janne saijonkivi lean-solu wÄrtsilÄn lohkokoneistuksessa
TRANSCRIPT

Janne Saijonkivi
LEAN-SOLU WÄRTSILÄN
LOHKOKONEISTUKSESSA
Tekniikka ja liikenne
2015

VAASAN AMMATTIKORKEAKOULU
Kone- ja tuotantotekniikan koulutusohjelma
TIIVISTELMÄ
Tekijä Janne Saijonkivi
Opinnäytetyön nimi Lean-solu Wärtsilän lohkokoneistuksessa
Vuosi 2015
Kieli suomi
Sivumäärä 34 + 6 liitettä
Ohjaaja Pertti Lindberg
Tämä opinnäytetyö on tehty Wärtsilä Finland Oyj Abp:n Delivery Center Vaasan lohkokoneistuksen verstaalle. Opinnäytetyön aiheena oli kehittää toimiva lean-solu Kolb Pentamat portaalijyrsinkoneen ympärille. Työn tarkoitus on lyhentää läpimenoaikaa, poistaa turhaa työtä ja parantaa lohkon laatua. Joitakin työvaiheita tullaan kokonaan poistamaan, kuten moottorilohkon peseminen ennen tarkastamista. Moottorilohkolle tullaan joka työvaiheessa tekemään työtä joka jalostaa lohkoa asiakkaan näkökulmasta. Laadun tarkastusta tullaan myös lisäämään joka työvaiheeseen. Työntekijöistä tulee monitaitoisempia, koska jokainen joutuu tekemään solun kaikkia töitä. Lohkokoneistukseen tullaan siirtämään myös runkolaakereiden satuloiden laakeriliuskojen asennus ja nokkakäytävänlaakerien asennus. Opinnäytetyössä käytiin kaikki lohkokoneistuksen työvaiheet läpi. Opinnäytetyössä selvitettiin missä määrin lean-tuotantoa voitaisiin soveltaa moottorilohkon valmistuksessa. Selvitettiin voisiko valimo mahdollisesti piirroittaa lohkot ja kuljettaa ne suoraan lohkokoneistukseen ilman välivarastointia. Tehtäväkuvausta ja miehitystä työvaiheisiin käytiin läpi. Joitain työvaiheita tulisi yhdistää. Vastuuta tullaan siirtämään enemmän työnsuorittajalle. Lopuksi esitin moottorilohkon jalostustason nostamista siten, että laakeriliuskat asennettaisiin lohkokoneistuksessa.
Asiasanat moottorilohko, lean, solu, lohkokoneistus, hukka

VAASAN AMMATTIKORKEAKOULU
UNIVERSITY OF APPLIED SCIENCES
Kone- ja tuotantotekniikan koulutusohjelma
ABSTRACT
Author Janne Saijonkivi
Title Lean Cell in Wartsila Engine Block Manufacturing
Year 2015
Language Finnish
Pages 34 + 6 Appendices
Name of Supervisor Pertti Lindberg
This study was made for Wärtsilä Finland Oyj Abp Delivery Center Vaasa engine block manufacturing. The subject of this thesis was to develop a functional lean cell around the Kolb Pentamat portal machining centre. The purpose was to shorten the lead time, eliminate unnecessary work and to improve the quality of the block. Some of the work phases will be completely eliminated, such as the engine block washing before the quality check is made. The objective was that only such work is done which adds value from the customer point of view. Amount of quality control will also be increased in every work phase. Workers will become multi-skilled, because they have to do all work phases in each cell. Some work phases will be transferred to the engine block workshop, namely the installation of main bearing cap shells and the installation of cam shaft bearing shells. This thesis examines the arrival of engine block casting to the workshop, pressure test of engine block and all work phases in between to evaluate if lean production is suitable to use in our workshop. It was also studied if it could be possible for the foundry to make marking of the block and to carry them directly to the block manufacturing without having any intermediate storages. Also task description and manpower for the different work phases were evaluated. As a conclusion some work phases should be combined and more responsibility be given to the employee doing the specific task. Finally it is proposed that the level of processing is raised in the engine manufacturing block by assembling the bearing shells as a part of block machining phase.
Keywords Engine block, lean, cell, engine block machining, waste
4
SISÄLLYS
TIIVISTELMÄ
ABSTRACT
1 JOHDANTO.................................................................................................. 6
2 YRITYS ........................................................................................................ 6
2.1 Wärtsilä .................................................................................................. 6
2.2 Wärtsilän lohkokoneistus Vaasassa ......................................................... 7
3 LEAN ............................................................................................................ 8
4 TÄMÄNHETKINEN TAPA TOIMIA ........................................................... 9
5 LÄPIMENOAJAT ....................................................................................... 11
6 MOOTORILOHKON TUONTI VERSTAALLE ......................................... 12
6.1 Lohkot tuodaan lämpimästä varastosta.................................................. 12
6.2 Lohkon tilaus verstaalle ........................................................................ 12
6.3 Valimon piirroittama ............................................................................ 13
6.4 Lohkokoneistuksen piirroittama ............................................................ 13
6.5 Kiinnitys palettiin ................................................................................. 14
7 KONEISTUS JA SATULOIDEN ASENNUS ............................................. 15
7..1 Ensimmäinen vaihe .............................................................................. 15
7.2 Ensimmäisessä vaiheessa tehtävät tarkastukset ..................................... 15
7.3 Satuloiden asennus 1. vaiheen jälkeen .................................................. 16
7.4 Asennustapa 1 ...................................................................................... 17
7.5 Asennustapa 2 ...................................................................................... 17
7.6 Runkokäytävän viimeistely paletissa .................................................... 17
7.7 Mahdolliset haasteet ............................................................................. 18
7.8 Koneistus käyntiasennossa.................................................................... 18
7.9 Tapa 2 koneistetaan vielä runkokäyrävä................................................ 18
8 ENSIMMÄINEN PESU POISTETAAN ...................................................... 20
8.1 Ensimmäisen pesun ongelmat ............................................................... 20
8.2 Puhdistus ilman pesua .......................................................................... 20
9 RUNKOKÄYTÄVÄN SATULOIDEN ASENNUS TAPA 2 ....................... 21
9.1 Purseen poisto ja mittaukset .................................................................. 21
9.2 Satuloiden asennus ............................................................................... 21

5
10 TARKASTUSKUNTOON LAITTO............................................................ 22
11 LOHKON TARKASTUS ............................................................................ 23
11.1 Muutos vanhaan ................................................................................... 23
11.2 Dokumentaatio paikat ........................................................................... 23
12 LOHKON PURKU JA VIIMEISTELY ....................................................... 24
12.1 Purku ja viimeistely .............................................................................. 24
12.2 Loppupesu ............................................................................................ 24
12.3 Runkolaakeri satuloiden loppupesu ....................................................... 25
13 KOEPONNISTUS ....................................................................................... 26
13.1 Lopputarkastus pois .............................................................................. 26
13.2 Koeponnistus ........................................................................................ 26
14 JALOSTUSTASON NOSTAMINEN .......................................................... 28
14.1 Runkolaakeriliuskojen asennus ............................................................. 28
14.2 Muuta jalostamista ............................................................................... 28
15 ERI VAIHTOEHTOJEN VERTAILUA ...................................................... 29
16 VUOROJÄRJESTELMÄ ............................................................................ 31
16.1 Miehitys kuhunkin tehtävään ................................................................ 31
16.2 Työtehtävän kuvaus .............................................................................. 32
16.3 Kehitys ehdotuksia ............................................................................... 33
LÄHTEET ......................................................................................................... 34
LIITTEET

6
1 JOHDANTO
Wärtsilän lohkokoneistukseen tehdään portaalijyrsinkoneelle Kolb Pentamat
uudelleenpäivitys. Tämän jyrsinkoneen ympärille pitäisi suunnitella lean-solu joka lyhentää
moottorilohkon läpimenoajan lohkokoneistuksesta niin, että jokainen työvaihe sisältää
jalostavaa työtä.
Moottorilohkon laatutaso pitäisi saada myös vaadittavaan tavoitteeseen. Laatutavoite on 1.5
virhettä/lohko ja indeksinä 3/lohko. Tämä tarkoittaa laatuvastuun siirtymistä enemmän työn
suorittajalle ja enemmän lohkokoneistukseen. Laatuosasto hoitaa tarkastukset yksin lähes
kokonaan tällä hetkellä.
Lohkokoneistuksen kilpailukykyä pitäisi parantaa ulkopuolisiin toimittajiin verrattuna.
Lisäksi tulee mukaan strategian mukaista joustavuutta ja yrittäjähenkisyyttä. Lohkon virtausta
tullaan muuttamaan leanin mukaisesti ohuemmaksi. Tämä tarkoittaa turhan työn eli hukan
poistamista. Lohkon jalostustasoa tullaan nostamaan.
Tavoitteena olisi asentaa runkolaakerin laakeriliuskat jo lohkokoneistuksessa. Tällä hetkellä
asennus suoritetaan asennuslinjalla. Tämä tulisi lisäämään monitaitoisuutta ja parantaisi
laatua lohkokoneistuksen asiakkaan eli asennuslinjan näkökulmasta.

