liquid penetrant testing lecture 2
DESCRIPTION
This lectures is about the applications of the liquid penetrant testing. Liquid penetrant testing is one of the nondestructive testing.TRANSCRIPT
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 1/37
عتني
ب
لهم نفني
نفني
وعني
ع
وزدني
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 2/37
Nondestructive valuation of Structures
MEC 4867
Dr. Meftah Hrairi
Lecture 8
Liquid Penetrant Testing
Applications
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 3/37
Dr. M. Hrairi MEC 4867 - Nondestructive Evaluation of Structures 3
utline
Processing cycles
Applications
Advantages and limitations
Project discussion
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 4/37
Dr. M. Hrairi 4
Processing Cycles
1. Pre-Cleaning
2. Penetrant Application
3. Excess Penetrant Removal
4. Developer Application
5. Inspection/Evaluatation6. Post-cleaning
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 5/37
Dr. M. Hrairi 5
Step 1 – Pre-cleaning
Parts must be free of dirt ,
rust , scale , oil , grease , etc.to perform a reliableinspection.
The cleaning process mustremove contaminants fromthe surfaces of the partand defects, and must notplug any of the defects.
Pre-cleaning is the
most important step
in the PT process!!!
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 6/37
Dr. M. Hrairi 6
Step 1 – Pre-cleaning
Some metal-finishing processes can obscure surface
defects, and should be removed prior to penetrant testing: Oxidising
phosphating
anodising
chromating
electrodeposition
metallising
Penetrant methods should not be used after these metal-finishing procedures.
MEC 4867 - Nondestructive Evaluation of Structures

7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 7/37Dr. M. Hrairi 7
Caution about Metal Smearing
Some machining, surface finishing and cleaningoperations can cause a thin layer of metal tosmear on the surface and prevent penetrant fromentering any flaws that may be present.
