laporan kerja praktek di pt slj global … · penyusunan laporan kerja praktek ini sebagai syarat...
TRANSCRIPT

i
LAPORAN KERJA PRAKTEK
DI PT SLJ GLOBAL TBK
ELISABET VIVI PALOBO
14 06 07983
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA
2017
iii
KATA PENGANTAR
Puji syukur dipanjatkan ke hadirat Tuhan yang Maha Esa karena rahmat dan
kuasa-Nya sehingga kegiatan dan penyusunan laporan Kerja Praktek di PT SLJ
Global Tbk telah selesai. Kerja Praktek dilaksanakan selama 1 bulan, yaitu pada
tanggal 3 Juli 2017 sampai dengan 11 Agustus 2017.
Penyusunan laporan Kerja praktek ini sebagai syarat akademis yang wajib
dipenuhi oleh mahasiswa dalam menempuh perkuliahan di Fakultas Teknologi
Industri Universitas Atma Jaya Yogyakarta serta bukti pertanggungjawaban
terhadap kegiatan kera praktek yang telah dilaksanakan. Kerja praktek
dilaksanakan dengan tujuan untuk memperkenalkan dunia kerja serta
mempraktekkan teori yang telah didapatkan di perkuliahan.
Pada penyusunan laporan ini, penulis tidak luput dari bantuan oleh berbagai
hormat maka dengan kerendahan hati diucapkan terima kasih kepada:
1. Bapak V. Ariyono, S.T., M.T. selaku Ketua Program Studi Teknik Industri.
2. Ibu Deny Ratna Yuniartha, S.T., M.T. selaku Koordinator Kerja Praktek.
3. Bapak Dr. A. Teguh Siswantoro selaku dosen pembimbing Kerja Praktek.
4. Bapak Arif Asnani selaku pembimbing lapangan.
5. Keluarga yang senantiasa memberikan dukungan, doa, dan motivasi.
6. Seluruh karyawan PT. SLJ Global Tbk yang telah membantu selama
pelaksanaan Kerja Praktek.
7. Teman-teman yang senantiasa memberi dukungan.
iv
DAFTAR ISI
HALAMAN JUDUL ................................................................................. i
HALAMAN PENGESAHAN .................................................................... ii
KATA PENGANTAR .............................................................................. iii
DAFTAR ISI ........................................................................................... iv
DAFTAR TABEL .................................................................................... vi
DAFTAR GAMBAR ................................................................................ vii
BAB 1 PENDAHULUAN
1.1. Latar Belakang .................................................................................. 1
1.2. Tujuan ............................................................................................... 1
1.3. Tempat dan Waktu Pelaksanaan ...................................................... 2
BAB 2 TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan ............................................................ 3
2.2. Struktur organisasi ............................................................................ 5
2.3. Manajemen Perusahaan ................................................................... 10
BAB 3 TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis .................................................................................... 13
3.2. Produk yang Dihasilkan .................................................................... 16
3.3. Proses Produksi ................................................................................ 17
3.4. Fasilitas Produksi .............................................................................. 24
BAB 4 TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan Mahasiswa ......................................................... 30
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan ......................... 30
4.3. Metodologi Pelaksanaan Pekerjaan .................................................. 31
4.4. Hasil Pekerjaan ................................................................................. 34
BAB 5 KESIMPULAN DAN SARAN
5.1. Kesimpulan ....................................................................................... 44
5.2. Saran ................................................................................................ 44

v
DAFTAR PUSTAKA ................................................................................ 45
LAMPIRAN .............................................................................................. 46

vi
DAFTAR TABEL Tabel 4.1. Elemen Kerja .......................................................................... 34
Tabel 4.2. Summary Waktu Baku ........................................................... 39
Tabel 4.3. Sebelum dan Sesudah Perhitungan Metode RPW .................. 43
vii
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi Divisi Plymill ......................................... 5
Gambar 2.2. Sub Divisi Produksi ............................................................. 6
Gambar 2.3. Sub Divisi Technical Supprot I ............................................. 7
Gambar 2.4. Sub Divisi Technical Support II ............................................ 8
Gambar 2.5. Departemen Log Procurement & Control............................. 8
Gambar 2.6. Sub Divisi Admin. Support ................................................... 9
Gambar 2.7. Log Yard ............................................................................. 12
Gambar 3.1. Diagram Alir Proses Departemen PPC ................................ 14
Gambar 3.2. Proses Penerimaan Inquiry (Penawaran) ............................ 15
Gambar 3.3. Proses Penerimaan Purchase Order (PO) .......................... 16
Gambar 3.4. Plywood .............................................................................. 16
Gambar 3.5. Komposisi Plywood ............................................................. 17
Gambar 3.6. Raw Material Dimasukkan ke Sungai Mahakam.................. 18
Gambar 3.7. Raw Material Dibawa Menuju Log Cutting ........................... 18
Gambar 3.8. Diagram Alir Proses Produksi .............................................. 19
Gambar 3.8. Diagram Alir Proses Produksi (Lanjutan) ............................. 20
Gambar 3.9. Proses Log Cutting .............................................................. 21
Gambar 3.10. Rotary I ............................................................................. 21
Gambar 3.11. Proses Putty ...................................................................... 22
Gambar 3.12. Hasil Potongan Mesin Double Saw ................................... 22
Gambar 3.13. Proses Seleksi Plywood 3 Ply ........................................... 23
Gambar 3.14. Proses Seleksi Plywood 5 Ply ........................................... 23
Gambar 3.15. Proses Packing ................................................................. 24
Gambar 3.16. Warehouse Finish Good .................................................... 24
Gambar 3.17. Rotary 0 ............................................................................ 25
Gambar 3.18. Mesin Glue Spreader ........................................................ 27
Gambar 3.19. Mesin Cold Press .............................................................. 27
Gambar 3.20. Mesin Hot Press ................................................................ 28
Gambar 3.21. Pallet ................................................................................. 29
Gambar 4.1. Diagram Alir Pelaksanaan Pekerjaan .................................. 32
Gambar 4.2. Perhitungan Jumlah Subgrup .............................................. 35
Gambar 4.3. Perhitungan Rata-Rata Subgrup ......................................... 35
Gambar 4.4. Perhitungan Standar Deviasi Waktu .................................... 36
viii
Gambar 4.5. Perhitungan Standar Deviasi dari Distribusi Harga Rata-Rata
Subrup ..................................................................................................... 36
Gambar 4.6. Perhitungan BKA dan BKB .................................................. 37
Gambar 4.7. Perhitungan Uji Kecukupan Data ........................................ 38
Gambar 4.8. Precedence Diagram .......................................................... 40
Gambar 4.9. Pengisian task name, task time, dan immediate
successor.................................................................................................... 40
Gambar 4.10. Pengisian Metode ............................................................. 41
Gambar 4.11. Solusi dengan Metode RPW ............................................. 41
Gambar 4.11. Solusi dengan Metode RPW (Lanjutan) ............................ 42
Gambar 4.12. Summary Metode RPW ..................................................... 42
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY
memandang kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk
mengenali suasana di industri serta menumbuhkan, meningkatkan, dan
mengembangkan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
1. Mengenali ruang lingkup perusahaan
2. Mengikuti proses kerja di perusahaan secara kontinu
3. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
4. Mengamati perilaku sistem
5. Menyusun laporan dalam bentuk tertulis
6. Melaksanakan ujian kerja praktek
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
1. Melatih kedisiplinan.
2. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
3. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
4. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
5. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
6. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
2
1.3. Tempat dan Waktu Pelaksanaan
Kerja praktek ini dilaksanakan pada PT SLJ Global Tbk yang beralamat di Jl.
Cipto Mangunkusumo No.13, Sengkotek, Loa Janan Ilir, Kota Samarinda,
Kalimantan Timur. Kerja Praktek dilakukan pada tanggal 3 Juli 2017 sampai
dengan 11 Agustus 2017. Penulis ditempatkan pada departemen PPC dengan
jam kerja 07.00-16.00.

3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahan
2.1.1 Sejarah Perusahaan
PT SLJ Global Tbk didirikan pada tanggal 14 April 1980 dengan nama PT
Sumalindo Lestari Jaya yang bergerak di bidang kehutanan, perindustrian dan
bidang pertambangan. Saat ini usaha Perseroan dan anak perusahaan
mengelola hutan alam, industri kayu lapis, industri MDF (Medium Density
Fiberboard) dan power plant.
Berdasarkan keputusan RUPS-LB Perseroan tanggal 18 Desember 2012,
Perseroan berganti nama menjadi PT SLJ Global Tbk dan telah mendapatkan
pengesahan dari Menteri Hukum dan Hak Asasi Manusia Republik Indonesia
sebagaimana tertuang dalam Surat Keputusan Nomor. AHU-
25591.AH.01.02.Tahun 2013 tertanggal 14 Mei 2013.
Sejak awal dibentuk, Perseroan mengkhususkan diri di bidang kehutanan dan
industri perkayuan dengan mengelola 1 (satu) areal IUPHHK-HA (d/h : Hak
Pengusahaan Hutan) seluas 132.000 ha dan pabrik kayu lapis dengan kapasitas
produksi 66.000 m3/tahun. Sejalan dengan berkembangnya usaha, melalui
berbagai corporate action antara lain penggabungan usaha, akuisisi,
penambahan investasi dan juga divestasi. Saat ini Perseroan memiliki pabrik
kayu lapis berkapasitas terpasang sebesar 190.000 m3/tahun dan pabrik MDF
(Medium Density Fiberboard) berkapasitas terpasang 200.000 m3/tahun.
Perseroan dan anak perusahaan saat ini mengelola 6 (enam) areal hutan alam
seluas 840.500ha termasuk IUPHHK-HA atas nama PT Essam Timber yang
masih menunggu perpanjangan izin dari Menteri Lingkungan Hidup dan
Kehutanan. Selain itu unit usaha lain adalah pembangkit listrik (Power Plant),
yang dikelola oleh anak perusahaan yakni PT Kalimantan Powerindo (”PT.KP”)
berkapasitas total 22,5 MW.
Pada bulan Maret 1994 untuk pertama kalinya Perseroan melakukan
Penawaran Umum sebanyak 25.000.000 saham biasa atas nama, kepada
masyarakat dan mencatatkan seluruh saham yang telah dikeluarkan Perseroan
di Bursa Efek Jakarta (s/i PT Bursa Efek Indonesia).
4
Pada tahun 2002 PT Astra International Tbk pada saat itu selaku pemegang
saham mayoritas Perseroan (75%) menjual seluruh kepemilikan sahamnya
kepada PT Sumber Graha Sejahtera (”PT.SGS”). PT.SGS adalah suatu
Perseroan yang telah cukup lama berkecimpung di bidang industri Perkayuan
dan saat ini memiliki 24,63 % dari seluruh saham yang dikeluarkan dari
portepel Perseroan.
Melalui beberapa kali melakukan Penawaran Umum Terbatas (Right Issue),
penawaran waran serta konversi utang menjadi modal saham, jumlah saham
yang telah dikeluarkan dari portepel Perseroan dan tercatat di PT Bursa Efek
Indonesia (BEI) saat ini berjumlah 3.111.401.022 saham.
PT SLJ Global Tbk mampu bertahan dalam persaingan industri plywood karena
memiliki strength point yaitu:
1. Jumbo size:
4’/5’ x 8’/9’/10’
2. Memiliki berbagai size
a. Panjang (7’, 8’, 9’, 10’, 12’, 14’)
b. Lebar (3’, 4’, 5’)
3. Memiliki berbagai tipe glue
a. T1 (melamine)
b. T2 (urea)
c. WBP (phenol)
Berikut adalah beberapa sertifikat yang diraih oleh PT SLJ Global Tbk:
1. Forest Management Certificate for controlled wood of forests in the East
Kalimantan province of Indonesia for the production of hardwood PT.
Sumalindo Lestari Jaya IV (03.04.2017 – 02.04.2022) – SGS
2. CE (Council of European Communities) Certificate of Conformity of The
Factory Production Control (25.09.2014 – 24.09.2017) – BM Trada
3. California Air Resources Board (CARB).(09.09.2014 – 08.09.2015) – Mutu
Certification International
4. Timber Legality Assurance System (SVLK). (06.05.2014 – 05.05.2017) –
BRIK – QS
5. Timber Legality Verification Standard Certificate for Natural Forest IUPHHK
PT. Sumalindo Lestari Jaya Unit II area of 267.600 Hectares. (31.03.2013 –
30.03.2016) – Trustindo Prima Karya
5
6. Timber Legality Verification Standard Certificate for Natural Forest IUPHHK
PT. Sumalindo Lestari Jaya Unit IV area of 63.550 Hectares. (20.03.2013 –
19.06.2016) – Trustindo Prima Karya
7. Timber Legality Verification Standard Certificate for Natural Forest IUPHHK
PT. Sumalindo Lestari Jaya Unit V area of 61.645 Hectares. (30.03.2013 –
29.03.2016) – Trustindo Prima Karya
2.2. Struktur Organisasi
PT SLJ Global Tbk memiliki berbagai organisasi dalam menjalankan proses
produksinya, di mana organisasi tersebut saling bekerja sama untuk mencapai
visi dan misi perusahaan serta dapat bertahan dalam persaingan global.
PLYMILL DIVISION
SUB DIVISION TECHNICAL SUPPORT II
SUB DIVISIONPRODUKSI
SUB DIVISIONTECHNICAL SUPPORT I
SUB DIVISION ADMIN SUPPORT
DEPARTEMEN LOG PROCUREMENT &
CONTROL
Gambar 2.1. Struktur Organisasi Divisi Plymill

