l6 executia unei piese pe ymc1050.doc
TRANSCRIPT
PROGRAMAREA MANUALĂ, REGLAREA SCULELOR ŞI EXECUŢIA UNEI PIESE PE CENTRUL DE PRELUCRARE VERTICAL YMC 1050
1. Scopul lucrării
Lucrarea are ca obiectiv însuşirea de către studenţi a unor deprinderi referitoare la:- editarea de programe direct de la panoul echipamentului de comandă numerică;- stabilirea originii piesei şi setarea sculelor;- analiza unui program pentru execuţia unei piese simple verificarea pe maşină a programului;- execuţia programului pe centrul de prelucrare YMC 1050.
2. Consideraţii privind editarea programelor de la panoul centrului de prelucrare YMC 1050
Pentru editarea programelor de la panoul echipamentului de comandă numerică, trebuie selectat mai întâi modul EDIT.
2.1 Vizualizarea programelor existente în memoria maşinii
Se apasă tasta PROG de pe tastatură. Pe ecran apare lista de programe, care este afişată începând întotdeauna cu programul cu cel mai mic număr. Pentru a vizualiza întreaga listă de programe ne deplasăm apăsând tasta page săgeată în jos (Page) sau page săgeată în sus (Page).
Selectarea unui anume program în vederea modificării, citirii sau rulării (pregătirii sculelor în magazin) se face scriind numărul programului, după care se apasă tasta săgeată jos . De exemplu, pentru a intra in programul cu numele O0010 se tastează O0010 în bara din partea de jos a ecranului în care este înscris modul EDIT, şi se apasă tasta săgeată în jos . Pe ecran apare programul. Deplasarea în program se face cu tasta săgeată în jos , sau cu tasta săgeată în sus , după caz. Deplasarea se face cu câte un rînd, pe acesta fiind selectată prima adresă. Pentru a ne deplasa la o altă adresă pe acelaşi rând se folosesc tastele săgeată dreapta sau stânga . Dacă suntem in program şi se doreşte revenirea la începutul acestuia se apasă tasta Reset.
2.2 Modificarea unui program existent
Atenţie! În urma modificării unui program, noua versiune este memorată automat, vechea versiune pierzându-se.
Introducerea caracterelor de la tastatură se poate face în două moduri:- prin apăsarea directă a unei taste, caz în care va fi înscris caracterul de dimensiuni mai mari de pe tasta respectivă;
1
L6
- prin apăsarea tastei SHIFT, urmată de apăsarea unei alte taste, caz în care va fi înscris caracterul aflat în colţul din dreapta jos al tastei respective.
2.3 Modificarea unei adrese.
De exemplu, dacă în instrucţiunea G0X100; se doreşte modificarea cotei X la valoarea 150 sau înlocuirea lui X100 cu Y120 se procedează astfel:-se selectează adresa X100 cu ajutorul tastelor săgeţi ca în cazul deplasării în program;- se scrie de la tastatură X150. sau Y120. în partea de jos a ecranului în care este înscris modul EDIT (Dacă în timpul scrierii de la tastatură a adresei pe linia lui EDIT se greşeşte, de exemplu s-a scris X200 în loc de X150, se apasă tasta CAN de câte ori este nevoie, aceasta ştergând la fiecare apăsare ultimul caracter, după care se continuă scrierea);- se apasă tasta ALTER.
2.4 Ştergerea unei adrese sau rând din program.
De exemplu, dacă în instrucţiunea G0X100.; se doreşte modificarea cotei X100 sau a întregului rând se procedează astfel:-se selectează adresa X100 cu ajutorul tastelor săgeţi ca în cazul deplasării în program;- se apasă tasta DELETE.
Pentru a şterge tot rândul se procedează cu adresa G0 şi apoi cu ; (EOB) , ca în cazul lui X100.
2.5 Inserarea unuia sau mai multor rânduri într-un program.
Se deplasează în program cu ajutorul săgeţilor, până când cursorul este poziţionat pe simbolul ; (EOB) de pe rîndul sub care se doreşte să se facă inserarea. De exemplu, dacă între rândurile de program:G0X100.;G1X-200.;trebuie inserat rândul G1Y100.; se va plasa cursorul pe simbolul ; (EOB) de după X100 după care:- se scrie de la tastatură G1Y100. în partea de jos a ecranului în care este înscris modul EDIT;- se apasă tasta EOB;- se apasă tasta INSERT de la tastatură.În program va apărea:G0X100.;G1Y100.;G1X-200.;
2.6 Editarea unui program nou
Înainte de a începe editarea programului se va verifica lista de programe existente în memoria maşinii pentru a da un alt nume noului program. Dacă noului program i se va da un nume de program deja existent vom fi avertizaţi de aceasta prin mesajul Number programm is ready.