Etching of the surface prior to inspection issometimes required.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 8/37Dr. M. Hrairi 8
Step 1 – Pre-cleaning
The first stage of precleaning is usually the removal of
scale with appropriate descaling or rust-removing liquids.
These generally contain inhibitors , but may be stronglyacid or alkaline and residual acid or alkali can adversely
affect the performance of penetrants.
After descaling, the liquid must be thoroughly removed.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 9/37Dr. M. Hrairi 9
Step 1 – Pre-cleaning
The second stage of precleaning is degreasing followed bya detergent wash and subsequent drying in hot air.
In general, chemical methods of contaminant removal arepreferred to physical methods.
As the latter essentially only remove material from thesurface, and may partially seal the surface discontinuities
which are being sought. If any contaminants, or the liquids used for cleaning, or
any deposits produced by these liquids, fill the cracks, theflaws will not be detected.
The ideal surface preparation therefore is one which leavesthe surface and the flaw in a clean, dry condition.
Moisture must be removed, as well as any chemical orphysical residues.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 10/37Dr. M. Hrairi 10
Step 1 – Pre-cleaning
In the aerospace industry, a high proportion of aluminum alloycomponents have a high-resistance paint coating, and adhesion isimproved by the application of a chromating or anodized layer.
If this paint has to be removed during overhaul , methods should beused which leave the surface suitable for subsequent penetrant testing.
Usually, blasting methods are used, nowadays with lignocellulosespowder, or with materials derived from fruit stones (plum, walnut,almond, hazel-nut, etc.).
It has been found that both the precise nature of the material and the blasting pressure are critical.