6
KA SUB DIV PRODUKSI
KA DEPTPRODUKSI LINE
II
KA DEPTVENEERING LINE I & NL
KA DEPT
VENEER
ARRANGING L INE I
& NL
KA DEPTPLYWOOD LINE I
& NL
KA DEPTPWD GRADING &
SDP
KA SIELOG CUTTING I
KA SIEPEELING LINE I
KA SIEPEELING NL
KA SIEDRAYING LINE I
&NL
KA SIETEKNISI ROTARY
KA SIE
CORE ARRANGING
LINE I
KA SIE
FACE/BACK
ARRANGING L INE I
KA SIECORE
ARRANGING NL
KA SIEFACE/BACK
ARRANGING NL
KA SIETEKNISI
KOMPOSER
KA SIEGLUEING UNIT I/
NL
KA SIE
REPAIR PLYWOOD
& PRESSING LINE I
KA SIE
REPAIR PLYWOOD
& PRESSING NL
KA SIEFINISHING LINE I
& NL
KA SIEPEELING LINE II
KA SIEDRYING LINE II +
PRESS DRY
KA SIEVENEER
ARRANGING
KA SIEPLYWOOD II
KA SIEFINISHING II
KA SIEMK
KA SIEPWD GRADING
KA SIEPWD
UPGRADING
Gambar 2.2. Sub Divisi Produksi

7
KA SUB DIVTECHNICAL SUPPORT I
KA DEPT QUALITY ONTROL
KA DEPT PPC KA DEPT TEKNIK
KA SIEVENEER
PLANNING CONTROLLER
KA SIEPROD. PLANNING
& WIP CONTROLLER
KA SIEC/R CONTROLLER
KA SIELABORAT
KA SIEQUALITY
CONTROLLER LINE I & NL
KA SIEQUALITY
CONTROLLER LINE II
KA SIEFINAL QUALITY
INSPECTION
KA SIEMEKANIK GREEN
VENEER
KA SIEDRY VENEER
KA SIEMEKANIK PLYWOOD
KA SIEELEKTRIK
KA SIEGULUNG MOTOR
KA SIECONSTRUCTION
WORKSHOP
Gambar 2.3. Sub Divisi Technical Support I
8
KA SUB DIVTECHNICAL SUPPORT II
KA DEPTPM & UTILITY
KA DEPTR & D
KA SIEPREVENTIVE
MAINTENANCE
KA SIEBOILER/WATER
TREATMENT
KA SIEHEAVY EQP
KA SIEGENSET/
JARINGAN/ KOMPRESOR
KA SIEPROCESS
DEVELOPMENT
KA SIETEAM SERVICE
KA SIESAWMILL & MOULDING
CONTROLLER
Gambar 2.4. Sub Divisi Technical Support II
KA DEPTLOG PROCUREMENT
& CONTROL
KA SIEGRADER COORD.
KA SIELOG PROCUREMENT
KA SIELOG CONTROL
KA SIELOG SUPPLY
Gambar 2.5. Departemen Log Procurement & Control

9
KA SUB DIVADMIN. SUPPORT
KA DEPTPACKING &
WAREHOUSE FINISH GOODS
KA DEPTWAREHOUSE NON
FINISH GOODSKA DEPTGMTC
KA DEPTGENERAL SERVICE
KA SIEWAREHOUSE NON
FINISH GOODS
KA SIEPACKING
KA SIEWHFG OPERATION
KA SIEWHFG
ADMINISTRATION
KA SIESHIPPING
KA SIEK3 & PMK
KA SIEGMTC
KA SIECOMMUNITY
DEVELOPMENT
KA SIESYSTEM & SHE
KA SIETRANSPORTATION
KA SIESECURITY
CONTROLLER
Gambar 2.6. Sub Divisi Admin. Support

10
2.3 Manajemen Perusahaan
2.3.1. Visi Misi dan Nilai Perusahaan
a. Visi
Menjadi industri perkayuan terpadu dan bertanggung jawab sosial, memberikan
solusi dengan menghasilkan produk-produk ramah lingkungan yang
menggunakan bahan baku dari hutan yang dikelola secara lestari, serta
optimalisasi pemanfaatan sumber daya alam lainnya.
b. Misi
1. Mengelola kelompok usaha industri perkayuan terpadu di bidang kayu lapis
dan kayu lapis olahan, MDF serta produk-produk turunan lainnya yang
berkaitan dengan industri perkayuan serta mempunyai tanggung jawab
sosial.
2. Menjaga keberlangsungan kebutuhan bahan baku yang dipenuhi dari hutan
alam dan hutan tanaman yang dikelola berdasarkan prinsip pengelolaan
hutan lestari.
3. Melakukan proses produksi yang memenuhi standar ramah lingkungan.
4. Memberikan nilai tambah produk melalui peningkatan nilai di setiap proses
tahapannya, pengembangan produk, sumber daya manusia dan jalur
distribusi.
5. Mengoptimalisasi pemanfaatan sumber daya alam lainnya.
c. Filosofi Perusahaan
Filosofi PT SLJ Global Tbk yaitu SPEED yang berarti:
1. Super team (membina hubungan dan kerja sama)
2. Proaktif
3. Excellence (berusaha mencapai yang terbaik)
4. Educate (tak kenal lelah untuk belajar)
5. Dynamic (responsif terhadap peribahan)
2.3.2. Ketenagakerjaan
a. Status Karyawan
Status karyawan PT SLJ Global Tbk ada tiga yaitu karyawan tetap, karyawan
kontrak dan karyawan borongan. Dari 2500 karyawan yang ada, hanya terdapat
85 karyawan tetap. Karyawan kontrak bekerja sesuai dengan masa waktu yang
telah ditentukan dan dapat diperpanjang. Karyawan borongan diberi gaji sesuai
dengan jumlah output yang dihasilkan per stasiun kerja.
11
b. Hak Karyawan
Beberapa hal yang menjadi hak karyawan diantaranya sebagai berikut:
1. Gaji
2. THR
3. Cuti
4. Training
c. Jam kerja dan kerja giliran
PT SLJ Global Tbk bekerja selama 24 jam mulai dari hari Senin sampai dengan
Sabtu dan terbagi dalam 2 shift yaitu shift A dan shit B. Shift pagi dimulai pada
pukul 07.00 - 19.00 dan shift malam dimulai pada pukul 19.00 - 07.00 . Jika
permintaan sedang banyak maka pabrik akan beroperasi pada hari Minggu.
2.3.3. Pemasaran
Plywood atau yang lebih dikenal dengan triplek biasanya digunakan untuk
penunjang bangunan baik itu interior maupun eksterior. PT SLJ Global Tbk
menerima pesanan dari berbagai negara tetapi jika pada saat grading terdapat
down grade (grade lokal) maka produk tersebut akan dijual kepada buyer Taiwan
dan atau buyer Indonesia. Berikut adalah daftar beberapa negara yang sering
menjadi buyer dari PT SLJ Global Tbk:
a. USA
b. Korea
c. Taiwan
d. Eropa
e. Jepang
f. Australia
2.3.4. Fasilitas
Untuk mendukung proses operasional PT SLJ Global Tbk memiliki beberapa
fasilitas diantaranya sebagai berikut:
1. Log yard
Log yard merupakan tempat datangnya raw material yang berasal dari hutan PT
SLJ Global Tbk dan supplier. Log yard PT SLJ Global Tbk berlokasi di pinggiran
sungai Mahakam. Raw material berupa gelondongan kayu kemudian direndam di
Sungai Mahakam untuk menghilangkan kotoran. Selanjutnya raw material
tersebut dibawa ke log cutting.

