+jk9
TRANSCRIPT
INGENIERIA MECANICA
Estadistica Aplicadaen el Control de CalidadEn el presente articulo se ilustra el desarrollo de diversos metodosestadisticos para orientar el Control de Calidad en la rnetalmecanicahacia una fundamentaci6n mas cientlfica que permita regular elproceso de fabricaci6n de maquinaria en una forma mas eficaz yracional.Se sefiala que el rnetodo pasivo. determinaci6n de las curvas dedistribuci6n. es muy dispendioso y costoso y adernas se realiza despuesdel proceso de fabricaci6n.De igual manera se presta especial atenci6n a la etapa mas reciente ypromisoria de los rnetodos estadisticos aplicados al Control de Calidadque consiste en la construcci6n de los diagramas puntuales y gr8ficasde precisi6n. Este nuevo enfoque posibilita hacer mas coherenteyefectivo el proceso de control en relaci6n al rendimiento econ6mico delproceso de fabricaci6n.Este articulo es util para los ingenieros y tarnbien tiene aplicaci6ndirecta en la industria.
ERNESTO CORDOBAIngeniero MecanicoCon Especializaci6n en diseiioy tecnologfa de rnaquinas-herra-mientas.Universidad de la AmistadMoscu - U.R.S.S.
La irnportancia de la estadisticapara la Metalmecanica radica enla posibilidad de ponderar acerta-damente el par arnetr o tecriico-econornico de calidad que seestablece en el proceso de dise-no, de elabor acion. de control decalidad. del ensamble y durante laoper acion de las rnaquir-as-hen a-rmentas
Los metod os estadfsticos aplica-dos en la Metalrnecanica permi-ten conocer el real comporta-m.ento de los errores transmiti-dos ala rnaquina por los procesostocnolocicos arriba serialados.tanto en su magnitud como enrelacion con el tiempo. De igualmanera posibilitan desentr ariarlas causas ffslcas de los errores yla interrelacion de los facto ressisternaticos y aleatorios Estaevaluacion integral nos permiteadoptar correctivos de tipo tecno-lcqico y de diserio que mejor an laprecision y calidad de las maqui-nas-herra m ientas.
Es necesario serialar que el ante-rior analisis sera objetivo y fructi-fero si se observa un tratamientosisternico del problema Es decir.
60-lngenieria e Investi~aci6n
que se requiere relacionar todaslas eta pas por las que pasa larnaquina-herr arnienta la materiaprima, el proceso de tabricacion.el control de calidad. el procesode ensarnblaje y finalmente elciclo de oper aciori que incluye elmantenirniento
Ejemplos de aplicaci6n de curvasde distribuci6n