Loss of flaw sensitivity is probable if the blasting pressure is greater
than 1. 7 bar on aluminum alloy components of hardness 160 VPN orless, and a light chemical etch is recommended to render the surfacereceptive to penetrant inspection.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 11/37Dr. M. Hrairi 11
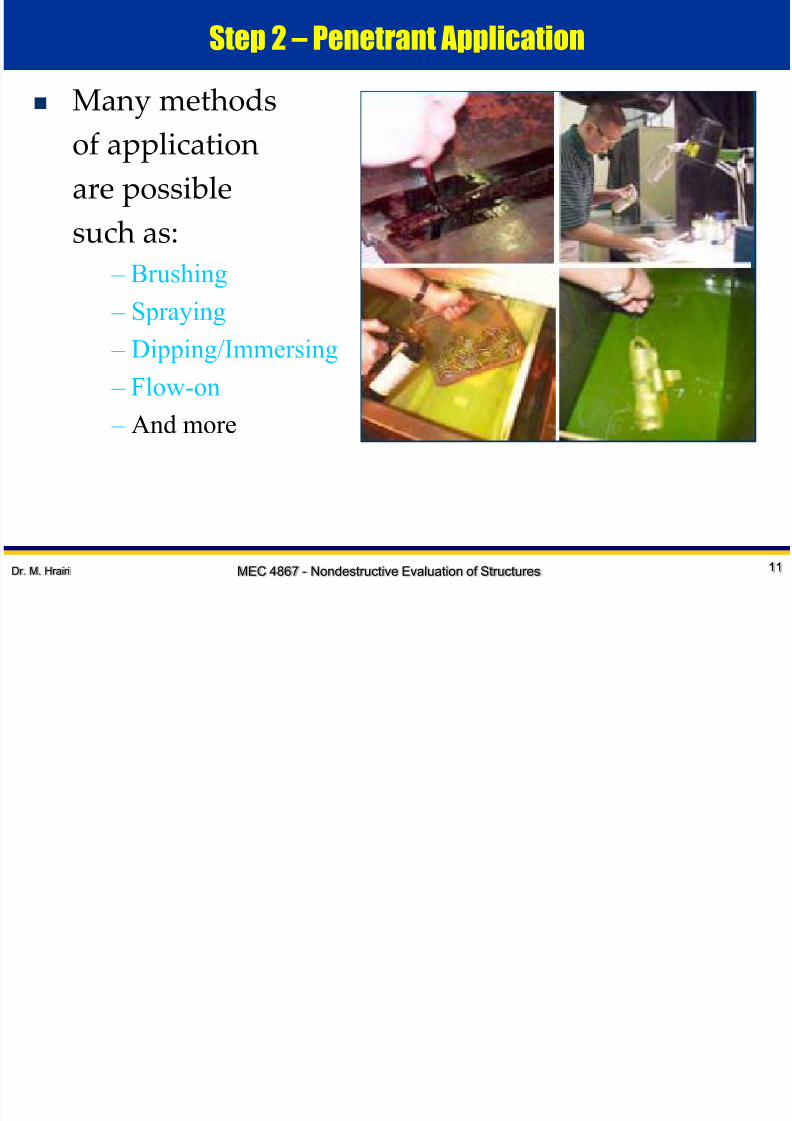
Step 2 – Penetrant Application
Many methods
of applicationare possible
such as:
– Brushing
– Spraying
– Dipping/Immersing
– Flow-on
– And more
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 12/37
Dr. M. Hrairi 12
Dwell Time
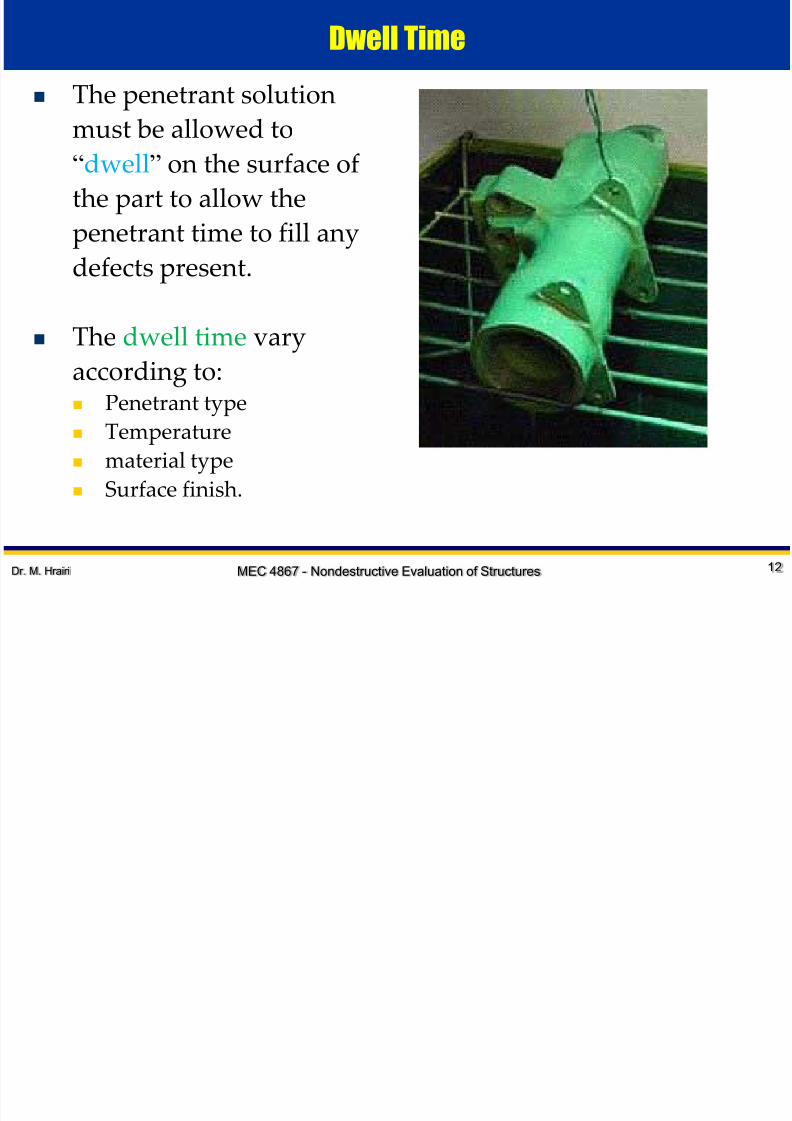
The penetrant solution
must be allowed to“dwell” on the surface of
the part to allow the
penetrant time to fill any
defects present.
The dwell time vary
according to:
Penetrant type Temperature
material type
Surface finish.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 13/37
Dr. M. Hrairi 13
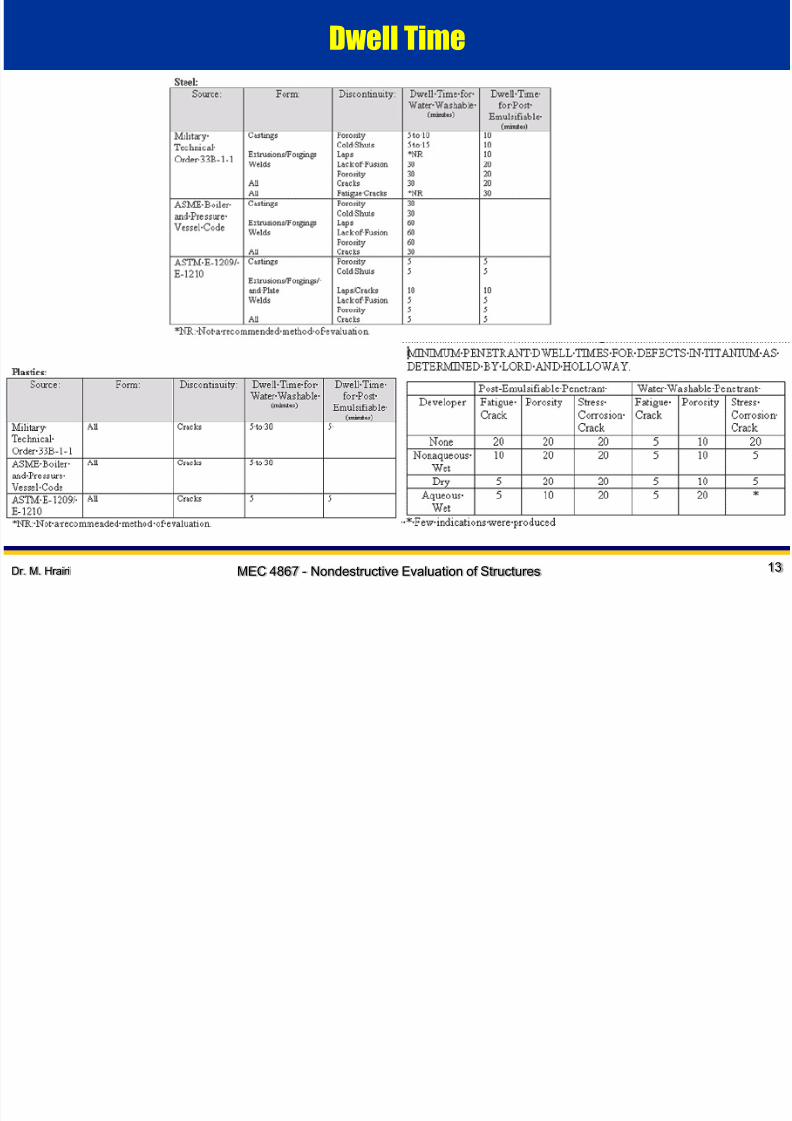
Dwell Time
MEC 4867 - Nondestructive Evaluation of Structures

7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 14/37
Dr. M. Hrairi 14
Step 3 – Excess Penetrant Removal
The removal technique depends upon the type of
penetrant used, as stated earlier… – Water Washable
– Solvent Removable
– Post Emulsifiable
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 15/37
Dr. M. Hrairi 15
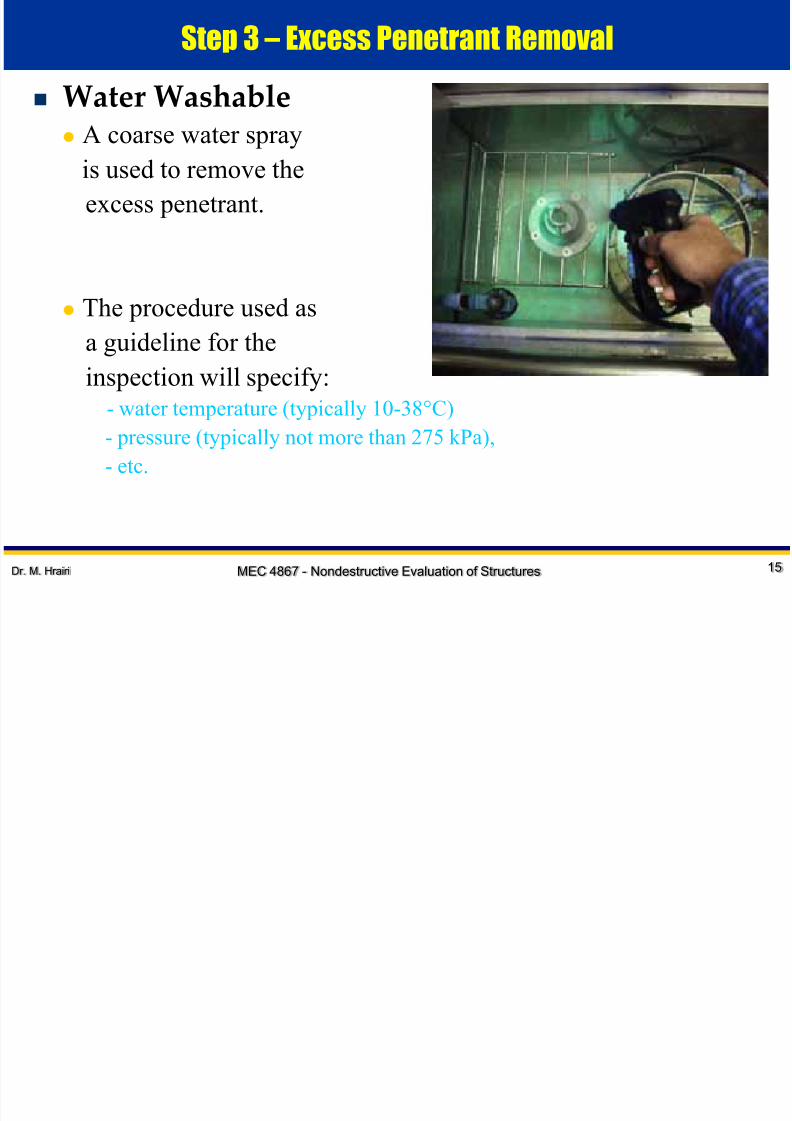
Step 3 – Excess Penetrant Removal
Water Washable
A coarse water sprayis used to remove the
excess penetrant.
The procedure used as
a guideline for the
inspection will specify:
- water temperature (typically 10-38°C)
- pressure (typically not more than 275 kPa),
- etc.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 16/37
Dr. M. Hrairi 16
Step 3 – Excess Penetrant Removal
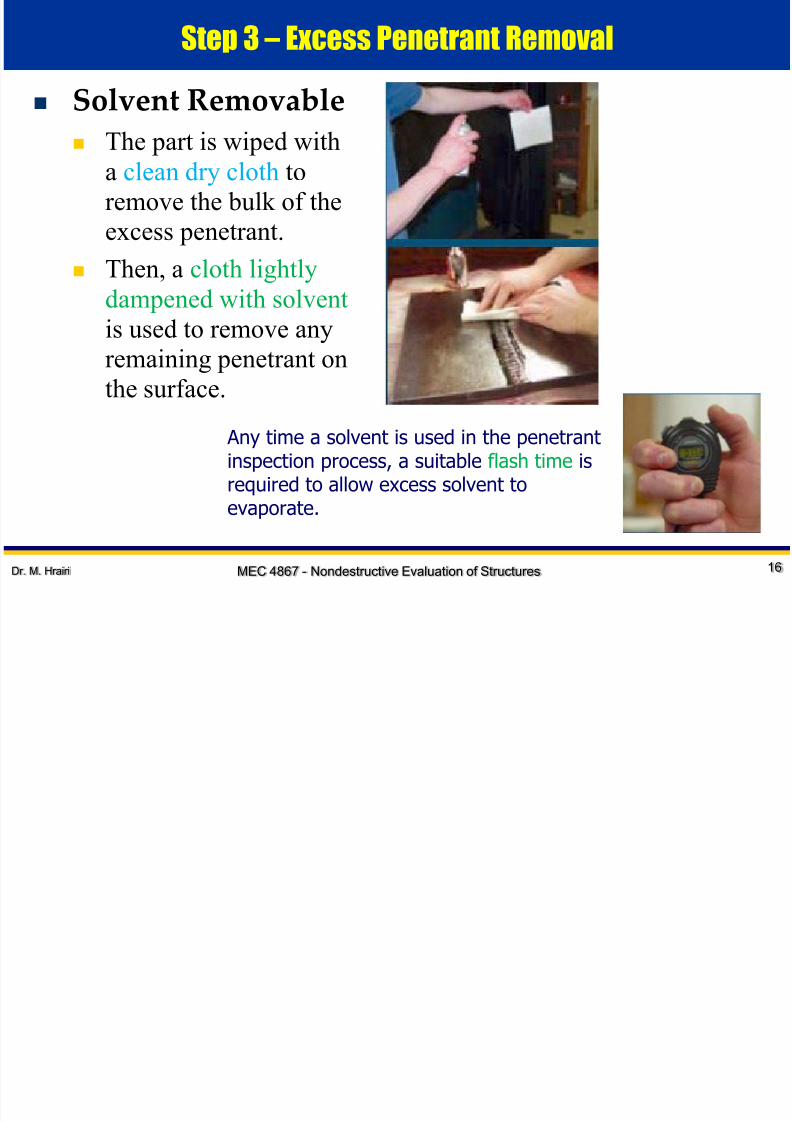
Solvent Removable
The part is wiped witha clean dry cloth toremove the bulk of theexcess penetrant.
