itp forest products: development of screenable wax ...infohouse.p2ric.org/ref/49/48209.pdf · psa...
TRANSCRIPT
Development ofDevelopment of ScreenableScreenable WaxWax Coatings and WaterCoatings and Water--BasedBased
Pressure Sensitive AdhesivesPressure Sensitive AdhesivesProject DE-FC36-04GO14309
Principal Investigator: Steve Severtson - University of Minnesota
Research Partners: USDA FS Forest Products Laboratory
Franklin International The International Group
Boise Cascade Corporation
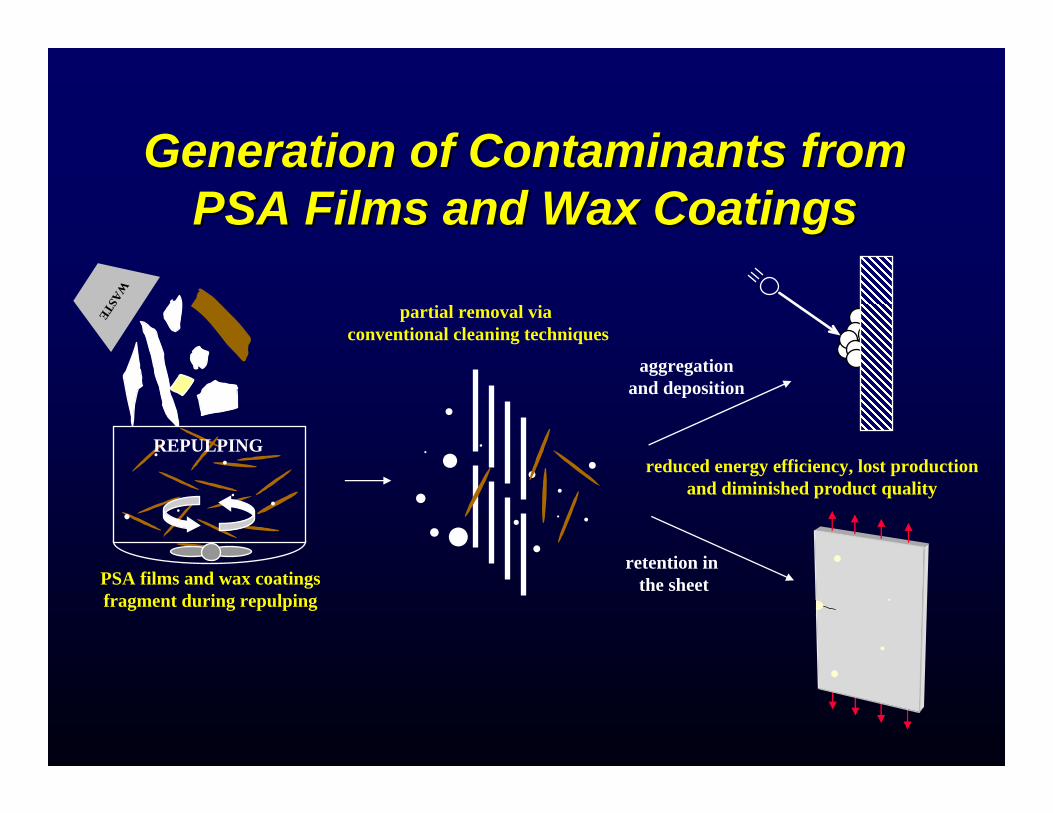
Generation of Contaminants fromGeneration of Contaminants from PSA Films and Wax CoatingsPSA Films and Wax Coatings
PSA films and wax coatings fragment during repulping
partial removal via conventional cleaning techniques
. .
.. . ..
.
.
.. .
WASTE
. .
. .. .
.
.
.
.
.
aggregation and deposition
retention in the sheet
REPULPING reduced energy efficiency, lost production
and diminished product quality
. .

