list of annexures sr. no. name of annexure of annexures sr. no. name of annexure i list of products...
TRANSCRIPT

LIST OF ANNEXURES
SR. NO. NAME OF ANNEXURE
I List of products with their production capacity
II Layout Map of the Plant
III Brief Manufacturing Process Description with Chemical and Mass Balance
IV Details of Water Consumption Wastewater Generation
V Effluent Treatment Scheme
VI Details of Hazardous /Solid Waste Generation, Handling and Disposal
VII Details of Air pollution Control System (Stack & Vent)
VIII Details of Hazardous Chemicals Storage & Handling
IX Socio-economic Impacts
X Proposed Terms of Reference for EIA studies

ANNEXURE – I
A- LIST OF PRODUCTS WITH THEIR PRODUCTION CAPACITY
No. Product Product Capacity
1 N-BOC-3-Piperidone
25 MT/Month
2 1,2-Dibromotetrachloroethane
3 1,4-BENZODIOXANE METHANOL
4 1,4-Dioxaspiro(4,5)Decan-8-One
5 1,5-Diphenyl-1,4-pentadien-3-one
6 1,2,5,6-Di-O-Isopropylidene-D-Mannitol
7 1-benzyl-3-piperidone
8 1-Pyrrolidinecarbodithioic acid, ammonium salt
9 2-(3-Chloropropyl)-2-(4-fluorophenyl)-1,3-dioxolane
10 2,2,6,6-Tetramethyl-3,5-heptanedione
11 2,2-Bithiophene
12 2,3-benzofurane
13 2,5-Bis(chloromethyl)-p-xylene
14 2-Acetylcyclohexanone
15 2-aminopyrazine
16 2-bromo-p-xylene
17 2-Iodoethanol, stabilized with copper
18 2-Methoxyhydroquinone
19 2-Quinolinecarboxaldehyde
20 3,3,5,5-Tetramethylcyclohexanone
21 3,5-Pyrazoledicarboxylic acid monohydrate,
22 3-hydroxy-1,2,3,4-tetrahydrofuran
23 4,4'-Di-tert.-butylbiphenyl
24 4,6-Diamino-2-mercaptopyrimidine, hydrate
25 4-Biphenylcarbonyl chloride
26 4-Cyano-4-phenylpiperidine hydrochloride
27 4-quinoline carboxaldehyde
28 4-tert.-Butylcalix(4)arene-tetraacetic acid tetraethyl ester
29 5,6-dimethoxy indanone
30 burgess regent
31 alpha methylglutaric acid
32 Methylthiazolyldiphenyl-tetrazolium bromide
33 dipropyl pthalate
34 copolymer methylstyrene-chloroacrylate
35 bENZETHONIUM CHLORIDE
36 DIPHENYL IODONIUM NITARTE
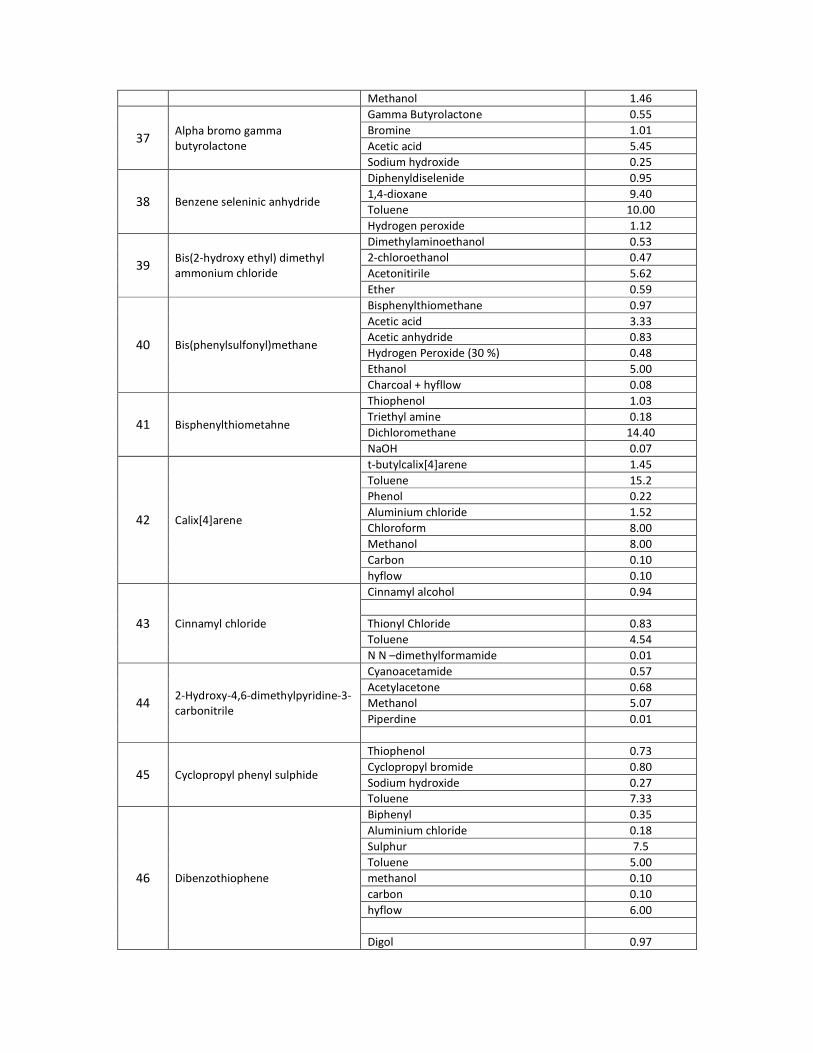
37 a-Bromo-g-butyrolactone,
38 Benzeneseleninic anhydride
39 Bis(2-hydroxyethyl)dimethylammonium chloride

40 Bis(phenylsulfonyl)Methane
41 Bis(Phenylthio)methane
42 Calix-4-Arene
43 Cinnamyl chloride
44 Cyano-4,6-dimethyl-2-hydroxypyridine
45 cyclopropylphenylsulphide
46 DibenzothiophenE
47 Diglycolic anhydride
48 Diphenyl ditelluride
49 Diphosphorus tetraiodide
50 1,1-dimethoxy cyclohexanone
51 L-(-)-a-Amino-g-butyrolactone hydrobromide
52 l-methionine sulphone methyl ester
53 Methyl Glycolate
54 methyl-3-hydroxybutanoate
55 Methysulfuric acid sodium salt
56 N,N-Dimethylphenylenediamine dihydrochloride
57 N-Aminorhodanine
58 N-boc-3-pyrrolidinone
59 N-BOC-trans-4-hydroxy-L-proline methyl ester
60 nitro phenylselenocyanate
61 Nonyl amine
62 N-tertbutoxy carbonylethylenediamine
63 Phenyl Selenyl Bromide
64 Phenyltrimethylammonium tribromide
65 Phthalan 496-14-0
66 Potassium selenocyanate
67 S(+) -2-OCTANOL
68 S,S -2,5-HEXANEDIOL
69 Tetrahydrothiopyran-4-one
70 Trans-2-Phenylcyclopropane-1-carboxylic acid
71 Triisopropanolamine cyclic borate 101-00-8
72 Tropinone
73 2-amino-5-chlorobenzenesulphonic acid
74 4-Methyl-2-pipecolic acid acid HCL
75 N-Methylhydrazinecarboximidamide hydroiodide
76 Tetraphenylcyclopentadienone
77 4,6-dimethylpyrimidine
78 2-chlro-3,4-dimethoxy benzaldehyde
79 N,N-dimethyl Sulfomoyl chloride
80 3-acetamido-6-methoxybenzene sulfonyl chloride

B- LIST OF BY- PRODUCT
No. By-Product Capacity (MT/Month)
1 Aluminium Chloride 83
2 Hydrogen Bromide 15
3 Dilute Hydrochloric Acid 13
4 Sodium Acetate 16
5 Sodium Bromide 17
6 Potasium Chloride 21
7 Sodium Iodide 36
8 Sodium Sulphite 25
C- LIST OF RAW MATERIALS
Sr.
No. Product Raw Material
Quantity Per MT
1. N-BOC -3-pieridone 1-bnenzyl-3-piperidone 0.94
Methanol 9.49
Pd/C 0.04
DiBOC 1.09
THF 4.02
Sodium bicarbonate 0.42
HCl 0.62
Charcoal 0.05
Hyflow 0.05
2. 1,2-Dibromotetrachloroethane
Tetrachloroethane 0.53
Bromine 1.01
Ethyl alcohol 1.58
Sodium hydroxide 0.25
3. 1,4-benzodioxane methanol
Catachol 0.67
Epichlorohydrine 0.45
Sodium Hydroxide 0.27
Dichloromethane 2.67
Toluene 1.33
4. 1,4-dioxaspiro[4.5]decane
1,4-cyclohexane dione 0.65
Ethylene glycol 0.36
Toluene 4.53
Isopropyl alcohol 2.03
Resin 0.05
5. 1,5-Diphenyl-1,4-pentadien-3-
one
Benzaldehyde 0.98
Acetone 0.27
Methanol 5.56
Sodium hydroxide 0.19
Ethyl acetate 2.31

