issue 04 | october 2007 smart formulating...
TRANSCRIPT

Crosslinkers Raw Materials for Resins MattingResinsResinsResinsRaw Materials for Resins
ResinsRaw Materials for Resins MattingResinsMattingResinsCrosslinkers
ColoringRaw Materials for Resins
ColoringRaw Materials for Resins
Issue 04 | October 2007
Resins
Micro-Foam in Waterborne Coatings and Printing Inks? There is a Solution: TEGO® Airex 90X W!
Often it is only recognizable using a magnifying glass or a microscope: micro-foam! It consists of small gas bubbles, which remain in the applied fi lm after application. In the end the micro-bubbles lead to surface defects in the coat-ing. These defects cause damages, depending on the substrate: metallic substrates corrode ahead of time, wooden substrates have low weather stability and fungal decay, silk screen inks show bad printing results etc.
The elimination of micro-foam in coatings and print-ing inks is one of the big challenges formulators and processors of coatings have to meet. The Chemicals Business Area of Evonik Industries has been research-ing the fi eld of micro-foam for years. Our aim is to eliminate and actively avoid micro-foam in coatings and printing inks. The products are known under the brand name TEGO® Airex 90X W. This deaerator family has been complemented by another product which is highly effective, but also very compatible in the coating: TEGO® Airex 904 W.
Micro- and Macro-foamFoam is particularly important in waterborne formula-tions. Macro-foam, consisting of foam-bubbles on the
coatings surface, is usually easy to recognize, as when foam bubbles form in a container after fi lling. Macro-foam is also clearly visible when applying a paint to a substrate by brush or by roller. However, micro-foam is often only visible through a magnifying glass or micro-scope in the dried or cured coating. It consists of very small bubbles of trapped air in the coating, which can affect the function of the coating. There are however effects where the connection with micro-foam is not immediately obvious.
Cause and Effect ■ Pinholes encourage corrosion If the substrate for an industrial coating shows ear-
ly signs of corrosion the cause may be pinholes in
Specialty Acrylics Opens First Production Plant for Thermoplastic Methacrylic Resins in Asia in 2009
Products for the coatings industry represent more than 10 % of the turnover of the Chemicals Business Area of Evonik Industries, the world’s leading specialty chemicals company. A further step to strengthen the commitment of the Chemicals Business Area of Evonik Industries will be the multi-million US $ investment of its business unit
Continued on page 4
Additives
Micro-Foam in Waterborne Coatings and Printing Inks? 1
TEGO® Foamex 843 2
VESTOSINT® – Polyamide Powder for Polyurethane and Polyester Coating Systems 3
TEGO® Flow 370 7
Coloring
COLORTREND® Colorants: The Global Answer to no-VOC Tinting Trends in Coatings 7
Crosslinkers
Power to the Powder 6
Raw Materials for Resins
Forty Years of Isophorone in Herne 3
Improved Dispersion Stability with Polymerizable Emulsifi ers 5
Dear Mesdames and Sirs,
Welcome to the fourth issue of
our Smart Formulating Journal,
the magazine for our business
partners in the coatings and paint
market.
The magazine‘s design has been
slightly modifi ed to refl ect recent changes in our Group.
Since September 12, 2007, we have been doing business as
Evonik Industries AG, the new creative industry group for
chemicals, energy, and real estate, a company with a solid
foundation and attractive growth potential. Evonik Degussa
plays a special role in that growth.
Together with you, our customers, we want to shape profi t-
able growth in the future, relying on our special strengths
of reliability, innovative ability, creativity, and expertise.
Our future growth will be driven especially by new markets,
by the expansion of our global presence in growth markets,
primarily in Asia, Eastern Europe, and Latin America, and by
a consistent strengthening of our sales and marketing efforts.
This issue of Smart Formulating Journal again provides you
with an overview of the broad range of our product portfolio
for the coatings market. At the same time, we want to keep
you abreast of the latest developments and innovations. We
look forward to your comments and our ongoing intensive
dialogue with you.
Cordially yours,
Dr. Manfred Spindler,
Member of the Managing Board of Evonik Degussa GmbH
Editorial
smart formulatingjournal
the paint. Pinholes are small channels in the coat-ing which remain when micro-foam bubbles rise too slowly out of the drying paint layer. If these channels reach down to the metallic substrate, moisture and salts can penetrate unhindered resulting in progres-sive corrosion.
■ Clouding and loss of gloss caused by small foam bubbles If a coating does not develop gloss or becomes cloudy
immediately after application, the initial response is to suspect incompatibility of the components of the paint. However inspection using a microscope or even a simple magnifying glass reveals that cloudiness or low gloss is sometimes caused by extremely fi ne air bubbles trapped in the dry paint fi lm.
Specialty Acrylics into a production plant for thermo-plastic methacrylic resins. The plant will be located at the Shanghai Chemical Industrial Park (SCIP) just south of Shanghai, being part of a Verbund site for methyl-methacrylates (MMA-products).
Additives
Continued on page 7
Groundbreaking ceremony of the Verbundsite under presence of the Degussa board and the president of the BU Specialty Acrylics, Dr. Michael Müller-Hennig.
Resins
Specialty Acrylics Opens First Production Plant for Thermo-plastic Methacrylic Resins in Asia in 2009 1
Business Line Polyesters and Adhesives invests in Coil Coating future technology 2
AdditivesAdditivesAdditivesAdditivesAdditivesAdditivesjournal
Additivesjournal

2 smart formulating journal
Business Line Polyesters and Adhesives invests in Coil Coating future technology
Interior view: High gloss refl ector plates with NIR emitting quartz lamps
To meet our customers demands and live up to their future expectations, technical service group for DYNAPOL® coating polyesters (CO-PY-RT-TS, Dr. Thorsten Brand) invested in a NIR® (Near Infrared) Coil Technicum from AdPhos AG, Bruckmühl/ Germany, the worldwide leading supplier for modern NIR coating lines. For high speed applications of coil coating paints this new equipment represents the latest in paint technology.
NIR® Coil Technicum lab equipment
The NIR® Coil Technicum allows to determine the NIR parameter for indus-trial production lines under laboratory conditions. The focused stoving times range from 2.5 – 4 seconds with peak metal temperatures of 200 – 250 °C.
