jurnal erosion corrosion
DESCRIPTION
Jurnal Erosion CorrosionTRANSCRIPT

A
n0tapiss©
K
1
csrtfifmtm
toit
0d
Wear 263 (2007) 347–354
Corrosion–erosion behaviour of austenitic and martensitichigh nitrogen stainless steels
Diana Lopez ∗, Neusa Alonso Falleiros, Andre Paulo TschiptschinMetallurgical and Materials Engineering Department, University of Sao Paulo, Brazil
Received 18 August 2006; received in revised form 18 January 2007; accepted 18 January 2007Available online 23 May 2007
bstract
The corrosion–erosion resistance of high nitrogen austenitic and martensitic stainless steels (HNSS) has been studied. A high temperature gasitriding process was used in order to obtain 1.5 mm thick cases with nitrogen contents in solid solution up to 0.5 wt% for the austenitic steel and.4 wt% for the martensitic steel. Austenitic and martensitic samples without nitrogen were used as reference materials. The corrosion–erosionests were performed in slurry composed of 3.5% NaCl with 10 wt.% of quartz particles. The impingement velocity and impact angle were fixednd the testing temperature was monitored. In order to establish the interactions between corrosion and erosion, we determined electrochemicalarameters from potentiodynamic polarization curves in static conditions and under the influence of a slurry jet. In addition, scanning electron
mages were used to assess the dominant damage mechanisms and to support the results obtained by electrochemical measurements. The resultshowed that nitrogen addition improved the corrosion–erosion resistance in both stainless steels, owing to the strengthening effect of nitrogen inolid solution and to the increase of repassivation ability of the passive layer.2007 Elsevier B.V. All rights reserved.
en sta
csaCs5hspcb
imc
eywords: Corrosion–erosion; Slurry wear; Potentiodynamic tests; High nitrog
. Introduction
High nitrogen stainless steels (HNSS) have received a spe-ial attention during the last years due to a good combination oftrength, ductility, toughness, weldability, localized corrosionesistance and tribological properties [1]. Recent research onhe effect of nitrogen in austenitic stainless steels have beenocused on the substitution of Ni, grain size refinement andmprovement of mechanical and corrosion properties, whereasor martensitic steels, the focus is the microstructural refine-ent and a homogeneous distribution of precipitates, intending
o obtain better corrosion properties and better high temperatureechanical properties [2].Different manufacturing routes have been explored to raise
he N content of stainless steels. Solid state diffusion has been
ne of the most investigated and includes thermochemical,mplantation, plasma, or laser processes [3,4]. High tempera-ure gas nitriding (HTGN) is one of the diffusion methods, and∗ Corresponding author. Tel.: +55 11 30915237.E-mail address: [email protected] (D. Lopez).
b
fPtsr
043-1648/$ – see front matter © 2007 Elsevier B.V. All rights reserved.oi:10.1016/j.wear.2007.01.053
inless steels
onsists of annealing a stainless steel in N2-containing gas atmo-phere between 1273 and 1473 K. Atomic nitrogen is absorbedt the surface of the steel and diffuses into the subsurface region.ase thickness from 0.5 to 2.0 mm and nitrogen contents in solid
olution at the surface from 0.5 to 1.0 wt% can be obtained after–12 h treatment [1,5]. HTGN stainless steels can combine highardness and wear resistance with good corrosion properties ineveral environments; quite different from conventional nitridedarts, usually treated between 750 and 850 K, where intensehromium nitride precipitation occurs, increasing the hardness,ut impairing their corrosion resistance.
Erosion of valves, turbine blades, bends and pump impellerss a common phenomenon that can lead to failure and/or to high
aintenance costs. The interaction of erosion with corrosionould significantly increase total mass losses due to synergismetween mechanical and electrochemical effects.