Pentru editarea programului se procedează astfel:- se scrie de la tastatură numărul noului program de forma O1111 (O urmat de 4 cifre) în partea de jos a ecranului în care este înscris modul EDIT;- se apasă de sub ecran tasta BG-EDT;
2
- se scrie din nou numele programului O1111;- se apasă tasta insert de sub ecran;- opţional se poate scrie şi un comentariu al cărui text trebuie încadrat între paranteze rotunde, de obicei acesta referindu-se la reperul prelucrat;- se apasă tasta ; (EOB),- se apasă tasta INSERT;- se introduc succesiv instrucţiunile programului procedând corespunzător celor prezentate la inserarea unor rânduri în program; - în final, pentru salvarea programului editat, se apasă tasta BG-END de sub ecran.
După salvarea noului program pe ecran ne apare ultimul program care a fost accesat (în care s-a intrat la editare sau care a fost rulat). Pentru a reveni la noul peogram O1111 se tastează numele acestuia şi se apasă tasta săgeată jos .
2.7 Ştergerea unui program din memorie
Există două situaţii şi anume:1. Se cunoaşte numele programului care urmează a fi şters, de exemplu O0001. În acest caz se procedează astfel:- se scrie numele programului, conform exemplului considerat O0001;- se apasă tasta DELETE.2. Se cunoaşte numai denumirea reperului (de exemplu FLANSA) care apare în comentariul ce însoţeşte numele programului. In acest caz se procedează astfel:- se apasă tasta PROG;- se caută programul în listă cu ajutorul tastelor page săgeată în jos (Page) sau page săgeată în sus (Page), urmărind comentariile pentru a afla numele programului corespunzător denumirii reperului, O0001 (FLANSA);- în continuare, ştergerea se face ca în cazul 1.
2.8 Introducerea programelor cu ajutorul cardurilor de memorie
În cazul în care un program de comandă numerică este realizat pe calculator, acesta poate fi transferat în memoria maşinii cu ajutorul cardurilor de memorie. Operaţia se poate derula şi în sens invers, adică un program aflat pe maşină se poate copia pe card.
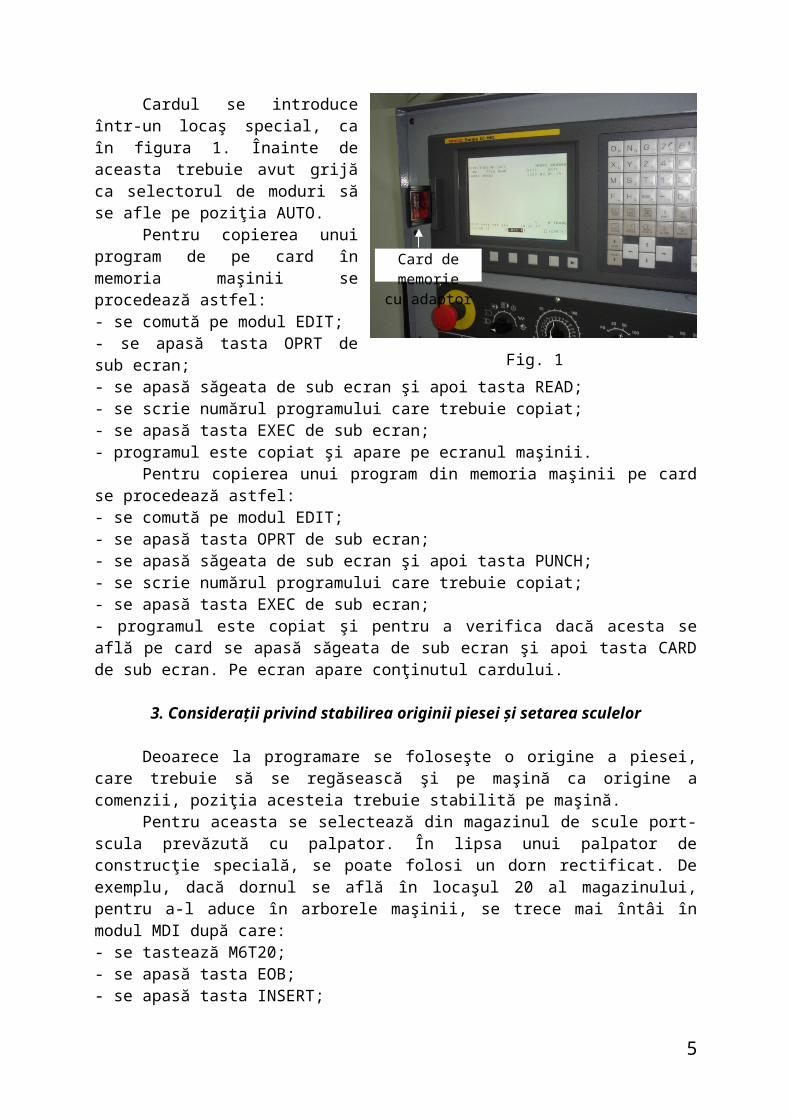
Cardul se introduce într-un locaş special, ca în figura 1. Înainte de aceasta trebuie avut grijă ca selectorul de moduri să se afle pe poziţia AUTO.