1 - Distribuci6n UniformeProbabilidad Igualitaria
x
x
INGENIERIA MECANICA
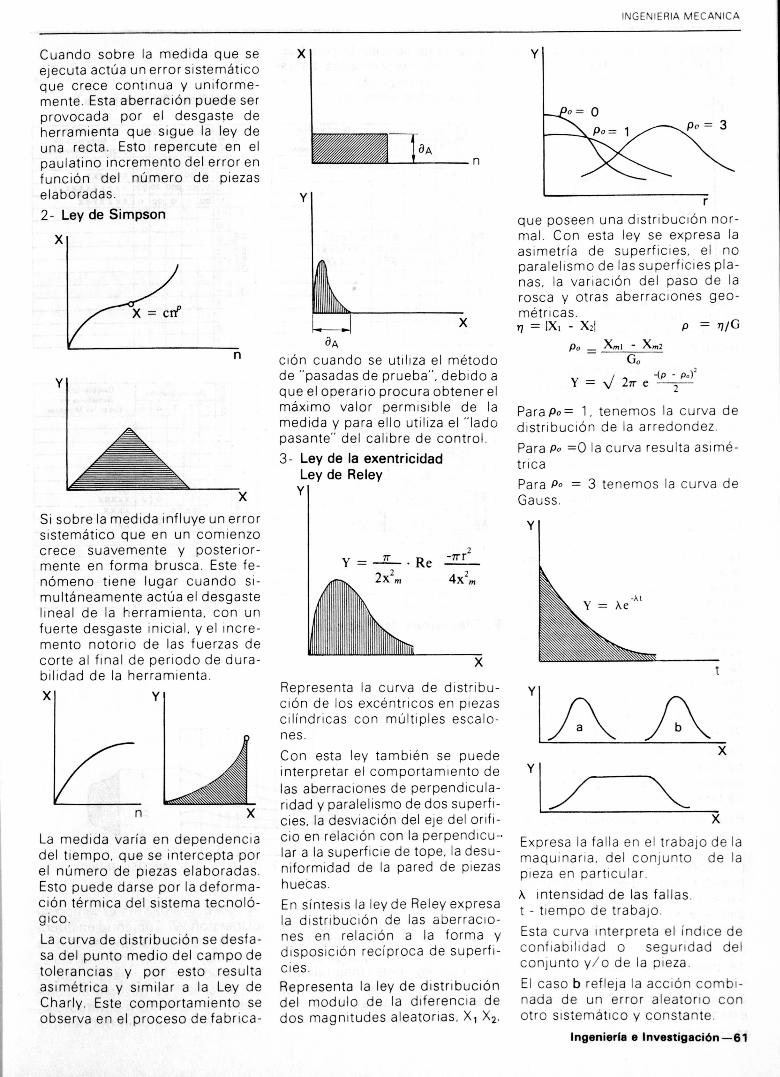
Cuando sobre la medida que seejecuta actua un error sistematicoque crece continua V uniforme-mente. Esta aberr acion puede serprovocada por el desgaste deherramienta que sigue la lev deuna recta Esto repercute en elpaulatino incremento del error entuncion del nurner o de piezaselaboradas.
2- Ley de Simpson
X
n
y
X
51 sobre la medida intluve un errorsistematico que en un comienzocrece suavemente V posterior-mente en forma brusca. Este fe-norneno tiene lugar cuando Sl-
rnultanearnente actua el desgastelineal de la herramienta. con unfuerte desgaste inicial. Vel incre-mento notorio de las fuerzas decorte al final de periodo de dura-bilidad de la herramientaX y
n
La rnedida varia en dependenciadel tiernpo. que se intercepts porel nurner o de piezas elaboradas.Esto puede darse per la deforma-cion terrnica del sistema tecnolo-qrco.
La curva de distribucion se desfa-sa del punto medio del campo detolerancias V por esto resultaasirnetrica V similar a la Lev deCharlv Este comportamiento seobserva en el proceso de fabrica-
X
_....L. n
y
L-1 XaA
Clan cuando se utiliza el metodade "pasadas de prueba". debido aque el opera rio procura obtener elmaximo valor perrnisible de lamedida V para ello utiliza el "ladopasante" del calibre de control.
3- Ley de la exentricidadLey de Releyy
X
X
Representa la curva de distribu-Clan de los excentricos en piezascilfndricas con multiples esca!o-nes.
Con esta lev tarnbien se puedemterpr etar el comportamiento delas aberraciones de perpendicula-ridad V paralelismo de dos superfi-cies, la desviacion del eje del orifi-cio en relacion con la perpendicu-·lar a la superficie de tope. la desu-niformidad de la pared de piezashuecas.
En sfntesis la lev de Relev expresala distribuciori de las aberracio-nes en relacion a la forma Vdrsposicion recfproca de superfi-ciesRepresenta la lev de distribuciondel modulo de la diferencia dedos magnitudes aleator ias. x, X2,
y
po = 3
rque poseen una distribuciori nor-mal. Con esta lev se expresa laasimetrfa de superficies, el noparalelismo de las superficies pla-nas. la variacion del paso de larosca V otras aberraciones geo-metr icas.TJ = IXl - X21 p = TJ/G
po = Xml - Xm2
Go-(p _ Po)'
y = J 21T e -2-
Para po= 1. tenemos la curva dedistribucion de la arredondez.
