le10 concepts for maintenance management · connect the tpm policy to the overall vision and...
TRANSCRIPT


OEE in Swedish industry (2002)
10
20
30
40
50
% OEE Interval
35-45 45-55 55-65 65-75 75-85 85-95 %OEE
Electronics PowerChemical
P & P
SteelMining
Manufacturing industry
60%Average
80%
88%Improvement potential
Practically achievable
2© Antti Salonen

3
Characteristics of JIT/Lean Production
• Consistently high quality• Small lot sizes• Short setup times• Uniform workstation loads• Standardized components and work
methods• Close supplier ties• Flexible work force• Product focus• Automated production• Preventive maintenance
4
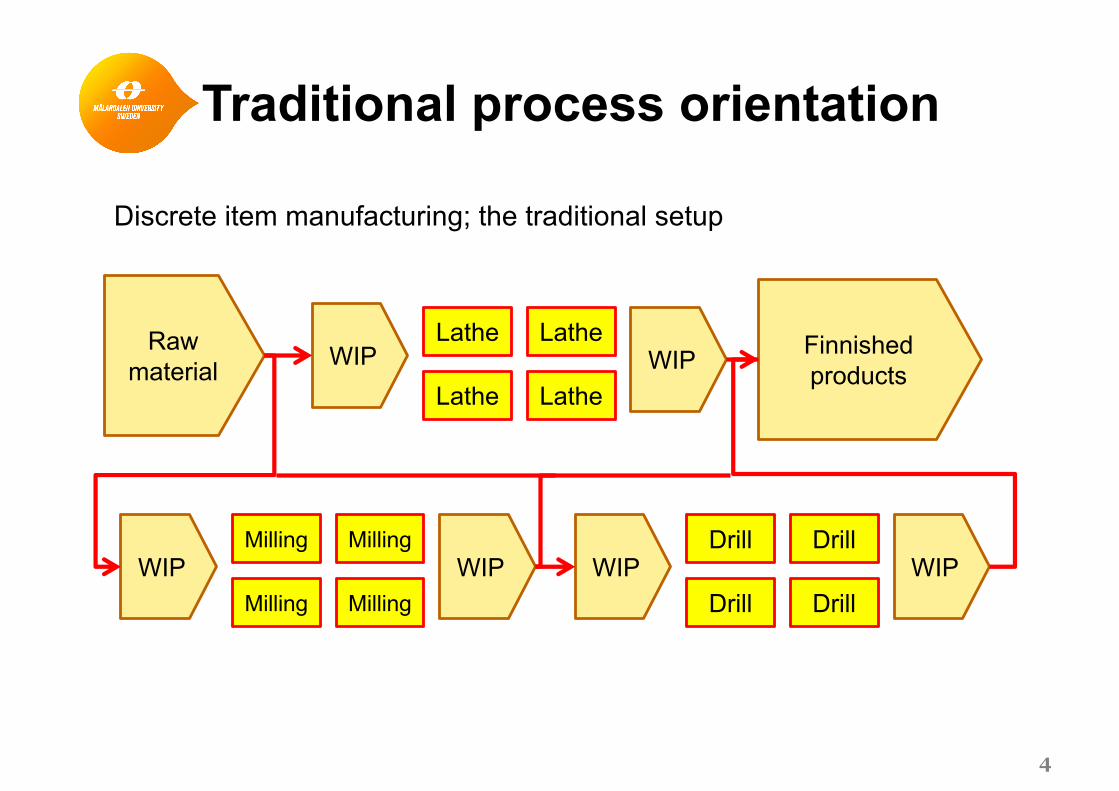
Traditional process orientation
Discrete item manufacturing; the traditional setup
Lathe Lathe
LatheLathe
Milling Milling
MillingMilling
Drill Drill
DrillDrill
WIP WIP
WIP WIP WIP WIP
Rawmaterial
Finnishedproducts

5
Production in lean environments
Product line 3
Product line 4
Product line 2
Product line 1
Discrete item manufacturing; Flow oriented; JIT
Lathe
Lathe
Lathe
Lathe
Raw-material
Finnishedproducts
Milling
Milling
Milling
Milling
Drill
Drill
Drill
Drill

6
Production in lean environments
Product line 3
Product line 4
Product line 2
Product line 1
Lathe
Lathe
Lathe
Lathe
Raw-material
Finnishedproducts
Milling
Milling
Milling
Milling
Drill
Drill
Drill
Drill
What happens if one machine breaks down?