12
Gambar 2.7. Log Yard
2. Log pond
Log pond merupakan tempat untuk membersihkan raw material setelah diproses
di log cutting
3. Bus antar jemput bagi karyawan dan kendaraan operasional
Bus antar jemput karyawan disebar ke beberapa titik. Kendaraan operasional
digunakan jika terjadi kecelakaan kerja untuk mengantar korban dari pabrik
menuju klinik perusahaan atau jika butuh penanganan serius akan dibawa
langsung ke RS terdekat.
4. Kantin dan koperasi
5. Mushola
6. Toilet
7. Pantry
8. Sepeda
9. Klinik
Klinik berfungsi untuk memberikan pertolongan pertama jika terjadi kecelakaan
kerja namun bila dibutuhkan penanganan serius maka akan langsung dibawa ke
RS terdekat. Klinik juga berfungsi jika ada karyawan yang sakit maka dapat
diberikan obat ataupun perawatan.
10. Tempat tinggal bagi karyawan
13
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan
Menurut Davenport (1993), proses bisnis merupakan aktivitas yang terukur dan
terstruktur untuk memproduksi output tertentu untuk kalangan pelanggan
tertentu. Terdapat di dalamnya penekanan yang kuat pada “bagaimana”
pekerjaan itu dijalankan di suatu organisasi, tidak seperti fokus dari produk yang
berfokus pada aspek “apa”. Suatu proses oleh karenanya merupakan urutan
spesifik dari aktivitas kerja lintas waktu dan ruang, dengan suatu awalan dan
akhiran, dan secara jelas mendefinisikan input dan output.
Tipe produksi di PT. SLJ Global Tbk adalah job order. Dimana produk akan
dibuat jika ada order dari konsumen. Setiap detail produk ditentukan oleh
konsumen, baik itu ukuran maupun jenis lem serta kualitas dari plywood yang
dipesan. Namun pada saat proses produksi, beberapa plywood mengalami
penurunan kualitas dan tidak sesuai dengan permintaan konsumen, sehingga
plywood yang dihasilkan menjadi barang non order. Marketing bertugas untuk
mencari buyer yang dapat membeli barang non order tersebut agar perusahaan
tidak mengalami kerugian.
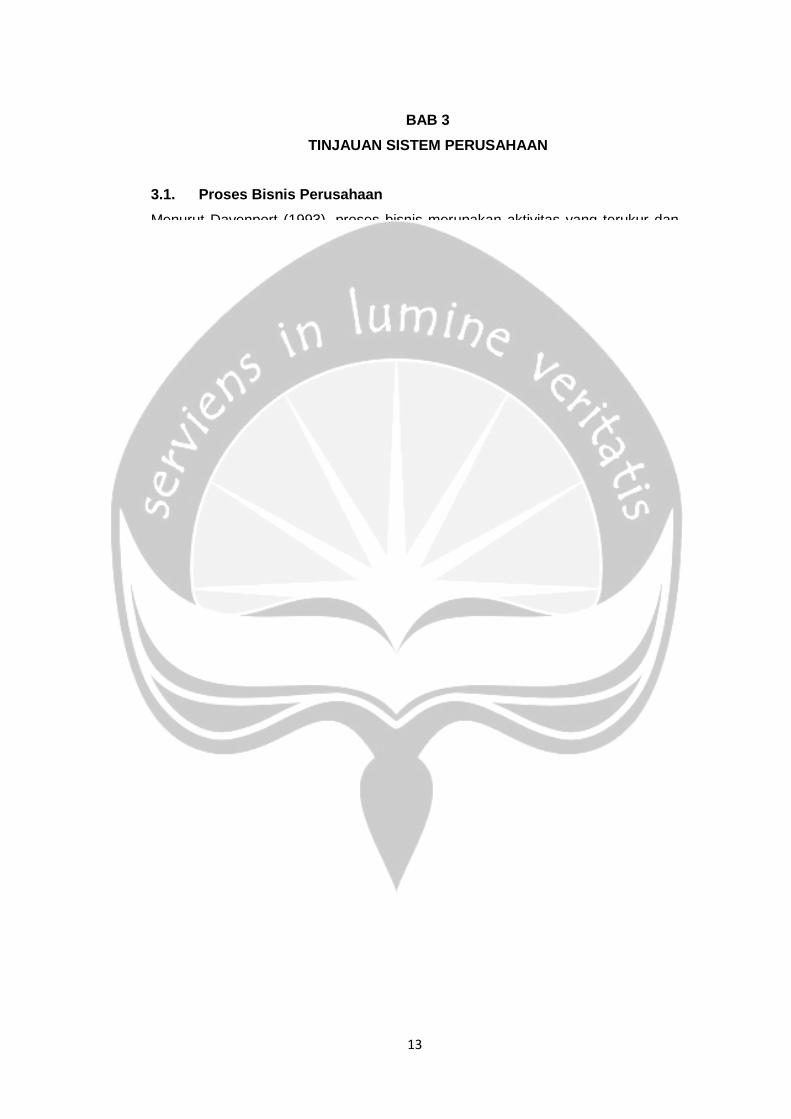
Berikut adalah flow proses departemen PPC di PT SLJ Global Tbk secara garis
besar:
14
Mulai
Penerimaan inquiry
Penerimaan order/kontrak
Perencanaan produksi
Perubahan order/kontrak
Pengendalian produksi
Penanganan gudang barang jadi non
order
Pengendalian catatan mutu
Pengendalian dokumen
Selesai
Apakah ada perubahan
order/ kontrak?
Ya
Tidak
Gambar 3.1. Diagram Alir Proses Departemen PPC

15
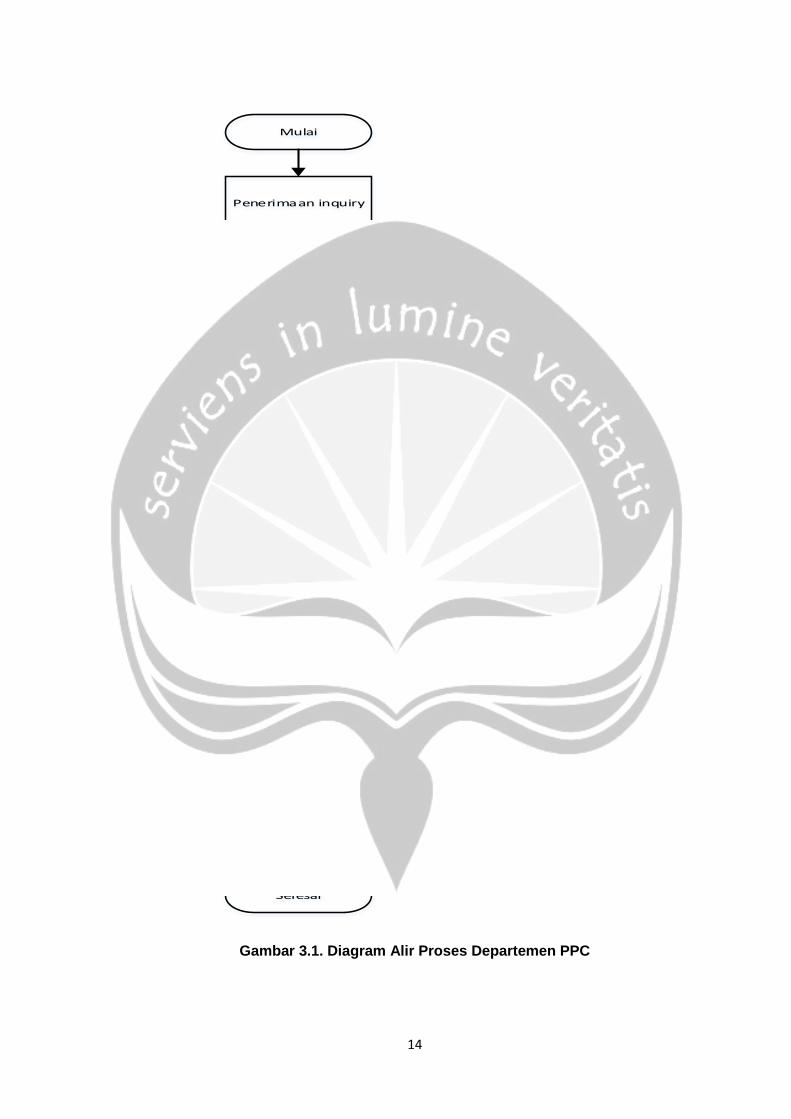
Proses bisnis perusahaan melibatkan seluruh departemen yang ada. Marketing
akan menyampaikan inquiry dari konsumen kepada PPC bila ada permintaan
produk baru (produk khusus) sebelum menjadi order/kontrak. PPC kemudian
akan bekerja sama dengan bagian produksi untuk mengetahui kapabilitas
perusahaan. Jika ternyata produk baru tersebut membutuhkan percobaan, maka
PPC akan berkoordinasi dengan departemen QC untuk melakukan percobaan.
BUYER
MARKETING PPC
QC
Bila Memerlukan percobaan
- Spesifikasi Mesin- Sumber Bahan
Baku- Biaya Produksi
Gambar 3.2. Proses Penerimaan Inquiry (Penawaran)
Selanjutnya jika inquiry tersebut disetujui maka akan berubah menjadi order.
Departemen PPC kemudian menjadwalkan produksi orderan tersebut dengan
memperhitungkan lead time sampai dengan adanya shipping instruction dari
marketing sehingga produk dapat tiba sesuai dengan permintaan konsumen.
16
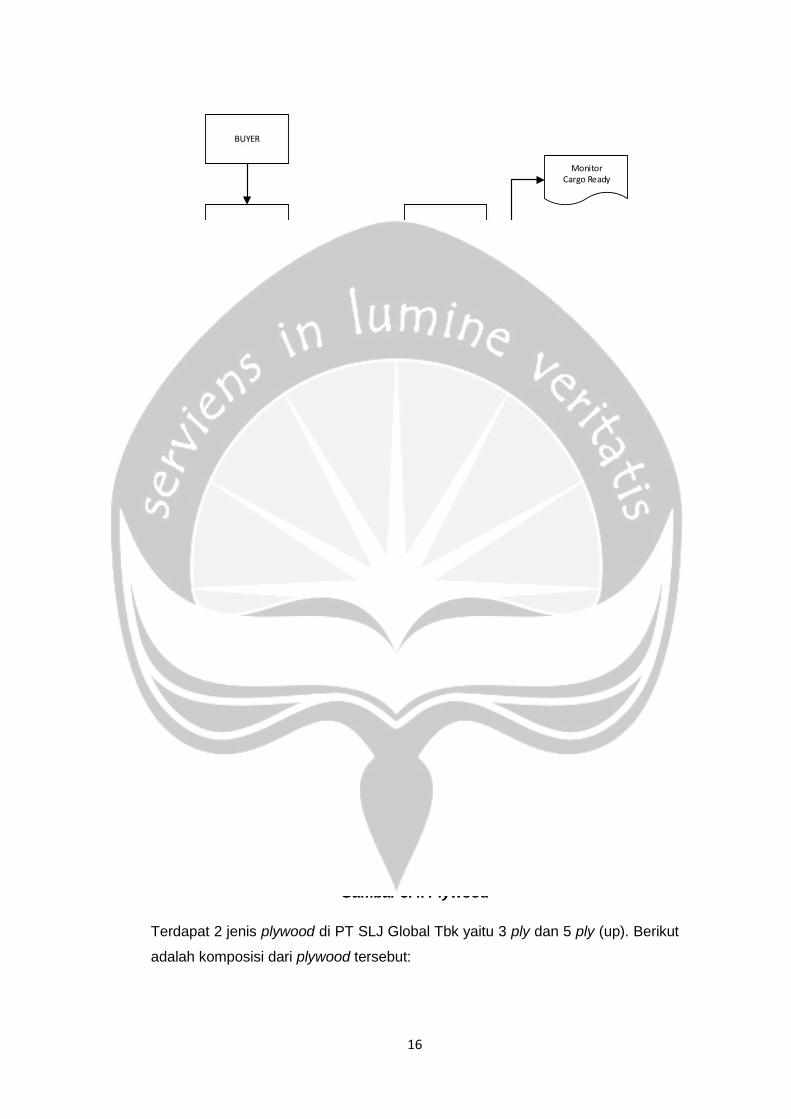
BUYER
MARKETING PPC
Copy PO
QC
New ProductQuality Plan
Monitor Cargo Ready
Lead Time Order
Gambar 3.3. Proses Penerimaan Purchase order (PO)
3.2. Produk yang Dihasilkan
Produk yang dihasilkan oleh PT SLJ Global Tbk adalah plywood. Plywood
merupakan lapisan veneer yang disusun secara bersilangan yang diikat dengan
perekat, minimal 3 lapis (SNI, 1992).
Gambar 3.4. Plywood
Terdapat 2 jenis plywood di PT SLJ Global Tbk yaitu 3 ply dan 5 ply (up). Berikut
adalah komposisi dari plywood tersebut:
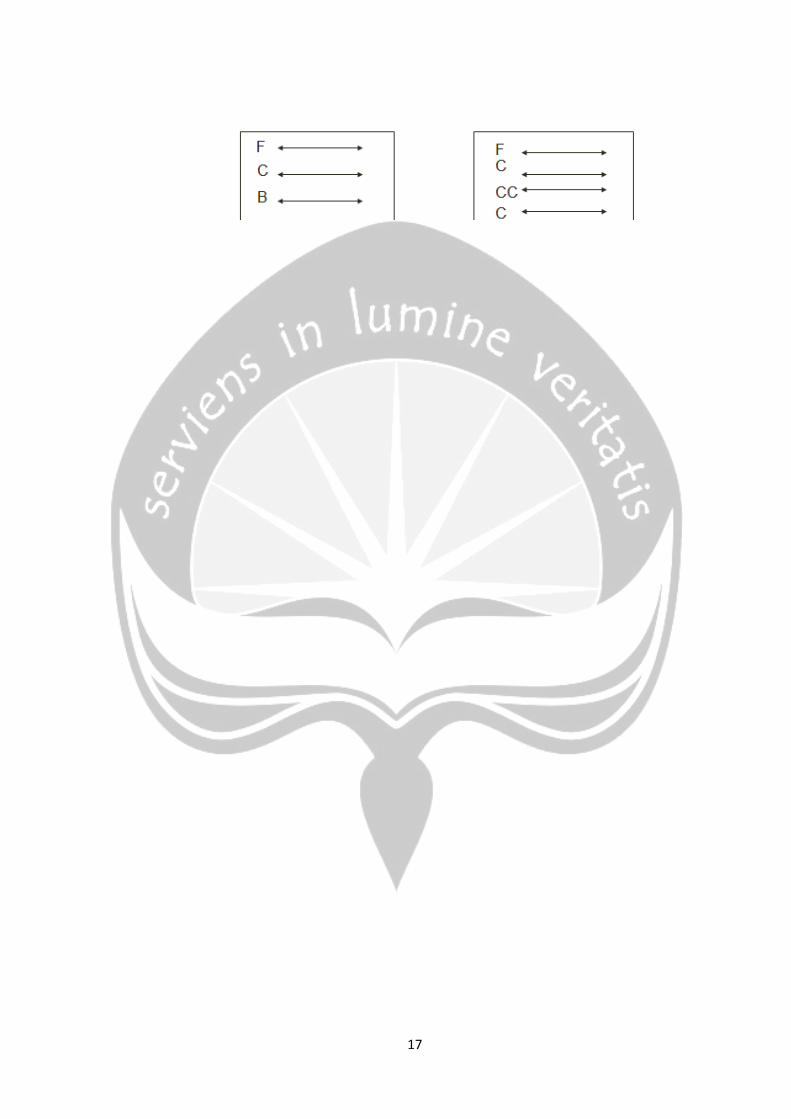
17
Gambar 3.5 . Komposisi Plywood
Keterangan:
1. F = face
2. C = core
3. B = back
4. CC = long core
Face, long core dan back termasuk dalam long grain sedangkan core termasuk
dalam short grain. Perbedaan antara long grain dan short grain terletak pada
arah seratnya yang berlawanan.
Daftar produk mulai dari ketebalan hingga komposisi produk terlampir (lampiran
1).
Berikut adalah kategori grading yang berlaku di PT SLJ Global Tbk:
1. OVL/OVL
2. OVL/BTR
3. UTY
4. UTY A
3.3. Proses Produksi
Proses produksi di PT SLJ Global Tbk, dimulai dari datangnya raw material
berupa kayu gelondongan. Raw material yang datang diletakkan di log yard. Raw
material tersebut kemudian dimasukkan ke sungai Mahakam untuk dibersihkan
sekaligus sebagai transportasi dari log yard menuju ke log cutting untuk dipotong
sesuai dengan ukuran yang telah diperhitungkan sebelumnya.