Charcoal 0.09
Hyflow 0.09
6.
Di-O-Isopropylidene-1,2;5,6-D-
mannitol (Diacetone-D-
mannitol).-
D-Mannitol 0.73
Acetone 1.08
Zinc chloride 0.79
Ether 1.05
charcoal 0.44
Hyflow 0.43
D-Mannitol 0.73
7. 1-Benzyl -3-Piperidone
N-Benzylglycine ethyl ester 2.36
Ethyl 4-chlorobutyrate 1.97
Sodium carbonate 1.56
Toluene 23.06
Potassium iodide 4.34
Sodium ethoxide, powder 0.81
Hydrochloric acid, c.p. 3.78
Ammoniumhydroxide, c.p. 3.72
Acetone 0.88
Hydrochloric acid in IPA 5.9N 1.70
Carbon 0.1
hyflow 0.1
8. 1-Pyrrolidinecarbothioic acid,
ammonium salt
Carbon disulfide 0.47
Pyrrolidine 0.44
Methanol 4.63
Ammonia-25 % 0.79
Petroleum ether 1.23
carbon 0.03
Hyflow 0.03
9.
2-(3-Chloropropyl)-2-(4-
fluorophenyl)-1,3-dioxolane
Fluorobenzene 0.43
4-chlorobutonyl chloride 0.54
Aluminium chloride 0.59
Dichloromethane 3.33
Ethylene glycol 0.28
Trimethyl orthoformate 0.47
Toluene 3.56
p-toluenesulphonic acid 0.06
Carbon + hyflow 0.09
10. 2,2,6,6-Tetramethyl-3,5-
heptanedione
sodium hydride 0.16
1,2-dimethoxy ethane 4.36
ethyl pivalate 0.87
3,3-dimethyl butanone 0.67

sulfuric acid 0.66
sodium hydroxide 0.27
Hexane 6.71
Charcoal 0.07
Hyflow 0.07
11 2,2-bithiophene
2-bromothiophene 1.05
Magnesium 0.15
Tetrahydrofurane 15.48
Ni catalyst 0.01
Diethyl ether 3.23
Ethanol 2.58
12 2,3-Benzofuran
2-hydroxy benzaldehyde 1.03 Chloroacetic acid 0.80 Sodium hydroxide 0.34 Acetic acid 3.39 Acetic anhydride 3.39 Carbon 0.08 hyflow 0.08
13 2,5-Bis(chloromethyl)-p-xylene
p-Xylene 0.57 Toluene 3.01 HCl Gas 0.38 paraformaldehyde 0.32
14 2-Acetyl Cyclohexanone
cyclohexanone 0.70 Pyrrolidine 0.51 Toluene 3.57 Acetic anhydride 0.73
15 2-Aminopyrazine
2-chloropyrazine 1.39 Ammonia gas 0.45 Methanol 10.67 Ethylacetate 6.67 carbon 0.13 Hyflow 0.13
16 2-Bromo-p-xylene
p-Xylene 1.86 Bromine 0.94 Ferric chloride 0.01
17 2-Iodoethanol
Sodium iodide 0.97 2-chloroethanol 0.52 Acetone 5.22
18 2-Methoxy hydroquinone
Vaniline 1.19 Hydrogen peroxide 0.27 Sodium hydroxide 0.31 Hydrochloric acid 0.94 Ethyl acetate 10.94 Toluene 5.47 Carbon 0.08 Hyflow 0.08
19 2-Quinoline carboxaldehyde
Quinaldine 0.91
1,4-dioxane 4
Selenious acid 1.414
Carbon 0.04

hyflow 0.04
20
3,3,5,5 tetramethylcyclohexanone Methyl Mganesium bromide 0.85
Ether 8.5
Isophorone 0.9858
Hydrochloric Acid 0.3928
Cuprous Acetate 0.0108
21 3,5-Pyrazoledicarboxylic acid
Acetyl acetone 0.7246
Sodium hydroxide 0.2899
Hydrazine sulphate 0.942
Hydrogen peroxide 0.3261
acetone 2.1739
Carbon+hyflow 0.1449
22 3-hydroxy-1,2,3,4-tetrahydro
Furan
1,2,4-trihydroxybutane 1.3086
p-tolune sulphonic acid 0.0124
23 4,4′-Di-tert-butylbiphenyl
Biphenyl 0.77
Nitromethane 7.69
Aluminium chloride 0.42
Hexane 5
Tert-butyl chloride 0.47
24 4,6-Diamino-2-
mercaptopyrimidine,hemihydrate
Thiourea 0.5352
Malanonitrile 0.4648
Sodium methoxide 0.38032
Methanol 5.35212
Acetone 3.52112
Hydrochloric acid 0.85212
Carbon+Hyflow 0.0704
25 Biphenyl-4-carbonyl chloride Thionyl chloride 1.194
N.N-Dimethyl formamide 0.0074
26 4-Cyano-4-phenylpiperidine HCl
N-(2-hydroxyethyl)-N-
benzylmethylamine 0.8784
chloroform 9.45952
Thionyl chloride 1.08112
Sodium sulphate 0.045
Benzyl cyanide 0.527
Sodium hydroxide 0.3604
Toluene 4.955
Acetone 3.1532
Isopropanol 9.009
Pd/C 0.045
Dichloromethane 9.009
Hydrogen 0.1802
Hydrochloric acid 0.545
Carbon 0.045
Hyflow 0.045
27 4-Quinoline carboxaldehyde
lepidine 0.91
1,4-dioxane 4
Selenious acid 1.414
Carbon 0.04
hyflow 0.04
28 4-tert-Butylcalix[4]arene-
tetraacetic acid tetraethyl ester
p-tert butyl phenol 0.715
Formaldehyde 0.129
Bromo ethyl acetate 0.719
Potassium carbonate 0.594
Toluene 6.4

Acetone 8
Ethanol 7.5
Diphenyl ether 6.4
carbon 0.1
hyflow 0.1
29 5,6-dimethoxy-1-indanone
5,6-dimethoxy benzaldehyde 0.96
Malonic acid 0.60
Pyridine 3.22
Methanol 11.62
Pd/C 0.058
Dichloromethane 10.46
Aluminium chloride 0.31
Ethylacetate 6.98
Carbon 0.058
Hyflow 0.12
30 Burgess reagent
Chlorosulfonylisocyanate 0.63
Methanol 0.14
Toluene 2.22
Triethylamine 0.45
31 2-Methylglutaric acid
Dimethylmalonate 0.98
Methylmethacrylate 0.74
Sodium methoxide 0.4
Hydrochloric acid 0.74
Methanol 8.89
Charcoal/Hyflow 0.07
32 Methylthiazolyldiphenyl-
tetrazolium bromide
Methylethylketone 0.18
Bromine 0.40
Thiourea 0.19
Ethylene dichloride 1.83
Benzaldehydephenyl hydrazine 0.50
Methanol 1.91
33 Dipropyl phthalate
Phthalic anhydride 0.62
2-propanol 0.50
Toluene 3.57
p-Toluenesulphonic acid 0.01
34 CopolymerMethyl
styreneChloroacrylate
Alphamethyl chloroacrylate 0.50
Alphamethyl styrene 0.50
Methanol 5.04
AIBN 0.01
Water (for Washing) 4.10
35 Benzethonium chloride
Digol 0.25
Thionyl Chloride 0.56
P-tert octyl phenol 0.48
Hexane 1.76
Dimethylamine 0.11
Methanol 2.35
Benzyl chloride 0.30
Methylethylketone 1.88
Charcoal+hyflow 0.06
36 Diphenyl iododonim nitrate
Benzene 0.23
Sodium iodate 0.58
Sodium nitrite 0.25
Acetic acid 1.31
Acetic anhydride 0.35
Methanol 1.46
37 Alpha bromo gamma
butyrolactone
Gamma Butyrolactone 0.55
Bromine 1.01
Acetic acid 5.45
Sodium hydroxide 0.25
38 Benzene seleninic anhydride
Diphenyldiselenide 0.95
1,4-dioxane 9.40
Toluene 10.00
Hydrogen peroxide 1.12
39 Bis(2-hydroxy ethyl) dimethyl
ammonium chloride
Dimethylaminoethanol 0.53
2-chloroethanol 0.47
Acetonitirile 5.62
Ether 0.59
40 Bis(phenylsulfonyl)methane
Bisphenylthiomethane 0.97
Acetic acid 3.33
Acetic anhydride 0.83
Hydrogen Peroxide (30 %) 0.48
Ethanol 5.00
Charcoal + hyfllow 0.08
41 Bisphenylthiometahne
Thiophenol 1.03
Triethyl amine 0.18
Dichloromethane 14.40
NaOH 0.07
42 Calix[4]arene
t-butylcalix[4]arene 1.45
Toluene 15.2
Phenol 0.22
Aluminium chloride 1.52
Chloroform 8.00
Methanol 8.00
Carbon 0.10
hyflow 0.10
43 Cinnamyl chloride
Cinnamyl alcohol 0.94
Thionyl Chloride 0.83
Toluene 4.54
N N –dimethylformamide 0.01
44 2-Hydroxy-4,6-dimethylpyridine-3-
carbonitrile
Cyanoacetamide 0.57
Acetylacetone 0.68
Methanol 5.07
Piperdine 0.01
45 Cyclopropyl phenyl sulphide
Thiophenol 0.73
Cyclopropyl bromide 0.80
Sodium hydroxide 0.27
Toluene 7.33
46 Dibenzothiophene
Biphenyl 0.35
Aluminium chloride 0.18
Sulphur 7.5
Toluene 5.00
methanol 0.10
carbon 0.10
hyflow 6.00
Digol 0.97