Pentru copierea unui program de pe card în memoria maşinii se procedează astfel:- se comută pe modul EDIT;- se apasă tasta OPRT de sub ecran;- se apasă săgeata de sub ecran şi apoi tasta READ;- se scrie numărul programului care trebuie copiat;- se apasă tasta EXEC de sub ecran;- programul este copiat şi apare pe ecranul maşinii.
Pentru copierea unui program din memoria maşinii pe card se procedează astfel:
3
Fig. 1
Card de memoriecu adaptor
- se comută pe modul EDIT;- se apasă tasta OPRT de sub ecran;- se apasă săgeata de sub ecran şi apoi tasta PUNCH;- se scrie numărul programului care trebuie copiat;- se apasă tasta EXEC de sub ecran;- programul este copiat şi pentru a verifica dacă acesta se află pe card se apasă săgeata de sub ecran şi apoi tasta CARD de sub ecran. Pe ecran apare conţinutul cardului.
3. Consideraţii privind stabilirea originii piesei şi setarea sculelor
Deoarece la programare se foloseşte o origine a piesei, care trebuie să se regăsească şi pe maşină ca origine a comenzii, poziţia acesteia trebuie stabilită pe maşină.
Pentru aceasta se selectează din magazinul de scule port-scula prevăzută cu palpator. În lipsa unui palpator de construcţie specială, se poate folosi un dorn rectificat. De exemplu, dacă dornul se află în locaşul 20 al magazinului, pentru a-l aduce în arborele maşinii, se trece mai întâi în modul MDI după care:- se tastează M6T20;- se apasă tasta EOB;- se apasă tasta INSERT;- se apasă butonul START.
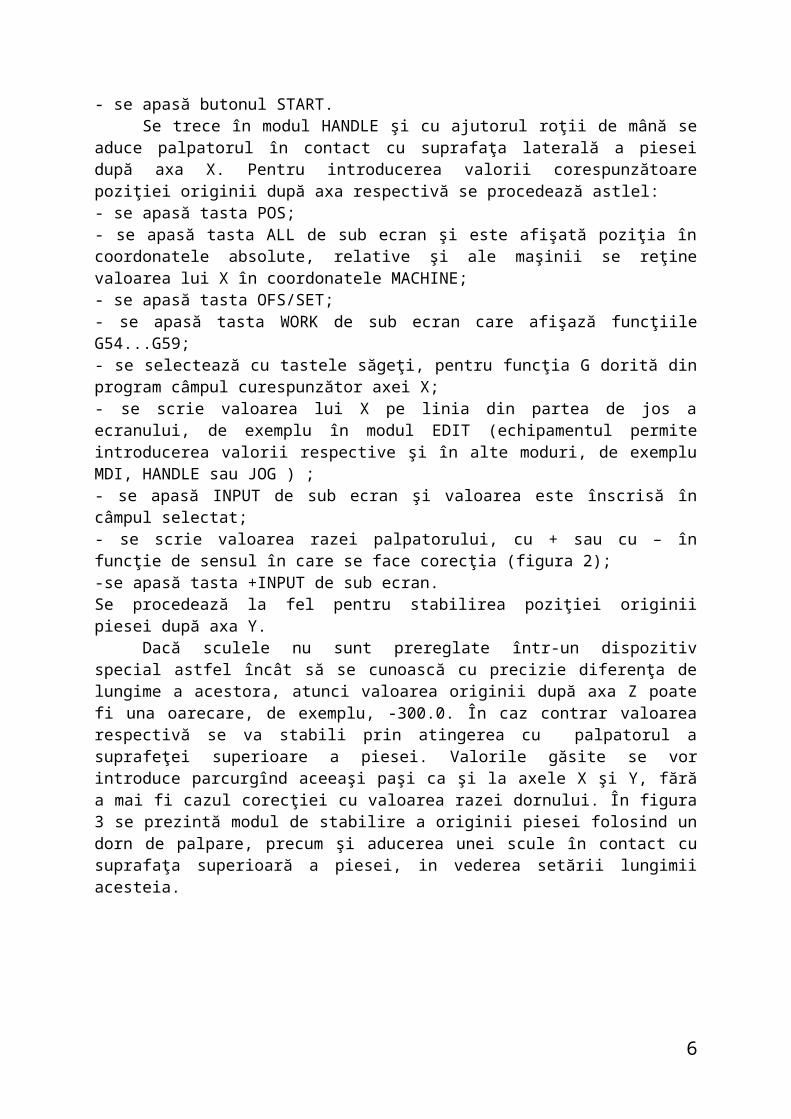
Se trece în modul HANDLE şi cu ajutorul roţii de mână se aduce palpatorul în contact cu suprafaţa laterală a piesei după axa X. Pentru introducerea valorii corespunzătoare poziţiei originii după axa respectivă se procedează astlel:- se apasă tasta POS;- se apasă tasta ALL de sub ecran şi este afişată poziţia în coordonatele absolute, relative şi ale maşinii se reţine valoarea lui X în coordonatele MACHINE;- se apasă tasta