The good news is: The conventional chemistry works! The high curing speeds of continuously running NIR lines can basically be accomplished by the already well established chemistry (melamine or polyisocyanate systems). Compared to other modern curing systems (e.g. UV-hardening), only some NIR specifi c adjustments of the paint formulations are necessary, fast industrial implementation will be the benefi t.Since delivery and startup of NIR® Coil Technicum in last June/July extensive test series and paint formulation works based on our DYNAPOL® polyester res-ins are running with the objective to support our customers in entering into this new technology quickly and to extend one of our most important fac-tors of success: service. Beside supplying DYNAPOL® coating polyester resins and providing specifi c NIR starting formu-lations, in future it will be possible to extrapolate our optimized curing process parameters to industrial coating lines by using particular AdPhos designed soft-ware.For the time being, fi rst successful com-pleted test series for thinfi lm coil coating primers for galvanized steel as well as for some high gloss coil coating top coats were introduced to selected customers on the Asian market.
Resins
Fast “Knockdown” Defoamer for Waterborne Coatings and Printing Inks: TEGO® Foamex 843Newly-developed TEGO® Foamex 843 provides optimal defoaming in waterborne fl exo and gravure printing inks.
In the coatings and printing ink industries, the trend towards waterborne formulations continues unabated. Thanks to the efforts of formulators and raw material manufacturers, waterborne systems now reach a level of quality which was previously seen only in solvent-borne formulations.Cost-effectiveness is the key to success in today’s tough competitive environment. Production of coatings and printing inks must be optimal; fi lling should be prob-lem-free and users should be provided with the largest possible window of application. Additionally, coatings and printing inks must be able to adapt to the increas-ing speed of application processes.In waterborne formulations, this poses a particular challenge to defoamers. Therefore, TEGO® Foamex 843 offers everything required of a highly effective defoam-er for waterborne fl exo and gravure printing inks:■ effective prevention of foam even in chambered doc-
tor blade systems ■ rapid and complete destruction of foam■ retains its effectiveness during storage of the ink and
long print runs ■ does not result in defects in the printed image
This ensures long print runs, problem-free handling and minimum rejects.
TEGO® Foamex 843 is based on an innovative defoam-er technology. Although not an emulsion, this solvent-free product can be easily mixed into the let-down. Highly effective, even in colloidal resin dispersions, TEGO® Foamex 843 permits high printing speeds on a wide variety of substrates. The low use levels and wide application range make this product extremely cost effective.Such properties are also required for waterborne wood lacquers, particularly for low-viscosity dip and fl ow coatings, which are continuously pumped around the application unit resulting in air entrapment. Foam forms on the coating material and can build up into a “crown”. Here, TEGO® Foamex 843 ensures rapid foam collapse thus eliminating foam-related disruption of the production process. Even after long throughput times in the application plant, TEGO® Foamex 843 retains its effectiveness.
Additives
Technical Contact:[email protected] www.tego.de
Technical Contact:[email protected]

smart formulating journal 3
how the addition of polyamide powder improves the mechanical values of polyurethane and polyester coat-ings.
The PUR-PA or SP-PA systems are used, among other things, for rolling shutters, facades, and rolling gates. The wide range of particle-size distributions that is offered makes it possible to satisfy many different requirements. Powders having an average particle diameter of 5 or 10 micrometers are exceptionally good for matting. The coarser particles having particle diameters of 20 to 100 micrometers are used as structuring agents. Lightly to strongly structured surfaces can be achieved, depend-ing on the dry layer thickness. Figure 2 provides an overview of the powder grades that are available.
The chemical structure of polyamide 12 brings about these improvements: The carbonomide groups (-CO-NH-) form hydrogen bridge bonds between the chains of the macromolecules, thereby substantially promot-ing crystallinity and increasing strength and chemical resistance. During the stoving process, carboxyl end groups integrate the powders into the coating system not only physically, but also chemically.
H - [NH - (CH2)11 - CO]n - OH
Table 1 shows how the polymer properties affect coating quality:
VESTOSINT® – Polyamide Powder for Polyurethane and Polyester Coating SystemsFor more than 25 years, manufacturers of coating systems that must meet high requirements in regard to elasticity, surface hardness, and abrasion resistance have placed their confi dence in VESTOSINT®, a polyamide 12 powder which, when added to the system, decisively improves coating quality in respect to these properties.
VESTOSINT® is produced in a globally unique process. This manufacturing process results in compact particles with nearly round surfaces and high crystallinity. Coil coatings are an example of how VESTOSINT® fi ne powders can be successfully used. Table 2 clearly shows
Property of polyamide 12 Coating property
High toughness Improvement of elasticity
Very good resistance against alkalis,
salt solutions and many solvents No swelling, good resistance to washing
Low coeffi cient of sliding friction Good sliding properties
High abrasion resistance Low wear
Impact resistance Improvement of impact strength
High physical strength Reduction of crack formation
High surface hardness Increase in scratch resistance
Conforms to requirements regarding
food legislation Can be used in the food industry
Table 1
[Glo
ss 6
0°]
VESTOSINT [weight%]
00 1 2 3 4 5 6 7 8 9 10 11 12
10
20
30
40
50
60
70
80
90
100
VESTOSINT 2070 natural colored VESTOSINT 2159 natural colored
Matting effect of VESTOSINT
Perc
ent
Micrometers
00 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
10
20
30
40
50
60
70
80
90
100
VESTOSINT 2158 natural colored
VESTOSINT 2061 natural colored
VESTOSINT 2155 natural colored
VESTOSINT 2070 natural colored
VESTOSINT 2159 natural colored VESTOSINT 2162 natural colored
VESTOSINT 2157 natural colored
Malvern Mastersizer
Properties SP PURPUR-PA/
SP-PA
Gloss 10...80 10...80 10...40
Surface hardness B C A
Heat resistance up to a max. ˚C 80 80 80
Formability/bending (T-bend) C B B
Roll forming B B B
Abrasion resistance D E B
Weathering resistance,
UV resistance D D D
Weathering resistance,
corrosion resistance to Zn C C C
Table 2: Property profi les of diverse coil coating systems
A = excellent B = very good C = good D = satisfactory E = adequate F = not applicable
Additives
Technical Contact:[email protected] www.vestosint.com
In its 40th year of isophorone production, the Chemicals Business Area of Evonik Industries has successfully started up its 4th isophorone line in Herne, thereby signifi cantly strengthening its already prominent position in isophorone chemistry. Says Gerd Brand, head of the Crosslinkers Business Line, “With this investment we’re laying the founda-tion for further growth and continued successful col-laboration with our customers in the years to come.” The Chemicals Business Area of Evonik Industries now operates a total of four production lines, three in Herne (Germany) and one in Alabama in the U.S. This investment represents the second major expan-sion of the Herne site in recent years: in 2006, with the startup of the VESTANAT® H12MDI plant, the Chemicals Business Area of Evonik Industries made an important new addition to its product portfolio for high-grade polyurethane (PUR) coatings. Isophorone serves as the base for a wide range of coating raw materials for high-grade and envi-ronment-friendly coating systems. The derivative VESTAMIN IPD® (isophorone diamine) is a reliable component for formulation of high-grade epoxy resin hardeners for industrial fl ooring, for example. PUR raw materials with the VESTANAT® brand name are used, for instance, in formulation of light- and weathering-resistant automotive coatings and for high-quality components in automotive interiors. Crosslinkers with the VESTAGON® brand name are used in weathering-resistant powder coatings.