Several works have been published reporting a better per-ormance of HTGN stainless steels in corrosion conditions.
articularly, it has been shown that nitrogen additions improvehe resistance to pitting and crevice corrosion of stainlessteels in solutions containing chloride ions. Jargelius-Pettersoneported a significant increase in pitting potential in a 20 Cr–25

3 ar 263 (2007) 347–354
N[tttwtuflneiwadefwto
tita
2
2
lwl(nosTaX
qcsswpwa
Fe
2
swTt
TC
S
43
48 D. Lopez et al. / We
i austenitic stainless steel with nitrogen contents up to 0.2%6]; Azuma et al. showed that nitrogen decreases the penetra-ion depth in crevice sites [7]. Not many systematic studies ofhe effect of increasing nitrogen contents on the erosion resis-ance and on the corrosion–erosion synergism of stainless steelsere reported. Berns and Kuhl [8] improved the erosion resis-
ance of a duplex stainless steel used in pumping applicationssing a HTGN process. In another work, Berns et al. studiedow corrosion and corrosion–erosion in three different highitrogen stainless steels; they found a significant increase inrosion–corrosion resistance of austenitic steel, while changesn the duplex stainless steel behaviour were not noticeableith the addition of nitrogen [9]. Garzon and Tschiptschin [5]
chieved a much better cavitation–erosion resistance in a HTGNuplex stainless steel and Toro et al. [10] found a much betterrosion–corrosion resistance of a HTGN AISI 410S in a slurryormed by seawater with quartz particles. The wear synergismas expressed as the difference between the total mass loss and
he sum of the individual mass loss for corrosion only and erosionnly.
In this work, the erosion–corrosion synergism is assessedhrough potentiodynamic polarization tests performed in a mod-fied electrochemical cell in a slurry environment. Two highemperature gas nitrided high nitrogen steels were studied: oneustenitic (AISI 304) and one martensitic (AISI 410).
. Experimental
.1. Materials and treatments
The chemical compositions of AISI 304 and AISI 410 stain-ess steels used in this work are shown in Table 1. The samplesere gas nitrided at 1473 K during 6 h, under a pressure calcu-
ated using the Calphad method and ThermoCalc® diagramsFig. 1). A 0.15 MPa nitrogen-rich atmosphere was used foritriding the austenitic samples and 0.4 MPa for the martensiticnes, aiming to obtain approximately 0.5 wt% N in the austeniticteels and 0.4 wt% N in the martensitic ones as shown in Fig. 1.he nitrogen contents at the surface of the nitrided samples werenalyzed using WDX chemical analysis in an Oxford WDX600-ray spectrometer.AISI 304 samples solubilized at 1373 K during 1 h and
uenched and tempered AISI 410 stainless steels were used asomparison materials. The austenitizing treatment of the marten-itic steel was carried out at 1273 K during 1 h. All the austeniticamples, with and without nitrogen, were direct quenched in
ater. All the martensitic samples were oil-quenched and tem-ered at 473 K during 1 h. Prior to all experiments the samplesere mechanically ground with SiC emery paper up to 600 gritnd subsequently cleaned and rinsed in an ultrasonic bath.
se
s
able 1hemical composition of AISI 304 and AISI 410 stainless steels
teel C N (ppm) Cr Ni Mn
10 0.13 121 12.1 0.27 0.3704 0.040 700 19 7.2 1.5
ig. 1. Calculated phase diagram for (a) AISI 304 and (b) AISI 410 steels inquilibrium with gaseous nitrogen at different pressures.
.2. Polarization tests
The modified electrochemical cell used in this work ischematized in Fig. 2. It consists of a cylindrical glass containerith a lateral hole where a hose with a nozzle is introduced.he lid of the container has some holes that allow introducing
he electrodes, a thermometer, the other end of the hose and theample holder. A variable speed peristaltic pump controls the
lectrolyte injection rate and drives the slurry through a circuit.The corrosion tests were carried out in static 3.5% NaClolution and under the influence of a jet of the same solution.