Then, a cloth lightlydampened with solvent
is used to remove anyremaining penetrant on
the surface.
Any time a solvent is used in the penetrantinspection process, a suitable flash time isrequired to allow excess solvent toevaporate.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 17/37
Dr. M. Hrairi 17
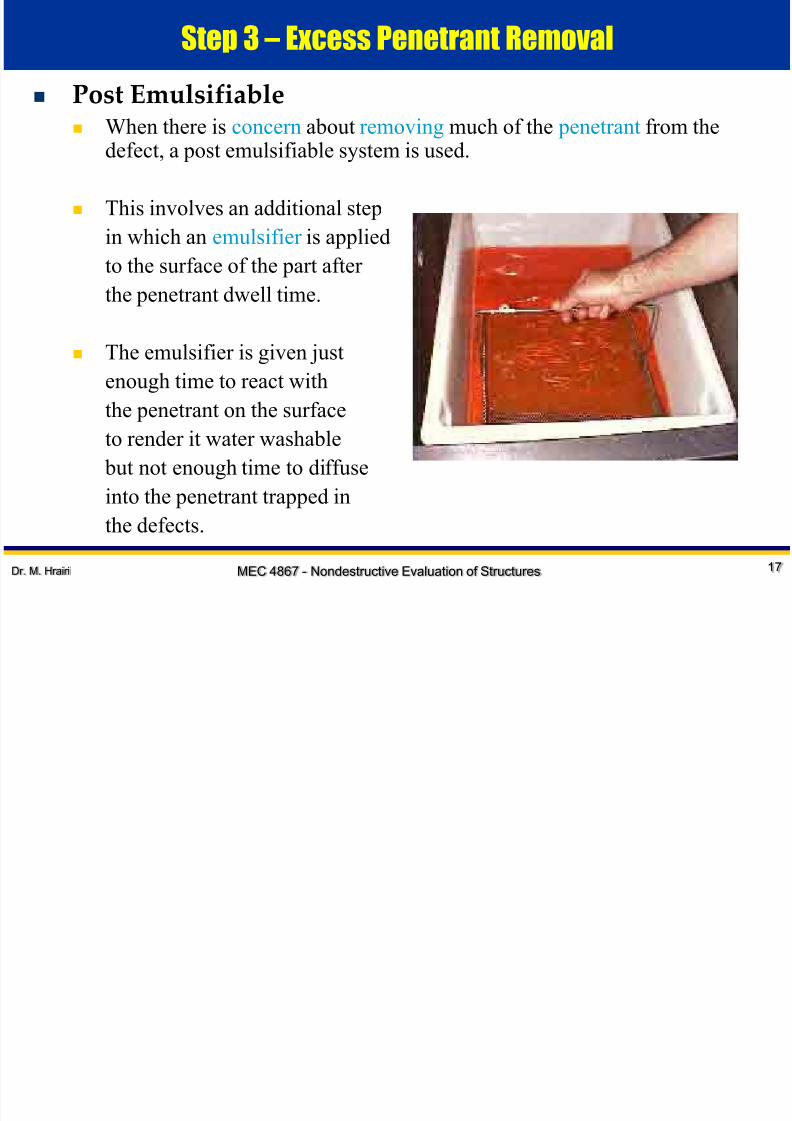
Step 3 – Excess Penetrant Removal
Post Emulsifiable When there is concern about removing much of the penetrant from the
defect, a post emulsifiable system is used.
This involves an additional step
in which an emulsifier is applied
to the surface of the part after
the penetrant dwell time.
The emulsifier is given just
enough time to react with
the penetrant on the surfaceto render it water washable
but not enough time to diffuse
into the penetrant trapped in
the defects.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 18/37
Dr. M. Hrairi 18
Step 4 – Developer Application
The method of developer application is dependent on the
type of developer used. Dwell time for developer should be similar to the
penetrant one. It needs to be determined in each case(minimum time is 10 min).
