karnataka state council of science and technology
TRANSCRIPT
Karnataka State Council of Science and Technology
Indian Institute of Science Campus, Bengaluru 560 012
A Project Report On
MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES (Project Ref. No. 39S0534)
Under
Student Project Programme
(39th Series 2015-16)
Submitted by:
Under the Guidance of
Prof. H. M. Kadlimatti
2015-2016
DEPARTMENT OF MECHANICAL ENGINEERING
SHRI B.V.V. SANGHA’S
BASAVESHWAR ENGINEERING COLLEGE (AUTONOMOUS)
VIDYAGIRI, BAGALKOT- 587102
KRUTIKA NAGDA 2BA12ME041
AMIT DESAI 2BA12ME011
MALLIKARJUN V M 2BA12ME048
LOHIT RATHOD 2BA12ME042

SHRI B.V.V. SANGHA’S
BASAVESHWAR ENGINEERING COLLEGE (AUTONOMOUS)
BAGALKOT- 587102
DEPARTMENT OF MECHANICAL ENGINEERING
2015-2016
CERTIFICATE
This is to certify that the project entitled “Mechanical Behavior of Wood Plastic
Composites”, sponsored by Karnataka State Council of Science and Technology
(KSCST), Indian Institute of Science Campus, Bengaluru 560 012 (Project Ref. No.
39SBE0534) under Student Project Programme (39th Series 2015-16) is a bonafide work
carried out by Ms. Krutika Nagda, Mr. Amit Desai, Mr. Mallikarjun V M, and Mr.
Lohit Rathod, bearing University register numbers 2BA12ME041, 2BA12ME011,
2BA12ME048 and 2BA12ME042 respectively as a part of their final year BE project
during 2015-16.
PROJECT GUIDE H.O.D PRINCIPAL
Prof H.M.KADLIMATTI Dr. S. N. KURBET Dr. R. N. HERKAL
INDEX
Contents Page No.
Acknowledgement …………………………………………………………..i
Abstract……………………………………………………………………...ii
List of Tables………………………………………………………………..iii
List of Figures…………………………………………………………......iv-vi
Chapter 1 Introduction……………………………………………………..1-3
1.1 Background and Motivation
1.2 Objectives
1.3 Outline of the project
Chapter 2 Literature Survey……………………………………………….4-23
2.1 Properties of Teak Wood
2.2 Properties and types of Plastics used
2.2.1 Properties of LDPE
2.2.2 Properties of HDPE
2.2.3 Properties of PVC
Chapter 3 Experimental Method…………………………………………24-39
3.1 Materials used
3.2 Methodology
3.3 Testing
3.3.1 Compression and Tensile tests
3.3.2 Water Absorption test
3.4 Results and Discussion
3.4.1 Compression test results
3.4.2 Tensile test results
3.4.3 Microstructure of WPC

Chapter 4 Conclusion…………………………………………………….40-41
Chapter 5 Scope for Future Work………………………………………….42
Chapter 6 References and Links ……………………………………………43
6.1 References
6.2 External Links
i
ACKNOWLEDGEMENT
It is with great pleasure and pride that we represent this report before you.
During planning and designing of this project we received support and
encouragement from various quarters.
At first I express my deep felt gratitude to Almighty God for His uncountable
blessings, which made it possible for us to see through the turbulence and complete
the project work.
We are deeply indebted to our project guide Prof. H. M. Kadlimatti for his
advices and whole hearted support and very valued constructive ideas that has driven
us to complete the project successfully.
We also express our gratitude to our beloved Principal Dr. R. N. Herkal,
Head of the Mechanical Department Dr. S. N. Kurbet and our project coordinators
Prof. G. K. Patil and Prof. B. S. Vivekanand for all the guidance they have
provided.
We would also like to express our gratitude to all the Faculty members
And supporting staff of Mechanical Engineering Department for their support
provided during the project work.
We gracefully acknowledge the financial support provided by the Karnataka
State Council (KSCST), IISc Campus, Bengaluru to carry out this project
successfully.
At last, we would like to take this our foremost duty to thank all those persons
who helped us and were a source of encouragement.

ii
ABSTRACT
Plastic nowadays has been a common need in day to day life. From using a toothbrush to
installing pipelines plastic has a vital role to play. One side it is a boon to the mankind but when
the coin is turned it is causing a serious hazard to the living beings. It was observed that the strength
and hardness of the polymeric materials have been increased with the addition of wood powder
available as a carpentry waste. Wood has long been used by the plastics industry as inexpensive
filler to increase strength and stiffness of thermoplastic or to reduce raw material costs. During the
late 1980’s, research and industries began investigating high filler levels and coupling agents to
encourage interaction between the wood and thermoplastic component. An improved
sophistication in processing and formulation lead to development of wood plastic composites
(WPC) that exhibit synergistic material properties. Wood plastic composites consists primarily of
wood and thermoplastic polymers. Specimens were prepared with different plastics like Low-
density polyethylene (LDPE), High-density Polyethylene (HDPE), Polyvinyl chloride (PVC)
and waste wood. Different compositions were tried as to know the amount of wood that can be
combined with plastic. Composites with PVC couldn’t be produced as it started to burn upon
heating. Compression and tensile tests were carried out using Universal Testing Machine for the
prepared specimens and results were compared. The microstructure of the surface of the specimen
were studied using Scanning Electron Microscope. Hence composite materials made from waste
wood powder and waste plastic would result in better utilization of solid waste.
Most of the physical and mechanical properties of wood plastic composites depend
mainly on the interaction developed between wood and thermoplastic materials. The strength of
wood plastic composites (WPC) varies from composition to composition. The mechanical
properties are more effective for the composite specimens having more fibrous content. Among
the different types of wood plastic composites made of LDPE, HDPE and combined plastic waste
(LDPE+HDPE), the mechanical behavior of samples made of LDPE is the greatest followed by
specimens made of combined plastic waste and HDPE. The moisture absorption of wood plastic
composites is vary less compared to wood.
Keywords- LDPE, HDPE, PVC, Compression and Tensile Test.

iii
List of Tables
Table No. 2.1 Mechanical and physical test results 7
Table No. 2.2 Properties of the boards 12
Table No. 2.3 Composition of various polypropylene/wood
flour composites
14
Table No. 2.4 Mechanical properties of WPCs 14
Table No. 2.5 Rate of water absorption and equilibrium
moisture of WPCs
15
Table No. 2.6 Polymers used in the study 16
Table No. 2.7 Experiments performed on two-roll mill 20
Table No. 3.1 Compression Test Results 36
Table No. 3.2 Tensile Test Results 37
Table No. 3.3 Moisture absorption Test Results 38

iv
List of Figures
Figure No. 1.1 Sources of Plastic 2
Figure No. 2.1 Tensile strength of MDF/Waste plastic composite
specimen as a function of fiber mass fraction at room
temperature and humidity 4
Figure No. 2.2 Tensile modulus of MDF/Waste plastic composite
specimen as a function of fiber mass fraction at room
temperature and humidity 5
Figure No. 2.3 Flexural strength of MDF/Waste plastic composite
specimen as a function of fiber mass fraction at room
temperature and humidity 5
Figure No. 2.4 Surface Roughness 7
Figure No. 2.5 Typical surface profiles of the samples average modulus
of elasticity of samples made from 60% and 80% fibers
and particles. 8
Figure No. 2.6 Thickness swelling for 2hr water soaking test 8
Figure No. 2.7 Average roughness (Ra) roughness values of the samples 9
Figure No. 2.8 Stress strain curve with 4% ionomer compared to nest
HDPE/maple compound 16
Figure No. 2.9 MOE (a) & MOR (b) of the wood plastic composites as a
function of ionomer content. The arrows indicate the
content above which the materials are too ductile for the
MOR to be evaluated with the method. 17
Figure No. 3.1 Drying of Wood powder in sunlight 25

v
Figure No. 3.2 Drying of wood powder in hot air oven 25
Figure No. 3.3 Heating of graphite crucible for melting of plastic 26
Figure No. 3.4 Mould for compression test specimens 26
Figure No. 3.5 Mould for tensile test specimens 27
Figure No. 3.6 Specification of WPC specimens for compression 28
Figure No. 3.7 Specifications of WPC specimens for tensile 28
Figure No. 3.8 UTM used for testing of WPC 28
Figure No. 3.9 Scanning Electron Microscope 28
Figure No. 3.10 Compression test result for WPC of composition LDPE-
75% & Wood-25% 29
Figure No. 3.11 Compression test result for WPC of composition LDPE-
80% & Wood-20% 29
Figure No. 3.12 Compression test result for WPC of composition HDPE-
75% & Wood-25% 30
Figure No. 3.13 Compression test result for WPC of composition HDPE-
80% & Wood-20% 30
Figure No. 3.14 Compression test result for WPC of composition
Combined (LDPE+HDPE) Plastic 75% & Wood-25% 31
Figure No. 3.15 Compression test result for WPC of composition
Combined (LDPE+HDPE) Plastic 80% & Wood-20% 31
Figure No. 3.16 Tensile test result for WPC of composition LDPE-75% &
Wood-25% 32
Figure No. 3.17 Tensile test result for WPC of composition LDPE 80% &
Wood 20% 32