60% Nitric Acid 4.59
Acetic Anhydride 6.65
Diisopropyl ether 2.29
Carbon +Hyflow 0.18
48 Diphenylditelluride
Magnesium 0.06
Tetrahydrofurane 4.4
Chlorobenzene 0.27
Diethylether 5.00
Hexane 6.00
Tellurium 0.62
49 Diphosphorus tetraiodide
Iodine 0.94
Phosphorus 0.12
Carbon disulphide 2.70
hexane 0.23
50 1,1-dimethoxy cyclohexan
Cyclohexanone 0.73
P-toluene sulphonic acid 0.01
Trimethyl orthoformate 0.77
51 alpha-amino-gamma-
butyrolactone.HBr
l-methionine 0.90
HBr Gas 0.48
Formic acid 9.03
n-Butanol 3.63
52 l-methionine sulphone methyl
ester
l-methionine 0.85
Thionyl chloride 0.67
Methanol 8.24
Hydrogen peroxide 0.41
Acetic acid 3.41
Ethyl acetate 4.54
Charcoal/hyflow 0.11
53 Methyl glycoltae
Glycolic acid 1.00
Methanol 10.00
2,2-dimethoxy propane 0.68
p-toluenesulphonic acid 0.02
54 Methyl (R)-3-hydroxybutyrate
Methyl acetoacetate 1.07
Isopropyl alcohol 10.74
Enzyme 0.01
Metyl tert butyl ether 5.37
55 Sodium methyl sulfate
Dimethyl suplphate 0.99
Methanol 6.69
Soduym carbonate 0.66
56 N,N-dimethylamine-p-
phenylenedimaine. HCl
p-Nitro Chlorobenzene 0.83
N,N-dimethyl amine 0.24
Dimethyl formamide 8.26
Hydrogen 0.03
Raney Nickel 0.15
Methanol 7.89
Hydrogen chloride gas 0.39
Charcoal+Hyflow 0.05
57 N-Aminorhodanine
Hydrazine hydrate 0.34
Carbon disulphide 0.51
Methanol 3.38
Chloroethyl acetate 0.82
Carbon 0.07
Hyflow 0.07
NaOH 0.27
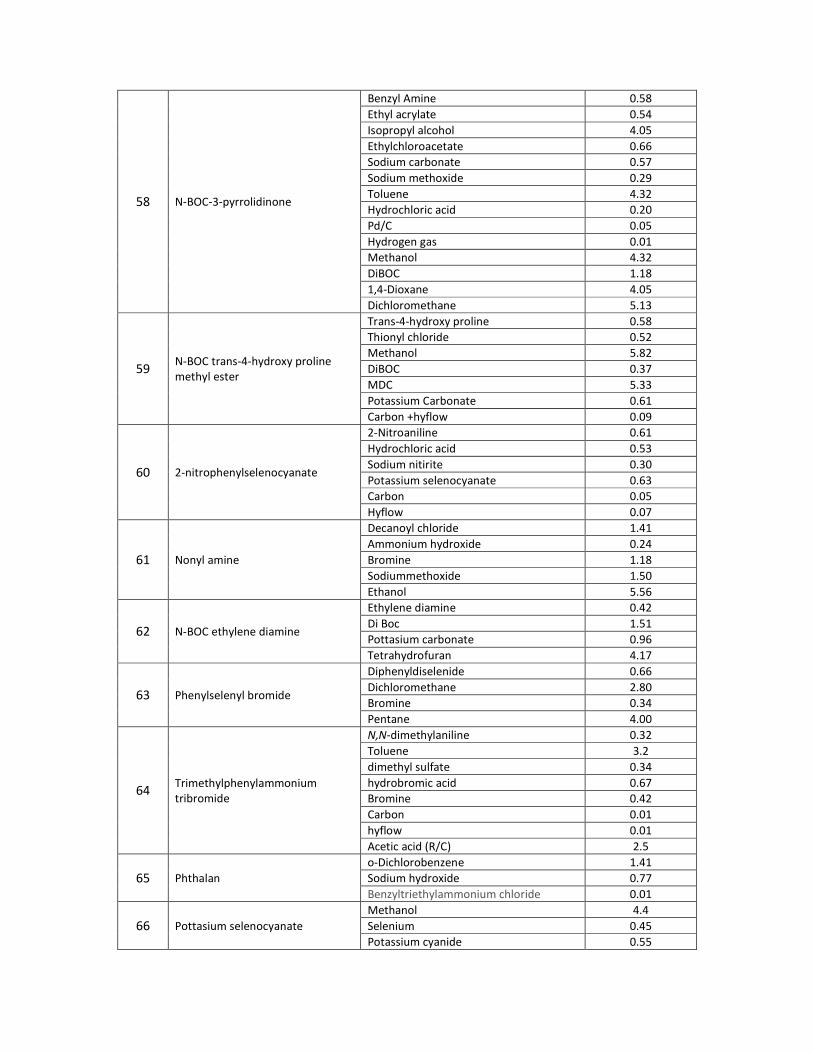
58 N-BOC-3-pyrrolidinone
Benzyl Amine 0.58
Ethyl acrylate 0.54
Isopropyl alcohol 4.05
Ethylchloroacetate 0.66
Sodium carbonate 0.57
Sodium methoxide 0.29
Toluene 4.32
Hydrochloric acid 0.20
Pd/C 0.05
Hydrogen gas 0.01
Methanol 4.32
DiBOC 1.18
1,4-Dioxane 4.05
Dichloromethane 5.13
59 N-BOC trans-4-hydroxy proline
methyl ester
Trans-4-hydroxy proline 0.58
Thionyl chloride 0.52
Methanol 5.82
DiBOC 0.37
MDC 5.33
Potassium Carbonate 0.61
Carbon +hyflow 0.09
60 2-nitrophenylselenocyanate
2-Nitroaniline 0.61
Hydrochloric acid 0.53
Sodium nitirite 0.30
Potassium selenocyanate 0.63
Carbon 0.05
Hyflow 0.07
61 Nonyl amine
Decanoyl chloride 1.41
Ammonium hydroxide 0.24
Bromine 1.18
Sodiummethoxide 1.50
Ethanol 5.56
62 N-BOC ethylene diamine
Ethylene diamine 0.42
Di Boc 1.51
Pottasium carbonate 0.96
Tetrahydrofuran 4.17
63 Phenylselenyl bromide
Diphenyldiselenide 0.66
Dichloromethane 2.80
Bromine 0.34
Pentane 4.00
64 Trimethylphenylammonium
tribromide
N,N-dimethylaniline 0.32
Toluene 3.2
dimethyl sulfate 0.34
hydrobromic acid 0.67
Bromine 0.42
Carbon 0.01
hyflow 0.01
Acetic acid (R/C) 2.5
65 Phthalan
o-Dichlorobenzene 1.41
Sodium hydroxide 0.77
Benzyltriethylammonium chloride 0.01
66 Pottasium selenocyanate
Methanol 4.4
Selenium 0.45
Potassium cyanide 0.55

Carbon 0.05
hyflow 0.05
Methanol 4.4
67 (+)-S-2-Octanol
2- Octanol 1.076
Isopropyl alcohol 10.757
Enzyme 0.01
68 S,S-2,5-Hexanediol
2,5-hexanedione 1.088
Isopropyl alcohol 10.88
Enzyme 0.024
Glucose 0.32
Buffer solution (pH-6.5) 3
N-methylpiperidone 1.0762
Methyl iodide 1.3428
Ether 4.762
Sodium sulphide 0.7428
Hexane 5.7142
Carbon 0.0952
hyflow 0.0952
70 trans-2-cyclopropanecarboxylic
Acid
Cinnmic acid 1.13
Thionyl chloride 0.90
Tert butyl alcohol 0.56
N,N-dimethyl aniline 0.92
Sodium hydride 0.18
Trimethyl sulfoxonium iodide 1.68
Sulfuric acid 0.75
Dichloromethane 11.30
Ether 11.45
Toluene 11.45
Sodium sulphate 0.15
Sodium hydrooxide 0.30
Hyflow +carbon 0.19
71 Triisopropanolamine cyclic borate
Triisopropanolamine 1.01
Boric acid 0.32
Toluene 3.72
Pet ether 3.72
72 Tropinone
2,5-dimethoxy furane 1.02
Hydrochloric acid 0.94
Methyl amine HCl 0.52
Acetone dicarboxylic acid 1.13
Acetic acid 0.47
Sodium hydroxide, 0.31
Dichloromethane 6.20
73 2-amino-5-
chlorobenzenesulphonic acid
P-CHLOROANILINE 0.67
Sulfuric acid 0.96
Calcium hydroxide 0.42
Methanol 4.054
74 4-Methylpipecolic acid .HCl
2-methylpipecol 0.55
Methylformate 0.33
Methanol 5.02
Acetone 4.47
Charcoal +Hyflow 0.14
75 N-
Methylhydrazinecarboximidamide
hydroiodide
Thiosemicarbazide 0.42
Methyl Iodide 0.65
Methyl amine 0.14

Methanol 4.21
Isopropyl alcohol 3.47
Hyflow+ Carbon 0.11
76 Tetraphenylcyclopentadienone
Benzyl 0.56
Dibenzyl Ketone 0.56
Toluene 3.73
Ethyl alcohol 2.13
77 4,6-Dimethylpyrimidine
Formamide 0.83
Acetylacetone 0.93
P-Toluenesulfonic acid 0.009
Ethyl Acetate 6.94
Carbon +Hyflow 0.23
78 2-chlro-3,4-dimethoxy
benzaldehyde
3-hydroxy-4-methoxybenzaldehyde 0.85
Dimethyl formamide 6.70
Dimethyl sulphate 0.70
Sodium hydroxide 0.22
Hexane 4.47
Charcoal +Hyflow 0.14
79 N,N-dimethyl Sulfomoyl chloride
Dimethylamine HCl 0.61
Sulfuryl chloride 1.01
Sodium carbonate 0.79
80 3-Acetamido-6-methoxy benzene
sulfonyl chloride
4-methoxy acetanilide 0.78
Chlorosulphonic acid 0.55
Acetone 5.69

ANNEXURE – II
PLANT LAYOUT
Land Area Breakup
No Detail Area (m
2)
1 Plant Area 759
2 Open Area 173
3 Green Belt Area 1128 (54 %)
4 Total 2060

