la empresa-tipoiti 2015
TRANSCRIPT

[TÍTULO DEL DOCUMENTO]
[Subtítulo del documento]
2015

1 | P á g i n a
ISFD
“JOSE MANUEL ESTRADA”
Educación
Tecnológica 4to “A”
Tecnología de Gestión
Asignatura
Grupo
AYALA VERÓNICA NOEMI
BENÍTEZ MARÍA ANGELICA
BLANCO GOITIA RICARDO FABIAN
CACERES JAVIER
GOMEZ JULIO
GÓMEZ LAURA DANIELA
LÓPEZ LUCAS OSCAR
MIÑO JONATHAN SANDRE
GUSTAVO NICOLAS
SILVA LUZ DIVINA
VELAZQUEZ MARÍA DE LOS ANGELES
VILLALBA HUGO HECTOR

2 | P á g i n a
LA EMPRESA TIPOITI
Somos una empresa familiar fundada en el año 1949. Desde entonces siempre nos destacamos por la altísima calidad de nuestros hilados. Nuestra planta industrial, está ubicada en la provincia de Corrientes y nuestras oficinas comerciales y administrativas se encuentran en la ciudad de Buenos Aires. También poseemos un gran depósito en el Talar de Pacheco (Pcia. Buenos Aires) desde dónde se distribuye parte de la producción. En Tipoiti contamos con nuestra propia planta de desmote (donde separamos la fibra de la semilla del algodón) para seleccionar la mejor fibra de algodón con la que producimos los hilados. Esta planta de desmote se encuentra ubicada en Gral. Pinedo, provincia de Chaco, donde se encuentran los mayores productores de algodón del país.
Tenemos una capacidad de producción de aproximadamente 2.000
toneladas de hilado mensuales, repartidas entre hilados convencionales (peinados y cardados), hilados de Open End, hilados Vortex y retorcidos. Generamos empleo directo para más de 800 personas.
Nuestra empresa abastece a la Argentina mayormente y exporta
constantemente a mercados como el de Brasil, España e Inglaterra. Producimos nuestros hilados con los estándares de calidad más exigentes del mercado local e internacional. Es por eso que certificamos todos los procesos productivos con las normas ISO 9000, y nos enfocamos en la mejora continua y en el desarrollo, a través de la capacitación constante en RRHH y la inversión en nuevas tecnologías.

3 | P á g i n a
NUESTROS OBJETIVOS
*Satisfacer las expectativas y necesidades: de nuestros clientes nacionales e internacionales, garantizando así, un nivel de calidad constante y ofreciendo una amplia gama de productos para toda la industria textil.
*Capacitar y desarrollar: a todo el personal para lograr los objetivos de calidad, seguridad y producción.
*Asegurar la competitividad de la empresa, a través de la inversión constante en nueva tecnología e investigación y desarrollo.
PRODUCTOS
Entre la gran variedad de hilados que produce tenemos:
A- HILATURA DE ANILLO (CONVENCIONAL) Fabricamos hilados peinados y cardados que van desde los títulos Ne 12/1 hasta Ne 40/1. La composición puede ser 100% fibra de Algodón, 100% fibra de Viscosa, o mezclas de fibras de Algodón/Poliéster o Algodón/Viscosa. También contamos con equipamiento para producir hilados CoreSpun (alma de elastano) y Flamé.
B- HILATURA OPEN END Fabricamos hilados Open End de alta calidad. La composición de estos puede ser 100% fibra de Algodón, que va desde títulos Ne 8/1 hasta Ne 30/1, y mezclas con poliéster en el mismo rango de títulos. Además, contamos con otra línea de hilados Open End cuya composición es fibra de Algodón y Algodón reciclado, que va desde títulos Ne 4/1 hasta Ne 12/1.

4 | P á g i n a
C- HILATURA VORTEX Contamos con la última tecnología desarrollada para la producción de hilados como el sistema VORTEX (low -pilling) que produce hilados por medio de inyección de aire comprimido. Con esta tecnología producimos hilados melange con fibra de Poliéster negro y fibra de Algodón en títulos Ne 24/1 y 30/1.
- Los hilados pueden ir retorcidos a 2, 3 y 4 cabos.- Los hilados pueden ser teñidos en colores a pedido del cliente.
ALGODON 100%
Ne (4-12) Ne (12-30) Ne (30-40)
CONVENCIONAL Cardado
Peinado
OPEN END
Material recuperado
VORTEX
POLIESTER / ALGODON
Ne (4-12) Ne (12-30) Ne (30-40)
CONVENCIONAL Cardado
Peinado
OPEN END
VISCOSA 100% Y VISCOSA / ALGODON
Ne (4-12) Ne (12-30) Ne (30-40)
CONVENCIONAL Cardado
Peinado
VORTEX
MELANGE 5/25% NEGRO
Ne (4-12) Ne (12-30) Ne (30-40)
CONVENCIONAL Cardado
Peinado
OPEN END
VORTEX
CORE SPUN
Ne (4-12) Ne (12-30) Ne (30-40)
CONVENCIONAL Cardado
Peinado

5 | P á g i n a
OTROS PRODUCTOS/SERVICIOS:
Contamos con nuestra propia planta de desmote ubicada en Gral. Pinedo, provincia de Chaco, lo que nos permite ofrecer ese servicio a otras hilanderías.
Comercializamos semillas de algodón y Blousse (desperdicios de peinadoras).
PLANTAS PLANTA DE HILANDERÍA
Av . Armenia 4601- Corrientes -
CP: W3402ACE - Pcia Corrientes
Tel: +54379 445-7003/4/7
Fax: +54 379 445-7006
E-mail: [email protected]
DEPÓSITO
Italia 479 - Talar de Pacheco -
CP: B1618FJI - Tigre - Pcias Bs.As.
Tel:+5411 4508-0210

6 | P á g i n a
PLANTA DE DESMOTE
Ruta Proviancial Nº5 - KM72
(Acceso Hermoso Campo) - CP:H 3732 AUB
Gral. Pinedo - Pcia. Chaco
Tel:+54379 154530088
CALIDAD
Seleccionamos las mejores fibras del mercado para obtener los mejores hilados de la Argentina, brindando el mejor servicio a nuestros clientes y manteniendo así, una clara posición de liderazgo y confiabilidad.
Desmote propio-selección de fibras.
Amplio stock de materias primas.
Capacitación del personal, dirección técnica por ingenieros argentinos, suizos y alemanes.
Tecnología suiza y alemana de última generación
Monitoreo on-line de toda la producción

7 | P á g i n a
NOVEDADES FOTOS FÁBRICA NUEVA 08/08/2012 Más fotos de la nueva planta de Hilados Super Peinados.
FÁBRICA NUEVA 26/07/2012 Una vez más en TIPOITI apostamos a la última tecnología, y pusimos en marcha nuestra nueva planta de hilados “Súper Peinados”, incrementando así la capacidad de producción. Esta instalación cuenta con transporte automático del material, y la más moderna tecnología de hilatura peinada convencional, con máquinas de más de 1.600 husos. Sin duda, esta es la planta más moderna del país, lo que contribuye a que en TIPOITI sigamos produciendo la mejor calidad de hilados del mercado.

8 | P á g i n a

9 | P á g i n a

10 | P á g i n a

11 | P á g i n a
Tipoití, una fábrica correntina en pie después de cinco décadas
La planta textil desde 1950 se especializa en mejorar la calidad del algodón en
bruto hasta el hilado. Uno de sus socios fundadores fue Agop Seferian quien
constantemente incentivó la educación y capacitación técnica en la provincia.
En la actualidad, junto a otras tres industrias, constituye una de las principales
consumidoras de algodón.
Por Alejandra Durand
Fotos Juan Pablo Fasccioli Tipoití existe hace 56 años, con toda esa
trayectoria a cuestas ha pasado por una decena de crisis, tanto sociales como
políticas y económicas, a las que supo sobrellevar con entereza. Tanto es así
que se ha convertido en una de las fabricas más prestigiosas a nivel nacional e
internacional en su rubro.
En la actualidad cuenta con más de 750 empleados que trabajan a la par de las
máquinas para garantizar el control de calidad de la mercadería que es
destinada a mercados nacionales e internacionales, y que presenta una
capacidad de desmote de más de 1.000 toneladas por día.
La imponente fábrica abarca 50 hectáreas desde la avenida Armenia hasta el
borde del río Paraná. En 1950 cuando la industria se instaló, ese sector de la
ciudad estaba deshabitado, pero hoy en día pertenece a uno de los
12 | P á g i n a
asentamientos urbanos en notable crecimiento. El contraste genera desde hace
una década, el insistente reclamo de los vecinos por la contaminación que la
fábrica produce en el aire. De manera persistente habitantes de los barrios
aledaños como el Molina Punta, Apipe e Industrial, se quejan de los
desperdicios prodigados por Tipoití que se observan a menudo en el aire. Estos
residuos a simple vista parecen pequeñas pelusas que se adhieren a la ropa, e
inclusive se respiran y absorben por los poros de la piel.
Más allá del reclamo vecinal, la industria con sello correntino fue la única que
se mantuvo en pie en las últimas décadas y es sinónimo de orgullo para los
habitantes de la zona. Es que tanto su fundador como sus herederos
contribuyeron a fortalecer la educación técnica en la región, con la intención de
formar estudiantes que estuvieran capacitados para la actividad industrial.
El director de Tipoití, Jorge Eduardo Vartparonian, guió a “época” en una
recorrida para conocer el proceso, que combina la última tecnología con la
mano artesanal de sus trabajadores, que permite a Corrientes exportar a Brasil,
Reino Unido y Portugal.
Pero los avatares económicos golpearon duro durante la vida de la fábrica.
“Tipoití perdió mucho dinero durante la crisis del 2001 2002, sufrió por la
devaluación y se cayó una gran parte de su capital, pero de igual manera pagó
todas sus deudas sin entrar en convocatoria de acreedores y pagando los más
altos salarios de las hilanderías del país”, resaltó Vartparonian.
Mediante la posibilidad de una nueva inversión sigue apostando a la industria
textil y “en esta nueva etapa de crecimiento económico en la Argentina la
empresa se compromete a emplear más personal y llevar a cabo un nuevo
proyecto que significará un incremento en la producción del 15 por ciento”.
Jorge Vartparonian, quien también se desempeña como vicepresidente de la
Cámara Algodonera Argentina y es presidente de la Fundación de Lucha
Contra el Picudo Algodonero (FULCPA) relató que “Tipoití tiene una trayectoria
de 56 años en la provincia , y que consume la mitad del algodón del país”.
Tan importante consumo la convierte en una colocadora de precio, sin embargo
desde su dirección resaltaron la “voluntad” de que el “algodón sea una
producción viable en la Argentina”. Para esto se debe tener en cuenta que los
precios de la materia prima se deprimieron por los subsidios norteamericanos a
ese rubro, además del constante perjuicio de la contaminación y el peligro del
picudo algodonero, que llega del Paraguay” indicó. Puertas adentro
Ante la constante especialización en el rubro el profesional indicó que “las
máquinas de tejer necesitan un algodón cada vez más resistente y con mejor