vi
Figure No. 3.18 Tensile test result for WPC of composition Combined
(LDPE+HDPE) Plastic 80% & Wood-20% 33
Figure No. 3.19 Microstructure of WPC having composition LDPE-75%
& Wood-25% 33
Figure No. 3.20 Microstructure of WPC having composition LDPE-80%
& Wood-20% 34
Figure No. 3.21 Microstructure of WPC having composition 75% HDPE
– 25% Wood 34
Figure No. 3.22 Microstructure of WPC having composition 80% HDPE
– 20% Wood 35
Figure No. 3.23 Microstructure of WPC having composition 75%
LDPE+HDPE – 25% Wood 35
Figure No. 3.24 Microstructure of WPC having composition 80%
LDPE+HDPE – 20% Wood 36
Figure No. 3.25 Bar chart representing the comparison of compressive
strengths of WPC 38
Figure No. 3.26 Comparison of average values of samples of water
absorption 39
Figure No. 5.1 Outdoor decking 40
Figure No. 5.2 Railings 40

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 1
Chapter 1 INTRODUCTION
Wood-plastic composites (WPCs) are composite materials made of wood fiber/wood flour
and thermoplastic(s) (includes Low Density Polyethylene (LDPE), High Density Polyethylene,
(HDPE), Polypropylene (PP), and Poly Vinyl Chloride (PVC) etc.).
1.1 Background and motivation
Plastic pollution involves the accumulation of plastic products in the environment that
adversely affects wildlife, wildlife habitat, or humans. Plastics that act as pollutants. The
prominence of plastic pollution is correlated with plastics being inexpensive and durable,
which lends to high levels of plastics used by humans. However, it is slow to degrade. Plastic
pollution can unfavorably affect lands, waterways and oceans. Living organisms, particularly
marine animals, can also be affected through entanglement, direct ingestion of plastic waste,
or through exposure to chemicals within plastics that cause interruptions in biological
functions. Humans are also affected by plastic pollution, such as through the disruption of
the thyroid hormone axis or hormone levels. About 300 million tons of plastic is produced
globally each year, only about 10 % of that is recycled. India generates 5.6 million metric tons
of the waste plastic annually.
Modernization and progress has had its share of disadvantages and one of the
main aspects of concern is the pollution it is causing to the earth – be it land, air, and water.
With increase in the global population and the rising demand for food and other essentials,
there has been a rise in the amount of waste being generated daily by each household. This
waste is ultimately thrown into municipal waste collection centers from where it is collected
by the local municipalities for further disposal into the landfills and dumps. However, either
due to resource crunch or inefficient infrastructure, not all of this waste gets collected and
transported to the final dumpsites. Added to this if the management and disposal is improperly
done, it can cause serious health impacts. Plastic waste is a major environmental and public
health problem in India, particularly in the urban areas. Plastic shopping or carrier bags are one
of the main sources of plastic waste in our country. Plastic bags of all sizes and color dot the
city‘s landscape due to the problems of misuse and overuse and littering in India. Besides this
visual pollution, plastic bag wastes contribute to blockage of drains and gutters, are a threat to

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 2
aquatic life when they find their way to water bodies, and can cause livestock deaths when the
livestock consume them. Furthermore, when filled with rainwater, plastic bags become
breeding grounds for mosquitoes, which cause malaria. In addition, plastics take many years
(20-1000) to degrade and hence pose a disposal challenge.
We have become so accustomed to the ubiquitous presence of plastic that it is difficult
to envision life when woods and metals were the primary materials used for consumer
products. Plastic has become prevalent because it is inexpensive and it can be engineered with
a wide range of properties. Plastics are strong but lightweight, resistant when degraded by
chemicals, sunlight, and bacteria, and are thermally and electrically insulating. Plastics have
become a critical material in the modern economy; the annual volume of plastics produced
exceeds that volume of steel. The world's annual consumption of plastic materials has
increased from around 5 million tons in the 1950s to nearly 300 million tons today. [9]
Fig. 1.1 Sources of plastic waste

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 3
1.2 Objectives
1. To produce wood plastic composites of different compositions by using thermoplastics
(LDPE, HDPE and PVC) and wood flour.
2. To test the wood plastic composite specimens for different mechanical properties (Tensile,
compression), microstructure and water absorption test.
1.3 Outline of the project
This project contains 6 chapters. Chapter 1 is general introduction to the project in
which motivation and background of the project, the specific objectives which were met in
accomplishing this goal are discussed. In chapter 2, the literature survey has been carried out
on various National and International research papers published about wood plastic
composites. The chapter 3 explains about the production and testing of wood plastic specimens
prepared in which the characteristics of the materials (wood and types of plastics), the
methodology used for the production of wood plastic composite specimens, the different types
of tests carried out to find the mechanical properties and the results obtained by the tests
(compression, tensile, water absorption and microstructure) are discussed in detail. Chapter 4
deals with the conclusions that could be drawn from the project. Chapter 5 deals with scope
for future work. The related references and links are listed in chapter 6.
MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 4
Chapter 2 LITERATURE SURVEY
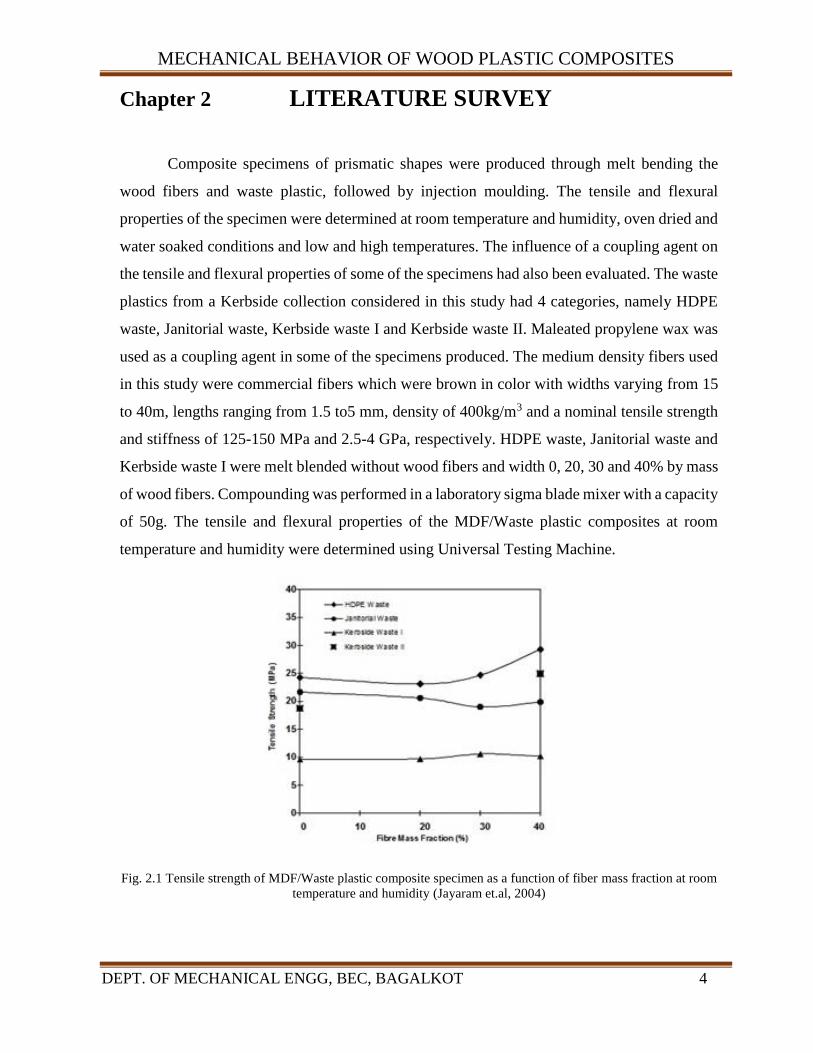
Composite specimens of prismatic shapes were produced through melt bending the
wood fibers and waste plastic, followed by injection moulding. The tensile and flexural
properties of the specimen were determined at room temperature and humidity, oven dried and
water soaked conditions and low and high temperatures. The influence of a coupling agent on
the tensile and flexural properties of some of the specimens had also been evaluated. The waste
plastics from a Kerbside collection considered in this study had 4 categories, namely HDPE
waste, Janitorial waste, Kerbside waste I and Kerbside waste II. Maleated propylene wax was
used as a coupling agent in some of the specimens produced. The medium density fibers used
in this study were commercial fibers which were brown in color with widths varying from 15
to 40m, lengths ranging from 1.5 to5 mm, density of 400kg/m3 and a nominal tensile strength
and stiffness of 125-150 MPa and 2.5-4 GPa, respectively. HDPE waste, Janitorial waste and
Kerbside waste I were melt blended without wood fibers and width 0, 20, 30 and 40% by mass
of wood fibers. Compounding was performed in a laboratory sigma blade mixer with a capacity
of 50g. The tensile and flexural properties of the MDF/Waste plastic composites at room
temperature and humidity were determined using Universal Testing Machine.
Fig. 2.1 Tensile strength of MDF/Waste plastic composite specimen as a function of fiber mass fraction at room
temperature and humidity (Jayaram et.al, 2004)