MILL PRODUCTION Reduced Efficiency, Added Cleaning
and Waste Handling Costs
$527 MM LANDFILLING
Increased Process Waste
$14 MM
Annual Cost to U.S. Paper ProducersAnnual Cost to U.S. Paper Producers
$150 MM
RAW MATERIAL Downgrading of Recovered Paper
Sources: Friberg, T., Progress Paper Recycling, 1996, 6, 70 . 2004 AF&PA Recycling Task Group Report, AF&PA/FBA Symposium, October 10, 1996, Chicago.
In addition to the economic impact, it is estimated that an extra 800 MWh are consumed by industry due to PSA and wax contamination
and greater than 1 million additional tons of fiber is landfilled

Project ObjectiveProject ObjectiveDevelopment of product engineering approaches to provide for enhanced
PSA and wax coating removal during the screening of recycled fiber
development of wet-end recipes for paper that promotes PSA and wax removal
characterization of coating-substrate adhesion and
development of techniques for manipulating adhesion to
enhance removal
identification of properties that govern PSA and wax coating removal and development of benign formulations
The impact on paper recycling operations should be a design parameter in the development of all adhesive and coating systems formulated for paper applications

Project StructureA Complimentary Partnership

Research Strategy
Identification of Key Characteristics for Benign Materials
Synthesis and Formulation of Model and Commercial
Systems
Laboratory and Pilot Testing of Screening Removal Efficiencies
Database Generation
& Analysis
Output Commercially Feasible
Benign Products
Characterization of Bulk Mechanical and Surface
Properties
Input Access to Existing
Product Lines
Input Commercial Assessment
of New Product Approaches
EnviroSensitive LabelsADvanced labels are designed to meet environmental guidelines – specifically executive order EO13148-- Greening the Government Through Leadership and Environmental Management. This product utilizes arepulpable face stock and repulpable adhesive making it recyclable. The XonadTM process further reducesthe amount of adhesive required on each sheet. ADvanced Labels are guaranteed not to jam in any laser orInkjet printers or photocopy equipment.
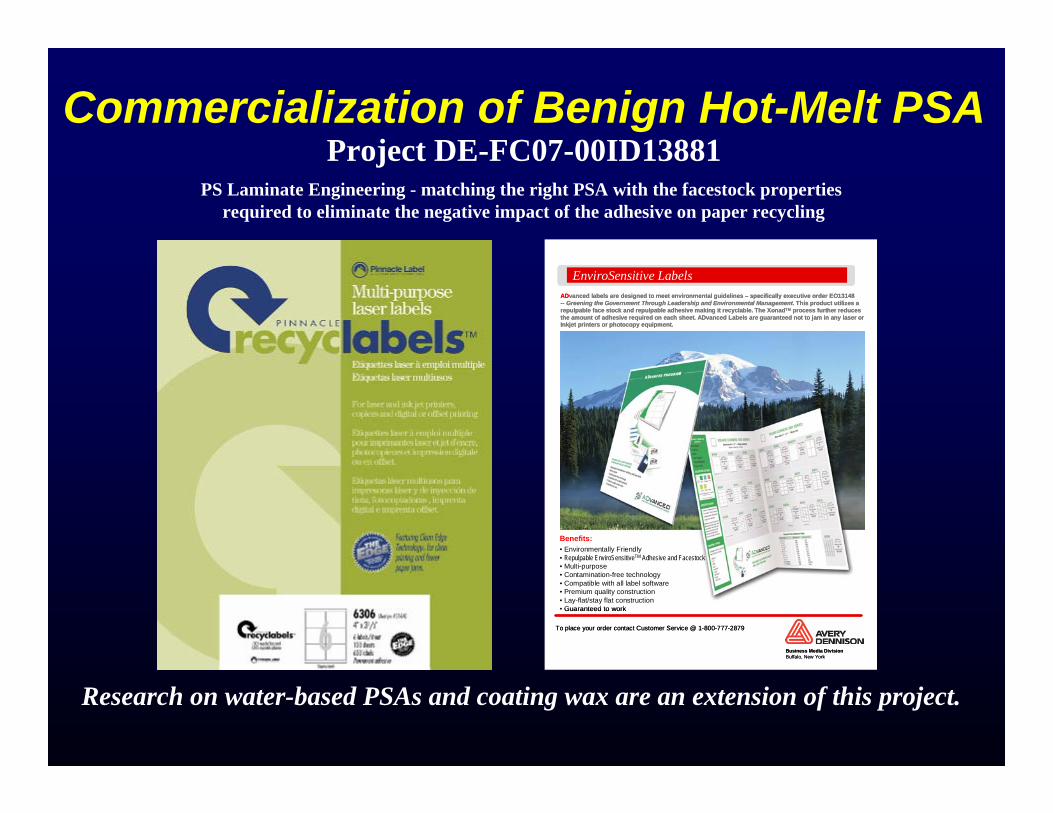
Benefits:• Environmentally Friendly• Repulpable EnviroSensitiveTM Adhesive and Facestock• Multi-purpose• Contamination-free technology• Compatible with all label software• Premium quality construction• Lay-flat/stay flat construction• Guaranteed to work
To place your order contact Customer Service @ 1-800-777-2879
Business Media DivisionBuffalo, New York
EnviroSensitive Labels
Benefits:• Environmentally Friendly• Repulpable EnviroSensitiveTM Adhesive and Facestock• Multi-purpose• Contamination-free technology• Compatible with all label software• Premium quality construction• Lay-flat/stay flat construction•
Commercialization of Benign Hot-Melt PSAProject DE-FC07-00ID13881
Research on water-based PSAs and coating wax are an extension of this project.
ADvanced labels are designed to meet environmental guidelines – specifically executive order EO13148 -- Greening the Government Through Leadership and Environmental Management. This product utilizes a repulpable face stock and repulpable adhesive making it recyclable. The XonadTM process further reduces the amount of adhesive required on each sheet. ADvanced Labels are guaranteed not to jam in any laser or Inkjet printers or photocopy equipment.
Guaranteed to work
To place your order contact Customer Service @ 1-800-777-2879
Business Media Division Buffalo, New York
EnviroSensitive Labels ADvanced labels are designed to meet environmental guidelines – specifically executive order EO13148-- Greening the Government Through Leadership and Environmental Management. This product utilizes arepulpable face stock and repulpable adhesive making it recyclable. The XonadTM process further reducesthe amount of adhesive required on each sheet. ADvanced Labels are guaranteed not to jam in any laser orInkjet printers or photocopy equipment.
Benefits: • Environmentally Friendly • Repulpable EnviroSensitiveTM Adhesive and Facestock • Multi-purpose • Contamination-free technology • Compatible with all label software • Premium quality construction • Lay-flat/stay flat construction • Guaranteed to work
To place your order contact Customer Service @ 1-800-777-2879
Business Media DivisionBuffalo, New York
PS Laminate Engineering - matching the right PSA with the facestock properties required to eliminate the negative impact of the adhesive on paper recycling

