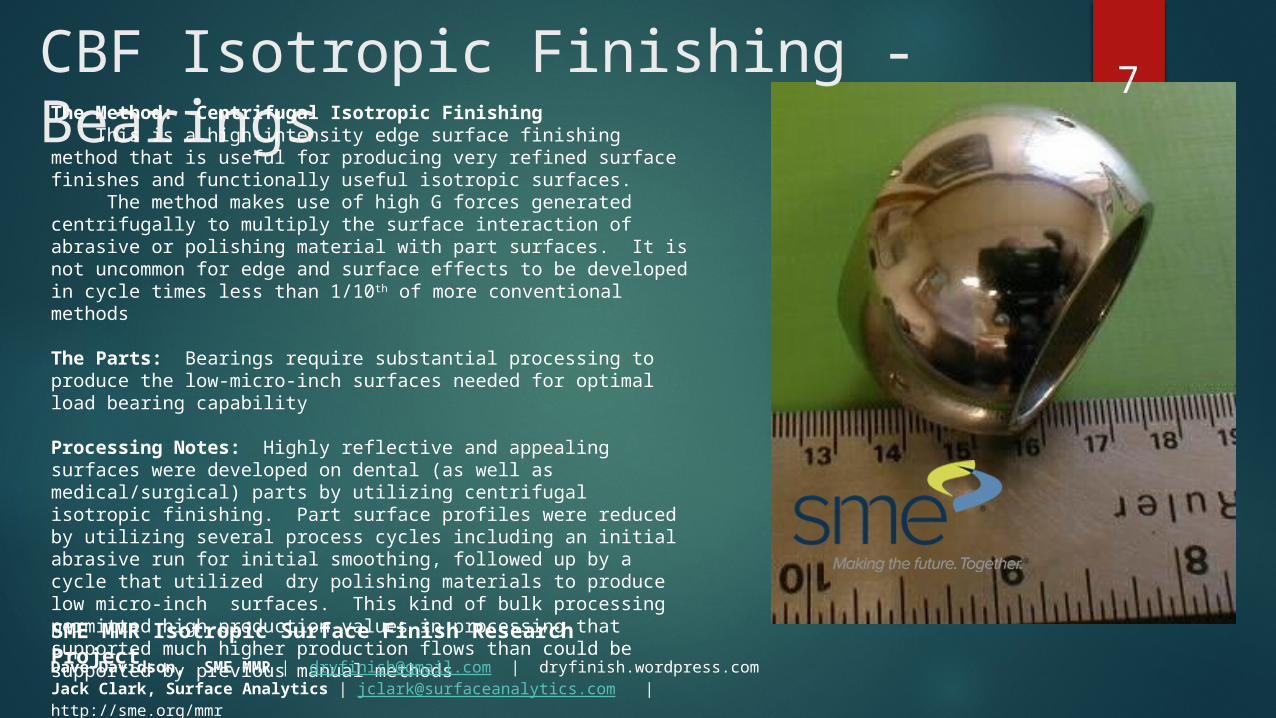
7CBF Isotropic Finishing - Bearings The Method: Centrifugal Isotropic Finishing This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methods
The Parts: Bearings require substantial processing to produce the low-micro-inch surfaces needed for optimal load bearing capability
Processing Notes: Highly reflective and appealing surfaces were developed on dental (as well as medical/surgical) parts by utilizing centrifugal isotropic finishing. Part surface profiles were reduced by utilizing several process cycles including an initial abrasive run for initial smoothing, followed up by a cycle that utilized dry polishing materials to produce low micro-inch surfaces. This kind of bulk processing permitted high production values in processing that supported much higher production flows than could be supported by previous manual methods
SME MMR Isotropic Surface Finish Research Project Dave Davidson, SME MMR | [email protected] | dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

8Centrifugal Isotropic Finishing of Laser cut stainless steel
The Method: Centrifugal Isotropic Finishing
This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methods
The Parts: Stainless Steel, laser cut using nitrogen as the shielding gas.
Processing Notes: Part at left was processed with abrasive materials for 30 minutes in a CIF process, Part#2 shown to the right was further processed in a secondary operation utilizing non-abrasive burnishing materials to further refine surfaces and enhance edge-contour. Conventional mechanical finish processes typically are incapable of producing edge-contour of interior holes at this level as media materials typically bridge across sides of the hole. This process accomplishes the edge-contour as it is capable of utilizing much smaller media than the norm.
SME MMR Isotropic Surface Finish Research Project
Dave Davidson, SME MMR | [email protected] |dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