13 | P á g i n a
calidad”. Asimismo, hay que tener en cuenta la contaminación. En la Argentina
no se cuida ese detalle ya que cuando se cosecha en el campo se emplean
bolsas de polipropileno y al cortar los hilos caen dentro del algodón y lo
contamina “esto hace por ejemplo que en las prendas blancas se vean hilitos
de colores”, indicó el director de la fábrica. Es por esto que Tipoití incorporará a
20 personas más en la ampliación de la sección “retorcidos” y llevará adelante
un plan de inversión en maquinaria de alta tecnología por 150 mil dólares en
activo fijo.
En la Argentina se elaboran 20 mil toneladas de hilado por año y la provincia de
Corrientes consume la mitad de algodón del país entre Tipoití, Tenex látex, la
fábrica de alpargatas en Bella Vista y Alal -industria ubicada en Goya- . Un dato
no menos importante es que el Nordeste es uno de los principales productores
de algodón. Al respecto Vartparonian consideró que “se debería contar con una
ley de promoción para que se agregue valor a la materia prima, ya que la
región cuenta con los índices socioeconómicos más bajos del país, y la
inversión de todo el Noreste es del dos por ciento que hay en el país. Por
alguna razón la inversión no es atractiva, sería excelente que hubiera
condiciones de desarrollo industrial para que se radiquen industrias en la zona”.
Después de 56 años y la historia de un país fracturado a cuestas, Tipoití
invierte en la región y tiene organizadas inversiones que significarían un 15 por
ciento en maquinarias y un 10 por ciento en mano de obra efectiva.
Más puestos de trabajo para generar un aliciente al deprimido sistema de
ocupación con que cuenta la provincia.

14 | P á g i n a
Primer caso
EMPRESA PRIVADA
LA EMPRESA
1. CARACTERÍSTICA DE LA EMPRESA
Es una empresa que se encuentra en amplia expansión
correspondiente a la actividad textil, ubicada en la ciudad de
Corrientes. Esta firma se dedica al desmote y procesamiento dela firma
de algodón, hasta la obtención de hilos de diversos títulos, torsión y
calidad, y productos derivados del mismo.
El inicio de actividades se remonta al año 1951, con una dotación de
personal de aproximadamente 300 personas, entre operarios y
administrativos. En esta primera etapa, la firma recibió el producto
(materia prima) en fardos compactos, ya que aún no contaba con
desmotadora propia.
En 1955, la empresa decide la instalación de la desmotadora con el
objeto de acelerar el proceso de desmote, lo que al mismo tiempo
permitió el ingreso de personal no calificado para trabajar el dicho
sector.
En 1960, se produce la primera ampliación de la fábrica; se amplió el
modulo existente y se creó uno nuevo.
En 1961, se amplió la Desmotadora creándose un nuevo módulo.
En 1963, se amplió la Desmotadora creándose un nuevo módulo.
En 1965, se produce una nueva ampliación de la fábrica; ampliación de
existentes y creación de uno nuevo.
En 1977 se amplía nuevamente la fábrica, creándose un nuevo
módulo.
En 1977, se lleva a cabo la ampliación de la Desmotadora, creándose
un nuevo módulo, como así también se produce la sustitución de
maquinarias de los módulos existentes, por nuevas tecnologías.
En 1990, se realizó una ampliación de fábrica, se crea un nuevo
módulo con maquinarias ultramoderna (control numérico y robótica).
Actualmente, la actual firma cuenta con la Desmotadora, que posee
cuatro módulos de producción y lo que hace a Fabrica (Hilandería),
tiene cinco módulos de producción.
Todas las actividades que en la empresa se desarrollan (Desmotadora
y Fábrica) se mueve con una dotación de personal aproximado de 1100
personas, conformado por personal administrativo, de mantenimiento y
de producción.

15 | P á g i n a
BREBE DESCRIPCION DEL PROCESO PRODUCTIVO
El proceso se inicia en la Desmotadora, donde a partir del ingreso del
algodón en bruto, se obtiene como producto principal: fardos de
algodón compactado. Y como derivados: semillas y mota; culminando
así el proceso en Desmotadora. Luego se inicia el tratamiento de la
fibra en fábrica, hasta la obtención de hilados diversos, para su
posterior comercialización.
Los productos derivados son destinados al consumo del mercado
interno; las semillas una vez tratadas convenientemente, son vendidas
a los productores zonales. También se las comercializa como insumos
para la obtención de aceites industriales. La mota, se destina a la
venta, para la obtención de telas de menor calidad, como trapos rejilla,
de piso etc.
OBJETIVOS DE LA EMPRESA
La empresa como objetivo principal, apunta a la obtención de distintos
hilos en cantidad y calidad adecuadas, para abastecer el mercado
nacional e internacional. Para ello, la empresa pone su mayor esfuerzo
para obtener la producción en cantidad suficiente, en el menor tiempo
posible y a un costo medio, mínimo, sin descuidar la calidad o la
excelencia del producto, con el fin de mantener y acrecentar su
posición en el mercado consumidor.
2. ESTRUCTURA FORMAL DE LA EMPRESA
NIVELES DEDIRECCIÓN
En sus comienzos la dimensión de la empresa, era de tipo familiar
pero, con el paso del tiempo fue creciendo (administrativamente y
tecnológicamente), y los niveles inferiores fueron tomando distancia de
la gerencia, en consecuencia los niveles de dirección aumentaron
conjuntamente con la organización, de manera que en la actualidad se
pueden ver claramente definido desde sus bases sietes niveles de
dirección según muestra el esquema siguiente.
ORGANIGRAMA REPRESENTATIVO DE LOS NIVELES DE
DIRECCIÓN

16 | P á g i n a
NIVEL 1 Directorio.
NIVEL 2 Gerente General
NIVEL 3 Gerente Producción
NIVEL 4 Jefes de sectores
NIVEL 5 Jefe de Secciones
NIVEL 6 Encargados
NIVEL 7 Subencargados
Asesorías Especialistas, laboralistas y contable.
Bases Auxiliares y operativas
DIRECTORIO
Es de carácter colegiado, está compuesto por un Presidente y ocho
directores, todos los miembros son Socios-Dueños y son de nacionalidad
extranjeras. El presidente es el representante legal de la empresa, en caso de
ausencia y de imposibilidad se hace cargo uno de los Directores, o el Gerente
General con el Gerente de Producción. Todos los miembros del Directorio
tienen autoridad lineal sobre todo el personal de la empresa.
Cabe acotar, que dos Directores tiene autoridad lineal sobre los Analistas de
Sistemas de la sección cómputos de la empresa.
GERENCIA GENERAL
El cargo es unipersonal su ocupante es nacionalidad extrajera, es un
profesional de Ciencias Económicas. Tiene autoridad lineal y administrativa
sobre las actividades que se desarrollan en la empresa y autoridad lineal sobre
la Gerencia de Producción, la Desmotadora y Administración General.
GERENCIA DE PRODUCCIÓN

