kaizen work study in a national food market
DESCRIPTION
Case study for kaizenTRANSCRIPT

Applying Gemba-Kaizen in amultinational food company:
a process innovation frameworkManuel F. Suarez-Barraza
EGADE Business School, Tecnologico de Monterrey, Monterrey, Mexico
Juan Ramis-PujolDepartment of Operations Management and Innovation,
ESADE – Ramon Llull University, Barcelona, Spain, and
Mariana Estrada-RoblesGraduate School of Administration, Tecnologico de Monterrey, Toluca, Mexico
Abstract
Purpose – The Gemba-Kaizen approach is a key business process strategy employed by companies(multinationals also) to enhance their manufacturing performance. However, whilst there is significantresearch information available on implementing management systems in a sequential manner, there islittle information available relating to the application of this approach to provide a single and highlyeffective methodology for process innovation in the context of the Gemba-Kaizen approach inmultinational companies. Therefore, the purpose of this paper is to develop and apply a processinnovation framework in terms of methodology for multinational companies. The research questionthat governs the study is: How is the Gemba-Kaizen approach applied in an organisational contextsuch as that of a multinational food company in Mexico?
Design/methodology/approach – An exploratory case study was conducted. One multinationalfood company (chocolate) which has been established in Mexico for at least 19 years was selected. Thepaper chronicles the design and application of a process innovation framework in the context of theGemba-Kaizen approach. In total, four methods were used to gather data: direct observation;participative observation; documentary analysis; and semi-structured interviews.
Findings – This paper proposes a process innovation framework using the Gemba-Kaizen approach.The development, refinement and implementation of a process innovation framework in the context ofthe Gemba-Kaizen approach has been achieved, working closely with a multinational food company.Consequently, as a result of the application, a conceptual framework was established, based onthe results of comparing theory and fieldwork: this provides a glimpse into the relationship of theGemba-Kaizen approach with other improvement methodologies, known as Process Redesign, in theorganisation analysed.
Practical implications – Derived to describe the case study on how to apply the Gemba-Kaizenapproach through process innovation methodology, the paper may prove to be of value to practitionersand managers involved in the field. Similarly, a section on managerial implications has also beenincluded.
Originality/value – The paper contributes to the limited existing literature on the Gemba-Kaizensystem and subsequently disseminates this information in order to provide impetus, guidance andsupport towards increasing the development of companies, in an attempt to move the Mexicomanufacturing (food) sector towards world-class manufacturing performance.
Keywords Mexico, Multinational companies, Food industry, Process management,Continuous improvement, Gemba-Kaizen, Framework
Paper type Research paper
The current issue and full text archive of this journal is available at
www.emeraldinsight.com/1756-669X.htm
Gemba-Kaizen ina multinational
company
27
International Journal of Quality andService Sciences
Vol. 4 No. 1, 2012pp. 27-50
q Emerald Group Publishing Limited1756-669X
DOI 10.1108/17566691211219715

1. IntroductionThe Japanese management philosophy known as Kaizen ( ) was introduced as anew, creative operating strategy to improve the competitiveness of twenty-first centurycompanies (Imai, 2006). When Masaaki Imai published his first book in 1986, The Key toJapan’s Competitive Success, the term Kaizen began to receive attention frommanagement experts and scholars around the world. A decade after publication of hisfirst book, Imai expanded the scope of Kaizen in another book in 1997 – a contributionwhich laid further stress on “The Japanese way” in Kaizen strategy and in particular theimportance of the workplace (where real action occurs) in continuous improvement.
Even “total quality management” and “lean thinking”, which has received focusedattention in the literature in recent years, was deeply rooted in the Japanesemanagement and thus viewed as an integral element in the Gemba-Kaizen approach(Klefsjo, 1997; Al Smadi, 2009).
Over the decade from 2000 to 2010, several authors focused on the importance ofinnovating through Gemba-Kaizen processes to reap substantial quantitative andqualitative benefits in terms of time and money, cutting stock costs and what theJapanese term muda (“waste”) (Ohno, 2007). Neese (2007) indicates that keepingup effort in Gemba-Kaizen may help in achieving significant improvements to workprocesses, including better supply chain flows. In Strategic Direction (2004), the mostimportant study of the decade was that by Brunet and New (2003), who concluded thatKaizen can be adapted to each company’s special circumstances and create a virtuouscircle in its processes and management. Lastly, Suarez-Barraza and Ramis-Pujol (2010)highlighted the importance of using Gemba-Kaizen for process innovation and forsaving time in the work processes found in public company services. Villarreal et al.(2011) made similar findings in connection with a Mexican multinational company.
The foregoing studies provide a sample of the literature that tries to explainGemba-Kaizen from the process innovation angle. Some of these studies, however,describe Gemba-Kaizen only from the standpoint of rapid shop floor activity similar to theKaizen Blitz[1] approach (Laraia et al., 1999). Accordingly, there is little empirical evidencefor understanding Gemba-Kaizen’s “philosophy” or core proposal when it comes tofostering implementation of process innovation methods. This also applies to short-termimprovements (Kaizen Blitz) and Kaizen as a new way of looking at the workplace.
More specifically, the main question we sought to answer in this study was:
RQ1. How was Gemba-Kaizen presented when it came to applying a processinnovation approach to a food multinational in Mexico?
We formulated two sub-questions in our enquiry:
RQ1.1. What differences are there between traditional and Gemba-Kaizen “officemanagement” when it comes to innovating processes?
RQ1.2. Is there any relationship between the effort put into implementingGemba-Kaizen and process innovation methods in a multinational foodcompany?
To answer the main research question and the two sub-questions, we first carried out aliterature review of the Gemba-Kaizen approach and related themes. In that review,we also looked at the application of the Gemba-Kaizen approach to a food multinationalin Mexico. The next step was to carry out an exploratory qualitative study based
IJQSS4,1
28

on a food multinational that had set up in Valle de Toluca, Mexico in 1998. The paper wasstructured as follows:
. An introduction.
. Literature review of the Gemba-Kaizen approach and process innovation.
. A description of the research methodology.
. The research results and the process innovation methodology employed in a foodmultinational, including qualitative empirical evidence.
. Conclusions, management implications and the benefits of applyingGemba-Kaizen.
2. Literature review2.1 Gemba-Kaizen definition and implicationsImai (1997) observes that “gemba” ( ) means “where things happen” and in a businesscontext might be translated as “the shop floor”[2]. In fact, Imai (1997) provides an examplein his book, indicating that the reporters covering the Kobe earthquake in 1995 did so fromthe “gemba”[3]. For Ohno (2007), “gemba” means the place where a company adds value.This is why Ohno (2007) translates “gemba” as “shop floor” or “workplace”, using theterm to embrace the shop floor at Toyota and also the staff who work there.
The shop floor is where the value-adding processes take place (Imai, 1997;Suarez-Barraza et al., 2009b). For Ohno (2007, p. 120) it is the only place where costs can becut, given work processes may involve non-value adding activities (Ohno, 1978; Imai,1986). That is why applying the Gemba approach (Ohno, 2007, p. 125) requires a basic ideaof the Japanese management system and the Kaizen or continuous improvement concept;because Kaizen activities are implemented through the identification and elimination ofwaste at every moment and for everyone in all workplace processes (Imai, 1986, 1997).Therefore, Imai (1997) considers that the application of Kaizen in the workplace can bestbe indicated using the term “Gemba-Kaizen”. In reviewing Imai’s book, some writers –such as Klefsjo (1997) – indicate that Gemba-Kaizen invites company managers to leavetheir offices and desks and work closer to the shop floor so that they can grasp what“coal-face” staff have to contend with, quality issues and/or waste in work processes. Thelessons learnt by managers can then be applied to improving and enhancing workprocesses cheaply and through the application of common sense.
Other authors use the term “Genchi-Genbutsu” which incorporates the “gembu” orworkplace element and adds the idea of “going to the workplace and understanding thesituation through direct observation” (Liker, 2004). Put simply, Gemba-Kaizen is basedon watching staff every moment of the day with a view to making improvements towork processes (Imai, 1997; Al Smadi, 2009; Suarez-Barraza et al., 2009a).
Lastly, other authors have related Gemba-Kaizen with the “Jishuken”process (Toyota’s plan improvement activity) (Imai, 1997; Hallum, 2007; Osono et al.,2008). In fact, Jishuken has two main purposes:
(1) to solve problems in the workplace that need management attention; and
(2) to correct, enrich and deepen understanding of Gemba-Kaizen by managementthrough first-hand, on-the-job application of the problem-solving principlesusing hands-on activity and coaching.
Gemba-Kaizen ina multinational
company
29