Para po =0 la curva resulta asirne-tricaPara po = 3 tenemos la curva deGauss
y
X
Expresa la falla en el tr abajo de lamaquinaria. del conjunto de lapieza en particular.
/... intensidad de las fallas.t - tiempo de trabajo.
Esta curva interpr eta el indice deconfiabilidad 0 seguridad delconjunto V/o de la preza
EI caso b refleja la accion combi-nada de un error aleatorio conotro sistematico V constante.
Ingenierla e Investigaci6n -61
INGENIERIA MECANICA
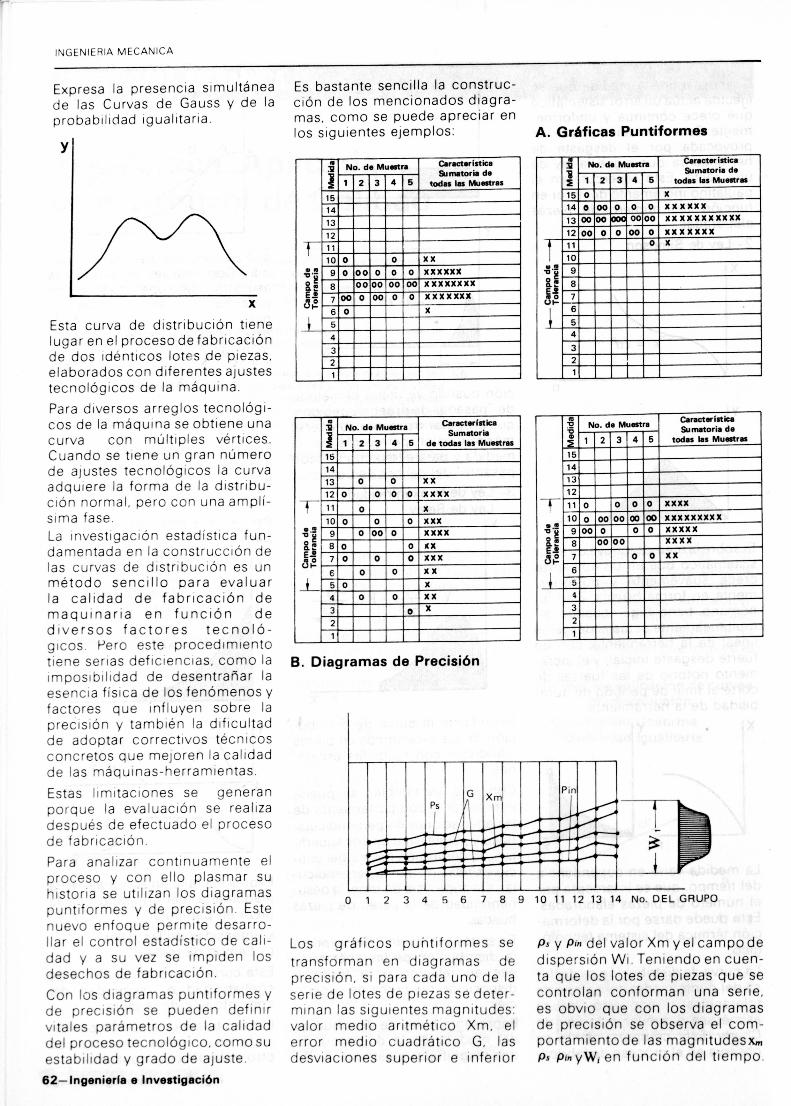
Expresa la presencia sirnultaneade las Curvas de Gauss y de laprobabilidad igualitaria
y
xEsta curva de distribucion tienelugar en el proceso de fabricacionde dos identicos lot s de piezas.elaborados con diferentes ajustestecnoloqicos de la maquina.