HotHot--Melt PSAsMelt PSAs
Easily Shaped for Characterization
Melt Processing
G′, G″, Tan δ
20-50 wt. % Base Polymer
30-60 wt. % Tackifier 0-25 wt. % Plasticizer

WaterWater--Based PSAsBased PSAsEmulsifier(s)
Initiator(s)
Buffer(s)
Tackifying Dispersion(s)
Monomers
Adhesive Emulsion
Crosslinking Agents
Biocide(s)
Formulated PSA Processing requires
coating of low energy substrate and drying
Wetting Agent(s)
Rheology Modifiers
Defoamer(s)
Characterization samples restricted to thin films with
properties dependent on formulation
Polymerization
Formulation
G′, G″, Tan δ ?

0
Rem
oval
Eff
icie
ncy
@ 5
0°C
(%)
Removal Efficiency for Base EmulsionsRemoval Efficiency for Base Emulsions100
Benign No evidence for dependence of screening removal efficiency on PSA properties such as
80
• Tack60
• Peel 40 • Shear
• Tensile Properties (E, TS,%EL,…)20
• Glass Transition Temperature
• Surface Energy Water-based PSA
Unlike that found for hot-melt PSA, dry mechanical properties and phase behavior for water-based PSA do not correlate with repulping and screening performance