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 5
It was observed that the type of wood fiber, the thermoplastic matrix, any additives used and
the method of specimen produce influence the tensile strength of the resulting composite
specimen. Tensile moduli of MDF/waste plastic composite mostly increased with the
increasing fiber content except for 20% MDF/HDPE waste composites (Fig 2.1).
Fig.2.2 Tensile modulus of MDF/Waste plastic composite specimen as a function of fiber mass fraction at room
temperature and humidity (Jayaram et.al, 2004)
Flexural strength of MDF/waste plastic composites increase with the addition of
medium density fibers in all the way plastic composites except MDF/Kerbside waste I and an
increase in the fiber content causes an increase in the flexural modulus of all the waste plastic
composites (Fig 2.2 and 2.3). The addition of 1% Epolene to the 40% MDF/Kerbside waste II
composites improve their mechanical performance. It has been hypothesized that the maleic
anhydride units in Epolene bond with the lignocellulosic fibers, while the polymer chain in
Epolene entangles with the polymer chains of the plastic matrix leading to the improvement in
mechanical properties. The mechanical properties with oven dried and water soaked conditions
were also determined. It was observed that oven dried specimens displayed very little variation
whereas water soaked specimens showed degradation in mechanical properties. In this study
we observed that plastic from the post-consumer waste stream can be utilized to make
composite materials with useful mechanical properties.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 6
Fig 2.3 Flexural Stength of MDF/Waste plastic composite specimen as a function of fiber mass fraction at room
temerature and humidity (Jayaram et.al, 2004)
Higher fiber content improved mechanical properties of the composites with
MDF/HDPE waste composites being the greatest followed by MDF/Janitorial waste
composites and then MDF/Kerbside waste I composites. The properties of 40 %
MDF/Kerbside waste II composites are only slightly lower than those of MDF/HDPE waste
composites due to the addition of 1% Epolene. (Jayaram et al, 2004). [1]
In the study carried out by Wechsler et al, 2006, specimens having 60% and 80%
particle fiber of pinus radiata were mixed with polypropylene and four different additives,
namely Structor TR 016 which is a coupling agent, CIBA blue pigment (Irgalite), CIBA anti-
microbial agent (IRGAGUARD F3510) as fungicide, CIBA UV Filter coating (TINUVIN
123S), and their combinations. On obtaining the results the work static bending properties of
the samples were improved as above additives were added to the fiber and particle based
composites. Micrographs were taken on scanning electron microscope (SEM) and it was
revealed that coupling agent and pigment resulted in more homogeneous mixture of the wood
and plastic. When average surface roughness and maximum surface roughness were evaluated,
the samples with particle based wood had rougher surface characteristics than with fiber based.
There was no significant influence on addition of additives.
The Wood particles and fibers were dried in an oven before they were mixed with
polypropylene. First plastic material was put into mixer rotating at 75 rpm having a

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 7
temperature of 165 °C for 2 min followed by adding the chemicals for each type of material.
In the next step particles or fibers were added into the mixture and rotated for another
3 min completing a total mixing time to 5 min. Mixed samples then were pressed in a
hot press with a 20 by 20 cm platen capacity. Each batch of sample was pressed using
a temperature of 165°C and a pressure of 40 bar for 5 min. The press was cooled off while
the samples were still under compression before they were removed and conditioned in a
cl imate chamber with a temperature of 201C and a relative humidity of 55%. Average
target thicknes of the panel was 2.5 mm. Modulus of elasticity (MOE) and modulus of
rupture (MOR) of the samples were determined on a Comten Testing Unit equipped with
a load cell with a capacity of 2000 kg.
Surface roughness (Fig 2.4) of the samples was also determined using a stylus-type
profilometer. A portable stylus equipment consisted of a main unit and pick-up which had
a skid-type diamond stylus with 5 mm tip radius and 901 tip angle. The vertical
displacement of the stylus was converted into electrical signal and digital information.
Different roughness parameters such as average roughness and maximum roughness can
be calculated from that digital information and profile of the surface can be developed.
Table 2.1 Mechanical and physical test results (Wechsler et.al, 2006)
Panel type Static bending (MPa) Water Absorption (%) Thickness swelling (%) Surface roughness (mm)
Fiber based samples

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 8
MOE MOR 2 h 24 h 2 h 24 h Ra Rma
x
A 2,109 11.80 3.21 8.33 11.3 18.6 1.98 16.7
1 B 3,560 18.74 5.73 12.84 5.2 13.3 4.05 33.84 C 3,208 14.53 5.11 6.53 5.4 8.9 4.48 33.94 D 2,778 14.28 4.79 10.96 5.8 11.8 4.09 32.11 E 2,155 12.74 5.22 9.49 3.9 11.0 3.54 28.35
Particle based samples
A 2,058 12.01 4.76 8.82 5.5 12.5 5.84 41.6
8 B 3,034 13.90 6.67 14.71 6.7 12.2 6.61 66.43 C 3,254 14.60 4.07 7.50 3.8 5.9 6.70 49.07 D 2,656 14.10 7.19 15.36 7.9 13.4 8.11 50.18 E 2,191 12.89 7.46 14.61 7.5 12.1 6.96 57.78
Fig 2.4 Surface Roughness (Wechsler et.al, 2006)
Fig 2.5 Typical surface profiles of the samples average modulus of elasticity of the samples made from
60% and 80% fibers and particles. (Wechsler et.al, 2006)
Average MOE value of the samples containing 60% and 80% wood fiber without having
any chemicals was found 2109 MPa. When these samples were added coupling agent
bending properties of the samples increased to 3560 MPa which is 38% higher than
that of the specimen made without any chemicals. Panel types C, D, and E having
chemicals also improved MOE values of the samples as compared to those of made with
combination of plastic and wood fiber. However, panel type D which was added UV
filter in the form of flakes and pallets showed only. This could be due to non-
homogeneous mixture of three elements, namely wood fiber, plastic, and UV filter. Fiber-
based panels manufactured with coupling agent pigment had the lowest MOE values.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 9
Fig 2.6 Thickness swelling for 2hr water soaking test (Wechsler et.al, 2006)
Fig 2.7 Average roughness (Ra) roughness values of the samples. (Wechsler et.al, 2006)
Fiber-based panels had only 3.3% higher MOE values than that of particle-based samples
at 95% confidence level. However, fiber-based panels containing coupling agent had
significantly higher MOE than those of specimens manufactured from particle- based using
the same chemicals. The particles and fibers from radiata pine along with different chemicals
as additives were used to make experimental WPC panels. The surface roughness parameters
obtained from the samples resulted in significantly different Ra and Rmax values than those of
particle based ones. [2]
Kamdem et al., (2004) focused on the properties of wood plastic composites made of recycled
HDPE and wood flour from CCA-treated wood removed from service. The feasibility of using