It differs from problem-solving activity conducted by production workers (“TeamMembers” in Toyota’s language) because Jishuken involves only management teams toidentify the problems and implement counter-measures (Marskberry et al., 2010).
2.2 Background to process innovation methodologiesInnovation is becoming a crucial issue for organizational learning in this new century(Dahlgaard-Park and Dahlgaard, 2010). Operational or process innovation is thestarting point for more complex efforts of innovation inside organizations (Harrington,1995). In this sense, process innovation appears in the literature in many varieties,schemes and modes concerning changes to company processes. Various authors havedescribed different approaches and perspectives, whose core idea might be simplystated as the systematic analysis of flows and processes with a view to improvingthem. Notwithstanding this variety, some authors have tried to group these approachesby their common features in order to facilitate independent analysis. These groupingshelp identify the techniques, methodologies and tools involved. They also allow one tomake comparisons of the application of each approach and the level of improvementsought. Each of these approaches can be identified and analysed as a function ofvarious factors and elements (Childe et al., 1994; MacDonald, 1995), such as:
. the degree of change or type of improvement;
. resources;
. the potential risk;
. the scope of improvement;
. the expectation of results and benefits; and
. time and cost requirements of making improvements.
Process innovation thus seeks improvement to or redesign of business processes with aview to boosting customer satisfaction and organisational efficiency and efficacy(Harrington, 1991). This is all carried out through review and continuous learning of thebest practices, which lead to radial redesign of a company’s obsolete and inefficientprocesses and thus to better performance (Harrington, 1995). Other contemporary authorssuch as Davenport and Short (1990, p. 24) defined it as: “the analysis and design ofworkflows and processes within and between organizations”. Years later, Davenport (1993,p. 14), re-christened his methodology “business process redesign”, defining it as: “the criticalanalysis and radical redesign of existing business processes to achieve breakthroughimprovements in performance measures”. In the literature, these authors are considered tobe the first to contribute theoretical concepts such as process innovation (Dumay, 1998, p. 4).Scholarly and practitioners’ literature on the subject reveals a wide range of innovationmethods and resources for companies (Tinnila, 1995). Table I provides a summary.
Nevertheless, such process innovation methodologies are hardly applied in LatinAmerican countries. In reviewing the literature on Latin America, only a handful ofreferences were found on the subject (Andreu et al., 1996; Araujo et al., 1998; Salgueiro,1999; Simon et al., 2004; Suarez-Barraza, 2010). The first was Salgueiro (1999) of theAsociacion Espanola de Normalizacion y Certificacion (AENC) (Spanish StandardsAuthority), which contains a methodology for documenting processes and creatingstandardised manuals on them. Much of the AENC’s work is based on that of Harrington(1991), who set out process mapping and documentation procedures. However, this
IJQSS4,1
30

Au
thor
sM
eth
odol
ogy
nam
eS
tep
s
Har
rin
gto
n(1
991,
1995
)B
usi
nes
sp
roce
ssim
pro
vem
ent
(BP
I)S
tag
e1.
Org
anis
ing
for
qualit
y.D
efin
ecr
itic
alp
roce
sses
,sel
ect
pro
cess
own
ers,
trai
nst
aff
and
esta
bli
shm
easu
res
Sta
ge
2.U
nder
stand
the
proc
ess.
Pro
du
cefl
owd
iag
ram
s,m
easu
rean
dan
aly
seef
fici
ency
and
cycl
eti
mes
Sta
ge
3.R
ati
onalis
epr
oces
ses.
Fin
dim
pro
vem
ents
and
dra
wu
pa
pla
nS
tag
e4.
Impl
emen
t,m
easu
reand
mon
itor
Sta
ge
5.C
onti
nuou
sIm
prov
emen
t.Im
ple
men
tB
PI
Lee
and
Ch
uah
(200
1)S
UP
ER
met
hod
olog
yfo
rB
PI
1.C
hoo
seth
ep
roce
ss2.
Un
der
stan
dth
ep
roce
ss3.
Mea
sure
the
pro
cess
4.E
xec
ute
the
pro
cess
5.A
sses
sim
pro
vem
ents
Gar
dn
er(2
001)
Con
tin
uou
sp
roce
ssim
pro
vem
ent
Sta
ge
1.G
ath
erd
ata
and
info
rmat
ion
onp
roce
ssp
erfo
rman
ceS
uar
ez-B
arra
zaet
al.
(200
9b)
Sta
ge
2.S
etp
roce
ssta
rget
Sta
ge
3.A
ssig
nre
spon
sib
ilit
yan
dal
ign
stra
teg
icob
ject
ives
Sta
ge
4.M
onit
orp
erfo
rman
cean
dm
anag
eth
eop
erat
ion
Dav
enp
ort
(199
3)B
usi
nes
sp
roce
ssin
nov
atio
n1.
Dev
elop
bu
sin
ess
vis
ion
2.Id
enti
fyth
efe
atu
res
ofk
eyp
roce
sses
3.U
nd
erst
and
and
mea
sure
the
per
form
ance
ofex
isti
ng
pro
cess
es4.
Dis
cov
ersu
cces
sfa
ctor
san
dim
ple
men
tati
onb
arri
ers
Dav
enp
ort
and
Sh
ort
(199
0)B
usi
nes
sp
roce
ssre
des
ign
1.D
evel
opth
eb
usi
nes
sv
isio
nan
dp
roce
ssob
ject
ives
Sh
ort
and
Ven
kat
ram
an(1
992)
2.Id
enti
fyth
ep
roce
sses
tob
ere
des
ign
ed3.
Un
der
stan
dan
dm
easu
reth
ep
erfo
rman
ceof
exis
tin
gp
roce
sses
4.D
esig
nan
db
uil
da
pro
cess
pro
toty
pe
and
imp
lem
ent
imp
rov
emen
ts
(con
tinued
)
Table I.Process innovation
methodologies found inthe literature
Gemba-Kaizen ina multinational
company
31