17 | P á g i n a
El cargo es unipersonal, su ocupantes de nacionalidad extranjera es un
profesional de Ingeniería Textil. Tiene autoridad lineal sobre las actividades
relacionadas con la producción en fábrica (se excluye Desmotadora), es decir
sobre: Producción, Control de calidad y los Sectores de Electricidad, Mecánicos
y Aire Acondicionado.
JEFATURAS DE SECTOR
Los cargos son unipersonales correspondientes a cada sector de la empresa,
la mayoría de sus ocupantes son de nacionalidad extrajera y profesionales de
distintas especialidades (Ingenieros, Contadores.). Tienen autoridad lineal
sobre el sector donde están afectados y autoridad profesional (*) en otros
sectores donde se desarrollan tareas con su actividad.
JEFATURA DE SECCIÓN
Los cargos son unipersonales a excepción de la sección cómputos (los dos
analistas tienen igual cargo). Sus ocupantes son profesionales e idóneos. Tiene
autoridad lineal sobre la sección en la que están afectados y en algunos casos
autoridad profesional en otras secciones donde se desarrollan tareas
relacionadas con su actividad.
ENCARGADOS DE SECCIONES
Los cargos son unipersonales e idóneos. Tiene autoridad lineal sobre (la
fuente de autoridad radica en la experiencia técnica y en el nivel de
conocimientos específicos), los subencargados, operarios auxiliares del área
en la que están afectados y autoridad profesional en otras secciones donde se
desarrollan tareas relacionadas son su actividad.
Subencargados de Secciones
Las secciones presentan una o más encargados o subencargados, sus
ocupantes son técnicos e idóneos formados en la empresa, tienen autoridad
lineal sobre los auxiliares y operarios de su sección.
Asesorías:
Dos profesionales ocupan estos puestos ubicados fuera de la estructura, un
especialista en derecho laboral y el otro en Ciencias Económicas.
Cabe señalar, que casi la totalidad de los puestos de los niveles de dirección
(nivel 1, 2, 3, 4,5 y 6) están ocupados por personal masculino a excepción de
las jefaturas de la sección Proveeduría y Almacenes. En líneas generales, la
estructura que presenta la empresa muestra, la típica autoridad vertical (hacia
abajo, clásico perfil de las compañías) y con trayectorias de rendi8mientos de
cuentas a supervisores funcionales insertados, por autoridad horizontal

18 | P á g i n a
(transversal) no tradicional. El empleado, la mayoría de las veces rinde cuentas
a dos superiores, a un superior lineal y a otro funcional, tal es el caso de la
supervisión ejercida por los Analistas y Programadores sobre los
Operadores/Grabo verificadores.
EL AREA INFORMATICA DE LA EMPRESA
EVOLUCION INSTITUCIONAL
1- Introducción de las NTI
A mediados de 1984, los Directivos (Directorio y Gerencia General), al ver
que cada vez los sistemas administrativos (el papeleo la duplicación del
trabajo, la manipulación…), se presentaban más complejas decidieron
incorporar Sistemas computarizados en la empresa, para ello contrataron a
una idónea, (Contadora y Profesora de la Cátedra Computación I y II de la
Carrera Experto en Estadística y Computación). La profesional, ya conocía
la empresa debido a que años atrás formaba parte del plantel de la misma.
Los miembros del directorio trabajaron conjuntamente con la asesora,
llevando a cabo las siguientes actividades:
a- El estudio global de factibilidad sobre los sectores que conviene
automatizar, modificar o mantener el sistema imperante. Las selecciones
elegidas resultado del estudio fueron: Proveeduría, Liquidación de
sueldos, Administración Contable y Administración de Desmontadora.
b- Elección del equipo, la realizaron pidiendo asesoramientos comerciales
y pasando revista a toda la literatura técnica existente, prepararon un
conjunto detallado de especificaciones de los aspectos del equipo que
parecía más adecuado, y enviaron a cuantos comerciantes conocidos,
para que enviaran propuestas concretas. Se eligió la mejor oferta, que
otorgaba capacitación con las compras de los equipos.
c- Se comprobó la necesidad de crear un área específica de computación
(sección cómputos), para la elaboración de los sistemas que se
emplearían en las distintas secciones ya elegidas. También eligieron, el
lugar donde funcionaria esta sección que resulto ser una amplia sala de
estar de la empresa.
d- Se estableció la dotación de personal de las secciones pronta a
funcionar con el nuevo sistema y los puestos de trabajo, dando como
resultado:
- En cómputos, dos ANALISTAS DE SISTEMAS.
- En proveedurías, un OPERADOR/GRABOVERIFICADOR.
- En administración contable, dos OPERADOR/GRABOVERIFICADOR.
- En liquidación de sueldos, dos OPERADOR/GRABOVERIFICADOR.
- En desmontadoras, un OPERADOR/GRABOVERIFICADOR.
De manera que la dotación de personal se proyecto con un total de 8(ocho)
personas (2 Analistas de Sistemas y & Operadores/Graboverificadores). En

19 | P á g i n a
sus comienzos los Analistas de sistemas realizarían todos los programas a
utilizar.
e- Reclutamiento y Selección del personal afectado a área a computarizar,
se realizo de la siguiente manera:
- Para los puestos Analista/Programador se recurrió a fuentes expertas,
(los graduados de la Facultad de Ciencias Expertas de la Carrera
Experto en Estadística y Computación) y la selección, la realizaron en
base al curriculum de cada uno.
- Para los puestos Operador/ Graboverificador se recurrió a fuentes
internas, tomando el criterio de que resulta mucho tomar a una persona
que conoce a fondo las operaciones de la empresa y, precisamente,
seleccionaron a sujetos del sector o sección donde se implementaría el
nuevo sistema .
Todas estas actividades se desarrollan en un lapso de seis meses, de
manera que al inicio de 1985 ya tenían los equipos y el plantel de las
personas afectadas; además, la empresa proveedora de los equipos otorgo
un pequeño curso a todas las personas que ocuparían los equipos,
correspondiente “a una introducción del manejo de estos equipos”.
Cabe señalar, que en ningún momento se pensó en los elementos de
ayuda, (mesas y sillas) apropiadas, teniendo en cuenta a los operadores
que la utilizarían, y los lugares que se eligieron para su instalación
resultaron ser cualquier espacio disponible de cada sección a computarizar.
Casi a mediados de 1985 el área ya trabajaba a pleno, y se prescindió de
los servicios de la asesora, se hicieron cargo directamente (autoridad lineal)
de la sección cómputos dos miembros del directorio.
Actualmente, aumentaron la dotación del personal, a las secciones con
operatividad computada, y además los puestos sufrieron transformaciones
(estos se pueden ver en el punto ORGANIZACIÓN DEL TRABAJO Y
CONTENIDO DE LOSPUESTOS DE TRABAJO)
2- Conversión del sistema Informático
Para comprender el traspaso del sistema manual o mecanizado al nuevo
sistema de la informática computarizado señalaremos, las tareas realizadas
en ambos sistemas.
20 | P á g i n a
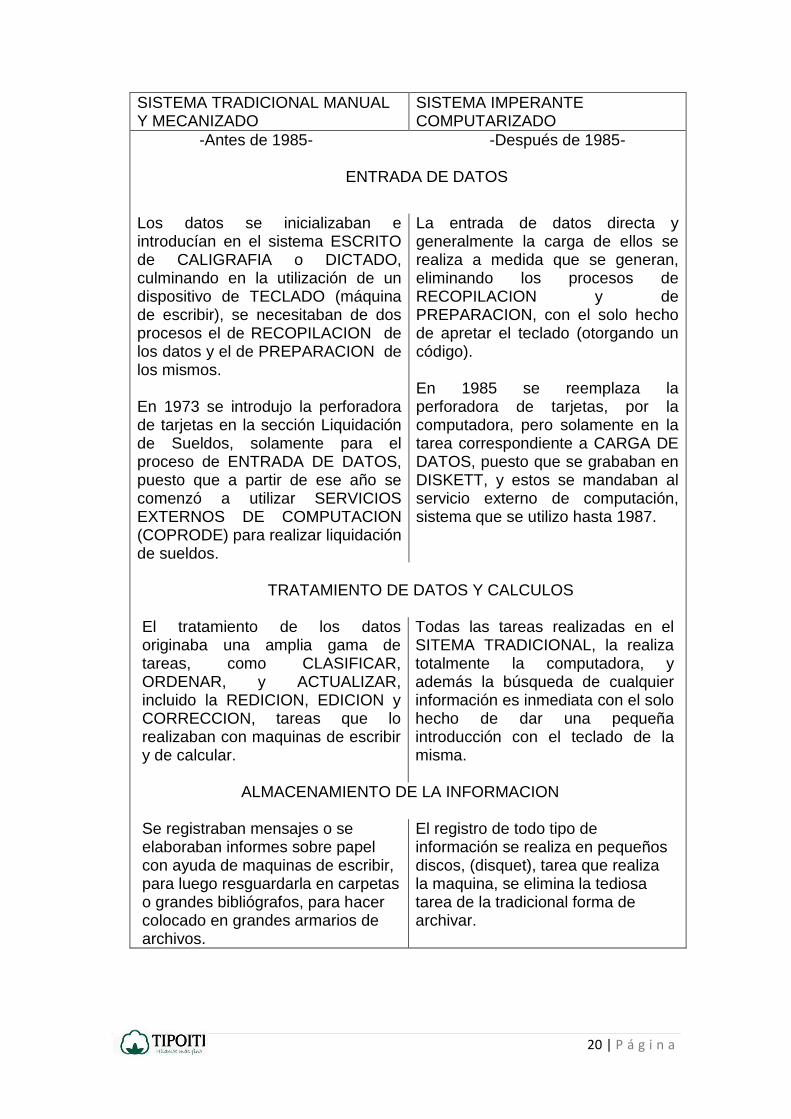
SISTEMA TRADICIONAL MANUAL Y MECANIZADO
SISTEMA IMPERANTE COMPUTARIZADO
-Antes de 1985- -Después de 1985- ENTRADA DE DATOS
Los datos se inicializaban e introducían en el sistema ESCRITO de CALIGRAFIA o DICTADO, culminando en la utilización de un dispositivo de TECLADO (máquina de escribir), se necesitaban de dos procesos el de RECOPILACION de los datos y el de PREPARACION de los mismos. En 1973 se introdujo la perforadora de tarjetas en la sección Liquidación de Sueldos, solamente para el proceso de ENTRADA DE DATOS, puesto que a partir de ese año se comenzó a utilizar SERVICIOS EXTERNOS DE COMPUTACION (COPRODE) para realizar liquidación de sueldos.
La entrada de datos directa y generalmente la carga de ellos se realiza a medida que se generan, eliminando los procesos de RECOPILACION y de PREPARACION, con el solo hecho de apretar el teclado (otorgando un código). En 1985 se reemplaza la perforadora de tarjetas, por la computadora, pero solamente en la tarea correspondiente a CARGA DE DATOS, puesto que se grababan en DISKETT, y estos se mandaban al servicio externo de computación, sistema que se utilizo hasta 1987.
TRATAMIENTO DE DATOS Y CALCULOS El tratamiento de los datos originaba una amplia gama de tareas, como CLASIFICAR, ORDENAR, y ACTUALIZAR, incluido la REDICION, EDICION y CORRECCION, tareas que lo realizaban con maquinas de escribir y de calcular.
Todas las tareas realizadas en el SITEMA TRADICIONAL, la realiza totalmente la computadora, y además la búsqueda de cualquier información es inmediata con el solo hecho de dar una pequeña introducción con el teclado de la misma.
ALMACENAMIENTO DE LA INFORMACION Se registraban mensajes o se elaboraban informes sobre papel con ayuda de maquinas de escribir, para luego resguardarla en carpetas o grandes bibliógrafos, para hacer colocado en grandes armarios de archivos.
El registro de todo tipo de información se realiza en pequeños discos, (disquet), tarea que realiza la maquina, se elimina la tediosa tarea de la tradicional forma de archivar.