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 10
recycled plastic and wood particles from chromated copper arsenate (CCA)-treated wood
removed from service was investigated in this study. CCA pressure-treated red pine lumber
removed from service after 21 years utilization was Wiley milled to wood flour and blended
with virgin or recycled high-density polyethylene at 50:50 wood flour-to-plastic weight ratios.
The blended materials were compression molded into panels and the physical and mechanical
properties characterized. Samples containing particles from recycled CCA-treated pine
exhibited flexural bending properties higher than those made with either particles from virgin
pine or recycled urea formaldehyde bonded particleboard. The higher modulus of elasticity
and modulus of rupture from CCA-treated material were attributed to the increased thermal
coefficient of the solid deposits rich in copper chromium and arsenic present in the cell wall
of the recycled CCA-treated wood. The biological durability and the photo-protection
properties were improved for samples containing recycled CCA-treated wood.
Chromated copper arsenate (CCA)-treated wood removed from service has been
proposed as a source of raw materials for wood composites such as particleboard (PB),
fiberboard, oriented strand board (OSB), laminated veneer lumber (LVL) and wood cement
bonded products. The problems associated with this recycling option are the toxic fumes and
air borne particles produced during the cutting and machining of wood containing heavy
metals and the air quality during the hot pressing of the composites. Occupational exposure
to copper, chromium, and arsenic from wood sawdust may constitute a health hazard.
Another issue with the use of treated wood as raw materials for traditional wood
composites is the adhesion. The quality of the adhesion of CCA-treated wood surfaces
depends on the surface properties of treated wood and the type of adhesives. It is well
documented that the presence of CCA solid residues on the surface of treated wood interfere
negatively with phenol formaldehyde adhesive and result in products with reduced mechanical
and physical properties.
Wood-Virgin Pine (VP), recycled urea formaldehyde(UF) bonded PB, and recycled
CCA-treated red pine wood with 6 kg/m3 CCA total oxides retention were used to produce
sawdust. Untreated kiln dried red pine boards with an average moisture content of 12% and
CCA-treated red pine (Pinus resinosa Ait) poles removed after 21 years in service.
MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 11
Fine powder of virgin high-density polyethylene (HDPE) and post-consumer recycled
HDPE were obtained from commercial source. Oven dried wood particles with moisture
content less than 3% and HDPE were blended for 10 min to produce a homogenous mixture
in a 10l high-intensity laboratory mixer from Papen Meier. About 800 g of the oven dried
blended furnish mixture was poured in an aluminum mould placed between two steel plates.
The surfaces of caul plates were sprayed with mineral oil releasing agent to reduce the
adhesion between the wood composites and the caul plates. An oil heated press with a nominal
maximum pressure level up to 800 psi was used for the compression molding. The press
platens were maintained at 200 °C and the press cycle consisted of two phases. The first phase
involved the heating of the mould assembly to 200 °C for 8 min. After the mould assembly
reached the desired temperature the press was slowly closed for 2 min. The objective of a slow
closing of the press is to maintain contact with the mould assembly as furnish began to melt
in order to facilitate the flowing of the thermoplastic within the mould. It reduces the
probability of the formation of internal air voids in the panel during the release of gases that
may cause undesirable defects.
Boards made of virgin HDPE and CCA exhibit the higher value of the MOE. MOE
(Modulus of Elasticity) values of samples made with HDPE and pine was statistically similar
to the value of board made with HDPE and PB. However, MOE of virgin HDPE and PB was
also comparable to the MOE value of board containing recycled CCA-treated particles. The
high value of the MOE of samples containing CCA-treated wood particles compared to VP
particle may be due to the presence of solid deposits containing copper chromium and arsenic
oxides. For recycled HDPE, MOE of boards made with recycled CCA-treated particles was
statistically similar to the MOE of boards containing particles from VP and statistically higher
than board made with particles from PB. The MOR (Modulus of Rupture) of boards made
with virgin HDPE was higher than that of boards made with recycled HDPE, the same trend
was observed for MOE. The MOR of boards containing recycled CCA-treated wood was
statistically higher than for samples with VP or PB. The values of the MOE of samples made
with virgin HDPE were higher than that of recycled HDPE. The recycled HDPE used for this
experiment contained mixed polymers, which induced some miscibility problems. The MOE
of samples made with particles from UF particleboard and from VP particles were similar.
The same pattern was observed for MOR; with the high MOR for samples made virgin HDPE

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 12
and recycled CCA treated wood. No significant difference was found between the impact
strength of samples containing recycled HDPE; virgin HDPE with particles from CCA-treated
wood and virgin HDPE with VP particles. Only boards made with virgin HDPE and particles
from PB exhibit low impact energy.
Thickness swelling (TS) at 21 °C for 2 h immersion vary from 1.11 to 2.09%. After
24 h at 21 °C TS increase from 2.10 to 3.10%. Samples made with particle from PB have the
lowest TS while those made with particles from VP for both virgin and recycled HDPE
exhibited the highest value of TS. The same trend was observed with the TS test performed at
40 °C. Regardless of the type of polymer, TS of samples containing VP particles was higher
than that of samples with particles from CCA-treated wood. The TS increases with the
temperature. The difference between the values of TS of samples made with particle from
CCA-treated wood and particles from UF particleboard was not significant. The presence of
thermoset resin such as urea formaldehyde or CCA treatment may contribute to reduce the
thickness swell of WPC. Further investigations are needed to clarify the reduction of TS for
recycled wood.
Table 2.2 Properties of boards (Kamdem et.al, 2004)
Description
Density
(kg/m3) MOE (1000 psi) MOR (psi)
Unnotched impact
strength (J/m)
HDPE-Pine 1000a ^ 17b 123.8 ̂ 23B 2267.5 ̂ 200B 286.3 ^ 18A HDPE-CCA 1024 ^ 20 144.3 ̂ 24A 2731.2 ̂ 317A 315.1 ^ 20A HDPE-PB 1018 ^ 20 132.7 ̂ 8AB 2226 ̂ 57B 257.3 ^ 58B Rec-Pine 1021 ^ 10 82.7 ̂ 9CD 1670 ̂ 120D 358.5 ^ 10A Rec-CCA 1043 ^ 13 94 ̂ 4C 2024 ̂ 80C 337.5 ^ 15A Rec-PB 1010 ^ 13 72.3 ̂ 10D 1440.4 ̂ 190E 285.6 ^ 21A
Compression molding was used to manufacture WPCs using particles from VP,
recycled PB and CCA-treated utility poles retired from services and virgin and recycled HDPE
powder. Increased strength properties, anti-photo degradation and decay resistance were
observed with samples made with particles from CCA-treated wood. The increase in strength
properties was due to the increase in heat diffusion attributed to the presence of copper
chromium and arsenic complexes in the CCA-treated wood. The low photo-degradation of
WPC samples containing recycled CCA-treated wood was also attributed to the presence of

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 13
copper and chromium in wood particles. The WPC containing copper, chromium and arsenic
treated wood exhibit a high level of decay resistance attributed to the presence of toxic copper
and arsenic in particles. The level of As obtained by using a laboratory leaching test was
relatively high compared to the minimum level required for drinking water, suggesting that
the use of such products will be limited for applications with minimum exposure to water and
human beings. [3]
In the study conducted by Shu-Kai et al.,(2008), Wood–plastic composites (WPCs)
underwent cyclic dimensional changes due to periodic absorption and desorption of moisture,
and the resulting loss of mechanical integrity can be ameliorated using a coupling agent.
Another solution is better processing. They examined injection-molded, polypropylene (PP)-
based wood–plastic composites and investigated why the rate of moisture absorption can be
reduced by changing extruder operating conditions. At a given wood content, the mechanical
properties were found to be similar, but the use of high screw rotation speeds, whether in the
co-rotation or counter rotation modes, and long residence times gave lower rates of moisture
absorption even in the absence of a coupling agent.
Maple wood flour (Maple 8010), of 80-mesh size (about 177 lm), was provided by
American Wood Fiber, while the polymer used was BP Amoco’s polypropylene homo-
polymer PP1246 (melt flow index = 20 g/10 min at 230 LC and 2.16 kg, ASTM D1238). Since
wood is a biomaterial, and since the rate of water absorption is closely related to the quality
of wood flour, batch-to-batch differences between different bags of wood flour may affect
experimental results.
WPC samples were compounded using a Leistritz Micro-27 twin-screw extruder; half
the samples were processed with co-rotation screws, and the other half were processed with
counter-rotation screws. The materials were fed into the extruder with K-Tron loss-in-weight
powder and pellet feeders. The compounded WPC pellets were dried at 85 °C for 6 h and then
injection molded using a Battenfeld injection molding machine to produce standard ASTM
samples. The tensile and stiffness properties and also the impact strengths of these samples
were measured using an Instron 5869 universal testing machine and a BLI impact tester,
respectively. The rate of water absorption of the WPCs was determined using a ‘‘blot and
weigh” method. Three weighed samples were taken from each batch to conduct this test. The