Raw Materials for Resins
Technical Contact:[email protected] www.vestamin.comwww.vestanat.com
Inauguration ceremony in Herne (from left to right): Mr. H. Schiereck, Mayor of Herne, Dr. M. Spindler, Dr. K. Engel (member of the board of Evonik Industries), Mr. H. Schiereck, Mayor of Herne, Dr. M. Spindler, Dr. K. Engel (member of the board of Evonik Industries), Mr. H. Schiereck, Mayor of Herne, Dr. M. Spindler,
Dr. H.-P. Schaufl er (head of BU Coatings & Colorants)Dr. K. Engel (member of the board of Evonik Industries), Dr. H.-P. Schaufl er (head of BU Coatings & Colorants)Dr. K. Engel (member of the board of Evonik Industries),
Figure 1: Degree of gloss as a function of VESTOSINT® concentration.
Figure 2: Overview of VESTOSINT® fi ne powders
Forty Years of Isophorone in HerneThe 4th Isophorone Line of the Chemicals Business Area of Evonik Industries success-fully goes onstream

4 smart formulating journal
With small micro-bubbles the internal pressure is higher than the external pressure and this pres-sure difference causes air from the micro-bubble to diffuse into the surrounding medium and dissolve there. Diffusion, and with it, shrinking of the micro-bubble occurs. This becomes faster the smaller the micro-bubble so that small micro-bubbles dissolve.The air from the small micro-bubbles either remains dissolved or diffuses into larger micro-bubbles whose internal pressure is markedly lower. Larger micro-bubbles can thus grow further.
How do deaerators work?Effective deaerators must have a targeted incompat-ibility with the paint formulation so that the deaera-tor immediately orients itself at the air/liquid inter-face, i.e. at the micro-bubbles. It is assumed that the deaerator displaces foam stabilizing surfactants there and so promotes diffusion of the air into the sur-rounding medium. The micro-bubbles become ever smaller until they completely dissolve.Larger micro-bubbles grow further as air diffuses into them and can rise more quickly to the surface (Stoke’s Law). There they break or form surfactant-stabilized foam bubbles (macro-foam).With the development of deaerators it is always nec-essary to fi nd a good balance between effectiveness and compatibility: if the compound is too compatible, it will not exhibit deaerating activity, but if it is too incompatible, there will be defects like craters, fi sh-eyes or turbidity. Particularly deaerating additives based on organically modifi ed polysiloxanes show an excellent balance between effectiveness against micro-bubbles and compatibility within the medium that is to deaerate. Additionally we have found, that a combination of organically modifi ed polysiloxanes and hydrophobical solids is essential.
TEGO® Airex 904 W: good effectiveness and compatibilityWith the new TEGO® Airex 904 W it is possible to eliminate micro-foam effectively in waterborne for-mulations. With this the demand of the market on an effective but simultaneously having good com-
■ Air inclusions inhibit optimal curing of radiation-curing coatings
A great advantage of radiation-curing coatings is that they cure within a few seconds. However oxygen from the air can slow down curing. Inert gas can be used to avoid contact of the coating with air. In spite of this, curing can be affected if micro-foam bubbles containing air are present in the coating.
How is micro-foam formed?Micro-foam is formed of small air or gas bubbles in the coating. When present, surfactants orient themselves at the air/liquid interface of the micro-bubble and sta-bilize it. Such surfactant structures are found in large numbers in coatings and printing inks through:■ the binder itself (particularly in emulsions and dis-
persions for waterborne formulations)■ wetting and dispersing additives■ surface or substrate wetting additives■ waxes and wax-dispersions or sanding like stearates
However, for micro-bubbles to occur, air or gas must fi rst have been incorporated into the paint formula-tion. Air incorporation can occur by:■ stirring during paint manufacture■ stirring when adding curing agent in 2-pack systems■ application processes such as rolling, dipping, spray-
ing and, most importantly, airless-/airmix-spraying■ release of gas by chemical processes during curing of
the paint (e.g. reactions of isocyanate with moisture)■ application on porous substrates such as wood, stone
or cement fl oors
Paint viscosity is responsible for foam problemsViscosity also has a decisive effect on foam formation in paints, coatings and printing inks. For example, the speed at which foam bubbles rise depends on the viscosity of the paint formulations. According to the simplifi ed form of Stoke’s Law the relationship is: V ~ r2/.This means that air bubbles in paint formulations with a relatively high viscosity only rise very slowly (small rising speed ). As a consequence air bubbles do not reach the paint surface but remain in the paint layer while the paint cures further or dries physically – a great problem particularly in highly viscous fl oor coat-ings or high-build wood varnishes.
Micro-foam and macro-foam – size is the distinguishing featureHowever another important relationship is indicated by Stoke‘s Law: the size of the air bubble has a very marked effect on the rising velocity as the radius of the bubble appears to the square in the equation.Large air bubbles (>100 µm diameter, but depending on the viscosity) rise very quickly – suffi ciently quickly that, during curing or drying, they reach the surface where they form macro-foam. In contrast, the rising velocity of air bubbles between about 10 and 100 µm diameter is so small that, same viscosity provided, they rise extremely slowly and fi nally remain in the coat-ing. These small bubbles are called micro-foam.