Si P S Mo Nb (ppm)
0.38 0.032 0.026 740.53 0.035 0.037 0.22
D. Lopez et al. / Wear 263 (2007) 347–354 349
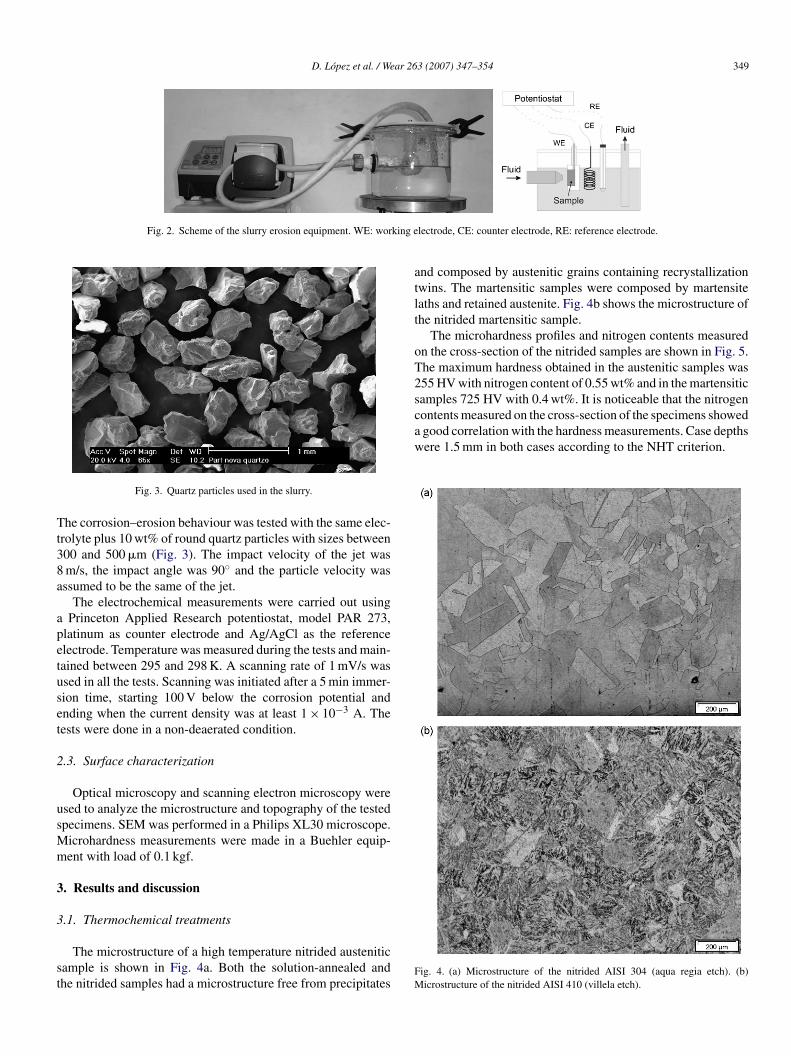
Fig. 2. Scheme of the slurry erosion equipment. WE: working e
Tt38a
apetuset
2
usMm
3
3
st
atlt
oT2scontents measured on the cross-section of the specimens showeda good correlation with the hardness measurements. Case depthswere 1.5 mm in both cases according to the NHT criterion.
Fig. 3. Quartz particles used in the slurry.
he corrosion–erosion behaviour was tested with the same elec-rolyte plus 10 wt% of round quartz particles with sizes between00 and 500 �m (Fig. 3). The impact velocity of the jet wasm/s, the impact angle was 90◦ and the particle velocity wasssumed to be the same of the jet.
The electrochemical measurements were carried out usingPrinceton Applied Research potentiostat, model PAR 273,
latinum as counter electrode and Ag/AgCl as the referencelectrode. Temperature was measured during the tests and main-ained between 295 and 298 K. A scanning rate of 1 mV/s wassed in all the tests. Scanning was initiated after a 5 min immer-ion time, starting 100 V below the corrosion potential andnding when the current density was at least 1 × 10−3 A. Theests were done in a non-deaerated condition.
.3. Surface characterization
Optical microscopy and scanning electron microscopy weresed to analyze the microstructure and topography of the testedpecimens. SEM was performed in a Philips XL30 microscope.
icrohardness measurements were made in a Buehler equip-ent with load of 0.1 kgf.
. Results and discussion
.1. Thermochemical treatments
The microstructure of a high temperature nitrided austeniticample is shown in Fig. 4a. Both the solution-annealed andhe nitrided samples had a microstructure free from precipitates
FM
lectrode, CE: counter electrode, RE: reference electrode.
nd composed by austenitic grains containing recrystallizationwins. The martensitic samples were composed by martensiteaths and retained austenite. Fig. 4b shows the microstructure ofhe nitrided martensitic sample.