OFS/SET;- se apasă tasta WORK de sub ecran care afişază funcţiile G54...G59;- se selectează cu tastele săgeţi, pentru funcţia G dorită din program câmpul curespunzător axei X;- se scrie valoarea lui X pe linia din partea de jos a ecranului, de exemplu în modul EDIT (echipamentul permite introducerea valorii respective şi în alte moduri, de exemplu MDI, HANDLE sau JOG ) ;- se apasă INPUT de sub ecran şi valoarea este înscrisă în câmpul selectat;- se scrie valoarea razei palpatorului, cu + sau cu – în funcţie de sensul în care se face corecţia (figura 2);-se apasă tasta +INPUT de sub ecran.Se procedează la fel pentru stabilirea poziţiei originii piesei după axa Y.
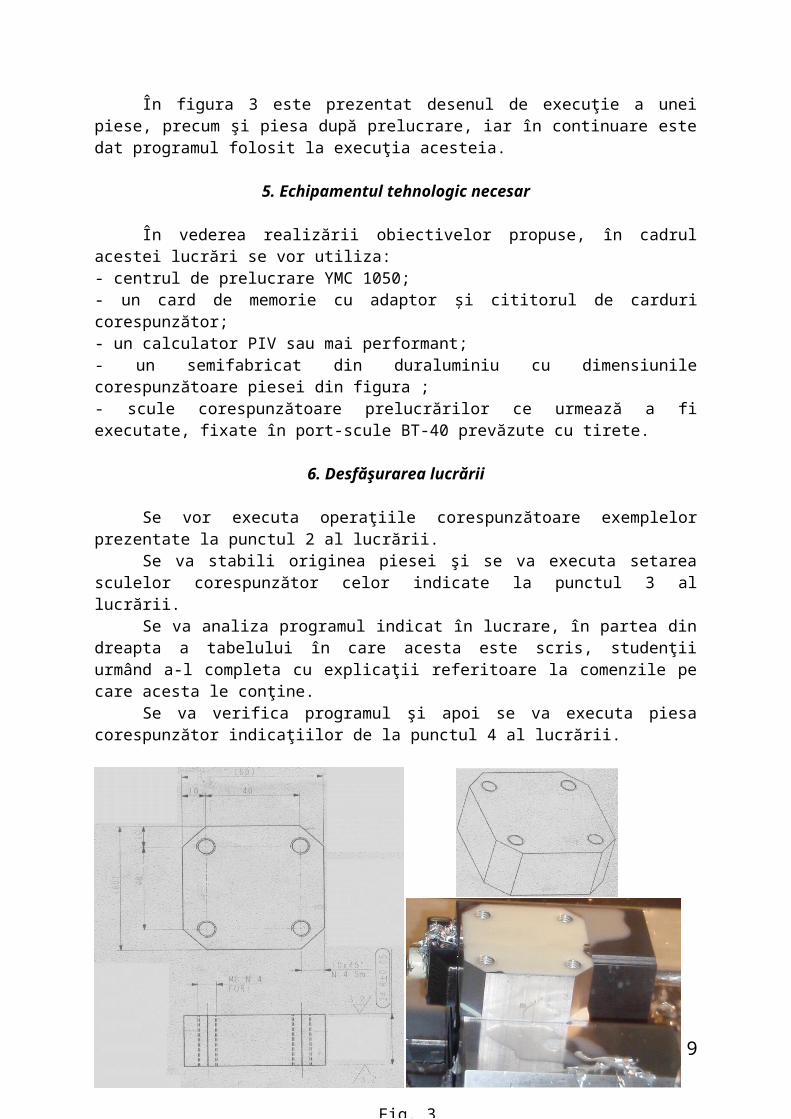
Dacă sculele nu sunt prereglate într-un dispozitiv special astfel încât să se cunoască cu precizie diferenţa de lungime a acestora, atunci valoarea originii după axa Z poate fi una oarecare, de exemplu, -300.0. În caz contrar valoarea respectivă se va stabili prin atingerea cu palpatorul a suprafeţei superioare a piesei. Valorile găsite se vor introduce parcurgînd aceeaşi paşi ca şi la axele X şi Y, fără a mai fi cazul corecţiei cu valoarea razei dornului. În figura 3 se prezintă modul de stabilire a originii piesei folosind un dorn de palpare, precum şi aducerea unei scule în contact cu suprafaţa superioară a piesei, in vederea setării lungimii acesteia.
4
5
Palpare pe direcţia X
Fig. 2
Palpare pe direcţia Y
Palpare pe direcţia ZAducerea sculelor în contact cu piesa pe
direcţia Z
Pentru introducerea corecţiei de lungime se procedează astfel:- se introduce în arborele maşinii manual, prima sculă din program;- se aduce scula în contact cu suprafaţa superioară a piesei;- se apasă tasta POS;- se apasă tasta ALL de sub ecran şi este afişată poziţia în coordonatele absolute, relative şi ale maşinii se reţine valoarea lui Z în coordonatele MACHINE;- se apasă tasta OFS/SET;- se apasă OFS/SET de