ANNEXURE – III
MANUFACTURING ACTIVITIES
1.0 N-BOC-3-Piperidone
Manufacturing Process:
The 1-benzyl-3-piperidone is dissolved in methanol and debenzylated with Pd/C to get 3-
piperidone which is dissolved In tetrhydrofurane and treated with Ditert butyl dicarbonate
in presence of sodium bicarbonate , neutralized with 1 N hydrochloric acid and the
Tetrhydrofurane is recovered the product is extracted Dichloromethane , the solvent is
recovered and the product is purified by vacuum Distillation.
Chemical Reaction:
N
O
1-Benzyl -3-Piperidone
Pd/C
Methanol NH
O
3-Piperidone
DiBOC THF NaHCO3
- CO2 -NaCl
HCl
N
O
BOC
N-BOC-3-Piperidone
-H2O
-tert Butyl alcohol( )
( )
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
kgs kgs
1 1-bnenzyl-3-piperidone 237.45 N-BOC -3-pieridone 250.00 Product
2 Methanol 2374.35 Methanol (Recovered) 2361.80 Recycled
3 Pd/C 11.30 THF(Recovered) 992.45 Recycled
4 DiBOC 273.85 Carbondioxide gas 110.55
5 THF 1005.05 Pd/C (Recovered) 11.30 Recycled
6 Sodium bicarbonate 105.55 Sodium chloride 72.85 Dissolved salt to
ETP
7 HCl 157.05 Solid waste 25.15 To TSDF site
8 f 2005.05 Aqueous Effluent 2348.25 T o ETP
9 Charcoal 12.55 Process loss 22.40
10 Hyflow 12.55
6194.75 6194.75

2.0 1,2-Dibromotetrachloroethane
Manufacturing Process:
Tetrachlorethane is reacted with bromine in presence of UV light to get 1,2-
dibromotetrachloroethane , the product is recrystalised from ethyl alcohol.
Chemical Reaction:
Cl
Cl Cl
Cl
+ Br Br
Cl
Cl Cl
Cl
BrBr
Tetrachloroethane 1,2-dibromo tetrachloroethane
2 NaBr2 H2O+ +2
2 NaOH
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Tetrachloroeth
ane
132.55 1,2-
Dibromotetrachloroet
hane
250.00 Product
2 Bromine 253.95 Ethyl acetate 380.95 Recovered and recycled
3 Ethyl alcohol 396.85 Sodium bromide 163.50 To be sold
4 Water(washing) 625.00 Aq Effluent (From
Washing)
672.65 To ETP
5 Sodium
hydroxide
63.50 Process loss 4.75
Total 1471.85 1471.85

3.0 1,4-Benzodioxane Methanol
Manufacturing Process:
The catachol, Epichloro hydrine, sodium hydroxide and water mixed together and refluxed
till completion of reaction, the product is extratcted with dichloromethamne, isolated and
crude product is recrystalised from Toluene to get pure product.
Chemical Reaction:
OH
OHO
OH
+
O
OOH
NaOH
+ OH2
CATACHOL EPICHLOROHYDRINE 1,4-BENZODIOXANE METHANOL
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
Catachol 166.68 1,4-benzodioxane methanol 250.00 Product
Epichlorohydrine 112.10 Dichloromethane(recovered) 633.33 Recycled
Sodium
Hydroxide
66.68 Toluene(recovered) 316.68 Recycled
Water 1208.33 distillation residue 8.78 To Incinaration
Dichloromethane 666.68 Aqueous effluent 1305.00 To ETP
Toluene 333.33 process loss 40.00
Total 2553.78 2553.78

4.0 1,4-Dioxaspiro[4.5]Decane
Manufacturing Process:
1,4-cyclohexanedione is reacted with ethylene glycol using resin as catalyst in refluxing
toluene , the water is continuously removed , toluene recovered and product is crystallized
from isopropyl alcohol.
Chemical Reaction:
O
O
+OH
OH
Resin
TolueneIsopropyl alcohol
O
O O
1,4-cyclohexanedione 1,4-dioxaspiro[4.5]decane
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 1,4-cyclohexane
dione
325.60
1,4-
dioxaspiro[4.5]decane 500.00
Product
2 Ethylene glycol 180.25 Toluene (Recovered) 2209.30 recycled
3 Toluene
2267.45
Isopropyl alcohol
(Recovered) 988.45
recycled
4 Isopropyl alcohol 1017.45 Aqueous Effluent 1607.55 To ETP
5 Water (washing ) 1581.40 Resin (regenerated) 25.00 Recycled
6 Resin 25.00 Process loss 66.85
Total 5397.15 5397.15

5.0 1,5-Diphenyl-1,4-pentadien-3-one
Manufacturing Process:
Sodium Hydroxide is mixed with water and methanol, To this mixture is added
Benzaldehyde and acetone. At room temp the precipitated product is filtered and mother
liquor is recycled for next batch after loss make up with Methanol , the crude product is
recrystalised from Ethyl acetate.
Chemical Reaction:
O
HCH3
CH3
O
+
NaOH
WaterMethanol
O
Benzaldehyde Acetone1,5-Diphenyl-1,4-pentadien-3-one
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Benzaldehyde 490.75 1,5-Diphenyl-1,4-pentadien-3-
one 500 Product
2 Acetone 134.25 Aqueous Mother Liquor
(methanol +water) 5787.05
Recycled for next
batch
3 Methanol 2777.8 Ethyl acetate (recovered) 1134.25 Recycled
4 Water 2777.8 Distillation resisdue 27.8 To Incinaration
5 Sodium
hydroxide 92.6 Solid waste 55.55 To TSDF
6 Ethyl acetate 1157.4 Process loss 18.5
7 Charcoal 46.3
0
8 Hyflow 46.3
0
Total 7523.15
7523.15

6.0 1,2;5,6-D-mannitol (Diacetone-D-mannitol)
Manufacturing Process:
Acetone is reacted with D-mannitol in presemce of molten Zinc Chloride to get the title
compound. The acetone is recovered and the product is purified by crystalisation from pet
Ether . The hydrated zinc chloride is regenerated and recycled.
Chemical Reaction:
OH
OH
OH H
OH H
H OH
H OH
O
O
O H
OH H
H OH
H O
CH3
CH3
CH3
CH3
CH3
CH3
O+Anhy. ZnCl2
d Mannitol Acetone 1,2:5,6-Di-O-isopropylidene-D-mannitol
-- ZnCl2.2H2O
136.35
172.35
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 D-Mannitol 182.00 1,2:5,6-Di-O-isopropylidene-D-
mannitol 250.00
Product
2 Acetone 1820.00 Acetone (recovered) 1680.00 recycled
3 Zinc chloride 272.70 Zinc chloride hydrate 344.00 recycled
4 Ether 500.00 Ether (recovered) 475.00 recycled
5 charcoal 10.00 Solid waste 22.70 To TSDF
6 Hyflow 10.00 Process loss 23.00
7 Water (washing) 3100.00 Aqueous effluent 3100.00 To ETP
Total 3394.70 3394.70

7.0 1-Benzyl -3-Piperidone
Manufacturing Process:
N-Benzylglycine ethyl ester is reacted with 4-chloerbutryl chloride by refluxing in toluene
give dicarbethoxy intermediate, the dicarbethoxy intermediate is cyclised to 1-benzyl-4-
carbethoxy-3-piperidone which is on decarboxylation gives 1-benzyl-3-piperidone.
Chemical Reaction:
NHOC2H5
O+ Cl OC2H5
O
Na2CO3
KI TOLUENE
N
COOEt
COOEt
N COOEt
ONa
N
O
IPA,HCl,Toluene, Acetone
NaOC2H5, Toluene
N-Benzylglycine ethyl ester Ethyl 4-chlorobutyrate
1-Benzyl -3-Piperidone
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
kgs kgs
1 N-Benzylglycine ethyl ester 591.25 1-Benzyl-3-piperIdone 250.00 Product
2 Ethyl 4-chlorobutyrate 494.50 Toluene (recovered) 7475.00 Recycled
3 Sodium carbonate 391.78 Acetone (recovered) 200.00 Recycled
4 Toluene 5765.00 Aqueous Effluent 6900.00 To ETP
5 Potassium iodide 1085.00 Carbon dioxide gas 157.50
6 water 4030.00 Solid waste 62.50 To TSDF
7 Sodium ethoxide, powder 203.05 Process loss 37.50
8 Hydrochloric acid, c.p. 945.00
9 Ammoniumhydroxide, c.p. 930.00
10 Acetone 220.68
11 Hydrochloric acid in IPA
5.9N 426.25
12 Carbon 25.00
13 hyflow 25.00
Total 15082.50 15082.50

8.0 1-Pyrrolidinecarbothioic acid, ammonium salt
Manufacturing Process:
Charge reactor with Methanol and of Carbon disulfide. Cool and add solution of Pyrrolidine
in Methanol During this addition precipitate is formed, now Add Ammonia and Stir
overnight,. Filter product and wash Methanol and Petroleum ether, Dry at room
temperature.
Chemical Reaction:
N
SNH4S
NH
+ CS2
NH4OH
--H2O
pyrrolidine
1-Pyrrolidinecarbodithioic acid ammonium salt
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Carbon disulfide
46.92
1-Pyrrolidinecarbothioic acid,
ammonium salt 100
Product
2 Pyrrolidine 43.82 Methanol (recovered) 459.88 recycled
3 Methanol 462.96 Pet Ether (recovered) 58.64 recycled
4 Ammonia-25 % 79.02 Aqueous effluent 1346.28 To ETP
5 Petroleum ether 123.46 Solid waste 6.18 To TSDF
6 Water 1208.64
7 carbon 3.08
8 Hyflow 3.08
Total 1970.98 1970.98