The microhardness profiles and nitrogen contents measuredn the cross-section of the nitrided samples are shown in Fig. 5.he maximum hardness obtained in the austenitic samples was55 HV with nitrogen content of 0.55 wt% and in the martensiticamples 725 HV with 0.4 wt%. It is noticeable that the nitrogen
ig. 4. (a) Microstructure of the nitrided AISI 304 (aqua regia etch). (b)icrostructure of the nitrided AISI 410 (villela etch).

350 D. Lopez et al. / Wear 263 (2007) 347–354
Fs
3
oamr(
vb
Fsu1
tfrccrditopdctt
4qtctb
TE
M
333333
ig. 5. Microhardness profiles of gas nitrided (a) AISI 304 and (b) AISI 410tainless steel.
.2. Polarization curves
Fig. 6 shows the potentiodynamic polarization curvesbtained for the AISI 304 steel in the nitrided and solution-nnealed condition. Three different curves are presented for eachaterial, corresponding to three different conditions: static cor-
osion, liquid impingement corrosion (C) and corrosion–erosion
CE).It can be seen that the impingement of the electrolyte with aelocity of 8 m/s promotes an increment of current densities inoth the nitrided and solution-annealed steels.
rt
t
able 2lectrochemical parameters for AISI 304 stainless steel
aterial Test condition CorrosioAg/AgC
04 solution-annealed Static −0.18104 solution-annealed Liquid impingement −0.24304 solution-annealed Corrosion–erosion −0.48304N Static −0.15204N Liquid impingement −0.25204N Corrosion–erosion −0.491
ig. 6. Polarization curves for the AISI 304 stainless steel in the nitrided andolution-annealed conditions. Curves for static corrosion in 3.5% NaCl, liq-id impingement corrosion (C) and corrosion–erosion (CE) in 3.5% NaCl and0 wt% quartz particles.
A more significant increment is noticeable when the jet con-ains quartz particles. This is evidence that the passive layer thatorms on the surface of the stainless steel is being continuouslyemoved by the action of the flow and the presence of solids. Theorrosion potential is affected as well, showing that mechani-al effects activate the alloy surface increasing the dissolutionate and decreasing the corrosion potential. These parameterso not seem to be modified by nitrogen additions. However, its worth noticing that pitting potential was clearly increased inhe nitrided samples, being in some cases not measurable, due toxygen evolution at the same potentials. Nitrogen improves theassivation process under liquid impingement corrosion con-ition. Table 2 shows the corrosion potential, the polarizationurrent resistance and the pitting potential for the six differentested conditions. The polarization resistance was obtained fromhe slopes of the polarization curves [11].
Fig. 7 shows the polarization curves obtained for the AISI10 martensitic stainless steel nitrided and non-nitrided, afteruenching and tempering. Again, when the specimens areested in the liquid impingement corrosion condition and in theorrosion–erosion condition, one can see a shift of the polariza-ion curves to higher current densities; the corrosion potentialecomes more negative, indicating an increase of the chemical