sub ecran şi pe acesta apare un tabel care pe linii are numărul sculelor iar pe coloane GEOM (H), WEAR (H), GEOM (D) şi WEAR (D);- se selectează cu tastele săgeţi, numărul sculei din arborele maşinii care corespunde poziţiei acesteia în magazinul de scule, alegându-se câmpul GEOM (H);- se scrie valoarea lui Z;- se apasă INPUT de sub ecran şi valoarea este înscrisă în câmpul selectat;- se comandă introducerea sculei în magazin pe poziţia indicată în program;- se procedează la fel cu celelalte scule din program.
În cazul frezelor, pe coloana GEOM (D) se introduce raza sculei. Coloanele WEAR (H) şi WEAR (D) pot fi folosite pentru compensări datorate uzurii sculelor.
În cazul în care s-a folosit un dispozitiv de prereglare a sculelor, după luarea originii pe Z cu palpatorul, pe coloana GEOM (H) se vor introduce direct diferenţele respective relative la lungimea palpatorului.
4. Rularea unui program aflat în memoria maşinii
Pentru a rula un program se trece în modul AUTO, se selectează programul din listă şi se apasă butonul START. Înainte de prima rulare a unui program se poate face o verificare a acestuia în mod grafic sau fără ca sculele să aşchieze, ridicând originea piesei cu 100...200mm. Pentru aceasta se modifică corespunzător valoarea lui Z din G54...59 (cel prevăzut în program).
În figura 3 este prezentat desenul de execuţie a unei piese, precum şi piesa după prelucrare, iar în continuare este dat programul folosit la execuţia acesteia.
5. Echipamentul tehnologic necesar
În vederea realizării obiectivelor propuse, în cadrul acestei lucrări se vor utiliza:- centrul de prelucrare YMC 1050;- un card de memorie cu adaptor şi cititorul de carduri corespunzător;- un calculator PIV sau mai performant;- un semifabricat din duraluminiu cu dimensiunile corespunzătoare piesei din figura ;- scule corespunzătoare prelucrărilor ce urmează a fi executate, fixate în port-scule BT-40 prevăzute cu tirete.