7
2 YRITYS
2.1 Wärtsilä
Wärtsilä on kansainvälisesti johtava merenkulun ja energiamarkkinoiden voimaratkaisujen
toimittaja, joka tukee asiakasyrityksiä tuotteiden koko elinkaaren ajan. Wärtsilä maksimoi
alusten ja voimalaitosten ympäristötehokkuuden ja taloudellisuuden keskittymällä
teknologisiin innovaatioihin ja kokonaishyötysuhteeseen. Vuonna 2013 Wärtsilän liikevaihto
oli 4.7 miljardia euroa ja henkilömäärä noin 18 700.
Tänä vuonna Wärtsilä täyttää 180 vuotta. Tarinamme alkaa vaatimattomassa karjalaiskylässä
nimeltä Wärtsilä. Yrityksestä on kasvanut johtava energiamarkkinoiden voimaratkaisujen
toimittaja ja teknologiainnovaattori niin maalla kuin merellä. Tänään palvellaan asiakkaita yli
200 toimipisteessä lähes 70 maassa eri puolilla maailmaa. Enemmän kuin koskaan uskomme,
että Wärtsilällä on tärkeä rooli kehitettäessä teknologioita, jotka hyödyttävät maailmaa
tulevaisuudessa./1/
2.2 Wärtsilän lohkokoneistus Vaasassa
Lohkokoneistuksessa työskentelee tällä hetkellä 52 työntekijää ja 8 toimihenkilöä. Osastoon
kuuluu 3 porttaalijyrsinkonetta joista 2 on Waldrick Coburg-merkkisiä ja 1 on Kolp
pentamat. Osastolla on myös 2 piirroituspaikkaa, 3 tarkastuspaikkaa, 3 koeponnistuspaikkaa
ja 3 viimeistelypaikkaa. Lohkokoneistus pystyy valmistamaan lohkoja jotka ovat jääneet jo
pois nykyisestä tuotevalikoimasta, kuten TK 14, TS 24, Vaasa 22/26 ja Vaasa 32/34. Näitä
lohkoja toimitetaan lähinnä huollolle. Tämän päivän tuotteitamme ovat Wärtsilä 32/34,
Wärtsilä 31 ja Wärtsilä 20 joka tulee pääsääntöisesti alihankkijalta.
8
3 LEAN
Lean ei ole tila, johon pyritään. Se on jatkuva oppimisen ja kehittymisen prosessi. Matka
alkaa oppimalla lean-tekniikoita ja ymmärtämällä niiden periaatteet elävänä ja ainaisesti
kehittyvänä järjestelmänä. Yritys saavuttaa merkittäviä tuloksia, kun riittävä määrä prosesseja
toimii lean-periaatteiden mukaisesti. Tällöin yritys toimii toisiaan tukevien prosessien
verkkona, jota johdetaan sovittujen lean-periaatteiden mukaisesti. Lean-toiminnassa ei ole
kysymys joidenkin lean-työkalujen käytön matkimisesta. Siinä on kyse sellaisten
periaatteiden kehittämisestä, jotka sopivat omaan organisaatioon, niiden tinkimättömästä
soveltamisesta, että korkean suorituskyvyn saavuttamisesta sekä entistä paremman lisäarvon
saavuttamisesta asiakkaille ja yhteiskunnalle. /2/

9
4 TÄMÄNHETKINEN TAPA TOIMIA
Lohko tuodaan lohkokoneistushalliin noin 1 – 2 päivää aikaisemmin kuin piiroitus alkaa.
Lohko tuodaan ulkovarastosta ja on kylmä vuodenajoista riippuen, tämän takia lohko
lämpenee 1 päivän hallissa. Piiroitusvaiheessa lohko nostetaan pohja ylöspäin suoraan
kiinnityspaletille. Tässä vaiheessa mitataan lohkon koneistustyövarat. Mittaustapoja on 2,
lasermittaus jossa laser osoittaa lohkon valussa määrän kuinka paljon on valussa varaa
koneistaa. Toinen uudempi tapa on 3D-mittalaite Metronor jossa kamerat kuvaavat
mittasauvaa jota siirretään lohkon valussa koneistettaviin paikkoihin ja verrataan 3D-malliin.
Molemmilla lohko tulee kiinnitettyä samalla palettiin. Lohkon kiinnityksen jälkeen se jää
odottamaan koneistusta.
Koneistus alkaa pohja ylöspäin paletissa. Tätä vaihetta kutsutaan 1. koneistusvaiheeksi.
Tämän vaiheen aikana koneistetaan vauhtipyöränpuoleinen pääty lähes kokonaan, pohja
kokonaan, kampiluukkujen sivut, runkolaakerien satulan tilat ja koneistetaan runkokäytävä
työvaralle. 1. vaiheen valmistuttua lohko irrotetaan paletista ja käännetään 180 astetta ympäri
odottamaan 2. vaihetta. Työstökoneella koneistetaan tässä vaiheessa runkokäytävän
viimeistely, jos on valmiina odottamassa tai jatketaan suoraan 2. vaiheen koneistuksella. 2.
vaiheessa koneistetaan lohkosta vapaa pääty, ylätaso, sivut ja sylinteriputkien tilat. Lohkosta
on tässä vaiheessa koneistamatta runkolaakerien pesien viimeistely, nokkalaakerien pesien
viimeistely, välihammaspyörien pesien viimeistely ja sokan reikien, jotka ovat näiden
mukaan mitoitetut.
2. vaiheen jälkeen lohko kuljetetaan odottamaan 1. pesua. 1. pesu tapahtuu
lohkopesukoneella jossa pesunesteet ovat lähes 60 asteisia. 1. pesun jälkeen lohko siirtyy
odottamaan ja samalla jäähtymään. Seuraava vaihe on koneistuspurseen poisto ja
runkolaakerin satuloiden asennus jonka jälkeen se siirtyy odottamaan viimeistelyvaihetta
jossa lohkosta koneistetaan loput. Viimeistelyvaiheen jälkeen lohko imuroidaan, mitataan
tarkastajille valmiiksi runkolaakerin pesät, poistetaan viimeistelyssä syntyneet
koneistuspurseet, poistetaan mahdolliset viimeistelypukit (käytössä ainoastaan V-mallin
lohkoissa) ja nostetaan lohko tarkastuspaikalle odottamaan tarkastusta.
Lohko tarkastetaan laatuosaston toimesta ja lohkosta tarkastetaan runko- ja nokkakäytävän
suoruudet, mitataan kaikki reiät jossa on H toleranssi, kierrereikien syvyydet ja kierteiden

10
laatu, välimittoja, kuten sylinteritasauksista runkokäytävän keskiöön ja pinnanlaadut. Lisäksi
tässä vaiheessa tarkastetaan mahdolliset valuviat. Tarkastuksen jälkeen lohko nostetaan
purkupaikalle jossa se puretaan ja korjataan mahdolliset tarkastuksessa löydetyt virheet.
Purun jälkeen lohko nostetaan odottamaan loppupesua. Pesun jälkeen lohko nostetaan
koeponnistuspaikalle jossa se vielä lopputarkastetaan ja koeponnistetaan. Lohkoon
koeponnistus tehdään paikkoihin joissa vaaditaan pitävyyttä vedelle tai öljylle. Viimeisenä
lohko suojataan rasvalla, kääritään muoviin ja lähetetään varastoon odottamaan kokoonpanon
aloitusta. Tämän hetken bufferi varastolohkoilla on 2 viikkoa.
Näin valmistetulla lohkolla on paljon odotusta vaiheiden välillä. Jokaisessa työvaiheessa on
omat työntekijät jotka hallitsevat omat työvaiheensa ja joustoja ei juurikaan ole. Toisinaan
jostain työvaiheesta on työntekijöitä pois ja tässä vaiheessa työ odottaa tekijäänsä. Lisäksi
tarkastusvaihe on liian ratkaiseva läpimenoajan kannalta, työvaiheiden sisällä ei tarkastusta
ole tarpeeksi ja vikojen korjaaminen tarkastuksen jälkeen vie aikaa.