Can micro-bubbles dissolve of their own accord?Changes in micro-bubbles in a coating which has been applied by airless techniques can be observed under a microscope during the drying phase.At fi rst there is a mixture of micro-bubbles of differ-ent sizes. As drying occurs the picture alters. Large micro-bubbles become larger while small micro-bub-bles become even smaller. They literally shrink until they are no longer recognizable.The driving force for the shrinkage of the small micro-bubbles is the Laplace pressure of the micro-bubble. The Laplace pressure is given by the Young-Laplace equation. It relates the internal pressure of a micro-bubble to the external pressure of the sur-rounding medium.
Micro-Foam in Waterborne Coatings and Printing Inks? There is a Solution: TEGO® Airex 90X W!
Additives
Continued from page 1
v ~ r²/
v = rising speed of the foam bubbler = radius of the foam bubble = viscosity of the paint
Figure 2: Rising speed depending on the radius of the bubble
immediately
after 10 min
after 20 min
Figure 3: View through a microscope: dissolving of micro-bubbles with time proceeding, waterborne formulation on glass, airless applied
Figure 1: Waterborne wood coating, airless applied: left – without deaerator, right – with deaerator) Figure 1: Waterborne wood coating, airless applied: left – without deaerator, right – with deaerator) Figure 1: Waterborne wood coating, airless applied:
smart formulating journal 5
Figure 4: TEGO® Airex 90X W family for waterborne formulations.
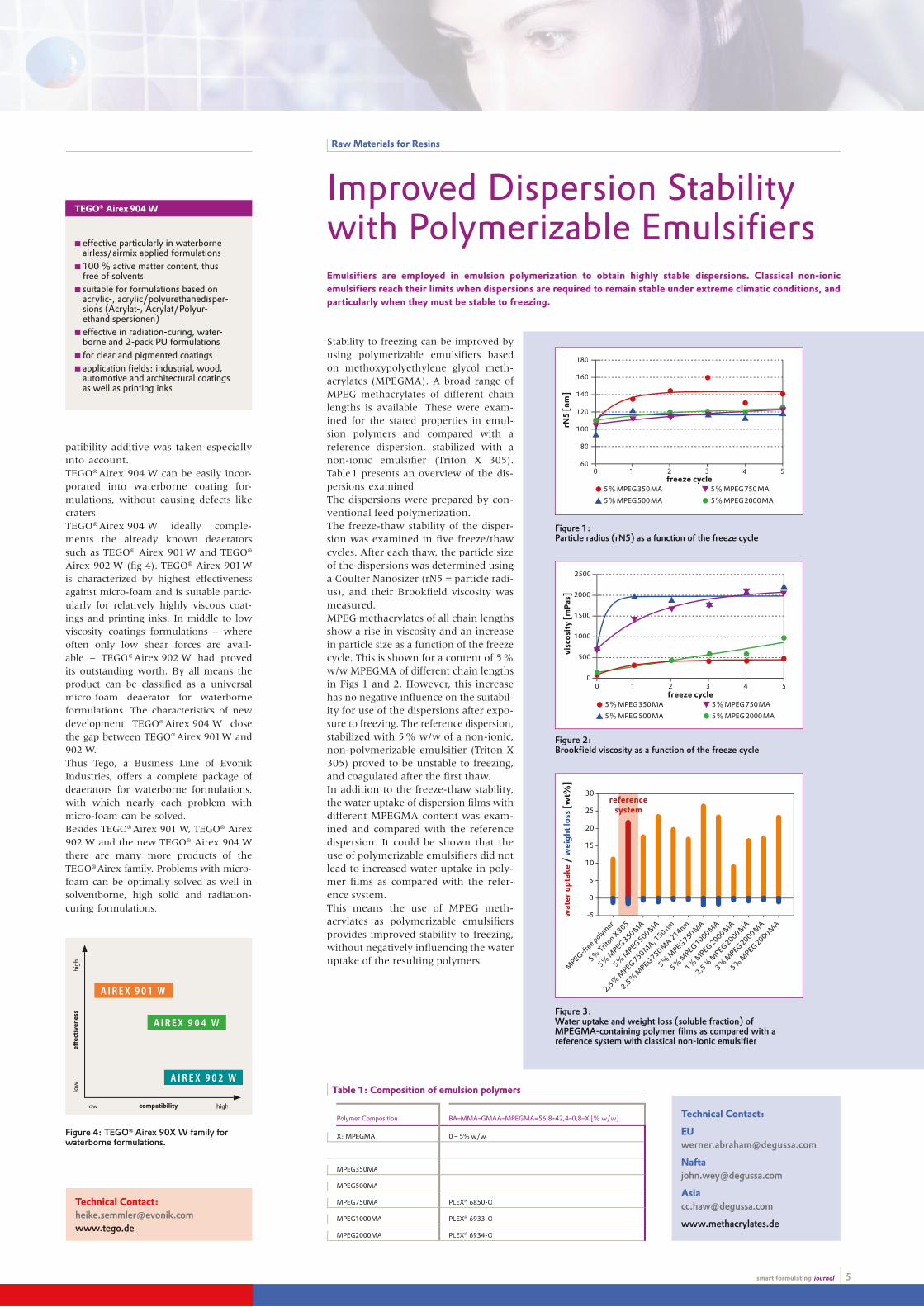
Improved Dispersion Stability with Polymerizable Emulsifi ers Emulsifi ers are employed in emulsion polymerization to obtain highly stable dispersions. Classical non-ionic emulsifi ers reach their limits when dispersions are required to remain stable under extreme climatic conditions, and particularly when they must be stable to freezing.