6. Desfăşurarea lucrării
Se vor executa operaţiile corespunzătoare exemplelor prezentate la punctul 2 al lucrării.
Se va stabili originea piesei şi se va executa setarea sculelor corespunzător celor indicate la punctul 3 al lucrării.
6
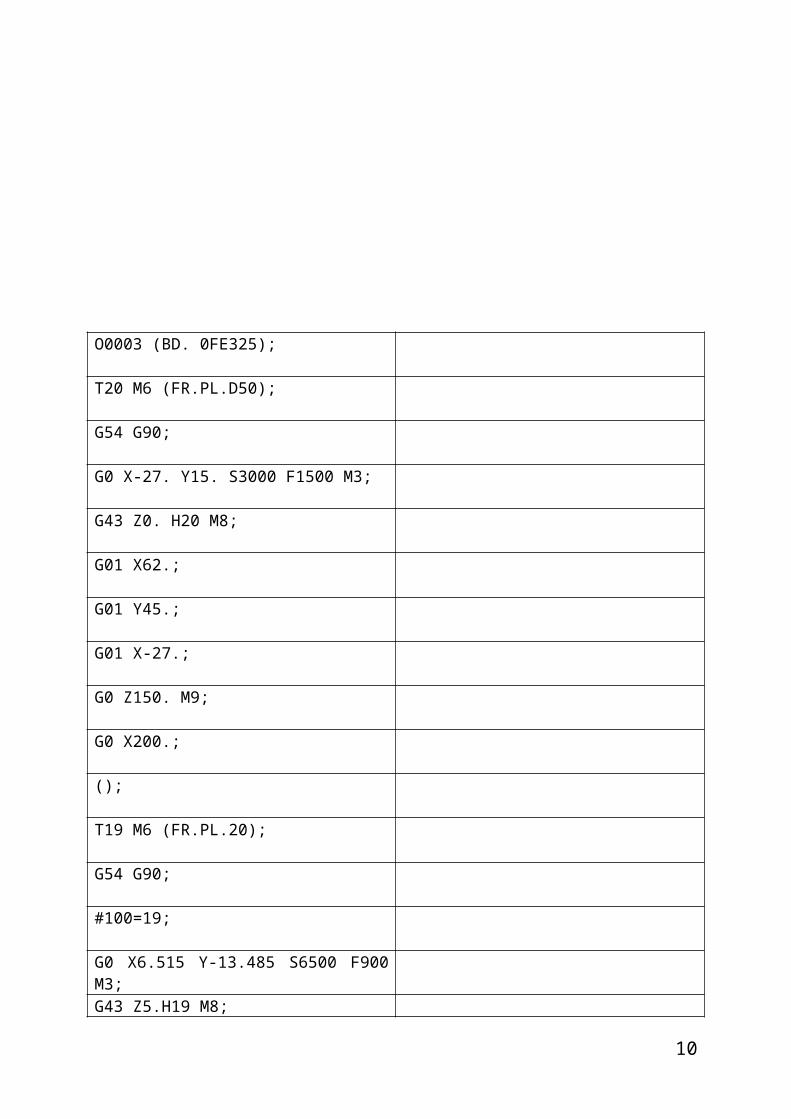