18
Gambar 3.6. Raw Material Dimasukkan Ke Sungai Mahakam
Gambar 3.7. Raw Material Dibawa Menuju Log cutting
Berikut adalah flow proses produksi plywood di PT SLJ Global Tbk setelah raw
material dibawa dari log yard ke log cutting.
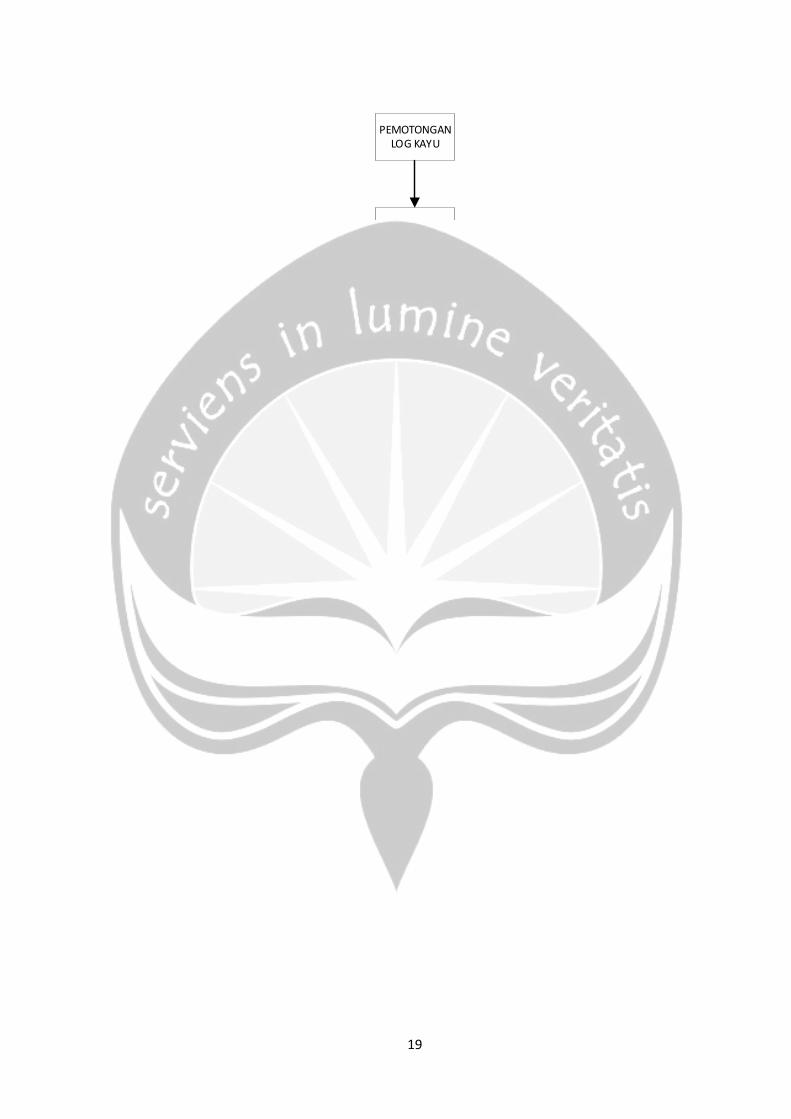
19
PEMOTONGAN LOG KAYU
PENGUPASAN VENEER
PERBAIKAN LONG GRAIN
VENEER
PENGERINGAN LONG GRAIN
VENEER
PENGERINGAN SHORT GRAIN
VENEER
PENYAMBUNGAN SHORT
GRAIN VENEER
PERBAIKAN SHORT GRAIN
VENEER
PENUMPUKAN LONG GRAIN
VENEER
A
Gambar 3.8. Diagram Alir Proses Produksi

20
A
PENGELEMAN VENEER
PENGEMPAAN DINGIN
APAKAH PLYWOOD CACAT?
PENGEMPAAN PANAS
PERBAIKAN PLYWOOD
PENDINGINAN PLYWOOD
PENDEMPULAN PLYWOOD
PEMOTONGAN PLYWOOD
PENGAMPLASAN PLYWOOD
PENENTUAN GRADE
PENGEPAKAN
TIDAK
YA
Gambar 3.8. Diagram Alir Proses Poduksi (lanjutan)
21
Gambar 3.9. Proses Log cutting
Ketika raw material dari log cutting tiba, maka raw material tersebut akan
dimasukkan ke dalam mesin barker terlebih dahulu. Mesin barker digunakan
untuk membersihkan raw material terutama kerikil yang bisa merusak pisau
mesin rotary. Setelah dibarker, raw material dimasukkan ke dalam mesin rotary.
Mesin rotary digunakan untuk mengupas veneer.
Gambar 3.10. Rotary 1
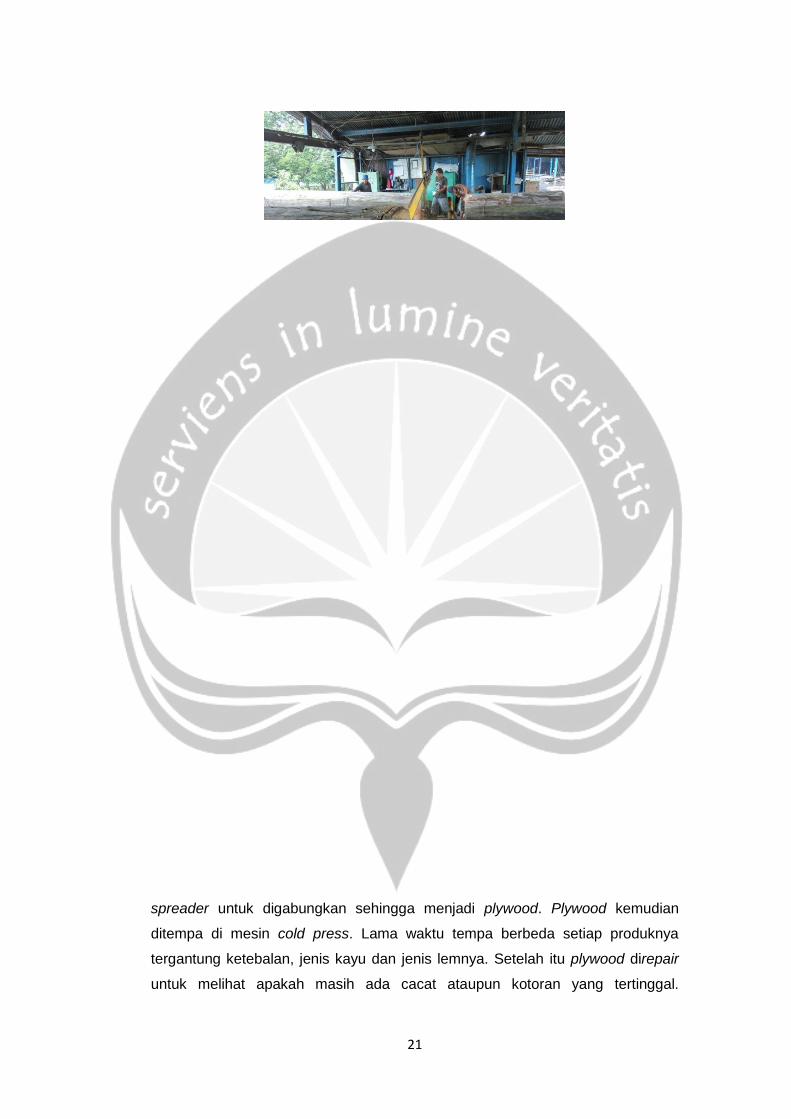
Setelah veneer keluar dari mesin rotary, veneer kemudian dimasukkan ke dalam
mesin dryer untuk dikeringkan. Setelah itu, veneer dimasukkan ke dalam
komposer kemudian direpair. Lalu veneer dimasukkan ke dalam mesin glue
spreader untuk digabungkan sehingga menjadi plywood. Plywood kemudian
ditempa di mesin cold press. Lama waktu tempa berbeda setiap produknya
tergantung ketebalan, jenis kayu dan jenis lemnya. Setelah itu plywood direpair
untuk melihat apakah masih ada cacat ataupun kotoran yang tertinggal.

