journal of cleaner productiondownload.xuebalib.com/xuebalib.com.45061.pdfachievements for abatement...
TRANSCRIPT

lable at ScienceDirect
Journal of Cleaner Production 89 (2015) 1e17
Contents lists avai
Journal of Cleaner Production
journal homepage: www.elsevier .com/locate/ jc lepro
Review
Eco-friendly waste management strategies for greener environmenttowards sustainable development in leather industry: acomprehensive review
J. Kanagaraj a, *, T. Senthilvelan a, R.C. Panda b, S. Kavitha a
a Leather Processing Division, CSIR-CLRI, Adyar, Chennai 20, Indiab Chemical Engineering Division, CSIR-CLRI, Adyar, Chennai 20, India
a r t i c l e i n f o
Article history:Received 9 September 2014Received in revised form3 November 2014Accepted 4 November 2014Available online 11 November 2014
Keywords:Skin preservationEnzymatic dehairingHigh exhaust tanningImproved dyeingBiodegradation of pollutants
Abbreviations: ETP, effluent treatment plant; ppmsuspended solids; DNA, deoxyribonucleic acid nucleformation-Infrared; Lpm, litre per minute; Min, minViolet visible; HPLC, High Pressure Liquid ChromatogrM-ESI, Mass-Electrospray Ionization; GCeMS, GSpectrometry.* Corresponding author. Leather Processing Div
Research Institute, Adyar, Chennai 600020, India. Tel.:244530630; fax: þ91 044 24911589.
E-mail address: [email protected] (J. Kanagaraj
http://dx.doi.org/10.1016/j.jclepro.2014.11.0130959-6526/© 2014 Elsevier Ltd. All rights reserved.
a b s t r a c t
The leather industry deals with proteinous skin material for the conversion of leather and this generateshuge amount of solid and liquid wastes giving rise to pollution that needs to be overcome by introducingsustainable cleaner technologies. This review describes various eco-friendly challenges and majorachievements for abatement of pollution in leather processing. Different cleaner technological methodsin preservation of raw hides/skins, unhairing, tanning and dyeing operations are discussed here. Cleaner-preservation techniques by using chemicals and biological agents have been developed to reducepollution problems of salt up to a great extent in leather processing operations. Process intensified op-erations have helped to achieve better uptake and to manage pollution load. Enzymatic dehairing areimplemented to reduce Bio-chemical-Oxygen-Demand (BOD) at the level of 40%, Chemical-Oxygen-Demand (COD) up to 50%. Improved biological methods for bio-degradation of dyes, azo-dyes andtheir mixtures and to reuse the liquors in the process to reduce the dye pollution load in the effluentstreams are reviewed. Nano-Particle polymers and improved retanning materials have been synthesizedfor high exhaustion of dyeing and retanning properties. Mathematical models predicting kinetics andgrowth for the above processes are also reviewed. It could be concluded by utilization of these tech-nologies, a possible reduction in pollution loads such as BOD & COD, upto levels of 50% & 40%, could beachieved in leather processing.
© 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Leather making is a very old traditional process that serves so-cial needs, employsmany skilled/unskilled persons while being oneof the highest contributors of global economy. Leather is uniquematerial and cannot be compromised with synthetic materials andcan be obtained by the conversion of skin/hide into leather wherethe skin/hide undergoes various treatments. It provides a wide
, parts per million; TSS, totalic acid; FT-IR, Fourier Trans-ute; h, hour; UVevis, Ultraaphy; U/ml, Units/micro-litre;as ChromatographyeMass-
ision, CSIR-Central Leatherþ91 044 24911386, þ91 044
).
range of consumer goods such as shoes, garments, bags etc. In-spiteof the incipit, leather industry has been categorized as one of thehighly polluting industries having concerns that leather makingactivity can have adverse impact on the environment.
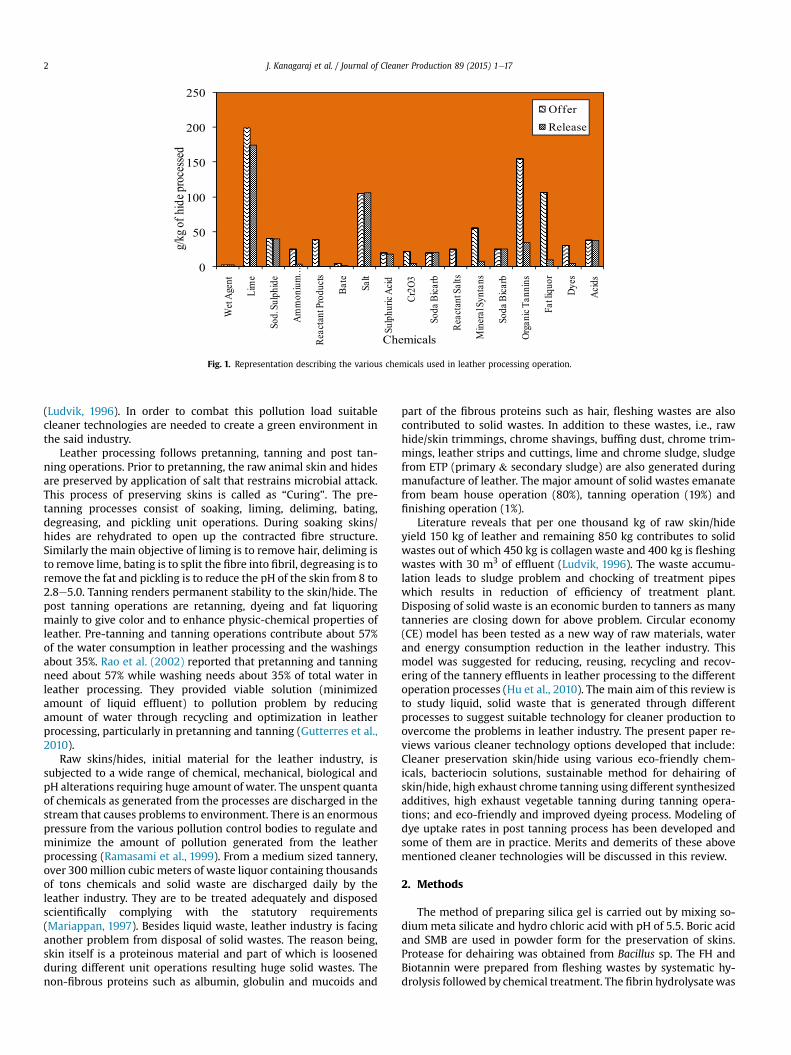
Global production of leather is approximately around 4.8 billionsqft. It is estimated that about 6.5 million tons of wet salted hidesand skins are processed worldwide annually and 3.5 million tons ofvarious chemicals are used in leather processing (Ramasami et al.,1999a). Chemicals that are used during the processing are notfully uptake by the leather leaving huge amount of pollution loadthrough effluent streams (Fig. 1). The liquid effluent at the level of45e50 m3 per ton of raw hide is generated during the process.Nearly 70% of the emission loads of Bio-chemical-Oxygen-Demand(BOD), Chemical Oxygen Demand (COD), and Total Dissolve Solids(TDS) are generated in the process (Ludvik, 1996). The leathermaking process produces wastes comprising of COD, BOD, Sus-pended solids, Chromium, dyes, sulphur at the level of 1470 ppm,619 ppm, 920 ppm, 30 ppm, 50 ppm and 60 ppm respectively
0
50
100
150
200
250
Wet
Age
nt
Lim
e
Sod.
Sulp
hide
Amm
oniu
m …
Reac
tant
Pro
ducts
Bate
Salt
Sulp
huric
Acid
Cr2O
3
Soda
Bica
rb
Reac
tant
Sal
ts
Min
eral
Synt
ans
Soda
Bica
rb
Orga
nic T
anni
ns
Fat li
quor
Dyes
Acid
s
g/kg
of h
ide p
roce
ssed
Chemicals
OfferRelease
Fig. 1. Representation describing the various chemicals used in leather processing operation.
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e172
(Ludvik, 1996). In order to combat this pollution load suitablecleaner technologies are needed to create a green environment inthe said industry.
Leather processing follows pretanning, tanning and post tan-ning operations. Prior to pretanning, the raw animal skin and hidesare preserved by application of salt that restrains microbial attack.This process of preserving skins is called as “Curing”. The pre-tanning processes consist of soaking, liming, deliming, bating,degreasing, and pickling unit operations. During soaking skins/hides are rehydrated to open up the contracted fibre structure.Similarly the main objective of liming is to remove hair, deliming isto remove lime, bating is to split the fibre into fibril, degreasing is toremove the fat and pickling is to reduce the pH of the skin from 8 to2.8e5.0. Tanning renders permanent stability to the skin/hide. Thepost tanning operations are retanning, dyeing and fat liquoringmainly to give color and to enhance physic-chemical properties ofleather. Pre-tanning and tanning operations contribute about 57%of the water consumption in leather processing and the washingsabout 35%. Rao et al. (2002) reported that pretanning and tanningneed about 57% while washing needs about 35% of total water inleather processing. They provided viable solution (minimizedamount of liquid effluent) to pollution problem by reducingamount of water through recycling and optimization in leatherprocessing, particularly in pretanning and tanning (Gutterres et al.,2010).
Raw skins/hides, initial material for the leather industry, issubjected to a wide range of chemical, mechanical, biological andpH alterations requiring huge amount of water. The unspent quantaof chemicals as generated from the processes are discharged in thestream that causes problems to environment. There is an enormouspressure from the various pollution control bodies to regulate andminimize the amount of pollution generated from the leatherprocessing (Ramasami et al., 1999). From a medium sized tannery,over 300 million cubic meters of waste liquor containing thousandsof tons chemicals and solid waste are discharged daily by theleather industry. They are to be treated adequately and disposedscientifically complying with the statutory requirements(Mariappan, 1997). Besides liquid waste, leather industry is facinganother problem from disposal of solid wastes. The reason being,skin itself is a proteinous material and part of which is loosenedduring different unit operations resulting huge solid wastes. Thenon-fibrous proteins such as albumin, globulin and mucoids and
part of the fibrous proteins such as hair, fleshing wastes are alsocontributed to solid wastes. In addition to these wastes, i.e., rawhide/skin trimmings, chrome shavings, buffing dust, chrome trim-mings, leather strips and cuttings, lime and chrome sludge, sludgefrom ETP (primary & secondary sludge) are also generated duringmanufacture of leather. The major amount of solid wastes emanatefrom beam house operation (80%), tanning operation (19%) andfinishing operation (1%).
Literature reveals that per one thousand kg of raw skin/hideyield 150 kg of leather and remaining 850 kg contributes to solidwastes out of which 450 kg is collagenwaste and 400 kg is fleshingwastes with 30 m3 of effluent (Ludvik, 1996). The waste accumu-lation leads to sludge problem and chocking of treatment pipeswhich results in reduction of efficiency of treatment plant.Disposing of solid waste is an economic burden to tanners as manytanneries are closing down for above problem. Circular economy(CE) model has been tested as a new way of raw materials, waterand energy consumption reduction in the leather industry. Thismodel was suggested for reducing, reusing, recycling and recov-ering of the tannery effluents in leather processing to the differentoperation processes (Hu et al., 2010). The main aim of this review isto study liquid, solid waste that is generated through differentprocesses to suggest suitable technology for cleaner production toovercome the problems in leather industry. The present paper re-views various cleaner technology options developed that include:Cleaner preservation skin/hide using various eco-friendly chem-icals, bacteriocin solutions, sustainable method for dehairing ofskin/hide, high exhaust chrome tanning using different synthesizedadditives, high exhaust vegetable tanning during tanning opera-tions; and eco-friendly and improved dyeing process. Modeling ofdye uptake rates in post tanning process has been developed andsome of them are in practice. Merits and demerits of these abovementioned cleaner technologies will be discussed in this review.
2. Methods
The method of preparing silica gel is carried out by mixing so-dium meta silicate and hydro chloric acid with pH of 5.5. Boric acidand SMB are used in powder form for the preservation of skins.Protease for dehairing was obtained from Bacillus sp. The FH andBiotannin were prepared from fleshing wastes by systematic hy-drolysis followed by chemical treatment. The fibrin hydrolysatewas

J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 3
obtained from alkaline hydrolysis of animal blood collected fromslaughter house. Dyes for improved dyeing method was preparedby keratin waste by enzymatic hydrolysis followed by co-polymerization of amino acid derivative and an acrylate ester indispersed condition. Azo dyes were collected from Sigma Aldrichfor Biodegradation using Bacillus cereus sp, Laccase enzyme ob-tained from Micrococcus luteus and azo reductase enzyme.Biodegradation of phenol was carried out by using mixed culture ofPseudomonas putida Tan-1 and Staphylococcus aureus Tan-2. Math-ematical modeling for understanding kinetics and growth of mi-crobes was carried out using experimental data andMatlab Ver 12.1software.
3. Preservation of raw skin/hide
Conventional method for preservation is carried out using salt(sodium chloride). Availability of common salts is plenty in nature.Prior to leather processing the skin/hide is preserved by using salt.Besides having antibacterial and antifungal activities, the dualfunctions of common salt, such as dehydrating power and bacte-riostatic property, are being exploited in the preservation of skin/hide. Preservation of skin by using salt is one of the popular curingmethods followed world wide. During the salt-curing method themoisture content of skin is reduced from 70% to 30% making thecondition of skin/hide non conducive for bacterial growth. The saltcuring method is cost effective and easy to practice but suffersheavily from an environmental perspective (Dalton, 2012;Muthsubramanian and Mitra, 2006). The salt is discharged notonly from pickling, and chrome tanning operation but also fromcuring stage in major amount. The leather industry is contributing40% of TDS and 55% of chlorides (Cl) in the effluents generated fromcuring operation (Musa et al., 2011). Sodium chloride is very diffi-cult to remove and also cause problems to the effluent treatment.According to pollution control board norms the TDS must be2100 mg/L in the treated leather waste water (Bienkiewiez, 1983).Hence, suitable cleaner technologies in the preservation methodsare envisaged to abate this problem.