21 | P á g i n a
3- PROCESO DE TRABAJO Antes de presentar el análisis y discusión de los resultados es necesario señalar en forma resumida las tareas explicitas del proceso de trabajo con NTI ( es válido para cualquier empresa que opera con estas tecnologías) :
ENTRADA
PROCESO SALIDA
- Recopilación de/datos - Operaciones - Informes - Preparación de/datos - Almacenar - Respuestas a
consultar - Introducción de/datos - Recuperar - Datos de entrada
a otros procesos - Clasificar - Ordenar
- Actualizar Las tareas de preparación o creación (concepción), están en manos de los Analistas de Sistemas y del Programador, y se dan de la siguiente manera: Entrada de datos Cuando la entrada es directa, es decir, cuando la entrada se realiza a medida que los datos se generan, las tareas de recopilación y preparación de los datos se realizan en forma automática, por instrucciones concebidas previamente en el programa. Procesos Todas las operaciones de cálculos (algoritmos matemáticos) están concebidos previamente por instrucciones de programa, incluidos el almacenar, clasificar, ordenar y actualizar Salidas Todas las tareas correspondientes a las salidas, también se realizan por instrucciones precisas previamente definidas en el proceso de elaboración, es decir, las tareas de elaboración de informes, respuestas a consultas y la grabación de datos para entrada a otros sistemas. Las tareas de ejecución las realizan los Operadores/Graboverificadores, y se efectúan de la siguiente manera:

22 | P á g i n a
Entrada de Datos Cuando la entrada es indirecta, las tareas de recopilación y preparación son netamente manuales al igual que la introducción de datos; ésta última, también es manual para el caso de entrada directa. Procesos Todas las tareas que están explícitas en los procesos, las realiza solamente apretando la consola (teclado), dando un determinado código. Salidas Todas las taras se realizan en forma análoga al ítem anterior.

23 | P á g i n a

24 | P á g i n a
Maquinas hilanderas
Sección de fabricación (planta)
Batan
La producción del hilado de fibra de
algodón se realiza cumpliendo una
serie de procesos comunes con otras
fibras naturales, tales como la apertura
y la limpieza de las fibras, el cardado,
estiraje, etc. y otros procesos que son
específicos para la obtención de un
tipo particular de hilado, como es el
caso del hilado peinado. En este
artículo vemos los detalles de todos
ellos.
Etapas en la hilatura de la fibra de algodón
Los procesos de hilatura del algodón presentan una serie de etapas con
operaciones cuyos objetivos se señalan a continuación, junto con los equipos
correspondientes. En este artículo se hace referencia general a cada una de
las mismas y en posteriores páginas se describen con mayor detalle. A
continuación se analizan los distintos tipos de hilatura de algodón: ring spun y
open end.
Proceso Equipo utilizado
Apertura y mezcla
....Apertura y limpieza
....Limpieza
....Cardado
....Estirado / Doblado
....Reunido de cintas
....Peinado
....Afinado y torsión
....Torsión del hilo
....Enconado
....Acoplado
....Retorcido Vaporizado
Abridora de fardos
....Abridora de fibras
....Batidora (Batán)
....Carda
....Manuar
....Reunidora
....Peinadora
....Mechera (Veloz)
....Continua (Trócil)
....Enconadora
....Dobladora
....Retorcedora
....Vaporizadora
Apertura de fardos y mezcla

25 | P á g i n a
En la apertura y limpieza de fardos de fibras de algodón, un equipo disgregador
mezclador realiza el desfloque y mezcla de distintas capas de fibras,
produciéndose así una primera apertura del material. Luego las fibras pasan
a un segundo sector de apertura y limpieza, que está formado por un grupo de
máquinas, donde las fibras salen en copos, sin cascarilla, hojitas y tierra que
traían las fibras.
Las abridoras de fardos son equipos compuestos por varios pares de
cilindros dentados o con púas, que producen el arranque de las fibras
compactadas de los fardos. La entrega se realiza mediante un cilindro de
dosificación y uno de descarga de precisión. En la abridora de fardos se
produce la primera gran limpieza de las fibras. Se estima que alrededor de un
tercio del total (en peso) de las impurezas, son eliminadas en esta etapa.
Apertura y limpieza en batanes
El objetivo del batán (batidora) es sacar las materias extrañas y motas pesadas
que aún no han sido posibles extraer del material. El material entrante al batán,
26 | P á g i n a
son copos de algodón abiertos, limpios y mezclados. El material de salida del
batán es un rollo de napa con una determinada masa por longitud, que se
dirige hacia las cardas. La limpieza en la batidora consta de una estructura de
dos tipos de batanes que trabajan en línea: un primer batán o batán golpeador:
que se compone de cuatro secciones: alimentación, batanaje, condensado y
cámara de reserva y mezcla, y a continuación un segundo batán o batán
cardador, que tiene las siguientes partes: de igualación, batanaje, condensado
y armado de napa. En esta máquina se pueden ubicar los primeros indicios de
estiraje en el material. Las alimentadoras de cardas constituyen una evolución
del sistema tradicional de batanes. Estos equipos de nueva generación están
equipados con un sistema gemelo de entrega de las fibras en una cámara
superior que produce un mezclado extra de las fibras, seguido de una nueva
apertura con dos rodillos permite la entrada de fibras en la cámara inferior con
una separación adicional y un subsiguiente mezclado por medios mecánicos y
movimiento de aire.
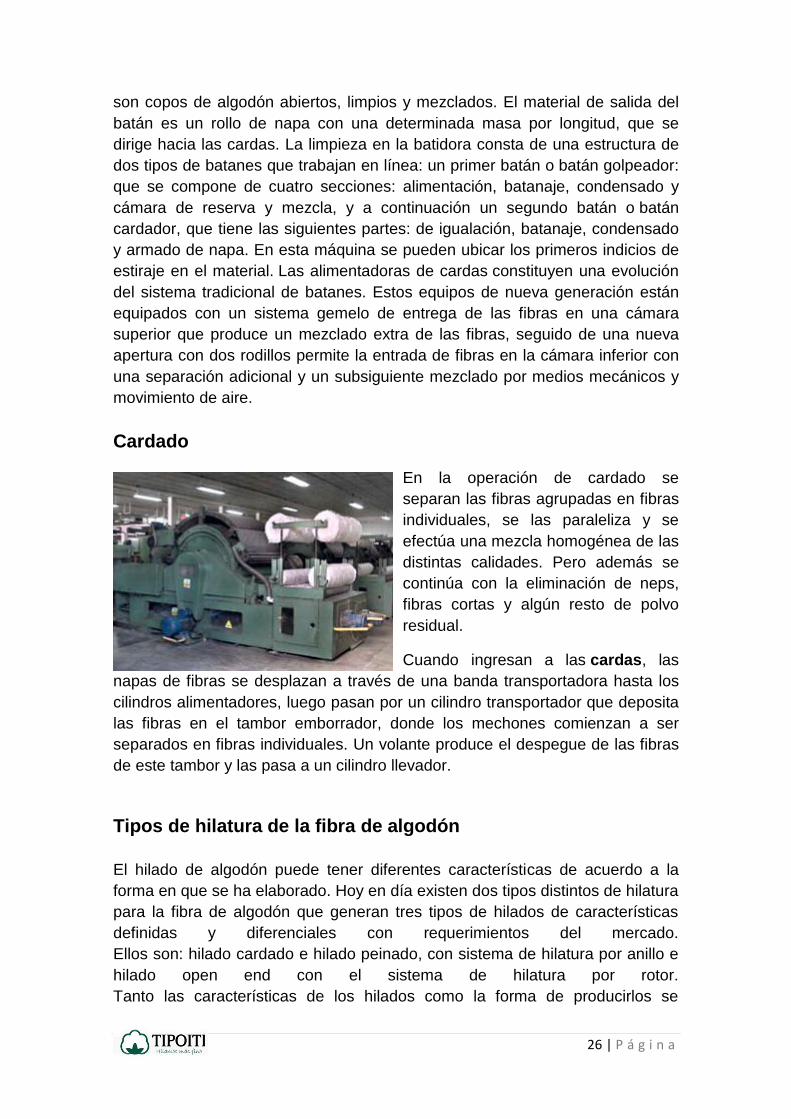
Cardado
En la operación de cardado se
separan las fibras agrupadas en fibras
individuales, se las paraleliza y se
efectúa una mezcla homogénea de las
distintas calidades. Pero además se
continúa con la eliminación de neps,
fibras cortas y algún resto de polvo
residual.
Cuando ingresan a las cardas, las
napas de fibras se desplazan a través de una banda transportadora hasta los
cilindros alimentadores, luego pasan por un cilindro transportador que deposita
las fibras en el tambor emborrador, donde los mechones comienzan a ser
separados en fibras individuales. Un volante produce el despegue de las fibras
de este tambor y las pasa a un cilindro llevador.
Tipos de hilatura de la fibra de algodón
El hilado de algodón puede tener diferentes características de acuerdo a la
forma en que se ha elaborado. Hoy en día existen dos tipos distintos de hilatura
para la fibra de algodón que generan tres tipos de hilados de características
definidas y diferenciales con requerimientos del mercado.
Ellos son: hilado cardado e hilado peinado, con sistema de hilatura por anillo e
hilado open end con el sistema de hilatura por rotor.
Tanto las características de los hilados como la forma de producirlos se