9EXTREME FINISHING – with Centrifugal Isotropic FinishingThe Method: Centrifugal Isotropic Finishing
This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methods
The Parts: Flame-cut foundry steel castings, with as-cast and flame-cut surfaces . Demonstration experiment to validate surface profile reduction on extremely rough surfaces
Processing Notes: Parts were processed with a two-step method, the first involving high-intensity centrifugal finishing with heavily abrasive ceramic preformed media. A secondary non-abrasive operation was then performed utilizing a very heavy bulk-density burnishing material comprised of specially prepared sintered bauxite material
SME MMR Isotropic Surface Finish Research ProjectDave Davidson, SME MMR | [email protected] dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

10Heat-treat scale removal, edge-contour generation; burnishing automotive partsThe Method: Centrifugal Isotropic Finishing
This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methods
The Parts: These heat-treated automotive stampings require cleaning and edge contour on exterior and interior edges. CIF high-intensity finishing processes, with smaller media were utilized as the process was able to meet specifications for radiusing the inside edges of the part that conventional processing could not.
Processing Notes: Parts were processed with in a two-step cycle process utilizing successively finer abrasive and then burnishing materials. The initial cycles made use of coarse abrasive ceramic preformed media. The final polished surface finish was achieved by utilizing non-abrasive burnishing materials in conjunction with special aqueous compounds to promote media lubricity and an even rolling motion within the processing chamber.
SME MMR Isotropic Surface Finish Research Project
Dave Davidson, SME MMR | [email protected] dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

11Small Part Finishing: Metal Injection Molding
SME MMR Isotropic Surface Finish Research Project
The Method: Centrifugal Isotropic Finishing This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methods
The Parts: Metal Injection molded parts typically exhibit a rough surface condition that can pose a severe challenge when the part is destined for the mass consumer market and has a requirement for very smooth or polished surfaces to meet cosmetic or aesthetic criteria. On small parts such as these cell-phone hinges conventional buffing and polishing techniques are inadequate given their potential for creating bottlenecks and production constraints to production of large numbers of parts.Processing Notes: Highly reflective and appealing surfaces were developed on large numbers of the parts by utilizing centrifugal isotropic finishing. Part surface profiles were reduced by utilizing several process cycles including an initial abrasive run for initial smoothing, followed up by a cycle that utilized non-abrasive materials to produce acceptable burnished surfaces. This kind of bulk processing permitted high production values in processing that supported production flows into the millions of parts.
Dave Davidson, SME MMR | [email protected] dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

12CBF Isotropic Finishing Dental ApplicationsThe Method: Centrifugal Isotropic Finishing This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methodsThe Parts: Dental laboratories have long faced severe bottlenecks and production constraints in the finishing of dental parts such as cast chrome partials, full dentures and full cast crowns. This finishing bottleneck often limits a dental technician’s production rate to three to four pieces every 1.5 hours when manual finishing is employed.Processing Notes: Much of this process can now be automated by utilizing centrifugal isotropic finishing. Typically several machine cycles are employed running from the highly abrasive for initial smoothing to final polishing with dry finishing media. Dental technician output had been to one part per day while worker risk for repetitive motion injury was substantial. The automated CBF process can produce 100 dental partials in a three step three-hour process. Part uniformity of surface finish from part-to-part is greatly enhanced. Technically superior finishes reduce problems such as plaque adhesion and reduce the potential for bacterial contamination of surfaces.

13CBF Isotropic Finishing – Carbide Tooling The Method: Centrifugal Isotropic Finishing This is a high-intensity edge surface finishing method that is useful for producing very refined surface finishes and functionally useful isotropic surfaces. The method makes use of high G forces generated centrifugally to multiply the surface interaction of abrasive or polishing material with part surfaces. It is not uncommon for edge and surface effects to be developed in cycle times less than 1/10th of more conventional methodsThe Parts: While it may seem counter-intuitive to improve cutting tool performance by running the tool through a tumbling process, developing a uniform edge-break on tooling can improve performance and longevity substantially.
Processing Notes: Twp process tracks have been developed for improving tooling with edge and surface preparation. One process that has been developed utilizes non-abrasive materials to burnish edges and surfaces.The other track uses dry process media material in conjunction with polishing abrasives to develop mre refined and insistent tooling edges that are more predictble.
High energy finishing or burnishing has also been used to develop superior wear characteristics on stamping tooling. In some cases the longevity of this kind of tooling has been increased by a factor of 10X when this kind of treatment is used prior to running the tooling in operations.
SME MMR Isotropic Surface Finish Research Project Dave Davidson, SME MMR | [email protected] | dryfinish.wordpress.comJack Clark, Surface Analytics | [email protected] | http://sme.org/mmr
c