Au
thor
sM
eth
odol
ogy
nam
eS
tep
s
Elz
ing
aet
al.
(199
5)B
usi
nes
sp
roce
ssm
anag
emen
t1.
Pre
par
atio
n.
Defi
ne
key
imp
lem
enta
tion
fact
ors
Zai
ri(1
997)
2.S
elec
tth
ep
roce
ss3.
Des
crib
ean
dd
ocu
men
tth
ep
roce
ss4.
Pro
cess
qu
anti
fica
tion
5.S
elec
tion
ofim
pro
vem
ent
opp
ortu
nit
ies
6.Im
pro
vem
ent
imp
lem
enta
tion
Gu
ha
etal.
(199
7)A
lan
ge
and
Ste
iber
(200
9)B
usi
nes
sp
roce
ssch
ang
eP
has
e1.
Ch
ang
ing
the
env
iron
men
t.F
ind
the
rela
tion
ship
bet
wee
nst
rate
gic
init
iati
ves
,le
arn
ing
abil
ity
,in
form
atio
nte
chn
olog
yan
dor
gan
izat
ion
alcu
ltu
reP
has
e2.
Man
agem
ent
ofP
CB
s.M
anag
ing
pro
cess
esan
dm
anag
ing
chan
ge
Ph
ase
3.Im
pac
tof
PC
Bs
inor
gan
izat
ion
alp
erfo
rman
ce.
Imp
rov
ep
roce
sses
,q
ual
ity
ofli
fefo
rem
plo
yee
san
dcu
stom
ersa
tisf
acti
on
Source:
Des
ign
by
the
auth
ors
Table I.
IJQSS4,1
32

approach bears little on innovation and process redesign. These authors indicate that theapplication of process innovation yields in less radical changes than that posited by theorthodox process re-engineering model (Hammer and Champy, 1993) given that it allowsincremental innovation and process redesign to co-exist.
On the same lines, Suarez-Barraza (2010) provides a practical, global vision ofprocess innovation. Following Deming’s (1986) premise, the author notes that whatcannot be measured cannot be improved. One of the findings in his work on LatinAmerica is that it is vital “to understand processes before measuring them and, laterinnovating them”, employing direct observation in the workplace to these ends. Hedefines his methodology in the following terms: “A Gemba-Kaizen methodology which:continually seeks to discover, redesign, innovate and improve processes in a holistic,integrated fashion; boosts process performance; adds value; gives staff pride in theirachievements” (Suarez-Barraza, 2010, p. 54). Table II summarises his methodology.
2.3 Gemba-Kaizen applied in multinational companiesRecently, Aoki (2008) studied certain multinationals and how they had successfullytransferred the parent company’s Kaizen techniques in the workplace to theirsubsidiaries abroad. The authors studied China and noted how Kaizen applicationrequired: the elimination of waste; operational discipline; standardisation of processes;formal and informal communication channels. Basu and Miroshnik (1999) studied thehuman resources strategy in multinationals such as Nissan and Toyota in their UKoperations and concluded that although they did not achieve implementation of all thebasic elements of Japanese management systems (Kaizen and Lean Manufacturing) inBritain, they successfully internally implemented many Kaizen elements in theirrespective car plants there. Finally, Elsey and Fujiwara (2000) confirmed thatsuccessful Kaizen transfer depended largely on exchanging instructors on the subjectand focusing on workplace learning.
Literature on the subject is sparse in Latin America. In this respect, Forrester et al.(2010) concluded in their quantitative study that Lean-Kaizen techniques were becomingwidely adopted in Brazil’s farm machinery industry and that early-adopters hadimproved their performance and competitiveness. Ablanedo-Rosas et al. (2010)quantitatively studied 20 companies in an industrial cluster in Estado de Hidalgo(Hidalgo State) and the implementation of 5S as an element of Gemba-Kaizen but did notspecify how many of the firms were multinationals. Lastly, Landa-Aceves (2009) studiedthe implementation of Kaizen Blitz in “free-port” companies along Mexico’s border withthe USA but also failed to note how many of the five plants studied were multinationals.Although the literature is silent on the number of multinationals in the two studies onGemba-Kaizen application in Mexico, one can identify some elements that either foster orhinder successful implementation of this Japanese management philosophy.
Two studies by Suarez-Barraza and Ramis-Pujol (2010) focused on the applicationof Gemba-Kaizen to Mexican multinational firms (one public, the rest privately-owned).The first, by Suarez-Barraza and Ramis-Pujol (2010), explained the importance ofapplying a Gemba-Kaizen process innovation approach to a service provided by apublic company and demonstrated shorter, better-performing processes. The second,by Villarreal et al. (2011), was a case study of a British multinational textile companywith a factory in Cadereita, Mexico. It showed how the application of Gemba-Kaizenand process innovation improved plant performance, raised quality by 66.28 per cent,and cut raw material use from 3,000 WIP to 480.
Gemba-Kaizen ina multinational
company
33

No.
Sta
ge
Ste
ps
Ori
enta
tion
Too
ls
1U
nd
erst
and
ing
1.S
yst
emat
ical
lysc
hem
atis
ea
com
pan
y’s
wor
kto
un
der
stan
dp
roce
sses
and
thei
rin
terr
elat
ion
ship
sS
yst
emic
org
anis
atio
n(s
yste
mth
inki
ng)
Sy
stem
sd
iag
ram
2.D
eter
min
eth
eb
est
lev
elof
anal
ysi
sfo
rat
tain
ing
the
opti
mu
mle
vel
ofp
roce
ssin
nov
atio
n(m
acro
-or
mic
ro-p
roce
sses
)2
Sel
ecti
on1.
Det
erm
ine
the
clie
nt’
sn
eed
san
dk
eyre
qu
irem
ents
for
pro
cess
sele
ctio
nP
roce
ssan
dcl
ien
tP
roce
ssse
lect
ion
tab
le2.
Sel
ect
and
dec
ide
the
pri
orit
yp
roce
ssfo
rin
nov
atio
nin
the
lig
ht
ofth
ech
osen
var
iab
les
3D
ocu
men
tati
on/
map
pin
g1.
Doc
um
ent
the
exis
tin
gp
roce
ssP
roce
ssB
lock
dia
gra
mfl
owd
iag
ram
wit
hp
arti
cip
ants
2.Id
enti
fyth
ep
roce
ssfl
ows,
its
lim
its,
init
ial
ind
icat
ors
ofac
tiv
itie
sth
atd
on
otad
dv
alu
e,an
din
tern
alcl
ien
t-su
pp
lier
rela
tion
s4
Mea
sure
men
t1.
Gat
her
and
mea
sure
proc
ess
innov
ati
onin
dic
ato
rs(n
um
ber
ofac
tiv
itie
s,ti
me
cycl
e,op
erat
ion
alef
fici
ency
)fo
rth
ing
sas
they
stan
dP
roce
ssan
dm
ain
ten
ance
Tab
leof
ind
icat
ors
2.E
stab
lish
proc
ess
perf
orm
ance
indic
ato
rsand
mea
sure
thes
eaft
erre
des
ign
3.E
stab
lish
mea
sure
men
tin
dic
ator
sb
ased
oncl
ien
tre
qu
irem
ents
(clie
nt
sati
sfact
ion
indic
ato
rs)
5A
nal
ysi
s1.
Iden
tify
and
pri
orit
ise
opp
ortu
nit
ies
for
mea
suri
ng
was
tefu
lel
emen
tsin
the
pro
cess
Pro
cess
and
mai
nte
nan
ceA
nal
ysi
sof
acti
vit
ies
that
do
not
add
val
ue
6In
nov
atio
n/
red
esig
n1.
Dra
wu
pan
dim
ple
men
tan
inn
ovat
ion
pla
nD
aily
imp
rov
emen
tIn
nov
atio
np
lan
2.R
edes
ign
the
pro
cess
,st
ream
lin
ing
itas
far
asp
ossi
ble
7E
val
uat
ion
and
stan
dar
dis
atio
n1.
Ev
alu
ate
the
resu
lts
ofin
nov
atio
ns
and
thei
rim
pac
ton
pro
cess
per
form
ance
,as
cert
ain
ing
atw
hat
red
esig
nst
age
aw
ell-
defi
ned
pro
cess
isat
Dai
lyim
pro
vem
ent
Ev
alu
atio
nsh
eet
ofa
wel
l-d
efin
edp
roce
ssO
per
atin
gst
and
ard
s2.
Sta
nd
ard
ise
crit
ical
pro
cess
acti
vit
ies
3.D
isse
min
ate
the
less
ons
lear
nt
and
the
new
stan
dar
ds
Source:
Su
arez
-Bar
raza
(201
0)
Table II.Summary ofSuarez-Barraza’s processinnovation methodology(2010)
IJQSS4,1
34