eaction rate on the surface, the same way it was observed forhe AISI 304 steel.In static corrosion conditions nitrogen additions improvehe passivity and the pitting potential. Under liquid impinge-
n potentiall (V)
Rp (Ohms/cm2) Pitting potentialAg/AgCl (V)
149000 0.20538000 −0.099170 −0.091193500 –48000 0.270123 –
D. Lopez et al. / Wear 26
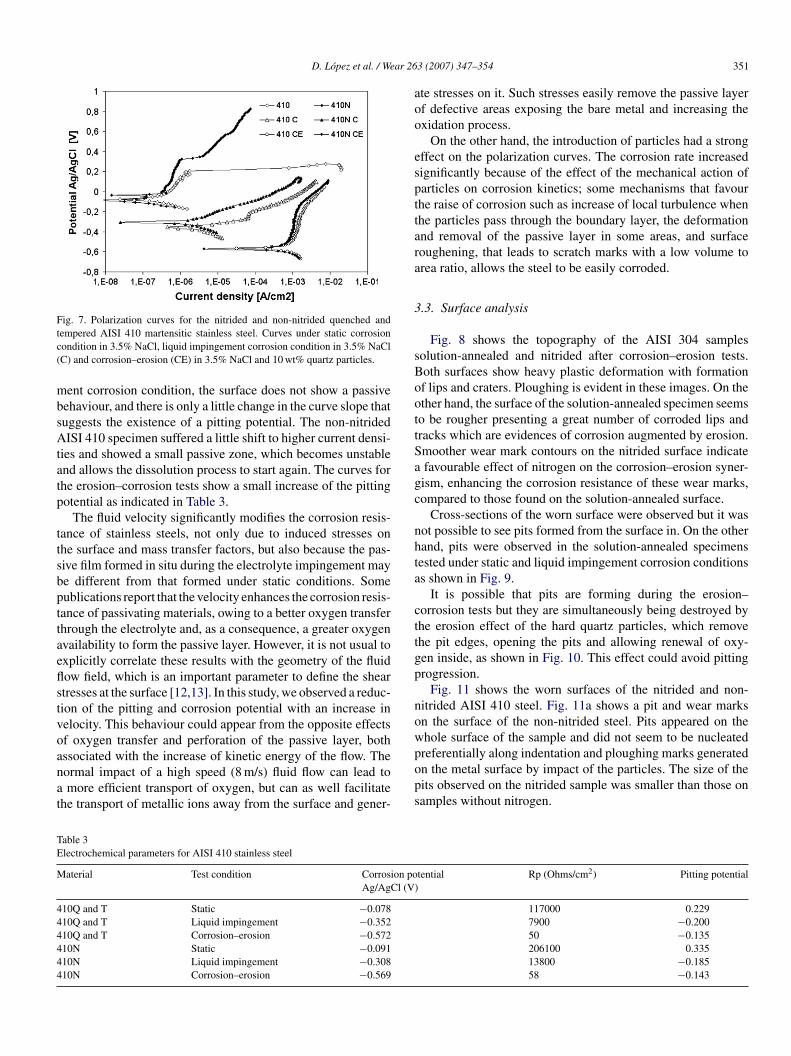
Fig. 7. Polarization curves for the nitrided and non-nitrided quenched andtc(
mbsAtatp
ttsbpttaeflstvoanat
aoo
espttara
3
sBoottSagc
nhta
cttgp
now
TE
M
444444
empered AISI 410 martensitic stainless steel. Curves under static corrosionondition in 3.5% NaCl, liquid impingement corrosion condition in 3.5% NaClC) and corrosion–erosion (CE) in 3.5% NaCl and 10 wt% quartz particles.
ent corrosion condition, the surface does not show a passiveehaviour, and there is only a little change in the curve slope thatuggests the existence of a pitting potential. The non-nitridedISI 410 specimen suffered a little shift to higher current densi-
ies and showed a small passive zone, which becomes unstablend allows the dissolution process to start again. The curves forhe erosion–corrosion tests show a small increase of the pittingotential as indicated in Table 3.
The fluid velocity significantly modifies the corrosion resis-ance of stainless steels, not only due to induced stresses onhe surface and mass transfer factors, but also because the pas-ive film formed in situ during the electrolyte impingement maye different from that formed under static conditions. Someublications report that the velocity enhances the corrosion resis-ance of passivating materials, owing to a better oxygen transferhrough the electrolyte and, as a consequence, a greater oxygenvailability to form the passive layer. However, it is not usual toxplicitly correlate these results with the geometry of the fluidow field, which is an important parameter to define the sheartresses at the surface [12,13]. In this study, we observed a reduc-ion of the pitting and corrosion potential with an increase inelocity. This behaviour could appear from the opposite effectsf oxygen transfer and perforation of the passive layer, both
ssociated with the increase of kinetic energy of the flow. Theormal impact of a high speed (8 m/s) fluid flow can lead tomore efficient transport of oxygen, but can as well facilitatehe transport of metallic ions away from the surface and gener-
pops
able 3lectrochemical parameters for AISI 410 stainless steel
aterial Test condition Corrosion poAg/AgCl (V)
10Q and T Static −0.07810Q and T Liquid impingement −0.35210Q and T Corrosion–erosion −0.57210N Static −0.09110N Liquid impingement −0.30810N Corrosion–erosion −0.569
3 (2007) 347–354 351
te stresses on it. Such stresses easily remove the passive layerf defective areas exposing the bare metal and increasing thexidation process.
