kinetics of hydrogenation of palm stearin fatty acid...
TRANSCRIPT

Indian Journal of Chemical Technology Vol. 14, January 2007, pp. 52-63
Kinetics of hydrogenation of palm stearin fatty acid over Ru/Al2O3 catalyst in presence of small quantity of water
Manoj A Tike & Vijaykumar V Mahajani*
Chemical Engineering Department, Institute of Chemical Technology, University of Mumbai, Matunga, Mumbai 400 019, India Email: [email protected]
Received 16 March 2006; revised received 21 September 2006; accepted 5 October 2006
The liquid phase hydrogenation of palm stearin fatty acid was studied in the presence of 2% (w/w) water, using n-dodecane as solvent. The catalyst, 5% Ru/Al2O3 was found to be more effective than that of Ni catalyst. The presence of water enhanced hydrogenation rate for ruthenium-supported catalyst. The kinetics for palm stearin fatty acid hydrogenation over 5% Ru/Al2O3 catalyst was investigated in a slurry reactor in the range of temperature (393-423 K) and H2 pressure (0.68-2.72 MPa). The rate of hydrogenation was described in terms of reduction in iodine value (IV) using power law model. The Langmuir–Hinshelwood type kinetic expressions for a single site mechanism with molecular adsorption of H2 was proposed, and this model provided the best fit of the experimental data. The catalyst could be reused thrice without any loss in activity.
Keywords: Hydrogenation, Palm stearin fatty acid, Catalyst, Kinetics IPC Code: C07C51/00, C11C3/12
Hydrogenation of fatty acids is commercially very important to oleo-chemical industry. Palm stearin fatty acid is a potential substitute for tallow fatty acid because of its composition, cost and ease availability from tropical countries. It is a renewable source that can be obtained from palm oil. Palm oil (triglycerides) can be crystallized into a low melting fraction, olein (triglycerides) and high melting fraction, stearin (triglycerides). Further steam splitting of this high melting fraction, stearin (triglycerides) gives fatty acid (i.e. Palm stearin fatty acid) and glycerol. This split palm stearin fatty acid contains mixture of saturated and unsaturated fatty acids. Hydrogenation of palm stearin fatty acid leads to production of palmitic acid and stearic acid. The mixture of these saturated fatty acids have widespread application in the manufacture of synthetic detergents, soaps, cosmetics, greases, plastics, textiles and various types of protective and decorative coatings. It is also used in the form of derivatives such as metallic salts, alcohols, amides, bromides, nitrites, amines etc. The reaction mechanism of hydrogenation of fatty oils/acids is highly complex because of simultaneous hydrogenation reaction in series and isomerisation. The present investigation deals with hydrogenation of palm stearin fatty acid (in reality mixture of acids) wherein the end use of the saturated acids is for industrial application as discuss above. The extent of
saturation by hydrogenation is determined by iodine value (IV). Iodine value is a measure of unsaturation of the fats and is defined as the number of grams of iodine absorbed by 100 grams of substance. Though the hydrogenation of oils is well studied1-3, scanty information is available for the hydrogenation of unsaturated fatty acids to saturated fatty acids. Yoshie et al.4, have studied the effect of catalyst activity and selectivity for hydrogenation of linoleic acid by using Pt, Pd, Ru and Ir as catalysts. Hasman5 investigated hydrogenation of unsaturated fatty acid using mixture of Ni and copper chromite catalyst under reasonably mild hydrogenation conditions. Hasman5 reported that fatty acids with low iodine value (IV ≤ 15) are the most difficult to hydrogenate. There is little systematic study reported for hydrogenation of fatty acids. The palm stearin fatty acid is obtained via steam splitting and therefore the acid fraction always contains some water (say 2%). Copper-chromite catalyst poses spent catalyst disposal problems due to Cr content. Therefore, there is a need for Cr free catalyst. Ni is the catalyst universally employed in oleo-chemical industry but the search is still on for a better catalyst operating under milder condition and producing lower level of trans-isomers. Though Ni is active catalyst at high temperature and high pressure, it does not show appreciable activity at temperatures
TIKE & MAHAJANI: KINETICS OF HYDROGENATION OF PALM STEARIN FATTY ACID
53
below 423 K6. It was reported that water is a powerful catalyst deactivator in case of Ni catalyst7. It means before hydrogenation, removal of water from feedstock is must at elevated temperatures (> 373 K) and under vacuum. This adds to total cycle time for hydrogenation in batch mode. In continuous mode a separate unit operation is required to dehydrate the palm stearin fatty acid stock and the same is then stored under nitrogen blanket. Ruthenium (Ru) is known to be good catalyst for hydrogenation in the presence of water for a variety of organic substrate8,9. Therefore, an attention was focussed on Ru based catalyst for hydrogenation of the palm stearin fatty acid. The Ru based catalysts are cheaper than those based on Pd and or Pt as the catalyst element. There is practically no information available in the published literature on the kinetics of palm stearin fatty acid hydrogenation in presence of small quantity of water using Ru as the catalyst. In the present work, hydrogenation of palm stearin fatty acid was studied using Ru/Al2O3 as a catalyst in the presence of 2% (w/w) water after screening other Ru supported catalysts. By using Ru based catalysts disadvantages of Ni catalyzed hydrogenation can be eliminated. The tolerance of water makes Ru system more attractive because one unit operation namely, dehydration is eliminated. Also savings are resulting out of elimination of vacuum system and intermediate storage. Further, since in batch mode dehydration the reaction is carried out in the same reactor, the elimination of dehydration step means the reactor is available for more production batches. All these would result in process intensification. It is well known that during hydrogenation of any oil, trans- isomers are formed. The trans- isomer has been reported to be undesirable due to adverse health effect10. Therefore, it was also decided to investigate trans-isomer profile during the course of hydrogenation. Though trans- isomer is of not much relevance, as of today, to industrial application, the present study might be useful to minimize trans-content during partial hydrogenation of edible oil. Different kinetic runs were performed by changing temperature, H2 pressure, catalyst concentration, and initial fatty acid concentration by using n-dodecane as inert solvent. Palm stearin fatty acid is a solid and has m.p. ≥ 50°C. Thus, in absence of solvent it causes difficulties during withdrawal of samples periodically, while studying hydrogenation (sample line was chocked). The use of n-dodecane as solvent facilitated