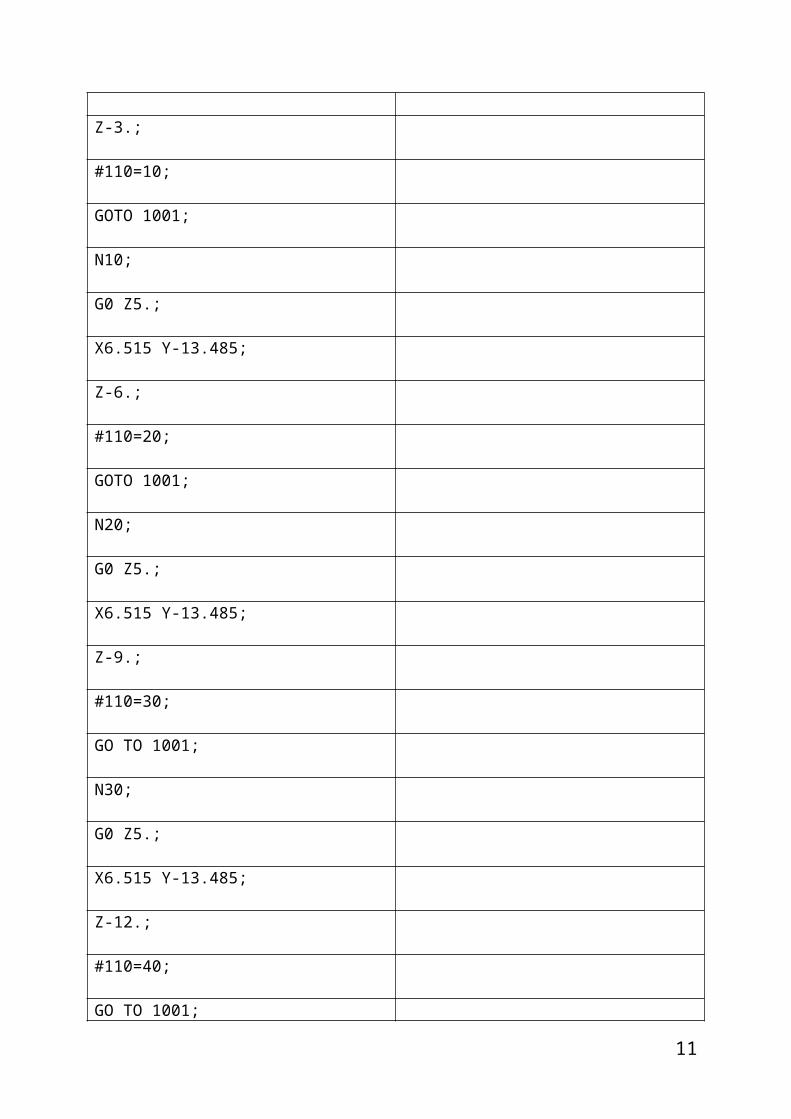
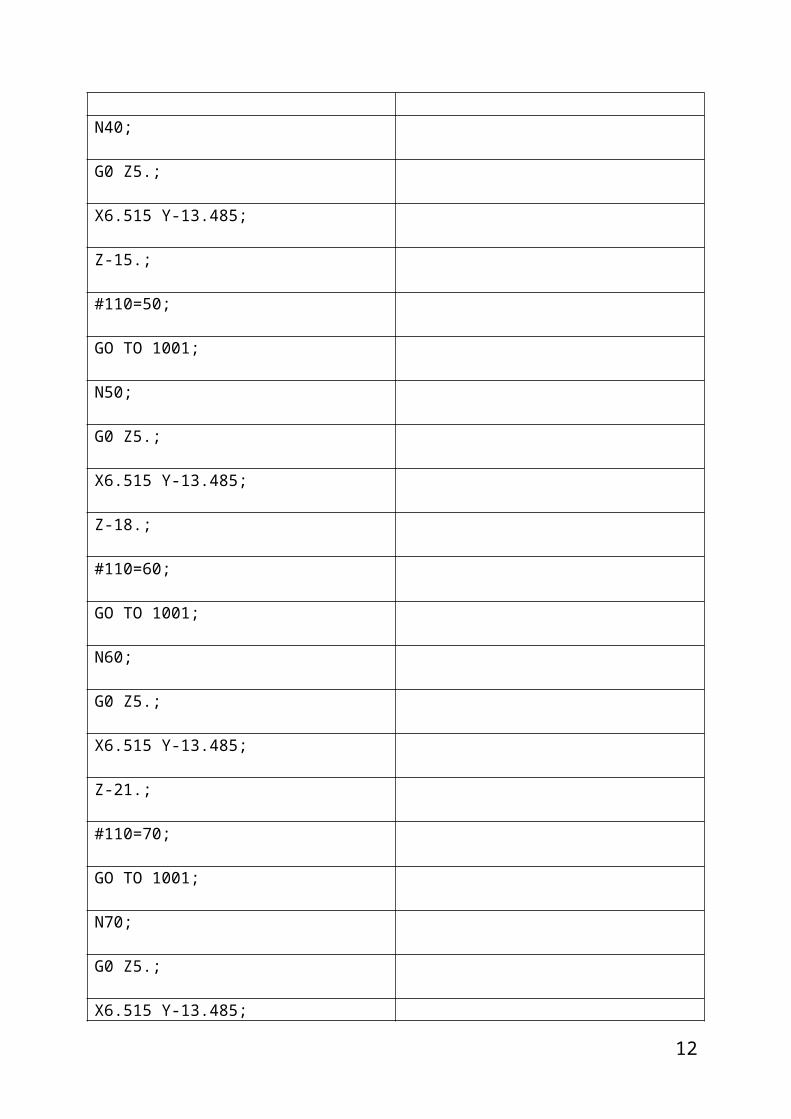
Se va analiza programul indicat în lucrare, în partea din dreapta a tabelului în care acesta este scris, studenţii urmând a-l completa cu explicaţii referitoare la comenzile pe care acesta le conţine.