27 | P á g i n a
agrupará de la siguiente forma:
características principales de la hilatura por anillo (ring spun)
La hilatura por anillo o hilatura convencional, aplica la torsión mediante un
husillo giratorio como se muestra en la figura inferior. Es el método tradicional
de hilatura, y precisa una serie de pasos intermedios que lo vuelve lento y
costoso, con respecto a otros sistemas de hilatura.
La hilatura por anillo produce hilos resistentes, finos y suaves, también
conocidos por su terminología inglesa, ring spun cotton.
Debido a su antigüedad, es la tecnología de hilatura más experimentada y su
continuo desarrollo hace que los modernos equipamientos presenten
diferencias sustanciales de productividad respecto a sus comienzos.
Hilatura de Algodón Cardado
Dentro de este sistema, la disposición de equipos y procesos más sencillos y
de mayor productividad corresponde a la utilizada para obtener hilados
cardados. Esto hace que este tipo de hilado presente un precio competitivo con
un aceptable nivel de calidad.

28 | P á g i n a
Hilatura de Algodón Peinado
Los hilados de máxima calidad y con altas prestaciones son producidos
invariablemente por este sistema de hilatura donde la pieza fundamental la
constituye la peinadora y por supuesto la alta calidad de fibra.
Los procesos son mayores y el costo también pero la calidad del hilado
peinado es la más alta.
Características principales de la hilatura por rotor (open end)
El sistema de hilatura por rotor aplica la torsión mediante un rotor giratorio
como el que se ilustra en la figura:

29 | P á g i n a
La hilatura por rotor está caracterizada por su gran productividad, que genera
un costo es bajo gracias a su alto rendimiento y la eliminación de varias etapas
en la producción. Sin embargo presenta la desventaja de producir hilos más
débiles que los obtenidos por el sistema de anillo, su variedad de títulos de hilo
es bastante más limitada y produce un hilo “más seco”, que resulta menos
suave y agradable al tacto.
Hilatura de Algodón Open End
Una variante tecnológica en la producción de hilados permite reducir
drásticamente los tiempos de producción y sus costos, con un menor nivel de
equipamiento por acortar etapas respecto del sistema convencional. Este
sistema sigue en expansión y con continuas mejoras.
Manuares
Peinadoras
Este proceso de hilatura lleva a la obtención
de hilado de algodón de la más alta calidad.
Se trata del algodón cardado y peinado, que
es conocido comúnmente con el nombre
abreviado de: algodón peinado. Por alta
calidad nos referimos al proceso, pues la
calidad final del hilado final depende de otros
muchos factores, como la calidad de fibras,
equipos, etc.
La secuencia de las operaciones llevadas a
cabo para la hilatura de algodón peinado, se detallan continuación, respetando
el orden en que se producen.
Etapas productivas
Una vez que ingresan a la planta de producción los fardos de fibra de algodón
prensados se proceden como sigue:
Análisis de materia prima
Este análisis se realiza en el laboratorio de control de calidad de fibras, donde
el algodón es sometido a un riguroso chequeo. En éste control se extraen

30 | P á g i n a
muestras de cada fardo que se quiere comprar y se clasifican según su grado.
En el laboratorio se utiliza un complejo equipo denominado HVI, que estudia las
diferentes características de las fibras tales como finura, limpieza, color,
longitud resistencia y uniformidad. El resultado es enviado a la planta de
producción, permitiendo que los fardos sean separados en función de sus
características.
Apertura y limpieza
El punto de partida es el fardo de algodón desmotado, que se separa por lotes
para ser estibado. Retirados los sunchos que sujetan los fardos de fibras
seleccionados se colocan en grupos a ambos lados de los rieles que
transportan el cabezal disgregador mezclador, el cual desfloca y mezcla las
sucesivas capas de fibra, produciéndose así una primera apertura del material.
La fibra es trasladada al siguiente proceso de apertura y limpieza mediante un
sistema automático de transporte neumático como se ilustra a continuación.
El restante sector de apertura y limpieza está formado por un grupo de
máquinas cuya función es provocar la apertura de las fibras en copos y la
limpieza profunda de las mismas mediante la eliminación de cascarilla, hojitas y
tierra, contenidas entre las fibras.
La línea contiene a su vez una mezcladora limpiadora, donde se efectúa nuevo
mezclado según el principio de capas interdeslizantes, que confiere una acción
mezcladora intensiva y una homogeneización a lo largo del tiempo. Esto
permite homogeneizar y eliminar las diferencias de las materias primas de
diferentes procedencias, como por ejemplo el color.
Todo el proceso recién descrito es regulado por una central de mando electro
neumático que le confiere un alto grado de automatización.
En equipamientos de anteriores generaciones las impurezas eran eliminadas
mediante la aplicación de efectos físicos como sacudidas, batido con palas,
cribado y aspiración con aire a alta velocidad. Las impurezas mediante la
aplicación de efectos físicos como sacudidas, batido con palas, cribado y
aspiración con aire a alta velocidad. Se realiza en primer término en una
máquina abridora de la que sale un velo de fibras que entra en una máquina
batidora en la que una serie de rodillos cribadores conforman un manto que se
enrolla a la salida.
En equipamientos de nueva generación como los que se ilustran, la abridora
automática de fardos produce copos pequeños al comienzo del proceso que
por una gran superficie de contacto libera impurezas, polvo y cuerpos extraños
de manera mucho más eficiente. La producción de este tipo de equipos alcanza
hasta 1.600 kg/h de material disgregado y procesados a 1.400 kg/h de cinta de
carda, con una alimentación del orden de 130 fardos por lado de la máquina,
en cuatro grupos de fardos.
La limpieza tiene lugar sin puntos de pinzado, o sea cuidando las fibras y al
mismo tiempo de manera muy eficiente. Partículas de impurezas más bien

31 | P á g i n a
grandes son separadas inmediatamente lo que impide la fragmentación de las
mismas en los procesos que siguen y la consiguiente limpieza difícil en la
segunda etapa. (Estos valores corresponden a los consignados para el equipo
Unifloc A 11 de la firma Rieter).
Cardado
El proceso de cardado es realizado en equipos denominados cardas. Esta
máquina desgarra los flocones de fibras al pasar por un gran cilindro, que luego
se desprenden y reúnen en forma de velo, que más tarde es condensado para
formar una cinta a la salida de la carda, denominada precisamente: cintas de
carda.
Entonces, el objetivo de las cardas en la
cadena de producción de hilado de algodón, es
abrir los flocones de fibras, separarlos y
depurándolos por última vez de suciedades y
fibras cortas, proceso ya iniciado en la
apertura.
Pero además las cardas cumplen un segundo
objetivo, que es: ordenar las fibras limpias y
empezar la individualización y paralelización de las fibras, conformando luego
un velo uniforme que da lugar a una primera cinta de fibras regulares. Las
fibras en las cardas están cohesionadas naturalmente, y el velo que forman
presenta las siguientes características: libre de aglomeramientos de fibras
(neps), menor cantidad de fibras cortas, eliminación adicional del polvo y
aplanado de la capa de fibras reduciéndolas a una cinta apta para sufrir
estirajes.
Finalmente, un tercer requisito de esta máquina es de entregar una cinta que
no contenga tramos gruesos y/o tramos delgados, que no esté contaminada de