Stability to freezing can be improved by using polymerizable emulsifi ers based on methoxypolyethylene glycol meth-acrylates (MPEGMA). A broad range of MPEG methacrylates of different chain lengths is available. These were exam-ined for the stated properties in emul-sion polymers and compared with a reference dispersion, stabilized with a non-ionic emulsifi er (Triton X 305). Table 1 presents an overview of the dis-persions examined.The dispersions were prepared by con-ventional feed polymerization.The freeze-thaw stability of the disper-sion was examined in fi ve freeze/thaw cycles. After each thaw, the particle size of the dispersions was determined using a Coulter Nanosizer (rN5 = particle radi-us), and their Brookfi eld viscosity was measured. MPEG methacrylates of all chain lengths show a rise in viscosity and an increase in particle size as a function of the freeze cycle. This is shown for a content of 5 % w/w MPEGMA of different chain lengths in Figs 1 and 2. However, this increase has no negative infl uence on the suitabil-ity for use of the dispersions after expo-sure to freezing. The reference dispersion, stabilized with 5 % w/w of a non-ionic, non-polymerizable emulsifi er (Triton X 305) proved to be unstable to freezing, and coagulated after the fi rst thaw. In addition to the freeze-thaw stability, the water uptake of dispersion fi lms with different MPEGMA content was exam-ined and compared with the reference dispersion. It could be shown that the use of polymerizable emulsifi ers did not lead to increased water uptake in poly-mer fi lms as compared with the refer-ence system. This means the use of MPEG meth-acrylates as polymerizable emulsifi ers provides improved stability to freezing, without negatively infl uencing the water uptake of the resulting polymers.
patibility additive was taken especially into account.TEGO® Airex 904 W can be easily incor-porated into waterborne coating for-mulations, without causing defects like craters.TEGO® Airex 904 W ideally comple-ments the already known deaerators such as TEGO® Airex 901 W and TEGO®
Airex 902 W (fi g 4). TEGO® Airex 901 W is characterized by highest effectiveness against micro-foam and is suitable partic-ularly for relatively highly viscous coat-ings and printing inks. In middle to low viscosity coatings formulations – where often only low shear forces are avail-able – TEGO® Airex 902 W had proved its outstanding worth. By all means the product can be classifi ed as a universal micro-foam deaerator for waterborne formulations. The characteristics of new development TEGO® Airex 904 W close the gap between TEGO® Airex 901 W and 902 W.Thus Tego, a Business Line of Evonik Industries, offers a complete package of deaerators for waterborne formulations, with which nearly each problem with micro-foam can be solved.Besides TEGO® Airex 901 W, TEGO® Airex 902 W and the new TEGO® Airex 904 W there are many more products of the TEGO® Airex family. Problems with micro-foam can be optimally solved as well in solventborne, high solid and radiation-curing formulations.
Raw Materials for Resins
Technical Contact:
www.methacrylates.de
rN5
[nm
]
5% MPEG350MA
5% MPEG500MA
5% MPEG 750MA
5% MPEG2000 MA
freeze cycle0 1 2 3 4 5
60
80
100
120
140
160
180
Figure 1: Particle radius (rN5) as a function of the freeze cycleFigure 1: Particle radius (rN5) as a function of the freeze cycleFigure 1:
Figure 2: Brookfi eld viscosity as a function of the freeze cycle
visc
osit
y [m
Pas]
0 1 2 3 4 50
500
1000
1500
2000
2500
5% MPEG350MA
5% MPEG500MA
5% MPEG750MA
5% MPEG2000MA
freeze cycle
-5
0
5
10
15
20
25
30reference
system
MPEG-fr
ee polymer
5% Trit
on X305
5% M
PEG350MA
5% M
PEG500MA
2,5%
MPEG750M
A, 150 nm
2,5%
MPEG750M
A 214nm
5% M
PEG750MA
5% M
PEG1000MA
1% M
PEG2000MA
2,5%
MPEG2000M
A
3% M
PEG2000MA
5% M
PEG2000MA
wat
er u
ptak
e /
wei
ght l
oss
[wt%
]
Figure 3: Water uptake and weight loss (soluble fraction) of Figure 3: Water uptake and weight loss (soluble fraction) of Figure 3:
MPEGMA-containing polymer fi lms as compared with a reference system with classical non-ionic emulsifi er
■ effective particularly in waterborne airless/airmix applied formulationseffective particularly in waterborne airless/airmix applied formulationseffective particularly in waterborne
■ 100 % active matter content, thus free of solvents
■ suitable for formulations based on acrylic-, acrylic/polyurethanedisper-sions (Acrylat-, Acrylat/Polyur-acrylic-, acrylic/polyurethanedisper-sions (Acrylat-, Acrylat/Polyur-acrylic-, acrylic/polyurethanedisper-
ethandispersionen)sions (Acrylat-, Acrylat/Polyur-ethandispersionen)sions (Acrylat-, Acrylat/Polyur-
■ effective in radiation-curing, water-borne and 2-pack PU formulations
■ for clear and pigmented coatings■ application fi elds: industrial, wood,
automotive and architectural coatings as well as printing inks
TEGO® Airex 904 W
Technical Contact:[email protected] www.tego.de
effe
ctiv
enes
s
compatibility
A I R E X 9 0 1 W
A I R E X 9 0 4 W
A I R E X 9 0 2 W
high
high
low
low
Polymer Composition BA–MMA–GMAA–MPEGMA=56,8–42,4–0,8–X [% w/w]
X: MPEGMA 0 – 5% w/w
MPEG350MA
MPEG500MA
MPEG750MA PLEX® 6850-O
MPEG1000MA PLEX® 6933-O
MPEG2000MA PLEX® 6934-O
Table 1: Composition of emulsion polymers

6 smart formulating journal
Powder coatings and their success story have been the subject of much discussion since the 1960s. The more than 1 million metric tons produced worldwide are far from reaching the saturation limit. Growth is still predicted to be good, particularly in the Far East. Pro-ducers intend to increase their market share, even in well established powder coating markets, by opening up new market segments. To do so, signifi cant innova-tions are being sought in these regions. A general limitation of powder coat-ing technology has been the coating of heat-sensitive parts, particularly with weather-stable systems. A new approach for doing this is provided by a recently discovered catalyst system with an addi-tional stabilizer and activator for block-ing agent-free polyurethane systems, which has already been discussed here. With the so-called second generation of this development, we have now elimi-nated some crucial drawbacks.To recap once more, four “elements” are needed as keys to this system.The catalyst tetraethylammonium car-boxylate (VESTAGON® EP-RC 8020) induces ring cleavage of uretdione crosslinkers, for example, VESTAGON®
EP-BF 9030, at considerably lower tem-peratures (120 –150 °C) than purely thermal cleavage at ca. 170 –180 °C (time/temperature function).However, this catalyzed ring cleavage occurs at 120 –150 °C only when no COOH groups are in the reaction mix-ture, namely, the powder coating. The hydroxyl polyesters generally used for manufacturing PUR powder coatings contain small amounts of carboxyl groups, which thus initially reduce reactivity and elevate storage stability. To achieve high reactivity, they must then be removed from the reaction mixture for the above-stated reason. An acid scavenger (i.e. triglycidyliso-cyanurate or homologs) are used for this purpose.