3.1. Cleaner preservation of skin/hide using silica gel
The cleaner preservation technique using silica gel method hasbeen proposed over conventional salt curing method. This sug-gested preservationmethod is cost effective, easy to adopt and is anenvironmental friendly approach. A better preservation system canbe established using inert compound silica gel. This novel methoduses silica gel which is prepared by mixing sodium meta-silicateand hydrochloric acid at pH of 5.5 and followed by spray drying.The resulting powder is used for the preservation purpose. Therecommended method for preservation uses optimum amount ofsilica gel powder at 15% with or without 0.1% PCMC (Para ChloroMeta Cresol). The less-salt method of using silica gel at the level of5% with salt 5% has also been developed. The efficacy of preserva-tion using this new method was accessed by various parameterssuch as moisture content using Nuclear Magnetic Resonance (NMR)micro-imaging technique, total extractable nitrogen using nitrogenanalyzer and bacterial count by standard agar plate technique, thefibre structures were analyzed using scanning electron microscope(SEM). The results indicate that the new cleaner preservationtechnique was as effective as salt curing and did not cause anyproblem during soaking and leather manufacturing processes. Thisnew preservation method was found to be a feasible alternative toreduce pollution load in treated skins and to combat the problem ofCl and TDS issues (Cuadros et al., 2012; Thanikaivelan et al., 2001).
The reduction in pollution load of TDS was by 3 fold in soakingprocess by less salt preservation technique was achieved. The
pollution load was reduced at the maximum level upto 70e75% forTDS and 80e85% for Cl. The leather properties obtained werecomparable to salt cured leather. The results reveal that thismethod was as efficient as conventional salt curing with no ill ef-fects in the leather processing. The problems of chloride and TDScan be solved using an effective alternative salt curing method.
The skin that was preserved using silica gel did not show anystructural modification/degradation. The results of microscopic andmoisture analysis data shows no evident of harmful effect on theleather making which indicates that there is less probability for thebacterial population to manifest deterioration (Fig. 2). The newlydeveloped method has environmental advantageous over theconventional method associated with BOD, COD, TDS and Cl. Themethod is economically viable, practically feasible with 10e15% ofcost reduction and preferable replacement for the salt curingmethod (Kanagaraj et al., 2001).
3.2. Preservation of skin/hide using boric acid method
Salt free and less-salt preservation systems based on boric acidhave been investigated and evaluated at ambient temperature of30e35 �C as alternative preservation method. New preservationtechnique over the conventional one using either boric acid at thelevel of 5% for salt-free method or a mixture of boric acid (2%) andcommon salt (5%) for less-salt method has been devised. Both of themethods resulted in more than 80% reduction in Cl and TDS in theeffluents. The proposed method based on boric acid have beenfound to be efficient and cleaner in preserving the skin by both salt-less and less-salt methods as demonstrated by the preservationparameters and leather properties. The application methodology ofthe curing agent has been maintained the same as that of theconventional system. Boric acid does not pose any serious health orsafety problems on usage. Also, the new technique does not needany extra set-up or infrastructure for practical implementation ofthe method. This method is one of the suitable techniques thatemerge as viable alternatives for the conventional salt preservationsystem.
3.3. SMB method
New preservation system by using SMB has been developed. Saltfree preservation system using SMB at 1% and less salt preservationsystem by using SMB (0.5%) with salt 5% are able to preserve theskin very effectively.
The results observed from the preserved skin indicated thatgeneration of the nitrogen content and also the bacterial count iscomparatively lower than in the salt cured skin which reveals thatskins are preserved in a better manner compared to the salt curedskin. The observed count of bacterial population with the salt-lesscuring process is not enough to manifest deterioration and there-fore, did not seem to affect the collagenous network of the skin asseen from the data of the mechanical properties of cured skin. Thepollution profile of the preserved skin indicated the reduction ofTDS and Cl levels by about 15e20 times over the conventional salt-cured skin (Kanagaraj et al., 2005).
3.4. Phytochemical preservation of skin/hide
The phytochemical preservations were carried out by usingdeoiled and oiled neem cake. These cakes at various levels showed/gave satisfactory results in preserving the raw skins. Thesemethodsreduce pollution load of TDS and Cl upto 60%. Another newphytochemical preservation technique using powdered tamarindleaves as preservative chemical is reported to produce satisfactorypreservation. These extracts were obtained by using methanol and
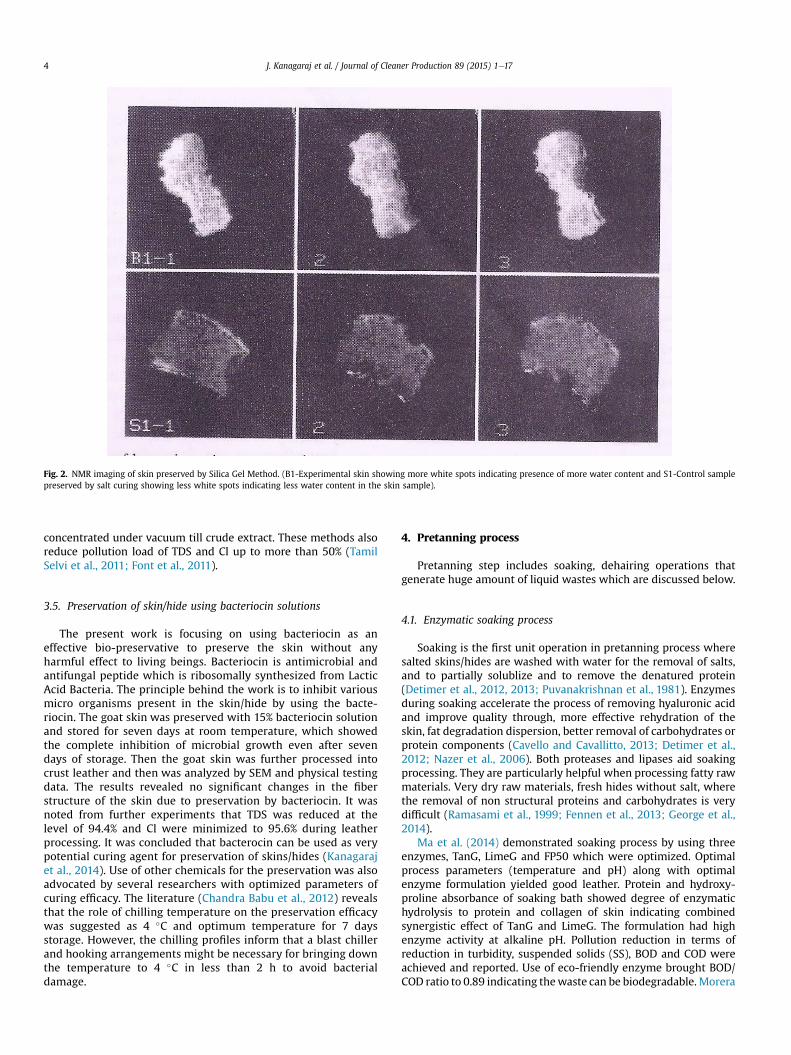
Fig. 2. NMR imaging of skin preserved by Silica Gel Method. (B1-Experimental skin showing more white spots indicating presence of more water content and S1-Control samplepreserved by salt curing showing less white spots indicating less water content in the skin sample).
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e174
concentrated under vacuum till crude extract. These methods alsoreduce pollution load of TDS and Cl up to more than 50% (TamilSelvi et al., 2011; Font et al., 2011).
3.5. Preservation of skin/hide using bacteriocin solutions
The present work is focusing on using bacteriocin as aneffective bio-preservative to preserve the skin without anyharmful effect to living beings. Bacteriocin is antimicrobial andantifungal peptide which is ribosomally synthesized from LacticAcid Bacteria. The principle behind the work is to inhibit variousmicro organisms present in the skin/hide by using the bacte-riocin. The goat skin was preserved with 15% bacteriocin solutionand stored for seven days at room temperature, which showedthe complete inhibition of microbial growth even after sevendays of storage. Then the goat skin was further processed intocrust leather and then was analyzed by SEM and physical testingdata. The results revealed no significant changes in the fiberstructure of the skin due to preservation by bacteriocin. It wasnoted from further experiments that TDS was reduced at thelevel of 94.4% and Cl were minimized to 95.6% during leatherprocessing. It was concluded that bacterocin can be used as verypotential curing agent for preservation of skins/hides (Kanagarajet al., 2014). Use of other chemicals for the preservation was alsoadvocated by several researchers with optimized parameters ofcuring efficacy. The literature (Chandra Babu et al., 2012) revealsthat the role of chilling temperature on the preservation efficacywas suggested as 4 �C and optimum temperature for 7 daysstorage. However, the chilling profiles inform that a blast chillerand hooking arrangements might be necessary for bringing downthe temperature to 4 �C in less than 2 h to avoid bacterialdamage.
4. Pretanning process
Pretanning step includes soaking, dehairing operations thatgenerate huge amount of liquid wastes which are discussed below.
4.1. Enzymatic soaking process
Soaking is the first unit operation in pretanning process wheresalted skins/hides are washed with water for the removal of salts,and to partially solublize and to remove the denatured protein(Detimer et al., 2012, 2013; Puvanakrishnan et al., 1981). Enzymesduring soaking accelerate the process of removing hyaluronic acidand improve quality through, more effective rehydration of theskin, fat degradation dispersion, better removal of carbohydrates orprotein components (Cavello and Cavallitto, 2013; Detimer et al.,2012; Nazer et al., 2006). Both proteases and lipases aid soakingprocessing. They are particularly helpful when processing fatty rawmaterials. Very dry raw materials, fresh hides without salt, wherethe removal of non structural proteins and carbohydrates is verydifficult (Ramasami et al., 1999; Fennen et al., 2013; George et al.,2014).
Ma et al. (2014) demonstrated soaking process by using threeenzymes, TanG, LimeG and FP50 which were optimized. Optimalprocess parameters (temperature and pH) along with optimalenzyme formulation yielded good leather. Protein and hydroxy-proline absorbance of soaking bath showed degree of enzymatichydrolysis to protein and collagen of skin indicating combinedsynergistic effect of TanG and LimeG. The formulation had highenzyme activity at alkaline pH. Pollution reduction in terms ofreduction in turbidity, suspended solids (SS), BOD and COD wereachieved and reported. Use of eco-friendly enzyme brought BOD/COD ratio to 0.89 indicating thewaste can be biodegradable. Morera

J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 5
et al. (2013) explained soaking of bovine and ovine skins using ul-trasound and recommended for less water and process time.
4.2. Eco-friendly method for dehairing of skin/hide
Dehairing is one of the important operations in pretanningprocess where hair is removed by using suitable chemicals. Tradi-tional method of liming is based on application of lime (10e20%)and sodium sulfide (2e5%) that generates lot of pollution problem.Liming method generates nearly 50% of COD and 40% of BOD thatcontributes to 60e70% of the total pollution load in leather pro-cessing (Senthilvelan et al., 2012). Global concerns on the envi-ronmental impact of leather industry have led tanners to reducethe elements of toxicity in the effluents (Senthilvelan et al., 2012).However, sodium sulfide is a toxic chemical that bears unfavorableconsequences on environment and the efficacy of effluent treat-ment plants. As a remedy, alternate viablemethods are proposed byusing protease to replace the lime and sodium sulfide for eco-friendly processing of leather (Oppong et al., 2006; Aravindhanet al., 2007).
Senthilvelan et al. (2012) developed enzymatic unhairing byusing protease enzyme to replace sulphide. This enzyme was ob-tained from Bacillus sp. The optimum activity of the enzyme wasfound to be at pH 11.0, at temperature at 45 �C and duration 16 h.From the results it was found that complete dehairingwas achievedby using alkaline protease at 2% for duration of 16 h. The methodprovided sustainable technology where BOD, COD, TSS, and TDSwere reduced at the level of 62.8, 79.0, 88.2, and 82.5% respectivelyin comparison with the control sample. The leather produced bythis method was subjected to SEM studies. The SEM analysesrevealed similar fiber orientation and compactness compared withcontrol sample. In addition to that, the color matching studies ofthe enzymatically dehaired leather showed better color propertiesthan control sample.
Dayanadan et al. (2003), proposed a method for dehairing ofgoat skins using proteolytic enzyme isolated from Aspergillus tam-arii obtained by solid state fermentation (SSF) by using wheat bran.The stability of the enzyme for dehairing was optimized at differentparameters such as pH 9e11 and temperatures 30e37 �C withenzyme concentration of 1% w/v and incubation periods of18e24 h. The production was carried out aseptically at 26 �C on100 g substrate containing 60% moisture with 10% inoculums and107 spores per ml in an incubator for 72 h. The substrate wasextracted using 20 mM Tris HCl buffer, pH 8.0 for 30 min and su-pernatant was obtained by prechilled acetone extraction to get 80%(v/v) saturation. The precipitate was collected and dialyzed with20 mM Tris buffer, pH 8.0, containing 2 mM CaCl2, which waslyophilized and stored at 4 �C.