Although studies are beginning to emerge in the literature on the application ofGemba-Kaizen in multinationals in Mexico and Latin America, there is a dearth ofempirical literature on the subject. Much of the scholarly literature centres on researchstudies in Japan, China and the USA (Basu and Miroshnik, 1999; Brunet and New, 2003;Aoki, 2008). There is also a great deal of academic and practitioner literature onsuccessful cases of Gemba-Kaizen application (chiefly as a technique) – mainly in theUSA and focusing on Kaizen or Kaizen Blitz events (Laraia et al., 1999). Gemba-Kaizenhas thus been little-studied from the academic angle and there is still a great deal tounderstand in the highly specific context of multinational companies operating inMexico and the rest of Latin America.
3. MethodologyBearing the foregoing comments and this paper’s explanatory nature in mind, there isa clear need to:
. delve into Gemba-Kaizen drivers; and
. establish the relationship between the approach and the context ofa multinational company.
Accordingly, the case study methodology was adopted (Eisenhardt, 1989; Yin, 1994).This approach is particularly useful when the research needs to answer “how” and“why” questions (Yin, 1994). The methodology is also considered suitable for researchon operational management (Voss et al., 2002).
In this study, given the nature of the methodology and the research questions posed,the case of a multinational food firm was chosen. The firm had been operating in theindustrial cluster of Toluca, Mexico for 19 years and it was selected following thetheoretical sample criteria (Ritchie and Lewis, 2003). The case chosen thus had greatscope for contributing to theoretical understanding and development. Pettigrew (1997)notes that the importance of this kind of sample selection lies not in the number of casesbut in an in-depth study in each case (Pettigrew, 1997, p. 342). Accordingly, such a caseshould lead one to create robust theories given that the emerging propositions are linkedto a wide range of the empirical evidence gathered (Eisenhardt and Graebner, 2007).
To ensure data consistency, three data-gathering methods were used:
(1) direct observation;
(2) document analysis; and
(3) semi-structured interviews (Yin, 1994).
For the direct observation, at least five visits were made to each company chosen. The aimwas observe workplaces where the Gemba-Kaizen approach was being or had been applied.During this stage, snapshots were taken to record Gemba-Kaizen events before and after.This is of great importance in providing study evidence and drawing up the report. Duringthese visits, documentation was gathered on the application of the Gemba-Kaizen processinnovation methodology for subsequent analysis. This documentation included; trainingmanuals; web sites; formats; registry sheets; systems diagrams; flow charts; added valuetables. Lastly, an interview protocol and a database on the case study were drawn up tomake the study more reliable (Pettigrew, 1997). The main contact was the productionmanager, he focused on a process to which the innovation methodology was applied. The
Gemba-Kaizen ina multinational
company
35

plant manager and six production line workers directly involved in the process innovationwere interviewed separately. A total of eight interviews were held in August and December2010. These interviews strictly followed the research protocol but some flexibility wasadopted regarding certain responses that bore particularly on the subject. Each interviewwas transcribed within 48 h of being held and was exhaustive in terms of clarity and datasaturation. Everything that arose during the analysis was clarified with the contact personthrough mail and by telephone. Our data analysis sought to both ensure the validity of theconstruct through the use of multiple sources of evidence and carefully-planneddata-gathering. We also sought to increase the external validity of the research by makingmultiple comparisons with other case studies (Yin, 1994).
4. Introduction to the multinational food companyThis food and nutrition company is a world-renowned multinational and is present in sixcontinents. It has over 8,500 products, which are made in 480 factories sited in 70 countries.The company has over 253,000 workers worldwide. In Mexico, the company has13 factories in eight states, employing 5,600 staff and providing some 8,500 indirect jobs.
Given the company’s wide range of diverse products and to focus sales strategy inconsonance with specific market needs, the firm is split into strategic business units(SBUs), namely: lactic products; coffees; water; chocolates; sweets; frozen products; icecream; nutrition; cereals; culinary products; pet snacks. This study focused on thechocolates and sweets SBU. The factory for this SBU is sited in Toluca, some 40 min bycar from Mexico City. It began operations in 1992 with some 11 stock-keeping units(SKUs) and in 1995 expanded operations with the purchase of a competitor factory, whichthen had three plants. Production of the acquired firm’s chocolates began then, makingthe multinational parent company into one of the leading firms in the chocolate market. In1998, the original competitor factory’s plants stopped operating and manufacture of allthe products was transferred to the Toluca factory. The multinational’s chocolates andsweets division is currently one of the three leaders in its market, together with Hershey’sand Mars. It sells around 75 SKUs, some made in Mexico and others imported. It alsomakes some 20 SKUs for export to the USA and Central America.
Some years ago, the multinational went through a rough patch given that its operationsmanagement was top-heavy and complex. Its bureaucratic nature made decision-makingslow, which pushed up its costs and hurt its market share. That is why the multinationaldecided to certify its factory processes to the ISO 9000 norm. In theory, this meantintroducing a quality management system defining all manufacturing processes,including those at the Toluca plant. However, despite the effort put into improving workprocesses, the adoption of the ISO norm looked good on “paper” (documental issue) butmeant nothing on the ground. A small coterie of specialists had documented the plant’sprocesses from their desktops, far-removed from the realities of the workplace (the gemba).This proved a fatal flaw when it came to understanding processes because the flowdiagrams reflected a departmental bias. The plant manager commented:
When the ISO norm came in, we believed our operating efficiency would improve.Nevertheless, I think our strategy and approach failed. We underestimated the work involvedand thought it would be “a piece of cake”. What we forgot is that the action is on the shopfloor where people work. I believe that is why we failed (E-003-N-2010).
Given these problems, the company decided to change tack, investing in special trainingin the principles of Gemba-Kaizen. Once the training programme had ended, the engineer
IJQSS4,1
36
supervisor of SBU set up a Kaizen improvement team with a group of production lineworkers. The production line manufactured chocolate and covered 45 SKUs. The Kaizenimprovement team comprised the line supervisor and eight multi-tasking workers. Theybegan innovating chocolate manufacture using the Suarez-Barraza (2010) methodology,which is based on workplace realities. The following section discusses the application ofthe methodology to the process in question.
5. Applying Gemba-Kaizen in a multinational food companyAs noted in the literature section, the Suarez-Barraza (2010) methodology comprises sevensteps whose purpose is to thoroughly innovate and/or redesign a given process adoptingan approach that is wholly workplace-oriented. The following section shows how the foodmultinational in general and the chocolate production line applied the methodology.
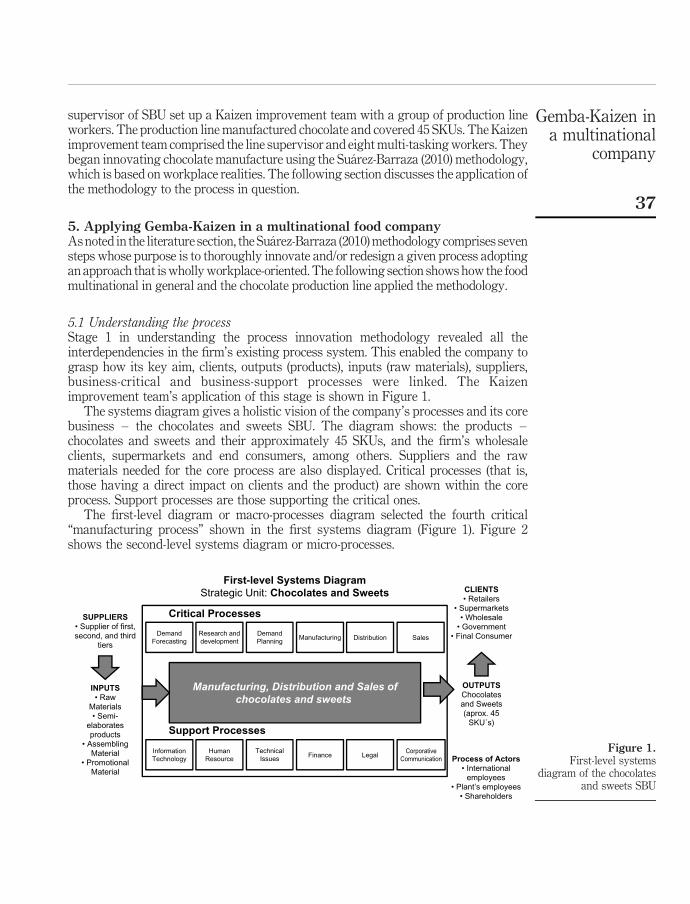
5.1 Understanding the processStage 1 in understanding the process innovation methodology revealed all theinterdependencies in the firm’s existing process system. This enabled the company tograsp how its key aim, clients, outputs (products), inputs (raw materials), suppliers,business-critical and business-support processes were linked. The Kaizenimprovement team’s application of this stage is shown in Figure 1.
The systems diagram gives a holistic vision of the company’s processes and its corebusiness – the chocolates and sweets SBU. The diagram shows: the products –chocolates and sweets and their approximately 45 SKUs, and the firm’s wholesaleclients, supermarkets and end consumers, among others. Suppliers and the rawmaterials needed for the core process are also displayed. Critical processes (that is,those having a direct impact on clients and the product) are shown within the coreprocess. Support processes are those supporting the critical ones.
The first-level diagram or macro-processes diagram selected the fourth critical“manufacturing process” shown in the first systems diagram (Figure 1). Figure 2shows the second-level systems diagram or micro-processes.
Figure 1.First-level systems
diagram of the chocolatesand sweets SBU
First-level Systems DiagramStrategic Unit: Chocolates and Sweets
Critical Processes
DemandForecasting
Research anddevelopment
DemandPlanning
Manufacturing Distribution Sales
Manufacturing, Distribution and Sales ofchocolates and sweets
Support Processes
InformationTechnology
HumanResource
TechnicalIssues Finance Legal
CorporativeCommunication
INPUTS• Raw
Materials• Semi-
elaboratesproducts
• AssemblingMaterial
• PromotionalMaterial
SUPPLIERS• Supplier of first,second, and third
tiers
OUTPUTSChocolatesand Sweets(aprox. 45
SKU´s)
CLIENTS• Retailers
• Supermarkets• Wholesale
• Government• Final Consumer
Process of Actors• International
employees• Plant’s employees
• Shareholders
Gemba-Kaizen ina multinational
company
37