PSA Properties and Wet ProcessingPSA Properties and Wet ProcessingProbe Tack Tensile Strength
Prob
e T
ack
(N)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9 1 mil Film
@ 25°C Soaked in water for 1 min
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
Ten
sile
Loa
d (N
)
1 mil Film @ 25°C
Soaked in water for 1 min
Threshold of RE
Water-based PSA Water-based PSA
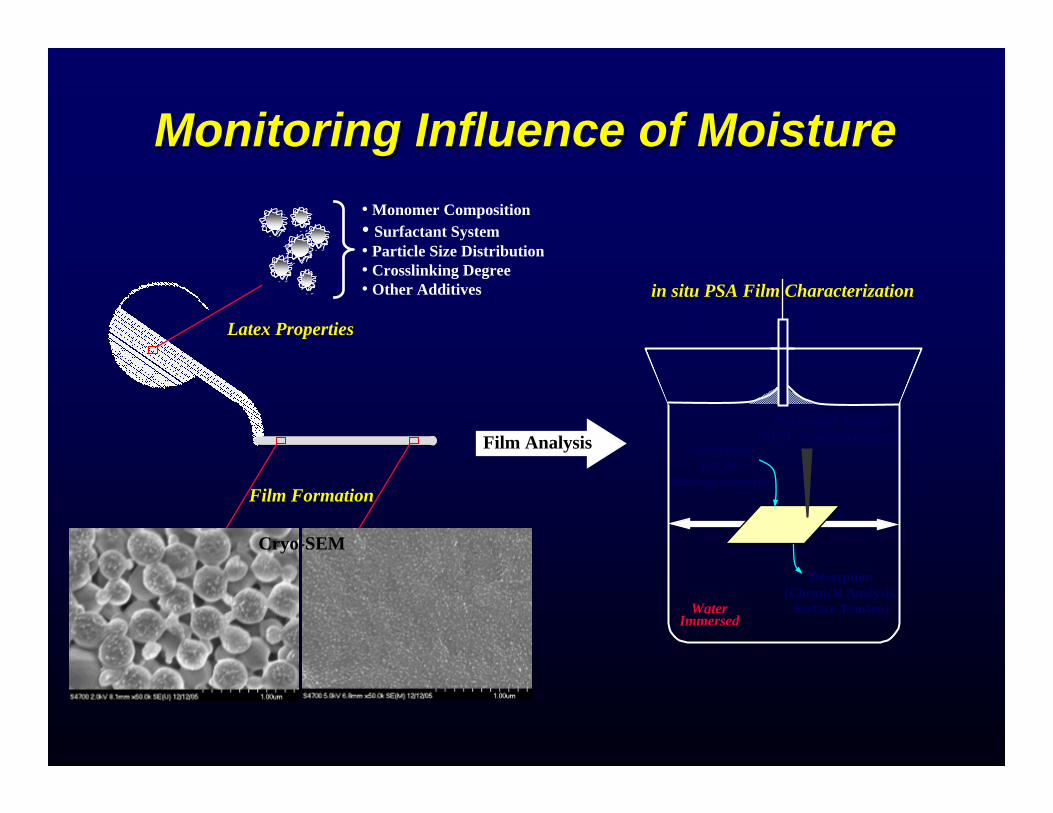
Monitoring Influence of MoistureMonitoring Influence of Moisture
Desorption (Chemical Analysis,
Surface Tension)
Adsorption (QCM,
Microgravimetry)
Water Immersed
Mechanical Testing (AFM, Nanoindentation)
in situ PSA Film Characterization
Film Formation
Latex Properties
-
-
---
--
-
-
-
-
---
--
-
-
-
-
---
--
-
-
-
-
---
--
-
-
-
-
---
--
-
-
• Monomer Composition • Surfactant System • Particle Size Distribution • Crosslinking Degree • Other Additives
-
-
---
--
-
-
Film Analysis
Cryo-SEM

Current Status of ProjectCurrent Status of Project• Influence of processing additives on PSA film properties
and on screening removal efficiencies was examined.
• Approach developed for preparing laboratory PSA films for transfer coating containing only the adhesive latex.
• Properties and removal efficiencies of >25 commercial water-based PSAs were measured. This required the development of new “in-situ” tests involving the building of in-house equipment not commercially available.
• Potential dominant properties governing removal efficiencies were identified and are currently being pursued through model formulations.
• Several model water-based PSAs are currently under study.