11
5 LÄPIMENOAJAT
Tätä työtä tehdessäni en tiedä vielä tarkkaan työvaiheaikoja joten käytän vanhoja ja
työtutkimusperiaatteella mitattuja aikoja. Työstökoneen päivityksen jälkeen koneistusajat
tulevat varmasti lyhenemään, sillä ei kuitenkaan ole merkitystä tämän työn kannalta. Lisäksi
tulen käyttämään työvaiheajoista keskiarvoaikaa, koska muuten tulee liian sekava, jos
jokaisesta lohkosta olisi oma seuranta. Esimerkiksi rivimoottorilohkossa on vaiheajat selvästi
lyhempiä kuin V-mallin moottorilohkolla. Myöskin kuormaa on vaikea selvittää pitkällä
aikavälillä, onko enemmän rivi-vai V-moottoreita valmistettavana.
12
6 MOOTTORILOHKON TUONI VERSTAALLE
6.1 Lohkot tuodaan lämpimästä varastosta
Tällä hetkellä lohko tuodaan ulkovarastosta verstaalle ja on varsinkin talvisin kylmä. Lohko
otetaan yleensä päivää ennen piiroitusta sisään verstaalle lämpenemään. Lohkon nopean
läpimenoajan kannalta oli kuitenkin parempi jos lohko tuotaisiin lämpimästä varastosta ja
lisäksi lohko olisi varmemmin oikeanlämpöinen koneistuksen alkaessa. Kuitenkin tällaiset
varastot ovat harvassa josta löytyisi näin painaville kappaleille kuljettamiseen ja siirtämiseen
mahdollisuuksia. Lisäksi varastointi on tällä hetkellä kallista ja juuri sitä poistettavaa hukkaa.
Kuljetukset tulevat lähinnä arkipäivisin, kuitenkin tarvetta on myös viikonloppuisin.
Toimittajalla tulisi olla mahdollisuus toimittaa lohkoja myös viikonloppuisin JOTin
mukaisesti. Eräs hyvä vaihtoehto olisi, että valimo toimittaisi lohkokoneistukseen suoraan
lohkot ilman välivarastointia. Ongelmana on, etteivät valimot myöskään haluaisi varastoa
heille, eivät ainakaan tarpeeksi suurta meidän kannalta. Valimoiden kanssa voidaan
keskustella onko se mahdollista jos heillä olisi meidän viikkotarve- tai kuukausitarvelista.
Isona haasteena olisi valimoiden pitkä toimitusaika joka on 6 viikkoa ja rahti päälle.
Lohkokoneistuksen on hankala tietää tarkkaa tarvetta 6-7 viikon päähän. Edut valimoiden
toimittaessa lohkot suoraan tai lohkot tulisivat lämpimästä varastosta viikon jokaisena
päivänä.
Läpimenoaika lyhenisi 1 päivän
Välivarasto poistuisi
Lohkon piirroitus voitaisiin aloittaa JOTin mukaan.
6.2 Lohkon tilaus verstaalle
Tulevaisuudessa työntekijät itse tilaavat moottorilohkot verstaalle. näin toteutuu JOT
parhaiten. Tekijät tietävät parhaiten, koska tarvitsevat seuraavaa lohkoa. Tällä hetkellä
lohkon tilaa lohkoverstaan kuormittaja joka saa singalin työnjohdolta. Tämä työvaihe
tehtäisiin päivää ennen kuin lohko tarvitaan piirroitukseen. Tilaaja voi tarkistaa seuraavan
lohkon cockpit-taululta, jota päivitetään joka arkipäivä. Koneistajien tehdessä myös
piirroitusta, he pystyvät laskemaan tarkasti koska seuraava lohko tarvitaan koneistukseen.
Muutokset tämänhetkiseen toimintamalliin

13
Turhia työvaiheita poistuisi
Työn suorittaja tilaisi lohkon JOTin mukaan.
6.3 Valimon piirroittama
Valimon piirroittaessa lohkon jäisi yksi aikaa vievä työvaihe pois ja läpimenoaika paranisi.
Arvioidaan hyviä ja huonoja puolia (Taulukko 1.).
Taulukko 1. Valimon piirroituksen vertailua.
Hyvää Haasteita
Lyhempi läpimenoaika.
Valun hinta nousisi jonkin verran, mutta valimolle jäisi arvokasta tietoa
Valimon laadunhallinta helpottuu. Tiedonkulku
Ei sido omia työntekijöitä piirroitukseen.
Valimoille saatava nopeasti muutosten jälkeen ajanmukaiset kuvat.
6.4 Lohkokoneistuksen piirroittama
Lohkokoneistuksen on jatkossakin hallittava valun työvarojen laskeminen, piirroitus ja
nollapisteen määrittäminen. Wärtsilässä suoritettava piirroitus on tällä hetkellä halvempi
valimoiden suorittama piirroitus. Onko kuitenkaan tarpeellista piirroittaa kaikkea itse?
(Taulukko 2.)

14
Taulukko 2. Lohkokoneistuksen piirroituksen vertailua.
Hyvää Haasteita Osaaminen säilyy paremmin Wärtsilässä. Pidentää läpimenoaikaa Saadaan nopeasti tietoa koneistukseen työvaroista
Perusasiat oltava valimolla kunnossa
3D-mittalaitteella mitattaessa tulokset jäävät Wärtsilään.
Tarvitaan vain uusien toimittajien sisäänajossa
6.5 Kiinnitys palettiin
Lohkon kiinnitys palettiin tapahtuisi kuten aikaisemminkin. Lohko kiinnitettäisiin palettiin
ruuviliitoksilla ja lohkon korkeutta säädetään työvaroja laskiessa kappaleen alla olevilla
ruuveilla. Tämä tapa on varma ja helppo muuttaa moottorilohkon mallista riippuen.
Kiinnityspaikan tulisi olla mahdollisimman lähellä ovea josta lohkot tulevat verstaalla ja
toisaalta myös lähellä työstökonetta. Näin säästyy aikaa turhan pitkiltä nostoilta.
Tulevaisuudessa lohkot tullaan kiinnittämään hydrauliikkakiinnittimillä palettiin.
15
7 KONEISTUS JA SATULOIDEN ASENNUS
7.1 Ensimmäinen vaihe
Koneistus tapahtuisi lähes kuten aikaisemminkin. Tärkeimpänä muutoksena olisi saada
runkolaakerin satulan sijojen mitat pysymään hallinnassa. Tällä hetkellä lohko menee
koneistuksen 2. vaiheen, pesukoneen ja purseen poiston kautta satulansijojen mittaukseen.
Ongelmana on satulansijojen mitan muuttuminen, yleensä hieman suuremmaksi, puhutaan
0,01 mm – 0,07 mm maksimissaan. Syytä tähän on vaikea sanoa. Onko kyseessä
lämpölaajeneminen vai koneistusjännityksien muuttuminen? Mitan ollessa toleranssin
ulkopuolella on runkolaakerin satula valittava välyksen mukaan. Satulansijan ollessa yli
toleranssin, on valittava satula joka on toleranssin yläpäässä ja näin välys on toleranssissa.
Tämä vaihe vei aikaa varsinkin jos oikean kokoista satulaa ei heti löytynytkään
ensimmäisestä lavasta. Voitaisiin tehdä testikoneistus satulansijoihin, voitaisiin pienentää
kiristysmomenttia niin pieneksi, että lohko pysyy vielä kiinni. Tämän ollessa 1. vaiheen
viimeinen koneistus ei tulisi koneistusvoimia juurikaan, joten kiristysmomentti voisi olla
pienempi. Näin koneistusjännityksistä voitaisiin päästä jonkin verran eroon. Etuja olisi:
laadun hallinta helpottuisi
läpimeno aika paranisi.
7.2 Ensimmäisessä vaiheessa tehtävät tarkastukset
Lohkoa tarkastettaisiin jo koneistuksen aikana josta tehtäisiin myös tarkastuslista jossa olisi
tekijöiden viralliset puumerkit. Näitä ei tarvitsisi enää tarkastaa tähän varatulla
tarkastuspaikalla. Suurin osa virheistä saataisiin kiinni lähes välittömästi, aivan kuin leanissa
on tarkoitus, huonoa laatua ei pääsisi eteenpäin. Aikaa näihin mittauksiin kuluisi vain joitain
minuutteja joten sillä ei olisi suurtakaan merkitystä koneistusaikaan. Mahdollisen virheen
löytyessä, virhe saataisiin korjattua välittömästi, ei tarvitsisi tehdä myöhemmin uutta asetusta
lohkolle korjausta varten. Tarkastettavia paikkoja olisi:

16
kierrereiät, ensimmäinen ja viimeinen
pinnan karheus ja mahdolliset koneistuspykälät
toleroidut reiät, ensimmäinen ja viimeinen
työstökoneen geometria.
7.3 Satuloiden asennus 1. vaiheen jälkeen
Satuloden asennus tässä vaiheessa poistaa yhden työvaiheen ja satulan sijojen välimitta on
paremmin hallittavissa. Vielä ei tiedetä tarpeeksi hyvin mitä tämä vaikuttaisi lohkon
geometriaan. Tässä on kuitenkin useimpia tapoja tehdä tämä työvaihe ja ongelmat pystytään
varmastikin ratkaisemaan esimerkiksi aivoriihessä, johon osallistuisivat lohkokoneistuksen
kaikista ammattikunnista henkilöitä. Ensimmäisien lohkojen runkokäytävän koneistus olisi
tehtävä noin 0.5 mm alle nimellismitan. Lohko voitaisiin tarkastaa tämän jälkeen pienillä
muutoksilla lasermittalaitteiden runkoihin ja lohko voitaisiin koneistaa uudelleen tämän testin
jälkeen.
7.4 Asennustapa 1
Kolb Pentamatissa on kaksi koneistukseen tarkoitettua pöytää, joista toisessa on koneistus
menossa ja toiseen voidaan tehdä asetusta. Tämä antaisi mahdollisuuden asentaa
runkolaakerien satulat jo tässä vaiheessa. Koneistuksen 1. vaiheen päättyessä aloitetaan
koneistamaan toisella pöydällä olevaa 2. vaihetta ja tällä välin asennetaan satulat lohkoon
nostamatta sitä edes pöydästä. Näin säästyisi varmasti eniten aikaa ja lohkon nostoja ei tulisi
ollenkaan tässä vaiheessa. Haasteita olisi lohkon puhtaaksi saaminen ja työturvallisuus
liukkaudesta johtuen. Nykyään on mahdollista saada todella hyviä liukuesteitä ja työtasoja,
jotka olisi suunniteltu pöydän urien mukaan. Puhdistus voitaisiin toteuttaa esimerkiksi
imuroimalla, leikkuunestesuihkuilla, paineilmalla ja liinoilla pyyhkimällä. Ideana olisi se, että
lohkon sijaan työntekijät siirtyisivät, mikä olisi huomattavasti vaivattomampaa. Purseen
poisto olisi tietenkin suoritettava niiltä osin kuin mahdollista jo tässä vaiheessa. Satulat
toimitetaan logistiikan toimesta silloin kun niitä tarvitaan, oikea määrä, oikeaan paikkaan,
oikeaan aikaan ja oikealaatuisia. Työn tässä vaiheessa ei vielä tiedetty täysin tiedä kuinka
17
koneen suojaverhot vaikuttavat asetusten tekoon koneen käydessä. Tässä vaiheessa tehtävät
mittaukset:
satulan sijojen välimitta ja kohtisuoruus, ei mitattaisi enää myöhemmin
M56 tai M60x4
mahdolliset näkyviin tulevat valuviat.
Tämä kaikki pitäisi tehdä 2. vaiheen koneistuksen aikana. 2. vaiheen jälkeen alkaisi
runkokäytävän viimeistely. Tuotekehityksen kanssa olisi selvitettävä mahdollisuus asentaa
useampi satula kerralla paikoilleen. Tämä vaatisi nostotyökalun monelle satulalle samaan
aikaan. Logistiikan olisi tuotava satulat valmiissa nostotyökaluissa meille.
7.5 Asennustapa 2
Lohko irrotetaan paletista, pyöritetään ja nostetaan sille varatulle paikalle. Satuloden asennus,
purseen poisto, puhdistus ja mittaukset suoritetaan tässä samassa paikassa. Tässä tapauksessa
runkokäytävän viimeistely alkaisi vasta 2. koneistusvaiheen jälkeen.
7.6 Runkokäytävän viimeistely paletissa
Lohko on ollut paletissa kiinni piirroituksesta lähtien, välillä hieman kiristysmomenttia
pienennetty. Lohkon koneistus alkaa edellisen lohkon 2. vaiheen jälkeen. Tässä vaiheessa on
säästynyt yksi hankala kiinnitys ja useita nostoja verrattuna tämänhetkiseen tilanteeseen.
Lohko koneistetaan kuten tälläkin hetkellä, paitsi nokkalaakerin tilat ja niiden mukaan
mitoitetut sokan reiät jäisivät mahdollisesti seuraavaan koneistusvaiheeseen. Tässä vaiheessa
koneistettaisiin runkolaakerin tilat, välihammaspyöränlaakerien tilat, sokan reiät, jotka on
mitoitettu näiden mukaan ja pohja koneistetaan myös tässä vaiheessa. Pohjasta ja
runkokäytävästä tulisi samansuuntaiset. Myöhemmin tarkastuksessa lohko asetetaan pohjan
varaan ja mitataan laserilla runkokäytävän suoruus. Runkokäytävän viimeistelyvaiheessa
mitattaisiin koneistetut sokan reiät ja tarkastetaan juuri koneistettujen pintojen karheus. Nämä
pitäisi myös kirjata tarkastuslistaan.
18
7.7 Mahdolliset haasteet
Koneistuksen kanssa tuskin tulee isompia ongelmia. Haastavin ongelma on, ei tiedetä kuinka
lohko käyttäytyy, kun siitä koneistetaan ylätaso ja ylätason sivut. Mahdollisesti lohkossa on
joitakin jännityksiä jotka saattavat laueta seuraavan koneistusvaiheen yhteydessä ja aiheuttaa
runkokäytävän suoruuteen heittoja. Seuraavan vaiheen ajojärjestystä ja kiinnitystä
miettimällä tästä ongelmasta saatetaan päästä.
7.8 Koneistus käyntiasennossa
Tässä vaiheessa lohko irrotetaan paletista ja nostetaan vapaalle toiselle työstökoneen
pöydälle. Ensimmäiselle pöydälle nostetaan jälleen 1. koneistusvaihe. Lohkon kiinnitykseen
on siis aikaa saman verran kuin 1. koneistusvaihe kestää. Ennen lohkon kiinnitystä,
poistetaan runkolaakerin pesistä purseet ja asennetaan ohjaavaan laakeriin ohjauspalat.
Kiinnitys tapahtuu hiottujen yhtä korkeiden palojen päälle. Runkokäytävän mukaan
koneistettu pohja asetetaan hiottujen palojen päälle. Koneistus tapahtuu muuten samoin kuin
perinteisellä tavalla sillä erotuksella, että tässä vaiheessa koneistetaan mahdollisesti
nokkakäytävä. Lohkon jäähdytystä on lisättävä aikaisempaan verrattuna, mikä tapahtuu
leikkuunestettä lisäämällä. Tarkasti mitoitetut pinnat on syytä koneistaa lopussa, lämmön jo
tasaantuessa. Mitattavat ja tarkastuslistaan merkittävät asiat ovat,
kierrereiät
tarkasti mitoitetut reiät
tarkasti mitoitetut upotukset
pinnan karheus
koneen geometria.
7.9 Tapa 2 koneistetaan vielä runkokäytävä
Koneistus tapahtuu käyntiasennossa kuten perinteisesti. Lohkosta tarkastetaan tässä vaiheessa
samat kuin kohdassa 11.1 ja merkitään tarkastuslistaan. Lohko käännetään ja kuljetetaan
toiselle pöydälle, tehdään asetus ja koneistetaan viimeistelyt. Lohkosta koneistetaan tässä
vaiheessa vielä runkokäytävä, nokkakäytävä, välihammaspyörän reiät ja sokanreiät näiden

19
ympärille. Puhtaus tuo isoimmat haasteet näin koneistettaessa. Pöytäänasennus tulee tehdä
myös tarkasti mahdollisten koneistuslastujen väliin jäämisen välttämiseksi. Näin
koneistettaessa tehdään 1. vaiheen asetus samalla kun koneistetaan runkokäytävän
viimeistelyä.