The stability of the enzyme for dehairing was optimized atdifferent parameters such as pH 9e11 and temperatures 30e37 �Cwith enzyme concentration of 1% w/v and incubation periods of18e24 h. The dehairing experiment carried out with an enzymeconcentration of 1% (w/w) yielded complete dehairing with 18 h.The dehaired leather produced good quality of leather withpollution reduction of BOD (50%), COD (40%), TDS (60%) and TSS(20%). In addition to that the leather produced by this method alsoshowed comparable strength properties. By using this method it ispossible to produce eco-friendly leather and also to replace sulfidecompletely by this process. Enzyme (protease and lipase) basedbeam house operations of leather were demonstrated (Saurabhet al., 2013) to achieve 100% dehairing & degreasing wherebynatural skin color was preserved with a reduction in BOD and CODof effluent. The protease is subtilisin-like serine protease with lowcollagenase activity that gives enzymatically feasible and envi-ronmentally benign leather. Alkaline proteases were developed to
degrade hair for the application of the proteases in dehairing cowhides that indicated positive results. The resultant dehairing pro-cess gave environmentally friendly enzymatic process yieldingcomparable leather qualities (Abraham et al., 2014). A crude bac-terial protease isolated from Pseudomonas fluorescens demon-strated better dehairing activity on goat skins. The resultsconfirmed that the enzymatic dehaired leathers exhibited com-parable leather qualities with an eco-friendly approach to cleanerleather (Kandasamy et al., 2012). By using this method it ispossible to produce eco-friendly leather and also to replace sul-phide completely by this process (Arunachalam and Saritha, 2009;Verma et al., 2011; Dettmer et al., 2013; Subbarao et al., 2009).Alkaline protease (George et al., 2014) obtained from vibriometschnikovii NG155, at pH 10, temperature 65 �C effectivelydehairs the skins. In addition to that better physiochemicalproperties of dyed crust and lesser pollution load in dehairingprocess were achieved in leather processing. Dettmer et al. (2013,2012) reviewed use of enzymes in leather processing to improveand optimize process and to produce good quality of leather.Combination of 4% hydrogen peroxide with enzyme at the level of100e300 U g/l is a viable method of unhairing process to replacelime and sulphide from the conventional process for the produc-tion of better quality leather. This oxidative enzymatic unhairingcould be an eco-friendly method (Andrioli and Gutteres, 2014).Kinetics leading to enzymatic unhairing was carried out by otherresearchers that described linearity between release of total pro-tein and square root of time at the initial stage that suggests thatenzymatic unhairing by protease was a diffusion controlled pro-cess at the initial stage. The results showed that release of totalprotein further confirms that it is a hydrolysis of core protein byprotease that leads to the degradation of proteoglycans andrelease of protein and saccharides (Song et al., 2011; Wang et al.,2009). It has been found from literature that several commercialenzyme formulations were available in combination with hydro-sulfide and peroxides for better results. These experiments indi-cate that activity of enzyme is stabilized by the addition ofhydrosulfide through activity measurements; peroxide has someactivation effect. Effluent outlets (Nazer et al., 2006) fromdehairing-liming of hides were recycled to reduce needed amountof chemicals in the modified liming process thereby increasingeconomic benefits and reducing pollution load of COD to 50% andenvironmental impact by 24%. Valeika et al. (2009) introduced anunhairing method using enzymes, sodium hydroxide, sodiumsulphide and disodium hydrophosphate to produce high qualitypelt that decreased pollution created by sodium sulphide andother calcium compounds. Kinetics of enzymatic unhairing byprotease was presented by Song et al. (2011). The linearity of graphrevealed that enzymatic unhairing by protease is a diffusion-controlled process at the initial stage indicating degradation ofproteoglycans and the release of protein and saccharides in theprocess. The authors suggested control of time of reaction toprotect the collagen layer. Jegannathan and Nielsen (2013) dis-cussed soaking followed by liming for animal hides where hair isdigested by the action of sulphides. They suggested using proteaseand lipase as supplement for reducing process time, amount ofchemical, tensides and soda. Li et al. (2009) presented methodsavoiding production of sulphide by enzymatic process thatreduced waste water by not converting hair to organic matter tocome out with waste water stream. Saravanan et al. (2014) sug-gested use of sans lime and sodium sulfide to replace costly en-zymes. They found that release of proteo-glycans andcarbohydrates are more in the case of enzyme based systems(takes 5 h for complete removal of hair) compared to limeesulfidesystem. The micrographs of histological staining revealed that hairloosening is due to breaking down of proteo-glycans present in

Table 1High exhaust chrome tanning using biotannin.
Experiments Chemicals used Grain Middle Flesh %Exhaustion
Tanning BCS 8% þ BT 1% 2.15 ± 0.02 1.63 ± 0.04 2.20 ± 0.05 89 ± 1.4Tanning BCS 8% þ BT 2% 2.20 ± 0.02 1.74 ± 0.06 2.26 ± 0.04 92 ± 1.5Tanning BCS 8% þ BT 3% 2.28 ± 0.06 1.76 ± 0.04 2.30 ± 0.08 94 ± 1.6Control BCS 8% 1.57 ± 0.06 1.34 ± 0.03 1.60 ± 0.05 67 ± 1.0
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e176
hair follicle. They also suggested means of reducing amount ofenzymes to be used. Thanikaivelan et al. (2002) presented zerodischarged tanning through different steps using conventional andenzymatic processes. They compared enzymatic systems (usingalpha amylase) with conventional process and suggested to skipdeliming and reliming steps.
5. Tanning process
Tanning is one of the important unit operations in leathermaking where skins are treated with tanning agents to convert theputrescible skin into imputrescible leather. Chrome and vegetabletanningmethods are popular tanningmethods out of which formeris well known and is practiced worldwide (90%). Chrome tanningprocess is carried out with the help of Basic Chromium Sulfate (BCS)at the level of 8e10% in the tanning process (Nashy et al., 2011;Vedaraman and Muralidharan, 2011). However the BCS used intanning process is not absorbed up by the skin fully and gets dis-charged along with the effluent. This leads to serious pollutionproblem. BCS, in the form of chromium (III) has been used in tan-ning that is converted into chromium (VI) which is said to becarcinogen. According to the international standard, the prescribeddischarge limit is 3 ppm and above this level is prone to damageDNA, affects skin, liver and kidneys in human being. In addition tothat, chromium at higher concentration level affects the soil, freshwater, fish and aquatic organism. Inspite of these limitations, it hasbecome necessary to produce leather using BCS to get superiorquality of leather. However, environmental norms restrict tomaintain the discharge norms of the chemical that are present intreated water. Some measures have been made compulsory toreuse the chrome present in the tanning effluent.
Dixit et al. (2015) presented a review article on hazardous/toxicpollution from leather industry and suggested two categories ofgreen technologies (i) introduction of processing technologies bydecreasing the effluent pollution load, avoiding the use of harmfulchemicals and producing solid wastes that can be used as by-products (ii) treatment of wastewater, handling and processing ofsolid waste in an environment-friendly manner.
Present review also discusses various technologies for reducingchromium in the effluent (by raising the uptake) that have beendeveloped by the leather processing department of CLRI to mitigatethe pollution problem of chromium tanning salts. High exhaustchrome tanning systems such as use of Fleshing-Acrylate com-posite, modified protein based Biotannin from fleshing wastes,Nano Particle Dispersion (NPD) and Nano Particle Polymer (NPP)and fibrin hydrolysate have been developed. The details of thesecleaner technologies will be briefed in the following section.
5.1. High exhaust chrome tanning using FH
This method discusses about use of FH, composite in chrometanning for high exhaustion of chromium in the tanning bath. Inorder to prepare FH, the fleshing wastes from the tannery werecollected and hydrolyzed by alkali digestion method. The FH at thelevel of 4% used in tanning bath gave chrome exhaustion of 91.2% inthe tanning process (Vesela et al., 2002). This is very high exhaustionas compared to the 65% in the conventional chrome tanningmethod. The main reason for the improved uptake of chromium bythe use of FH can be explained by the fact that FH could easily formcomplexes with collagen and also with chromium by forming abridge between 2 chromium complexes. Hence, binding of collagenbecome stronger and it makes better leather compared to conven-tional methods (Nashy et al., 2011; Braganca et al., 2013). Thechrome liquor, treated and untreated FH leathers were assessed forvarious parameters. The shrinkage temperature, strength,
exhaustion of chromium in liquor and SEM studies gave comparableresults as of control. Due to improved uptake of chromiumpollutionload such as BOD, COD, TDS, TSSwere reduced to the level of 60, 43,1and 3% respectively in the experimental tanning process. Economicand environmental benefits to chrome tanning were obtained byadopting closed loop aluminiumechrome combination tanning andtwo-stage tanning (Sundar et al., 2002). It provides high exhaustchrome tanning.
5.2. High exhaust chrome tanning systems using biotannin
Biotanin is a protein based tanning agent prepared from similarfleshing wastes as described in above section. In order to preparethe biotanin, fleshing waste were hydrolyzed by using proteolyticenzyme and further breaking down the peptide into amino acidlevel. Subsequently these products were treated with sodiumborohydride and dimethyl sulphate (to evaporate methane) fol-lowed by addition of pyridinium cholorochromate to give aldehydewhich is the main functional group in Biotannin that providestanning action to skins (Kanagaraj et al., 2003; Gupta, 2004). TheBiotanin has been applied to the pelt and tanning property wasstudied. The results of the tanning experiments showed that therewas an improvement in the exhaustion of chrome tannins from 67to 92% by the application of Biotannin at the level of 2% in chrometanning. COD reduction of 58% was achieved in this method. Animprovement in shrinkage temperature, dyeing property andphysical strength properties were obtained in the experimentalprocesses in comparison with control processes (Table 1). Theorganoleptic properties of the leather obtained after treatmentwith Biotannin in post tanning process were better than the controlprocess. Hence, the developed product can be used as a tanningagent that helps for the improved exhaustion in the chrome tan-ning process. Chromium salts were replaced by highly masked andbasified salts during tanning where basified tanning float can berecycled depending on quality of grain of leather. They suggested asaving of 18 L of water per kilogram of tanned leather accountingsaving of 90% of water (Morera et al., 2011).
5.3. High exhaust chrome tanning using novel copolymer
Kanagaraj et al. (2007) proposed another method for highexhaustion in chrome tanning using novel NPD which was pre-pared by polymerizing two monomers namely, an acrylic ester andan amino acid derivative, by micro emulsion polymerizationmethods. The NPD showed characteristics of particle size at 40 nm,low relative viscosity (hr) of 1.08 at 25 �C, zeta potential of NPD at�32.9 mv showing anionic nature of copolymer particle. The NPDwas used in chrome tanningwhich showed improved exhaustion oftanning. NPD used at the level of 4% resulted in exhaustion of 94% inchrome tanning process (Table 2). The produced leather exhibitedcomparable organoleptic and physical strength properties andoffered an eco-friendly way of leather making (Kanagaraj et al.,2008).

Table 2Distribution of chrome and % exhaustion of chrome using NPD.
Experiment Chemicals used Grain layer (%Cr2O3) Middle layer (%Cr2O3) Flesh layer (%Cr2O3) Total chromium (%Cr2O3) % Exhaustion
Tanning 1 BCS 8% þ NPD 1% 4.52 ± 0.03 4.40 ± 0.06 4.46 ± 0.02 4.50 ± 0.04 89Tanning 2 BCS 8% þ NPD 2% 4.68 ± 0.03 4.52 ± 0.03 4.63 ± 0.03 4.62 ± 0.02 91Tanning 3 BCS 8% þ NPD 3% 4.70 ± 0.04 4.57 ± 0.04 4.62 ± 0.02 4.71 ± 0.05 93Tanning 4 BCS 8% þ NPD 4% 4.76 ± 0.06 4.63 ± 0.02 4.72 ± 0.04 4.76 ± 0.04 94Control (without NPD) BCS 8%þ 3.74 ± 0.04 3.68 ± 0.03 3.70 ± 0.04 3.70 ± 0.03 74
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 7
5.4. Fibrin hydrolysate as a chrome exhaust aid in the leatherproduction
In a separate attempt, fibrin hydrolysate, a different product ofanimal slaughter house-discharges was used as a chrome exhaustaid for the improvement of exhaustion of chrome tanning of skins/hides. The said aid, crude fibrin hydrolysate was prepared byalkaline hydrolysis and was used at the level of 1, 2, 3% as anexhaust aid. An amount of 3% fibrin hydrolysate was found suitableto increase the exhaustion from 70% to 91%. It also reduced BOD atlevel of 50.8%, COD of 54.3%, TDS of 17.8% and TSS of 17.9% in thetanning process. Improvement in dye uptake, organoleptic (soft-ness, grain) and physical strength properties were also observed(Kanagaraj et al., 2007; Yuanlong et al., 2012).
Efficient removal of solid wastes reported by other researchersthat the solid waste was reduced by 18% by this cleaner method.Ultra sound (Song et al., 2008) was used to improve conversionefficiency from 57.6% to 84.1% during proteolyticeenzymatic hy-drolysis where the pore diffusion gets enhanced. They reported thatthe solid waste was reduced by 18% by this cleaner method.Aravindhan et al. (2007) presented an integrated chemo-enzymaticmethodology to reduce COD, TDS, Chloride, Sulphate to eradateunsafe chemicals to provide clean environment during dehairingand chrome tanning. They reported that the modified process re-sults in decrease in COD and TS (total solids) loads by 67 and 78%,respectively, as compared with control process.
5.5. Biosorption of chromium in waste water
Even after adopting cleaner technological options for highexhaustion of chrome during tanning, it has been found that wastewater/effluent from tannery contains chromiumwhich needs to beremoved (Shanthi et al., 2013). Biosorption of chromium is a viableand cleaner option in which chromium is absorbed by Bacilluspumilus from tanning effluent that reduces chromium concentra-tion with acceptable limit. It was confirmed from experiments thatreduction of chromium was achieved by 99.5% by adopting thistechnique (Table 3). The presence of chromium metal-B. pumilus-collagen crosslinkage was confirmed by FT-IR and SEM (Fig. 3).Reduction in the environmental pollution load such as COD, TOC,TDS, & TSS to the level of 92%, 92%, 90%, and 93% respectively werefound out in the experimental samples. The results concluded thatthis method can be very eco-friendly, cleaner and sustainablewhich were in close agreement with other researchers (Guo et al.,2006; Hintermeyer and Tavani, 2013; Liu et al., 2001; Sovskyet al., 2011).