Para diversos arreglos tecnoloqi-cos de la rnaquina se obtiene unacurva con multiples vertices.Cuando se tiene un gran nurnerode ajustes tecnolcqicos la curvaadquiere la forma de la distribu-cion normal, pero con una ampli-sima fase.La investiqacion estadfstica fun-damentada en la coristruccion delas curvas de distribucicn es unrnetoo o sencillo para evaluarla calidad de f abr ic acio n dema q ui n ar i a en f un c io n dediversos factores t e c n o l o-gicos. Pero este pr ocedirruentotiene serias deficiencies. como laimposibilidad de desentr afiar laesencia fisica de los tenornenos yfactores que influyen sobre laprecision y tarnbien la dificultadde adoptar correctivos tecnicosconcretos que mejoren la calidadde las rnaquinas-her rarnientas.
Estas limitaciones se gene ranporque la evaluaci6n se realizadespues de efectuado el procesode tabncacion
Para analizar continuamente elproceso y con ello plasmar suhistoria se utilizan los diagramaspuntiformes y de precisi6n. Estenuevo enfoque permite desarro-liar el control estadfstico de cali-dad y a su vez se impiden losdesechos de tabricacion.
Con los diagramas puntiformes yde precisi6n se pueden definirvitales para metros de la calidaddel proceso tecnol6gico, como suestabilidad y grado de ajuste.
62-lngenierla e Investigaci6n
Es bastante sencilla la construe-cion de los mencionados diagra-mas, como se puede apreciar enlos siguientes ejernplos:
• No. de Muestra C8racteristice:5l $Imatoria deI 1 2 3 4 5 toda. las Muastra.
15141312r 1110 0 0 xx
•• 9 0 00 0 0 0 xxx xxxi'~8 00 00 00 00 XXXXXXXXE.! 700 0 00 0 0 xxxxxxx{j~
6 0 x
.L. 54321
• Caracteristice:5l No. de Muestra
I Sumatoria1 2 3 4 5 da toda. la. Muestra.
151413 0 0 XX12 0 0 0 0 xxxx
T 11 0 X10 0 0 0 XXX
-.!! 9 0 00 0 xxxx"'!!8.l! 8 0 0 UE..! 7 0 0 0 XXXM
6 0 0 XX.L, 5 0 X
4 0 0 XX3 0 X21
B. Diagramas de Precisi6n
A. GrMicas Puntiformes
• No. da Muastra C8racter ,stica:5l $lmatoria dei2! 1 2 3 4 5 toda. Ia. Muastras
15 0 X14 0 000 0 0 x X x xxx13 00 00 00tl 00 00 XX XXXXXXXXX12 00 0 o 00 0 xxxxxxx
I 11 0 X10
~.~ 98.. 8E!
7Y 6
54
321
co C8ract. ist ice'0 No. de Muastra'6 Sumatoria de
~ 1 2 3 4 5 toda. la. Muastras
15141312
T 11 0 0 0 0 XXXX10 0 00 00 00 00 XXXXXXXXX
-.!! 9 00 0 0 0 XXXXX"'!!o. 8 00 00 XXXXo.~EJ!
0 xx{j~ 7 0
~654321
Pin
o 2 3 4 5 6 7 8 9 10 11 12 13 14 No DEL GRUPO
Los graficos puntitor rne s setransforman en diagramas deprecision. si para cada uno de laserie de lotes de piezas se deter-minan las siguientes magnitudes:valor medio aritmetico Xm. elerror medio cuadratico G. lasdesviaciones superior e inferior
Ps y pin del valor Xm y el campo dedispersion Wi. Teniendo en cuen-ta que los lotes de piezas que secontrolan conforman una serie.es obvio que con los diagramasde precision se observa el com-portamientode las magnitudesXmps pin yWi en funcion del tiempo.