Se va verifica programul şi apoi se va executa piesa corespunzător indicaţiilor de la punctul 4 al lucrării.
O0003 (BD. 0FE325);
T20 M6 (FR.PL.D50);
G54 G90;
G0 X-27. Y15. S3000 F1500 M3;
G43 Z0. H20 M8;
G01 X62.;
G01 Y45.;
G01 X-27.;
G0 Z150. M9;
G0 X200.;
();
7
Fig. 3
T19 M6 (FR.PL.20);
G54 G90;
#100=19;
G0 X6.515 Y-13.485 S6500 F900 M3;
G43 Z5.H19 M8;
Z-3.;
#110=10;
GOTO 1001;
N10;
G0 Z5.;
X6.515 Y-13.485;
Z-6.;
#110=20;
GOTO 1001;
N20;
G0 Z5.;
X6.515 Y-13.485;
Z-9.;
#110=30;
GO TO 1001;
N30;
G0 Z5.;
X6.515 Y-13.485;
Z-12.;
#110=40;
8
GO TO 1001;
N40;
G0 Z5.;
X6.515 Y-13.485;
Z-15.;
#110=50;
GO TO 1001;
N50;
G0 Z5.;
X6.515 Y-13.485;
Z-18.;
#110=60;
GO TO 1001;
N60;
G0 Z5.;
X6.515 Y-13.485;
Z-21.;
#110=70;
GO TO 1001;
N70;
G0 Z5.;
X6.515 Y-13.485;
Z-23.;
#110=80;
9
GO TO 1001;
N80;
G0 Z5.;
X6.515 Y-13.485;
Z-24.8;
#110=90;
GO TO 1001;
N90;
G0 Z150. M9;
G0 X200.;
();
T18 M6 (FR. FIN. D20);
G54 G90;
#100=18;
G0 X6.515 Y-13.485 S7000 F1000 M3;
G43 Z5.H18 M8;
Z-24.8.;
#110=100;
GO TO 1001;
N100;
G0 Z150. M9;
G0 X200.;
();
T2 M6 (D8);
G54 G90;
10
G0 X10. Y10. S2100 F200 M3;
G43 Z10.H2 M8;
G81 R2. Z-1.5.;
X10. Y50.;
X50. Y50.;
X50. Y10.;
G80 M9;
G0 Z150;
G0 X200.;
();
T3 M6 (G.TIN.D6.8);
G54 G90;
G0 X50. Y10. S1500 F300 M3;
G43 Z50.H3 M8;
G83 R2. Z-35. Q3.;
X50. Y50.;
X10. Y50.;
X10. Y10.;
G80 M9;
G0 Z150;
G0 X200.;
();
T4 M6 (TAROD.M8);
G54 G90;
11
G0 X10. Y10.;
G43 Z5.H04 M8;
S300 M29;
G84 R5. Z-10. F375 M3;
X10. Y50.;
X50. Y50.;
X50. Y10.;
G80 M9;
G0 G91 G28 Z0. M5;
G0 G91 G28 Y0.;
GO TO 5000;
N1001(PROF.1);
G1 G41 X15. Y5. D#100;
G1 X0. Y10.;
X0. Y50.;
X10. Y60.;
X50. Y60.;
X60. Y50.;
X60. Y10.;
X50. Y0.;
X-5. Y0.;
G1 G40 X-5. Y-12.;
GOTO#110;
N5000 M30;
%
12
Rularea unui program de pe card se face în felul următor:- se trece comutatorul de selectare a modurilor pe poziţia TAPE;- se apasă de două ori săgeata dreapta de sub ecran până când apare DNC-CD- se apasă tasta de sub DNC-CD la ecran- se scrie numărul de ordine al programului pe card, de exemplu 0001 dacă acesta este primul- se apasă tasta DNC-SS de sub ecran- la DNC File name se scrie numele programului corespunzător lui 0001, de exemplu O0003- se apasă tasta PROG- se apasă butonul START şi începe rularea programului O0003.
13