On the other hand, the introduction of particles had a strongffect on the polarization curves. The corrosion rate increasedignificantly because of the effect of the mechanical action ofarticles on corrosion kinetics; some mechanisms that favourhe raise of corrosion such as increase of local turbulence whenhe particles pass through the boundary layer, the deformationnd removal of the passive layer in some areas, and surfaceoughening, that leads to scratch marks with a low volume torea ratio, allows the steel to be easily corroded.
.3. Surface analysis
Fig. 8 shows the topography of the AISI 304 samplesolution-annealed and nitrided after corrosion–erosion tests.oth surfaces show heavy plastic deformation with formationf lips and craters. Ploughing is evident in these images. On thether hand, the surface of the solution-annealed specimen seemso be rougher presenting a great number of corroded lips andracks which are evidences of corrosion augmented by erosion.moother wear mark contours on the nitrided surface indicatefavourable effect of nitrogen on the corrosion–erosion syner-ism, enhancing the corrosion resistance of these wear marks,ompared to those found on the solution-annealed surface.
Cross-sections of the worn surface were observed but it wasot possible to see pits formed from the surface in. On the otherand, pits were observed in the solution-annealed specimensested under static and liquid impingement corrosion conditionss shown in Fig. 9.
It is possible that pits are forming during the erosion–orrosion tests but they are simultaneously being destroyed byhe erosion effect of the hard quartz particles, which removehe pit edges, opening the pits and allowing renewal of oxy-en inside, as shown in Fig. 10. This effect could avoid pittingrogression.
Fig. 11 shows the worn surfaces of the nitrided and non-itrided AISI 410 steel. Fig. 11a shows a pit and wear marksn the surface of the non-nitrided steel. Pits appeared on thehole surface of the sample and did not seem to be nucleated
referentially along indentation and ploughing marks generatedn the metal surface by impact of the particles. The size of theits observed on the nitrided sample was smaller than those onamples without nitrogen.tential Rp (Ohms/cm2) Pitting potential
117000 0.2297900 −0.20050 −0.135206100 0.33513800 −0.18558 −0.143

352 D. Lopez et al. / Wear 263 (2007) 347–354
Fa
3
sgadpsb
Fi
Fcr
s
Nitrided
(islurry − istatic)Reference
(1)
In addition, the ratio calculated using the passive currentdensity under liquid impingement (iflow) instead of under static
ig. 8. Topography of the eroded surfaces of AISI 304 in the (a) solution-nnealed and (b) nitrided condition after corrosion–erosion test.
.4. Effect of nitrogen on synergism
Different relationships have been established to quantify theynergism between wear and corrosion [14]. The effect of nitro-en on the synergism between erosion and corrosion may bessessed through a parameter calculated using passive current
ensities. This parameter is the ratio of the difference betweenassive current density under slurry impact (islurry) and undertatic conditions (istatic) for nitrided samples, to the differenceetween passive current density under slurry impact and underig. 9. Pits in the cross-section of a solution-annealed AISI 304 sample testedn a liquid impingement condition.
Fn
ig. 10. Schematic illustration representing a possible beneficial effect of parti-le impact (a) initial surface (b) pit initiation (c) pit growth (d) and (e) pit edgesemoval (f) repassivation.
tatic conditions for the comparing material:
(islurry − istatic)
ig. 11. Topography of the eroded surfaces of quenched and tempered non-itrided (a) and nitrided (b) AISI 410 samples after corrosion–erosion test.

D. Lopez et al. / Wear 263 (2007) 347–354 353
Table 4Synergism of erosion on corrosion for AISI 304 stainless steel calculated through passive current densities (PCD)
Material PCD in static conditionistatic (A/cm2)
PCD under slurryeffects islurry (A/cm2)
PCD under liquidimpingment iflow (A/cm2)
SynergismEq. (1)
SynergismEq. (2)
304 1.4 × 10−6 6.2 × 10−4 3.2 × 10−6 1 1a
304N 9.8 × 10−7 6.1 × 10−4 2.8 × 10−6 0.98 0.98
a The curve obtained under liquid impingement did not show a clear passivation region.