-20
-10
0
Hea
t Flo
w (m
W)
Paraffin Wax CoatingsParaffin Wax Coatings
0
2
4
6
8
10
12
14 Wax Market
Paraffin Wax +
)
PolymerImpreg. 15%
Saturating 60%
Curtain Coating 25%
Ten
sile
Str
ess (
MPa
) %
Nor
mal
Alk
ane
Polymer (< 5%
Paraffin Wax + (20-25%)
Paraffin Wax 20 22 24 26 28 30 32 34
Carbon Number1.0
Endo
T = 20°C 0.8
T = 25°C 0.6
0.4
0.2 T = 30°C
-40 0.025 30 35 40 45 50 55 60 65 0 20 40 60 80 100
Temperature (oC) Tensile Strain (%)
-30

Wax Deposition and RemovalWax Deposition and Removal
20 25 30 35 40 45 50 55 60 0
20
40
60
80
100
Rem
oval
Eff
icie
ncy
(%)
Temperature (°C)
0
20
40
60
80
100
Dep
ositi
on (%
)
Mesophase Region
20 25 30 35 40 45 50 55 60
Temperature (°C)
Mesophase Region

Wax Composite and NanocompositeWax Composite and Nanocomposite
0 10 20 30 40 50 0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4 Pure paraffin wax Wax- 17 wt% clay
Ten
sile
stre
ss (M
Pa)
Tensile strain (%)
0 10 20 30 40 50 0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4 Pure paraffin wax Wax- 0.5 wt% OMMT Wax- 5 wt% OMMT
Ten
sile
stre
ss (M
Pa)
Tensile strain (%)
Composite
Nanocomposite
Ultrasonic Processing
Paraffin Wax 0.5 – 5%
OrganoClay
surfactant intercalation
Tensile
Properties
Tensile
Properties
Paraffin Wax
Melt Processing
Dispersant
17% Clay Filler
Wang, J., Severtson, S. J., Stein, A., Advanced Materials, In Press.

Performance Testing ofPerformance Testing of NanocompositeNanocomposite and Scale Upand Scale Up
Mechanical Compounding
Solid Feed
exfoliated and evenly distributed
platelets
Commercially Feasible Compounding
. .
.. . ..
.
.
. . . . .
Screening Removal Efficiency Barrier and Strength Properties
Both Laboratory and Pilot-Scale Testing
PP
Permeation of Gasses and Liquids and Influence of Exposure on Strength

Current Status of ProjectCurrent Status of Project• Both laboratory and pilot scale tests developed for gauging
screening removal efficiencies.
• Structure (molecular, nano- and micro-) and bulk mechanical and surface properties of IGI commercial coating waxes were characterized.
• Screening removal efficiencies and deposition tendencies were measured as a function of temperature.
• Clay-wax composite properties and performance were examined. This included pilot-scale testing of the IGI product. Results led to the development of an organoclay-wax nanocomposite produced via sonication.
• Mechanical properties of the composite and melt were characterized and its compounding using a laboratory compounding equipment below the melt point was demonstrated.

Current Milestone ChartCurrent Milestone ChartID Description Planned Actual No. Completion Completion
Date Date
1 Characterization and removal testing of Franklin 10/05 10/05 label grade water-based PSAs
2 Characterization and removal testing of standard 10/05 10/05 wax coatings
3 Characterization and removal testing of new model 10/06 water-based PSAs Criterion for proceeding – Properties identified as
those governing fragmentation are confirmed
4 Study on the role of facestock properties in 10/06 determining removal of PSAs
5 Characterization and removal testing of new model 04/07 wax coatings Criterion for proceeding – Properties identified as those governing removal are confirmed
6 Development of new benign commercial PS labels 11/07 Criterion for proceeding – Laboratory results confirmed for PS labels at pilot scale
7 Study on the role of board properties in 08/07 determining removal of wax coatings
8 Development of new benign commercial treated 11/07 corrugated containers

AcknowledgementsAcknowledgements• Jihui Guo (U of MN) • Jinfeng Wang (U of MN) • Mark Calhoun (U of MN) • Larry Gwin (Franklin) • Carl Houtman (FPL) • Karen Scallon (FPL) • Jamie Kalyta (IGI) • Roman Kinasz (IGI) • Fei Wang (IGI) • Jennifer Lien (Boise) • Keith Hays (Penford Products)