5.2 Process selectionUsing the Kaizen team’s second-level systems diagram of the aforesaid firm, weidentified likely processes for innovation in: the manufacture of chocolates and sweets;the supply process, given its complexity; opportunities that line workers had observedin the workplace. The selection criteria proposed by Harrington (1991) were adopted inidentifying the process for improvement by the Kaizen team. These criteria were:
. susceptibility to change;
. process performance;
. company impact; and
. client impact.
Once the Kaizen improvement team had analysed these four criteria, it drew up aselection matrix with a scale of one to ten, with “0” indicating no application of a givencriterion and “10” full application of the criterion. Each of the candidate processes forredesign was rated accordingly. Table III shows the results.
The process selected – the chocolate manufacturing process – was the one thatscored highest.
Figure 2.Second-level diagramof the chocolates andsweets SBU
Second-level Systems diagram
Critical Processes
ManufacturingPlanning Procurement
Manufacturingof Chocolates
Manufacturingof Sweets
Manufacturing
Support Processes
IndustrialSecurity
HumanResource
QualityAssurance Engineering
AdministrativeProcess
IndustrialEngineering
INPUTS• Raw
Materials• Semi-
elaboratesproducts
• AssemblingMaterial
SUPPLIERS• AdquistionDepartment
• ForescatingDemand• ExternalSuppliers
OUTPUTSChocolatesand Sweets(aprox. 45
SKU´s)
INTERNALCLIENT
Distribution
Selection criteriaSupplyprocess
Chocolatemanufacture process
Sweetsmanufacture
process
Client dissatisfaction with process result 8 7 9Control over process operation 9 9 9Willingness to change 7 10 6Support for a possible improvement project 4 8 5Benefits obtained from the improvement 9 10 10Likelihood of success 6 8 7Relevance for company and staff 5 9 7Consideration of clients’ demands and needs 4 7 7Total 52 68 60
Table III.Selection matrix –candidate processesfor redesign
IJQSS4,1
38

5.3 Mapping the processOnce the Kaizen improvement team had selected the process, it then went on to“document it (Step 3) and draw up a process map.” The reason for applying Step 3 layin the need to understand the detailed operations in the workplace. The two criteriathat the Kaizen improvement team bore in mind during this step were:
(1) Documentation of the present situation. It is important to document the situationas it really is and not as an ideal. For this purpose, the Kaizen improvementteam must go to the workplace to document the process through directobservation. The aim here is to quickly and accurately visualise all wasteemerging from the process flow.
(2) Identify the process flow, “its limits”, “activities that do not add value”(indications of waste are graphically shown using the cloud symbol) and“internal client-supplier relations”.
In this respect, the block diagram is the first step in applying a diagram descriptiontool. Its purpose is to make a general description of the sequence of a givenprocess. The block diagram drawn up by the Kaizen improvement team is shownin Figure 3.
Once the Kaizen improvement team had drawn up the block diagram, it used thetool to map the process in detail through flow diagrams. The symbols used todocument processes follow American National Standard Institute (ANSI), which isunique to process innovation and redesign. The standard’s purpose is not to produce aprocess manual. Accordingly, the ANSI symbols serve to “flag” potentially wastefulactivities. An example is given below (first page of the diagram), mapping the existingchocolates manufacturing process (Figure 4).
5.4 Process measurementProcess measurement is the next step in the methodology. In fact, measuring theexisting process gave the Kaizen improvement team a benchmark when implementinginnovation and redesign actions. The indicators to be borne in mind in attempting tograsp how the process worked before innovating and redesigning it are:
(1) The number of activities making up the process. Each of the process activitiesmapped are numbered to find their total number:
No: of activities ¼ 142
(2) Number of process participants (people or areas). If one follows the flow diagramand participants to map the process, one can establish how many actors thereare in the process. The total number of participants was seven people, splitbetween three areas:
. Programming area:
– Programming.. Manufacturing area:
– Manufacturing co-ordinator.
– Line technicians.
Gemba-Kaizen ina multinational
company
39

– Moulding operator.
– Materials control operator.
– Packaging operator.. Storage area:
– Goods lift operator.
(3) Process cycle times. The process cycle time spans from process commencementto completion. The Kaizen improvement team measured it, following all theflows in three samples:
Figure 3.Block diagram showingthe manufacturing process
START
Establish production program
Work groups sand shift planning
Make a plan of working processstocks and boot scripts
Request of order of production
Request inputs of warehouse
Produce semi-elaborate products
Manufacturing final products
Distributionts steps
END
IJQSS4,1
40