22
Terkadang, ada plywood yang melalui 2 kali proses di glue spreader.
Selanjutnya, plywood ditempa lagi tetapi menggunakan suhu panas di mesin hot
press. Setelah itu plywood diconditioning. Conditioning dilakukan untuk
mencegah terjadinya bending pada plywood serta untuk membuat lem dapat
rekat sempurna. Pemberian warna pallet mempermudah saat proses
conditioning, dimana setiap hari memiliki warna yang berbeda. Setelah plywood
diconditioning selama kurang lebih 1 minggu, plywood didempul (putty).
Gambar 3.11. Proses Putty
Setelah didempul, plywood dimasukkan ke dalam mesin double saw untuk
dipotong secara horizontal dan vertikal.
Gambar 3.12. Hasil Potongan Mesin Double saw
Hasil potongan dari mesin double saw dapat disambungkan lagi sehingga
menjadi plywood. Setelah dipotong, plywood diamplas di mesin sander.
Kemudian, untuk beberapa produk, harus diukur ketebalannya dengan

23
menggunakan mesin thickness. Selanjutnya, plywood diseleksi agar dapat
dikelompokkan sesuai dengan gradenya. Plywood 3 ply diseleksi dengan cara
dibentangkan untuk melihat kelenturan serta untuk melihat apakah plywood
patah atau tidak dan juga untuk melihat apakah terdapat cacat atau tidak.
Gambar 3.13. Proses Seleksi Plywood 3 Ply
Sedangkan untuk plywood 5 ply (up) diseleksi dengan cara dipukul
menggunakan palu untuk mendengar suara yang dihasilkan apakah terdapat
gelembung atau cacat pada plywood.
Gambar 3.14. Proses Seleksi Plywood 5 Ply
24
Proses terakhir yaitu packing. Plywood dikemas dengan menggunakan veneer
cacat yang tidak bisa digunakan lagi.
Gambar 3.15. Proses Packing
Hasil proses packing kemudian dimasukkan ke dalam gudang tetapi terlebih
dahulu ditimbang untuk mengetahui berat dan volumenya.
Gambar 3.16. Warehouse Finish Good
3.4. Fasilitas Produksi
3.4.1. Boiler
Pengertian tentang Boiler di PT. SLJ Global Tbk yaitu alat untuk memanaskan air
pada tekanan tertentu hingga air tersebut menjadi uap. Boiler yang digunakan

25
disini merupakan jenis pipa air yang mempunyai dua drum yaitu upper drum dan
lower drum dan perlengkapan-perlengkapan yang memungkinkan ketel tersebut
dapat beroperasi dengan aman. Berikut adalah klasifikasi boiler di PT SLJ Global
Tbk:
Unit 1/NL Unit 2
Merk / Type : CHUAN LI TAKUMA
Model : TW - 250 N-600
Buatan : Taiwan Japan
Kapasitas : 25 Ton Uap/ jam 20 Ton Uap/ jam
Tekanan maximum : 33 Kg/cm2 18 Kg/cm2
Serial Number : NO.76134 N.2646
Date : Juli 1987 1982
Bahan Bakar : Kayu Kayu
3.4.2. Rotary
PT SLJ Global Tbk memiliki 9 mesin rotary yang dapat mengupas raw material
sesuai dengan ukuran tertentu. Raw material kemudian dimasukkan ke rotary 0,
dimana rotary ini berguna untuk membuat raw material menjadi bulat sehingga
bisa dimasukkan ke dalam rotary 1 dan 2.
Gambar 3.17. Rotary 0
Rotary 3 dan 4 biasanya digunakan untuk menghasilkan veneer dalam ukuran
jumbo. Rotary 6 dan 10 digunakan untuk menghasilkan veneer dengan ukuran
yang pendek. Rotary forich digunakan untuk menghasilkan veneer dari mukisin.
26
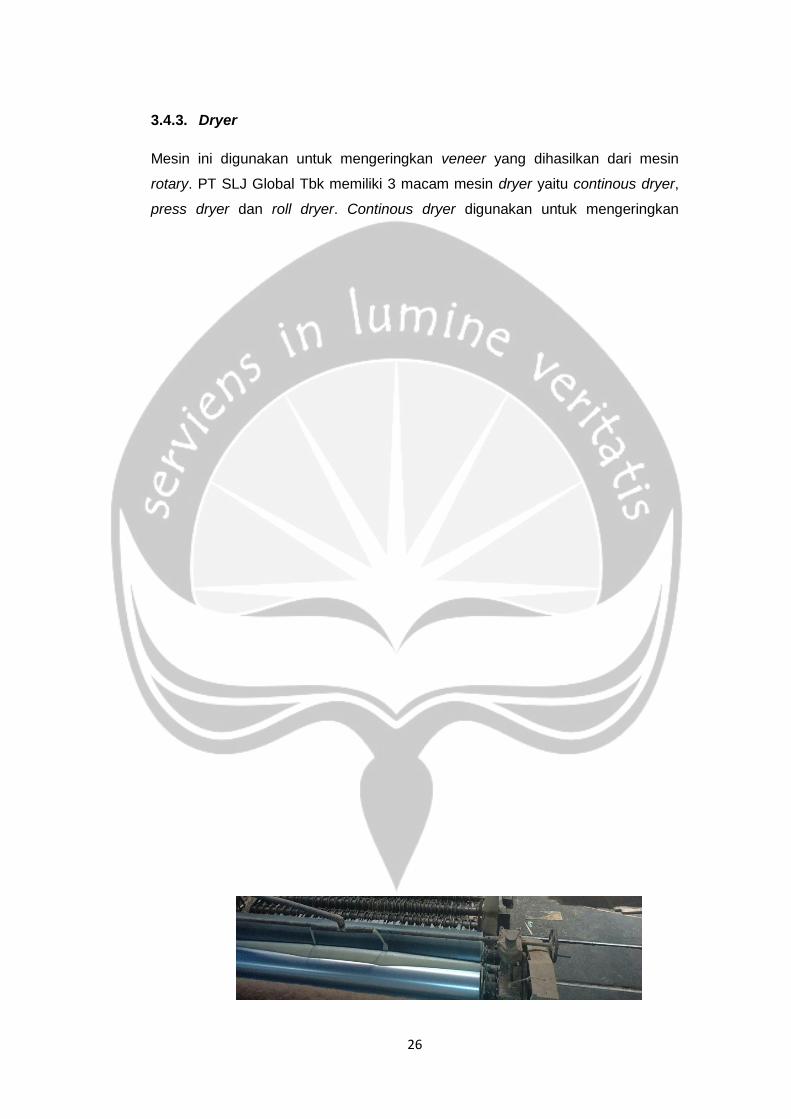
3.4.3. Dryer
Mesin ini digunakan untuk mengeringkan veneer yang dihasilkan dari mesin
rotary. PT SLJ Global Tbk memiliki 3 macam mesin dryer yaitu continous dryer,
press dryer dan roll dryer. Continous dryer digunakan untuk mengeringkan
veneer long grain (face, back dan long core) sedangkan untuk mengeringkan
veneer short grain (core) digunakan mesin roll dryer. Hasil veneer dari rotary
forich dan rotary 2 yang berupa core dikeringkan di mesin press dryer.
Berikut adalah mesin dryer di PT SLJ Global Tbk:
a. Continous dryer 1
b. Continous dryer 4
c. Continous dryer 5
d. Continous dryer 9
e. Press dryer
f. Roll dryer 2
g. Roll dryer 3
h. Roll dryer 8
3.4.4. Komposer
Mesin ini digunakan untuk menyambungkan veneer output dari mesin dryer
dengan menggunakan lem dan benang. Potongan veneer dimasukkan ke dalam
komposer sehingga outputnya menjadi lembaran veneer yang panjang yang
sesuai dengan ukuran yang ditentukan.
3.4.5. Glue spreader
Sesuai dengan namanya, mesin ini digunakan untuk menggabungkan veneer
sehingga menjadi plywood. Core dimasukkan ke dalam mesin sehingga core
terlumuri lem. Kemudian face dan back disusun sehingga menjadi plywood.

27
Gambar 3.18. Mesin Glue Spreader
3.4.6. Cold press
Mesin ini digunakan untuk mengempa plywood yang sebelumnya telah masuk
dalam mesin glue spreader. Tujuannya agar lem dapat rekat karena diberi
tekanan. Tetapi lem tidak ‘ dimatikan’ sehingga bila terdapat cacat atau kotoran
dapat direpair lagi.
Gambar 3.19. Mesin Cold Press
3.4.7. Hot press
Setelah plywood direpair, plywood kemudian dimasukkan ke dalam mesin hot
press. Mesin ini digunakan untuk mengempa plywood tetapi dengan suhu panas
sehingga lem yang ada dapat rekat sempurna.
28
Gambar 3.20. Mesin Hot Press
3.4.8. Double saw
Mesin ini digunakan untuk memotong sisi plywood sehingga menjadi ukuran
yang diinginkan. Dikatakan double saw karena mesin ini dapat memotong bagian
panjang dan lebar plywood.
3.4.9. Sander (pengamplasan)
Mesin ini digunakan untuk menghaluskan sekaligus untuk membuat plywood
sesuai dengan ketebalan yang diinginkan.
3.4.10. Thickness
Mesin ini digunakan untuk mengecek ketebalan plywood yang telah diproses
apakah telah sesuai dengan yang diminta oleh buyer
3.4.11. Forklift
Forklift digunakan sebagai material handling untuk mempermudah transportasi
material.
3.4.12. Pallet
Pallet digunakan untuk meletakkan bahan dengan tujuan untuk memudahkan
saat mengangkut bahan dengan forklift maupun pada saat conditioning.
Gambar 3.21. Pallet
3.4.13. Kipas

29
Kipas digunakan untuk menjaga suhu pabrik agar tidak terlalu panas, mengingat
suhu panas dapat membuat veneer mengalami kecacatan berupa delaminasi.
30
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
Pada bab ini akan dijelaskan mengenai lingkup pekerjaan, tanggungjawab dan
wewenang, metodologi pekerjaan serta hasil dari pekerjaan yang dilakukan
selama melakukan kerja praktek di PT SLJ Global Tbk
4.1. Lingkup Pekerjaan Mahasiswa
Pelaksanaan kerja praktek dilakukan di departemen Planning Production Control
(PPC) di bawah pengawasan Pak Arif selaku Ka. Sie Perencanaan dan Pak
Agung selaku Kepala Departemen PPC. Tugas pokok departemen PPC yaitu
memaksimalkan kapasitas produksi, memaksimalkan pemanfaatan sumber daya
yang tersedia agar delivery time ke buyer tepat waktu.
Berikut adalah rekan kerja yang ikut membantu dalam proses pelaksanaan kerja
praktek di PT SLJ Global Tbk:
a. Bapak Arif Asnani selaku Kepala Seksi Perencanaan sekaligus pembimbing
lapangan yang telah memberikan arahan selama kerja praktek berlangsung
b. Christien Lanny selaku admin PPC yang telah memberikan penjelasan
mengenai pembuatan jadwal mulai dari datangnya order hingga shipping
instruction
c. Hasmi, Anggi Nurdianti dan Indriani Lestari selaku admin PPC yang telah
memberikan penjelasan mengenai cara menginput data rotary, reeling,
arissun clipper, dan komposer
d. Munawarah Mas’ud dan Normaidah selaku inspektur PPC yang telah
memberikan penjelasan mengenai cara pembuatan work order sheet (WOS)
e. Muhammad Alif Apriadna Buhar, Muhammad Rifki Aksan Bagaswara dan
Soe Christian Tajuddin yang telah memberikan penjelasan mengenai proses
produksi, mesin-mesin, stasiun kerja, serta beberapa perhitungan dasar
yang digunakan di PT SLJ Global Tbk.
4.2. Wewenang dan Tangggung Jawab dalam Pekerjaan
Selama melaksanakan kerja praktek, tanggungjawab yang dikerjakan yaitu
mempelajari proses produksi secara keseluruhan dari PT SLJ Global Tbk.
Setelah itu mempelajari mengenai proses bisnis mulai dari masuknya inquiry
yang selanjutnya menjadi purchase order oleh buyer. Selama kerja praktek