Questions andQuestions and DiscussionDiscussion
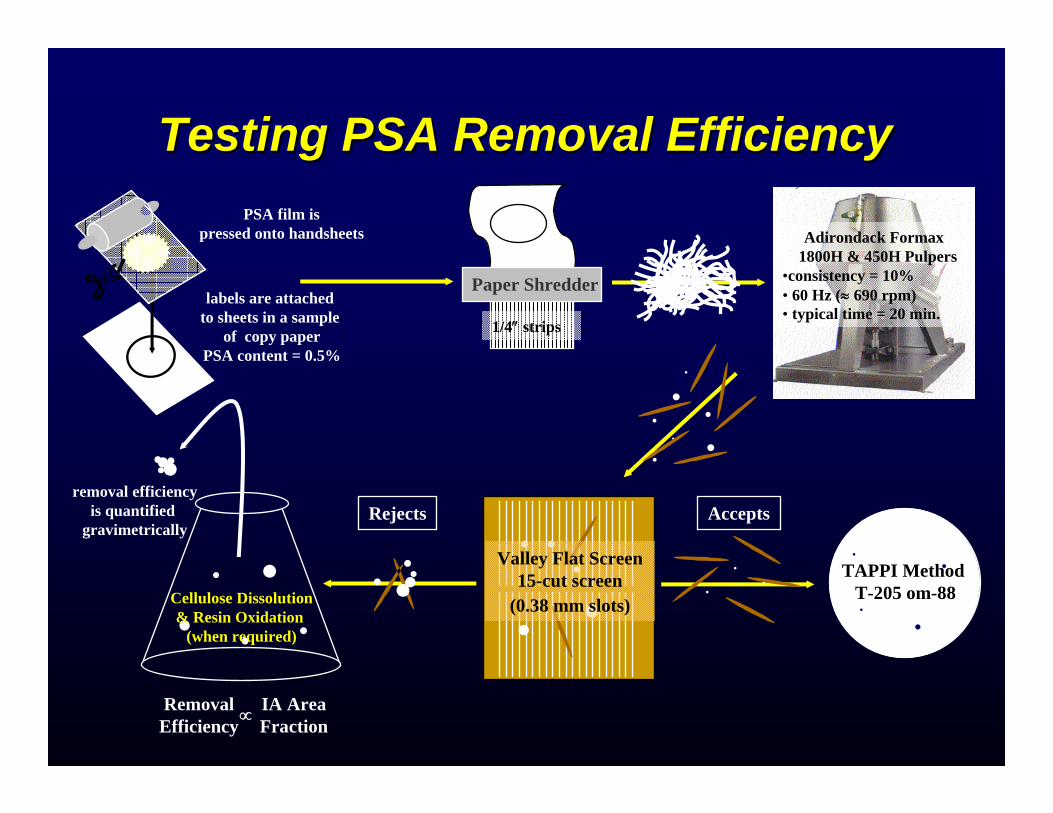
Testing PSA Removal EfficiencyTesting PSA Removal Efficiency
Adirondack Formax 1800H & 450H Pulpers
•consistency = 10% • 60 Hz (≈ 690 rpm) • typical time = 20 min.
. . .
.
. .
.
. . .
. . .. .
.
.
.
. TAPPI Method
T-205 om-88
AcceptsRejects . .
.
. .Valley Flat Screen
15-cut screen (0.38 mm slots)
Paper Shredder
1/4″ strips
.
. . . .
labels are attached to sheets in a sample
of copy paper PSA content = 0.5%
PSA film is pressed onto handsheets
.....
removal efficiency is quantified
gravimetrically
Cellulose Dissolution & Resin Oxidation
(when required)
Removal Efficiency
IA Area Fraction∝

.
..
.
..Valley Flat Screen15-cut screen
(0.38 mm slots)
. ..
Testing the Removal Efficiency of WaxTesting the Removal Efficiency of Wax
Adirondack Formax Temperature Control
Pulpers • consistency = 3% • 60 Hz (≈ 690 rpm) • typical time = 20 min.
. . .
.
. .
.
. . .
Accepts
. . . ..
Rejects
. .
Valley Flat Screen 15-cut screen
(0.38 mm slots)
Wax
ASTM standard D590-93
Weight of wax screening rejectsWax removal efficiency =
Weight of initial wax in wax-coated boards × 100%
3 % wax
FBA Voluntary Standard