9.0 2-(3-Chloropropyl)-2-(4-fluorophenyl)-1,3-dioxolane
Manufacturing Process:
Fluoro benzene is reacted with 4-Chlorobutonyl chloride in dichloromethane and Aluminium
Chloride to get Fluoro Chloro Ketone , This was then reacted with ethylene glycol and
trimethylorthoformate in presence of p-toluene sulphonic acid to get 2-(3-Chloropropyl)-2-
(4-fluorophenyl)-1,3-dioxolane.
Chemical Reaction:
F
COOHCl+AlCl3 Dichloromethane
F
O
Cl
OH
OH
Trimethylorthoformate--CH3OH
--H2O
F
O O
Cl
Fluorobenzene 4-Chlorobutonylchloride
2-(3-Chloropropyl)-2-(4-fluorophenyl)-1,3-dioxolane
-Aq AlCl3 -HCl
p-Toluenesulphonic acid
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Fluorobenzene 106.68 2-(3-Chloropropyl)-2-(4-
fluorophenyl)-1,3-dioxolane 250 Product
2 4-chlorobutonyl chloride 135.55 Dichloromethane 827.78 Recycled
3 Aluminium chloride 147.78 Toluene 994.45 Recycled
4 Dichloromethane 833.33 Methanol 106.68 Recovered
5 Ethylene glycol 68.9 Aq aluminium chloride solution 833.33 By product
6 Trimethyl orthoformate 117.78 Aqueous effluent 1944.48 To ETP
7 Toluene 888.9 Solid waste 25 To TSDF
8 p-toluenesulphonic acid 14.68 Process Loss 21.23
9 Water 2666.68
10 Carbon + hyflow 22.67
Total 5002.95 5002.95

10. 2,2,6,6-Tetramethyl-3,5-heptanedione
Manufacturing Process:
sodium hydride is slurried in 1,2-dimethoxy ethane to this solution ethyl pivalate and 3,3-
dimethyl butanone is added and solution is refluxed overnight, the reaction mixture cooled
to room temp and to solution water and sulfuric acid is added, the acidic solution is then
neutralized with sodium hydroxide and the oily product is then extracted with hexane ,
hexane is recovered and product is purified by distillation.
Chemical Reaction:
CH3
CH3CH3
OC2H5
O
+
CH3
CH3CH3
CH3
ONaH 1,2-dimethoxy ethane
CH3
CH3
CH3
CH3
CH3CH3
O O
--C2H5OH
H2O
-NaOH,-H2
1
2 H2SO4
Ethylpivalate 3,3-dimethyl butanone 2,2,6,6-Tetramethyl-3,5-heptanedione
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 sodium hydride 16.1 2,2,6,6-Tetramethyl-3,5-
heptanedione
100 Product
2 1,2-dimethoxy ethane 436.24 Hexane (recovered) 664.42 Recycled
3 ethyl pivalate 87.24 1,2-dimethoxy ethane 432.48 Recycled
4 3,3-dimethyl butanone 67.12 Ethyl alcohol 30.56 Recycled
5 sulfuric acid 65.78 Disove salt Sodium sulphate 95.3 To ETP
6 sodium hydroxide 26.84 Aqueous Effluent 1170.4 To ETP
7 Hexane 671.14 Solid waste 14.75 To TSDF
8 Charcoal 6.72 Process loss 14.25
9 Hyflow 6.72
10 Water 1138.26
Total 2522.16 2522.16

11. 2,2-Bithiophene
Manufacturing Process:
2-bromothiophen is reacted with magnesium turning in tetrahydrofurane to prepare
Grignard reagent which was then condensed with 2-bromothiophene in presence of nickel
catalyst , after completion of reaction catalyst is filtered and the tetrahydrofurane is then
recovered to solid water is added and the product is extracted with dietyl ether.
Diethylether is recovered and product is crystalised from ethanol.
Chemical Reaction:
SBr
Mg
THFS
MgBr+
SBr
S S
Ni catlyst+ MgBr2
2-bromothiophene 2,2-bithiophene
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2-bromothiophene 210.32 2,2-bithiophene 200 Product
2 Magnesium 30.96 Tetrahydrofurane(recovered) 3070.96 Recycled
3 Tetrahydrofurane 3096.76 Ethanol (recovered) 496.8 Recycled
4 Ni catalyst 2.08 Diethylether(recovered) 619.2 Recycled
5 Diethyl ether 645.2 Aqueous Effluent 1354.8 To ETP
6 water 1290.24 Ni catalyst 2.08 Recycled
7 Ethanol 516 Process loss 47.72
Total 5791.56 5791.56

12. 2,3-Benzofuran
Manufacturing Process:
o-Hydroxy benzaldehyde is reacted with Chloroacetic acid in presence of sodium hydroxide
to give o-Formylphenoxyacetic acid, this was then refluxed in mix of acetic acid and acetic
anhydride to give 2,3-Benzofuran.
Chemical Reaction:
OH
CHO
+ ClCH2COOH
NaOHCHO
OCH2COOH
O
ACETIC ACID
ACETIC ANHYDRIDE
-CO2
-H2O
-NaCl -H2O
2-Hydroxy benzaldehyde
2,3-Benzofuran
o-Formylphenoxyacetic acid
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2-hydroxy
benzaldehyde 206.78
2,3-benzofurane
200.00
Product
2 Chloroacetic acid 160.17 Acetic acid(recovered) 1338.98 Recycle
3 Sodium hydroxide 67.80 Sodium chloride 99.16 Dissolved salt to ETP
4 Acetic acid 677.97 Carbondioxide gas 74.58
5 Acetic anhydride 677.97 Aqueous effluents 1908.48 To ETP
6 Carbon 16.95 Solid waste 33.90 To TSDF
7 hyflow 16.95 Process loss 16.94
8 water 1847.46
Total 3672.04 3672.04

13. 2,5-Bis(chloromethyl)-p-xylene
Manufacturing Process:
The p-xylene , formaldehyde and toluene is charged in to the reactor and cooled to 0 C, the
hydrogen chloride gas was passed at constant rate for 24 hrs , the crystalline product
separates out is filtered and the mother liquor was further mixed with xylene and
formaldehyde and reacted in above manner again and again.
Chemical Reaction:
CH3
CH3
+ HCHO HCl+
CH3
CH3
Cl
Cl
Toluene
--H2O
p-Xylene 2,5-Bis(chloromethyl)-p-xylene
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 p-Xylene 113.98 2,5-Bis(chloromethyl)-p-xylene 200.00 Product
2 Toluene 602.16 Aqueous Effluent 1538.70 To ETP
3 HCl Gas 76.34 Toluene Mother liquor 618.30 Recycle
4 paraformaldehyde 64.52
5 water (washing ) 1500.00
Total 2357.00 2357.00

14. 2-Acetyl Cyclohexanone
Manufacturing Process:
Cyclohexanone is reacted with pyrrolidine in toluene using p-toluenesulphonic acid as
catalyst to get Eanamine , This was refluxed with Acetic anhydride in toluene to get the 2-
acetyl cyclohexanone , the Toluene is recovered and final product is purified by distillation.
Chemical Reaction:
O
+NH
CH-
N+ CH3
O
CH3
O
O
+
O
CH3
O
TolueneToluene
cyclohexanone PyrrolidineAcetic anhydride
2-acetyl Cyclohexanone
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 cyclohexanone 175.00 2-acetyl cyclohexanone 250.00 Product
2 Pyrrolidine 126.78 Toluene (recovered) 794.65 Recycled
3 Toluene 892.85 Pyrrolidine (Recovered) 116.08 Recycled
4 Acetic anhydride 182.15 Distillation residue 25.00 To incineration
5 Water 1892.85 Aqueous effluent 2083.93 To ETP
Total 3269.63 3269.65

15. 2-Aminopyrazine
Manufacturing Process:
The 2-chloropyrazine and methanol is fed in to autoclave and the ammonia gas is purged till
5 kg pressure and autoclave is heated to 100 C, on cooling the methanol is recovered and
product is crystaliased from ethyl acetate.
Chemical Reaction:
N
N Cl
NH3
Methanol
N
N NH2
2-chloropyrazine 2-aminopyrazine
NH4Cl+
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2-chloropyrazine 346.67 2-Amino pyrazine 250.00 Product
2 Ammonia gas 113.33 Methanol(recovered) 2633.33 Recycled
3 Methanol 2666.67 Ethyl acetate(recovered) 1633.33 recycled
4 Ethylacetate 1666.67 Solid waste 83.33 To TSDF
5 carbon 33.33 Distillation residue 43.33 To Incinaration
6 Hyflow 33.33 Ammonium chloride 180.00 Disolve salt to ETP
7 Water (washing) 1833.33 Aq effluent 1833.33 To ETP
0.00 Process loss 36.67
Total 6693.33 6693.33