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 19/37
Dr. M. Hrairi 19
Step 4 – Developer Application
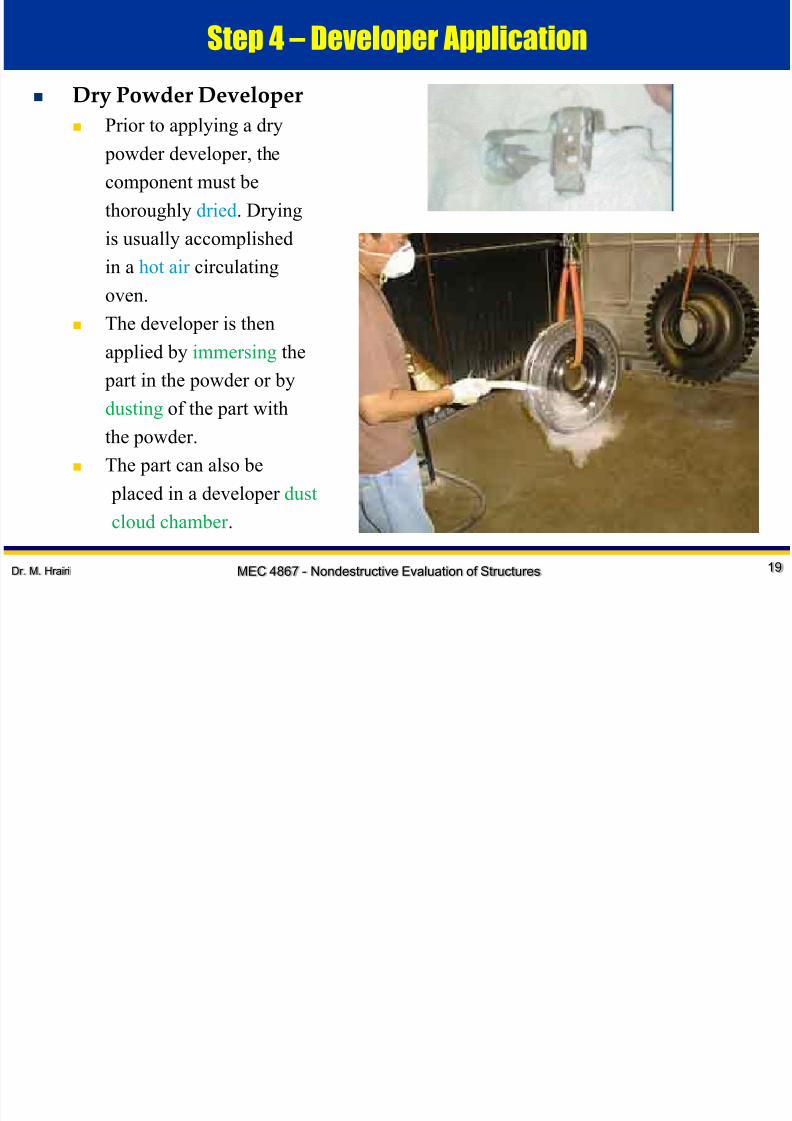
Dry Powder Developer
Prior to applying a dry
powder developer, the
component must be
thoroughly dried. Drying
is usually accomplished
in a hot air circulating
oven.
The developer is then
applied by immersing the
part in the powder or by
dusting of the part withthe powder.
The part can also be
placed in a developer dust
cloud chamber .
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 20/37
Dr. M. Hrairi 20
Step 4 – Developer Application
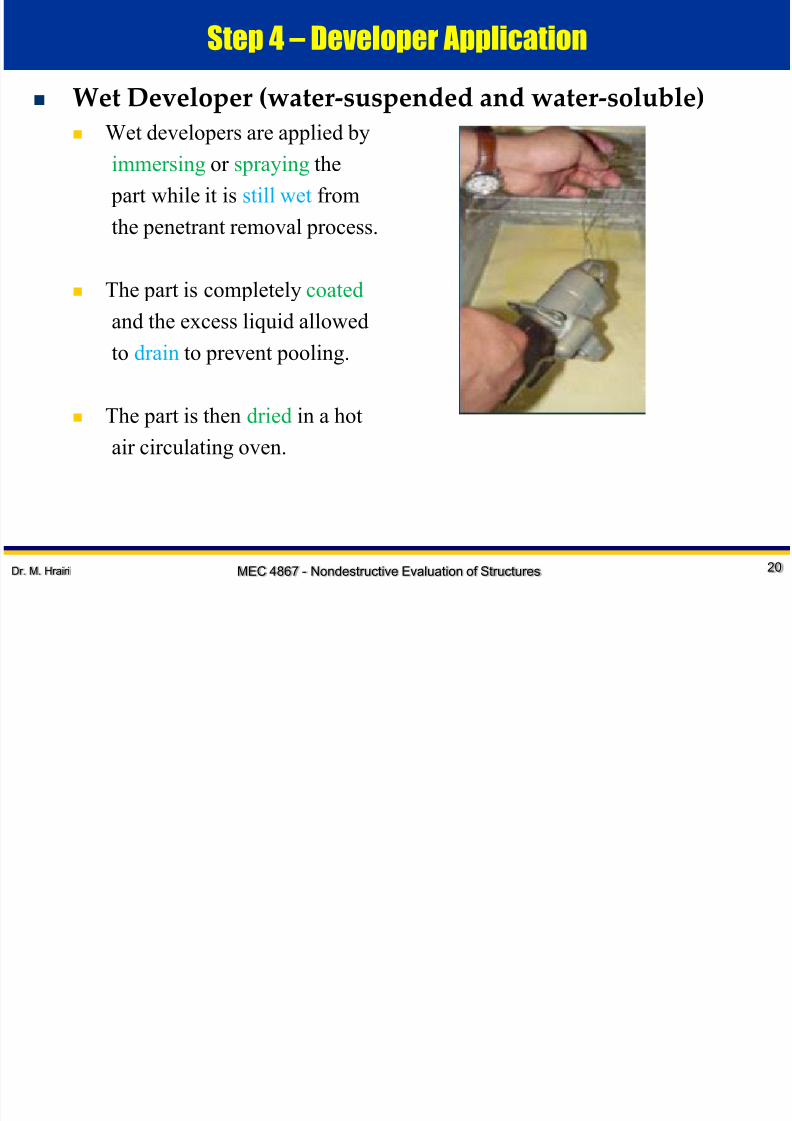
Wet Developer (water-suspended and water-soluble)
Wet developers are applied byimmersing or spraying the
part while it is still wet from
the penetrant removal process.
The part is completely coated
and the excess liquid allowed
to drain to prevent pooling.