Modeling the Fragmentation BehaviorModeling the Fragmentation Behavior of Thermoplastic PSA Formulationsof Thermoplastic PSA Formulations
PSA T50(°C) α(°C) SAFT(°C) 0.10∆Τ(°C) 100 PSA 1 58 3.6 57 4.7PSA 1 58 3.6 57 4.7PSA 2 46 3.2 47 3.7PSA 2 46 3.2 47 3.7
80
Rem
oval
Eff
icie
ncy
(%)
PSA 3 61 3.8 57 3.9PSA 3 61 3.8 57 3.9PSA 4 48 3.9 51 4.4PSA 4 48 3.9 51 4.4PSA 5 55 3.0 56 4.0PSA 5 55 3.0 56 4.0 60PSA 6 45 4.1 49 4.6PSA 6 45 4.1 49 4.6PSA 7 46 2.3 49 3.8PSA 7 46 2.3 49 3.8PSA 8 54 6.1 54 5.9PSA 8 54 6.1 54 5.9 40PSA 9 52 1.9 51 4.2PSA 9 52 1.9 51 4.2PSA 10 56 3.2 53 4.7PSA 10 56 3.2 53 4.7PSA 1b 78 5.7 74 7.1PSA 1b 78 5.7 74 7.1 20PSA 2b 63 8.7 58 7.0PSA 2b 63 8.7 58 7.0PSA 3b 78 11.7 72 7.3PSA 3b 78 11.7 72 7.3PSA 10b 61 7.5 62 6.9PSA 10b 61 7.5 62 6.9 0
0 20 40 60 80 100 Temperature (oC)
exp ⎜⎛ T50 − TR ⎞⎟ EfficiencyRemoval = ⎝ α ⎠ × %100
1 + exp ⎜⎛ T50 − TR ⎞⎟ ⎝ α ⎠

* 14 Thermoplastic PSA formulations with rosin ester and C5 hydrocarbon tackifying resin systems* Predicted removal efficiency –vs- experimental removal efficiency ⇒ Slope = 0.99, Intercept = 0.07, R2 = 0.98 (140 points)
-20 -10 0 10 20
Rem
oval
Eff
icie
ncy
(%)
Temperature (°C)
60
80
100
0 20 40 60 80 100
60
80
100
0 20 40 60 80 100
T0.10T-SAFT R
∆
0
20
40
TemperatureTemperature--Dependent Repulping ResultsDependent Repulping Results

Predicting Thermoplastic PSA Recycling PerformancePredicting Thermoplastic PSA Recycling Performance
Temperature (oC)
0
20
40
60
80
100
0 20 40 60 80 100 120
Rem
oval
Eff
icie
ncy
(%)
Predicted Removal
Commercial PSA 1
Commercial PSA 2
0
2
4
6
8
10
12
14
SAFT
Tan
δ
SAFT = 48.9°C ∆T = 56.6 °C
2
4
6
8
10
12
14
SAFT
2
4
6
8
10
12
14
SAFT
∆Τ
Commercial PSA 1
0.5
1.0
1.5
2.0
2.5
3.0
3.5
0.5
1.0
1.5
2.0
2.5
3.0
3.5
0.5
1.0
1.5
2.0
2.5
3.0
3.5
SAFT
∆Τ
SAFT = 79.4°C ∆T = 63.5°C
Commercial PSA 2 T50 = 49oC α = 5.7oC
T50 = 79oC α = 6.4oC
α = 0.10∆T
0 40 -2040 -20- 000 20 4020 40 60 80- 40 20 20 40 60 8060 80 100 120100 120100 120
Temperature (°C)

PSA
-Fac
e St
ock
Adh
esio
n
Face Stock Tensile Loss
Energy,
Face Stock
Increasing Removal
Efficiency
increasing fiberous of face stock
Removal Efficiency
Energy,
Face Stock
Low Surface
Non-Fiberizing
rejects via screening complete fiberization
Minimized
No Influence on Removal Efficiencies from Face Stock
High Surface
Readily Fiberized