Table 3Reduction of chromium by using different biomass concentration (Bacillus pumilus).
S. No Concentration of chromium (ppm) Concentration of culture (ml) Chromium pr
1 40 5 162 40 10 8.03 40 15 5.04 40 20 2.05 40 25 1.0
5.6. Improved chromium management for environmentalsustainability
A novel technique to remove chromium from effluent streamwas developed. The neutralized wattle extract was added to theeffluent to react with chromium that resulted in the precipitation ofchromate-flavanoid type of polymers in the bath. The resultantsludge/precipitate were separated and the supernatant was reusedfor fresh tanning (as recycled stream) for tanning process (Partiet al., 2013). Experiments carried-out with the recycled liquorresulted in almost complete utilization of chromium up to a level of87% uptake compared to 76% in the control sample. The organo-leptic, physical strength and color properties of leather werecomparablewith the conventionally produced leather (Karthikeyanet al., 2011).
Tannery solid wastes containing sludge, shaving and buffingdusts was used to make compost for effective utilization of energyto get a maximum oxygen flow of 3.0 g/min. Electron ParamagneticResonance (EPR) and FTIR studies showed that there was no con-version of Cr(III) to Cr(VI). The calcined waste was made into blocksfor testing for unconfined compressive strength (120e180 kg/cm2)and heavy metal leaching. They found the percentage of metalfixation was 99.1 and dissolved organic concentration in theleachate was 55e66 mg/l (Sekaran et al., 2007).
5.7. Vegetable tanning
It has already been stated that most of the leather tanning is ofchrome-tanning type, however, improved cleaner tanning optionshave been practiced in case of vegetable tanned leather which arediscussed below: Vegetable tanning which is one of the traditionaltanning systems uses natural plant materials such as leaves, barks,nuts and fruits to extract tannins (polyphenols) for tanning of theskin/hides. Kanth et al. (2009) discussed cleaner production op-tions using natural products during leather processing to reduceCOD and TDS. They suggested using enzymes for vegetable tanningprocess.
Use of wattle extract at the level of 10e40% for vegetable tan-ning generates pollution load with significant BOD, COD andorganic TDS content. Though these do not pose any hazard but theiraccumulation gives rise to foul smell due to oxidative degradationand needs alternate eco-friendly and cleaner methods. Some ofthese methods widely practiced are (i) use of Biotanin (ii) use of FH.Biotannin at the level of 3% yielded high exhaustion of vegetabletannin to the level of 95% and also 2% of fibrin hydrolysate yieldedmore than 90% of exhaustion in the vegetable tanning process. Both
esent in supernatant (ppm) Chromium present in biomass (ppm) % of Reduction
24 6032 80.535 8838 95.539 99.5
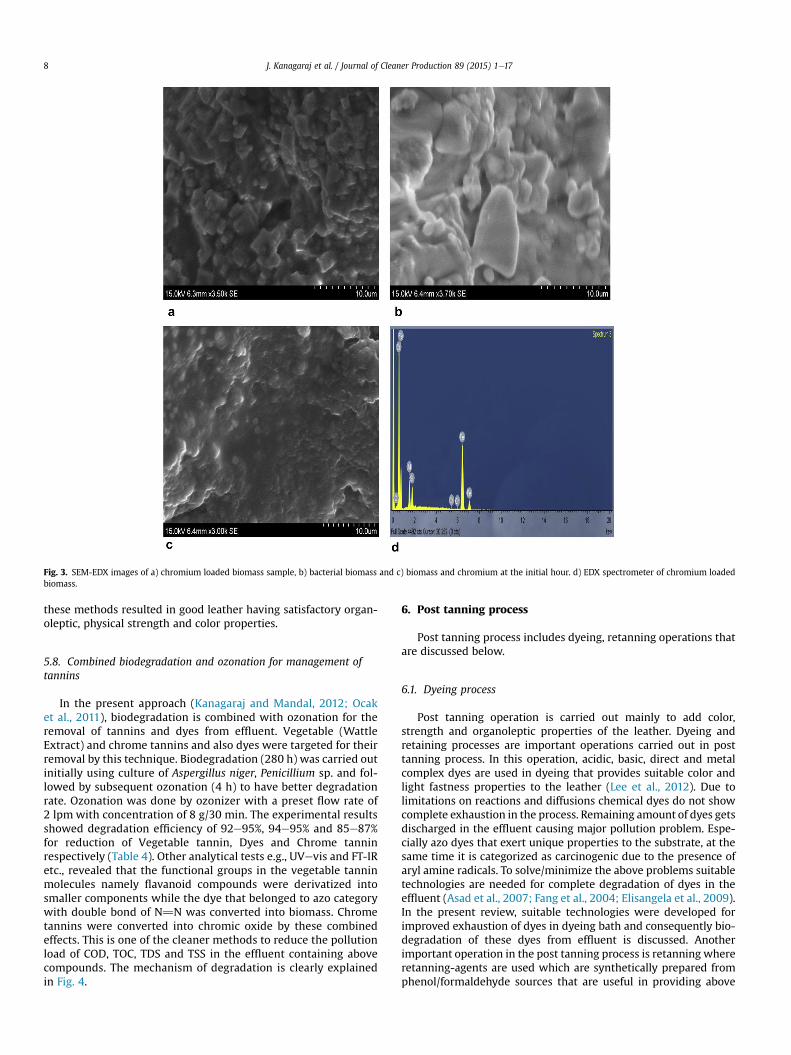
Fig. 3. SEM-EDX images of a) chromium loaded biomass sample, b) bacterial biomass and c) biomass and chromium at the initial hour. d) EDX spectrometer of chromium loadedbiomass.
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e178
these methods resulted in good leather having satisfactory organ-oleptic, physical strength and color properties.
5.8. Combined biodegradation and ozonation for management oftannins
In the present approach (Kanagaraj and Mandal, 2012; Ocaket al., 2011), biodegradation is combined with ozonation for theremoval of tannins and dyes from effluent. Vegetable (WattleExtract) and chrome tannins and also dyes were targeted for theirremoval by this technique. Biodegradation (280 h) was carried outinitially using culture of Aspergillus niger, Penicillium sp. and fol-lowed by subsequent ozonation (4 h) to have better degradationrate. Ozonation was done by ozonizer with a preset flow rate of2 lpm with concentration of 8 g/30 min. The experimental resultsshowed degradation efficiency of 92e95%, 94e95% and 85e87%for reduction of Vegetable tannin, Dyes and Chrome tanninrespectively (Table 4). Other analytical tests e.g., UVevis and FT-IRetc., revealed that the functional groups in the vegetable tanninmolecules namely flavanoid compounds were derivatized intosmaller components while the dye that belonged to azo categorywith double bond of N]N was converted into biomass. Chrometannins were converted into chromic oxide by these combinedeffects. This is one of the cleaner methods to reduce the pollutionload of COD, TOC, TDS and TSS in the effluent containing abovecompounds. The mechanism of degradation is clearly explainedin Fig. 4.
6. Post tanning process
Post tanning process includes dyeing, retanning operations thatare discussed below.
6.1. Dyeing process
Post tanning operation is carried out mainly to add color,strength and organoleptic properties of the leather. Dyeing andretaining processes are important operations carried out in posttanning process. In this operation, acidic, basic, direct and metalcomplex dyes are used in dyeing that provides suitable color andlight fastness properties to the leather (Lee et al., 2012). Due tolimitations on reactions and diffusions chemical dyes do not showcomplete exhaustion in the process. Remaining amount of dyes getsdischarged in the effluent causing major pollution problem. Espe-cially azo dyes that exert unique properties to the substrate, at thesame time it is categorized as carcinogenic due to the presence ofaryl amine radicals. To solve/minimize the above problems suitabletechnologies are needed for complete degradation of dyes in theeffluent (Asad et al., 2007; Fang et al., 2004; Elisangela et al., 2009).In the present review, suitable technologies were developed forimproved exhaustion of dyes in dyeing bath and consequently bio-degradation of these dyes from effluent is discussed. Anotherimportant operation in the post tanning process is retanning whereretanning-agents are used which are synthetically prepared fromphenol/formaldehyde sources that are useful in providing above

Table 4Reduction of pollution loads by biodegradation and chemical methods.
Samples Chemical methods Aspergillus niger(% reduction)
Penicilium sp(% reduction)
Various methods Initial and final loads (ppm) % Reduction
Wattle extract Barium chloride 3540e420 89.2 92.4 95.2Chrome tannin Magnesium oxide 1280e60 95.4 85.5 87.6Dye Zinc oxide 2370e830 65.1 94.1 95.1Mixture of the components Barium chloride þ magnesium oxide þ zinc oxide 3610e1080 70.1 90.8 95.1
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 9
said properties. These agents contain many non-tannins that arenot fully taken-up by the leather during processing and generatesas pollutants in the effluent (Zhang et al., 2011).
6.2. Improved dyeing process by using NPP
In this approach NPP is used in dyeing for the improvedexhaustion of dyes. NPP is prepared by using copolymer consists ofa new monomer derived from an amino acid derivative and anacrylate ester in dispersed condition with microemulsion poly-merization reaction (Kanagaraj and Panda, 2011). Resultant NPPshowed naro particle size distribution with particle size of 60 nm,low relative viscosity (hr) of 1.02 at 25 �C and zeta potential of NPPat �30.2 mV with anionic property. The application of NPP (2%) inthe dyeing process resulted in the improvement of uptake of dye upto 99.10%. It has been observed from PM6 semi empirical quantummechanical level; the interaction of NPP with dye showed fourreactive sites. The results further indicated geometries of thereactive sites that showed that binding energies of site 2 and 3werehigher in comparisonwith 1 and 4. The binding energies calculatedfor the sites showed increased binding energies for the site 2 and 3
Fig. 4. Mechanism of biodegradation e ozone treatment for wattle extracts, chromiumand dye samples. The wattle extract is biodegraded into derivatives of flavnoids. BasicChromium Sulphate is biodegraded into Chromium Oxide Sulphuric acid. Azo dye isbiodegraded into Sodium 4-Amimno-5-hydroxy-3,6-Dinitrosonapthalene-2,7-Disulfonate.
with the values of 73.71 and 60.54 kcal/mol against 5.80 and8.85 kcal/mol for the sites 1 and 4 respectively (Fig. 5a, b). The ki-netics and color measurement study showed that dye uptake wasenhanced by using NPP. In addition to that the results obtainedfrom FT-IR spectra indicated the role of NPP taking part in hydrogenbonding between different element of secondary structure helps inthe additional stability for dye uptake. This study was proved bykinetic model for enhanced uptake of dye in experiment. The pre-sent method is suitable for reducing pollution load arising out ofthe presence of dyes in the dyeing process. Literature reports thatErshad-Langroudi andMirmontahai (2013) used nano particles andpolyethylene glycol to treat goat skin to retain viscoelastic, plasticdeformation etc mechanical properties of finished leather to avoidunwanted erosion due to natural aging and other hydrostatic,handling frictions (Ershad-Langroudi and Mirmontahai, 2013;Gong et al., 2011). Nanocomposites were applied in tanning andretanning process during making of suede leather and the effectson the leather were observed for shrinkage temperature, me-chanical properties, softness, biodegradability of the leather sam-ples. The results showed that the application of nanocomposites tothe leather gave high hydrothermal stability, biodegradability andsoftness. Investigation through SEM studies indicated that thenanocomposites treated leather showed well-dispersed fibrils anduniform fluffiness in the experimental sample (Ma et al., 2014a).
7. Biological management of chemical auxiliaries
The excess chemicals used in leather processing operationscomes out with effluent causes major pollution loadwhich needs tobe reduced by means of following methods.
7.1. Biodegradation of azo-dyes
Among various dyes used in leather processing, azo dyes playimportant role because of its strong binding affinity towards thecollagen fibres and imparting superior color properties to leather.According to international norms, azo-dyes are banned substancesbecause of carcinogenicity associated with it (Husseiny, 2008). Azodyes, which are aromatic compounds having eN]Ne groups, arethe most important and largest class of synthetic dyes used incommercial applications (Vandevivere et al., 1998; Hassan et al.,2013; Viral and Kunjal, 2012). They are considered as the xenobi-otic compounds that are very recalcitrant to biodegradation process(Stolz, 2001). However, some of the dyes possessing azo-groupshave to be degraded by cleaner biodegradation methods (Palmaet al., 1999; Nigam et al., 2000; Dalmases et al., 2012). The otherapproaches for the reduction of pollution problem arising out ofdyes are end of pipe treatments where dye can be biodegradedcompletely to other forms or other intermediate metabolites.Among these, biodegradation of dye by biological means is the eco-friendly one and has the advantages over other systems. Thesemethods are environmentally friendly and cost comparative alter-native to chemical decomposition process (Whiteley, 2007; Khalidet al., 2011; Ozdemir et al., 2008; Olukanni et al., 2006).