The low-temperature system presented here offers some obvious improvements over the preceding system. ■ Better surfaces with adequate storage stability and
good mechanical properties■ Reduction of the crosslinking ratio NCO:OH from
2.0 –1.7:1 to 1.4 –1.2:1
The following Table 1 shows some starting formulation examples with different NCO:OH ratios and a catalyst concentration of 0.75 mmol TAAC:
sibility, particularly when our recommendations are followed and a crosslinking ratio NCO:OH of 1.4:1 is used. The formulator can control fi nal properties within certain limits by means of varying the above discussed coating parameters. The achieved properties make it possible to open up uses for powder coating in applications that were previously ruled out. Nonethe-less, our goal is to further improve low temperature curable, storage-stable powder coatings to fi nd increase the novel uses for polyurethane powder coatings.
These mixtures of catalyst with crosslinker, crosslinker with polyester and polyester acid with acid scavenger TGIC or homologs are extremely sensitive and infl u-ence the following parameters:1. Reactivity2. Storage stability3. Smoothness4. Mechanical properties
Graph 1 illustrates the catalyst-crosslinker and cross-linker-polyester coherences.As we see from this fi gure, an increase in catalyst from 0.75 to 1.0 mmol reduces the peak temperature by approximately 7 °C. Likewise, an increase in the cross-linking ratio from 1.2:1 to 1.4:1 or from 1.4 to 1.7:1 causes a peak temperature decrease of approximately 6 °C in each case. As mentioned further above, a clear cut advantage over the fi rst generation of the low tem-perature system here is the potential to appreciably reduce the uretdione crosslinker in the NCO:OH ratio from 1.7–2.1:1 to 1.4:1 and even 1.2:1. This reactivity is refl ected in the achievable curing temperatures at which desired mechanical properties are obtained. One must take into account that a further increase in reac-tivity is detrimental to storage stability and surface appearance at elevated stor-age temperatures.
In Table 2, a comparison of generation 1 and 2 of the low temperature system illustrates the distinct advantages of the new generation in terms of storage sta-bility at high temperatures.
In the following graphs 2 and 3, we fi nd coating data for the system VESTA-GON® EP-BF 9030 with Fine-Plus M 8078 and 0.75 mmol catalyst and dif-ferent crosslinking ratios.In other words, we always obtain sprayable powder coatings, though the most sensitive parameter, smooth-ness, changes depending on formula-tion, storage time, and storage condi-tions. The storage at room temperature is extremely stable, showing very little change in all values throughout the entire four week period. The elevated storage tem-perature of 40 °C again illustrates the improvements in the system with Fine-Plus M 8078. In this case, storage of up to two weeks at 40 °C with only minor changes in these values is within the realm of pos-
Power to the PowderThe second generation of LTC (Low Temperature Cure) PUR powder coatings is exhibiting signifi cant improvements in storage stability. A proper design of the polyol is a new key element for overall performance of LTC systems. This powder coating technology is targeted for heat sensitive substrates like MDF, pre-assembled parts, electronic appli-cations, aluminum substrates, etc.. Also, heavy metal parts can be powder coated with more energy effi ciency.
Exot
herm
al P
eak
Tem
pera
ture
[°C
]
Catalyst Level TAAC [mmol]
1550,75 0,80 0,85 0,90 0,95 1,00
160
165
170
175
180
185
190
NCO:OH = 1,2:1 NCO:OH=1,4:1 NCO:OH=1,7:1
Crosslinkers
Properties and Stability of New LTC Formulations0.75 mmol catalyst
NCO:OH 1.2:1 NCO:OH 1.4:1 NCO:OH 1.7:1
Initial Coating Properties:
Cure Temperature, 30 min 130 ̊ C 150 ̊ C 130 ̊ C 150 ̊ C 130 ̊ C 150 ̊ C
PCI Smoothness (1–10) 5 5 4 – 5 4 – 5 4 4
60˚ gloss 86 94 83 93 82 92
Impact (D/R) (in. -lb.) 40/<10 80/20 60/<10 160/140 140/60 160/160
Cupping test (mm) 10 10 >10 >10 >10 >10
After 1 Week, 40 ̊ C Exposure:
Cure Temperature, 30 min 130 ̊ C 150 ̊ C 130 ̊ C 150 ̊ C 130 ̊ C 150 ̊ C
PCI Smoothness (1–10) 4 – 5 4 3 4 3 – 4 3 – 4
60˚ gloss 77 94 76 92 74 93
Impact (D/R) (in. -lb.) 40/<10 140/120 100/<60 120/120 100/40 160/100
Cupping test (mm) >10 10 10 >10 >10 >10
Graph 2: Values at different crosslinking ratios initial and after 7 days of storage at 40 °C
uretdione crosslinker
catalyst for ring
cleavageOH polyester
with low acid number acid
scavenger oligomeric
epoxies
Technical Contact:
Europe + Middle [email protected]
Americas + [email protected]
www.vestagon.com
Graph 1: Infl uence of Catalyst Level on Exothermal Peak Temp.Comp. of EP-BF 9030 plus Fine-Plus M 8078 at Different Stoichiometric Ratios
Table 2: Evaluation of storage stability at 40 °C based on DIN ISO 8130-8
First Generation Second Generation
Storage Time, Days (d)
VESTAGON® EP-BF 9030Crylcoat 2839-01.7:1
VESTAGON® EP-BF 9030Fine-Plus M 80781.4:1
1 5 1
7 5 2
14 5 2
28 5 – 6 2
Key 1 Very good fl uidity 2 Good fl uidity 3 Low agglomeration 4 Severe agglomeration, no longer
completely pourable even after tapping
5 Agglomerated into a single piece, dispersion possible only by machine
6 Product sintered, volume reduction
NCO:OH 1.2:1
NCO:OH 1.4:1
NCO:OH 1.7:1
VESTAGON® EP-BF 9030 18.99 21.14 24.01
Fine-Clad® M 8078 46.20 43.82 40.64
VESTAGON® EP-RC 8020 2.06 2.29 2.60
Araldit® PT 912 1.25 1.25 1.25
Kronos® 2160 30.00 30.00 30.00
Resifl ow® PV 88 1.00 1.00 1.00
Benzoin 0.50 0.50 0.50
Total 100.00 100.00 100.00
Table 1
Storage Stability of New LTC Formulations0.75 mmol catalyst; NCO:OH = 1.4:1
Cure Conditions 30 min@150 ̊ C:
Storage@40 ̊ C Initial 1 Week 2 Weeks 4 Weeks
PCI Smoothness (1–10) 4 – 5 4 3 2
60˚ gloss 93 92 92 92
Impact (D/R) (in. -lb.) 160/140 120/120 160/140 70/40
Cupping test (mm) >10 >10 >10 >10
Storage@23 ̊ C Initial 1 Week 2 Weeks 4 Weeks
PCI Smoothness (1–10) 4 – 5 4 4 4
60˚ gloss 93 92 92 92
Impact (D/R) (in. -lb.) 160/140 110/80 160/160 160/160
Cupping test (mm) >10 >10 >10 >10
Graph 3: Properties of recommended formula after 7, 14 and 28 days of storage at 23 and 40 °C

TEGO® Flow 370New silicone-free Flow Promoter for solventborne Coatings to achieve the best optical AppearanceThe fi nal layer of a paint structure must protect against external chemical and mechanical attacks. Weathering resistance and resistance to chemicals and solvents are thus particu-larly important. They are affected by, among other factors, the choice of binder and light stabilizer in the coating.