16. 2-Bromo-p-xylene
Manufacturing Process:
Excess of p-xylene is reacted with bromine in presence of Ferric chloride in cold to give 2-
bromo-p-xylene , the crude product is purified by distillation.
Chemical Reaction:
CH3
CH3
CH3
CH3
Br
p-Xylene 2-Bromo-p-xylene
Br Br
--HBr
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 p-Xylene 464.90 2-bromo-p-xylene 250.00 Product
2 Bromine 233.93 Hydrogen bromide gas 116.95 To scrubber
3 Ferric chloride 2.20 p-xylene (recovered) 301.18 Recycled
4 Water (washing) 1250.00 Distillation residue 27.90 To incineration
5 Process loss 5.00
6 Aq effluent (washing ) 1250.00 To ETP
Total 1951.03 1951.03
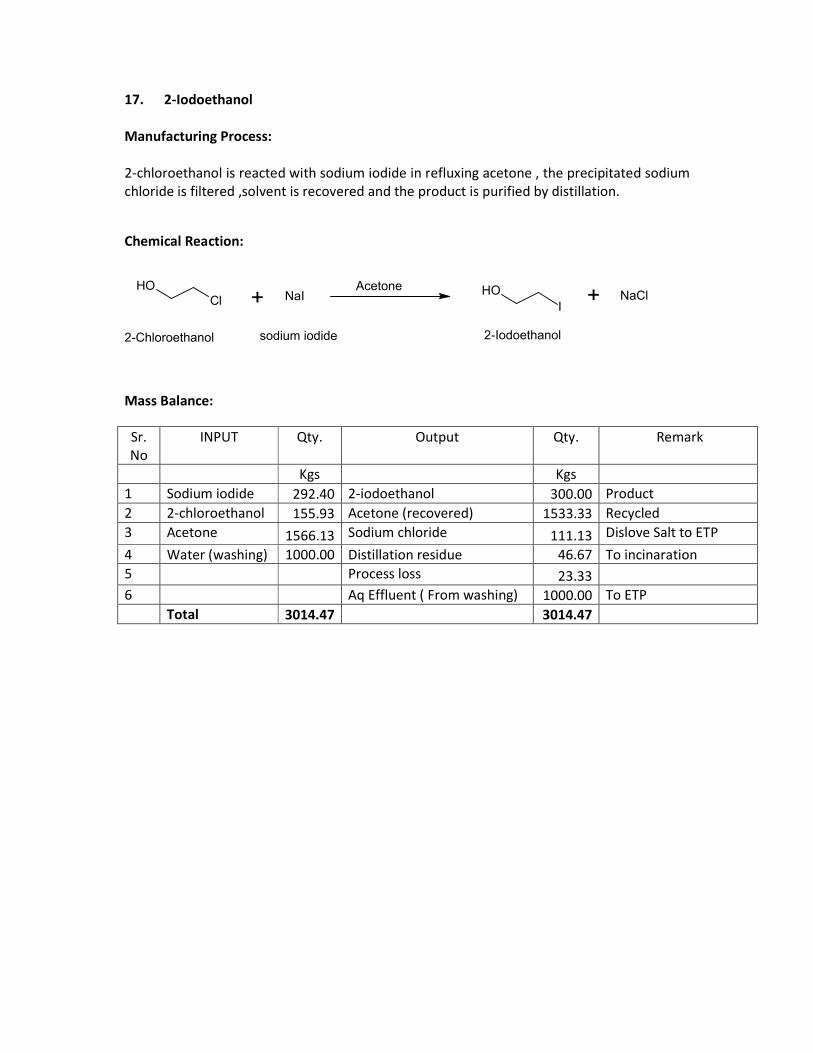
17. 2-Iodoethanol
Manufacturing Process:
2-chloroethanol is reacted with sodium iodide in refluxing acetone , the precipitated sodium
chloride is filtered ,solvent is recovered and the product is purified by distillation.
Chemical Reaction:
Cl
OH
+ NaIAcetone
NaClI
OH +
2-Chloroethanol 2-Iodoethanolsodium iodide
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Sodium iodide 292.40 2-iodoethanol 300.00 Product
2 2-chloroethanol 155.93 Acetone (recovered) 1533.33 Recycled
3 Acetone 1566.13 Sodium chloride 111.13 Dislove Salt to ETP
4 Water (washing) 1000.00 Distillation residue 46.67 To incinaration
5 Process loss 23.33
6 Aq Effluent ( From washing) 1000.00 To ETP
Total 3014.47 3014.47

18. 2-Methoxy hydroquinone
Manufacturing Process:
Vanilline is dissolved in sodium hydroxide and water and oxidized with hydrogen peroxide to
corresponding product, the reaction mass is neutralized with dilute hydrochloric acid and
product is extracted with ethyl acetate , ethyl acetate is recovered and product is
recrystalised from toluene.
Chemical Reaction:
OH
CHO
OCH3
H2O2 NaOH HCl
-NaCl OH
OH
OCH3
Vaniline 2-Methoxyhydroquinone
1 2
--H2O
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Vaniline 118.76 2-
Methoxyhydroquinone
100 Product
2 Hydrogen peroxide 26.56 Sodium chloride 45.32 Dissolved salt to ETP
3 Water 968.76 Ethyl acetate
(Recovered)
1085.92 Recycled
4 Sodium hydroxide 31.24 Toluene(Recovered) 542.96 Recycled
5 Hydrochloric acid 93.76 Aq Effluent 1105.48 To ETP
6 Ethyl acetate 1093.76 Solid waste 15.64 To TSDF
7 Toluene 546.88
8 Carbon 7.8
9 Hyflow 7.8
Total 2895.32 2895.32

19. 2-Quinoline caerboxaldehyde
Manufacturing Process:
Quinaldine is reacted with selenious acid in 1,4-dioxane the precipitated selenium is filtered
off , and 1,4-dioxane is recovered and reused, the crude product washed with water and
further treated with charcosl recrystalised from ethyl acetate to get pure product.
Chemical Reaction:
N CH3
N CHO
H2SeO3
1,4-DIOXANE
+ Se
Mass Balance:
Sr.
No
INPUT Qty
Kgs.
Output Qty
Kgs.
Remark
1 Quinaldine 91.00 2-Quinoline carboxaldehyde 100.00 Product
2 1,4-dioxane 400.00 Selenium powder 49.60 Reprocess and reuse
3 Selenious acid 141.40 1,4-dioxane (recovered) 392.00 Reuse
4 water 1000.00 Distillation residue 7.60 Incineration
5 Carbon 4.00 Aqueous effluent 1083.20 To ETP
6 hyflow 4.00 Solid waste(carbon+hyflow) 8.00 To TSDF
Total 1640.40 1640.40

20. 3,3,5,5-tetramethylcyclohexanone
Manufacturing Process:
The Isophorone is treated with methyl magnesium bromide in dry ether using cuprous
acetate as catalyst at 0-5 C. The reaction mass is treated with Dilute Hydrochloric acid , the
ether is recovered and product is purified by distillation.
Chemical Reaction:
CH3CH3
CH3
O
+ CH3MgBr
Ether
CH3
CH3CH3
CH3
O
Isophorone MethylMagnesiumbromide 3,3,5,5-tetramethylcyclohexanone
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Methyl Mganesium
bromide
212.50 3,3,5,5-
tetramethylcyclohexanone
250.00 Product
2 Ether 2125.00 Ether (recovered) 1991.05 Recycled
3 Isophorone 246.45 Waste water 1214.30 To ETP
4 Hydrochloric Acid 98.20 Process loss 113.40
5 Cuprous Acetate 2.70 Solid waste 8.95 To CSWD
6 Water 892.85
Total 3577.70 3577.70

21. 3,5-Pyrazoledicarboxylic acid
Manufacturing Process:
Hydrazine sulphate, sodium hydroxide is dissolved in water and cooled , to this cold solution
acetyl acetone is added and sitter overnight at room temperature, the water is added and
the product is extracted with diethyl ether, the solvent is recovered the crude product is
isolated , to this crude product is dissolved in water and oxidized with hydrogen peroxide ,
after completion of reaction the water is distilled out the precipitated product is slurred in
Acetone filter and dry in vacuum oven.
Chemical Reaction:
CH3CH3
O O
+ NH2NH2.H2SO4NaOH H2O
-Na2OS4N
NH
CH3
CH3
N
NH
COOH
HOOC
H2O2-H2O
Acetyl acetone Hydrazine3,5-Dimethylpyrazole
3,5-Pyrazoledicarboxylic acid
Mass Balance:
Sr.
No INPUT Qty. Output Qty.
Remark
Kgs
Kgs
1 Acetyl acetone 144.92
3,5-
Pyrazoledicarboxylic
acid
200 Product
2 Sodium hydroxide 57.98 Sodium sulphate 205.8 Dissolved salt to ETP
3 Hydrazine sulphate 188.4 Acetone (Recovered) 420.28 Recycled
4 Hydrogen peroxide 65.22 Aq effluent 1789.86 To ETP
5 acetone 434.78 Solid waste 28.98 To TSDF
6 Water 1724.64 Process loss 0
7 Carbon+hyflow 28.98
0
Total 2644.92
2644.92

22. 3-hydroxy-1,2,3,4-tetrahydrofuran
Manufacturing Process:
1,2,4-trihydroxybutane and p-toluenesulfonic acid monohydrate. are added, contents are
heated, with stirring to 220 C, the water formed is distiiled out and final product is purified
by vacuum distillation.
Chemical Reaction:
OH
OH
OHp-TsOH 220 C
-H2OO
OH
1,2,4-trihydroxybutane 3-hydroxy-1,2,3,4-tetrahydro Furan
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 1,2,4-
trihydroxybutane
130.86 3-hydroxy-1,2,3,4-tetrahydro
Furan
100.00 product
2 p-tolune sulphonic
acid
1.24 Effluent 20.98 To ETP
3 Water (washing ) 1000.00 Distillation residue 6.18 To
Incinaration
4 Aqueous Effluent 1000.00 To ETP
5 Process loss 4.94
Total 1132.10 1132.10

23. 4,4′-Di-tert-butylbiphenyl
Manufacturing Process:
The Biphenyl is dissolved in nitromethane and treated with aluminum chloride an tert butyl
chloride at 0 C the precipitated product is filtered and recrystalised from hexane . the
nitromethane is recycled as it is for nest batch without recovery.
Chemical Reaction:
Cl
CH3
CH3
CH3+CH3
CH3CH3
CH3
CH3
CH3
Biphenyl Tert-Butyl chloride4,4-Di-tert-butylbiphenyl
AlCl3
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Biphenyl 192.50 4,4′-Di-tert-butylbiphenyl 250.00 product
2 Nitromethane 1922.50 Nitromethane (recovered) 1940.00 recycled
3 Aluminium
chloride
105.00 Hexane (recovered) 1225.00 recycled
4 Hexane 1250.00 Distillation residue 75.00 To incinaration
5 Tert-butyl
chloride
117.50 Solid waste (carbon ,hyflow) 22.50 To TSDF
6 Water (washing) 1000.00 Process loss 75.00
Aqueous Effluent (from
washing )
1000.00 To ETP
Total 3587.50 3587.50

24. 4,6-Diamino-2-mercaptopyrimidine
Manufacturing Process:
Sodium methoxide is added to methanol followed by addition Thiourea followed by addition
of malanonitrile, the mixture is refluxed overnight , the reaction mixture is neutralized by dil
Hydrochloric acid in cold and the precipitated product is filtered and washed with acetone ,
the crude product is recrystalised from acetone.
Chemical Reaction:
NH2
NH2
S
+ CN
NC CH3ONa Methanol HCl
--NaCl
N
NNH2
NH2
SH
Thiourea Malononitrile4,6-Diamino-2-mercaptopyrimidine
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Thiourea 133.80 4,6-Diamino-2-
mercaptopyrimidine,
hemihydrate
250.00 Product
2 Malanonitrile 116.20 Methanol (Recovered) 1355.63 Recycled
3 Sodium methoxide 95.08 Acetone (Recovered) 862.68 Recycled
4 Methanol 1338.03 Sodium chloride 102.13 Dissolve slat to ETP
5 Acetone 880.28 Aqueous Effluent 1232.40 To ETP
6 Hydrochloric acid 213.03 Solid waste 17.60 TO TSDF
7 water 1056.35 Process loss 29.93
8 Carbon+Hyflow 17.60 0.00
Total 3850.35 3850.35