the sampling. However, in commercial practice it is unlikely that the solvent, n-dodecane, could be used. In order to facilitate kinetic study n-dodecane as an inert solvent has been used. The results have been interpreted with the process design engineer friendly power law model and the reaction insight was obtained via Langmuir–Hinshelwood (L-H) kinetic model. The rate of hydrogenation was described in terms of iodine value (IV). Experimental Procedure Materials The commercially split palm stearin fatty acid, supplied by M/s Godrej Industries Ltd., Mumbai, India was used for hydrogenation. The fatty acid profile of palm stearin fatty acid was as follows: C12:0, 0.4%; C14:0, 1.2%; C16:0, 59.0%; C18:0, 5.4%; C18:1, 27.8%; C18:2, 5.7%; C20:0, 0.5%; iodine value (IV), 36.0 (Wijj’s); acid value, 211 and average molecular wt, 265.5 (based on the fatty acid composition). n-Dodecane was purchased from s. d. fine chemicals, Mumbai, India. Ruthenium trichloride trihydrate (pure), used as a catalyst precursor, were obtained from SISCO Research Laboratories Pvt. Ltd., Mumbai. The high surface area alumina and titania support were obtained from Degussa, Germany. Carbon support was procured from s. d. fine chemicals, Mumbai, India. The commercial nickel catalyst (Nysosel, 222) was supplied by M/s Godrej Industries Ltd., Mumbai, India. Hydrogen with a minimum stated purity of 99.9% was obtained from Industrial Oxygen Company Ltd., India. All chemicals for product analysis were of highest purity available. Catalyst preparation: formaldehyde reduction In order to prepare 5% Ru/Al2O3 catalyst, an aqueous solution of ruthenium trichloride trihydrate (RuCl3.3H2O) in deionised water was rapidly contacted with the finely divided support and the slurry was stirred for 2 h at 303 K and kept overnight for adsorption of Ru. The slurry was then contacted with sodium hydroxide solution to precipitate ruthenium as a hydroxide. It was stirred again and heated at 333 K for 1 h. After settling, the top aqueous layer was separated from the precipitate below. Deionised water was then added to the precipitate and this solution was then allowed to digest at 353 K for an hour. An excess formaldehyde and an additional amount of the precipitant were then added to the
INDIAN J. CHEM. TECHNOL., JANUARY 2007
54
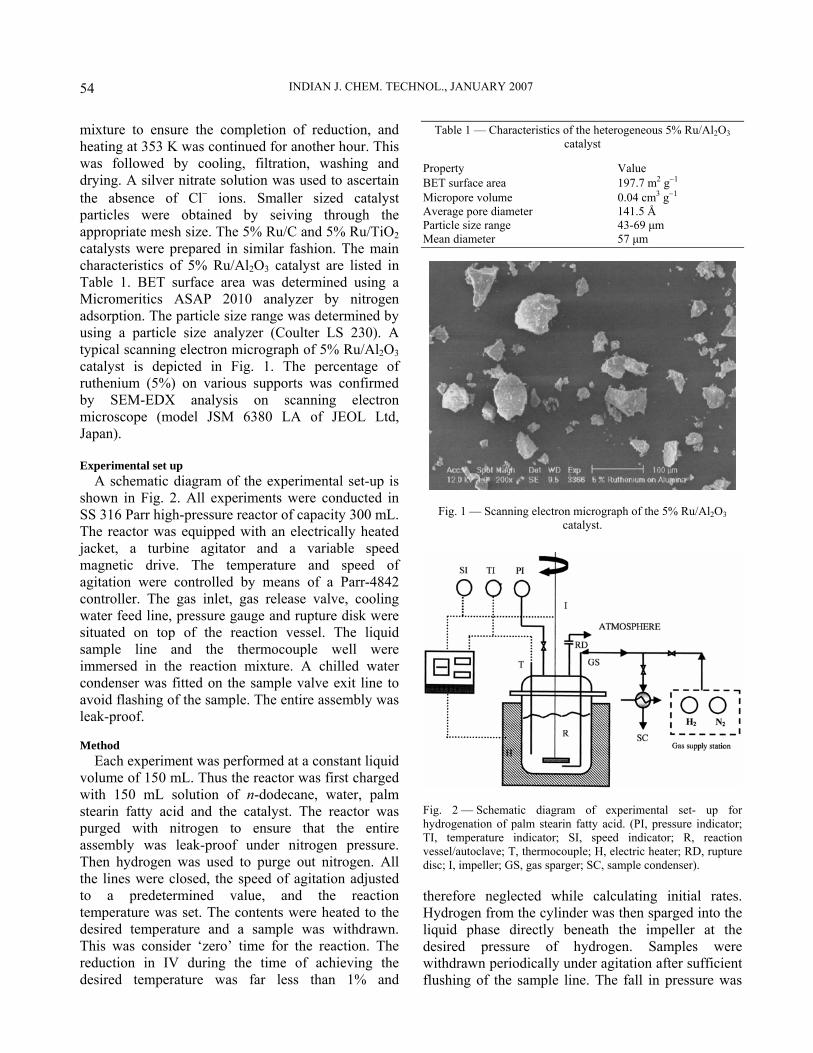
mixture to ensure the completion of reduction, and heating at 353 K was continued for another hour. This was followed by cooling, filtration, washing and drying. A silver nitrate solution was used to ascertain the absence of Cl− ions. Smaller sized catalyst particles were obtained by seiving through the appropriate mesh size. The 5% Ru/C and 5% Ru/TiO2 catalysts were prepared in similar fashion. The main characteristics of 5% Ru/Al2O3 catalyst are listed in Table 1. BET surface area was determined using a Micromeritics ASAP 2010 analyzer by nitrogen adsorption. The particle size range was determined by using a particle size analyzer (Coulter LS 230). A typical scanning electron micrograph of 5% Ru/Al2O3 catalyst is depicted in Fig. 1. The percentage of ruthenium (5%) on various supports was confirmed by SEM-EDX analysis on scanning electron microscope (model JSM 6380 LA of JEOL Ltd, Japan). Experimental set up A schematic diagram of the experimental set-up is shown in Fig. 2. All experiments were conducted in SS 316 Parr high-pressure reactor of capacity 300 mL. The reactor was equipped with an electrically heated jacket, a turbine agitator and a variable speed magnetic drive. The temperature and speed of agitation were controlled by means of a Parr-4842 controller. The gas inlet, gas release valve, cooling water feed line, pressure gauge and rupture disk were situated on top of the reaction vessel. The liquid sample line and the thermocouple well were immersed in the reaction mixture. A chilled water condenser was fitted on the sample valve exit line to avoid flashing of the sample. The entire assembly was leak-proof. Method Each experiment was performed at a constant liquid volume of 150 mL. Thus the reactor was first charged with 150 mL solution of n-dodecane, water, palm stearin fatty acid and the catalyst. The reactor was purged with nitrogen to ensure that the entire assembly was leak-proof under nitrogen pressure. Then hydrogen was used to purge out nitrogen. All the lines were closed, the speed of agitation adjusted to a predetermined value, and the reaction temperature was set. The contents were heated to the desired temperature and a sample was withdrawn. This was consider ‘zero’ time for the reaction. The reduction in IV during the time of achieving the desired temperature was far less than 1% and
therefore neglected while calculating initial rates. Hydrogen from the cylinder was then sparged into the liquid phase directly beneath the impeller at the desired pressure of hydrogen. Samples were withdrawn periodically under agitation after sufficient flushing of the sample line. The fall in pressure was
Table 1 — Characteristics of the heterogeneous 5% Ru/Al2O3 catalyst
Property Value BET surface area 197.7 m2 g−1
Micropore volume 0.04 cm3 g−1
Average pore diameter 141.5 Å Particle size range 43-69 μm Mean diameter 57 μm
Fig. 1 — Scanning electron micrograph of the 5% Ru/Al2O3 catalyst.
Fig. 2 — Schematic diagram of experimental set- up for hydrogenation of palm stearin fatty acid. (PI, pressure indicator; TI, temperature indicator; SI, speed indicator; R, reaction vessel/autoclave; T, thermocouple; H, electric heater; RD, rupture disc; I, impeller; GS, gas sparger; SC, sample condenser).