32 | P á g i n a
ningún tipo de grasas o aceites y además que no haya borra adherida al
material. Las cintas de carda son recogidas a la salida del equipo, en unos
contenedores donde se deposita en forma circular por su propio peso,
denominados botes de carda. Las cardas más modernas, trabajan actualmente
con un ancho de 1.500 mm, y una producción de hasta 240 kg/h, pudiendo
procesar fibras cortas hasta 60 mm de longitud (datos de la carda C60 de la
firma Rieter).
Pre peinado
Las cintas depositadas en botes pasan por el sector de pre peinado, cuya
conformación puede diferir, pero que en todos los casos, tiene la función de
formar a partir de la yuxtaposición de gran número de cintas una napa o manta
de fibras que alimentará a las peinadoras, obteniéndose una buena
paralelización de las fibras de algodón elevándose la uniformidad del material
de la alimentación.
Los últimos desarrollos en estos equipos han sustituido la tecnología de
formación del rollo mediante dos rodillos de presión por una correa plana
especial que permite extender la conducción de las cintas y la condensación
del rollo en forma de diámetro a casi la circunferencia entera del rollo. Por la
formación cuidadosa y uniforme se puede alcanzar velocidades de
enrollamiento de 180 m/min sin merma de la calidad.
Además disminuyó notablemente la sensibilidad de trabajo respecto a la
longitud de fibra y hace posible el procesamiento de algodón corto y mediano a
muy altas velocidades. La producción de la estas máquinas está concebida de
tal manera que corresponde al rendimiento de 6 peinadoras compatibles de alto
rendimiento con lo que se logra producir en el orden de 10 toneladas de cinta
peinada por día (datos de un equipo de pre-peinado Omegalap E 35 de la firma
Rieter).
Peinado
En este sector se eliminan las fibras cortas que llevan consigo las napas de
alimentación, se separan pequeñas impurezas que aún permanecen después
del cardado y se terminan de paralelizar las fibras. Todo ello mejora la
uniformidad de longitud de fibra lo cual es imprescindible para lograr hilados
muy finos de buena resistencia.
Las fibras cortas eliminadas dan lugar al sub producto denominado “blousse”
que es transportado neumáticamente a una prensa. Con respecto a los valores
de producción topes logrados con equipos de última generación totalmente
automatizados, se llega al orden de 70-75 kg por hora de cinta peinada,
correspondientes a unos 500 golpes del peine con una densidad de napa de 80
gr/m.

33 | P á g i n a
Esta elevada producción es lograda gracias a la sincronización informática en
toda la línea. Los costos en la actualidad han sido reducidos en comparación a
las máquinas de anterior generación, ya que se ha conseguido un significativo
ahorro de energía, una menor cantidad de borras de peinado menor gracias a
la excelente selección de fibras y el alto grado de eficiencia de máquina y
tiempos de paro cortos de la máquina, entre otras mejoras. El cambiador
completamente automático del rollo y el empalme de la napa, la mejor calidad
del empalme y el sistema automático de transporte de los rollos completan las
características vigentes en los modernos sistemas de peinado.
Estiraje y doblado
El estiraje es una operación permite agrupar las fibras en forma paralela y
uniforme gradualmente hasta obtener un hilo continuo. Se lleva a cabo en cada
una de las etapas del proceso de hilatura, pero cobra mayor significación luego
del cardado y peinado donde se parte de una masa determinada de cinta de
fibras y se lleva a otra de mucha mayor longitud pero de sección
proporcionalmente menor. La máquina que realiza el primer estiraje
propiamente dicho es el manuar. A la salida de la peinadora las cintas son
conducidas al manuar donde se produce un proceso de doblado y estiraje para
obtener una mayor regularidad de la cinta.
El manuar consta esencialmente de dos cilindros con guarniciones que
trabajan a distintas velocidades, lo que provoca el estiraje de la cinta cuando lo
atraviesa. Adicionalmente se logra una mayor paralelización de las fibras, que
contribuye a una perfecta uniformidad de masa en toda su longitud.
Los equipos con moderna tecnología emplean un regulado electrónico
automatizado que corrige las pequeñas irregularidades que aún contiene el
conjunto de cintas acopladas. Esto se logra de la siguiente manera: a la
entrada de la cinta al manuar se registra continuamente los valores de espesor
de la cinta de fibras por medio de una palpación mecánica. Los valores que se
miden se convierten en señales eléctricas que son usadas para controlar el
estiraje en el campo de estiraje principal, regulando las oscilaciones del
material entrante. El resultado es una cinta con buena regularidad en
longitudes cortas y medianas, manteniendo además el título de la cinta en
longitudes largas.
En resumen, la función del manuar es paralelizar, doblar, mezclar y entregar
una cinta uniforme a la siguiente etapa del proceso, sin tramos gruesos ni
delgados, con peso y longitud controlados. Con respecto a los avances de
equipos de nueva tecnología, es interesante señalar la existencia de un nuevo
manuar de doble cabezal con regulación automática que ofrece una velocidad
de entrega máxima de hasta 1.000 m/min.
Esto fue posible lograrlo por los mejorados sistemas de estiraje y deposición de
cintas. Es factible trabajar con un bote grande de 1000 mm.
También hay equipos de un solo cabezal con regulación manual y diámetro de

34 | P á g i n a
600 mm (depósito en 2 botes) y diámetro de 1000 mm uno solo bote de
recepción de cinta (datos correspondientes a los manuares SB 20 y SB-D11
respectivamente, ambos pertenecientes a la firma Rieter).
Estiraje y torsión
Este proceso que se lleva a cabo con las cintas
proveniente de los manuares, es realizado en
maquinarias que reciben el nombre de
mecheras.
En estas máquinas las cintas de manuar pasan
por un tren de cilindros de estirajeque permiten
obtener una mecha de título varias veces más
fino que el original.
Se produce un entrelazamiento de las fibras para darle la cohesión al hilo
resultante, se reduce significativamente el volumen del hilo y perfecciona el
paralelismo de las fibras, lo que aumenta su tenacidad y le proporciona más
suavidad en su superficie al dejar sueltas menos puntas de fibras. Para lograr
afinar la mecha se lleva a cabo un proceso de torsión que le otorga la
resistencia necesaria para soportar el devanado en la siguiente etapa del
proceso de hilatura El material a la salida de la mechera recibe el nombre de mecha de primera
torsión, y es aquí donde por primera vez la masa de fibras toma la forma de
hilo. Estos hilos son dispuestos en una bobina que recibe el nombre de bobina
de mechas. La bobina de mecha es un producto intermedio delicado. Como la
capa exterior de mecha está completamente sin protección tiene un alto riesgo
de ser dañada.
Por otro lado, todos los defectos de la mecha son transferidos al hilado y a
menudo también son visibles en el producto final. Es por este motivo que los
recientes desarrollos en este tipo de maquinarias se centran en el transporte
automático y por desplazamiento aéreo para evitar precisamente que se
originen los problemas descritos.
Los aspectos más relevantes de los nuevos equipos son: cantidad de husos
desde 32 hasta 160 husos, ecartamiento de 260 mm y una revolución máxima
de las aletas de 1.500 rpm, y el control de la cinta de alimentación se realiza
mediante una barrera de luz. Los elementos y datos de la máquina se pueden
programar mediante un computador, con velocidad programable durante la
formación de la bobina y cambio de mudada automático.
Hilatura
Esta operación tiene por objeto convertir las fibras de algodón en un hilo
uniforme. Los métodos modernos de estiraje final y torsión definitiva de los
hilados se llevan a cabo en equipos denominados: continúas de hilar. Las
continuas de hilar dan al haz de fibras que forman la mecha de estiraje, el