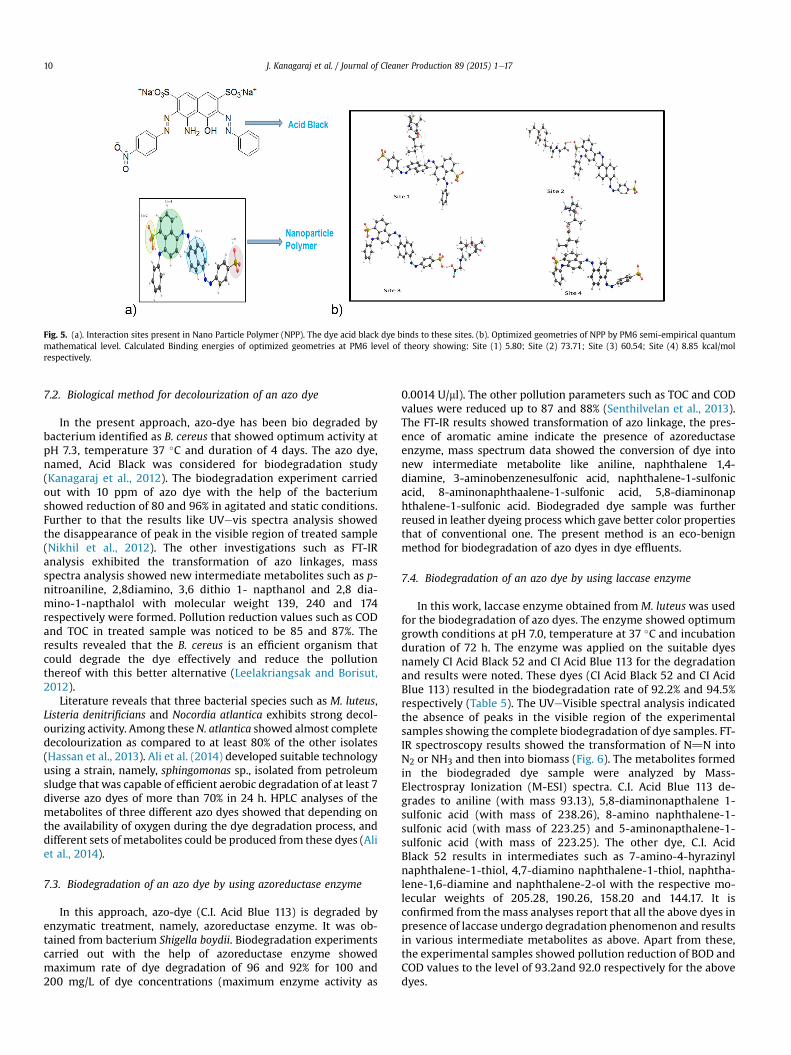
Fig. 5. (a). Interaction sites present in Nano Particle Polymer (NPP). The dye acid black dye binds to these sites. (b). Optimized geometries of NPP by PM6 semi-empirical quantummathematical level. Calculated Binding energies of optimized geometries at PM6 level of theory showing: Site (1) 5.80; Site (2) 73.71; Site (3) 60.54; Site (4) 8.85 kcal/molrespectively.
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e1710
7.2. Biological method for decolourization of an azo dye
In the present approach, azo-dye has been bio degraded bybacterium identified as B. cereus that showed optimum activity atpH 7.3, temperature 37 �C and duration of 4 days. The azo dye,named, Acid Black was considered for biodegradation study(Kanagaraj et al., 2012). The biodegradation experiment carriedout with 10 ppm of azo dye with the help of the bacteriumshowed reduction of 80 and 96% in agitated and static conditions.Further to that the results like UVevis spectra analysis showedthe disappearance of peak in the visible region of treated sample(Nikhil et al., 2012). The other investigations such as FT-IRanalysis exhibited the transformation of azo linkages, massspectra analysis showed new intermediate metabolites such as p-nitroaniline, 2,8diamino, 3,6 dithio 1- napthanol and 2,8 dia-mino-1-napthalol with molecular weight 139, 240 and 174respectively were formed. Pollution reduction values such as CODand TOC in treated sample was noticed to be 85 and 87%. Theresults revealed that the B. cereus is an efficient organism thatcould degrade the dye effectively and reduce the pollutionthereof with this better alternative (Leelakriangsak and Borisut,2012).
Literature reveals that three bacterial species such as M. luteus,Listeria denitrificians and Nocordia atlantica exhibits strong decol-ourizing activity. Among theseN. atlantica showed almost completedecolourization as compared to at least 80% of the other isolates(Hassan et al., 2013). Ali et al. (2014) developed suitable technologyusing a strain, namely, sphingomonas sp., isolated from petroleumsludge that was capable of efficient aerobic degradation of at least 7diverse azo dyes of more than 70% in 24 h. HPLC analyses of themetabolites of three different azo dyes showed that depending onthe availability of oxygen during the dye degradation process, anddifferent sets of metabolites could be produced from these dyes (Aliet al., 2014).
7.3. Biodegradation of an azo dye by using azoreductase enzyme
In this approach, azo-dye (C.I. Acid Blue 113) is degraded byenzymatic treatment, namely, azoreductase enzyme. It was ob-tained from bacterium Shigella boydii. Biodegradation experimentscarried out with the help of azoreductase enzyme showedmaximum rate of dye degradation of 96 and 92% for 100 and200 mg/L of dye concentrations (maximum enzyme activity as
0.0014 U/ml). The other pollution parameters such as TOC and CODvalues were reduced up to 87 and 88% (Senthilvelan et al., 2013).The FT-IR results showed transformation of azo linkage, the pres-ence of aromatic amine indicate the presence of azoreductaseenzyme, mass spectrum data showed the conversion of dye intonew intermediate metabolite like aniline, naphthalene 1,4-diamine, 3-aminobenzenesulfonic acid, naphthalene-1-sulfonicacid, 8-aminonaphthaalene-1-sulfonic acid, 5,8-diaminonaphthalene-1-sulfonic acid. Biodegraded dye sample was furtherreused in leather dyeing process which gave better color propertiesthat of conventional one. The present method is an eco-benignmethod for biodegradation of azo dyes in dye effluents.
7.4. Biodegradation of an azo dye by using laccase enzyme
In this work, laccase enzyme obtained from M. luteuswas usedfor the biodegradation of azo dyes. The enzyme showed optimumgrowth conditions at pH 7.0, temperature at 37 �C and incubationduration of 72 h. The enzyme was applied on the suitable dyesnamely CI Acid Black 52 and CI Acid Blue 113 for the degradationand results were noted. These dyes (CI Acid Black 52 and CI AcidBlue 113) resulted in the biodegradation rate of 92.2% and 94.5%respectively (Table 5). The UVeVisible spectral analysis indicatedthe absence of peaks in the visible region of the experimentalsamples showing the complete biodegradation of dye samples. FT-IR spectroscopy results showed the transformation of N]N intoN2 or NH3 and then into biomass (Fig. 6). The metabolites formedin the biodegraded dye sample were analyzed by Mass-Electrospray Ionization (M-ESI) spectra. C.I. Acid Blue 113 de-grades to aniline (with mass 93.13), 5,8-diaminonapthalene 1-sulfonic acid (with mass of 238.26), 8-amino naphthalene-1-sulfonic acid (with mass of 223.25) and 5-aminonapthalene-1-sulfonic acid (with mass of 223.25). The other dye, C.I. AcidBlack 52 results in intermediates such as 7-amino-4-hyrazinylnaphthalene-1-thiol, 4,7-diamino naphthalene-1-thiol, naphtha-lene-1,6-diamine and naphthalene-2-ol with the respective mo-lecular weights of 205.28, 190.26, 158.20 and 144.17. It isconfirmed from themass analyses report that all the above dyes inpresence of laccase undergo degradation phenomenon and resultsin various intermediate metabolites as above. Apart from these,the experimental samples showed pollution reduction of BOD andCOD values to the level of 93.2and 92.0 respectively for the abovedyes.
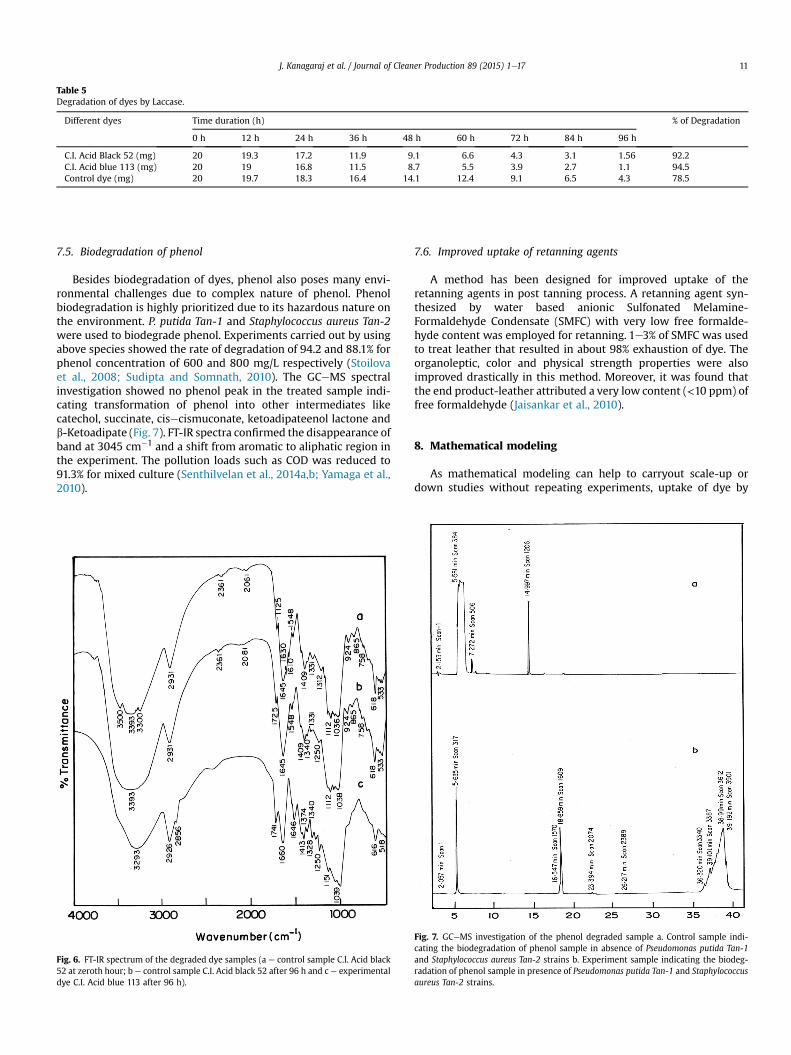
Table 5Degradation of dyes by Laccase.
Different dyes Time duration (h) % of Degradation
0 h 12 h 24 h 36 h 48 h 60 h 72 h 84 h 96 h
C.I. Acid Black 52 (mg) 20 19.3 17.2 11.9 9.1 6.6 4.3 3.1 1.56 92.2C.I. Acid blue 113 (mg) 20 19 16.8 11.5 8.7 5.5 3.9 2.7 1.1 94.5Control dye (mg) 20 19.7 18.3 16.4 14.1 12.4 9.1 6.5 4.3 78.5
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 11
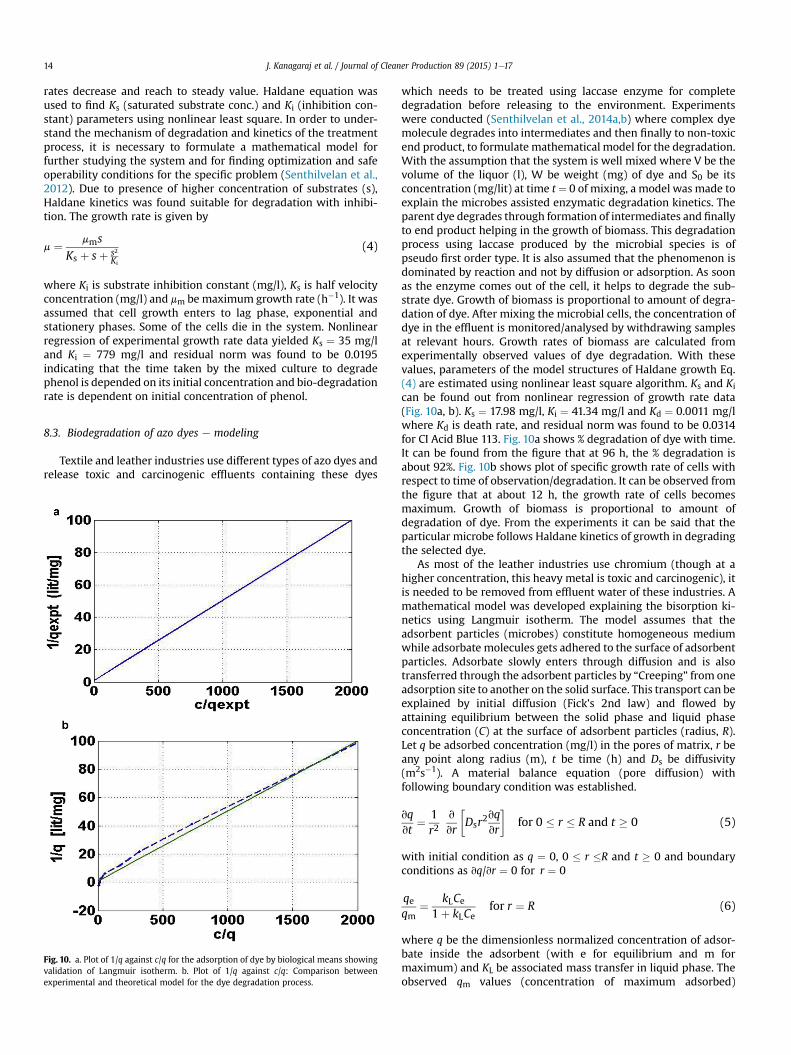
7.5. Biodegradation of phenol
Besides biodegradation of dyes, phenol also poses many envi-ronmental challenges due to complex nature of phenol. Phenolbiodegradation is highly prioritized due to its hazardous nature onthe environment. P. putida Tan-1 and Staphylococcus aureus Tan-2were used to biodegrade phenol. Experiments carried out by usingabove species showed the rate of degradation of 94.2 and 88.1% forphenol concentration of 600 and 800 mg/L respectively (Stoilovaet al., 2008; Sudipta and Somnath, 2010). The GCeMS spectralinvestigation showed no phenol peak in the treated sample indi-cating transformation of phenol into other intermediates likecatechol, succinate, cisecismuconate, ketoadipateenol lactone andb-Ketoadipate (Fig. 7). FT-IR spectra confirmed the disappearance ofband at 3045 cm�1 and a shift from aromatic to aliphatic region inthe experiment. The pollution loads such as COD was reduced to91.3% for mixed culture (Senthilvelan et al., 2014a,b; Yamaga et al.,2010).