7
Production in lean environments
Product line 3
Product line 4
Product line 2
Product line 1
Lathe
Lathe
Lathe
Lathe
Raw-material
Finnishedproducts
Milling
Milling
Milling
Milling
Drill
Drill
Drill
Drill

Concepts for increasing the dependability of productionequipment
TPM; Total Productive Maintenance
RCM; Reliability Centered Maintenance
8© Antti Salonen

9
Total Productive MaintenanceSeiichi Nakajima
Developed Total ProductiveMaintenance, TPM, based on American preventivemaintenance practices.
Total Productive Maintenance, TPM● focuses on daily maintenance in manufacturing industries● is built on total employee involvement● born in the Japanese automobile industry.

TPM - definition
“TPM can be defined as a systematic work method aiming to develop disturbance free processes at lowest possible cost through the commitment of all co-workers” (LCP-Consultants)
10© Antti Salonen

Why TPM?
● Replace routine with development● Increased commitment from all co-workers● Continuous improvements● Foreseeable operations● Improved safety and environment
11© Antti Salonen

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
12© Antti Salonen

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
13© Antti Salonen

14
The management’s decision
• It is essential that company management understand, and believe in the concept – management should lead the way.
• Assign time – a new work concept is definately a management issue.• Find good raw models for inspiration and advice• Start informing the company staff• Start discussing choice of pilot area.

15
Training and information
● Explain the meaning of the concept and what results to expect – start softening the resistance
● Don’t under estimate the need for methods knowledge
● Training and good raw models – use consultants as well as freelyavailable knowledge.
● Open discussions on problems as well as possibilities
● Respect, but process the resistance
● Connect training with applications

16
Organization and pilot areas
● Assign qualified co-workers
● Supporting organization, typically, one full time person per 100 employees, representing in the management group.
● A development organization, involving consultants when needed.
● Implementation is the responsibility of every manager.
● Create a steering group
● Assign resourses for group work and assign time for preventive work
● Test in pilot areas

17
Policy and goals
● Connect the TPM policy to the overall vision and strategic reasoning of the company
● Develop a few balanced overall KPIs – management goals will thenbe further broken down within the organization
● Create a slogan-like goal, e.g. ”Challenge 4 zero” to inspire the staff.

18
Plan for further proliferation● Describes how all activities will be implemented into the whole
organization
● Is based on the experiences from the pilot areas.
● Provides structure and signals the need for resources
● Is composed by the plans for each area.
● Provides material for follow up in the management group
● Don’t under estimate the time consumption

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
19© Antti Salonen

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
20© Antti Salonen

Continuous improvements
Cross functional improvement group
Autonomous maintenance group
Target oriented cross functional group
21© Antti Salonen

Improvement tools
22© Antti Salonen
FTA
Identify and assess all possible
flawsAim
Identify causee offaailures anf´d
their logicalrelations
Identify, prioritize and
analyze failures
Reduce all chronical loss
7QC/QM PM-analysis
Design- and process
improvementsFocus area Identify causes of
complex problemsAll kinds ofproblems
Few, well definedremaining loss
Cross functionalgroup use
brainstorming to identify possible
flaws
MethodA group structure
problems in relation to a main
event, throughbrainstorming
A group workswith brainstorming
And data structuring to reach the goal
A highly skilledgroup work
systematicallythrough eight
steps
HighResourcedemand
High Small Very high
FMEA

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
23© Antti Salonen

Autonomous maintenance
24© Antti Salonen

Autonomous maintenance
● Teach the operators to react on cause instead of result● By increased kompetence and understanding the operators may:● Eliminate minor stoppages● Prevent break-downs● Secure implemented improvements● Improve quality, safety, and environment
● In the long run operators start to perform maintenance tasks● Daliy inspections replaces repair and low frequent controls● Implemented through seven well-defined steps ● Takes long time to implement, often years
25© Antti Salonen

1. Basic cleaning and order
2. Counter meassures at the problem source
3. Standards for cleaning and lubrication
4. General inspection training
5. Autonomous inspection
6. Organize the work environment
7. Autonomous maintenance
Equipment focusing step.Secures the basic condition of the equipment
Focuses the operators.They learn advancedinspection and maintenance techniques
Factory focusing step.From maintenance to control.
Description CompetenceRepair skills
Understands the relation between
maintenance and product quality
Understands the functions and structure
of the machines
Can find defects and understand the principles for improvements of the equipment
The seven-step ladder
26© Antti Salonen