Additives
Although secondary from a technologi-cal standpoint, the gloss and good level-ing of the paint surface of automobile and industrial coatings are extremely important from a visual standpoint as this determines whether the paint sat-isfi es the expectations of the end user. It is equally as important in advance to hinder the development of mechanical-load-induced fi ne scratches as it is to prevent the formation of an uneven surface. Flow additives optimize the fl ow without affecting overcoatability.To meet industry requirements TEGO®
Flow 370 has been developed to achieve outstanding fl ow promotion. It is highly
Groundbreaking for the whole complex has already taken place on Sept. 15, 2007 and start-up of the resin plant is scheduled for the second half of 2009.The new plant will signifi cantly increase the worldwide production capacity for thermoplastic methacrylic resins of the thermoplastic methacrylic resins of the Chemicals Business Area of Evonik Chemicals Business Area of Evonik Industries and use a new production Industries and use a new production technology to supply the latest genera-technology to supply the latest genera-tion of solid binders for the enhanced tion of solid binders for the enhanced performance of solvent-based paint. performance of solvent-based paint. Products manufactured in the new pro-Products manufactured in the new pro-
Specialty Acrylics Opens First Production Plant for Thermoplastic Methacrylic Resins in Asia in 2009
Continued from page 1
Resins
Technical Contact:[email protected] www.binders-and-additives.com
Technical Contact:[email protected] www.tego.com
The Chemicals Business Area of Evonik Industries Multi-User-Site in China (MUSC). „Degalani“ indicates the future location of the production unit for thermoplastic methacrylic resins.
compatible and produces a particularly even surface structure. By using TEGO®
Flow 370 the polyacrylate accumulates on the surface during drying and affects the viscosity in the interface area, lead-ing to excellent fl ow of the clear coat. An advantage in using polyacrylates is that they do not alter the surface ten-sion. TEGO® Flow 370 is heat resistant and silicone-free.
COLORTREND® Colorants: The Global Answer to no-VOC Tinting Trends in CoatingsOver 50 years ago, Cal-Ink, a predecessor of the Colorants Busi-ness Line of Evonik Industries, invented “universal” colorants which was a ground breaking technology needed to launch cost-effective point-of-sale tinting. The Chemicals Business Area of Evonik Industries has since led the way with continuous improvements and spreading the technology globally.One signifi cant technological improvement in the late 1990’s was the development of low-VOC colorants. The line was devel-oped for the United States market based on the combination of glycols and the latest surfactant and additive technologies. Due to the fact that neither legislation nor market pull called for this advancement, this technology was clearly ahead of its time for the U.S. market. However, times are changing...Today the U.S. consumer’s awareness of going „green“ is higher than at any other time in history – a fact not lost on the archi-tectural paint companies as they bring to market low and no-VOC paints. This growing interest in environmentally friendly products is the motivation for retailers, such as Wal-Mart, to drive their suppliers to reformulate and repackage merchandise in an effort to meet corporate mandates of environmental „sus-tainability“. Currently, the U.S. does not include the addition of colorants at point-of-sale in the VOC calculation of paints. How-ever, the paint companies that want to take a leadership role in the environmental movement realize they have an opportunity to market true no-VOC paints before competition or regulations force them to. It is apparent that the „green“ movement is not an industry „fad“ but rather a societal evolution. To facilitate this evolution, the Chemicals Business Area of Evonik Industries is uniquely positioned with its several no-VOC technologies that have been proven successful over time for our customers around the globe.In Europe, the Chemicals Business Area of Evonik Industries developed specifi c colorant lines designed to meet the require-ments of Eco-labels, such as the German Blue Angel. The per-formance characteristics and tinting costs of these latest colo-rant developments compare well versus traditional universal colorants. The colorant VOC level was reduced to a value of 1 gram/liter, or below 700 ppm. As a result, the demand and acceptance of the latest no-VOC technology (COLORTREND®
807) of the Chemicals Business Area of Evonik Industries has been exceptionally high in the European region. This acceptance has been largely due to the resolution of performance concerns of some traditional no-VOC colorants such as viscosity drop and nozzle drying.Globally, Europe was the front runner in implementing no-VOC technologies, but other regions are quickly following. In China, ASEAN, and many other markets of Asia Pacifi c including Aus-tralia and New Zealand, a demand for low-VOC colorants is driven by the local leading brands, as well as an increasing legis-lative push. Currently, low odor and “poison-free” characteristics of architectural paints are seen as important but will become key success factors in the future. Interestingly enough, the require-ment for low-odor in some sectors of the Chinese market is more important than low-VOC. Fortunately, the comprehensive range of no-VOC technologies offered by the Chemicals Business Area of Evonik Industries is able to meet these extremely objec-tive and culturally different needs. The global technical organi-zation of the Chemicals Business Area of Evonik Industries has created a solution for these local market needs.The dynamics and diversity of the global market for no-VOC colorants require a supplier familiar with these global trends, and with a proven record in this area. With more than nine years of market experience the Chemicals Business Area of Evonik Industries clearly leads the way with its several no-VOC technology platforms.