Fig. 6. FT-IR spectrum of the degraded dye samples (a e control sample C.I. Acid black52 at zeroth hour; b e control sample C.I. Acid black 52 after 96 h and c e experimentaldye C.I. Acid blue 113 after 96 h).
7.6. Improved uptake of retanning agents
A method has been designed for improved uptake of theretanning agents in post tanning process. A retanning agent syn-thesized by water based anionic Sulfonated Melamine-Formaldehyde Condensate (SMFC) with very low free formalde-hyde content was employed for retanning. 1e3% of SMFC was usedto treat leather that resulted in about 98% exhaustion of dye. Theorganoleptic, color and physical strength properties were alsoimproved drastically in this method. Moreover, it was found thatthe end product-leather attributed a very low content (<10 ppm) offree formaldehyde (Jaisankar et al., 2010).
8. Mathematical modeling
As mathematical modeling can help to carryout scale-up ordown studies without repeating experiments, uptake of dye by
Fig. 7. GCeMS investigation of the phenol degraded sample a. Control sample indi-cating the biodegradation of phenol sample in absence of Pseudomonas putida Tan-1and Staphylococcus aureus Tan-2 strains b. Experiment sample indicating the biodeg-radation of phenol sample in presence of Pseudomonas putida Tan-1 and Staphylococcusaureus Tan-2 strains.

J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e1712
leather, degradation of dye and phenols in effluent etc weremathematically modeled to describe the phenomena for optimi-zation of process parameters (duration of exposure, temperatureand pH).
8.1. Improved dyeing process
Modeling of adsorption isotherms and kinetics for uptake of dyeby leather had been explained to provide uptake profile with timeand values of equilibrium (qe) concentration of dye-uptake(adsorbed amount, q mg/l at time t h). A continuous surface reac-tion with pore diffusion model is synthesized to describe adsorp-tion of dye from bath to leather through a non-stationeryconcentration field. It is assumed that monolayer of flesh side offluid will act as faster reactive spots and the chemicals will diffuseslowly through the inner side of (across the thickness) leather.
Fig. 8. a. Growth of microbial culture. (i) Substrate concentration is plotted against microbiconcentrations of dye. b. Kinetics of dyeing by mathematical modeling. (i) shows plot of dyeShows plot of dye uptake against time with Langmuir isotherm (experimental and predicteparameters on dye uptake rate (without Nano Particle Polymer). Dye up [take increases wi
Parameters and surface properties of hair and flesh sides do notchange in this dyeing process. Adsorbed amount of dye can beexpressed as.
tq¼ 1
k2q2eþ 1qe
t (1)
where k2 is kinetic adsorption constant (pseudo 2nd order kinetics).Dyeing process takes two stages to complete. During the initial
stage of the process the uptake rate is faster due to reaction ofactive sites of dyes and the layers of leather (flesh side); later on,as the dye penetrates through pores and micropores structures ofleather, the diffusion controlled process become slower and dyeuptake rate becomes sluggish (Fig. 8aec). Fig. 8a shows plot of dyeuptake against time where t/q (as per Eq. (1)) has been plottedagainst time whereas q is plotted against time in Fig. 8b. Fig. 8a
al concentration (ii) specific growth rate of bacterial cells with time at different initialuptake against time with Langmuir isotherm (experimental and predicted values). (ii)d values) [Expt e stands for experimental; Model e stands for predicted]. c. Effects ofth increase in temperature, time or pH].

J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 13
shows a very good agreement between experiment and modelvalues with a R2 ¼ 0.9983. Fig. 8b yields a R2 ¼ 0.9680. Fig. 8cshows effect of model parameters on dye uptake without NPP(nano-particle polymer). It was found (Kanagaraj and Panda,2011) that dye adsorption by leather is better represented byLangmuir isotherm confirming involvement of a single layeredadsorbate.
8.2. Biodegradation of phenol
Phenol and its derivatives, though toxic in nature, are widelyfound in most of the industrial wastes causing pollution. Thesehazardous chemicals make it mandatory to treat the effluentproperly. These compounds are not completely eliminated inconventional treatment or they are formed due to many inter-mediate reactions during effluent treatment. Thus, biologicaltreatments are necessary to eliminate these compounds ordegrade these chemicals to lower molecular end products withoutproducing further toxic residues. Haldane model has been fitted(Senthilvelan et al., 2012) for the growth of mixed culture. It isassumed that with course of time the growth rate increases whilesome of the cells starts dyeing that increases with time and ulti-mately comes to stable value when the culture starts survivinggiving a balance between growth and death rates. The model canbe described as:
Fig. 9. Modeling of phenol degradation. a). Plot of substrate concentration with time. b). Plowith time. d). Model validation: Comparison of experimental values (substrate concentratio
Ks lnðs=s0Þ þ ðs� s0Þ þðs� s0Þ2
2K¼ lnðx=x0Þ
t � t(2)
i 0
and the cell growth dynamics
lnðx=x0Þt
¼ lnðs=s0Þt
� kd (3)
where Ks is half saturation constant (mg/l) and s (mg/l) is substrateconcentration, s0 is initial substrate concentration (mg/l), x is of cellmass (mg), t is time in min, kd is the death rate (mg/l) and Ki issubstrate inhibition constant (mg/l).
Fig. 9a shows the time course profile of the phenol biodegra-dation by the mixed culture. It can be seen that the mixed culture isable to degrade completely up to 40 mg/l in a time of 80 min. It isevident from the experiment that the time taken by the mixedculture to degrade phenol is dependent on its initial concentrationand bio-degradation rate is dependent on initial concentration ofphenol. Fig. 9b shows a declined growth profile due to rise in deathrate of the culture. This graph helps in finding out the death rate kd.The intercept in y axis is 0.0355 and using Eq. (3) it can be foundthat kd ¼ 0.0355. With depletion of substrate concentration cellgrowth increases which is shown in Fig. 9c. Profile of growth rate isplotted against time in Fig. 9d where the maximum growth rate isfound to be 0.35 l min�1. Initially, the growth rate is very high andthen due to starting of death rate, the actual growth and survival
t of [log(cell growth)/time] with [log(substrate)/time]. c). Plot of progress of parametersn) with that of theoretical model (Haldane kinetics).
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e1714
rates decrease and reach to steady value. Haldane equation wasused to find Ks (saturated substrate conc.) and Ki (inhibition con-stant) parameters using nonlinear least square. In order to under-stand the mechanism of degradation and kinetics of the treatmentprocess, it is necessary to formulate a mathematical model forfurther studying the system and for finding optimization and safeoperability conditions for the specific problem (Senthilvelan et al.,2012). Due to presence of higher concentration of substrates (s),Haldane kinetics was found suitable for degradation with inhibi-tion. The growth rate is given by
m ¼ mms
Ks þ sþ s2Ki
(4)
where Ki is substrate inhibition constant (mg/l), Ks is half velocityconcentration (mg/l) and mm be maximum growth rate (h�1). It wasassumed that cell growth enters to lag phase, exponential andstationery phases. Some of the cells die in the system. Nonlinearregression of experimental growth rate data yielded Ks ¼ 35 mg/land Ki ¼ 779 mg/l and residual norm was found to be 0.0195indicating that the time taken by the mixed culture to degradephenol is depended on its initial concentration and bio-degradationrate is dependent on initial concentration of phenol.
8.3. Biodegradation of azo dyes e modeling
Textile and leather industries use different types of azo dyes andrelease toxic and carcinogenic effluents containing these dyes
Fig. 10. a. Plot of 1/q against c/q for the adsorption of dye by biological means showingvalidation of Langmuir isotherm. b. Plot of 1/q against c/q: Comparison betweenexperimental and theoretical model for the dye degradation process.
which needs to be treated using laccase enzyme for completedegradation before releasing to the environment. Experimentswere conducted (Senthilvelan et al., 2014a,b) where complex dyemolecule degrades into intermediates and then finally to non-toxicend product, to formulate mathematical model for the degradation.With the assumption that the system is well mixed where V be thevolume of the liquor (l), W be weight (mg) of dye and S0 be itsconcentration (mg/lit) at time t¼ 0 of mixing, a model was made toexplain the microbes assisted enzymatic degradation kinetics. Theparent dye degrades through formation of intermediates and finallyto end product helping in the growth of biomass. This degradationprocess using laccase produced by the microbial species is ofpseudo first order type. It is also assumed that the phenomenon isdominated by reaction and not by diffusion or adsorption. As soonas the enzyme comes out of the cell, it helps to degrade the sub-strate dye. Growth of biomass is proportional to amount of degra-dation of dye. After mixing the microbial cells, the concentration ofdye in the effluent is monitored/analysed by withdrawing samplesat relevant hours. Growth rates of biomass are calculated fromexperimentally observed values of dye degradation. With thesevalues, parameters of the model structures of Haldane growth Eq.(4) are estimated using nonlinear least square algorithm. Ks and Kican be found out from nonlinear regression of growth rate data(Fig. 10a, b). Ks ¼ 17.98 mg/l, Ki ¼ 41.34 mg/l and Kd ¼ 0.0011 mg/lwhere Kd is death rate, and residual norm was found to be 0.0314for CI Acid Blue 113. Fig. 10a shows % degradation of dye with time.It can be found from the figure that at 96 h, the % degradation isabout 92%. Fig. 10b shows plot of specific growth rate of cells withrespect to time of observation/degradation. It can be observed fromthe figure that at about 12 h, the growth rate of cells becomesmaximum. Growth of biomass is proportional to amount ofdegradation of dye. From the experiments it can be said that theparticular microbe follows Haldane kinetics of growth in degradingthe selected dye.
As most of the leather industries use chromium (though at ahigher concentration, this heavy metal is toxic and carcinogenic), itis needed to be removed from effluent water of these industries. Amathematical model was developed explaining the bisorption ki-netics using Langmuir isotherm. The model assumes that theadsorbent particles (microbes) constitute homogeneous mediumwhile adsorbate molecules gets adhered to the surface of adsorbentparticles. Adsorbate slowly enters through diffusion and is alsotransferred through the adsorbent particles by “Creeping” from oneadsorption site to another on the solid surface. This transport can beexplained by initial diffusion (Fick's 2nd law) and flowed byattaining equilibrium between the solid phase and liquid phaseconcentration (C) at the surface of adsorbent particles (radius, R).Let q be adsorbed concentration (mg/l) in the pores of matrix, r beany point along radius (m), t be time (h) and Ds be diffusivity(m2s�1). A material balance equation (pore diffusion) withfollowing boundary condition was established.
vqvt
¼ 1r2
v
vr
�Dsr2
vqvr
�for 0 � r � R and t � 0 (5)
with initial condition as q ¼ 0, 0 � r �R and t � 0 and boundaryconditions as vq/vr ¼ 0 for r ¼ 0
qeqm
¼ kLCe1þ kLCe
for r ¼ R (6)
where q be the dimensionless normalized concentration of adsor-bate inside the adsorbent (with e for equilibrium and m formaximum) and KL be associated mass transfer in liquid phase. Theobserved qm values (concentration of maximum adsorbed)

J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 15
conclude that the maximum adsorption corresponds to a saturatedmonolayer of adsorbate molecules on adsorbent surface withconstant energy and no transmission of adsorbate in the plane ofthe adsorbent surface. The observed KL values shows that theadsorbent prefers to bind acidic ions and that speciation pre-dominates on sorbent characteristics, when ion exchange is thepredominant mechanism takes place in the adsorption of chro-mium ion. Langmuir constant (kL) is a measure of the amount ofchromium adsorbed per unit weight of adsorbent, when saturationis attained, was found to be 10.98. Also it was found that theadsorption with a monolayer reaches saturation after 120 h. Aseparation factor of RL ¼ 0.9 suggests that (0 < RL < 1) theadsorption is favorable with monolayer.
9. Future directions for eco-friendly sustainable leatherprocessing
This study reviews various eco-friendly means of producingleather starting from curing to post tanning operations for cleanerproduction. Keeping in the mind of cleaner and green waste man-agement, the viable unit operations have been reviewed. Now-a-days, it is mandatory to adopt and practice various cleaner pro-duction strategies in the industry for the greener environment. Useof cleaner preservation techniques using boric acid method, enzy-matic soaking and dehairing by protease, improved high exhaustchrome tanning with the help of FH, improved dyeing by NPP,improved retanning by using SMFC have been suggested. Byadopting these technologies, it is possible to abate the ways forreduction in pollution load such as BOD, COD, TDS and TSS up tolevels of 50%, 40%, 50% and 20% respectively. Mathematical modelscan show the way to predict kinetics and diffusive mechanism thatwill help in up scaling the process for commercial exploitation. Thesaid technologies help the tanner to get rid of the pollution prob-lems. These technologies are very helpful for minimization of majorproteinous wastes such as Fleshing, Keratin wastes and majorchemical wastes such as salt, chrome tannin, vegetable tannin, dyecompound in the leather industry.