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 14
optical properties of the WPCs were measured using a Macbeth Color-eye 7000 color meter.
These tests were conducted courtesy of GE Plastics (now SABIC Innovative Plastics) in
Washington, WV.
It was observed that the tensile modulus lies between 4 and 5 GPa with the counter
rotating screws, perhaps, giving a slightly higher modulus under the same processing
conditions and coupling agent content. On the other hand, the tensile strength appears not to
depend on the processing conditions employed. Though, as expected, tensile strength values
do increase as the coupling agent content is increased. The reversed notch Izod impact strength
of WPCs also increases with the loading level of PP-g-MA, but counter-rotating screws give
slightly lower values, and this is consistent with the modulus measurements since stiffer
materials usually possess lower impact strength. In general, though, all the samples show
similar mechanical properties.
Table 2.3 (Shu Kai et.al, 2008) Table 2.4 (Shu Kai et.al, 2008)
A long residence time and higher screw speeds not only result in smaller particulate sizes in
the compounded WPCs, they also lower the rate of water absorption. The reduction in moisture
absorption rate ranges from 10% to 40%, and this happens without a change in the mechanical
properties of the WPCs. It was found that the density of the WPCs is decreased under severe
compounding conditions, and this offers a clue to the reason for the observed reduction in the
rate of water absorption. It is speculated that moisture absorption rate decreases when severe
compounding conditions are employed because these cause the loss of hydrophilic volatile
organic compounds contained in the WPCs. The rate of water absorption between the third and

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 15
the 36th day of water immersion and the equilibrium moisture content obtained from these
figures are listed in fig below. [4]
Table 2.5 Rate of water absorption and equilibrium moisture of WPCs (Shu Kai et.al, 2008)
In the study conducted by Tieqi Li et al, (2006), the structure and mechanical properties
of wood flour composites with HDPE/ionomer blends as matrices were studied at a fixed wood
loading of 60% by weight. It was found that toughness and strength properties of the
composites can be improved significantly by adding ionomers of different types and contents.
The enhancement in the interfacial interaction was observed through short-time creep analysis.
The interfacial interaction and the structure of the matrix phase were characterized through the
melting behavior using differential scanning calorimetry (DSC) and with small strain
oscillatory tests on the melts using a Dynamic Mechanical Analyzer. Both the sodium and zinc
ionomers were found to be immiscible with the HDPE in matrix. The immiscible characteristic
was correlated with the interfacial load transfer efficiency as revealed by the creep tests. The
past decade has seen fast and steady growth of wood plastics industry. Among many reasons
for the commercial success, the low cost and reinforcing capacity of the wood fillers provide
new opportunities to manufacture composite materials. Certain problems, however, are
challenging the further application of the wood plastics technology owing to some intrinsic
properties of wood such as its hydrophilic nature and relatively poor thermal stability of the
lignin cellulose components. Efforts are being made to improve the compatibility between the
wood filler and the matrix polyolefin resins. Moisture sensitivity and related dimensional
stability and aging performance are also topics of intensive research.
Wood fillers used in this work are grade 14010 maple flour from American Wood
Fiber. The HDPE and ionomer resins are listed in Table 2.6. The properties were provided by
the suppliers unless stated otherwise. The HDPE resin and the wood flour were used as

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 16
received. The ionomer resins were used immediately after being taken out of the package
without drying.
Table 2.6 Polymers used in the study (Tieqi Li et.al, 2006) Legend Melt index Density (kg/m3) Flexural modulus Melting point Vicat softening Elongation Supplier and (g/10 min) (MPa) (LC) point (LC) at break resin grade
ASTMD-1238 D-792 ASTMD-790
ASTM D638
HDPE 0.3 946 940a – – Equistar LB01000 NaR 0.9 940 49 78 51 660 Dupont Surlyn 8120 NaS 1.0 950 30 70 47 555 Dupont Surlyn 8350 ZnL 1.0 960 178 86 60 510 Dupont Surlyn 9120 ZnH 4.5 970 358 82 57 335 Dupont Surlyn 9150
The composites containing 60% by weight of wood fillers and the ionomer of either
0%, 2%, 4%, 8%, 12%, 16%, 24%, 32%, or 40% based on the total weight of the composites
were compounded with a Brabender mixer with roller rotors and then compression molded into
plates. The neat resin mixtures were first introduced into the mixer soaked at 180 °C for
melting. The wood flour was then added into the melted resin mixture with the rotor speed
varying between 5 and 20 rpm. The composition was subsequently mixed for 3 min at 35 rpm
and 3–5 min at 20 rpm after the ampere meter gets stabilized. The compound was then
compression-molded into plaques of 4 mm thickness at 180°C with a maximum nominal
pressure of 7.5 MPa using a non-matched mold.
Flexural tests were performed on the samples of 12.7 mm in width and the as-molded
thickness of around 4 mm conforming to the ASTM D790 standard using 6 defect-free
specimens from the same plate for each formulation. The modulus of elasticity (MOE) was
determined on the strain range between 0.1% and 0.5%. Only the results of specimens that
break below or close to 5% strain are studied for Modulus of Rupture (MOR), strain at break
(eb) and the strain energy at break (Emax). Notched Izod impact experiments were carried out
following the ASTM D256 standard. The room temperature short-time creep properties were
studied by a TA Q800 Dynamic Mechanical Analyzer using a three-point bending fixture of
50 mm span. The sample of 12.7 mm width was brought to the fixed stress level of 5 MPa in
shorter than 6s, let deformed at the stress level for 10 min, and then allowed to recover for 20
min.
Flexural and impact properties Fig. 2.8 reports the typical stress–strain curves of the
maple flour/HDPE/ionomer composites in the flexural tests as compared to the neat
HDPE/maple used. As shown in the figure, the composites containing 4% of the sodium
ionomers deform and break in the way similar to the straight blend of HDPE and maple. Fig.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 17
2.9 illustrates the MOE and MOR of the composites with different ionomer contents. From
fig.2.9a it can be seen
Fig. 2.8 Stress strain curve with 4% ionomer compared to nest HDPE/maple compound (Tieqi Li et.al 2006)
That the ionomers improve MOE at low ionomer contents. With the further increase in the
ionomer content, there is a general trend for MOE to decrease with increasing ionomer content
for all the ionomers studied.
Fig.2.9 MOE (a) and MOR (b) of the wood plastic composites as a function of ionomer content (Tieqi Li et.al,
2006)
When ionomer content is higher than 24% in the matrix, the composites with the Nar
ionomer, which has higher modulus, show higher MOE than the composites with the NaS

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 18
polymer. In the contrast to the case of MOE, MOR of the composites shows a simpler
dependence on the moduli of the ionomers. As shown in fig 9b, the zinc composites have higher
MOR values than the sodium composites. The ZnL polymer, which has the highest modulus
among the ionomers studied, results in the highest MOR for the composites while the softest
ionomer, NaS, gives the lowest MOR value for the composites.
The wood composites with HDPE/ionomer blends as matrices have been studied for
the fixed wood loading of 60% by weight. It has been shown that a wide spectrum of
mechanical properties can be achieved with the ionomers. All the ionomers improve the static
strain capacity in terms of strain energy at break. The two sodium ionomers result in a decrease
in MOE but an increase in both strain at break and Izod impact strength. The more rigid zinc
ionomers at low contents are less effective in toughening the HDPE/wood composites but are
proved to be useful in achieving significantly higher MOR. The viscoelasticity and structure of
the wood/ionomer/HDPE composites have been characterized using the creep, DSC and DMA
experiments. It was shown that the ionomers modified the wood-polymer interface and formed
immiscible matrix morphology. A comparison between the matrix blend morphology and the
creep test results indicates that the creep test results indicates immiscible nature between HDPE
and the ionomers can be beneficial. The immiscible nature may allow the ionomer to connect
the wood particles at the content lower than what is necessary to fill in all spaces and hence
play its role in a more cost-effective way than in the cases where the ionomer alone is used as
matrix. [5]
N. Rocha et al., (2009) described an approach to the study of the influence of the nature
and the composition on the performance properties of wood flour/poly vinyl chloride (PVC)
composites. The raw materials were mixed on a two-roll mill. The final composites were
obtained by controlled press moulding. The results indicate that properties such as surface
tension and flexibility do not change significantly with the composition in the chosen
composition range. The color is easily controlled by variation in the content and the type of
wood flour. A thermal and morphological study has been performed on the raw materials and
on the composites to assess the effect of wood flour on the stability of the composites. The
inclusion of wood flour into PVC leads to poorer tensile properties. This effect is related to the
lack of association between the wood flour and the PVC.
The combination of wood and plastics offers potential for the provision of high-value