TIKE & MAHAJANI: KINETICS OF HYDROGENATION OF PALM STEARIN FATTY ACID
55
monitored by a pressure gauge. Additional hydrogen was charged from the cylinder through manually operated control valve to make up for that consumed during the reaction, thus maintaining a constant total pressure (the entire system was in semi–batch mode). The reaction was allowed to proceed for a prescribed time after which the autoclave was allowed to cool. Product analysis Samples were withdrawn at various time intervals during hydrogenation. Moisture was removed from samples using sodium sulphate before product analysis to diminish the analytical error. The reaction products were analyzed by Wijj’s method11 to find iodine value (IV), which determine the degree of unsaturation. According to this specification, carbon tetrachloride was recommended to use as inert to Wijj’s solution. However, rather than using chlorinated solvents (carbon tetrachloride, chloroform), n-dodecane itself was used for IV determination. The results suggested that n-dodecane which was also used as the reaction mixture could also be used satisfactorily for IV analysis. This was validated independently. For quantitative analysis, the reaction products were converted into their methyl esters (fatty acid methyl esters) and gas chromatographically analyzed using BPX-70 (70% Cyanopropyl polysilphenylene-siloxane) capillary column (30 m × 0.32 mm I.D.) mounted on gas chromatograph (model Chemito 1000, Chemito Technologies Pvt. Ltd., India) with a flame ionization detector. The column was operated at 393 to 503 K with 3 K/min rate with hydrogen as carrier gas. Injector ports and detector were held at 523 and 533 K, respectively. This analysis allowed to determine quantitatively all kinds of fatty acid methyl esters and geometrical cis-trans isomers. Iodine value (IV) obtained from Wijj’s method and gas chromatograph technique was quite identical. Results and Discussion The primary objective of the present work is to study the intrinsic kinetics of liquid phase hydrogenation of palm stearin fatty acid using Ru/Al2O3 catalyst to aid process design. The reaction between hydrogen and unsaturated fatty acid is indicated as follow: R1 −CH = CH − R2 + H2 R1 − CH2 – CH2 – R2 …(1) to
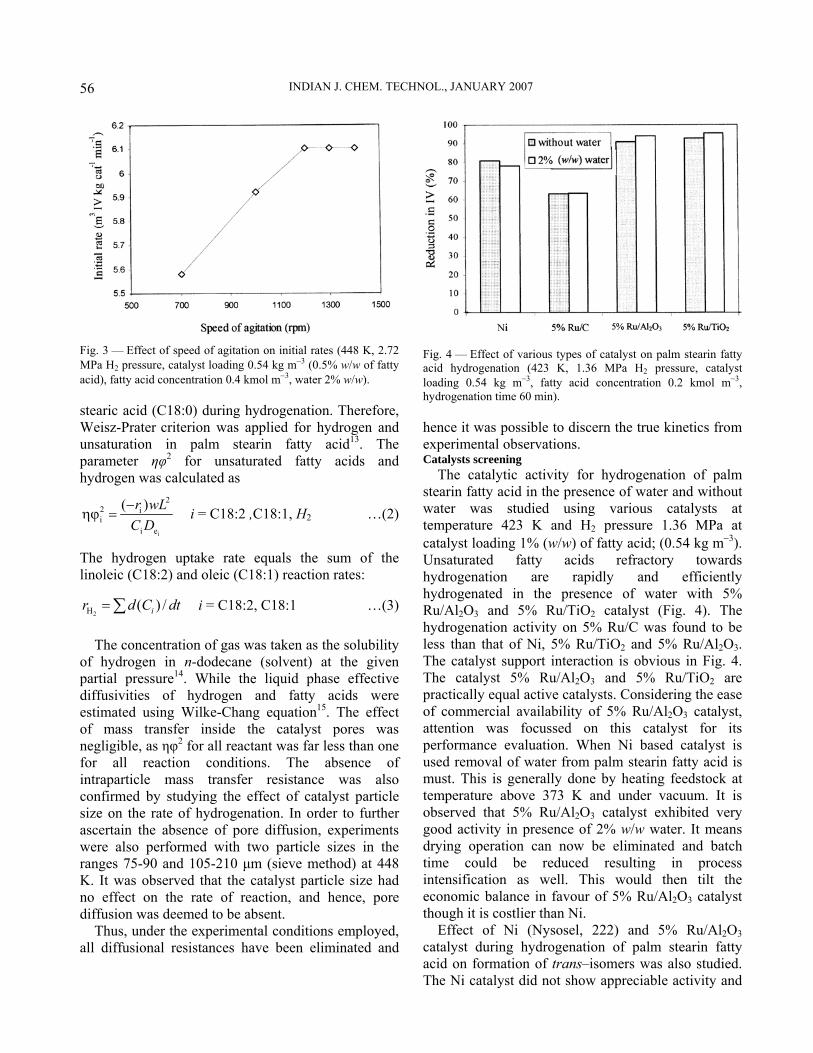
Palm stearin fatty acid contain unsaturated fatty acid particularly C18 chain length. During the hydrogenation reaction unsaturated fatty acid compete with hydrogen through adsorption for the active sites on the catalyst surface where they are gradually converted to the saturated state. The extent of complete hydrogenation as in oleo-chemically measured in terms of reduction in iodine value (IV). This catalytic hydrogenation of fatty acid is a heterogeneous gas-liquid-solid catalyzed reaction. Depending upon the catalyst activity, the process might be controlled by inter and intra particle diffusional resistances associated with gas-liquid-solid mass transfer process. In order to study the true kinetics, these diffusional resistances (mass transfer resistances) must be absent. Mass transfer considerations A concise treatise on such a heterogeneous gas–liquid–solid catalyzed reaction system is presented by Doraiswamy and Sharma12. The gas phase is almost pure hydrogen, due to the extremely low vapor pressure of n-dodecane (solvent) and reactant palm stearin fatty acid under the experimental conditions during hydrogenation. Further, due to higher temperature (> 423 K), the diffusivity will also increase in the gas phase. Consequently, the diffusional resistance associated with transfer of hydrogen gas in the gas phase to the gas-liquid interface can safely be assumed to be absent. The gas-liquid interface is instantaneously saturated w. r. t. hydrogen. The diffusional resistance for transfer of dissolved hydrogen to the bulk liquid phase and then to the catalyst surface can be ascertained by the extent of turbulence in the liquid phase. In a slurry reactor where the catalyst is kept in suspension, the impeller speed controls the intensity of turbulence. Figure 3 shows that at 448 K, the speed of agitation above 1200 rpm had no effect on the rate of reaction. It was observed that intense speed of agitation resulted in better mass transfer and hence enhanced the reaction. This clearly indicates the absence of any diffusional resistances (gas-liquid and liquid-solid mass transfer) at and above the speed of agitation 1200 rpm. All further experiments were, therefore, conducted at 1200 rpm and at lower temperatures. The existence of intraparticle mass transfer resistance in the catalyst can be verified by calculating observable modulus of hydrogen and that of palm stearin fatty acid. Palm stearin fatty acid contains unsaturated linoleic (C18:2) and oleic (C18:1) acids which are converted in saturated
INDIAN J. CHEM. TECHNOL., JANUARY 2007
56
stearic acid (C18:0) during hydrogenation. Therefore, Weisz-Prater criterion was applied for hydrogen and unsaturation in palm stearin fatty acid13. The parameter ηφ2 for unsaturated fatty acids and hydrogen was calculated as
Fig. 3 — Effect of speed of agitation on initial rates (448 K, 2.72 MPa H2 pressure, catalyst loading 0.54 kg m−3 (0.5% w/w of fatty acid), fatty acid concentration 0.4 kmol m−3, water 2% w/w).
i
22 ii
i e
( )r wLC D−
ηϕ = i = C18:2 ,C18:1, H2 …(2)
The hydrogen uptake rate equals the sum of the linoleic (C18:2) and oleic (C18:1) reaction rates:
2H ( ) /ir d C=∑ dt i = C18:2, C18:1 …(3) The concentration of gas was taken as the solubility of hydrogen in n-dodecane (solvent) at the given partial pressure14. While the liquid phase effective diffusivities of hydrogen and fatty acids were estimated using Wilke-Chang equation15. The effect of mass transfer inside the catalyst pores was negligible, as ηφ2 for all reactant was far less than one for all reaction conditions. The absence of intraparticle mass transfer resistance was also confirmed by studying the effect of catalyst particle size on the rate of hydrogenation. In order to further ascertain the absence of pore diffusion, experiments were also performed with two particle sizes in the ranges 75-90 and 105-210 μm (sieve method) at 448 K. It was observed that the catalyst particle size had no effect on the rate of reaction, and hence, pore diffusion was deemed to be absent. Thus, under the experimental conditions employed, all diffusional resistances have been eliminated and
hence it was possible to discern the true kinetics from experimental observations.
Fig. 4 — Effect of various types of catalyst on palm stearin fatty acid hydrogenation (423 K, 1.36 MPa H2 pressure, catalyst loading 0.54 kg m−3, fatty acid concentration 0.2 kmol m−3, hydrogenation time 60 min).