10. Conclusions
From the above study, it is understood that various cleanertechnological options adopted in leather processing have beendiscussed in detail. Eco-friendly methods of curing by using silicagel, boric acid, SMB can be used for cleaner preservations as theyreduce TDS and Cl to a minimum level of 80%. Phytochemicalpreservation using neem cake and tamarind leaves has also re-ported. Use of bacteriocin not only helps in preservation but alsoreduces TDS upto 94.4% and Cl 96.5%. Enzymatic unhairing hasreplaced use of sulfide by eco-friendly proteolytic enzymes whichnot only improve results on dehairing step but also reduces theBOD, COD at the level of 40% and 50% respectively. The solid(fleshing) waste can be used to generate valuable end productssuch as modified FH, Biotannin (used for improved chrome tan-ning). The chromium pollution arising in tanning can be minimizedby using the FH composite and fibrin hydrolysate. The pollutionload arising out of chrome, vegetable tannin and dye can be mini-mized by using biodegradation and ozonation techniques. Use ofNPP in dyeing helps in cleaner production while SMFC yieldsimproved re-tanning of leather. Biodegradation of azo dyes andphenols can reduce toxicity of effluent. Suggested methods ofbiodegradation of azo-dyes using suitable bacterial strain such asBacillus cereus and Azoreductase enzyme can effectively reducepollution hazards. In all the cleaner techniques reviewed in thisarticle, the properties of the leather were found comparable orimproved over the conventional/traditional techniques. This review
gives state of art of available cleaner leather processing methodsand their benefits.
References
Abraham, J., Gea, T., S�anchez, A., 2014. Substitution of chemical dehairing by pro-teases from solid-state fermentation of hair wastes. J. Clean. Prod. 74, 191e198.
Ali, L., Alhassani, H., Karuvantevida, N., Rauf, M.A., Ashraf, S.S., 2014. Efficient aer-obic degradation of various azo dyes by a Shingomonas sp. isolated from pe-troleum sludge. J. Biorem. Biodeg. 5 (3), 1e10.
Andrioli, E., Gutteres, M., 2014. Associated use of enzymes and hydrogen peroxidefor cowhide hair removal. J. Am. Leather Chem. Assoc. 109 (2), 35e69.
Aravindhan, R., Saravanabhavan, S., Thanikaivelan, P., Rao, J.R., Nair, B.U., 2007.A Chemo e enzymatic pathway leads towards zero discharge tanning. J. Clean.Prod. 15, 1217e1227.
Arunachalam, C., Saritha, K., 2009. Protease enzyme an eco-friendly alternative forleather industry. Ind. J. Sci. Technol. 2 (12), 29e32.
Asad, S., Amoozegar, M.A., Pourbabaee, A.A., Sarbolouki, M.N., Dastgheib, S.M., 2007.Decolorization of textile azo dyes by new isolated halophilic and halotolerantbacteria. Bioresour. Technol. 98, 2082e2088.
Bienkiewiez, K., 1983. Physical Chemistry of Leather Manufacture. RE KriegerPublishing Company, Florida, USA.
Braganca, I., Nouws, H., Crispin, A., 2013. Adding value [valorization] to tanneryfleshings: Part-II effect of protein hydrolysates on leather dyeing. JSLTC 97,111e120.
Cavello, I., Cavallitto, S., 2013. Optimization of keratinolytic protease production byPupureocillium LPS#876 as a sustainable management of tannery hair. J. Am.Leather Chem. Assoc. 108 (8), 300e310.
Chandra Babu, N.K., Karthikeyan, R., Swarna kumara, B., Ramesh, R., Shanthi, C.,Sadulla, S., 2012. A systematic study on the role of chilling temperature on thecuring efficiency of hides and skins. J. Am. Leather Chem. Assoc. 107, 362e370.
Cuadros, S., Manresa, M.A., Font, J., Bautista, M.E., Puig, R., Marsal, A., 2012. Alter-native fungicides for the leather industry: application in various processes.JSLTC 96, 225e233.
Dalmases, B. Anna, Jorba, Montse, Valles, F. Joaquim, Shendrik, Alexander, OlleOtero, Lluís, 2012. Biodegradation of leather tanned with inorganic salts. JSLTC95, 63e67.
Dalton, D., 2012. New generation fungicide for the leather industry. J. Am. LeatherChem. Assoc. 107 (1), 1e32.
Dayanadan, A., Kanagaraj, J., Sunderraj, L., Govindaraju, R., Suseela Rajakumar, G.,2003. Application of alkaline protease in leather processing e an eco-friendlyapproach. J. Clean. Prod. 11, 533e536.
Detimer, A., Coelho, C.J., Cavalli, E., Misturini, R.D., Gusatti, C., Ayub, M.H.Z.,Gutterres, M., 2012. Optimization of the biotechnological process for hideunhairing in substitution of toxic sulphide. Chem. Eng. Technol 35, 803e810.
Dettmer, A., Anjos, P.S.D., Gutterres, M., 2013. Special review paper: enzymes in theleather industry. J. Am. Leather Chem. Assoc. 108 (4), 146e158.
Dixit, S., Yadav, A., Dwivedi, P.D., Das, M., 2015. Toxic hazards of leather industry andtechnologies to combat threat: a review. J. Clean. Prod. 87, 39e49. http://dx.doi.org/10.1016/j.jclepro.2014.10.017.
Elisangela, F., Andrea, Z., Fabio, D.G., Cristiano, R.M., Regina, D.L., Artur, C.P., 2009.Biodegradation of textile azo dyes by a facultative staphylococcus arlettae strainVN-11 using a sequential microaerophilic/aerobic process. Int. Biodeter. Bio-degrad. 63, 280e288.
Ershad-Langroudi, A., Mirmontahai, A., 2013. Hydroxyapatite nanoparticles andpolyethylene glycol treatment of historical leatheremechanical properties.J. Am. Leather Chem. Assoc. 108, 449e456.
Fang, H., Wenrong, H., Yuezhong, L., 2004. Biodegradation mechanisms and kineticsof azo dye 4BS by a microbial consortium. Chemosphere 57, 293e301.
Fennen, J., Herta, D., Pelckmans, J.-T., Christner, J.T.F.L., Ledertechnik, A.G.,November/December 2013. The sulphide challenge: improved leather qualityusing less sulphide. Leather Int. 25e27.
Font, J., Reyes, M., Cuadros, S., Bacardit, A., Marsal, A., 2011. Determination of TCMTBand other fungicides in leather. J. Am. Leather Chem. Assoc. 106 (11), 316e352.
George, N., Chauhan, P.S., Kumar, V., Puri, N., Gupta, N., 2014. Approach to eco-friendlyleather: characteristics and application of an alkaline protease for chemical freedehairing of skins and hides at pilot scale. J. Clean. Prod. 79, 249e257.
Gong, Y., Cheng, K., Zhang, T., Chen, W., 2011. Automated clean leather dyeingassisted by Whikal, U.S. and microwave. J. Am. Leather Chem. Assoc. 106 (4),127e132.
Guo, Z.-R., Zhang, G., Fang, J., Dou, X., 2006. Enhanced chromium recovery fromtanning waste water. J. Clean. Prod. 14, 75e79.
Gupta, S.D., 2004. Modified the blue chrome tanning for lambskins: low residualchrome tannage. JSLTC 88, 116.
Gutterres, M., Aquim, P.M., Passos, J.B., Trierweiler, J.O., 2010. Water reuse in tannerybeamhouse process. J. Clean. Prod. 18, 1545e1552.
Hassan, M.M., Alam, M.Z., Anwar, M.N., 2013. Biodegradation of Azo dyes by bacteriaisolated from dyeing Industry effluent. Int. Res. J. Biol. Sci. 2 (8), 27e31.
Hintermeyer, B.H., Tavani, E.L., 2013. Absorbtion, bioabsorption and bio-accumulation used to remove chromium (III) from tanning waste waters: acritical Review. JSLTC 97, 231e237.
Hu, J., Xiao, Z., Zhou, R., Deng, W., Wang, M., Ma, S., 2010. Ecological utilization ofleather tannery waste with circular economy model. J. Clean. Prod. 18, 221e228.
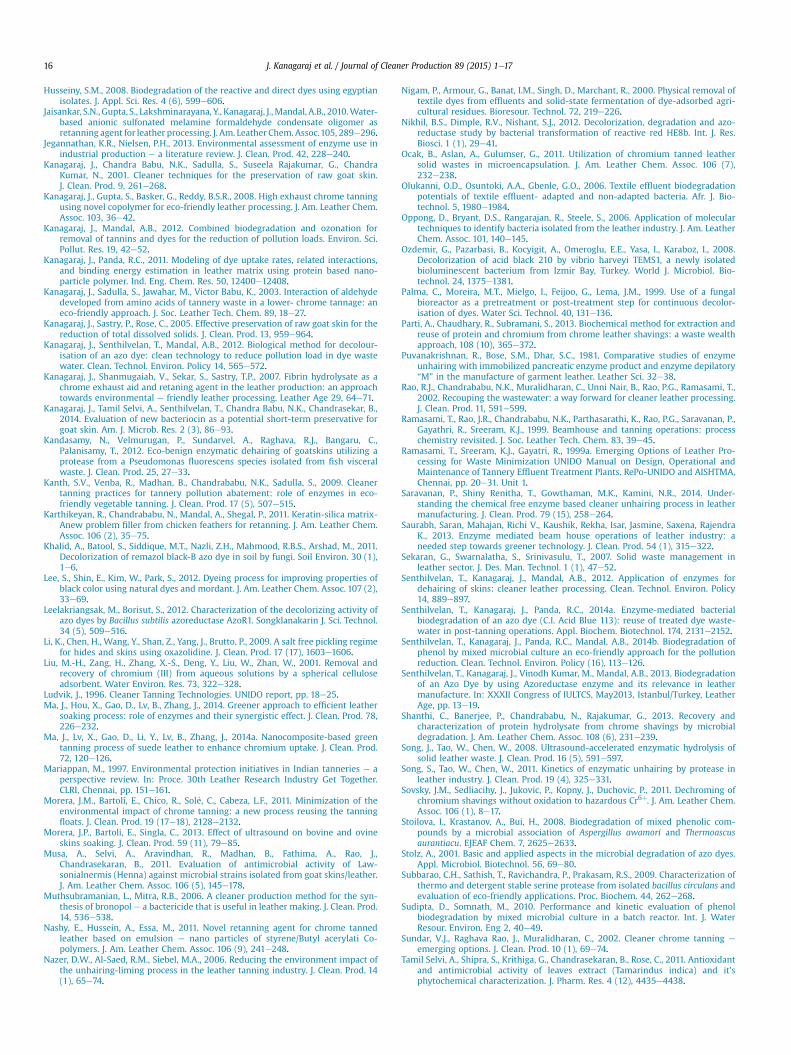
J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e1716
Husseiny, S.M., 2008. Biodegradation of the reactive and direct dyes using egyptianisolates. J. Appl. Sci. Res. 4 (6), 599e606.
Jaisankar, S.N., Gupta, S., Lakshminarayana, Y., Kanagaraj, J.,Mandal, A.B., 2010.Water-based anionic sulfonated melamine formaldehyde condensate oligomer asretanning agent for leather processing. J. Am. Leather Chem. Assoc.105, 289e296.
Jegannathan, K.R., Nielsen, P.H., 2013. Environmental assessment of enzyme use inindustrial production e a literature review. J. Clean. Prod. 42, 228e240.
Kanagaraj, J., Chandra Babu, N.K., Sadulla, S., Suseela Rajakumar, G., ChandraKumar, N., 2001. Cleaner techniques for the preservation of raw goat skin.J. Clean. Prod. 9, 261e268.
Kanagaraj, J., Gupta, S., Basker, G., Reddy, B.S.R., 2008. High exhaust chrome tanningusing novel copolymer for eco-friendly leather processing. J. Am. Leather Chem.Assoc. 103, 36e42.
Kanagaraj, J., Mandal, A.B., 2012. Combined biodegradation and ozonation forremoval of tannins and dyes for the reduction of pollution loads. Environ. Sci.Pollut. Res. 19, 42e52.
Kanagaraj, J., Panda, R.C., 2011. Modeling of dye uptake rates, related interactions,and binding energy estimation in leather matrix using protein based nano-particle polymer. Ind. Eng. Chem. Res. 50, 12400e12408.
Kanagaraj, J., Sadulla, S., Jawahar, M., Victor Babu, K., 2003. Interaction of aldehydedeveloped from amino acids of tannery waste in a lower- chrome tannage: aneco-friendly approach. J. Soc. Leather Tech. Chem. 89, 18e27.
Kanagaraj, J., Sastry, P., Rose, C., 2005. Effective preservation of raw goat skin for thereduction of total dissolved solids. J. Clean. Prod. 13, 959e964.
Kanagaraj, J., Senthilvelan, T., Mandal, A.B., 2012. Biological method for decolour-isation of an azo dye: clean technology to reduce pollution load in dye wastewater. Clean. Technol. Environ. Policy 14, 565e572.
Kanagaraj, J., Shanmugaiah, V., Sekar, S., Sastry, T.P., 2007. Fibrin hydrolysate as achrome exhaust aid and retaning agent in the leather production: an approachtowards environmental e friendly leather processing. Leather Age 29, 64e71.
Kanagaraj, J., Tamil Selvi, A., Senthilvelan, T., Chandra Babu, N.K., Chandrasekar, B.,2014. Evaluation of new bacteriocin as a potential short-term preservative forgoat skin. Am. J. Microb. Res. 2 (3), 86e93.
Kandasamy, N., Velmurugan, P., Sundarvel, A., Raghava, R.J., Bangaru, C.,Palanisamy, T., 2012. Eco-benign enzymatic dehairing of goatskins utilizing aprotease from a Pseudomonas fluorescens species isolated from fish visceralwaste. J. Clean. Prod. 25, 27e33.
Kanth, S.V., Venba, R., Madhan, B., Chandrababu, N.K., Sadulla, S., 2009. Cleanertanning practices for tannery pollution abatement: role of enzymes in eco-friendly vegetable tanning. J. Clean. Prod. 17 (5), 507e515.