Average process cycle time ¼ 12 days
5.5 Process analysisThe next step was to sift through the information to identify parts of the process thatposed problems or revealed waste. Table IV shows the analysis of each existingactivity revealed by the process map.
As Table IV shows, 50 per cent of the activities in the chocolates manufacturingprocess do not add value (i.e. 71 out of 142) and thus represent waste.Accordingly, the process was full of activities which were unreliably repeated jobsthat merely hindered process flow. Table V summarises the chocolates manufacturingprocess.
Figure 4.Flow diagrams showing
the existing chocolatesmanufacturing process
Programapproval byProductionCoordinator
START
Meeting to reviewproduction program
Demand planner
Reviewproductionprogram
Meeting with HumanResources to evaluate staff
capacity
Production coordinator
Is there enoughpersonnel?
Elaboration ofSchedule document
Production coordinator
Printdocument
Hand in toHR (support
process)
1
Data capture inpayroll
Shiftsupervisor
Attention toproduction
line activities
Review semi-elaborated
stock
Calculation of stockscope
Shift Supervisor
Is there enoughstock?
Go to DemandPlanner
Meeting to requestprocess orders
Demand Planner andShift Supervisor
Creation process orders
Demand Planner
Request ofstock
Shift Supervisorback to office
View process orders inIT system
Shift supervisor
Checkprocessorders
Are the processorders correct?
YES
YES
YES
NO
NO
NO
NO
YES
Transfer toproduction linewith operator
Notify the mouldingoperator and control
material operator thatthe orders are ready
Shift Supervisor
Is there enoughstock in tank?
Machine procedures on
Moulding Operator
Transfer mass fromtank to tempering
machine
Heat the mass
Moulding Operator
Mass heating
2
3
Chocolate massin ideal state for
process?
NO
NO
YES
YES
Inspectionof mouldingoperatingconditions
Quality control document
Moulding operator
Correctmouldingoperating
conditions?
Fix operatingconditions
Mouldingoperator
Quality controldocument
Mouldingoperator
Transfer mass fromtempering machine to
moulding depositor
NO
YES
Vent moulding line
Moulding Operator
Tank filling
Inject chocolate in moulds
Moulding Operator
Inspection ofinjectionoperatingconditions
Continues to activity 142
HumanResources
Supportprocess
STARTSWorking process
of chocolateproducts
Subprocess
ENDSWorking process
of chocolateproducts
Subprocess
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
MUDA 1
MUDA 2
MUDA 3
MUDA 4
MUDA 5
MUDA 8
MUDA 9
MUDA 10
MUDA 11
MUDA 13
MUDA 12
MUDA 6
MUDA 7
MUDA 18
MUDA 17
MUDA 20
MUDA 16
MUDA 15
MUDA 19
MUDA 18
MUDA 14
MUDA 21
MUDA 22
MUDA 23
Limits (starting orending activities) Inspection Delay
Process-activityElectronictransport
Notation
Flow linesTransport-movement
Connector
Decision Document Storage
Gemba-Kaizen ina multinational
company
41

5.6 Process redesignOnce the Kaizen team had finished its analysis, it proposed a set of improvementsin redesigning the process. The improvement measures included: the creation of operatingstandards; the scrapping of bureaucratic activities (unnecessary meetings, staff movements,superfluous quality control); training staff in new operations standards; identifying waste inthe process; balancing work loads based on a new task time. The measures taken are givenin the Kaizen report below, which sets out the redesign actions taken.
Kaizen report:
(1) Chocolates manufacturing process:. Ensure that information systems, mainly SAP/R3, are more reliable and
automated throughout the process.. Improve inter-stage communication in the information systems to ensure
that the information gathered is available to everyone involved in theprocess, allowing them to consult such information without having to movefrom one area to another.
. Train staff in the handling and effective use of all information systemapplications so that they can work at full capacity.
. Draw up process standards to make activities clearer, more robust andstable whilst ensuring full visibility of the process.
. Train staff in using and monitoring standards to avoid errors and wastefuluse of resources.
Chocolate manufacture processActivity type Flowchart symbol Count
Transport 8
Decisions 13
Inspection 13
Internal documents 9
Delay –
Activities that do not add value 25
Electronic transport 3
Total 71
Table IV.Analysis of thechocolates manufacturingprocess
IJQSS4,1
42

. Implement the 5S programme to order work.
. Standardise task times for activities and processes.
. Train co-ordinators in the measurement of task times, work loads and the
identification of waste in the process.
. Foster the use of e-mails and other electronic means to keep staff informed
and to avoid unnecessary meetings.
(2) Tangible impacts after the improvements:
. After the improvement measures, process activities were slashed from 142 to
71 (50 per cent of activities represented waste). The cycle time was cut from
Number Activity Classification MUDA type
1 Meeting to review production program Activity Activity that does not addvalue
2 Review production program Inspection Unnecesary inspection4 Program approval by production coordinator Decision Unnecesary decision5 Meeting with human resources to evaluate
staff capacityActivity Activity that does not add
value6 Is there enough personnel? Decision Unnecesary decision7 Elaboration of schedule document Document Unnecesary document8 Print document Activity Unnecesary copy9 Hand into HR (support process) Transport Unnecesary worker
movement13 Calculation of stock scope Activity Activity that does not add
value15 Is there enough stock? Decision Unnecesary decision16 Send e-mail stock request Electronic
transferUnnecesary transfer
17 Go to demand planner Transport Activity that does not addvalue
18 Meeting to request process orders Activity Activity that does not addvalue
19 Creation process orders Activity Activity that does not addvalue
20 Shift supervisor back to office Transport Unnecesary workermovement
23 Are the process orders correct? Decision Unnecesary decision24 Transfer to production line with operator Transport Unnecesary worker
movement25 Notify the moulding operator and control
material operator that the orders are readyActivity Activity that does not add
value27 Is there enough stock in tank? Decision Unnecesary decision31 Chocolate mass in ideal state for process? Decision Unnecesary decision34 Correct moulding operating conditions? Decision Unnecesary decision35 Fix operating conditions Activity Activity that does not add
value36 Quality control document Document Unnecesary document
Table V.Summary of waste
in the chocolatesmanufacturing process
Gemba-Kaizen ina multinational
company
43

an average of 12 days before the improvements to 7.07 days – 41 per centfaster.
Once the Kaizen improvement team’s actions had all been successfully concluded, theprocess was redesigned using a block diagram, indicating: the participant who wouldcarry out the activity, the time for each activity in the process; the sequence of theredesigned process. The block diagram is shown in Figure 5.
6. Conclusions and managerial aspects of using a Gemba-Kaizen processinnovation frameworkThere are various benefits in using methodological approaches such as Gemba-Kaizenfor process innovation, as is shown by the experience of the multinational foodcompany in this case. Let us consider the question: what differences are there betweentraditional office management and management based on Gemba-Kaizen when itcomes to process innovation? The answer is that the Kaizen improvement team yieldedgreater benefits because it was based in the workplace and could directly observe allthe activities representing waste in the manufacturing of chocolates. The spotlight was
Figure 5.Block diagram of theredesigned process for themanufacture of chocolates
START
Electronic delivery of the production program in SAPSystem. Accompanied by an automatic launch of orders
to process according to the capacity and task timestandardized line.
PLANNING OFFICER15 min
2 STEPS
Set up templates of production according to anelectronic interface that allows you to see the
availability of staff.Automatic capture of labour at thetime that the Coordinator of manufacture will end fill
their production staff
COORDINADTOR OF MANUFACTURE60 min
2 STEPS
Inspect the stock of semi-manufactured, consultationprocess orders in the system that were automatically
released and releases the order process
SUPPORT PRODUCTION LINE TECHNICIAN30 min
3 STEPS
Boot sequence begins and temperateaccording to production programme andto the standard line. Performs throughout
the process of transformation ofchocolate until it is delivered in packaging
machine.
MODEL OPERATOR7 days
28 STEPS.
Check the order of process, verifies andreceives packaging material and delivers it
in packaging machines.
RAW MATERIAL OPERATOR3hrs
6STEP.
Receives material need, located in thecellar and pay according to the task time
line.
TRANSPORT OPERATOR1 hour
8 STEPS
Receive material on your machine, installs it and adjust theparameters of the machine to deliver the product involved
and stocked distribution.
PACKAGING OPERATOR6.5days
33 STEPS.
END
IJQSS4,1
44