27
Step 1: Basic cleaning and order
Aim and goal:● The ability to discover, correct, and
prevent abnormal conditions● Make improvements in the area.● Göra förbättringar inom området
Tasks:● Sort out the necessary material
and tools.● Remove anything unnecessary● Clean the workspace● Make inspections and document
flaws● Initial training in inspection● Document - photograph
before/after● Labels● Set up rules for order and
cleanliness in the area

28
Cleaning facilitates inspection
Improved effficiency and work environmentLearn to
understand the equipment
Reduces short stops and
qualityproblems
Decreased risk of injuries
Autonomous maintenanceStep 1
Detects actualand potential
faults
Cleaning
Preventsacceleratedwear/tear
Inspection
Less breakdownsand spares
May preventfailures

29
AM and increased effectiveness
Less breakdownsand spares
Increasedeffectiveness
Learn how to inspect
May predictpotential loss
Eliminate short stops and defects
Increased wellbeing
Decreased risk of injuries
Autonomousmaintenance
Increaseknowledge and understanding
of the equipment
Identify flaws
Cleaning
Prevents fast deterioration
Better workenvironment
Inspection

30
Step 2: Counter measures at the problem source
Aim and goal● Reduce the time for cleaning
Tasks:● Map the pollution● Map the disorder● Analyze the cause of pollution● Analyze the cause of disorder● Design out the sources● Measure time consumption before
and after the improvements

31
Step 3: Set standards and norms
Aim and goal● Set norms and standards that
maintain and improve the achievedresults
● Minimize time for cleaning and lubrication
Tasks:● Create common routines● Clarify responsibilities● Modify covers● Relocate points of inspection and
lubrication

32
AM instructions● Document and utilize the knowledge from steps 1 and 2● Dveloped by the group that will use the instruction● Four parts● Exchange of worn consumption parts● Cleaning● Inspection● lubrication
● Should be clear, easy to understand, follow, and update● Shall encourage continuous improvements● Eliminate, reduce, simplify● Allways ask how an inspection could have prevented breakdown
● Attach a check sheet

33
Step 4: General training in inspection
Aim and goal● To map, and increase the
maintenance knowledge and competence within the group
Tasks:● Create a kompetence matrix● Perform training and education

34
Training and education
Theoretical education:● Maintenance economy● Preventive maintenance● Handling of waste material● Operator safety● Daily maintenance
Practical training:● Hydraulics● Lubrication● Mechanics● Electrical components● Pneumatics
35
Step 5: Autonomous inspections
Aim and goal§ Work methods, are standardized
according to new knowledge
Tasks:● Mark, and label critical components
in the equipment● Update the responsibilities● Update the task distribution
between operators and maintenance staff
● Set new standards● Continue the improvement work

36
Step 6: Organize the workplaceAim and goal:● Increase the opportunities for
operators to get involved in creative improvement work.
● Improved work environment● Improved ergonomy● Work places adapted to the
processes
Tasks:● Survey the environment and
ergonomy at the workplace● Educate the operators in basic
ergonomy, production engineering, and problem solving techniques

37
Step 7: Autonomous maintenanceAim and goal:● Secure that the improvement work
continues in the future● The ability to make some repai
work● Change components● Assess the component’s expected life
length● Take active part in more advanced
maintenance tasks● Perform necessary corrective actions
Tasks:● Develop plans for future work● Continue developing standards● Reduce loss and implement
improvements

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
38© Antti Salonen

Planned maintenance
Maintenance planning
Maintenance control
Spare part control
Economy control
Implementation of planned maintenance leads to:-Increased MTBF and MTBM-Decreased MTTR, MWT and M-Closer to 0-faults, 0-stops and 0-accidents
Information feedback
Act
iviti
es fo
r im
prov
ed
mai
nten
ance
effe
ctiv
enes
s
Cor
rect
ive
Mai
nten
ance
Prev
entiv
e M
aint
enan
ce
Res
torin
g M
aint
enan
ce
Impr
ovem
ent M
aint
enan
ce
Con
ditio
n Ba
sed
Mai
nten
ance
Activities for improved OEE
39© Antti Salonen

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
40© Antti Salonen

Early equipment management
LCC
Early detection of problems
Experience developmentMP-design
Basic properties
Acquisition process
Project
Goal and requirements
Structure and process thinking
The included activities are aiming for new equipment to be:•Reliable and producing non defective products.•Easy to mend and set up, and fast to start after set-up changes.•Easy to maintain, and fast to localize faults and repair.•Easy to clean, lubricate and inspect.•Resource efficient and safe.
The process has to goals:•To reach stable, full speed production at start-up.•To, as far as possible, meet the detailed requirements for the equipment.
41© Antti Salonen