Coloring
Technical Contact:[email protected] www.colortrend.com
Microgranulate of a Microgranulate of a solid resin from the new production plantsolid resin from the new production plant
duction unit will focus on applications in plastic coatings, printing inks and ceram-ic transfer coatings and will serve the Greater China region. The new produc-tion capacity is urgently needed to cover the steadily-rising demand for solvent-based paint in these market segments, based paint in these market segments, in which double-digit growth rates are not uncommon.
7smart formulating journal

8 smart formulating journal
Imprint Editor Evonik Degussa GmbH, Rellinghauser Straße 1–11, 45128 Essen, GermanyEditorial team Rainer Lomölder (V.i.s.d.P.) • Rolf Dülm
Wernfried Heilen • Wilfried Robers • Torsten Stojanik Contact: [email protected]
Layout/Design Liebchen+Liebchen GmbH, www.LplusL.de, Frankfurt am Main, Germany Print mt druck Walter Thiele GmbH & Co., Printed in Germany
smart formulatingjournal
Evonik 4Coatings
Germany now has a new industrial group: At September 12, Dr. Werner Müller, CEO of the entity previously operating under the name of RAG Beteiligungs-AG, presented the new brand with which Evonik plans to enter the capital market in the fi rst half of 2008.
“Evonik is Germany’s creative industrial group for chemicals, energy and real estate. Our goal is to become one of the most creative industrial groups in the world,” stated Dr. Müller as he intro-duced the new group brand. “Our port-folio, which consists of the Chemicals, Energy, and Real Estate business areas, unites a strong substance with attractive growth potential,“ continued Dr. Müller. The industrial group has been christened Evonik Industries, representing the high-light of the company‘s strategic realign-ment. This is also the last step prior to entering the capital market. In the future, German coal mining operations will be known under the name of RAG, and will not be connected with Evonik, the new industrial group. “Evonik is now entering a new era in group devel-opment,“ said Dr. Müller.
Active portfolio managementThe company will continue to grow prof-itably, supported by the key competen-cies of Evonik Industries. In addition to reliability and a capacity for self-renew-al, these features include in particular creativity and specialization. Evonik Industries plans to increase its innova-tive power in order to expand the com-pany’s technological lead in its respective areas of business. Today, the Chemicals
business area already generates 20 per-cent of its revenues from products that are less than fi ve years old. Evonik has more than 20,000 patents and over 35 research locations worldwide. The model of strategic research, which is character-ized by customer proximity, cooperation, and short development cycles, is an important pace setter when it comes to tapping new markets. Evonik will accel-erate growth by developing its global presence in growth markets, particu-larly in Asia, Eastern Europe, and Latin America, and consistently reinforcing marketing and sales.
Advertising campaign to introduce new brandThe new brand of Evonik Industries, which along with the name and trade-mark also includes the new corporate color, „deep purple,” has been launched within the framework of an advertis-ing campaign. Evonik intends to create confi dence by means of strong perfor-mance and good earnings to gain esteem as a prime investment. Previous corpo-rate brands such as Degussa, Steag, and RAG Immobilien will no longer exist. The Chemicals, Energy, and Real Estate business areas now operate under the company name of Evonik.
Evonik Industries has arrived
Evonik Industries AG is the creative industrial group which operates in three highly profi table, promising business areas: Chemicals, Energy and Real Estate. Evonik is a global leader in specialty chemicals, an expert in power generation from hard coal and renewable energies, and one of the largest private residential real estate companies in Germany. Our strengths are creativity, specialization, continuous self-renewal, and reliability.Evonik Industries is active in over 100 countries around the world. In fi scal 2006 around43,000 employees generated sales of € 14.8 billion and operating Profi t (EBIT) of over € 1.2 billion. Evonik plans to enter the capital market in the fi rst half of 2008.
Company information
SFJ: Dr. Spindler, Evonik Degussa GmbH is a wholly owned chemicals subsidiary of Evonik Industries AG. Could you give us some back-ground information on this company‘s restructuring?Spindler: For quite some time, Degussa had been a wholly owned subsidiary of the company that was formerly known as RAG Beteili-gungs-AG, in which it represented the so-called “white segment,” or industrial business. This white segment, which has now been sepa-rated from all mining activities, also includes STEAG and real estate. The launch of the company‘s new name represents an important next step on the way to the capital market. Evonik plans to go public in the fi rst six months of 2008.
SFJ: What will change for customers?Spindler: First of all, our customers will notice a new look, for instance, on letterheads, product information, and other documents. For our customers in the coatings market, everything else will con-tinue as usual: There will be no changes in our products or product names, and, in particular, contact persons will remain the same.
SFJ: How will customers benefi t from the company restructuring and the integration of Degussa into the Evonik Group?Spindler: Evonik, the new creative industry group for chemicals, energy, and real estate focuses on attractive growth potential, which is after all something that chemicals offer. By contrast, energy and real estate represent a solid foundation and profi tability. We can develop and utilize the growth potential of chemicals, however, only in cooperation with our customers. In addition to accessing new markets and expanding our global presence, our emphasis will par-ticularly be on a consistent strengthening of our sales and marketing efforts, which will certainly benefi t our customers as well.The Evonik Group has already signaled its willingness to support the growth of raw materials and coatings with its approval of substantial investment funds, including for the expansion of methacrylates and isophorone chemicals and particle technology.
SFJ: Many thanks for speaking to us.
Interview with Dr. Spindler for Smart Formulating JournalSmart Formulating Journal spoke to the Member of the Managing Board of Evonik Degussa GmbH, Dr. Manfred Spindler, on the occasion of the launch of Evonik Industries AG on September 12, 2007.