put on waste that had hitherto lain hidden, confirming Imai (1997) and Ohno’s (2007)findings. When the company’s plant manager asked why the production processaveraged 12 days before the chocolates were ready for delivery, the answer was alwaysan endless stream of complaints and mutual recriminations by the sections involved. Inother words, it was impossible to visualise the process from the boardroom andidentify the host of activities (50 per cent of the total) that added no value whatsoever.In fact, the Kaizen improvement team showed the rest of the plant, including itsmanager, the importance of Gemba-Kaizen through detailed process mapping andanalysis of the waste found.
From this point on, specific improvement objectives could be set usingthis combination of methodologies to create a virtuous circle of ongoingimprovements in plant operation. Managers in other areas of the company alsolearnt a great deal from the experience and are now focusing on process innovationusing Gemba-Kaizen for this purpose. Five management implications emerge from thiscase:
(1) The introduction of a management approach based on Gemba-Kaizen allowsidentification of what “really” adds value for the company and end clients.
(2) The application of a structured, proven innovation methodology led to rapid,major changes in the firm’s operating processes.
(3) Using staff who work in the gemba (workplace) and know its daily processesand activities like nobody else is vital to achieving active employeeparticipation, continuous improvement and process redesign. This ensuresthat staff take a more pro-active vision of problem-solving and identify allactivities that do not add value.
(4) The process-based focus enabled the multinational food company in question toadopt horizontal management centred on the workplace, where the beginningand end of the process were visualised and the needs of both internal andexternal clients could be established. Process innovation helped the companypropose improvements to the way things were done, eliminate wasteand understand the sequence of critical plant processes. Based on theevidence found in this and other cases, bureaucracy builds up in companies,strangling processes with red tape.
(5) Full support for the improvement effort by top managers of the plant,this finding confirms other studies in the literature (Swartling and Olausson,2011).
It only remains for our second sub-question to be answered, namely: is there anyrelationship between the effort put into implementing Gemba-Kaizen and processinnovation methods in a multinational food company? Answering according to theevidence it is that the application of a Gemba-Kaizen-based innovation methodologyallowed the multinational company to develop a single, integrated methodology forinnovate their processes. Accordingly, one can conclude that there is a link betweenboth methodological approaches in this particular case study. Nevertheless, this findingconfirms what is stated in the literature of the original authors and in recent studies(Imai, 1997; Ohno, 2007; Marskberry et al., 2010). As a result of the field work, we putforward a theoretical framework (Figure 6) that captures the nature of this link.
Gemba-Kaizen ina multinational
company
45

It is important to note that the data obtained from this case providesa snapshot of the phenomena studied but cannot be used to establish causalrelationships.
As in all research based on a case study, this paper has its limitations. The mostobvious one is that all the findings are based on a case study. Another difficulty is toobjectively handle the vast quantity of data produced by the fieldwork, making it hardto evaluate the relationships that may exist within the studied phenomenon(Eisenhardt, 1989). Last but not least, there was no direct evaluation of the impactthe application of the Gemba-Kaizen approach on the company’s performance. Theselimitations notwithstanding, our research contributes to the existing literature throughan empirical study that reveals methodological relationships and their specificapplication. Clearly, the study may be extended to other industrial sectors or servicesto corroborate the framework identified.
Notes
1. “Blitz” being German for “lightning”.
2. “Workplace” has been substituted for “gemba” throughout save in the purely linguisticdiscussion of the Japanese word and in the term “Gemba-Kaizen”.
Figure 6.Process innovationframework within theGemba-Kaizen approach
Understanding
Selection
Mapping
Measure
Analysis
RedesingInnovation
Evaluate/Standardize
ProcessInnovation
Gemba-KaizenApproach
Participation(Gemba-Kaizen
Teams)
Leader(Improvement
Agent)
Support withClear action of
TopManagers
GembaManagementInformation
Management
Source: Design own
IJQSS4,1
46

3. For English-speaking readers, this is clearly quite a different context, which one mightrender as “ground zero” or “the scene of destruction”.
References
Ablanedo-Rosas, H., Alidaee, B., Moreno, J.C. and Urbina, J. (2010), “Quality improvementsupported by the 5S, an empirical case study of Mexican organisations”, InternationalJournal of Production Research, Vol. 48 Nos 23/24, pp. 7063-87.
Alange, S. and Steiber, A. (2009), “The board’s role in sustaining major organizational change:an empirical analysis of three change programs”, International Journal of Quality andService Sciences, Vol. 1 No. 3, pp. 280-93.
Al Smadi, S. (2009), “Kaizen strategy and the drive for competitiveness: challenges andopportunities”, Competitiveness Review: An International Business Journal, Vol. 19 No. 3,pp. 203-11.
Andreu, R., Ricart, J.E. and Valor, J. (1996), “Innovaciœn de procesos y cambio organizativo”,Harvard Deusto Business Review, No. 70, pp. 24-37.
Aoki, K. (2008), “Transferring Japanese Kaizen activities to overseas plants inChina”, International Journal of Operation & Production Management, Vol. 28 No. 6,pp. 518-39.
Araujo, A., Churruca, E. and Landeta, J. (1998), “La reingenierıa de procesos: ¿Una nueva ymilagrosa tecnica de gestion?”, Harvard Deusto Busines Review, No. 83, pp. 83-93(in Spanish).
Basu, D. and Miroshnik, V. (1999), “Strategic human resource management of Japanesemultinationals: a case study of Japanese multinational companies in the UK”, The Journalof Management Development, Vol. 18 No. 9, pp. 714-32.
Brunet, A.P. and New, S. (2003), “Kaizen in Japan: an empirical study”, International Journal ofOperations & Production Management, Vol. 23 No. 12, pp. 1426-46.
Childe, S.J., Maull, R.S. and Bennet, J. (1994), “Frameworks for understanding business processre-engineering”, International Journal of Operations & Production Management, Vol. 14No. 12, pp. 22-34.
Dahlgaard-Park, S.M. and Dahlgaard, J.J. (2010), “Organizational learnability and innovability:a system for assessing, diagnosing and improving innovations”, International Journal ofQuality and Service Sciences, Vol. 2 No. 2, pp. 153-74.
Davenport, T.H. (1993), Process Innovation: Reengineering Work through InformationTechnology, Harvard Business School, Boston, MA.
Davenport, T.H. and Short, J.E. (1990), “The new industrial engineering: informationtechnology and business process redesign”, Sloan Management Review, Vol. 31 No. 4,pp. 11-27.
Deming, W.E. (1986), Out of the Crisis, MIT/CAES, Cambridge, MA.
Dumay, M. (1998), “Business processes: the theoretical impact of process thinking oninformation systems development”, Business Process, Delft University of Technology,Delft, pp. 1-22.
Eisenhardt, K.M. (1989), “Building theories from case study research”, Academy of ManagementReview, Vol. 14 No. 4, pp. 532-50.
Eisenhardt, K.M. and Graebner, M. (2007), “Theory building from cases: opportunities andchallenges”, Academy of Management Journal, Vol. 50 No. 1, pp. 25-32.
Gemba-Kaizen ina multinational
company
47