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 19
wood plastic composites (WPC). Thus, the appreciated aesthetic effects of wood can be
transferred to the world of plastics processing. The wood, in the form of fibers or flour, is
usually based on industrial wastes that can be ground. When the loading of wood flour
increases, the cost of the final composites is reduced. Compared to wood, WPC can have a
longer service life with less need for maintenance, less water absorption, better dimensional
stability and less bio deterioration. WPC can be used as a substitute for wood in a variety of applications, including
decking, benches, marina boardwalks, and window and door profiles. The WPC’s performance
can be optimized by controlling the raw materials used (type and quantity of wood and
thermoplastic polymers), the processing, and the additives. For common WPC applications,
the more important properties are mechanical strength, stiffness, impact resistance, density,
and color. In terms of color characteristics, the demands for WPC include materials that do not
stain and can provide a grained natural wood look. The consumer market is looking for more
color variety, especially for dark colored woods. A great diversity of plant residues has been
used in WPC, due to the low cost, high environ-mental acceptance, and good sustainability
features.
The wood flour samples were donated by DPM – Distribuição e Produção de Móveis
(Portugal). Two kinds of wood flour were used: bubinga (Guibourtia Tessmannii) and walnut
(Jugans Nigra). The fibers were ground on a cutting mill (Retsch GmbH SM1) with a 500 lm
stainless steel trapezium shaped sieve.
Poly (vinyl chloride) samples PVCS63 (a suspension grade, with a molecular weight of
approximately 63,000 gmol_1) and PVCS54 (a suspension grade, with a molecular weight of
about 54,000 gmol_1), was supplied by Cires, SA (Estarreja, Portugal).
Stabilox CZ 2973 GN, from REAGENS Deutschland GmbH (Lohne, Deutschland), is a
calcium salt and zinc salt-based soap stabilizer and lubricant. Sodium stearate from Ferro
Indústrias Químicas (Portugal), Lda (Castanheira do Ribatejo, Portugal), was used as a
lubricant. Epoxydised soya bean oil from CECA, SA (Paris-La Défense, France), is a co-
stabilizer and an internal lubricant in PVC formulations. Kane Ace PA210, an acrylic
copolymer (MD-P210-C210) from Kaneka Belgium N.V. (Westerlo-Oevel, Belgium), is an
impact modifier and a lubricant. Wax PE520 (KWPEI 15), a lubricant for plastics, was supplied
by Clariant GmbH (Augsburg, Germany). Decreased to 1000 rpm and the liquid components

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 20
were added. The speed was increased to 2000 rpm. When the temperature reached 110 LC, the
cooling was provided and the speed reduced to 1200 rpm. The mixture was taken from the
mixer when the stock temperature was about 50 LC.
Table 2.7 Experiments performed on two-roll mill. (N. Rocha et.al, 2009)
Sample PVC Wood flour wwf (wt%) T (LC) T1H PVCS63 None 0 170 T3H PVCS63 None 0 190 T1HB2.5 PVCS63 Bubinga 2.5 170 T1HB10 PVCS63 Bubinga 10 170 T2HB10 PVCS63 Bubinga 10 180 T3HB20 PVCS63 Bubinga 20 190 T3HB30 PVCS63 Bubinga 30 190 T3HB40 PVCS63 Bubinga 40 190 T3HW20 PVCS63 Walnut 20 190 T3HW30 PVCS63 Walnut 30 190 T3LB30 PVCS54 Bubinga 30 190 T3LB40 PVCS54 Bubinga 40 190
Preparation of two-roll mill sheets: Mixing between the PVC and the wood flour
sample was provided using a two-roll mill (Dr. Collin GMBH-85560 EBEMSBERG, Collin)
for different wood flour contents, between 0% and 40% of the total weight of each composite.
The thickness of the obtained sheets was 0.8 mm.
Press mould composites: The 0.8 mm thick sheets from the two-roll mill were press
molded on a laboratory hydraulic hot press (412BCE, Carver). The molds gave sheets of 2 mm
thickness. The sheets were guillotined to (11 cm)*(11 cm) squares. The sheets were aligned in
order to keep the wood flour particles oriented in the same flow direction. The operating
temperature of the press was the same as that used when the sample was mixed in the roll mill.
Each sample was pressed for 2 min at 4 metric tons of pressure, at the temperature of the press
plates. Then the materials were pressed for 3 min at 27 metric tons. Afterwards the temperature
was decreased to 50 °C and the pressed composite removed from the hot press. Due to processing difficulties that were related to the in-creased viscosity caused by wood
flour, the processing temperature was raised for compositions containing a greater wood flour
content. For the samples coded T3HB40 and T3LB40 it was not possible to obtain sheets,
because of the low shear rates associated with the chosen processing pathway and the high
viscosities arising from the use of the wood flour. PVCS54 was used to establish whether or
not it would be possible to produce a composite sheet in the roll mill. PVCS54 has a lower
viscosity than that of PVCS63.
Conclusions: A small amount of wood flour (2.5 wt. %) is enough to change completely the
appearance of a PVC based material, producing a composite with the appearance of wood. The

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 21
darkness of the material increases only slightly with additional increases in the wood flour
content. The color of the material can also be adjusted by controlling the type and the amount
of the wood flour. The wood flour content of the composites has little influence on the composites
properties such as the wettability and the flexural properties of the composites. However, there
is a trend for a decrease in the wettability and in the flexural strength at high wood flour
contents. These properties may be essentially related to the PVC matrix used. The effect is
clearly seen in the flexural behavior of the composites. A lower molecular weight PVC
produces a material with lower flexural compliance, independent of the wood flour content. Thermal and SEM analyses show that the presence of wood flour leads to an increase
in the degradation temperature of the main matrix. However, an initial weight loss is observed,
which may be related to the poor entanglement of the materials, caused by the presence of the
wood flour. The wood flours lead to materials that possess higher thermal endurance.
The experiments concerning the tensile properties of the composite materials showed
that a low content of wood flour creates a more fragile material, breaking just after the yield
point. Increasing the wood flour content leads to a lower tensile strength and elongation at the
yield point and a lower elongation at break. Walnut flour creates a material with better tensile
properties than those provided by the bubinga flour. PVCS54 leads to composites that give
inferior tensile properties relative to those produced PVCS63. [6]
2.1 Properties of Teak Wood
Type of wood used was carpentry waste which was from teak wood widely used to make
furniture. The main properties of teak wood are:
Teak is moderately hard, durable and fire resistant.
It can be easily seasoned and worked.
It takes up a good polish and is not attacked by white ants.
It doesn’t corrode iron fastenings and it shrinks little.
It is among the most valuable timber trees of the world and its use is limited to
superior works only.
Heart wood is brownish red in color. It darkens as it ages. Sometimes there are dark
patches on it. There is a strange scent in newly cut wood.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 22
Sapwood is whitish to pale yellowish brown in color. It can easily separate from
heart wood.
Wood texture is hard and ring porous.
Density is 720 kg/m3.[7]
2.2 Properties and types of Plastics used
Plastic is a material consisting of any of a wide range of synthetic or semi-
synthetic organics that are malleable and can be molded into solid objects of diverse shapes.
Plastics are typically organic polymers of high molecular mass, but they often contain other
substances. Due to their relatively low cost, ease of manufacture, versatility, and
imperviousness to water, plastics are used in an enormous and expanding range of products,
from paper clips to spaceships.[8] The properties of plastics are defined chiefly by the organic
chemistry of the polymer such as:
Hardness
Density
Resistance to heat
Organic solvents
Oxidation
Ionizing radiation.
In particular, most plastics will melt upon heating to a few hundred degrees Celsius. While
plastics can be made electrically conductive. Low Density Polyethylene (LDPE), High Density
Polyethylene (HDPE) and Polyvinyl Chloride (PVC) were used in the present study.
2.2.1 Properties of LDPE:
Low-density polyethylene (LDPE) is a thermoplastic made from the monomer ethylene. Its
most common use is in plastic bags. [10]
It is not reactive at room temperatures.
Quite flexible and tough.
Weaker intermolecular forces, hence lower tensile strength.
Higher resilience
MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 23
Because its molecules are less tightly packed and less crystalline due to the side
branches, its density is lower (0.910-0.940 g/cm3).
2.2.2 Properties of HDPE:
High-density polyethylene (HDPE) or polyethylene high-density (PEHD) is a
polyethylene thermoplastic made from petroleum. With a high strength-to-density ratio, HDPE
is used in the production of plastic bottles, corrosion-resistant piping and plastic lumber. [11]
Stronger intermolecular forces and tensile strength than LDPE.
Harder and more opaque.
Large strength to density ratio
The density can range from 0.93-0.97 g/cm3
2.2.3 Properties of Poly Vinyl Chloride (PVC):
PVC comes in two basic forms: rigid and flexible. The rigid form of PVC is used in
construction for pipe and in profile applications such as doors and windows. It can be made
flexible by addition of plasticizers (phthalates) and can be used in plumbing, electrical cable
insulation etc. [12]
PVC has high hardness and mechanical properties
Elastic modulus of rigid can reach up to 1500-3000 MPa and of flexible is 1.5-15MPa.
Good insulation because of higher polar nature.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 24
Chapter 3 Experimental Setup
3.1 Materials used: Waste plastic bags were collected from retail cloth store and bottles
from cold drink stores. The waste wood powder was obtained as a carpentry waste from Gayatri
Wood Works, Vidyagiri, Bagalkot. The plastic bags fell into a category of LDPE and bottles
in the category of HDPE. The wood powder was found to be of teak wood which is widely
used to make furniture.
The wood waste from carpenter was brought and fine powder was separated from the waste by
sieving process using a sieve of mesh size 1500microns. The size of the particles were
1500microns.
3.2 Method:
Following steps were involved in the preparation
Drying of wood powder: Wood was first dried in the sunlight for 24 hours and further
kept in a hot air oven at 105±5ºC for 24 hours to remove any moisture content in the
wood. This is shown in the Fig 3.1 &3.2.
Melting of thermoplastics in a graphite crucible by placing in resistance furnace
(Fig 3.3) by maintaining the temperature range as follows
1. Low Density Polyethelene(LDPE) (105°C-115°C)
2. High Density Polyethelene(HDPE) (120°C-180°C)
3.Poly Vinyl Chloride(PVC) (100°C-250°C)
Thouroghly mixing ground wood particles and melted thermoplastic. Upon mixing the
mixture is poured into the mould (Fig 3.4 & 3.5) and rammed by applying hand pressure
to the rammer.
Allowing the mould to cool and solidify and followed by demoulding.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 25
Fig. 3.1 Drying of wood powder in sunlight
Fig. 3.2 Drying of wood powder in hot air oven