14Medical Device Finishing The medical industry relies on Centrifugal
Barrel Finishing to give their parts a fine finish.
For the medical industry, the fine isotropic finish produced by CBF machines is a requirement. By running metal implants in centrifugal finishing machines, medical suppliers can ensure doctors and their patients that they won't have to worry about plaque buildup, which leads to fewer complications with surgeries and procedures. Centrifugal machines are also used by companies that produce other medical devices.
Centrifugal barrel polishing machines are also useful and productive for automating the finishing acrylic devices such as those used in the production of hearing aids and other acrylic medical devices and implants.
SME MMR Isotropic Surface Finish Research Project Dave Davidson, SME MMR | [email protected] | Jack Clark, Surface Analytics | [email protected] | http://sme.org/mmr

15Surface Finish Types compared.
Note: the random nature of the abrasive or scratch pattern developed on the CBF sample as opposed to the directional and linear nature of the pattern shown on the other three roller bearing test specimens.
Photos by Jack Clark, Surface Analytics, [email protected]
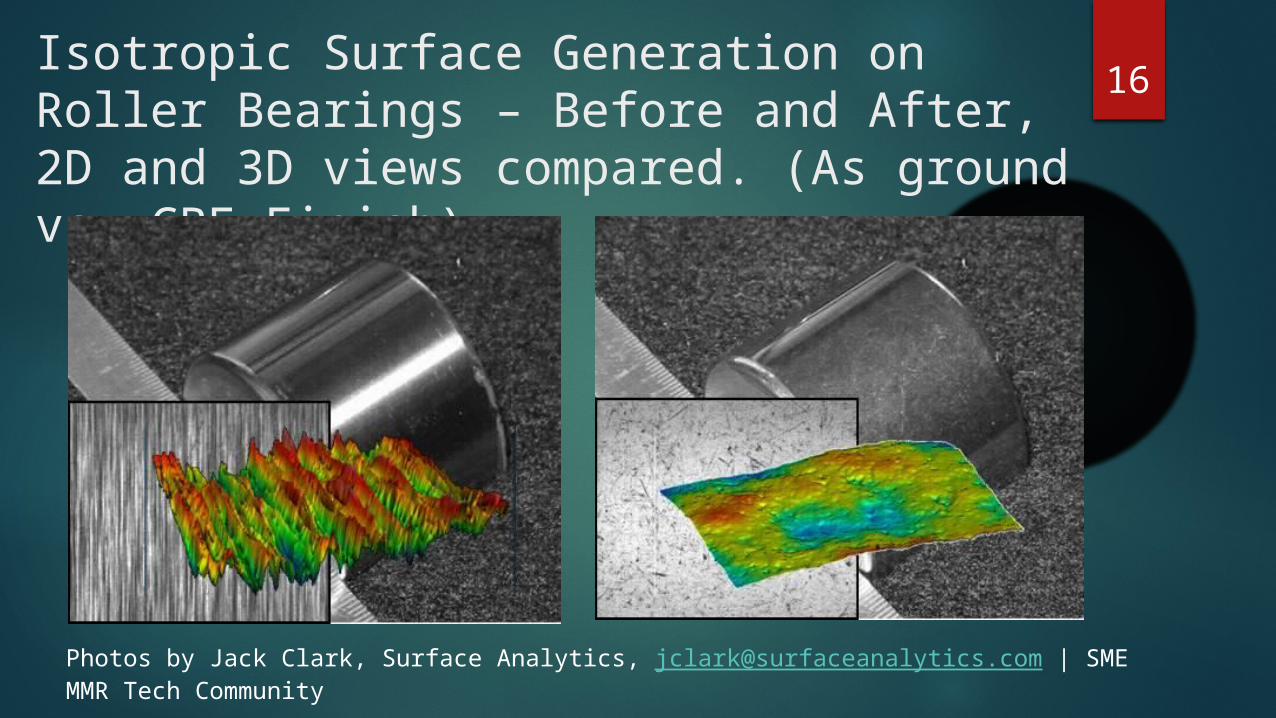
16Isotropic Surface Generation on Roller Bearings – Before and After, 2D and 3D views compared. (As ground vs. CBF Finish)
Photos by Jack Clark, Surface Analytics, [email protected] | SME MMR Tech Community

17Meeting the Lean Deburring Challenge at MacKay Mfg. Co. Spokane, WA
Typical Hand deburring operation prior to implementation of high speed centrifugal isotropic finishing and cellular flow for deburring and finishing operations
This batch method can lead to uniformity problems and have uneven stress distribution on parts that can lead to premature part failure in many cases

18High speed isotropic finishing in a cellular flow environment replaces most hand finishing…

19CIF Advantages: very high speed processsing, quick change over capability, Different parts can be processed simultaneously in different chambers.
CIF Finishing principle: High speed rotation or turret, counter-rotating rotation of chambers can produce processing pressures of 10-20 G’s

20Parts can be processed in bulk

21Parts can also be processed singly with compartmentalization or fixturing

22High pressure finishing can remove machining or milling marks for ultra-smooth surfacs

23Smaller parts with difficult to access geometries can be finished…

24