31
berlangsung, penulis diberi tugas untuk membantu admin PPC dalam menginput
data rotary, arissun, reeling dan komposer serta ikut membagikan WOS ke
stasiun kerja.
4.3. Metodologi Pelaksanaan Pekerjaan
Tugas yang dikerjakan dan yang akan dibahas pada bab ini adalah mengenai
pengendalian lantai produksi pada PT SLJ Global Tbk dengan menggunakan
Line balancing dengan metode Rank Position Weight.
4.3.1. Batasan Masalah
Agar pekerjaan yang dilakukan lebih terarah dan sesuai dengan pelaksanaan
serta hasil yang ingin dicapai, maka dibuat pembatasan masalah dalam
pekerjaan ini, adapun batasan permasalahan dari pekerjaan ini adalah:
a. Pekerjaan ini hanya membahas dari segi proses produksi yang terjadi di
PT SLJ Global Tbk
b. Data waktu siklus yang digunakan pada pekerjaan ini adalah data waktu
siklus yang telah diamati langsung oleh peneliti selama melakukan kerja
praktek
c. Data waktu siklus yang digunakan adalah data waktu siklus main product
perusahaan yaitu plywood 7.0 mm 4 x 8 floor base.
d. Pekerjaan yang dilakukan tidak mempertimbangkan aspek biaya dalam
menetapkan prosedur pengendalian lantai produksi
e. Pekerjaan ini hanya memberikan saran bagi perusahaan dalam
meningkatkan kualitas proses produksi dan tidak membahas
implementasi dari hasil penelitian yang dilakukan.
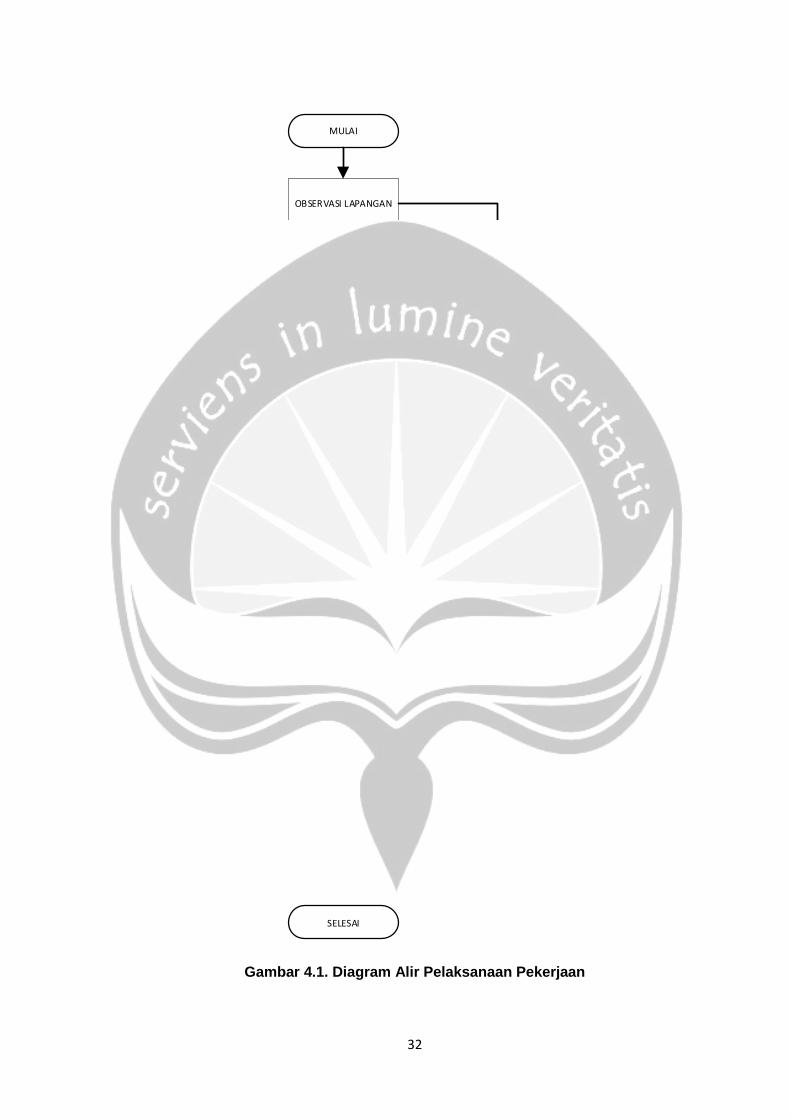
4.3.2. Diagram Alir Pelaksanaan Pekerjaan
Berikut adalah alur pelaksanaan pekerjaan yang telah dilakukan yang dijelaskan
melalui gambar
32
MULAI
OBSERVASI LAPANGAN
IDENTIFIKASI MASALAH
PERUMUSAN MASALAH, PENETAPAN TUJUAN, MANFAAT PENELITIAN
PENGUMPULAN DATA
PENGUJIAN KESERAGAMAN DAN KECUKUPAN DATA
APAKAH DATA SERAGAM DAN
CUKUP?
MENGHITUNG WAKTU SIKLUS, WAKTU
NORMAL, WAKTU BAKU
MENGHITUNG JUMLAH STASIUN KERJA
OPTIMUM, BALANCE DELAY, EFISIENSI
SISTEM
MENARIK KESIMPULAN DAN SARAN
SELESAI
STUDI PUSTAKA
YA
TIDAK
Gambar 4.1. Diagram Alir Pelaksanaan Pekerjaan

33
4.3.3. Teori Pendukung
Keseimbangan merupakan kesamaan keluaran atau hasil atau keseluruhan
produksi pada setiap urutan lintasan produksi (Buffa Elwood, 1983).
Line balancing bertujuan untuk memperoleh suatu arus produksi yang lancar
dalam rangka memperoleh utilitas yang tinggi atas fasilitas, tenaga kerja, dan
peralatan melaui penyeimbangan waktu kerja antara stasiun kerja (Herjanto,
1999).
Menurut Gasperz (2004), berikut beberapa langkah dalam pemecahan masalah
Line balancing:
a. Mengidentifikasi tugas-tugas individual atau aktivitas yang akan dilakukan
b. Menentukan waktu yang dibutuhkan untuk melaksanakan setiap tugas itu
c. Menetapkan precedence constraints, jika ada yang berkaian dengan
setiap tugas itu
d. Menentukan output dari assembly line yang dibutuhkan
e. Menentukan waktu total yang tersedia untuk memproduksi output
f. Menghitung cycle time yang dibutuhkan, misalnya: waktu diantara
penyelesaian produk yang dibutuhkan untuk menyelesaikan output yang
diinginkan dalam batas toleransi dari waktu (batas waktu yang yang
diijinkan).
g. Memberikan tugas-tugas kepada pekerja atau mesin.
h. Menetapkan minimum banyaknya stasiun kerja (work station) yang
dibutuhkan untuk memproduksi output yang diinginkan.
i. Menilai efektifitas dan efisiensi dari solusi.
j. Mencari terobosan-terobosan untuk perbaiki proses terus menerus
(continous process improvement).
Dalam penelitian ini digunakan satu metode line balancing yaitu Rank Position
Weight. Rank Position Weight adalah metode yang diusulkan oleh Helgeson dan
Birnie sebagai pendekatan untuk memecahkan permasalahan line balancing.
Konsep metode ini adalah menentukan jumlah stasiun kerja minimal dan
melakukan pembagian task ke dalam stasiun kerja dengan cara memberikan
bobot posisi kepada setiap task sehinga semua task ditempatkan pada sebuah
stasiun kerja.