25. Biphenyl-4-carbonyl chloride
Manufacturing Process:
A solution of biphenyl- 4- carboxylic acid and N,N-dimethylforamide in thionyl chloride was
stirred under reflux for 3h. After cooling at room temperature, the mixture was
concentrated in vacuum to give biphenyl-4- carbonyl chloride as a colorless solid.
Chemical Reaction:
O OH
+ SOCl2
O Cl
HCl SO2+ +
Biphenyl-4-carboxylic Acid Biphenyl-4-carbonyl chloride
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 biphenyl- 4- carboxylic acid 98.50 Biphenyl-4-carbonyl
chloride
100.00 Product
2 Thionyl chloride 119.40 Thionyl chloride 60.72 recycled
3 N.N-Dimethyl formamide 0.74 Sulphurdioxide gas 31.84 To scrubber
4 Water (washing ) 1500.00 Hydrogen chloride gas 18.64 To scrubber
Distillation Residue 7.44 To incinaration
Aq Effluent (from
washing )
1500.00 To ETP
Total 1718.64 1718.64

26. 4-Cyano-4-phenylpiperidine hydrochloride
Manufacturing Process:
N-(2-hydroxyethyl)-N-benzylmethylamine is chlorinated with Thionyl chloride in Chlorofom
at reflux temperature , the chlorinated product so obtained is condensed with Benzyl
Cyanide in presence of sodium Hydroxide to get N-benzyl -4-cyano-4-phenyl piperdine, the
N-benzyl -4-cyano-4-phenyl piperdine is Debenzylated in Toluene with Palladium Charcoal
and isolated as hydrochloride salt with isopropyl alcohol and hydrochloric acid.
Chemical Reaction:
N
CH2CH2OH
CH2CH2OH
SOCL2 CHLOROFORMN
CH2CH2Cl
CH2CH2Cl
NCN
NaOH
Toluene
CN
- NaCl
-H2O
-SO2 -HCl
NH
CN. HCl
Pd/C Toluene IPAHClH2 Gas
N-(2-hydroxyethyl)-N-benzylmethylamine
4-Cyano-4-phenylpiperidine hydrochlorideN-Benzyl-4-Cyano-4-phenylpiperidine hydrochloride

Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
N-(2-hydroxyethyl)-N-
benzylmethylamine 219.60
4-Cyano-4-phenylpiperidine
HCl 250.00
Product
chloroform 2364.88 Chloroform (Recovered) 2353.60 Recycled Thionyl chloride 270.28 Toluene (Recovered) 1227.48 Recycled Sodium sulphate 11.25 Isopropyl alcohol (Recovered) 2241.00 Recycled Benzyl cyanide 131.75 Acetone(Recovered) 777.03 Recycled Sodium hydroxide 90.10 Dichloromethane (Recovered) 2241.00 Recycled Toluene 1238.75 SO2 gas 144.15 To scrubber
Acetone 788.30 HCl Gas 82.20 To scrubber Isopropanol 2252.25 Pd/C 11.25 To regeneration Pd/C 11.25 Solid wasre 39.43 To TSDF
Dichloromethane 2252.25 Aq Effluent 2550.68 To ETP
Hydrogen 45.05 Sodium chlorie 131.75 Dissolved salt to ETP Water 2252.25 Process loss 37.15 Hydrochloric acid 136.25 0.00 Carbon 11.25 0.00
Hyflow 11.25 0.00 Total 12086.70 12086.70

27. 4-Quinoline carboxaldehyde
Manufacturing Process:
Lepidine is reacted with selenious acid in 1,4-dioxane the precipitated selenium is filtered
off , and 1,4-dioxane is recovered and reused, the crude product washed with water and
further treated with charcosl recrystalised from ethyl acetate to get pure product.
Chemical Reaction:
N
CH3
N
CHO
H2SeO3
1,4-DIOXANE
+ Se
Lepidine4-quinolinecarboxaldehyde
Mass Balance:
Sr.
No
INPUT Qty
Kgs.
Output Qty
Kgs.
Remark
1 lepidine 91.00 4-Quinoline carboxaldehyde 100.00 Product
2 1,4-dioxane 400.00 Selenium powder 49.60 Reprocess and reuse
3 Selenious acid 141.40 1,4-dioxane (recovered) 392.00 Reuse
4 Water 1500.00 Distillation residue 7.60 Incineration
5 Carbon 4.00 Aqueous Water 1583.20 To ETP
6 hyflow 4.00 Solid waste(carbon+hyflow) 8.00 To TSDF
Total 1740.40 1740.40

28. 4-tert-Butylcalix[4]arene-tetraacetic acid tetraethyl ester
Manufacturing Process:
p-tert Butyl Phenol is reacted with formaldehyde in Toluene, the toluene is recovered and
then Diphenyl ether is added, refluxed for overnight, cooled the Precipitated product is
filtered, To this product is added acetone stirred, there after anhydrous potassium
carbonate and bromoethyl acetate is added, refluxed overnight, precipitated potassium
bromide is filtered off, acetone is recovered and the product is crystalised from Ethyl
alcohol.
Chemical Reaction:
CH3
CH3
CH3
CH3CH3
CH3
CH3
CH3
CH3
CH3 CH3
CH3
OH
OH
OH
OH
T-butylcalix[4]arene
CH3 CH3
CH3
OH
NaOH
+ HCHO
Diphenyl oxide
BrCH2COOC2H5
K2CO3 Acetone
CH3
CH3
CH3
CH3CH3
CH3
CH3
CH3
CH3
CH3 CH3
CH3
CH2CO2Et
CH2CO2Et
CH2CO2Et
EtO2CH2C
4-tert-Butylcalix[4]arene-tetraacetic acid tetraethyl ester
Reflux
4 - tert Butyl phenol
4 4

Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 p-tert butyl phenol
357.50
4-tert-Butylcalix[4]arene-
tetraacetic acid tetraethyl ester 500.00
Product
2 Formaldehyde 64.50 Toluene (Recovered) 3125.00 Recycled
3 Bromo ethyl
acetate 359.50
Acetone (Recovered)
3900.00
Recycled
4 Potassium
carbonate 297.00
Ethanol(Recovered)
3700.00
Recycled
5 Toluene 3200.00 Diphenyl ether(Recovered) 3175.00 Recycled
6 Acetone 4000.00 Aqueous Effluent 4150.00 To ETP
7 Ethanol 3750.00 Carbon dioxide 95.00 To scrubber
8 Diphenyl ether 3200.00 Potassium bromide 258.50 To be Sold
9 Water 3750.00 Solid waste 100.00 To TSDF
10 carbon 50.00 Process loss 75.00
11 hyflow 50.00 0.00
Total 19078.50 19078.50