Elsey, B. and Fujiwara, T. (2000), “Kaizen and technology transfer instructors as work basedlearning facilitators in overseas transplants: a case study”, Journal of Workplace Learning,Vol. 12 No. 8, pp. 333-42.
Elzinga, J., Horak, T., Lee, C. and Bruner, C. (1995), “Business process management: surveyand methodology”, IEEE Transactions on Engineering Management, Vol. 42 No. 2,pp. 119-28.
Forrester, P., Shimizu, U., Soriano-Meier, H., Garza-Reyes, J. and Cruz-Basso, L. (2010),“Lean production, market share and value creation in the agricultural machinerysector in Brazil”, Journal Manufacturing Technology of Management, Vol. 21 No. 7,pp. 853-71.
Gardner, R.A. (2001), “Resolving the process paradox”, Quality Progress, Vol. 34 No. 3, pp. 51-9.
Guha, S., Grover, V., Kettinger, W. and Teng, T. (1997), “Business process change andorganizational performance: exploring an antecedent model”, Journal of ManagementInformation Systems, Vol. 14 No. 1, pp. 119-54.
Hallum, M. (2007), “The Japanese connection”, IET Engineering Management, Vol. 17 No. 4.
Hammer, M. and Champy, J. (1993), Reengineering the Corporation: A Manifesto for BusinessRevolution, Harper Business, New York, NY.
Harrington, H.J. (1991), Business Process Improvement: The Breakthrough Strategy for TotalQuality, Productivity and Competitiveness, McGraw-Hill, New York, NY.
Harrington, H.J. (1995), “Continuous versus breakthrough improvement finding theright answer”, Business Process Re-engineering & Management Journal, Vol. 1 No. 3,pp. 31-49.
Imai, M. (1986), Kaizen – The Key to Japan’s Competitive Success, Random House, New York, NY.
Imai, M. (1997), Gemba Kaizen, McGraw-Hill, New York, NY.
Imai, M. (2006), “‘What is total flow management” under Kaizen approach?”, Day of KaizenCourse, Barcelona, Spain, 3rd ed.
Klefsjo, B. (1997), “A review of the book ‘Gemba Kaizen: the common-sense approach to businessmanagement’”, Quality Progress, Vol. 30 No. 11, p. 123.
Landa-Aceves, J.A. (2009), “Factores de exito y permanencia en eventos Kaizen:aplicacion en la industrial maquiladora al norte de Mexico”, Sinnco, No. 3, pp. 1-20(in Spanish).
Laraia, A.C., Moody, P. and Hall, R. (1999), The Kaizen Blitz: Accelerating Breakthroughs inProductivity and Performance, Routledge, Iowa, IA.
Lee, K.T. and Chuah, K. (2001), “A SUPER methodology for business process improvement:an industrial case study in Hong Kong/China”, International Journal of Operations& Production Management, Vol. 21 Nos 5/6, pp. 687-706.
Liker, J. (2004), The Toyota Way, Simon & Schuster, New York, NY.
MacDonald, J. (1995), “Together TQM and BPR are winners”, TQM Magazine, Vol. 7 No. 3,pp. 21-5.
Marksberry, P., Badurdeen, F., Gregory, B. and Kreafle, K. (2010), “Management directed kaizen:toyota’s Jishuken process for management development”, Journal ManufacturingTechnology of Management, Vol. 21 No. 6, pp. 670-86.
Neese, M. (2007), “A foundation for continuous improvement”, Circuits Assembly, Vol. 18 No. 7,pp. 50-1.
Ohno, T. (1978), The Toyota Production System: Beyond Large-scale Production, ProductivityPress, Portland, OR.
IJQSS4,1
48

Ohno, T. (2007), Workplace Management, JMA Management Center, Tokyo.
Osono, E., Shimizu, N. and Takeuchi, H. (2008), Extreme Toyota, Radical Contradictions that
Drive Success at the World’s Best Manufacturer, Wiley, Tokyo.
Pettigrew, A.M. (1997), “What is a processual analysis?”, Scandinavian Journal of Management,Vol. 13 No. 4, pp. 337-48.
Ritchie, J. and Lewis, J. (2003), Qualitative Research Practice, Sage, London.
Salgueiro, A. (1999), Como Mejorar los Procesos y la Productividad, AENOR, AsociacionEspanola de Normalizacion y Certificacion, Madrid (in Spanish).
Short, J.E. and Venkatraman, N. (1992), “Beyond business process redesign:redefining Baxter’s business network”, Sloan Management Review, Vol. 34 No. 1,pp. 7-21.
Simon, K., Olazaran, M., Igeregi, I. and Sierra, F. (2004), “El papel de las consultoras en lasintroduccion de nuevos conceptos de gestion. Reingenierıa de procesos en la CAV”,Conference Proceeding del Cuarto Congreso de Economıa de Navarra, pp. 565-84(in Spanish).
Strategic Direction (2004), “Kaizen at Nippon: behind the theory”, Strategic Direction, Vol. 20No. 5, pp. 23-5.
Suarez-Barraza, M.F. (2010), Innovacion de Procesos, Toluca, Estado de Mexico, Agora Medios(in Spanish).
Suarez-Barraza, M.F. and Ramis-Pujol, J. (2010), “Implementation of Lean-Kaizen in the humanresource service process: a case study in a Mexican public service organization”, Journal of
Manufacturing Technology Management, Vol. 21 No. 3, pp. 388-410.
Suarez-Barraza, M.F., Ramis-Pujol, J. and Tort-Martorell, X. (2009a), “Continuous processimprovement: conclusions and recommendations”, International Journal of Quality and
Service Science, Vol. 1 No. 1, pp. 96-112.
Suarez-Barraza, M.F., Smith, T. and Dahlgaard-Park, S. (2009b), “Lean-Kaizen public service:an empirical approach in Spanish local governments”, The TQM Journal, Vol. 21 No. 2,pp. 143-67.
Swartling, D. and Olausson, D. (2011), “Continuous improvement put into practice: alternativeapproaches to get a successful quality program”, International Journal of Quality and
Service Sciences, Vol. 3 No. 3, pp. 337-51.
Tinnila, M. (1995), “Strategic perspective to business process redesign”, Management Decision,Vol. 33 No. 3, pp. 25-34.
Villarreal, B., Rodrıguez, J.C., Chereti, Y., LLanas, V. and Martın, B. (2011), “A Kaizen approachfor improving performance: an application”, Papers Internos de la Universidad de
Monterrey (UDEM), Mexico, pp. 1-7.
Voss, C., Sikriktsis, N. and Frohlic, M. (2002), “Case research in operationsmanagement”, International Journal of Operations & Production Management, Vol. 22No. 2, pp. 195-219.
Yin, R. (1994), Case Study Research, Design and Methods, Sage, Thousand Oaks, CA.
Zairi, M. (1997), “Business process management: a boundarylessapproach to modern competitiveness”, Business Process Management Journal, Vol. 3No. 1, pp. 64-80.
Gemba-Kaizen ina multinational
company
49

Further reading
Rohleder, T. and Silver, E. (1997), “A tutorial on business process improvement”, Journal ofOperations Management, No. 15, pp. 139-54.
Sheridan, J. (1997), “Kaizen Blitz”, Industry Week, Vol. 246 No. 16, pp. 19-27.
Sirkin, H. and Stalk, G. (1990), “Fix the process, not the problem”, Harvard Business Review,Vol. 68 No. 4, pp. 26-33.
Corresponding authorManuel F. Suarez-Barraza can be contacted at: [email protected]
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints
IJQSS4,1
50

Reproduced with permission of the copyright owner. Further reproduction prohibited without permission.