34
4.4. Hasil Pekerjaan
Dalam penelitian ini, dimulai dengan menentukan waktu siklus produk mana yang
akan diteliti mengingat di PT SLJ Global Tbk memiliki banyak produk. Produk
floor base 7.0mm 4x8 merupakan main product yang paling banyak dibuat
sehingga waktu siklus produk tersebut yang digunakan. Saat ini, terdapat 9
stasiun kerja. Dari hasil wawancara dengan divisi R&D diketahui bahwa balance
delay perusahaan saat ini adalah 40,5% dan esisiensi sistem 59,5%. Berikut
adalah daftar elemen kerja untuk membuat produk 7.0 4x8:
Tabel 4.1. Elemen Kerja
operasi elemen kerja
1 bahan baku dimasukkan ke dalam mesin rotary 0
2 bahan baku dimasukkan ke dalam mesin rotary 1
3 long grain veneer dimasukkan ke dalam mesin continous dryer
4 repair face back
5 setting shikumi
6 short grain veneer dimasukkan ke dalam mesin roll dryer
7 core dimasukkan ke dalam mesin komposer
8 repair core
9 memasukkan veneer ke dalam mesin glue spreader
10 memasukkan plywood ke dalam mesin cold press
11 repair plywood
12 memasukkan plywood ke dalam mesin hot press
13 mendempul plywood (putty)
14 memasukkan plywood ke dalam mesin double saw
15 memasukkan plywood ke dalam mesin sander
16 memasukkan plywood ke dalam mesin thickness
17 menyeleksi plywood (grading)
18 Packing
4.4.1. Tes Keseragaman dan Kecukupan Data
Tes keseragaman dan kecukupan data digunakan untuk mengetahui apakah
data yang telah diambil telah seragam dan cukup sehingga dapat diolah untuk
perhitungan selanjutnya. Data yang diperoleh merupakan data yang diambil
35
langsung oleh peneliti selama melakukan kerja praktek sebanyak 30 kali dengan
metode jam henti (menggunakan stopwatch). Perhitungan menggunakan
Microsoft Excel. Jika data yang didapatkan tidak seragam ataupun tidak cukup
maka data dengan nilai ekstrim akan dibuang dan peneliti melakukan
pengambilan data lagi. Berikut adalah tahapan perhitungan tes keseragaman
dan kecukupan data:
a. Menghitung jumlah subgrup
Gambar 4.2. Perhitungan Jumlah Subgrup
Jumlah sub grup dibulatkan menjadi 6.
b. Menghitung harga rata-rata subgrup
Gambar 4.3. Perhitungan Rata-Rata Subgrup
36
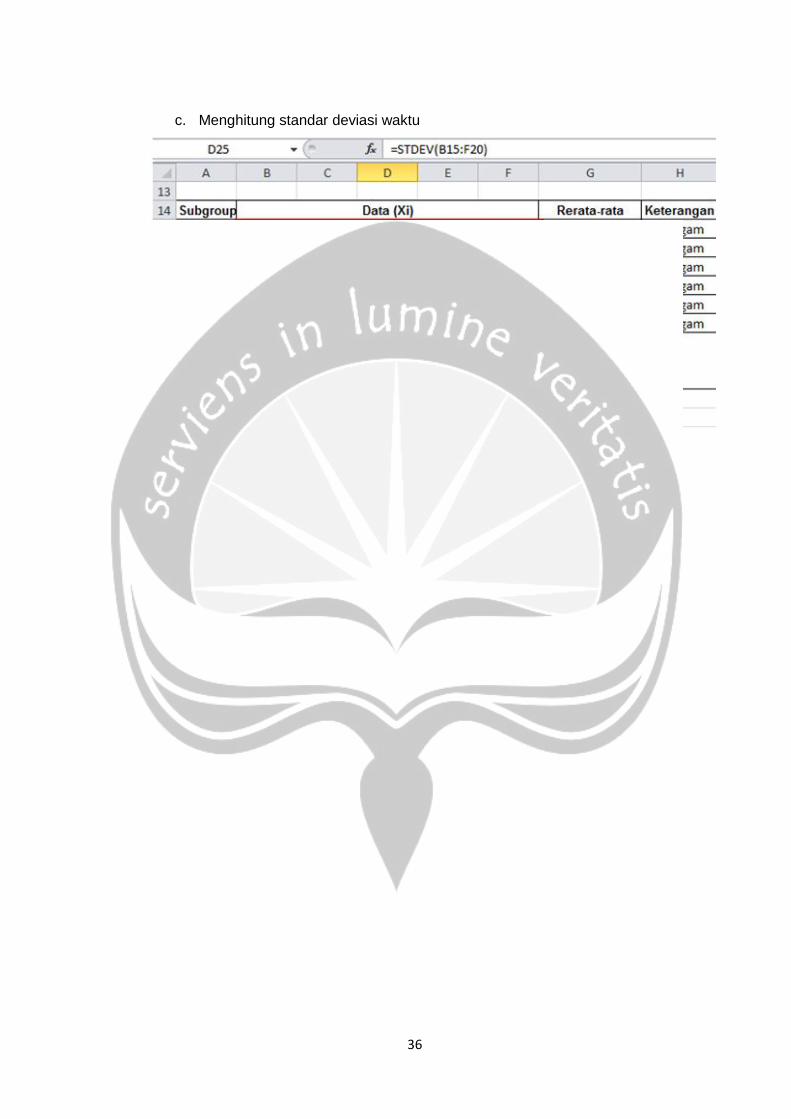
c. Menghitung standar deviasi waktu
Gambar 4.4. Perhitungan Standar Deviasi Waktu
d. Menghitung standar deviasi dari distribusi harga rata-rata subgrup
..........(1)
Gambar 4.5. Perhitungan Standar Deviasi dari Distribusi Harga Rata-
Rata Subgrup
37
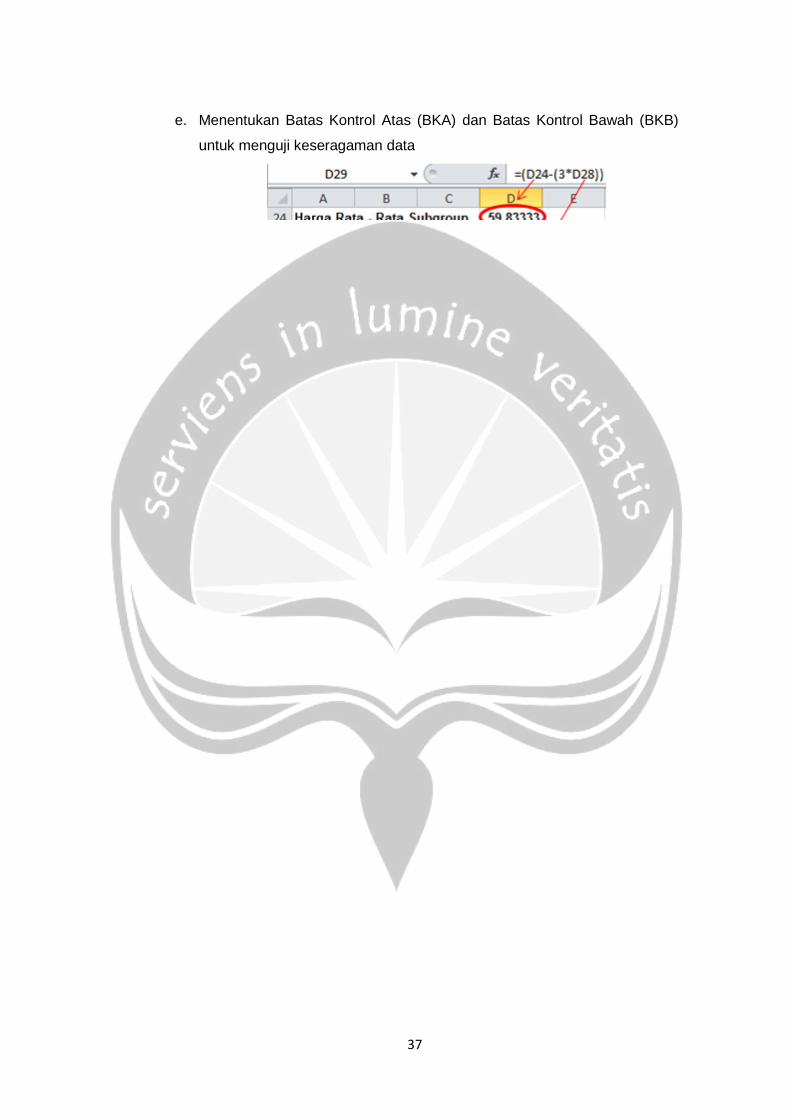
e. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB)
untuk menguji keseragaman data
Gambar 4.6. Perhitungan BKA dan BKB
f. Menghitung uji kecukupan data
..........(2)
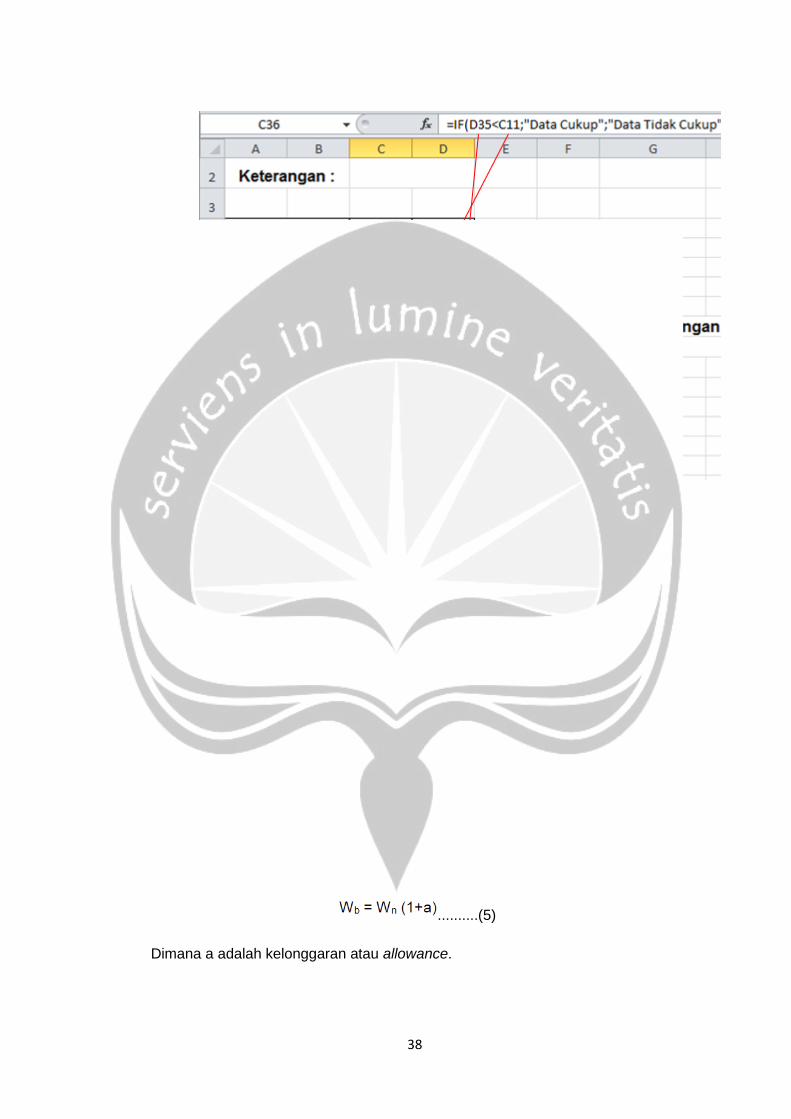
38
Gambar 4.7. Perhitungan Uji Kecukupan Data
4.4.2. Menghitung Waktu Siklus, Waktu Normal dan Waktu Baku
a. Waktu Siklus
Setelah data yang didapatkan telah seragam dan cukup, maka data tersebut
dapat diolah. Berikut adalah rumus dari waktu siklus
..........(3)
b. Waktu Normal
..........(4)
Dimana p adalah faktor penyesuaian.
c. Waktu Baku
..........(5)
Dimana a adalah kelonggaran atau allowance.
39
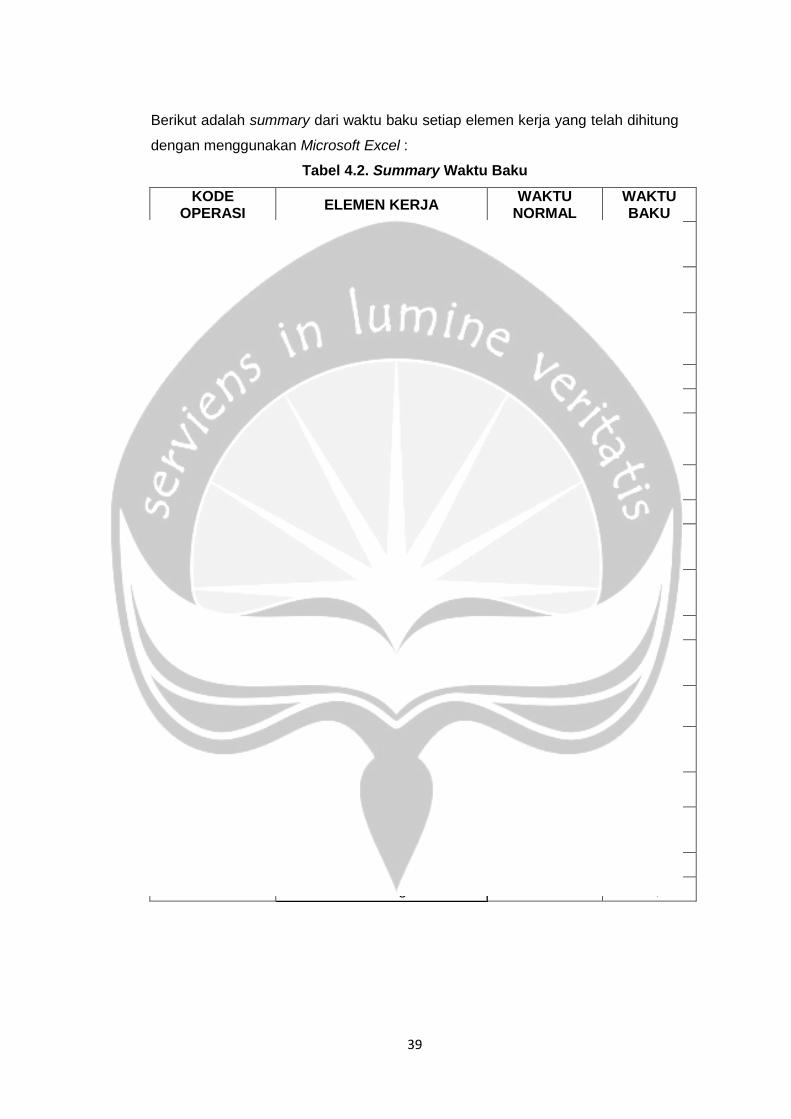
Berikut adalah summary dari waktu baku setiap elemen kerja yang telah dihitung
dengan menggunakan Microsoft Excel :
Tabel 4.2. Summary Waktu Baku
KODE OPERASI
ELEMEN KERJA WAKTU
NORMAL WAKTU BAKU
1 bahan baku dimasukkan ke
dalam mesin rotary 0 64 73,6
2 bahan baku dimasukkan ke
dalam mesin rotary 1 155 178,25
3 long grain veneer dimasukkan
ke dalam mesin continous dryer
954 1097,1
4 repair face back 82 94,3
5 setting shikumi 70 80,5
6 short grain veneer
dimasukkan ke dalam mesin roll dryer
954 1097,1
7 core dimasukkan ke dalam
mesin komposer 29 33,35
8 repair core 70 80,5
9 memasukkan veneer ke
dalam mesin glue spreader 31 35,65
10 memasukkan plywood ke dalam mesin cold press
403 463,45
11 repair plywood 72 82,8
12 memasukkan plywood ke
dalam mesin hot press 403 463,45
13 mendempul plywood (putty) 51 58,65
14 memasukkan plywood ke dalam mesin double saw
27 31,05
15 memasukkan plywood ke
dalam mesin sander 6 6,9
16 memasukkan plywood ke dalam mesin thickness
11 12,65
17 menyeleksi plywood (grading) 12 13,8
18 Packing 350 402,5