20
8 ENSIMMÄISEN PESUN POISTAMINEN
8.1 Ensimmäisen pesun ongelmat
Tavallisesti moottorilohko pestään lohkopesukoneessa koneistuksen jälkeen, jotta saataisiin
lastut ja leikkuuneste pois lohkosta. Runkolaakerin satuloiden asennuksessa on oltava puhtaat
pinnat. Moottorilohkon peseminen tässä kohtaa on kuitenkin aikaa vievää ja asiakas ei ole
valmis maksamaan tästä työvaiheesta. Ongelmana tässä on jonotus lohkopesukoneelle ja
moottorilohkon lämpeneminen. Lohkopesukoneen pesunesteen lämpötila on noin 60 °C.
Moottorilohko lämpenee ja sitä on hankala käsitellä eikä mitään mittauksia pysty tekemään
seuraavaan vuorokauteen lämpölaajenemisen takia. Lisäksi pesijöitä ei ole joka vuorokauden
aikaan saatavilla. Näistä johtuen moottorilohkon läpimenoaika saattaa pidentyä jopa kahdella
vuorokaudella. Edut tämänhetkiseen olisivat, läpimenoaika paranisi jopa 1-2 vuorokautta ja
moottorilohko ei lämpenisi.
.
8.2 Puhdistus ilman pesua
Moottorilohko on puhdistettava ennen runkolaakerin satuloiden asennusta. Moottorilohkon
puhdistus on mahdollista ilman varsinaista pesuakin, esimerkiksi paineilmalla puhaltamalla,
imuroimalla, painepesurilla tai pyyhkimällä räteillä. Nämä olisi helppo toteuttaa eikä vaatisi
erityistä pesijää, kuka tahansa voisi tehdä tämän puhdistuksen heti sen jälkeen kun
moottorilohko on koneistettu. Näin tehtäessä ei syntyisi jonoja ja moottorilohko olisi valmis
seuraavaan työvaiheeseen. Lisäksi moottorilohkon lämpötila pysyisi lähes samana kuin
vaadittava mittauslämpötila, n. 20 °C. Puhdistuspaikan tulisi olla lähellä työstökonetta josta
löytyy tarvittavat lastukuljettimet ja leikkuuneste. Leikkuunestettä on mahdollista käyttää
pesuaineena. Koneistusajojärjestyksellä voidaan vaikuttaa myös puhtauteen. Esimerkiksi
satulan pystyruuvienreikien koneistus lopussa helpottaisi kyseisten reikien puhdistusta.
Haasteita olisi riittävä puhtaus ja olisi hieman työläämpi.

21
9 RUNKOKÄYTÄVÄN SATULOIDEN ASENNUS TAPA 2
9.1 Purseenpoisto ja mittaukset
Moottorilohkon 2. vaiheen koneistuksen jälkeen poistetaan purseet ylätasosta, molemmista
sivuista ja vapaasta päädystä. Purseen poisto suoritetaan työstökoneen läheisyydessä jotta
kuljetusmatkat olisivat lyhyitä. Mittauksista suoritetaan M60*4- tai M56-
sylinterikannenpultin kierteiden tulkkaus, mahdollisesti sylinteriholkin tilojen mittaus ja
tarvittaessa hoonaus. Hoonausvälineiden on löydyttävä työpisteestä. Valuvikojen etsintä on
tässä vaiheessa myös mahdollista suorittaa joidenkin paikkojen osalta. Mittaustulokset
syötetään Wärtsilän tietokantaan QDSM.ään. Näillä toimenpiteillä pitäisi tarkastusajan
lyhentyä ja viat saataisiin ajoissa kiinni. Purseen poistoa voidaan tehostaa myös jo
koneistuksessa, esimerkiksi vuonna 2004 testattiin vanhalla portaalijyrsinkoneella nylon-
harjaa jolla harjattiin tasot koneistuksen jälkeen. Haasteena silloin oli sotku joka jäi lohkon
pintaan. Syy siihen oli vanha työstökone josta ei tullut leikkuunestettä tarpeeksi ja yritettiin
harjata ilman nestettä. Nykypäivänä tämä ei olisi enää ongelma. Tämä kuitenkin lisää
koneistusaikaa ei siten kannata toteuttaa.
9.2 Satuloiden asennus
Runkolaakerien satuloiden asennus voidaan suorittaa tässä vaiheessa kuten se tälläkin
hetkellä tehdään. Ongelmana tässä on satulan sijojen mahdollinen leviäminen, ollaanko
pystytty hallitsemaan tätä? Tähän on kiinnitettävä enemmän huomiota ja lohkojen on oltava
satulan sijojen osalta toleranssissa. Logistiikka toimittaa oikean määrän satuloita tähän
työvaiheeseen. Tilauksen tulisi lähteä koneistajilta leanin mukaisesti. Asennuksen jälkeen
moottorilohko menisi vielä viimeistelykoneistukseen, kuten on tämänhetkinen käytäntökin.

22
10 TARKASTUSKUNTOON LAITTO
Tässä yhdistyy kaksi aikaa vievää työvaihetta yhdeksi vaiheeksi, purseenpoisto ja
tarkastuskuntoon laitto. Purseet olisi osaksi poistettu jo tähän vaiheeseen tultaessa, olkoon
kyseessä kumpi tapa tahansa. Tämän työpisteen tulee sijaita mahdollisimman lähellä edellistä
työvaihetta ja toisaalta lähellä myös seuraavaa eli tarkastuspistettä. Tässä työvaiheessa tulee
olla selkeät työohjeet, koska on viimeinen vaihe ennen tarkastusta ja tämä on yksi
läpimenoajan kannalta oleellinen työvaihe. Viimeiset tarkastukset tehdään tässä työvaiheessa.
Runko-ja nokkakäytävien halkaisijat mitataan ja kirjataan Wärtsilän tietokantaan.
Mahdolliset käsin tehtävät korjaukset tehdään myös tässä. Tämä tarkoittaa
laatutarkastuslistan läpikäymistä. Kaikkien reikien halkaisijat pitäisi olla jo tiedossa, joten
pieneksi jääneet reiät voidaan hoonata oikeaan mittaan. Laatutarkastuslistaan on koottu
mahdolliset virheet aikaisemmilta työvaiheilta joita ei ole voinut korjata tai olisi ollut kallista
ja aikaa vievää. Tällainen virhe olisi esimerkiksi kierretapin katkeaminen kesken
koneistuksen.