Catalysts screening The catalytic activity for hydrogenation of palm stearin fatty acid in the presence of water and without water was studied using various catalysts at temperature 423 K and H2 pressure 1.36 MPa at catalyst loading 1% (w/w) of fatty acid; (0.54 kg m−3). Unsaturated fatty acids refractory towards hydrogenation are rapidly and efficiently hydrogenated in the presence of water with 5% Ru/Al2O3 and 5% Ru/TiO2 catalyst (Fig. 4). The hydrogenation activity on 5% Ru/C was found to be less than that of Ni, 5% Ru/TiO2 and 5% Ru/Al2O3. The catalyst support interaction is obvious in Fig. 4. The catalyst 5% Ru/Al2O3 and 5% Ru/TiO2 are practically equal active catalysts. Considering the ease of commercial availability of 5% Ru/Al2O3 catalyst, attention was focussed on this catalyst for its performance evaluation. When Ni based catalyst is used removal of water from palm stearin fatty acid is must. This is generally done by heating feedstock at temperature above 373 K and under vacuum. It is observed that 5% Ru/Al2O3 catalyst exhibited very good activity in presence of 2% w/w water. It means drying operation can now be eliminated and batch time could be reduced resulting in process intensification as well. This would then tilt the economic balance in favour of 5% Ru/Al2O3 catalyst though it is costlier than Ni. Effect of Ni (Nysosel, 222) and 5% Ru/Al2O3 catalyst during hydrogenation of palm stearin fatty acid on formation of trans–isomers was also studied. The Ni catalyst did not show appreciable activity and
TIKE & MAHAJANI: KINETICS OF HYDROGENATION OF PALM STEARIN FATTY ACID
57
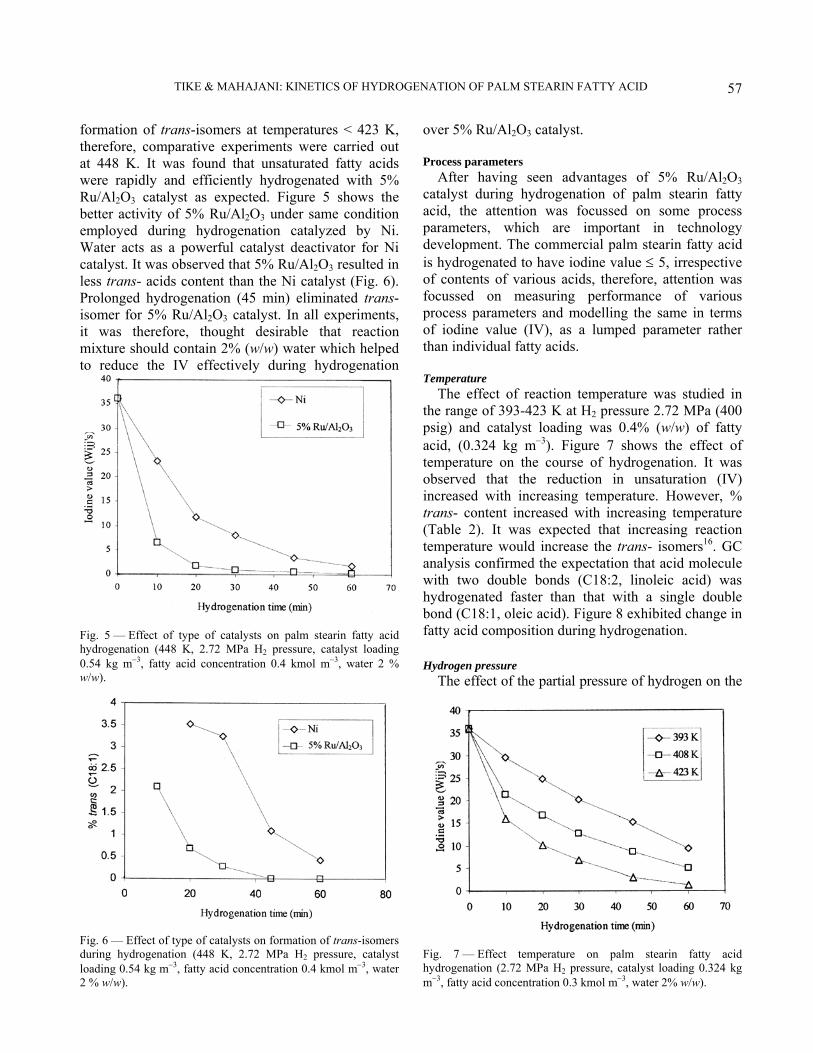
formation of trans-isomers at temperatures < 423 K, therefore, comparative experiments were carried out at 448 K. It was found that unsaturated fatty acids were rapidly and efficiently hydrogenated with 5% Ru/Al2O3 catalyst as expected. Figure 5 shows the better activity of 5% Ru/Al2O3 under same condition employed during hydrogenation catalyzed by Ni. Water acts as a powerful catalyst deactivator for Ni catalyst. It was observed that 5% Ru/Al2O3 resulted in less trans- acids content than the Ni catalyst (Fig. 6). Prolonged hydrogenation (45 min) eliminated trans-isomer for 5% Ru/Al2O3 catalyst. In all experiments, it was therefore, thought desirable that reaction mixture should contain 2% (w/w) water which helped to reduce the IV effectively during hydrogenation
over 5% Ru/Al2O3 catalyst. Process parameters After having seen advantages of 5% Ru/Al2O3 catalyst during hydrogenation of palm stearin fatty acid, the attention was focussed on some process parameters, which are important in technology development. The commercial palm stearin fatty acid is hydrogenated to have iodine value ≤ 5, irrespective of contents of various acids, therefore, attention was focussed on measuring performance of various process parameters and modelling the same in terms of iodine value (IV), as a lumped parameter rather than individual fatty acids. Temperature
Fig. 5 — Effect of type of catalysts on palm stearin fatty acid hydrogenation (448 K, 2.72 MPa H2 pressure, catalyst loading 0.54 kg m−3, fatty acid concentration 0.4 kmol m−3, water 2 % w/w).
Fig. 6 — Effect of type of catalysts on formation of trans-isomers during hydrogenation (448 K, 2.72 MPa H2 pressure, catalyst loading 0.54 kg m−3, fatty acid concentration 0.4 kmol m−3, water 2 % w/w).
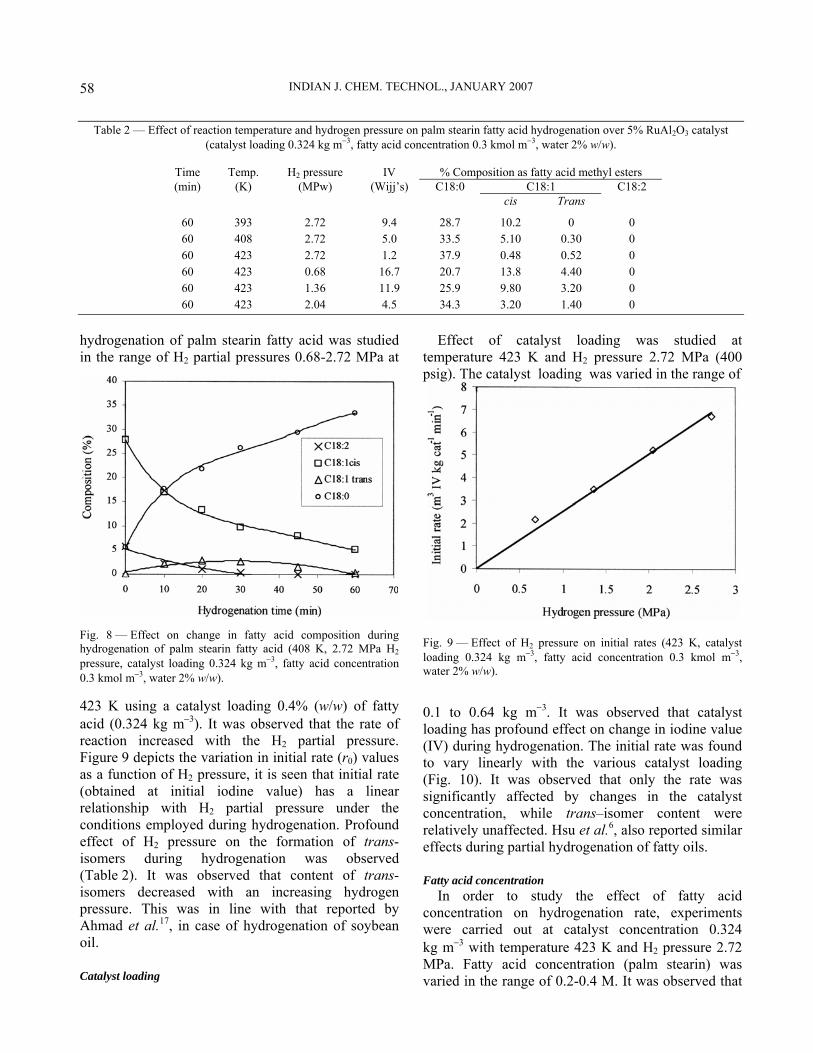
The effect of reaction temperature was studied in the range of 393-423 K at H2 pressure 2.72 MPa (400 psig) and catalyst loading was 0.4% (w/w) of fatty acid, (0.324 kg m−3). Figure 7 shows the effect of temperature on the course of hydrogenation. It was observed that the reduction in unsaturation (IV) increased with increasing temperature. However, % trans- content increased with increasing temperature (Table 2). It was expected that increasing reaction temperature would increase the trans- isomers16. GC analysis confirmed the expectation that acid molecule with two double bonds (C18:2, linoleic acid) was hydrogenated faster than that with a single double bond (C18:1, oleic acid). Figure 8 exhibited change in fatty acid composition during hydrogenation. Hydrogen pressure The effect of the partial pressure of hydrogen on the
Fig. 7 — Effect temperature on palm stearin fatty acid hydrogenation (2.72 MPa H2 pressure, catalyst loading 0.324 kg m−3, fatty acid concentration 0.3 kmol m−3, water 2% w/w).