Table 5Synergism of erosion on corrosion for AISI 410 stainless steel calculated through passive current densities (PCD)
Material PCD in static conditionistatic (A/cm2)
PCD under slurry effectsislurry (A/cm2)
PCD under liquidimpingment iflow (A/cm2)
SynergismEq. (1)
SynergismEq. (2)
4 −7 −3 −5
4
ion re
cec
swscsdwwptriir
oetNttDorbstigi
sa
idmmpte
ccftd
cht
sd6hcafuith
4
1
10 7.9 × 10 1.5 × 1010N 6.1 × 10−7 1.2 × 10−3
a The curve obtained under liquid impingement did not show a clear passivat
onditions was quantified. This parameter allows separating theffects of nitrogen on the behaviour of the surface in dynamiconditions. Table 4 shows these values for austenitic steel.
(islurry − iflow)Nitrided
(islurry − iflow)Reference
(2)
The results obtained show that the effect of nitrogen on theynergism between erosion and corrosion of austenitic steel iseak, reducing it only 0.02%. The same value is found when the
ynergism is calculated with parameters obtained in dynamiconditions (Eq. (2)), however this last value has uncertainty,ince the polarization curve obtained under liquid impingementid not show a clear passivation region. The passivation zoneas defined in the anodic portion of the curve, from the potentialhere the anodic Tafel zone ends (50 mV above the corrosionotential) to the potential where the curve slope change andhe pitting potential is marked. After defined the passivationegion, the value of passive current corresponding to the liquidmpingement curve for annealed sample, was calculated tak-ng the intermediate value of current density of the passivationegion.
In the case of the martensitic stainless steel the introductionf nitrogen caused a 20% reduction in the synergism betweenrosion and corrosion. Table 5 shows the synergism parame-ers calculated with Eqs. (1) and (2) for the martensitic steel.itrogen can enhance both: the erosion resistance of the surface
hrough solid solution strengthening and the corrosion resis-ance through the modification of the passive film properties.espite considerable research on the structure and compositionf passive films, the role of nitrogen in improving the corrosionesistance remains uncertain. Some of the possible mechanismsy which nitrogen improve the corrosion resistance of stainlessteels include (a) the formation of ammonia or nitrate ions nearhe surface, leading to corrosion inhibition through localizedncrease of surrounding environment pH and inhibition of pitrowth and (b) strengthening of passive film layer by nitrogen-
nduced segregation of Cr and Mo [15–17].The results seem to indicate that nitrogen may help the recon-truction of the passive layer enhancing the repassivation processs well as improving pitting corrosion resistance. This behaviour
6.6 × 10 1 11.1 × 10−5 0.80 0.83a
gion.
s noticeable in the increase of the pitting potential and theecrease of current density after the beginning of the pit for-ation. These results suggest that the susceptibility of a passiveetal to corrosion–erosion degradation may be related to a com-
etition between the removal rate of the protective oxide film andhe repassivation rate of the bare metal exposed to an aggressivenvironment.
Besides the above-mentioned effects, the strengthening effectaused by nitrogen in solid solution, can help to improve theorrosion–erosion resistance in both stainless steels, due to theact that a harder surface offers a better mechanical support tohe passive layer making the removal of the passive layer moreifficult.
Finally, it is possible to observe that the shift of the passiveurrent density in the polarization curves of the austenitic steel toigher current densities, due to liquid impingement, is lower thanhe one generated by testing in corrosion–erosion conditions.
For both, nitrided and solution-annealed condition, thehifts were similar, from ca. 1.2 × 10−6 A/cm2, in static con-ition to 3 × 10−6 A/cm2, under liquid impingement and to× 10−4 A/cm2 under slurry impact condition. On the otherand, the shift of the corrosion current density in the polarizationurves of the martensitic steel was more even. Nitrided samplesnd quenched and tempered samples of martensitic steel shiftedrom ca. 7 × 10−7 A/cm2 in static condition to 9 × 10−5 A/cm2
nder liquid impingement condition and to 1.4 × 10−3 A/cm2
n the corrosion–erosion condition. This difference can be dueo a better corrosion resistance of the austenitic steel and to theigher mechanical properties of the martensitic steel.
. Conclusions
. Nitrogen addition had a clear effect on the corrosion–erosionsynergism of martensitic steel, reducing the synergism in20%. The effect of nitrogen was not so significant on the
corrosion–erosion synergism of austenitic steel. However,nitrogen addition enhanced the repassivation ability of thepassive layer of both steels and reduced the corrosion of lipsand marks left by impact of slurry particles.