Karthikeyan, R., Chandrababu, N., Mandal, A., Shegal, P., 2011. Keratin-silica matrix-Anew problem filler from chicken feathers for retanning. J. Am. Leather Chem.Assoc. 106 (2), 35e75.
Khalid, A., Batool, S., Siddique, M.T., Nazli, Z.H., Mahmood, R.B.S., Arshad, M., 2011.Decolorization of remazol black-B azo dye in soil by fungi. Soil Environ. 30 (1),1e6.
Lee, S., Shin, E., Kim, W., Park, S., 2012. Dyeing process for improving properties ofblack color using natural dyes and mordant. J. Am. Leather Chem. Assoc. 107 (2),33e69.
Leelakriangsak, M., Borisut, S., 2012. Characterization of the decolorizing activity ofazo dyes by Bacillus subtilis azoreductase AzoR1. Songklanakarin J. Sci. Technol.34 (5), 509e516.
Li, K., Chen, H., Wang, Y., Shan, Z., Yang, J., Brutto, P., 2009. A salt free pickling regimefor hides and skins using oxazolidine. J. Clean. Prod. 17 (17), 1603e1606.
Liu, M.-H., Zang, H., Zhang, X.-S., Deng, Y., Liu, W., Zhan, W., 2001. Removal andrecovery of chromium (III) from aqueous solutions by a spherical celluloseadsorbent. Water Environ. Res. 73, 322e328.
Ludvik, J., 1996. Cleaner Tanning Technologies. UNIDO report, pp. 18e25.Ma, J., Hou, X., Gao, D., Lv, B., Zhang, J., 2014. Greener approach to efficient leather
soaking process: role of enzymes and their synergistic effect. J. Clean. Prod. 78,226e232.
Ma, J., Lv, X., Gao, D., Li, Y., Lv, B., Zhang, J., 2014a. Nanocomposite-based greentanning process of suede leather to enhance chromium uptake. J. Clean. Prod.72, 120e126.
Mariappan, M., 1997. Environmental protection initiatives in Indian tanneries e aperspective review. In: Proce. 30th Leather Research Industry Get Together.CLRI, Chennai, pp. 151e161.
Morera, J.M., Bartolí, E., Chico, R., Sol�e, C., Cabeza, L.F., 2011. Minimization of theenvironmental impact of chrome tanning: a new process reusing the tanningfloats. J. Clean. Prod. 19 (17e18), 2128e2132.
Morera, J.P., Bartoli, E., Singla, C., 2013. Effect of ultrasound on bovine and ovineskins soaking. J. Clean. Prod. 59 (11), 79e85.
Musa, A., Selvi, A., Aravindhan, R., Madhan, B., Fathima, A., Rao, J.,Chandrasekaran, B., 2011. Evaluation of antimicrobial activity of Law-soniaInermis (Henna) against microbial strains isolated from goat skins/leather.J. Am. Leather Chem. Assoc. 106 (5), 145e178.
Muthsubramanian, L., Mitra, R.B., 2006. A cleaner production method for the syn-thesis of bronopol e a bactericide that is useful in leather making. J. Clean. Prod.14, 536e538.
Nashy, E., Hussein, A., Essa, M., 2011. Novel retanning agent for chrome tannedleather based on emulsion e nano particles of styrene/Butyl acerylati Co-polymers. J. Am. Leather Chem. Assoc. 106 (9), 241e248.
Nazer, D.W., Al-Saed, R.M., Siebel, M.A., 2006. Reducing the environment impact ofthe unhairing-liming process in the leather tanning industry. J. Clean. Prod. 14(1), 65e74.
Nigam, P., Armour, G., Banat, I.M., Singh, D., Marchant, R., 2000. Physical removal oftextile dyes from effluents and solid-state fermentation of dye-adsorbed agri-cultural residues. Bioresour. Technol. 72, 219e226.
Nikhil, B.S., Dimple, R.V., Nishant, S.J., 2012. Decolorization, degradation and azo-reductase study by bacterial transformation of reactive red HE8b. Int. J. Res.Biosci. 1 (1), 29e41.
Ocak, B., Aslan, A., Gulumser, G., 2011. Utilization of chromium tanned leathersolid wastes in microencapsulation. J. Am. Leather Chem. Assoc. 106 (7),232e238.
Olukanni, O.D., Osuntoki, A.A., Gbenle, G.O., 2006. Textile effluent biodegradationpotentials of textile effluent- adapted and non-adapted bacteria. Afr. J. Bio-technol. 5, 1980e1984.
Oppong, D., Bryant, D.S., Rangarajan, R., Steele, S., 2006. Application of moleculartechniques to identify bacteria isolated from the leather industry. J. Am. LeatherChem. Assoc. 101, 140e145.
Ozdemir, G., Pazarbasi, B., Kocyigit, A., Omeroglu, E.E., Yasa, I., Karaboz, I., 2008.Decolorization of acid black 210 by vibrio harveyi TEMS1, a newly isolatedbioluminescent bacterium from Izmir Bay, Turkey. World J. Microbiol. Bio-technol. 24, 1375e1381.
Palma, C., Moreira, M.T., Mielgo, I., Feijoo, G., Lema, J.M., 1999. Use of a fungalbioreactor as a pretreatment or post-treatment step for continuous decolor-isation of dyes. Water Sci. Technol. 40, 131e136.
Parti, A., Chaudhary, R., Subramani, S., 2013. Biochemical method for extraction andreuse of protein and chromium from chrome leather shavings: a waste wealthapproach, 108 (10), 365e372.
Puvanakrishnan, R., Bose, S.M., Dhar, S.C., 1981. Comparative studies of enzymeunhairing with immobilized pancreatic enzyme product and enzyme depilatory“M” in the manufacture of garment leather. Leather Sci. 32e38.
Rao, R.J., Chandrababu, N.K., Muralidharan, C., Unni Nair, B., Rao, P.G., Ramasami, T.,2002. Recouping the wastewater: a way forward for cleaner leather processing.J. Clean. Prod. 11, 591e599.
Ramasami, T., Rao, J.R., Chandrababu, N.K., Parthasarathi, K., Rao, P.G., Saravanan, P.,Gayathri, R., Sreeram, K.J., 1999. Beamhouse and tanning operations: processchemistry revisited. J. Soc. Leather Tech. Chem. 83, 39e45.
Ramasami, T., Sreeram, K.J., Gayatri, R., 1999a. Emerging Options of Leather Pro-cessing for Waste Minimization UNIDO Manual on Design, Operational andMaintenance of Tannery Effluent Treatment Plants. RePo-UNIDO and AISHTMA,Chennai, pp. 20e31. Unit 1.
Saravanan, P., Shiny Renitha, T., Gowthaman, M.K., Kamini, N.R., 2014. Under-standing the chemical free enzyme based cleaner unhairing process in leathermanufacturing. J. Clean. Prod. 79 (15), 258e264.
Saurabh, Saran, Mahajan, Richi V., Kaushik, Rekha, Isar, Jasmine, Saxena, RajendraK., 2013. Enzyme mediated beam house operations of leather industry: aneeded step towards greener technology. J. Clean. Prod. 54 (1), 315e322.
Sekaran, G., Swarnalatha, S., Srinivasulu, T., 2007. Solid waste management inleather sector. J. Des. Man. Technol. 1 (1), 47e52.
Senthilvelan, T., Kanagaraj, J., Mandal, A.B., 2012. Application of enzymes fordehairing of skins: cleaner leather processing. Clean. Technol. Environ. Policy14, 889e897.
Senthilvelan, T., Kanagaraj, J., Panda, R.C., 2014a. Enzyme-mediated bacterialbiodegradation of an azo dye (C.I. Acid Blue 113): reuse of treated dye waste-water in post-tanning operations. Appl. Biochem. Biotechnol. 174, 2131e2152.
Senthilvelan, T., Kanagaraj, J., Panda, R.C., Mandal, A.B., 2014b. Biodegradation ofphenol by mixed microbial culture an eco-friendly approach for the pollutionreduction. Clean. Technol. Environ. Policy (16), 113e126.
Senthilvelan, T., Kanagaraj, J., Vinodh Kumar, M., Mandal, A.B., 2013. Biodegradationof an Azo Dye by using Azoreductase enzyme and its relevance in leathermanufacture. In: XXXII Congress of IULTCS, May2013, Istanbul/Turkey, LeatherAge, pp. 13e19.
Shanthi, C., Banerjee, P., Chandrababu, N., Rajakumar, G., 2013. Recovery andcharacterization of protein hydrolysate from chrome shavings by microbialdegradation. J. Am. Leather Chem. Assoc. 108 (6), 231e239.
Song, J., Tao, W., Chen, W., 2008. Ultrasound-accelerated enzymatic hydrolysis ofsolid leather waste. J. Clean. Prod. 16 (5), 591e597.
Song, S., Tao, W., Chen, W., 2011. Kinetics of enzymatic unhairing by protease inleather industry. J. Clean. Prod. 19 (4), 325e331.
Sovsky, J.M., Sedliacihy, J., Jukovic, P., Kopny, J., Duchovic, P., 2011. Dechroming ofchromium shavings without oxidation to hazardous Cr6þ. J. Am. Leather Chem.Assoc. 106 (1), 8e17.
Stoilova, I., Krastanov, A., Bui, H., 2008. Biodegradation of mixed phenolic com-pounds by a microbial association of Aspergillus awamori and Thermoascusaurantiacu. EJEAF Chem. 7, 2625e2633.
Stolz, A., 2001. Basic and applied aspects in the microbial degradation of azo dyes.Appl. Microbiol. Biotechnol. 56, 69e80.
Subbarao, C.H., Sathish, T., Ravichandra, P., Prakasam, R.S., 2009. Characterization ofthermo and detergent stable serine protease from isolated bacillus circulans andevaluation of eco-friendly applications. Proc. Biochem. 44, 262e268.
Sudipta, D., Somnath, M., 2010. Performance and kinetic evaluation of phenolbiodegradation by mixed microbial culture in a batch reactor. Int. J. WaterResour. Environ. Eng 2, 40e49.
Sundar, V.J., Raghava Rao, J., Muralidharan, C., 2002. Cleaner chrome tanning eemerging options. J. Clean. Prod. 10 (1), 69e74.
Tamil Selvi, A., Shipra, S., Krithiga, G., Chandrasekaran, B., Rose, C., 2011. Antioxidantand antimicrobial activity of leaves extract (Tamarindus indica) and it'sphytochemical characterization. J. Pharm. Res. 4 (12), 4435e4438.

J. Kanagaraj et al. / Journal of Cleaner Production 89 (2015) 1e17 17
Thanikaivelan, P., Raghava Rao, J., Unni Nair, B., Ramasami, T., 2001. Approach to-wards zero discharge tanning: role of concentration on the development of eco-friendly liming-reliming processes. In: Poster Paper presented at 26th IULTCSCongress, Cape Town, South Africa, March 2001.
Thanikaivelan, P., Rao, J.R., Nair, B.U., Ramasami, T., 2002. Zero discharge tanning: ashift from chemical to biocatalytic leather processing. Environ. Sci. Technol. 36(19), 4187e4194.
Vandevivere, P.C., Bianchi, R., Verstraete, W., 1998. Treatment and reuse of wastewater from the textile wet-processing industry: review of emerging technolo-gies. J. Chem. Technol. Biotechnol. 72, 289e302.
Valeika, V., Bele�ska, K., Valeikien _e, V., Kolodzeiskis, V., 2009. An approach to cleanerproduction: from hair burning to hair saving using a lime-free unhairing sys-tem. J. Clean. Prod. 17 (2), 214e221.
Vedaraman, N., Muralidharan, C., 2011. Two stage leather dyeing e a novel approachto minimize dye discharge in the effluent. J. Am. Leather Chem. Assoc. 106 (5),184e189.
Verma, A., Pal, H.S., Singh, R., Agarwal, S., 2011. Pottential of Alkaline proteaseisolated from thermoactinomyces sp. RM4 as an alternative to conventional
chemicals in leather industry dehairing process. Int. J. Agric. Environ. Bio-technol. 4 (2), 173e178.
Vesela, A., Suchomel, L., Kupee, J., Mladek, M., 2002. Chromium and its exhaustion.Das Leder 36, 37e43.
Viral, S., Kunjal, P., 2012. Degradation of azo dye Acid blue 158 by soil microbes. Res.J. Biotechnol. 7 (2), 50e57.
Wang, R., Min, C., Haiming, C., Li, Z., 2009. Enzyme unhairing an eco-friendlybiotechnological process. J. Soc. Leather Tech. Chem. 93, 51e55.
Whiteley, C.G., 2007. Bioremediation of textile dyes. Ind. Bioprocess 29, 7.Yamaga, F., Washio, K., Morikawa, M., 2010. Sustainable biodegradation of phenol
by acinetobacter calcoaceticus P23 isolated from the Rhizosphere of DuckweedLemna aoukikusa. Environ. Sci. Technol. 44, 6470e6474.
Yuanlong, C., Min, C., Xiaoju, C., Wenhua, Z., Xuepin, L., Bi, S., 2012. Enzymatic hy-drolysis of skin shavings for preparation of collagen hydrolysates with specifiedmolecular weight distribution. JSLTC 96, 16e20.
Zhang, B., Xu, L., Ding, K., 2011. Dyeing/cross linking property of natural iredoid toprotein fibers. J. Am. Leather Chem. Assoc. 106 (4), 121e126.

本文献由“学霸图书馆-文献云下载”收集自网络,仅供学习交流使用。
学霸图书馆(www.xuebalib.com)是一个“整合众多图书馆数据库资源,
提供一站式文献检索和下载服务”的24 小时在线不限IP
图书馆。
图书馆致力于便利、促进学习与科研,提供最强文献下载服务。
图书馆导航:
图书馆首页 文献云下载 图书馆入口 外文数据库大全 疑难文献辅助工具