INDIAN J. CHEM. TECHNOL., JANUARY 2007
58
hydrogenation of palm stearin fatty acid was studied in the range of H2 partial pressures 0.68-2.72 MPa at
Fig. 8 — Effect on change in fatty acid composition during hydrogenation of palm stearin fatty acid (408 K, 2.72 MPa H2 pressure, catalyst loading 0.324 kg m−3, fatty acid concentration 0.3 kmol m−3, water 2% w/w). 423 K using a catalyst loading 0.4% (w/w) of fatty acid (0.324 kg m−3). It was observed that the rate of reaction increased with the H2 partial pressure. Figure 9 depicts the variation in initial rate (r0) values as a function of H2 pressure, it is seen that initial rate (obtained at initial iodine value) has a linear relationship with H2 partial pressure under the conditions employed during hydrogenation. Profound effect of H2 pressure on the formation of trans- isomers during hydrogenation was observed (Table 2). It was observed that content of trans-isomers decreased with an increasing hydrogen pressure. This was in line with that reported by Ahmad et al.17, in case of hydrogenation of soybean oil. Catalyst loading
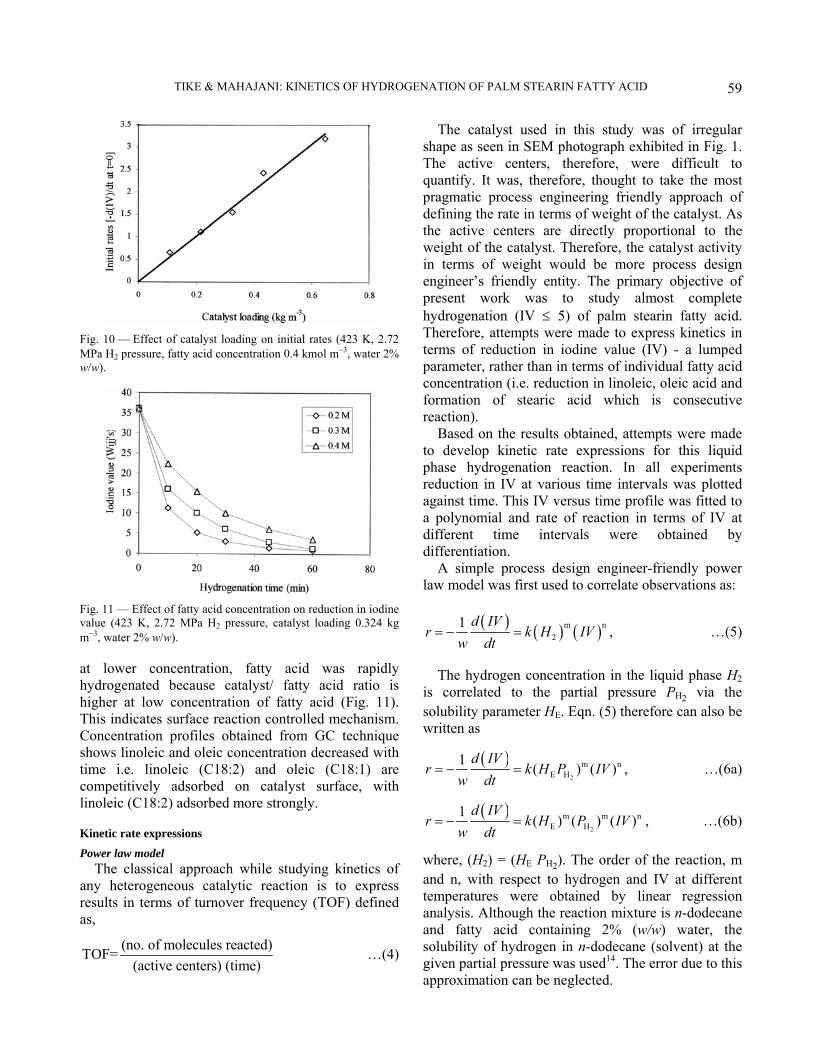
Effect of catalyst loading was studied at temperature 423 K and H2 pressure 2.72 MPa (400 psig). The catalyst loading was varied in the range of
Table 2 — Effect of reaction temperature and hydrogen pressure on palm stearin fatty acid hydrogenation over 5% RuAl2O3 catalyst (catalyst loading 0.324 kg m−3, fatty acid concentration 0.3 kmol m−3, water 2% w/w).
Time Temp. H2 pressure IV % Composition as fatty acid methyl esters (min) (K) (MPw) (Wijj’s) C18:0 C18:1 C18:2
cis Trans
60 393 2.72 9.4 28.7 10.2 0 0 60 408 2.72 5.0 33.5 5.10 0.30 0 60 423 2.72 1.2 37.9 0.48 0.52 0 60 423 0.68 16.7 20.7 13.8 4.40 0 60 423 1.36 11.9 25.9 9.80 3.20 0 60 423 2.04 4.5 34.3 3.20 1.40 0
Fig. 9 — Effect of H2 pressure on initial rates (423 K, catalyst loading 0.324 kg m−3, fatty acid concentration 0.3 kmol m−3, water 2% w/w).
0.1 to 0.64 kg m−3. It was observed that catalyst loading has profound effect on change in iodine value (IV) during hydrogenation. The initial rate was found to vary linearly with the various catalyst loading (Fig. 10). It was observed that only the rate was significantly affected by changes in the catalyst concentration, while trans–isomer content were relatively unaffected. Hsu et al.6, also reported similar effects during partial hydrogenation of fatty oils. Fatty acid concentration In order to study the effect of fatty acid concentration on hydrogenation rate, experiments were carried out at catalyst concentration 0.324 kg m−3 with temperature 423 K and H2 pressure 2.72 MPa. Fatty acid concentration (palm stearin) was varied in the range of 0.2-0.4 M. It was observed that
TIKE & MAHAJANI: KINETICS OF HYDROGENATION OF PALM STEARIN FATTY ACID
59
at lower concentration, fatty acid was rapidly hydrogenated because catalyst/ fatty acid ratio is higher at low concentration of fatty acid (Fig. 11). This indicates surface reaction controlled mechanism. Concentration profiles obtained from GC technique shows linoleic and oleic concentration decreased with time i.e. linoleic (C18:2) and oleic (C18:1) are competitively adsorbed on catalyst surface, with linoleic (C18:2) adsorbed more strongly. Kinetic rate expressions
Power law model The classical approach while studying kinetics of any heterogeneous catalytic reaction is to express results in terms of turnover frequency (TOF) defined as,
(no. of molecules reacted)TOF=(active centers) (time)
…(4)
The catalyst used in this study was of irregular shape as seen in SEM photograph exhibited in Fig. 1. The active centers, therefore, were difficult to quantify. It was, therefore, thought to take the most pragmatic process engineering friendly approach of defining the rate in terms of weight of the catalyst. As the active centers are directly proportional to the weight of the catalyst. Therefore, the catalyst activity in terms of weight would be more process design engineer’s friendly entity. The primary objective of present work was to study almost complete hydrogenation (IV ≤ 5) of palm stearin fatty acid. Therefore, attempts were made to express kinetics in terms of reduction in iodine value (IV) - a lumped parameter, rather than in terms of individual fatty acid concentration (i.e. reduction in linoleic, oleic acid and formation of stearic acid which is consecutive reaction).