35 | P á g i n a
afinamiento necesario para obtener el título de hilado y la torsión requeridos
cuando se trata de hilo de un cabo.
La mecha estirada y torsionada se enrolla en tubos cónicos denominados
canillas, encastrado sobre husos que giran a altas velocidades luego de pasar
por un cursor que se desplaza por un aro y que le confiere la torsión definitiva
de acuerdo al hilado buscado. Estas continuas tiene incorporado un sistema de
cambio automático de la levada (denominado así el conjunto de canillas
completas) y reposición de la correspondiente canilla vacía. La máquina y el
sector en general se mantiene limpio mediante la incorporación de limpiadores
viajeros que soplan y aspiran sobre puntos estratégicos de la continua y del
piso viajando a todo lo largo de la máquina. El proceso de fabricación de hilado
finaliza en las continuas de hilar pero todavía debe ser enconado para cumplir
con requisitos de las tejedurías.
Las innovaciones tecnológicas en estos equipos, priorizan factores como:
Versatilidad. Con equipos que permiten procesar hilados finísimos para
camisería de alta calidad hasta hilados gruesos con efecto denim procesando
por hilatura clásica pero preparada para hilatura compacta, con un largo hasta
1680 husos. (Modular Concept 351 de la firma Zinser).
Automatización. Los equipos informáticos almacenan datos importantes para la
hilatura, representados en una pantalla con capacidad de gráficos, de hasta 18
tipos de hilados, y disponibles en cualquier momento. (Continua modular G35
de la firma Rieter).
Alta producción. Está ligada a un mayor aprovechamiento del espacio ocupado
con una notable reducción de costos.
Enconado
El hilado contenido en las canillas o husadas es conducido al sector de
enconadoras que envasan el hilados en conos de aproximadamente de 2200
gramos cada uno. Estas enconadoras cuentan con mecanismos automáticos
para la alimentación y cambio de cono. Durante el pasaje del hilo de la canilla
al cono se efectúa el control y el purgado de los defectos y fibras extrañas que
pudieran contener el mismo.
Un sistema de detección de fallas las analiza, contabiliza y elimina por medio
de un dispositivo denominado "purgador" que puede ser mecánico o
electrónico, para detectar y cortar puntos finos, gruesos y en algún caso los
denominados neps. Esos cortes son empalmados con un dispositivo llamado
Splicer o empalmador. También tienen un dispositivo llamado parafinador el
que por medio de una pastilla de parafina en cada posición, deposita por
contacto una pequeña cantidad de parafina con otros productos, para darle al
hilo una lubricación. Esto se hace preferentemente para los hilados que se
utilizan en tejidos de punto. Los conos así obtenidos pueden ser derivados para
su tratamiento final y despacho o procesados para hilados retorcidos.
Las enconadoras, trabajan a velocidades de más de 1000 metros/min. En cada
cabezal. Existen trenes de enconado de 10 a 20 husos, instalados
36 | P á g i n a
secuencialmente con continuas de hilar para que de un grupo de maquinaria
integrado y salga el hilado directamente en conos. En las enconadoras puede
regularse la dureza de los conos, siendo especialmente útil el cono blando para
tintura por empaquetados en conos.
Avances tecnológicos adicionales a los ya vistos, operan sobre la reducción de
picos de tensión cuando se desprende el hilo del balón de hilos y la
consecuente reducción del aumento de tensión del hilo. Como resultado, el
esfuerzo al que ha de someterse el hilo en el proceso de bobinado es menor, lo
que se refleja en una excelente calidad del hilo.
Las bobinas cruzadas presentan unas mejores propiedades de devanado y
ofrecen un gran acortamiento de tiempo de proceso. (Datos suministrados por
la firma Oerlikon Schlafhorst para sus productos PreciFX, Speedster FX y
Autoconer X5).
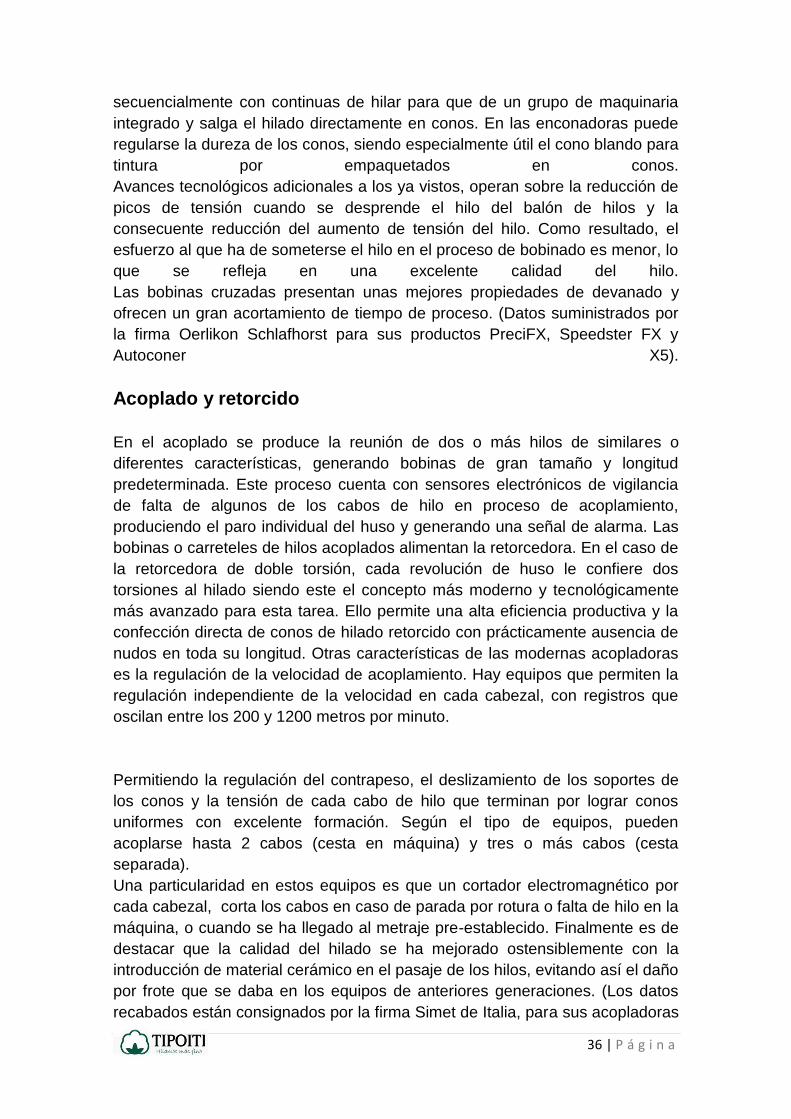
Acoplado y retorcido
En el acoplado se produce la reunión de dos o más hilos de similares o
diferentes características, generando bobinas de gran tamaño y longitud
predeterminada. Este proceso cuenta con sensores electrónicos de vigilancia
de falta de algunos de los cabos de hilo en proceso de acoplamiento,
produciendo el paro individual del huso y generando una señal de alarma. Las
bobinas o carreteles de hilos acoplados alimentan la retorcedora. En el caso de
la retorcedora de doble torsión, cada revolución de huso le confiere dos
torsiones al hilado siendo este el concepto más moderno y tecnológicamente
más avanzado para esta tarea. Ello permite una alta eficiencia productiva y la
confección directa de conos de hilado retorcido con prácticamente ausencia de
nudos en toda su longitud. Otras características de las modernas acopladoras
es la regulación de la velocidad de acoplamiento. Hay equipos que permiten la
regulación independiente de la velocidad en cada cabezal, con registros que
oscilan entre los 200 y 1200 metros por minuto.
Permitiendo la regulación del contrapeso, el deslizamiento de los soportes de
los conos y la tensión de cada cabo de hilo que terminan por lograr conos
uniformes con excelente formación. Según el tipo de equipos, pueden
acoplarse hasta 2 cabos (cesta en máquina) y tres o más cabos (cesta
separada).
Una particularidad en estos equipos es que un cortador electromagnético por
cada cabezal, corta los cabos en caso de parada por rotura o falta de hilo en la
máquina, o cuando se ha llegado al metraje pre-establecido. Finalmente es de
destacar que la calidad del hilado se ha mejorado ostensiblemente con la
introducción de material cerámico en el pasaje de los hilos, evitando así el daño
por frote que se daba en los equipos de anteriores generaciones. (Los datos
recabados están consignados por la firma Simet de Italia, para sus acopladoras

37 | P á g i n a
modelos SEB y SESB).
Vaporizado
Los conos debidamente diferenciados por títulos, son conducidos a
continuación al sector de vaporizado. Aquí mediante autoclave con vapor,
temperatura y vacío se fija la torsión del hilado y se le da al mismo tiempo la
humedad requerida para los procesos posteriores.
La adición de humedad contribuye a menos polvo, pelusa y electroestática
reducida durante el proceso de tejido posterior. Por otra parte, ha sido
establecido que las propiedades de fuerza y alargamiento aumentan con el
contenido de humedad del hilo. Este efecto es explicado por el hecho de que
un aumento en el contenido de humedad resulta en el aumento del
hinchamiento de la fibra, además del aumento en la fuerza y cantidad de
alargamiento de la fibra, en una más alta fricción de fibra con fibra del hilo.
Como una guía orientativa, se indica para hilados con títulos entre 24/1 y 30/1
montados sobre conos perforados, una temperatura de 130ºC con un tiempo
de vaporizado de 20 minutos, con dos ciclos de presión-depresión de 5 minutos
cada uno, pero esto está sujeto al tipo de equipos y recomendaciones del
fabricante en función del grado de tecnología empleada. Lo último en desarrollo
técnico es el sistema de vaporizado XO, que combina factores claves como
ecología, bajo consumo de energía y de agua con un tratamiento de acabado
indirecto, para alcanzar bajos costos de proceso y altos requerimientos de
calidad. El proceso para vaporizado al vacío de textiles, utiliza vapor indirecto
100% saturado y el procedimiento de vacío intermedio, que es un prerrequisito
para garantizar un tratamiento uniforme del material textil.
Los diferentes modelos están construidos para lograr temperaturas que oscilan
entre los 95ºC y 140ºC según el equipo (Estos datos corresponden a los
sistemas XO Smart y XO select de la firma Xorella AG de Suiza
Open end
El sistema de hilatura por rotor se trata de un procedimiento de hilatura
desarrollado con posterioridad a la hilatura por anillos. El hilado obtenido por
este sistema recibe el nombre de hilados open end y ha cobrado mucha
popularidad por varios motivos. Con respecto al sistema ring spun, es un
sistema de hilatura más simple, más corto y con alta producción. Todo lo
anterior hace que su precio sea altamente competitivo y a pesar de tener
limitadas propiedades respecto a los hilados cardados y peinados, su uso se
torna conveniente para la confección de telas para cierto tipo de artículos
masivos con un bajo nivel de precio de venta
En el sistema hilatura por rotor (o también: cabo abierto por rotor) se parte
de los fardos de algodón desmotado y se procede a la apertura y limpieza,