TPM Structure
EffectivenessContinuous improvements
Autonomous maintenance
Planned maintenance
Early
equ
ipm
ent m
anag
emen
t
Qua
lity
mai
nten
ance
Effe
ctiv
e ad
min
istra
tion
Safe
ty, h
ygie
ne a
nd e
nviro
nmen
t
Education
Organisation and pilot
Policy and goals
Develop a master plan
Management’s decision
Evaluation and new goals
Preparation Implementation
Education and training
Kick-off
42© Antti Salonen

Quality maintenance
43© Antti Salonen

44
Quality maintenance1. Control of quality standards and quality parameters2. Map the origins of quality flaws3. Choice of pilot equipment and defect for implementation of quality maintenance4. Control of functions and running state of the equipmentand the methods used for
change over5. Examine and restore the equipment condition6. Perform PM-analysis7. Eliminate all defect causing factors8. Define a desired state and optimize the driving conditions and method for change over9. Expose the defects10. Restore or improve11. Evaluate the standard values and components that are inspected12. Determine in what condition the equipment produces products, free from defects13. Reduce the number of inspection points14. Define standard values for the inspection points15. Make a draft of a quality matrix 16. Re-assess the content of the inspection standard 17. Evaluate and, if needed, change standards and inspection points by trend-analysis
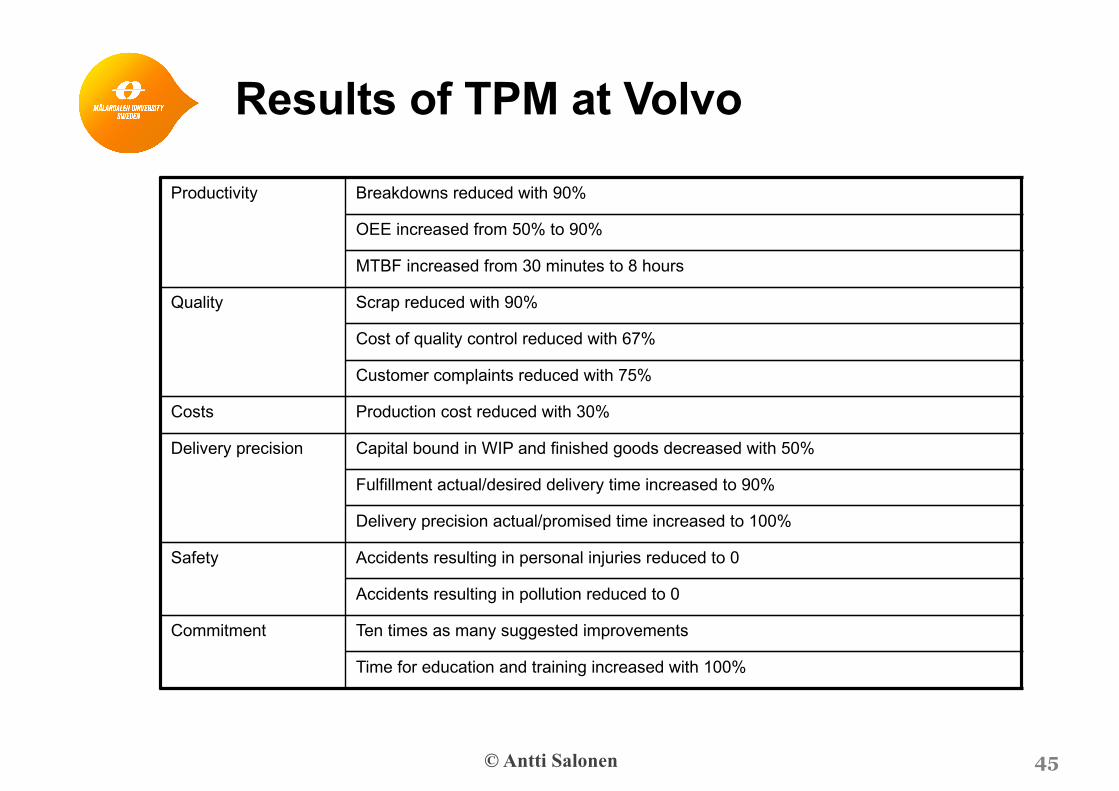
Results of TPM at Volvo
Productivity Breakdowns reduced with 90%
OEE increased from 50% to 90%
MTBF increased from 30 minutes to 8 hours
Quality Scrap reduced with 90%
Cost of quality control reduced with 67%
Customer complaints reduced with 75%
Costs Production cost reduced with 30%
Delivery precision Capital bound in WIP and finished goods decreased with 50%
Fulfillment actual/desired delivery time increased to 90%
Delivery precision actual/promised time increased to 100%
Safety Accidents resulting in personal injuries reduced to 0
Accidents resulting in pollution reduced to 0
Commitment Ten times as many suggested improvements
Time for education and training increased with 100%
45© Antti Salonen