Fig. 10 — Effect of catalyst loading on initial rates (423 K, 2.72 MPa H2 pressure, fatty acid concentration 0.4 kmol m−3, water 2% w/w).
Fig. 11 — Effect of fatty acid concentration on reduction in iodine value (423 K, 2.72 MPa H2 pressure, catalyst loading 0.324 kg m−3, water 2% w/w).
Based on the results obtained, attempts were made to develop kinetic rate expressions for this liquid phase hydrogenation reaction. In all experiments reduction in IV at various time intervals was plotted against time. This IV versus time profile was fitted to a polynomial and rate of reaction in terms of IV at different time intervals were obtained by differentiation. A simple process design engineer-friendly power law model was first used to correlate observations as:
( ) ( ) ( )m2
1 d IVr k H
w dt= − = nIV , …(5)
The hydrogen concentration in the liquid phase H2 is correlated to the partial pressure PH2 via the solubility parameter HE. Eqn. (5) therefore can also be written as
( )2
mE H
1 ( ) (d IV
r k H Pw dt
= − = n)IV , …(6a)
( )2
m mE H
1 ( ) ( ) ( )d IV
r k H Pw dt
= − = nIV , …(6b)
where, (H2) = (HE PH2). The order of the reaction, m and n, with respect to hydrogen and IV at different temperatures were obtained by linear regression analysis. Although the reaction mixture is n-dodecane and fatty acid containing 2% (w/w) water, the solubility of hydrogen in n-dodecane (solvent) at the given partial pressure was used14. The error due to this approximation can be neglected.
INDIAN J. CHEM. TECHNOL., JANUARY 2007
60
The resulting rate expression after calculating values of rate constants at various temperatures under the condition used was
51 ( ) 4.609 10 exp( 5927 / )d IVr xw dt
= − = − T
2
0.8 0.8 1.2H[0.155exp( 416 / )] [ ] [ ]T P IV× − …(7)
The exponential term contains energy of activation and variation of HE as function of temperature. Thus, the energy of activation from above Eq. (7) was found to be 49.22 kJ mol−1, which indirectly confirms the observation of the absence of diffusional resistances. The above power law model is very important for designing commercial reactor. The reaction rate can be compared with mass transfer rate in a proposed reactor. Also by knowing heat of reaction (in this case exothermic), the rate of heat generated via reaction rate can be calculated. This in turn gives an idea about adequacy on the heat transfer area. The reaction rate can be computed from Langmuir-Hinshelwood (L-H) model also. However, it is the ease of calculation that matters for process design engineer. Based on this model [Eq. (7)], it is now possible to quickly find out which would be controlling mechanism in the commercial reactor namely, mass transfer, heat transfer and chemical kinetics. In order to have better insight it was proposed to
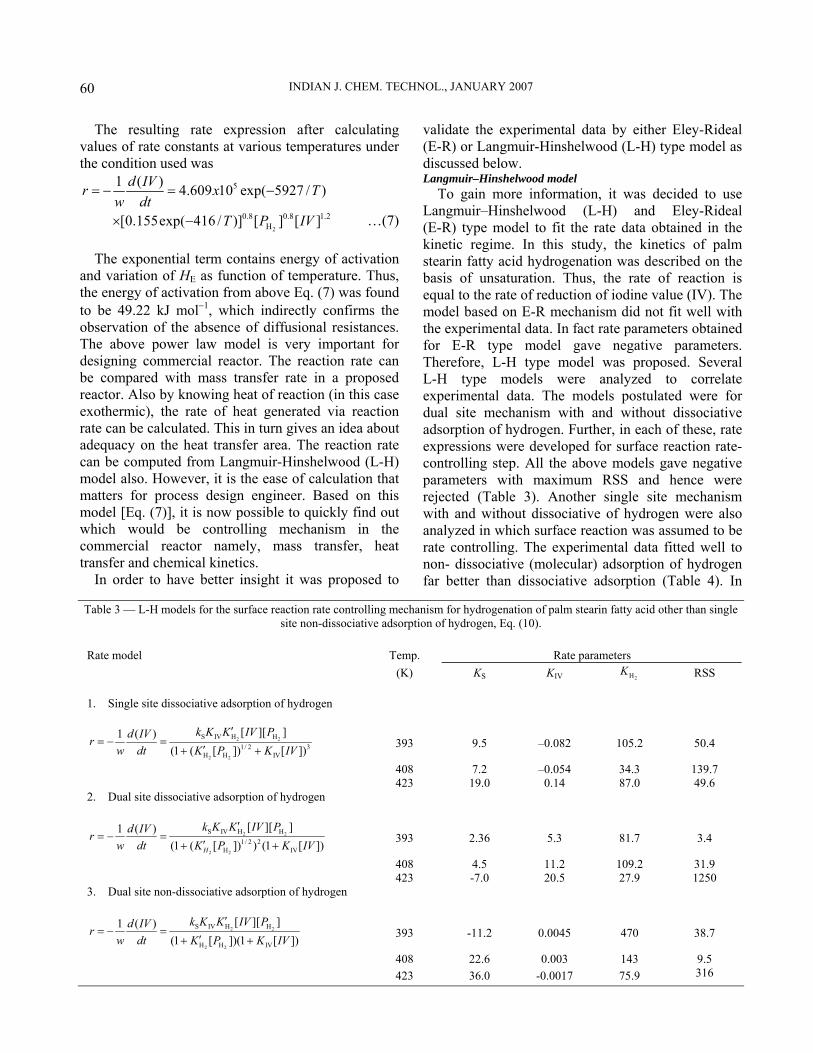
validate the experimental data by either Eley-Rideal (E-R) or Langmuir-Hinshelwood (L-H) type model as discussed below. Langmuir–Hinshelwood model To gain more information, it was decided to use Langmuir–Hinshelwood (L-H) and Eley-Rideal (E-R) type model to fit the rate data obtained in the kinetic regime. In this study, the kinetics of palm stearin fatty acid hydrogenation was described on the basis of unsaturation. Thus, the rate of reaction is equal to the rate of reduction of iodine value (IV). The model based on E-R mechanism did not fit well with the experimental data. In fact rate parameters obtained for E-R type model gave negative parameters. Therefore, L-H type model was proposed. Several L-H type models were analyzed to correlate experimental data. The models postulated were for dual site mechanism with and without dissociative adsorption of hydrogen. Further, in each of these, rate expressions were developed for surface reaction rate- controlling step. All the above models gave negative parameters with maximum RSS and hence were rejected (Table 3). Another single site mechanism with and without dissociative of hydrogen were also analyzed in which surface reaction was assumed to be rate controlling. The experimental data fitted well to non- dissociative (molecular) adsorption of hydrogen far better than dissociative adsorption (Table 4). In
Table 3 — L-H models for the surface reaction rate controlling mechanism for hydrogenation of palm stearin fatty acid other than single site non-dissociative adsorption of hydrogen, Eq. (10).
Rate model Temp. Rate parameters (K) KS KIV 2HK RSS 1. Single site dissociative adsorption of hydrogen
2 2
2 2
S IV H H1/ 2 3
H H IV
[ ][ ]1 ( )(1 ( [ ]) [ ])
k K K IV Pd IVrw dt K P K IV
′= − =
′+ + 393 9.5 –0.082 105.2 50.4
408 7.2 –0.054 34.3 139.7 423 19.0 0.14 87.0 49.6 2. Dual site dissociative adsorption of hydrogen
2 2
2 2
S IV H H1/ 2 2
H IV
[ ][ ]1 ( )(1 ( [ ]) ) (1 [ ])H
k K K IV Pd IVrw dt K P K IV
′= − =
′+ + 393 2.36 5.3 81.7 3.4
408 4.5 11.2 109.2 31.9 423 -7.0 20.5 27.9 1250 3. Dual site non-dissociative adsorption of hydrogen
2 2
2 2
S IV H H
H H IV
[ ][ ]1 ( )(1 [ ])(1 [ ])
k K K IV Pd IVrw dt K P K IV
′= − =
′+ + 393 -11.2 0.0045 470 38.7
408 22.6 0.003 143 9.5 423 36.0 -0.0017 75.9 316
TIKE & MAHAJANI: KINETICS OF HYDROGENATION OF PALM STEARIN FATTY ACID
61
fact, the model parameters were negative for dissociative adsorption. The single site mechanism with molecular adsorption of hydrogen was found to give positive parameters with minimum residual sum of squares. The parameter estimation was performed for all experiments at different temperature and pressure. Regression analysis was used to fit the experimental data, thus following rate expression was derived for this case.