23
11 LOHKON TARKASTUS
11.1 Muutos vanhaan
Moottorilohkosta tarkastetaan ja dokumentoidaan runko- ja nokkakäytävien suoruudet ja
välimitat, kuten sylinteritasauksesta runkolaakeripesään, valuviat niiltä osin jotka ovat jääneet
tarkastamatta ja muut hankalat mittaukset. Tarkastuksesta jäävät pois sellaiset mittaukset ja
tarkastukset jotka voidaan sisällyttää aikaisempiin työvaiheisiin ja pystytään korjaamaan siinä
vaiheessa missä virhe on tapahtunut. Virheiden ei pitäisi päästä näin pitkälle vaan on jo
korjattu aikaisemmin. On otettava leanin mukainen nolla-virhe ajattelu käyttöön, kukaan ei
päästä oman vaiheensa ohi virhettä. Koneistusvirhe, joka huomataan vasta tässä, saattaa
hidastaa läpimenoaikaa paljonkin jos lohko palaa esimerkiksi takaisin koneistukseen. Tämä
työpaikka jäisi lähinnä dokumentaatiopaikaksi vanhan tarkastuspaikan sijaan.
11.2 Dokumentaatiopaikat
Lohkon dokumentaatiopaikkoja tulisi olla 2, toisella tarkastetaan ja toisella puretaan
runkolaakerin satulat ja viimeistellään runkokäytävä purun jälkeen. Toisen paikan tulisi olla
tyhjänä aina kun lohko valmistuu tarkastukseen. Ideana on se, että lohko puretaan
tarkastuspaikalle eikä kuljeteta purettavaksi toiselle paikalle. Hankalat siirrot jäävät pois.
Lohko ainoastaan käännetään paikallensa ympäri. Lohkon tarkastaja voi tarkastuksen jälkeen
alkaa purkamaan lohkoa. Aikaisemmin tarkastaja jäi odottamaan seuraavaa lohkoa. Toinen
vaihtoehto olisi pitää vain yhtä dokumentaatiopaikkaa ja kuljettaa lohko tämän jälkeen
purettavaksi pesukoneen lähelle.
24
12 LOHKON PURKU JA VIIMEISTELY
12.1 Purku ja viimeistely
Lohko puretaan ja viimeistellään mahdollisimman pian tarkastuksen jälkeen jotta saadaan
tyhjä paikka seuraavalle lohkolle. Purkuun voidaan tulevaisuudessa miettiä löytyykö
parempia työkaluja jolla voidaan nopeuttaa työvaihetta, esimerkiksi nostotyökalu jolla
saataisiin esimerkiksi kaikki runkolaakerin satulat kerralla nostettua pois.
12.2 Loppupesu
Lohkon runkolaakerien purun jälkeen lohko kuljetetaan lohkopesukoneelle. Pestään kuten
tähänkin asti on loppupesu tehty sillä erotuksella, että tämä on nyt ainut varsinainen
pesukoneella tehtävä pesu. Pesu on tehtävä huolellisesti ja on kuitattava tarkastuslistaan.
Loppupesua ei voi jättää pois vaikka se ei varsinaisesti olekaan asiakkaan näkökulmasta
tuottavaa työtä. Sitä on kuitenkin mahdollista kehittää monellakin tavalla.
Lohkokoneistuksessa oleva pesukone on vanha, hidas ja epävarma. Pesijöitä ei ole aina
paikalla joka tuo omaa epävarmuutta. Lean-solussa pesijän tulisi löytyä mihin aikaan tahansa
koska kaikkien on osattava pestä lohko. Lohkopesukone on tällä hetkellä yksi herkimmistä
paikoista johon saattaa kertyä jonoa, eli monitaitoisessa lean-solussa pesijä löytyy aina, eikä
jonoja pääse syntymään. Lohkokoneistuksessa pitäisi olla myös paikka jossa lohkot voidaan
pestä käsin painepesurilla. Lohkopesukone sitoo yhden työntekijän pesun ajaksi
pesukoneelle, pesu voi kestää jopa tunteja.
Wärtsilässä on mietitty uutta pesusysteemiä, mahdollisesti robotteja, jotka pesemisen lisäksi
tekisivät muutakin, kuten purseen poistoa ja joitakin asennustöitä. Vaihtoehtoina näkisin
tähän edellisten lisäksi myös uuden automatisoidumman pesukoneen, joka ei vaatisi
miehitystä ja asetus pesukoneelle olisi vaivaton ja nopea. On kuitenkin tarkasti huolehdittava,
ettei lohko jää odottamaan pitkäksikin ajaksi loppupesua. Työ ei ole asiakkaan näkökulmasta
tuottavaa, mutta on kuitenkin jollain tavalla tehtävä, eli siihen ei saisi uhrata liikaa aikaa.

25
12.3 Runkolaakerinsatuloiden loppupesu
Satulat kuljetetaan purun jälkeen pesukoneelle, joka on tarkoitettu pienempien osien
puhdistukseen. Satuloiden purseenpoisto voidaan suorittaa pesukoneen alueella ennen
varsinaista pesua. Tässä työvaiheessa on varmasti riittävästi aikaa suorittaa purseenpoisto
satulasta. Satuloiden purseenpoisto voidaan suorittaa myös satuloiden irrotuksen yhteydessä
jos on 2 työntekijää tekemässä tätä työvaihetta. Satulan toimittajien olisi tehostettava
tarkastusta. Satuloille on toimittajan tehtävä silmämääräinen tarkastus, jotta tässä vaiheessa ei
löytyisi enää valuvikoja satulasta. Havaittu valuvika aiheuttaa läpimenoaikaan paljon
lisäaikaa ja koko ketju saattaa häiriintyä. Runkolaakerin satulat on suojattava öljyllä ennen
kuin ne asennetaan lohkoon, ruosteen poisto on turha työvaihe tässä kohtaa.
26
13 KOEPONNISTUS
13.1 Lopputarkastus pois
Lopputarkastusta on syytä miettiä, tarvitaanko sitä nykyisessä muodossa. Tarkastetaan
korjatut viat ovatko ne korjattu, eli turhaa ja tuottamatonta työtä. Tässä vaiheessa lohkosta ei
saisi löytyä vikoja, koska tarkastusta on lisätty lähes joka vaiheeseen. Voimme todeta
lopputarkastuksen turhaksi ja aikaa vieväksi tuottamattomaksi työksi. Ainoastaan loppupesun
jälkeen saattaa näkyä jotkut valuviat paremmin, nämä voitaisiin tarkastaa edelleen tässä
kohtaa.
13.2 Koeponnistus
On 2 vaihtoehtoa koeponnistuspaikoille, toinen siellä missä tälläkin hetkellä koe ponnistetaan
josta varataan 1 paikka Kolbilla koneistetuille lohkoille. Toinen paikka olisi lähellä Kolb-
työstökonetta jossa olisi kaikki muukin solun toimita. Molemmissa vaihtoehdoissa on omat
hyvät ja huonot puolensa. (Taulukko 3.) Koeponnistuksessa on joitakin työvaiheita joista
voisi mahdollisesti päästä eroon. Sylinteriholkkien mittaus esimerkiksi, voisiko toimittaja
mitata holkit valmiiksi ja tehdä niistä pöytäkirjan. Haasteena tässä tapauksessa olisi jos
holkki sattuisi jäämään vinoon, kuinka se todettaisiin. Vesirenkaat voisi mahdollisesti
kiinnittää kahdella vaarnaruuvilla neljän sijaan. Luokituslaitoksen edustaja olisi mahdollista
tilata ajoissa paikalle, saattaa joskus tulla kauempaakin. Lisäksi logistiikka voisi toimittaa
pulssivaimentimen kiinnitysraudat jokaiseen lohkoon erikseen, JOT.in mukaisesti. Joitakin
tulppia ja ruuveja voitaisiin asentaa etukäteen lohkoon, esimerkiksi pitkien kanavien sivuilla
olevat peltitulpat voitaisiin asentaa pesijän toimesta loppupesun jälkeen. Pesijä huolehtisi
myös tämän kanavan puhtauden tarkastuksesta. Voitaisiin myös asentaa joitakin ruuveja jo
ennen pesua, kuten sentry-reikien ruuvit. Koeponnistuksessa tultaisiin tulevaisuudessa
asentamaan myös välihammaspyörän holkit ja nokkalaakerin holkit paikalleen. Tämä vaatisi
uuden pakastimen hankkimista.
27
Taulukko 3. Koeponnistuspaikkojen vertailua.
Koeponnistus nykyisessä paikassa Koeponnistus lähellä Kolb solua
Pesukoneelta lyhyt matka siirtää lohko Lohkolla lyhyt matka ulos
Työstökoneet kauempana joten helpompi pitää puhtaana pölystä
Kaikki on lähempänä
Tila valmiina Uusi paikka, mahdollisuudet tehdä paikasta parempi.

28
14 JALOSTUSTASON NOSTAMINEN
14.1 Runkolaakeriliuskojen asennus
Runkolaakerin liuskat asennetaan samassa paikassa jossa koeponnistus suoritetaan, eli lohko
käännetään ympäri samaan paikkaan. Haasteita tähän tuo lohkokoneistuksen puhtaus
linjakokoonpanoon verrattuna, lisäksi suojaus varastointiaikana nämä kohdat on käytävä läpi
huolellisesti. Kuitenkin näin tehtäessä hallitaan paremmin laatua, joka lähtee
lohkokoneistuksesta eteenpäin. Joskus kokoonpanolinjalla suoritettava NIP-mittaus tuo esille
jos laakeriliuska ei asetukaan niin kuin pitäisi. Tällöin on satula yleensä lohkokoneistuksessa
asettunut väärin jo ennen runkokäytävän viimeitelykoneistusta. Tämän kaltaisen virheen
tapahtuessa joudutaan kuljettamaan lohko takaisin lohkokoneistukseen ja asennetaan uusi
runkolaakerin satula ja koneistetaan huonosti asettunut satula uudelleen. Tähän saattaa kulua
aikaa useita päiviä ja on hankala korjata. Jos lohkoon tehdään NIP-mittaus jo
lohkokoneistuksessa, ei virhe pääsisi kokoonpanolinjalle asti ja heiltä siirtyisi yksi työvaihe
pois. Wärtsilässä on mietitty joitakin vaihtoehtoja lohkojen varastoinnin varalle, eräs minun
mielestäni hyvä vaihtoehto olisi jättää satulat liuskoineen lohkoon varastoinnin ajaksi. Toinen
mielestäni hankalampi vaihtoehto olisi irrottaa satulat lohkosta säilytyksen ajaksi ja suojata
ne hyvin kaikelta mahdolliselta.
14.2 Muuta jalostamista
Satulan pystyruuvit pitäisi jättää lohkoon kiinni eikä irrottaa, niin kuin tällä hetkellä tehdään.
Voidaan myös miettiä pienempien vaarnaruuvien kiinnittämistä valmiiksi linjakokoonpanoa
varten.