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 26
Fig 3.3 Heating of Graphite Crucible for melting of plastic
Fig 3.4 Mould for compression testing specimens

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 27
Fig 3.5 Mould for Tensile testing specimens
3.3 Mechanical Properties of Wood Plastic Composites
3.3.1 Compression and tensile tests
The tensile and compression properties of the waste wood particle and plastic
composites at room temperature were determined for 4 different specimens of a particular
composition by following the ASTM standards (ASTM D638 for tensile & ASTM D3410 for
compression) and testing them in a computer controlled Universal Testing Machine. The
specimen size are shown below (Fig3.6 & Fig 3.7). In addition to this microstructure images
of each composition were obtained using Scanning Electron Microscopy. The microstructures
study explained how the different compositions varied. The images are shown under results
and discussion.
3.3.2 Water absorption test
Before testing, the weight of each specimen was measured and conditioned samples of
each composite type were soaked in distilled water at room temperature for 24 h. Samples were
removed from the water, patted dry and then measured again. Each value obtained represented
the average of 4 samples. The value of the water absorption in percentage was calculated using
the following equation:

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 28
WA (t) =𝑊(𝑡)−𝑊0
𝑊0 ×100
Where,
WA (t) - water absorption (%) at time t,
Wₒ - oven dried weight and W (t) is the weight of specimen at a given immersion time t.
Fig. 3.6 Specifications of WPC Fig. 3.7 Specifications of WPC specimens
specimens for compression for tensile
Fig 3.8 UTM used for testing of WPC Fig 3.9 Scanning electron microscope

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 29
3.4 Results and Discussions
3.4.1 Compression test results
Fig 3.10. Compression strength of WPC for the composition LDPE-75% & Wood-25%
Fig 3.11. Compression strength of WPC for the composition LDPE-80% & Wood-20%

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 30
Fig 3.12. Compression strength of WPC for the composition HDPE-75% & Wood-25%
Fig 3.13. Compression strength of WPC for the composition HDPE-80% & Wood-20%
MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 31
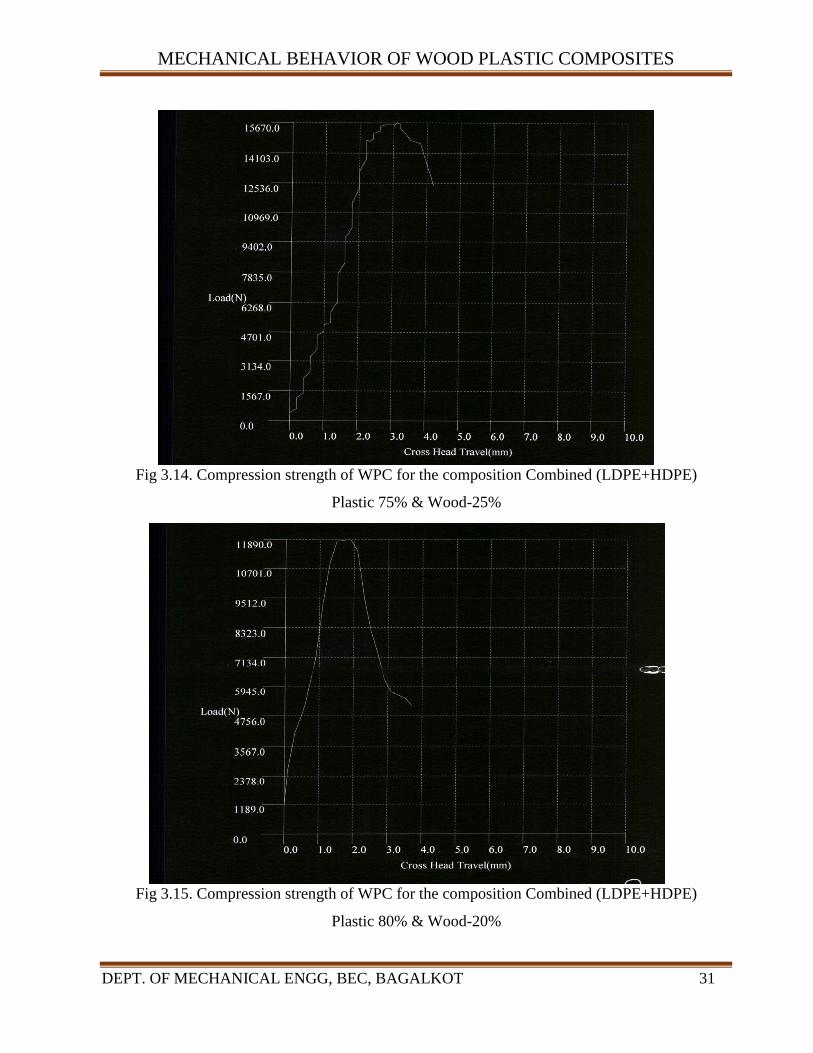
Fig 3.14. Compression strength of WPC for the composition Combined (LDPE+HDPE)
Plastic 75% & Wood-25%
Fig 3.15. Compression strength of WPC for the composition Combined (LDPE+HDPE)
Plastic 80% & Wood-20%

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 32
3.4.2 Tensile test results
Fig 3.16. Tensile strength of WPC for the composition LDPE-75% & Wood-25%
Fig 3.17. Tensile strength of WPC for the composition LDPE 80% & Wood 20%

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 33
Fig 3.18. Tensile strength of WPC for the composition Combined (LDPE+HDPE)
Plastic80% & Wood-20%
3.4.3 Microstructures of WPC
Fig 3.19 Microstructure of WPC having composition LDPE-75% & Wood-25%

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 34
Fig 3.20. Microstructure of WPC having composition LDPE-80% & Wood-20%
Fig 3.21 Microstructure of WPC having composition 75% HDPE – 25% Wood

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 35
Fig 3.22 Microstructure of WPC having composition 80% HDPE – 20% Wood
Fig 3.23 Microstructure of WPC having composition 75% LDPE+HDPE – 25% Wood
MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 36
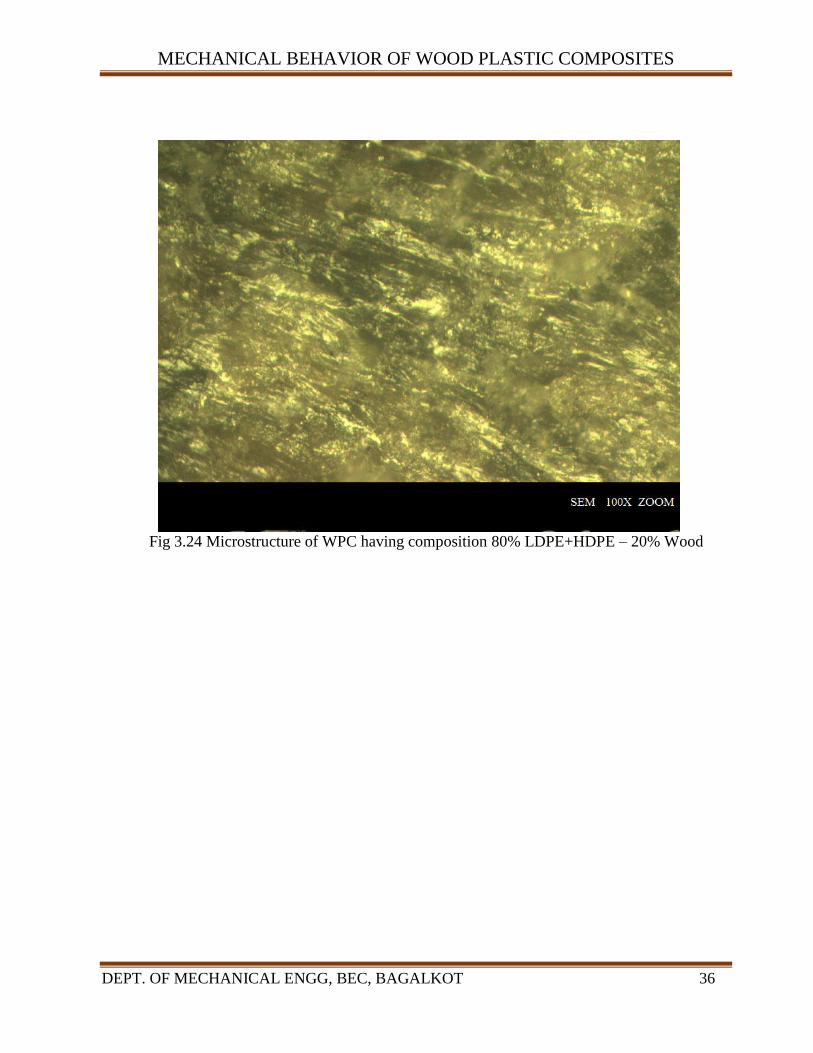
Fig 3.24 Microstructure of WPC having composition 80% LDPE+HDPE – 20% Wood