The part is then dried in a hotair circulating oven.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 21/37
Dr. M. Hrairi 21
Step 4 – Developer Application
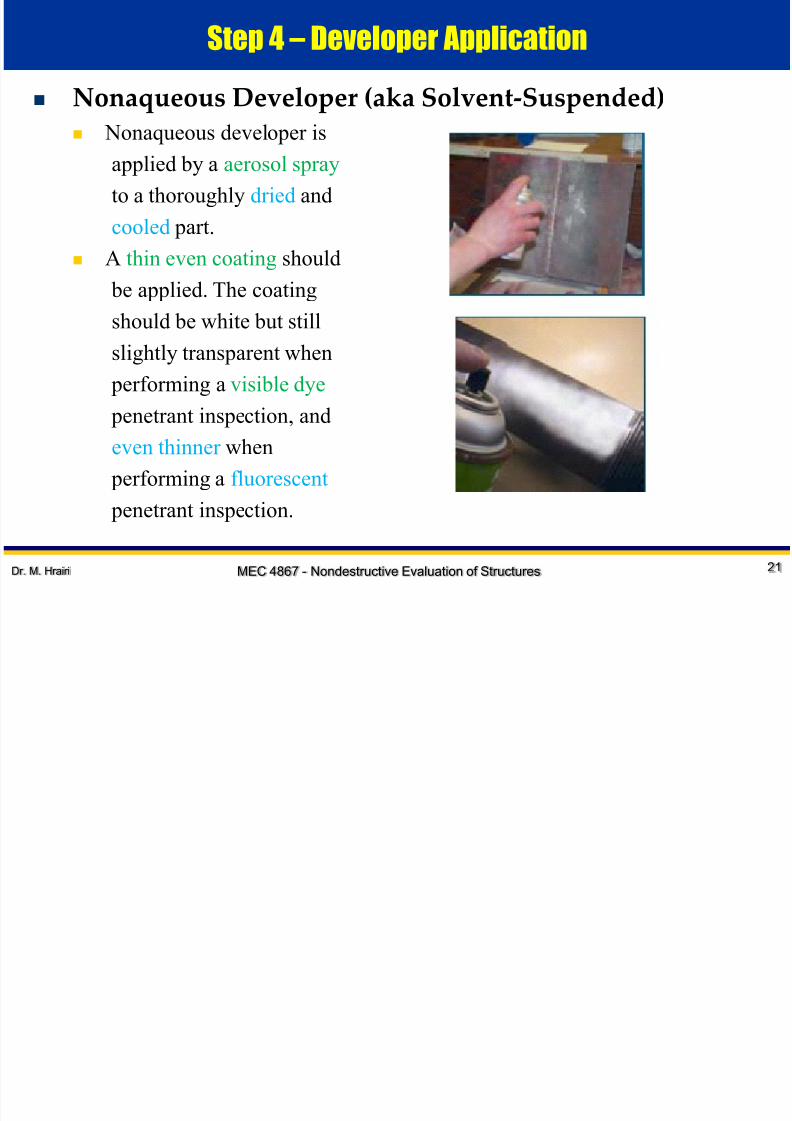
Nonaqueous Developer (aka Solvent-Suspended)
Nonaqueous developer isapplied by a aerosol spray
to a thoroughly dried and
cooled part.
A thin even coating should
be applied. The coating
should be white but still
slightly transparent when
performing a visible dye
penetrant inspection, andeven thinner when
performing a fluorescent
penetrant inspection.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 22/37
Dr. M. Hrairi 22
Step 5 – Inspection/Evaluation
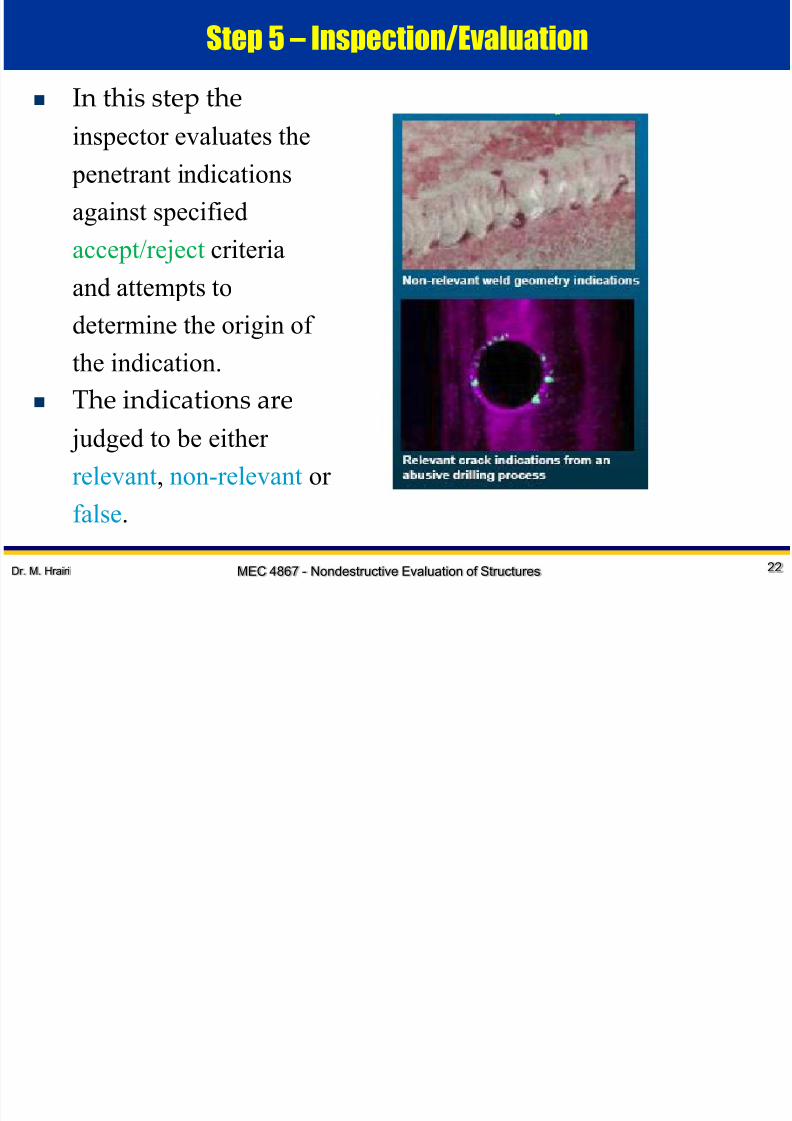
In this step the
inspector evaluates the penetrant indications
against specified
accept/reject criteria
and attempts to
determine the origin of
the indication.