2
2
S H IV 22
H 2 IV
( )( )1 ( )[1 ( ) ( )]
K K K H IVd IVrw dt K H K IV
= − =+ +
…(8)
The hydrogen concentration in the liquid phase is correlated to the partial pressure PH2 via the solubility parameter HE. Therefore, adsorption constant KH2 is imbedded as,
22H EH
K K H′ = …(9) with this simplification, the rate of reaction depicted in Eq. 8 can be expressed as,
2 2
2 2
S H IV H2
H H IV
( )( )1 ( )[1 ( ) ( )]
K K K P IVd IVrw dt K P K IV
′= − =
′+ + …(10)
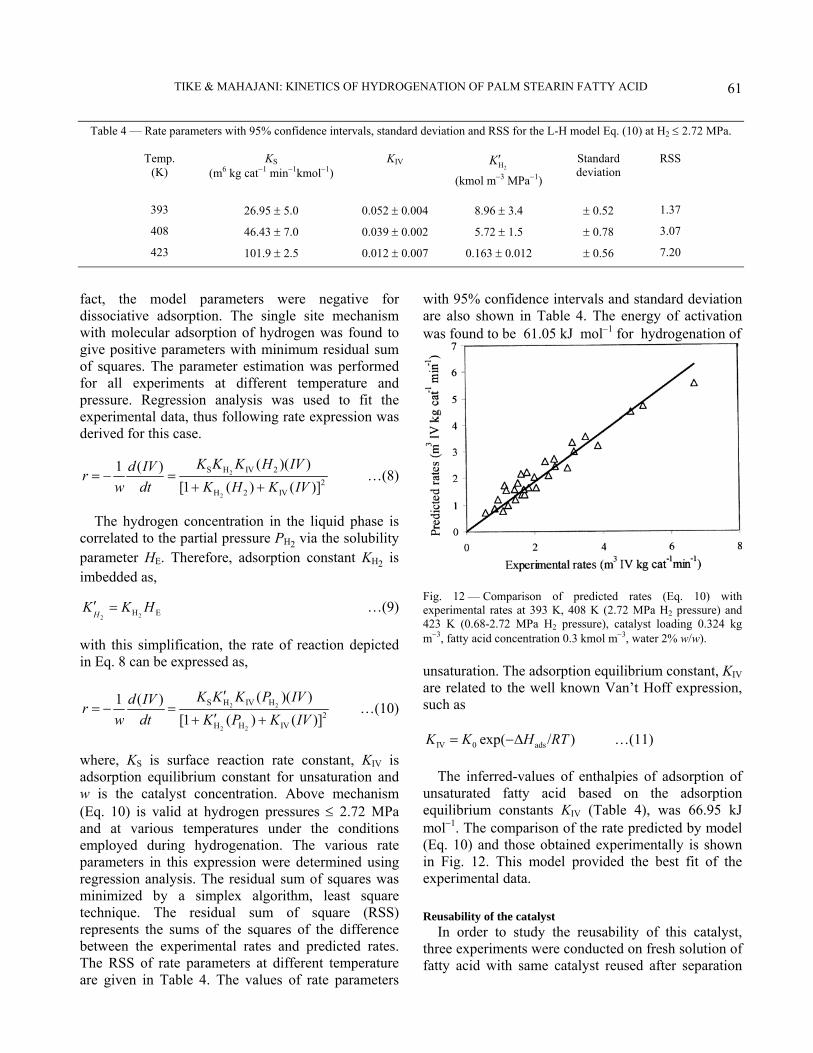
where, KS is surface reaction rate constant, KIV is adsorption equilibrium constant for unsaturation and w is the catalyst concentration. Above mechanism (Eq. 10) is valid at hydrogen pressures ≤ 2.72 MPa and at various temperatures under the conditions employed during hydrogenation. The various rate parameters in this expression were determined using regression analysis. The residual sum of squares was minimized by a simplex algorithm, least square technique. The residual sum of square (RSS) represents the sums of the squares of the difference between the experimental rates and predicted rates. The RSS of rate parameters at different temperature are given in Table 4. The values of rate parameters
with 95% confidence intervals and standard deviation are also shown in Table 4. The energy of activation was found to be 61.05 kJ mol−1 for hydrogenation of
Table 4 — Rate parameters with 95% confidence intervals, standard deviation and RSS for the L-H model Eq. (10) at H2 ≤ 2.72 MPa.
Temp. (K)
KS (m6 kg cat−1 min−1kmol−1)
KIV 2HK′
(kmol m−3 MPa−1)
Standard deviation
RSS
393 26.95 ± 5.0 0.052 ± 0.004 8.96 ± 3.4 ± 0.52 1.37
408 46.43 ± 7.0 0.039 ± 0.002 5.72 ± 1.5 ± 0.78 3.07
423 101.9 ± 2.5 0.012 ± 0.007 0.163 ± 0.012 ± 0.56 7.20
Fig. 12 — Comparison of predicted rates (Eq. 10) with experimental rates at 393 K, 408 K (2.72 MPa H2 pressure) and 423 K (0.68-2.72 MPa H2 pressure), catalyst loading 0.324 kg m−3, fatty acid concentration 0.3 kmol m−3, water 2% w/w). unsaturation. The adsorption equilibrium constant, KIV are related to the well known Van’t Hoff expression, such as
IV 0 adsexp( / )K K H RT= −Δ …(11) The inferred-values of enthalpies of adsorption of unsaturated fatty acid based on the adsorption equilibrium constants KIV (Table 4), was 66.95 kJ mol−1. The comparison of the rate predicted by model (Eq. 10) and those obtained experimentally is shown in Fig. 12. This model provided the best fit of the experimental data. Reusability of the catalyst In order to study the reusability of this catalyst, three experiments were conducted on fresh solution of fatty acid with same catalyst reused after separation
INDIAN J. CHEM. TECHNOL., JANUARY 2007
62
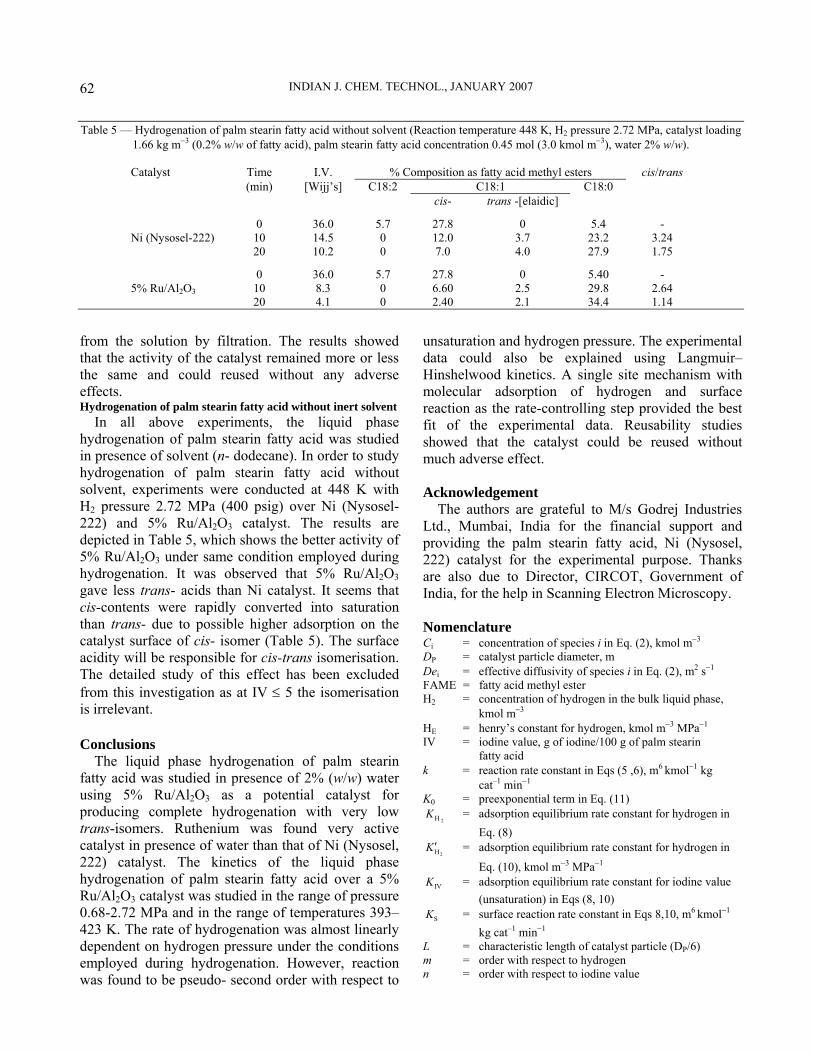
from the solution by filtration. The results showed that the activity of the catalyst remained more or less the same and could reused without any adverse effects. Hydrogenation of palm stearin fatty acid without inert solvent In all above experiments, the liquid phase hydrogenation of palm stearin fatty acid was studied in presence of solvent (n- dodecane). In order to study hydrogenation of palm stearin fatty acid without solvent, experiments were conducted at 448 K with H2 pressure 2.72 MPa (400 psig) over Ni (Nysosel-222) and 5% Ru/Al2O3 catalyst. The results are depicted in Table 5, which shows the better activity of 5% Ru/Al2O3 under same condition employed during hydrogenation. It was observed that 5% Ru/Al2O3 gave less trans- acids than Ni catalyst. It seems that cis-contents were rapidly converted into saturation than trans- due to possible higher adsorption on the catalyst surface of cis- isomer (Table 5). The surface acidity will be responsible for cis-trans isomerisation. The detailed study of this effect has been excluded from this investigation as at IV ≤ 5 the isomerisation is irrelevant. Conclusions The liquid phase hydrogenation of palm stearin fatty acid was studied in presence of 2% (w/w) water using 5% Ru/Al2O3 as a potential catalyst for producing complete hydrogenation with very low trans-isomers. Ruthenium was found very active catalyst in presence of water than that of Ni (Nysosel, 222) catalyst. The kinetics of the liquid phase hydrogenation of palm stearin fatty acid over a 5% Ru/Al2O3 catalyst was studied in the range of pressure 0.68-2.72 MPa and in the range of temperatures 393–423 K. The rate of hydrogenation was almost linearly dependent on hydrogen pressure under the conditions employed during hydrogenation. However, reaction was found to be pseudo- second order with respect to