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 37
Table 3.1 Compression Strength of the Specimens
Type of plastic Composition Peak load (N) Comp Strength
(N/mm2)
1.LDPE ii)75% P-25% W 30900.00 38.13
41573.86 42.24
57970.83 58.80
64506.40 65.54
51.18
iii)80% P-20% W 27900 34.91
27519 28.44
30896 31.93
35472.89 36.66
32.99
2.HDPE i)75% P-25% W 5760 6.13
8158.72 8.48
6917.59 7.19
6157.50 6.40
7.085
ii)80% P-20% W 4980 5.27
5156.9 5.36
5955.46 6.19
5580.238 5.8
5.655
3. Combined LDPE
and HDPE
i)75% P- 25% W 15660.00 16.50
15873.00 18.57
20394.4 21.2
17094.74 17.77
18.51
ii)80% P-20% W 11880.00 12.81
13073.58 13.59
18066.36 18.78
11120.72 11.56
14.185

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 38
Fig. 3.25. Bar chart representing the comparison of compressive strengths of WPC
Table 3.2 Average Tensile Strength of Specimens
Type of Plastic Composition Peak load (N) Tensile Strength
(N/mm2)
1. LDPE i)75% P-25%
W
1320 7.09
ii)80% P-20%W 540 2.15
2. HDPE Unable to prepare as the mixture gets solidified before pouring
into the mould
3. Combined i) 80% P-
20%W
840 4.08
ii) 75% P-25%W- unable to prepare as specimen was very
brittle and broke during removal from mould.
0
10
20
30
40
50
60
75%P-25%W 80%P-20%w
STREN
GTH
LDPE HDPE COMBINED PLASTIC

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 39
Table 3.3 Water absorption capacity
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0 1 2 3 4 5 6 7
Fig. 3.26 Comparison of average values of samples of water absorption
Sl.no Type of
plastic
Description Specimen
Diameter
(cm)
WA(t) in
% for 25
Hours
WA(t) in
% for 50
Hours
WA (t) in
% for
75 Hours
WA(t) in
% for
100 Hours
1 LDPE 75P-25W 3.54 0.044 0.133 0.133 0.177
2 LDPE 80P-20W 3.48 0.013 0.02 0.056 0.08
3 HDPE 75P-25W 3.47 0.078 0.083 0.12 0.19
4 HDPE 80P-20W 3.51 0.023 0.039 0.040 0.08
5 COMBINED 75P-25W 3.52 0.05 0.052 0.098 0.14
6 COMBINED 80P-20W 3.54 0.039 0.041 0.08 0.098

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 40
Chapter 4 CONCLUSIONS
The study conducted on the WPC has shown that plastics that are discarded after the
use can be successfully utilized to make composite materials with useful mechanical
properties. The composite specimens were prepared without using any binding agent or
coupling agent as it is important to know the behavior of WPC in absence of agents.
The wood plastic composite specimens were prepared using teak wood powder along
with different plastics by varying composition such as 70 % plastic with 30% wood powder
and 80% plastic with 20% wood powder. After preparing specimens with single plastic (LDPE
or HDPE), specimens were prepared by combining the two plastic (LDPE+HDPE) with equal
distribution. It was observed that, more the wood content more will be the strength and the
point to be considered the most is that it is difficult to prepare specimen having more than 30%
wood due to lack of interfacial bonding and hence binding agents can be used for further
composition.
4 specimens were prepared of each composition and were tested for compression and
tensile strength in a computer controlled Universal Testing Machine. More or less the results
obtained were nearer. The compressive strength of specimens made of LDPE are generally
greatest, closely followed by specimens made of combined plastic waste (LDPE+HDPE) and
WPC samples made of HDPE. The tensile properties of the composite materials showed that a
low content of wood flour creates more fragile materials, breaking just after the yield point.
The graphs were obtained and the results were tabulated. Increasing the wood flour content
leads to more tensile strength. The problems associated with PVC is that the release of toxic
gases upon melting and very low bonding property. The PVC could not be melted as it started
to burn upon melting and no specimens were prepared.
The specimen were tested for water absorption capacity also by immersing the
specimens in water for 100 Hours. Weight of the specimen was observed for every 25 hours
i.e., 25 hours, 50 hours, 75 hours and 100 hours. The rate of water absorption was found to be
significantly lower for wood plastic composites. It was found that more the plastic content
lesser will be the water absorption. The results are tabulated and graphical representations are
made to compare the properties of wood plastic composites prepared.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 41
Finally the conclusion was derived that specimen with composition 50% plastic and
50% wood powder and 60% plastic and 40% wood powder cannot be produced due to lack of
interfacial bonding between plastic and wood powder. Hence to produce the specimen of such
composition, binding or coupling agents are required. The properties of wood change with
moisture content and those of WPC depend a great deal on the manufacturing procedure.

MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 42
Chapter 5 SCOPE FOR THE FUTURE WORK
WPC are new and rapidly evolving products. They offer a number of advantages,
including flexibility of production and the use of recycled material to create a recyclable
product. Despite the wide array of possible finished forms, the manufacture of WPC is
relatively simple and uniform. WPC have become well-established building materials,
especially for residential decking, Outdoor deck floors, railings, park benches, fences,
landscaping timbers, cladding and siding, moulding and trim are likely to be used for a wider
array of applications in the future.
Fig 5.1 Outdoor decking Fig 5.2 Railings
MECHANICAL BEHAVIOR OF WOOD PLASTIC COMPOSITES
DEPT. OF MECHANICAL ENGG, BEC, BAGALKOT 43
Chapter 6 REFERENCES AND LINKS
6.1 References
[1] Krishnan Jayaraman, Debes Bhattacharyya (2004), Mechanical performance of wood
fiber-waste plastic composite materials, Resources, Conservation and Recycling, 41 307-
319.
[2] Andrea Wechsler, Salim Hiziroglu (2007), “Some of the properties of the wood-plastic
composites”, Building and environment, 42 2637-2644.
[3] Pascal Kamdem. D, Haihong Jiang, Weining Cui, Jason Freed, Laurent M. Matuana.
(2004), “Properties of wood plastic composites made of recycled HDPE and wood flour
from CCA-treated wood removed from service”, Composites: Part A 35 (2004) 347-355.
[4] Shu-Kai, Rakesh K. Gupta (2008), “Improved wood-plastic composites through better
processing” Composites: Part A 39 1694-169.
[5] Rocha. N, Kazlauciunas. A, Gil. M. H, Concalves. P. M, Cuthrie. J. T, (2009) “Poly (vinyl
chloride)-Wood flour press mould composites: The influence of raw material on
performance properties”.
[6] Teiqi Li, Ning Yan, (2007) “Mechanical properties of wood flour/HDPE/ionomer
composites”, Composites: Part A 38 1-12.
6.2 External links
[7] https://en.wikipedia.org/wiki/Teak
[8] https://en.wikipedia.org/wiki/Plastic
[9] http://gurumavin.com/study-renewable-plastic-made-from-carbon-dioxide-and-plants
[10] https://en.wikipedia.org/wiki/Low-density_polyethylene
[11] https://en.wikipedia.org/wiki/High-density_polyethylene
[12] https://en.wikipedia.org/wiki/Polyvinyl_chloride