3 ar 26
2
3
4
5
A
Nn
R
[
[
[
[
[
[
[Conference on High Nitrogen Steels HNS 88, The Institute of Metals,
54 D. Lopez et al. / We
. High temperature gas nitriding significantly increases the pit-ting potential of austenitic AISI 304 and martensitic AISI 410stainless steels in 3.5% NaCl.
. Liquid impingement of a jet with 8 m/s led to an increase inthe corrosion current density and a decrease in the pitting andcorrosion potentials for both steels.
. The synergism between erosion and corrosion (liquidimpingement + quartz particles) led to a greater increase inthe corrosion current density and to a decrease in the corro-sion potential. The pitting potential increases slightly whencompared to the liquid impingement condition due to theaction of the hard particles destroying pit edges.
. The mechanical effect on the austenitic stainless steel is moremarked than the corrosive one, whereas the chemical effectwas more important to the martensitic steel. (The action oferosion was predominant in the case of the austenitic steelwhile corrosion damage was predominant in the case of themartensitic steel.)
cknowledgment
The authors want to acknowledge CNPq—Conselhoacional de Desenvolvimento Cientıfico e Tecnologico. Projectos. 475956/2003-6 and 490316/2004-2.
eferences
[1] V.G. Gavriljuk, H. Berns, High Nitrogen Steels—Structure, Properties,Manufacture, Applications, Springer-Verlag, 1999.
[2] H. Hanninen, Applications and performance of high nitrogen steels, in:N. Akdut, B.C. de Comman, J. Foct (Eds.), Proceedings of HNS 2004,Belgium, 2004, pp. 371–380.
[
3 (2007) 347–354
[3] U. Kamachi, R. Baldev, High Nitrogen Steels, Narosa Ed., 2004,266 p.
[4] H. Berns, S. Siebert, ISIJ Int. 36 (1996) 927.[5] C.M. Garzon, A.P. Tschiptschin, New high temperature gas nitriding cycle
that enhances the wear resistance of duplex stainless steels, J. Mater. Sci.39 (2004) 7101–7105.
[6] R.F.A. Jargelius-Pettersson, Electrochemical investigation of the influenceof nitrogen alloying on pitting corrosion of austenitic stainless steels, Cor-ros. Sci. 30 (1999) 1639–1664.
[7] S. Azuma, H. Miyuki, T. Kudo, Effect of nitrogen on crevice corrosion ofaustenitic stainless steels, ISIJ Int. 36 (7) (1996) 793–798.
[8] H. Berns, A. Kuhl, Reduction in wear of sewage pump through solutionnitriding, Wear 256 (2004) 16–20.
[9] H. Berns, U. Eul, E. Heitz, R. Juse, Corrosion behaviour of solution nitridedstainless steels, Mater. Sci. Forum 318–320 (1999) 517–522.
10] A. Toro, A. Sinatora, D.K. Tanaka, A.P. Tschiptschin, Corrosion–erosionof nitrogen bearing martensitic stainless steels in seawater–quartz slurry,Wear 251 (2001) 1257.
11] D. Jones, Principles and Prevention of Corrosion, McMillan Ed., 1992, 572p.
12] B. Poulson, Advances in understanding hydrodynamic effects on corrosion,Corros. Sci. 35 (1–4) (1993) 655.
13] J. Weber, Flow induced corrosion: 25 years of industrial research, Br.Corros. J. 27 (1992) 193–199.
14] S.W. Watson, F.J. Friedersdorf, B.W. Madsen, S.D. Cramer, Methodsof measuring wear–corrosion synergism, Wear 181–183 (1985) 476–484.
15] S. Ningshen, U. Kamachi Mudali, V.K. Mittal, H.S. Khatak, Semiconduct-ing and passive film properties of nitrogen-containing type 316LN stainlesssteels, Corros. Sci. (2006).
16] M.O. Speidel, in: J. Foct, A. Hendry (Eds.), Proceedings of the International
London, UK, 1989, p. 251.17] C. Clayton, G. Halada, J. Kearns, Passvity of high nitrogen stainless alloys:
the role of metal oxyanions and salt films, Mater. Sci. Eng. A 198 (1995)135–144.