The indications are
judged to be either
relevant, non-relevant or
false.
MEC 4867 - Nondestructive Evaluation of Structures

7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 23/37
Dr. M. Hrairi 23
Step 5 – Inspection/Evaluation
A very important
step of evaluation isto document findings
on an inspection
report form or other
record keeping form.
This may be
supported with
drawings or photos
of indications, etc.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 24/37
Dr. M. Hrairi 24
Step 5 – Inspection/Evaluation
Indication interpretation is dependent on inspector
False, Nonrelevant and True indications False indications can arise from poor cleaning, presence of
lint, dirt, handling, contamination, etc.
Nonrelevant indications could be due to a fluorescent
background on a rough surface repeat PT in such case. True indications are of 3 general types:
Continuous lines : cracks, cold shuts, forging laps, scratches
Broken lines : continuous lines becomes partially closed by working such
as grinding, peening, forging, machining.
Small round holes : general porosity, gas holes, pinholes, very large grains
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 25/37
Dr. M. Hrairi 25
Step 6 – Post-cleaning
The final step in the
penetrant inspection process is to thoroughly
clean the part that has
been tested to remove all
penetrant processing
materials.
The residual materials
could possibly affect the
performance of the part or
affect its visual appeal.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 26/37
Dr. M. Hrairi 26
Viewing and Recording
In most penetrant inspection, the indications are viewed by eye.
With color contrast materials, very good lighting should be used (500lux minimum) on the specimen surface.
With UV light, it should be in the UV(A) band (315-400 nm), with aminimum of 50 lux.
Recently, attempts have been made to automate the viewing process.
The specimen is manipulated by a robotic handler, is 'seen' by a closed-circuit television (CCTV) camera, and the output signal is digitized.
Computer programs for this type of procedure are quite feasible. It isalso possible to program a computer to recognize and ignore some
types of spurious indication.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 27/37
Dr. M. Hrairi 27
Viewing and Recording
Penetrant indications can obviously be photographed, orvideo-recorded with a CCTV camera.
As with magnetic indications, with specialized methods, afluorescent indication can be photographed to retain someidentifying background.
The dry indication can be lifted off the surface withtransparent adhesive tape, or a replica can be made of thesurface with replica-transfer-coating (RTC).
This is a resin in a volatile solvent, with a white pigmentand a silicone de-bonding agent.
RTC is applied instead of developer, by aerosol spray, andallowed to dry. After drying, the edges are trimmed with aknife and the replica peeled off.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 28/37
Dr. M. Hrairi 28
Applications
Penetrant testing is used on a wide range of materials,
including all metals and alloys as well as certain ceramicsand plastics.
PT can also be carried out successfully on nonmetallicsurfaces: glass, plastics: teflon and nylon, rubber after
compatibility testing. PT is somewhat limited when examining very porous
objects.
PT is not applicable to subsurface cracks.