RCM has been defined as…
Reliability Centered Maintenance: “a process used to determine what must be done to ensure that any physical asset continues to do what its users want it to do in its present operating context.” (Moubray, 1997, p.7)
Reliability centered maintenance, RCM
46© Antti Salonen

RCM
47© Antti Salonen
John MoubreyAdapted the RCM concept by Nowlan and Heap, to industry.(RCM II)
Reliability Centered Maintenance, RCM● focuses on design and development of products and manufacturing systems maintainability● Strives to develop an affective and resource parsimonious PM before the system is up and running● born in the aircraft industry.

RCM
● RCM is sprung from MSG (Maintenance Steering Group) that has been developed since the 1960s’, for the purposeof the aircraft industry.
● RCM have since also been developed to be used in e.g. the power industry, energy industry, and in some cases also the manufacturing industry.
48© Antti Salonen
RCM
● With RCM methodology one handle the maintenanceobjectives as early as in the development phase on a consciously, rationally, and planned base.
● One analyses potential failure that can occur on the developed systems, structures, or components.
● Faults can be classified as obvious or hidden, safetycritical or of considerable financial character.
49© Antti Salonen
RCM is basically about answering…● …what are the functions and associated performance standards of
the asset in its present operating context?
● …in what ways does it fail to fulfill its functions?
● …what causes each functional failure?
● …what happens when each failure occurs?
● …in what way does each failure matter?
● …what can be done to predict or prevent each failure?
● …what should be done if a suitable proactive task cannot be found?
RCM
50© Antti Salonen
This can be performed through e.g. FMEA and FTA

51
Failure classificationIs the occurence of a failure evident to the operating
crew during performance of normal duties?
Does the failure cause a loss of function or secondary damage that could have a direct
adverse effect on operating safety?
Does the failure have a direct adverseeffect on operational capability?
Impact immediate Impact delayed
Hidden-failureconsequences
Non-operationalConsequences(economic)
OperationalConsequences(economic)
Safetyconsequences
YES NO
YES NO
YES NO

52
Maintenance approach Is a condition monitoring task to detect potential
failures both applicable and effective?
Is a predetermined task to reduce the failure rate both applicable and effective?
Is a modifying task to avoid failures or reducethe failure rate both applicable and effective?
Condition Based Maintenance
Breakdown maintenanceModify
Predetermined, preventive maintenance
YES NO
YES NO
YES NO

53
World Class Maintenance
The 5 S philosophy – Work place organization & Visual control
Education – Training – Management support - Culturization
Work order system
Real timecontrol ofparts and labor cost
CMMS Implementation:Implies thorough training
of everyone in maintenance
Professionaldevelopment ofmaintenance
force
Aunonomousmaintenance
Trainingand cross training
Optimized preventive maintenance
Structure for best maintenance practices
implementation
Best
Mai
nten
ance
Prac
tices
Infra
-stru
ctur
e
Futureevolution

54
Value Driven Maintenance, VDM
Asset utilization
Costcontrol
Safety, Health & Environment management
Equipment performance planning
Maintenancebudgeting
Reliability engineering
Planning & Preparation
Maintenance execution
MRO Supply chain management
Service Supply chain management
Skill & Tool management
Equipment knowledge management
Loss analysis
Costanalysis

55
Other maintenancemanagement concepts:

Next lecture:
56© Antti Salonen
Prepare for the lecture:Literature:Archenti A., Nicolescu C.M., (2013), Accuracy analysis of machine tools usingElastically Linked Systems, CIRP Annals, Vol 62(1): 503-506
Schwenke et al, (2008), Geometic error measurement and compensation ofmachines – an update, CIRP Annals - Manufacturing Technology No.57, pp.660–675
Introduction to machine tools, configurations and accuracy
Capability assessments and their link to maintenance
Guest lecturer: Andreas Archenti; Researcher, KTH