unsaturation and hydrogen pressure. The experimental data could also be explained using Langmuir–Hinshelwood kinetics. A single site mechanism with molecular adsorption of hydrogen and surface reaction as the rate-controlling step provided the best fit of the experimental data. Reusability studies showed that the catalyst could be reused without much adverse effect.
Table 5 — Hydrogenation of palm stearin fatty acid without solvent (Reaction temperature 448 K, H2 pressure 2.72 MPa, catalyst loading 1.66 kg m−3 (0.2% w/w of fatty acid), palm stearin fatty acid concentration 0.45 mol (3.0 kmol m−3), water 2% w/w).
Catalyst Time I.V. % Composition as fatty acid methyl esters cis/trans (min) [Wijj’s] C18:2 C18:1 C18:0 cis- trans -[elaidic]
0 36.0 5.7 27.8 0 5.4 - Ni (Nysosel-222) 10 14.5 0 12.0 3.7 23.2 3.24 20 10.2 0 7.0 4.0 27.9 1.75
0 36.0 5.7 27.8 0 5.40 - 5% Ru/Al2O3 10 8.3 0 6.60 2.5 29.8 2.64 20 4.1 0 2.40 2.1 34.4 1.14
Acknowledgement The authors are grateful to M/s Godrej Industries Ltd., Mumbai, India for the financial support and providing the palm stearin fatty acid, Ni (Nysosel, 222) catalyst for the experimental purpose. Thanks are also due to Director, CIRCOT, Government of India, for the help in Scanning Electron Microscopy. Nomenclature Ci = concentration of species i in Eq. (2), kmol m−3 DP = catalyst particle diameter, m Dei = effective diffusivity of species i in Eq. (2), m2 s−1
FAME = fatty acid methyl ester H2 = concentration of hydrogen in the bulk liquid phase, kmol m−3 HE = henry’s constant for hydrogen, kmol m−3 MPa−1 IV = iodine value, g of iodine/100 g of palm stearin fatty acid k = reaction rate constant in Eqs (5 ,6), m6 kmol−1 kg cat–1 min−1 K0 = preexponential term in Eq. (11)
2 = adsorption equilibrium rate constant for hydrogen in
Eq. (8) HK
2HK ′ = adsorption equilibrium rate constant for hydrogen in
Eq. (10), kmol m−3 MPa−1 IVK = adsorption equilibrium rate constant for iodine value
(unsaturation) in Eqs (8, 10) SK = surface reaction rate constant in Eqs 8,10, m6 kmol−1
kg cat–1 min−1 L = characteristic length of catalyst particle (DP/6) m = order with respect to hydrogen n = order with respect to iodine value

TIKE & MAHAJANI: KINETICS OF HYDROGENATION OF PALM STEARIN FATTY ACID
63
PH2 = partial pressure of hydrogen, MPa r = rate of reaction in Eqs (5-8, 10), m3 IV kg cat−1 min−1 ri = rate of reaction in Eq. (2), kmol kg cat−1 min−1
r0 = initial rate of reaction, [-d (IV)/w dt; at t=0]; m3 IV kg cat−1 min−1 R = universal gas constant, kJ kmol−1 K−1
R1 = long chain of hydrocarbons R2 = terminal carboxylic (-COOH) group T = temperature, K t = hydrogenation time , min w = catalyst concentration, kg m−3 ηφi
2 = observable modulus for species i η = effectiveness factor φ = thiele modulus ΔHads = heat of adsorption, kJ mol−1 References
1 Plourde M, Belkacemi K & Arul J, Ind Eng Chem Res, 43 (2004) 2382.
2 Fillion B, Morsi B I, Heier K R & Machado R M, Ind Eng Chem Res, 41 (2002) 697.
3 Jonker G H, Veldsink J W & Beenackers A A C M, Ind Eng Chem Res, 37 (1998) 4646.
4 Yoshie K, Muraoka M, Takahashi M, Kodama T, Takahashi E & Okamura M, J Am Oil Chem Soc, 74 (1997) 525.
5 Hasman J M, US Pat. 4 133 822 (to SCM corporation, New York), 1979; Chem Abstr, 90 (1979) 106066z.
6 Hsu N, Diosady L L, Graydon W F & Rubin L J, J Am Oil Chem Soc, 63 (1986) 1036.
7 Klimmek H, J Am Oil Chem Soc, 61 (1984) 200. 8 Suryawanshi P T & Mahajani V V, J Chem Tech Biotechnol,
69 (1997) 154. 9 Vaidya P D & Mahajani V V, J Chem Tech Biotechnol, 78
(2003) 504. 10 Beers A & Mangnus G, Inform, 15 (2004) 404. 11 Paquat C & Hautfenne A, Standard Methods for the Analysis
of Oils, Fats and Derivatives (Pergamon Press, Oxford), 1979.
12 Doraiswamy L K & Sharma M M, Heterogeneous Reactions: Analysis, Examples and Reactor Design, Vol. 2 (John Wiley and Sons, New York), 1984.
13 Fogler H S, Elements of Chemical Reaction Engineering, 2nd edn (Prentice-Hall, Inc., Englewood Cliffs, N.J., U.S.A), 1992.
14 Shaw J M, Can J Chem Eng, 65 (1987) 293. 15 Wilke C & Chang P, AIChE J, 1 (1955) 264. 16 Coenan J W E, J Am Oil Chem Soc, 53 (1976) 382. 17 Ahmad M, Priestley T M & Winerbottom J M, J Am Oil
Chem Soc, 56 (1979) 571.