Finest cracks that can be determined using PT have beenestimated to be about 5 μm wide by 10 μm deep (dependson penetrant/developer system).
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 29/37
Dr. M. Hrairi 29
Applications
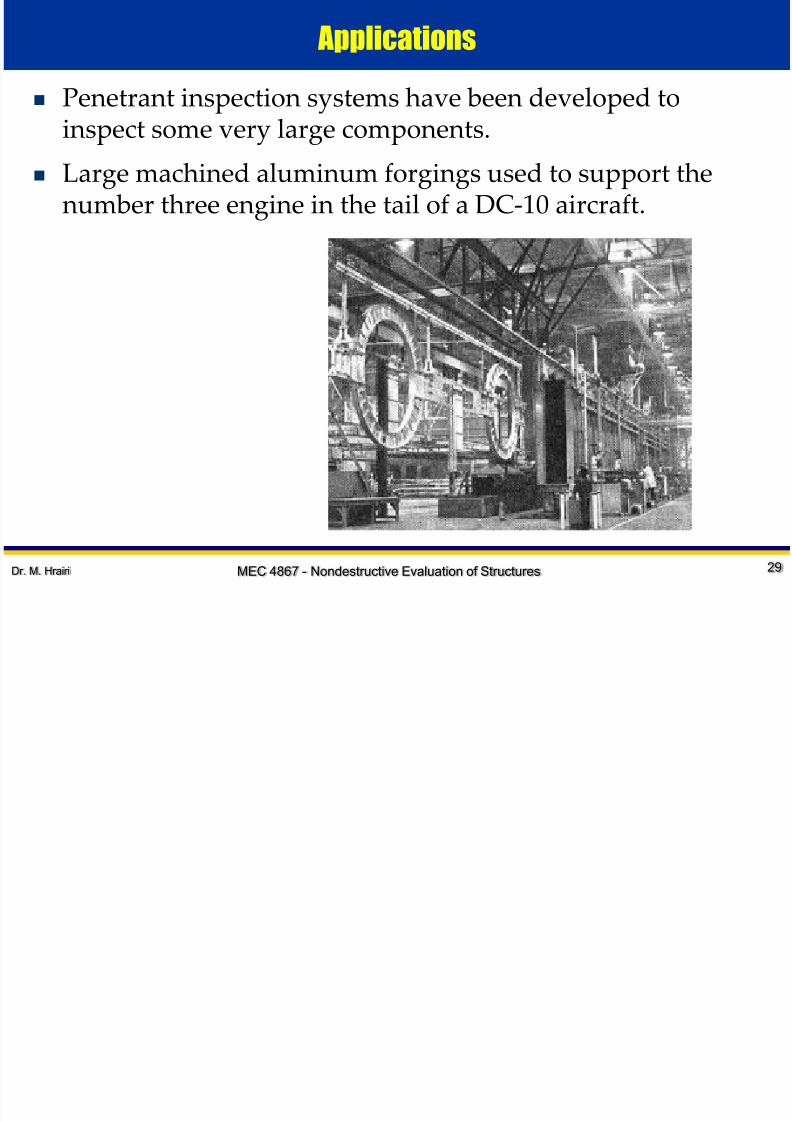
Penetrant inspection systems have been developed to
inspect some very large components. Large machined aluminum forgings used to support the
number three engine in the tail of a DC-10 aircraft.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 30/37
Dr. M. Hrairi 30
Applications
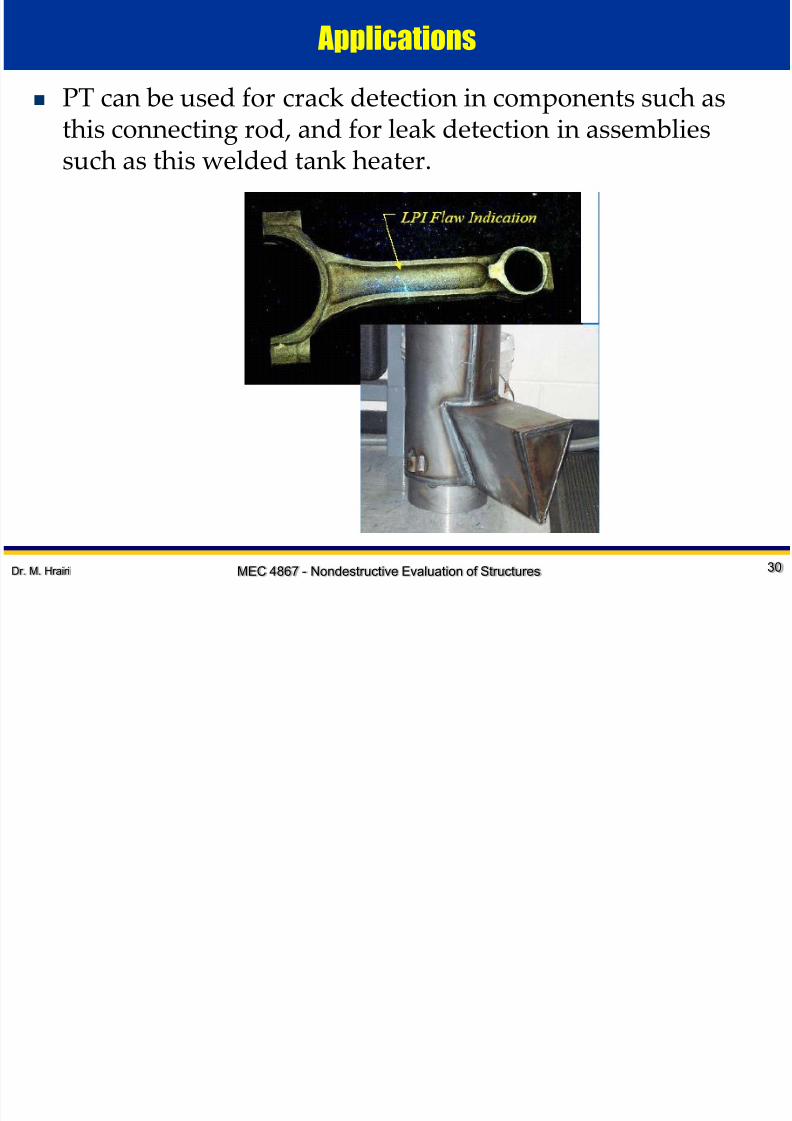
PT can be used for crack detection in components such as
this connecting rod, and for leak detection in assembliessuch as this welded tank heater.
MEC 4867 - Nondestructive Evaluation of Structures

7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 31/37
Dr. M. Hrairi 31
Applications
For small components, for production inspection, it is often
automated, with a series of tanks and an inspection boothwith mechanized handling, timing, solution agitation, etc.
The critical factors are the cleaning process and theavoidance of contamination of all solutions.
Penetrants are occasionally used as a form of leak detector, by applying penetrant to one side of a specimen and adeveloping agent to the other side, but the overwhelminguse is for crack detection on non-ferrous specimens.
MEC 4867 - Nondestructive Evaluation of Structures

7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 32/37
Dr. M. Hrairi 32
Safety Precautions
Many of the materials used in penetrant flaw detection are
a potential fire hazard and some can be toxic. Suitable safety precautions need to be taken on any
inspection installation.
If ultraviolet light is used for the inspection of fluorescent
indications, this also can be a hazard.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 33/37
Dr. M. Hrairi 33
Advantages of Penetrant Flaw Detection
Relative ease of use.
Can be used on a wide range of material types. Large areas or large volumes of parts/materials can be
inspected rapidly and at low cost.
Parts with complex geometries are routinely inspected.
Indications are produced directly on surface of the partproviding a visual image of the discontinuity.
Initial equipment investment is low.
Aerosol spray cans can make equipment very portable.
MEC 4867 - Nondestructive Evaluation of Structures

7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 34/37
Dr. M. Hrairi 34
Limitations of Penetrant Flaw Detection
Only detects surface breaking defects.
Requires relatively smooth nonporous material. Pre-cleaning is critical. Contaminants can mask defects.
Requires multiple operations under controlled conditions.
Chemical handling precautions necessary (toxicity, fire,waste).
Metal smearing from machining, grinding and otheroperations inhibits detection. Materials may need to be
etched prior to inspection. Post cleaning is necessary to remove chemicals.
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 35/37
Dr. M. Hrairi 35
Project Discussion
MEC 4867 - Nondestructive Evaluation of Structures
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 36/37
Next Topics
Magnetic Particle Testing
7/21/2019 Liquid Penetrant Testing lecture 2
http://slidepdf.com/reader/full/liquid-penetrant-testing-lecture-2 37/37
urther Readings
Handouts
– Liquid penetrant
“…verily god will never change the condition of a people until
they change what is in themselves…”
al qur’an
3:
فسہم
بأ
روا يغ
ى ح
م
بق
ر يغ
ٱل
إن