INGENIERIA MECANICA
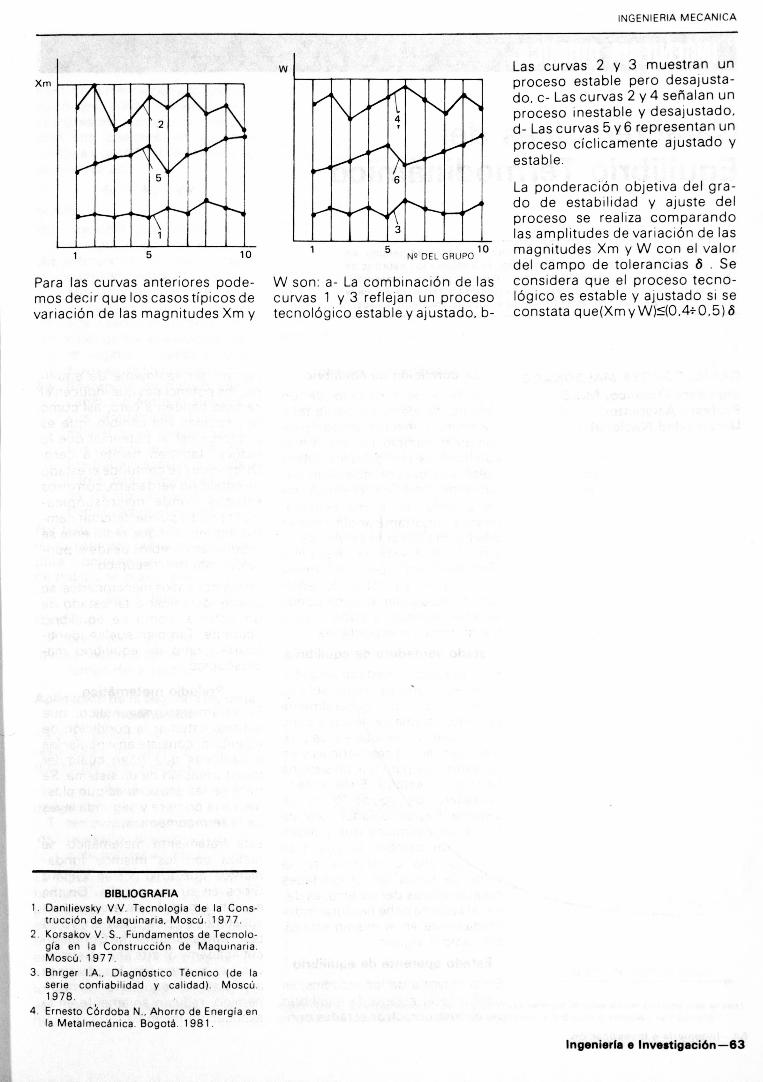
Para las curvas anteriores pode-mos decir que los casos tfpicos devariacion de las magnitudes Xm y
BIBLIOGRAFIA1. Danllievsky VV Tecnologia de la Cons-
trucci6n de Maquinaria, Moscu. 1977.2 Korsakov V. S.. Fundamentos de Tecnolo-
gia en la Construcci6n de Maquinaria.Moscu 1977.
3. Bnrger lA, Diagn6stico Tecnico (de lasene confiabilidad y calidad). Moscu.1978
4. Ernesto C6rdoba N, Ahorro de Energia enla Metalrnecanica. Bogota. 1981.
w
3
5 10NQ DEL GRUPO
W son: a- La combinaci6n de lascurvas 1 y 3 reflejan un procesotecnol6gico estable y ajustado. b-
Las curvas 2 y 3 muestran unproceso estable pero desajusta-do. c- Las curvas 2 y 4 sen alan unproceso inestable y desajustado.d- Las curvas 5 y 6 representan unproceso cfclicamente ajustado yestable.
La ponderaci6n objetiva del gra-do de estabilidad y ajuste delproceso se realiza comparandolas amplitudes de variaci6n de lasmagnitudes Xm y W con el valordel campo de tolerancias 13 . Seconsidera que el proceso tecno-16gico es estable y ajustado si seconstata que(XmyW)~(0.4+0,5)13
Ingenierla e Investigaci6n-63