40
4.4.3. Metode RPW
a. Precedence diagram
1 2
3
6
4
7
5
8
9 10 11 12 13 14 15 16 17 18
Gambar 4.8. Precedence Diagram
b. Penggunaan software WinQSB
1. Mengisi task name, task time, dan immediate successor
Gambar 4.9. Pengisian task name, task time, dan immediate
successor
2. Menentukan metode yang akan digunakan yaitu Ranked Position
Weight Method
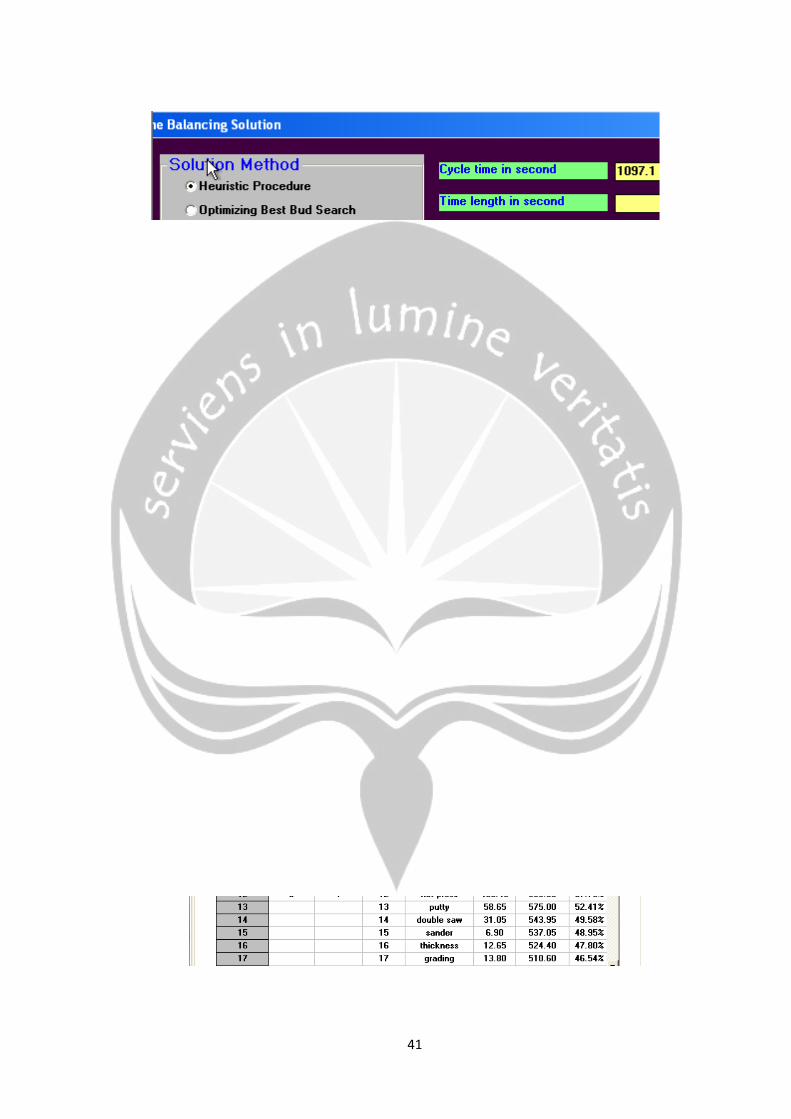
41
Gambar 4.10. Pengisian Metode
3. Langkah selanjutnya yaitu solve the problem sehingga muncul hasil
sebagai berikut
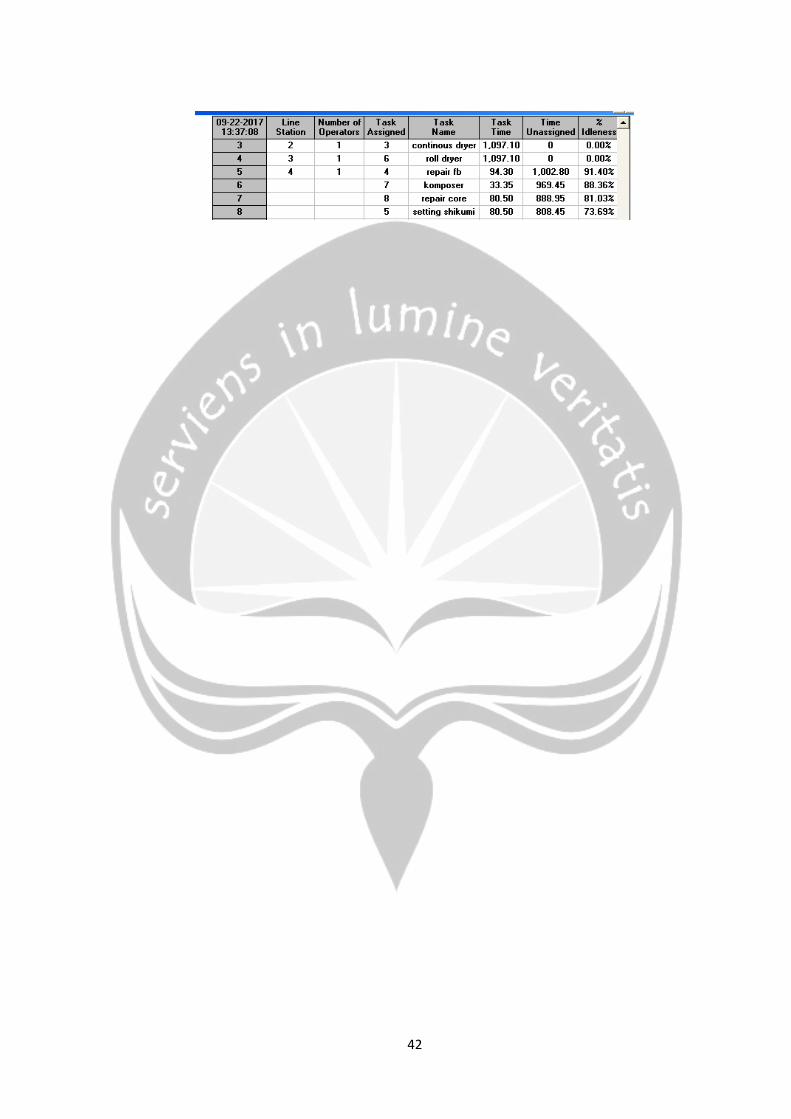
42
Gambar 4.11. Solusi dengan Metode RPW
Berikut adalah summary yang didapatkan:
Gambar 4.12. Summary Metode RPW
43
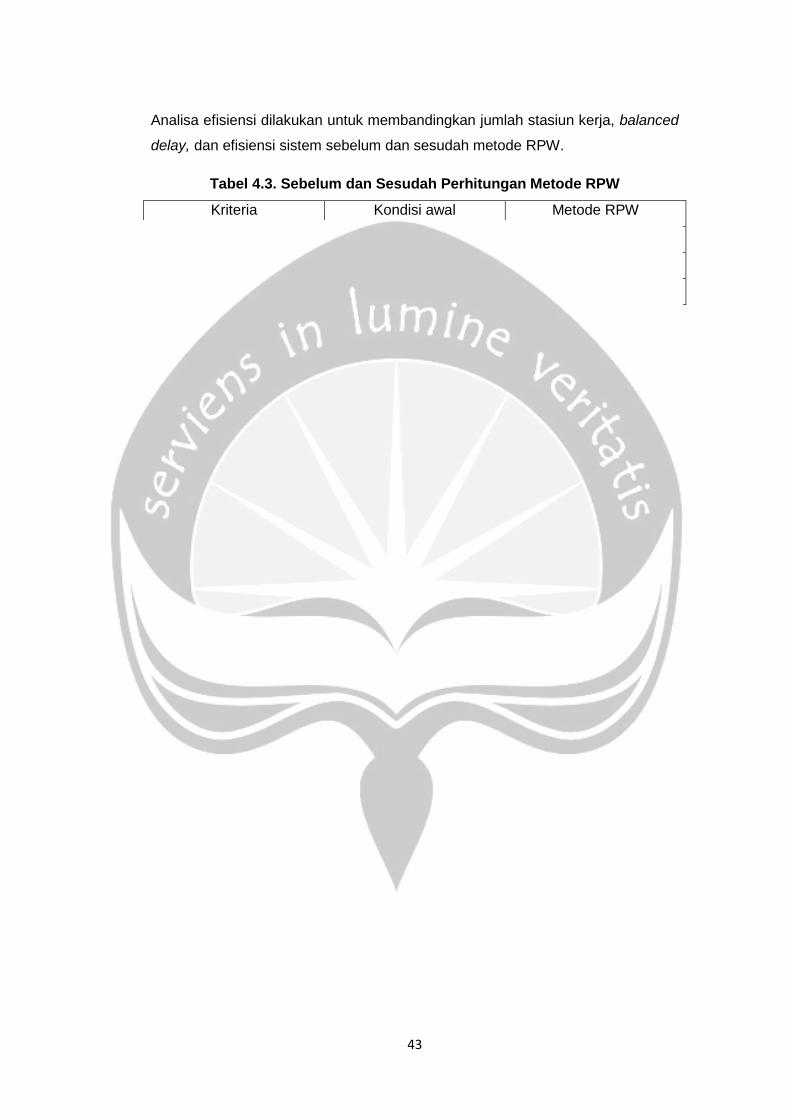
Analisa efisiensi dilakukan untuk membandingkan jumlah stasiun kerja, balanced
delay, dan efisiensi sistem sebelum dan sesudah metode RPW.
Tabel 4.3. Sebelum dan Sesudah Perhitungan Metode RPW
Kriteria Kondisi awal Metode RPW
Jumlah stasiun kerja 9 5
Balance delay 40,5% 21,51%
Efisiensi sistem 59,5% 78,49%
Dari tabel di atas dapat disimpulkan bahwa:
a. Jumlah stasiun kerja menurun dari 9 stasiun kerja menjadi 5 stasiun kerja
b. Balance delay menurun dari 40,5% menjadi 21,51%
Prosentase penurunan:
c. Efisiensi sistem meningkat dari 59,5% menjadi 78,49%
Prosentase peningkatan:

44
BAB 5
KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dari hasil pekerjaan yang dilakukan dan saran yang
akan diberikan kepada pihak perusahaan.
5.1. Kesimpulan
Hasil perhitungan menggunakan metode Rank Position Weight yaitu:
a. Jumlah stasiun kerja
Terjadi pengurangan stasiun kerja sebanyak 4 stasiun kerja dari jumlah
stasiun kerja awal sebanyak 9 stasiun kerja menjadi 5 stasiun kerja
b. Balance delay
Prosentase penurunan nilai balance delay sebesar 46,89% dari nilai awal
40,5% dan nilai akhir 21,51%
c. Efisiensi sistem
Prosentase peningkatan nilai efisiensi sistem sebesar 24,19% dari nilai
awal 59,5% menjadi 78,49%
5.2.Saran
Saran yang diberikan kepada perusahaan adalah mengadakan perhitungan line
balancing dengan metode lainnya. Perhitungan line balancing berguna agar
perusahaan dapat melakukan perbaikan lintasan produksi yang dapat
meningkatkan produktivitas.

ix
DAFTAR PUSTAKA
Gasperz, Vincent. 2004, Production Planning And Inventory Control. Jakarta: PT Gramedia Pustaka Utama
Grover, 2001 line balancing dengan metode RPW dan kilbridge wester .
SLJ Global, “Riwayat Singkat Perusahaan,” Company Profile,
http://www.sljglobal.com/riwayat-perusahaan/ (diakses 19 September 2017)