38 | P á g i n a
luego pasa a las cardas, de allí a los manuares y
finalmente a las máquinas de hilatura open end, de
donde sale el hilo listo para ser enconado.
La descripción detallada de cada etapa es la
siguiente:
Etapas productivas
El orden y la forma en que se realizan las
operaciones son las siguientes:
Análisis de materia prima
Este análisis se realiza en el laboratorio de control de
calidad de fibras, donde el algodón es sometido a un riguroso chequeo. En éste
control se extraen muestras de cada fardo y se clasifican según su grado
correspondiente.
Utilizando un equipo de análisis denominado HVI, se estudian las diferentes
características de las fibras tales como finura, limpieza, color, longitud
resistencia y uniformidad. El resultado es enviado a la planta de producción,
permitiendo que los fardos sean separados en función de sus características.
Apertura y limpieza
El punto de partida es el fardo de algodón desmotado, que se separa por lotes
para ser estibado. Retirados los sunchos que sujetan los fardos de fibras
seleccionados se colocan en grupos a ambos lados de los rieles que
transportan el cabezal disgregador mezclador, el cual desfloca y mezcla las
sucesivas capas de fibra, produciéndose así una primera apertura del material.
La fibra es trasladada al siguiente proceso de apertura y limpieza mediante un
sistema automático de transporte neumático.
El restante sector de apertura y limpieza está formado por un grupo de
máquinas cuya función es provocar la apertura de las fibras en copos y la
limpieza profunda de las mismas mediante la eliminación de cascarilla, hojitas y
tierra, contenidas entre las fibras.
Luego de esta limpieza los copos de fibras o flocones pasan a la mezcladora,
cuya función específica es acumular sucesivas capas de algodón en los
distintos silos que componen la máquina para generar una mezcla homogénea
de manera constante.
Una vez mezclado el material es derivado a una limpiadora fina que cuenta con
un sistema electrónico de regulación de intensidad de limpieza y de eliminación
de desperdicios.
Finalmente el material pasa por un condensador o desempolvador, el cual está
compuesto básicamente por un tambor perforado que genera una succión

39 | P á g i n a
importante mediante el accionar de un ventilador interno. Los flocones son
transportados neumáticamente a los alimentadores automáticos de cardas.
Todo el proceso recién descrito es regulado por una central de mando
electroneumático que le confiere un alto grado de automatización. En
equipamientos de anteriores generaciones las impurezas son eliminadas
mediante la aplicación de efectos mecánicos como sacudidas, batido con
palas, cribado y aspiración con aire a alta velocidad. Se realiza en primer
término en una máquina abridora de la que sale un velo de fibras que entra en
una máquina batidora en la que una serie de rodillos cribadores conforman un
manto que se enrolla a la salida.
En equipamientos de nueva generación como los que se ilustran, la abridora
automática de fardos produce copos pequeños al comienzo del proceso que
por una gran superficie de contacto libera impurezas, polvo y cuerpos extraños
de manera mucho más eficiente. La producción de este tipo de equipos alcanza
hasta 1.600 kg/h de material disgregado y procesados a 1.400 kg/h de cinta de
carda, con una alimentación del orden de 130 fardos por lado de la máquina,
en cuatro grupos de fardos.
La limpieza tiene lugar sin puntos de pinzado, o sea cuidando las fibras y al
mismo tiempo de manera muy eficiente. Partículas de impurezas más bien
grandes son separadas inmediatamente lo que impide la fragmentación de las
mismas en los procesos que siguen y la consiguiente limpieza difícil en la
segunda etapa. (Estos valores corresponden a los consignados para el equipo
Unifloc A 11 de la firma Rieter)
Cardado
Los equipos para llevar a cabo el proceso de cardado, se denominan cardas y
tienen la función de abrir las capas de fibras, separándolas y depurándolas por
última vez de suciedades y fibras cortas. Ordena las fibras conformando un
velo uniforme que da lugar a una primera cinta, apta para sufrir estirajes.
Esta máquina desgarra los flocones de fibras al pasar por un gran cilindro con
guarniciones, que luego de reunirse en forma de velo, se comprime para formar
una cinta a la salida, denominada: cinta de carda.
Pero además de la apertura, las cardas cumplen un segundo objetivo, que es:
ordenar las fibras limpias y empezar la individualización y paralelización de las
mismas, conformando un velo uniforme, que producirá cintas de fibras
regulares. Las fibras en las cardas están cohesionadas naturalmente, y el velo
que forman presenta las siguientes características: libre de aglomeramientos
de fibras (neps), menor cantidad de fibras cortas, eliminación adicional del
polvo y aplanado de la capa de fibras reduciéndolas a una cinta apta para sufrir
estirajes. Finalmente, un tercer requisito de esta máquina es de entregar una
cinta que no contenga tramos gruesos y/o tramos delgados, que no esté
contaminada de ningún tipo de grasas o aceites y además que no haya borra
adherida al material.

40 | P á g i n a
Las cintas de carda son recogidas a la salida del equipo, en unos contenedores
donde se deposita en forma circular por su propio peso, denominados botes de
carda.
Las cardas más modernas, trabajan actualmente con un ancho de 1.500 mm, y
una producción de hasta 240 kg/h, pudiendo procesar fibras cortas hasta 60
mm de longitud (datos de la carda C60 de la firma Rieter).
Estiraje y doblado
Desde las cardas el material es conducido a la
siguiente etapa que consiste en un estiraje y
doblado, llevado a cabo en una máquina
denominada manuar
En esta etapa de la hilatura de algodón, los
equipos que se utilizan pueden conformarse de
distinta manera pero cuya finalidad es siempre
la misma: producir un doblado (acoplamiento) y un estiraje para obtener la
mayor regularidad posible de la cinta saliente. Estas cintas a la salida del
manuar son depositadas en botes que son enviados a alimentar a las máquinas
de hilatura El manuar consta esencialmente de dos cilindros con guarniciones que
trabajan a distintas velocidades, lo que provoca el estiraje de la cinta cuando lo
atraviesa. Adicionalmente se logra una mayor paralelización de las fibras, que
contribuye a una perfecta uniformidad de masa en toda su longitud.
Los equipos con moderna tecnología emplean un regulado electrónico
automatizado que corrige las pequeñas irregularidades que aún contiene el
conjunto de cintas acopladas. Esto se logra de la siguiente manera: a la
entrada de la cinta al manuar se registra continuamente los valores de espesor
de la cinta de fibras por medio de una palpación mecánica. Los valores que se
miden se convierten en señales eléctricas que son usadas para controlar el
estiraje en el campo de estiraje principal, regulando las oscilaciones del
material entrante. El resultado es una cinta con buena regularidad en
longitudes cortas y medianas, manteniendo además el título de la cinta en
longitudes largas.
En resumen, la función del manuar es paralelizar, doblar, mezclar y entregar
una cinta uniforme a la siguiente etapa del proceso, sin tramos gruesos ni
delgados, con peso y longitud controlados. Con respecto a los avances de
equipos de nueva tecnología, es interesante señalar la existencia de un nuevo
manuar de doble cabezal con regulación automática que ofrece una velocidad
de entrega máxima de hasta 1.000 m/min. Esto fue posible lograrlo por los
mejorados sistemas de estiraje y deposición de cintas. Es factible trabajar con
un bote grande de 1000 mm.
También hay equipos de un solo cabezal con regulación manual y diámetro de
600 mm (depósito en 2 botes) y diámetro de 1000 mm uno solo bote de

41 | P á g i n a
recepción de cinta (datos correspondientes a los manuares SB 20 y SB-D11
respectivamente, ambos pertenecientes a la firma Rieter).
Hilatura por rotor
Esta operación tiene por objeto convertir las fibras de algodón en un hilo
uniforme por medio de un estiraje final y proveyendo la torsión definitiva a los
hilos. Se lleva a cabo en las máquinas open end, equipos que se caracterizan
por un alto grado de automatismo.
Estas hiladoras dan al haz de fibras que forman la mecha de estiraje, el
afinamiento necesario para obtener el título de hilado y la torsión requeridos.
Cuentan para ello con un sistema automático con robot empalmador de hilos y
cambiador de conos, sistema automático de carga de tubos, purgador
electrónico del hilado y sistema de control y evaluación constante de
parámetros de producción.
Las máquinas open end propiamente dichas, cuentan con una serie de
elementos que permiten transformar las cintas que provienen del manuar en
hilos. Dentro de esa serie de elementos se puede citar al disgregador, que
tiene guarniciones que provocan una apertura, disgregado y limpieza de las
fibras que componen la cinta.
Esta unidad de la máquina resulta necesaria en este sistema de hilatura ya que
con respecto al sistema convencional se han eliminado muchos pasos que
contribuían a realizar estas operaciones y que han sido eliminadas. Entonces el
disgregador viene a suplir esa deficiencia en la profundidad e intensidad de los
procesos de apertura y limpieza necesarios para obtener una buena calidad de
hilado. A la salida del disgregador las cintas son depositadas en un rotor, el
elemento medular del sistema, donde se produce un giro a velocidades
extremadamente altas, del orden de los 125000 revoluciones por minuto, lo que
provoca una cohesión y entrelazamiento de fibras que hace que a la salida del
mismo ya se obtenga un hilo con la torsión requerida conferida justamente por
el giro del rotor.
La máquina open end cuenta con una unidad de parafinado y enconado, de
modo que el hilo generado es bobinado en conos de cartón cuyo diámetro se
programa previamente. Con esta operación se da por concluida la fabricación
del hilo de modo tal que el mismo, abandona las máquinas open end listo para
ser empacado para su expedición.

42 | P á g i n a
Enconadoras
http://www.redtextilargentina.com.ar/
http://josemaldonadoingenieriatextil.blogspot.com.ar/