29
15 ERI VAIHTOEHTOJEN VERTAILUA
Tämän työn tavoitteena oli puolittaa läpimenoaika. Leanin mukaan on poistettava turhaa
työtä, ylituotantoa, pyrittävä ohennettuun virtaukseen ja virheitä ei saisi päästää seuraavaan
työvaiheeseen. Leanissa on toki paljon muutakin näiden lisäksi, mutta lähdin ratkaisemaan
työssäni lähinnä näitä haasteita. Ongelmana tuntuu olevan verstaalla oleva keskeneräinen
tuotanto joka odottaa seuraavaa työvaihetta. Jossain työvaiheessa on välillä useampiakin
henkilöitä työssä vaikka kyseisessä työvaiheessa ei olisikaan työtä tarjolla ja vastaavasti
jossain työvaiheissa on työntekijöitä poissa töistä vaikka töitä olisi tarjolla. Leanin mukaan
kuitenkin työtä pitäisi tehdä siellä missä sitä on. Jonoja ei juurikaan pääsisi syntymään
työvaiheille ja monitaitoisuus kasvaisi. Turhia työvaiheita on 1. pesu ja lopputarkastus jotka
jätin pois tästä työstä. Laatua sisällytetään paremmin joka työvaiheeseen. Purseen poistoa
tapahtuu myös lähes joka alkupään vaiheessa. Olisi myös hyvä käydä läpi onko purseen
poistossa mahdollista jättää jotain myös pois. Turha ylilaatu myös vaikuttaa läpimenoaikaan
hidastavasti. Vanhoja vaiheaikoja on hankala verrata näihin minun ehdottamiin
työnkuvamalleihin koska näitä ei ole vielä kellotettu. Uskon kuitenkin läpimenoajan
puolittuvan jos saamme leanin perusasiat kuntoon eli laatu ja ohennettu virtaus.
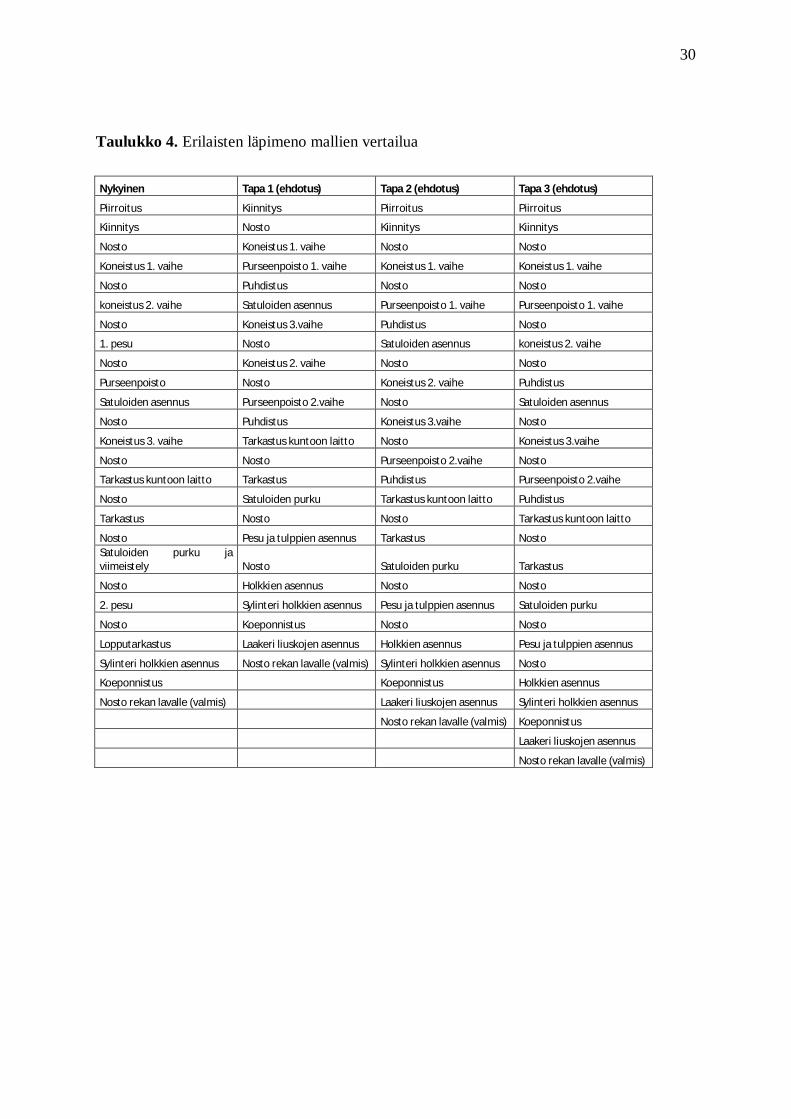
(Taulukko 4.)
30
Taulukko 4. Erilaisten läpimeno mallien vertailua
Nykyinen Tapa 1 (ehdotus) Tapa 2 (ehdotus) Tapa 3 (ehdotus)
Piirroitus Kiinnitys Piirroitus Piirroitus
Kiinnitys Nosto Kiinnitys Kiinnitys
Nosto Koneistus 1. vaihe Nosto Nosto
Koneistus 1. vaihe Purseenpoisto 1. vaihe Koneistus 1. vaihe Koneistus 1. vaihe
Nosto Puhdistus Nosto Nosto
koneistus 2. vaihe Satuloiden asennus Purseenpoisto 1. vaihe Purseenpoisto 1. vaihe
Nosto Koneistus 3.vaihe Puhdistus Nosto
1. pesu Nosto Satuloiden asennus koneistus 2. vaihe
Nosto Koneistus 2. vaihe Nosto Nosto
Purseenpoisto Nosto Koneistus 2. vaihe Puhdistus
Satuloiden asennus Purseenpoisto 2.vaihe Nosto Satuloiden asennus
Nosto Puhdistus Koneistus 3.vaihe Nosto
Koneistus 3. vaihe Tarkastus kuntoon laitto Nosto Koneistus 3.vaihe
Nosto Nosto Purseenpoisto 2.vaihe Nosto
Tarkastus kuntoon laitto Tarkastus Puhdistus Purseenpoisto 2.vaihe
Nosto Satuloiden purku Tarkastus kuntoon laitto Puhdistus
Tarkastus Nosto Nosto Tarkastus kuntoon laitto
Nosto Pesu ja tulppien asennus Tarkastus Nosto Satuloiden purku ja viimeistely Nosto Satuloiden purku Tarkastus
Nosto Holkkien asennus Nosto Nosto
2. pesu Sylinteri holkkien asennus Pesu ja tulppien asennus Satuloiden purku
Nosto Koeponnistus Nosto Nosto
Lopputarkastus Laakeri liuskojen asennus Holkkien asennus Pesu ja tulppien asennus
Sylinteri holkkien asennus Nosto rekan lavalle (valmis) Sylinteri holkkien asennus Nosto
Koeponnistus Koeponnistus Holkkien asennus
Nosto rekan lavalle (valmis) Laakeri liuskojen asennus Sylinteri holkkien asennus
Nosto rekan lavalle (valmis) Koeponnistus
Laakeri liuskojen asennus
Nosto rekan lavalle (valmis)

31
16 VUOROJÄRJESTELMÄ
16.1 Miehitys kuhunkin tehtävään
Tahtiaikoihin olen käyttänyt Wärtsilä 9L32-moottorilohkon mitattuja työtutkimusaikoja.
Wärtsilä 9L32 on lähinnä eri mallien keskiarvoa ja soveltuu tämän vuoksi hyvin tähän.
Lohkoja pitäisi valmistua maksimissaan 4/viikko tahtia. Miehitys on laskettu tämän mukaan.
(Taulukko 5.) Taulukosta on nähtävissä 46 tuntia ylimääräistä aikaa, eli yhteensä näyttäisi
riittävän 15 työntekijää 16 sijaan. Alussa voidaan aloittaa 15 työntekijällä ja katsoa
myöhemmin mihin tarvitaan se 1 lisää. 15 työntekijällä jää kuitenkin liian vähän pelivaraa jos
joka viikko valmistuu 4 lohkoa. Koneistuksessa on yövuoroissa 2 työntekijää ja muissa
vuoroissa 1 ainoastaan. Yövuoron toisen koneistajan tehtävä voisi olla koneistuksen lisäksi
lohkojen siirtäminen, yövuorossa lohkot olisivat siirtyneet aamuvuoroa varten niille varatuille
paikoille, tai jos aamu- tai iltavuorossa olisi jokin työ jäänyt kesken, voisi sen tehdä loppuun.
Taulukko 5. Miehitys Kolb Pentamat lean soluun
Vaadittava aika Työntekijöitä aamu Ilta yö aamu vkl.
yö vkl.
tehdyt tunnit Erotus
Koneistus 168 7 40 40 40 24 24 168 0 Piirroitus 32 1 40 0 0 0 0 40 -8 Purseen poisto+ satuloiden asennus
34 1 40 0 0 0 0 40 -6
Purseen poisto+ tarkastuskuntoon
22 1 0 40 0 0 0 40 -18
tarkastus+purku+ pesu
70 2 0 40 0 24 0 64 6
Koeponnistus+ asennustyöt
124 4 80 40 0 24 0 144 -20
Yhteensä 450 16 200 160 40 72 24 496 -46

32
16.2 Työtehtävän työnkuvaus
Lean-solussa työntekijän on joustettava erilaisten työtehtävien mukaan. Jokaisen työtehtävän
sisältö on kuitenkin määritelty erikseen. (Taulukko 6.)
Taulukko 6. Työtehtävien kuvaus.
Työtehtävä Työnkuvaus
Piirroitus Lohkon työvarojen mittaaminen, kiinnitys palettiin, koneistajan
auttaminen asetusten kanssa ja lohkon siirrot.
Koneistus Kaikki koneistukseen kuuluvat työt, asetukset, työkaluhuollot,
mittaukset ja yms.
Purseen poisto+
satuloiden
asennus
Purseenpoisto 1. vaiheessa, mahdolliset korjaukset, mittaukset,
puhdistus, lohkon siirrot ja satuloiden asennus
Purseen poisto+
tarkastuskuntoon Purseenpoisto 2. vaiheessa, mahdolliset korjaukset mittaukset,
puhdistus, lohkon siirrot ja lohkon viimeistely tarkastus
valmiiksi
tarkastus+purku+
pesu Lohkon dokumentointi, purkaminen, lohkon pesu ja lohkon
siirrot
Koeponnistus+
asennustyöt Sylinteriholkkien asennus, tiiveystarkastus, laakeriliuskojen
asennus, satuloiden pesu ja lohkon siirrot

33
16.3 Kehitysehdotuksia
Jokainen työvaihe voitaisiin käydä tarkasti läpi, mitä me teemme liian tarkasti ja onko se
tarpeellista? Varsinkin purseen poistotyövaihe on aikaa vievää ja sitä pitäisi kehittää tai käydä
läpi onko jotain mahdollista poistaa. Mittaus työpisteille tulisi rakentaa tehokkaimmiksi,
esimerkiksi pöytä missä mitat on samassa järjestyksessä kuin mittaaminen etenee. Lisäksi
solun pitäisi ohjautua tulevaisuudessa paremmin itse. Voisiko se olla esimerkiksi selkeämpi
ohjaustaulu tai voisiko joku työntekijä olla vuorovastaava? Toyotalla toimitaan näin, siellä on
työnjohtajan ja työntekijän välissä henkilö joka katsoo työt vuoron alussa ja osallistuu itse
myös työntekoon. /3/

34
LÄHTEET
/1/ Wärtsilä kotisivut. Viitattu 26.2.2014 http://wartsila.com.
/2/ Tuominen, K 2010. Lean. kohti täydellisyyttä. Helsinki. Readme.fi.
/3/ Liker, J. 2006. Toyotan tapaan. Helsinki. Readme.fi.

LIITTEET 1 / 6
Tarkastuslista W6L32
Moottorilohkon malli Moottorilohkonnumero Vaihe 1
Lisäporaukset
Paikka Mittaaja Päivämäärä Tulos QDSM
Tasopinnat x-suunta
Pinnan karheus
koneistus pykälät
Tasopinnat y-suunta
Pinnan karheus
koneistus pykälät
Tasopinnat z-suunta
Pinnan karheus
koneistus pykälät
avarrin 45H8
M10
M8
M18*1,5
M12*1,5
M12
M16
M30*3,5
pora D50.5/D58
M56
M6

LIITTEET 2 / 6
M12*1
kaapelireiät 5,5
Satulansijat
50H7
yleistarkastus
Moottorilohkon malli Moottorilohkonnumero Vaihe 2
Lisäporaukset
Paikka Tekijä koska Tulos QDSM
Tasopinnat x-suunta
Pinnan karheus
koneistus pykälät
Tasopinnat y-suunta
Pinnan karheus
koneistus pykälät
Tasopinnat z-suunta
Pinnan karheus
koneistus pykälät
Pora D50.5/D58
Sylinteriholkintilat
M56

LIITTEET 3 / 6
Tasaus D48
Upotus D136,5
M26*1,5
95H8
119H8
109H8
70H8
M16*1,5
Tasaus D27
Tasaus D19,1
M12*1,5
12K7
Kaapelireiät 5,5
M33*2
M20
M22*1,5
M16
M12
M10
M8
M6
M18*1,5
8K8
16K7
355H7

LIITTEET 4 / 6
120 (±0,03)
206H7
VHP 206H7
yleistarkastus
Muuta
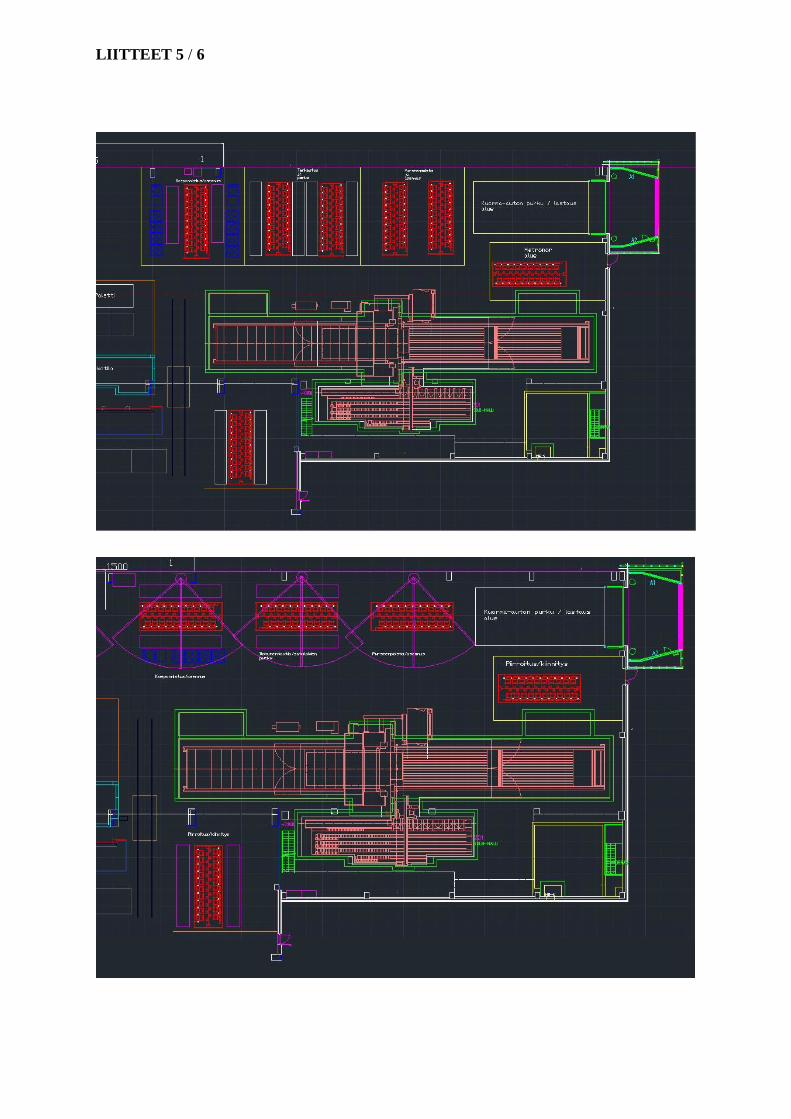
LIITTEET 5 / 6

LIITTEET 6 / 6
a