29. 5,6-Dimethoxy-1-Indanone
Manufacturing process:
3,4-Dimethoxy benzaldehyde is condensed with Malonic acid in presence of pyridine ,
further it was reduced to 3,4-dimethoxy benzene propionic acid using Pd/C as catalyst , This
is then cyclised to 5,6-dimethoxy -1-indanone with aluminium chloride using
Dichloromethane as solvent.
Chemical Reaction:
O
O
CH3
CH3
O
H
O
O
CH3
CH3
COOH
O
O
CH3
CH3
COOH O
O
CH3
CH3
O
O
OHO
OH
+PYRIDINE
CH3OH
Pd/C
H2
AlCl3, DICHLOROMETHANE
--H2O -AlCl3
-CO2 --H2O
varatrole Malonic Acid
5,6-dimethoxy-1-Indanone
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 5,6-dimethoxy benzaldehyde 482.46 5,6-dimethoxy-1-indanone 500 PRODUCT
2 Malonic acid 302.32 Pyridine (Recovered) 1569.78 Recycled
3 Pyridine 1613.38 Methanol (Recovered) 5668.6 Recycled
4 Methanol 5813.96 Carbondioxide 127.9 5 Pd/C 29.08 Pd/C (regenretaed) 29.08 Recycleged
6 Dichloromethane
5232.56
Dichloromethane
(Recovered) 5087.2
Recycled
7 Aluminium chloride 154.08 Aqueous effluent 6540.7 To ETP
8 Ethylacetate 3488.38 Ethylacetate (Recovered) 3406.98 Recycled
9 water 5813.96 Solid waste 87.2 To TSDF
10 Carbon 29.08 0
11 Hyflow 58.16 0
Total 23017.42 23017.42
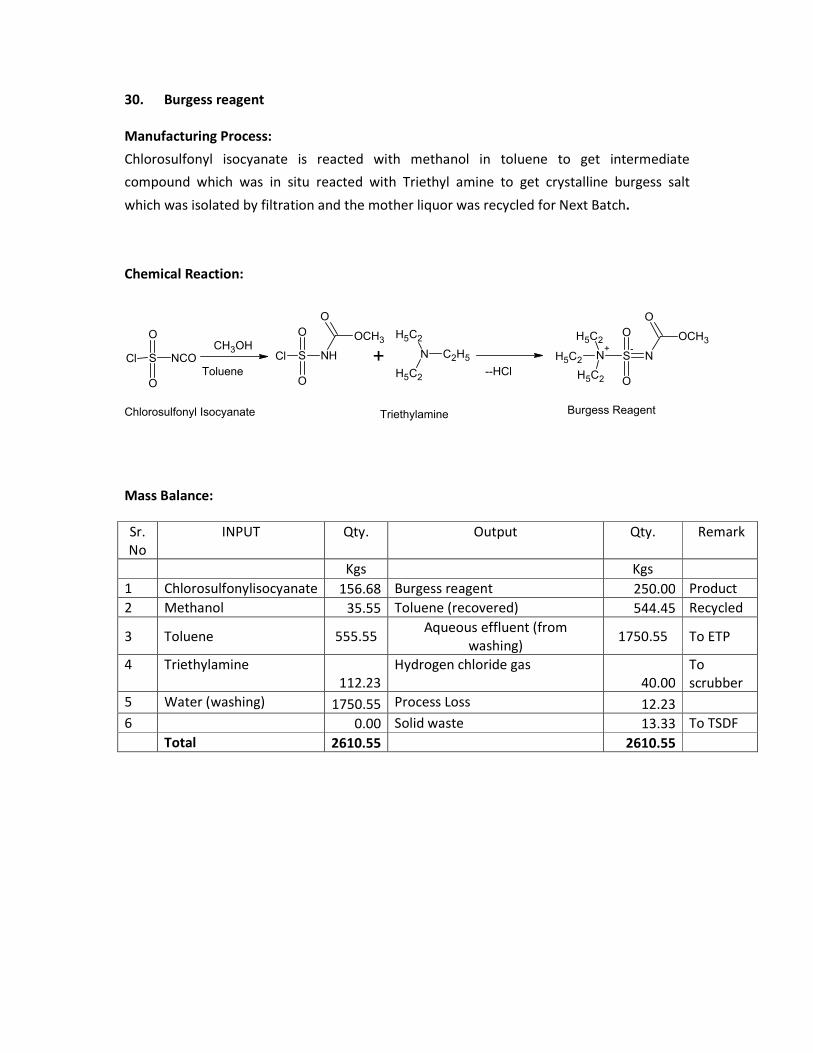
30. Burgess reagent
Manufacturing Process:
Chlorosulfonyl isocyanate is reacted with methanol in toluene to get intermediate
compound which was in situ reacted with Triethyl amine to get crystalline burgess salt
which was isolated by filtration and the mother liquor was recycled for Next Batch.
Chemical Reaction:
S NCOCl
O
O
S NHCl
O
O OCH3
O
+ N C2H5
H5C2
H5C2
CH3OHS
-N
O
O OCH3
O
N+
H5C2
H5C2
H5C2
Toluene --HCl
Chlorosulfonyl Isocyanate Triethylamine Burgess Reagent
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Chlorosulfonylisocyanate 156.68 Burgess reagent 250.00 Product
2 Methanol 35.55 Toluene (recovered) 544.45 Recycled
3 Toluene 555.55 Aqueous effluent (from
washing) 1750.55 To ETP
4 Triethylamine
112.23
Hydrogen chloride gas
40.00
To
scrubber
5 Water (washing) 1750.55 Process Loss 12.23
6 0.00 Solid waste 13.33 To TSDF
Total 2610.55 2610.55

31. 2-Methylglutaric acid
Manufacturing Process:
Diethyl Malonate is reacted with Methylmethacrylate. In presence of sodium methoxide
and followed by hydrolysis and decarboxylation gives 2-methylglutaric acid.
Chemical Reaction:
H3CO OCH3
O O+ OCH3
CH2
CH3
O
OH OH
OO
CH3NaOCH3
HCl H2O
- CO2 -NaCl
DimethylMalonate
2-Methylglutaricacid
Methylmethacrylate
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Dimethylmalonate 244.45 2-Methylglutaric acid 250.00 Product
2 Methylmethacrylate 185.19 Methanol (recovered) 2333.36 Recycled
3 Sodium methoxide 100.00 Sodium chloride 107.41 Desolve salt to ETP
4 Hydrochloric acid 185.19 Aqueous effluent 1000.01 To ETP
5 Methanol 2222.25 Carbondioxide 162.96
6 Water 925.94 Solid waste 27.78 TO TSDF
7 Charcoal/Hyflow 18.53 0.00
Total 3881.53 3881.53

32. Methylthiazolyldiphenyl-tetrazolium bromide
Manufacturing Process:
The methyl ethyl ketone is brominates with bromine to get bromocompound, which is on
reaction with Thiourea gives thiazole derivative, the thiazole derivative is condensed with
benzaldehydephenyl hydrazone to get title compound Methylthiazolyldiphenyl-tetrazolium
bromide.
Chemical Reaction:
CH3
CH3
OBr2 CH3
CH3
O
Br
+ NH2
NH2
S
N
S
NH2CH3
CH3
NS
NH2
CH3
CH3
+ N
NH
-HBr
HBr
N N+
N N
N
S
CH3
CH3
Br-
Methylethylketone
Benzaldehydephenyl hydrazone
Methylthiazolyldiphenyl-tetrazolium bromide
ethylene dichloride
-
Methanol
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Methylethylketone 18.32 Methylthiazolyldiphenyl-
tetrazolium bromide
100.00 Product
2 Bromine 40.46 Methanol (Recovered ) 184.48 Recycled
3 Thiourea 19.34 Hydrogen bromide gas 20.36 To
scrubber
4 Ethylene dichloride 183.20 Ethylene dichloride (Recovered) 178.12 Recycled
5 Benzaldehydephenyl
hydrazine
49.88 Aqueous effluent 2330.78 To ETP
6 Methanol 190.84 Process loss 6.36
7 Water 2318.06
Total 2820.10 2820.10

33. Dipropyl phthalate
Manufacturing Process:
Propanol is reacted with phthalic anhydride in refluxing toluene using P-touene sulphonic
acid as catalyst. Toluene is recovered and product is purified by distillation.
Chemical Reaction:
O
O
O
+ OHCH3
PTSA O
O
O
O
CH3
CH3
Phthalic anydride PropanolDipropylpthalate
Toluene
--H2O
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Phthalic anhydride 155.45 Dipropyl phthalate 250 Product
2 2-propanol 126.05 Toluene(Recovered) 882.35 Recycled
3 Toluene 892.85 Aqueous Effluent 2036.25 To ETP
4 p-Toluenesulphonic
acid
1.575 Distillation residue 15.75 To Incinaration
5 Water (washing) 2012.6 Loss due to evaporation 4.2
Total 4438.55 2438.55

34. Copolymer methylstyrene-chloroacrylate
Manufacturing Process:
Chloroalphamethylacrylate is reacted with alpha methylstyrene in Methanol using AIBN as
catalyst. The methanol is recovered and the water is added to residue to decompose the
complex and precipitate the product which was recrystalised from boiling Methanol.
Chemical Reaction:
Cl
CH2
OCH 3
O
+
CH2
CH3
Methaol
AIBN
Copolymer Methyl styrene Chloroacrylate
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Alphamethyl
chloroacrylate 252.10 CopolymerMethyl styreneChloroacrylate 500.00 Product
2 Alphamethyl styrene 247.90 Methanol (recovered) 2479.00 Recycled
3 Methanol 2521.00 Soid waste 21.00 To TSDF
4 AIBN 0.20 Aqueous effluent (from washing) 2050.43 To ETP
5 Water (for Washing) 2050.43 Process loss 21.23
Total 5071.65 5071.65

35. Benzethonium Chloride
Manufacturing Process:
Digol is reacted with Thionyl Chloride to get Bischlorethylether, this was then condensed
with p-tert butyl phenol using Sodium hydroxide, the condensed product is reacted with
Methanolic dimethyl amine, The condensed amine product is then conerted in to
Benzethonium chloride using benzyl chloride and methyl ethyl ketone.
Chemical Reaction:
OOH OH + SOCl 2 O
Cl Cl +OH
CH3
CH3
CH3
CH3
CH3
NaOH
CH3
CH3
CH3
CH3
CH3O
OCl
NH CH3
CH3
Methanol
CH3
CH3
CH3
CH3
CH3O
ON
CH3
CH3
Cl
MEK
CH3
CH3
CH3
CH3
CH3O
ON
+
CH3
CH3 Cl-
Digol BischloroethyletherThionyl Chloride Octylphenol
Benzyl Chloride
Benzethonium chloride
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Digol 124.70 Benzethonium chloride 500.00 Product
2 Thionyl Chloride 277.64 Hexane (recovered) 858.82 Recycled
3 P-tert octyl phenol 242.36 Methanol (recovered) 1141.18 Recycled
4 Hexane 882.36 Methylethylketone (recovered) 894.12 Recycled
5 Dimethylamine 52.94 Sodium chloride 68.24 Salt recycled in brine
6 Methanol 1176.48 Hydrogen chloride gas 85.88 To scrubber
7 Benzyl chloride 148.24 Aqueous Effluent 3382.36 To ETP
8 Methylethylketone 941.18 Solid waste 41.18 To TSDF
9 Water 3176.48 Process loss 80.00
10 Charcoal+hyflow 29.42
Total 7051.76 7051.76

36. DiphenylIodonium Nitrate
Manufacturing Process:
Acetic Acid is mixed with sulfuric acid and to the mixture is added benzene, cooled to zero
degree and added sodium iodate, the whole mixture is stirred at room temperature for 72
hrs and again cooled to zero degree followed by addition of acetic anhydride and then
sodium nitrite , again warmed to room temperature and stirred for 2 days , where upon
solid product separate out which is filtered and recrystalised from methanol.
Chemical Reaction:
+ NaIO3
Acetic acid I+NaO3
-
I+
NO3
-
NaNO3
Acetic anhydride
Benzene sodium iodate Diphenyliodonium nitrate-sodium acetate
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Benzene 56.85 Diphenyl iododonim nitrate 250.00 Product
2 Sodium iodate 144.33 Sodium acetate 131.20 To be salt
3 Sodium nitrite 61.95 Methanol (recovered) 357.15 Recycled
4 Acetic acid 328.00 Aqueous effluent (mother liquor) 1725.23 To ETP
5 Acetic anhydride 87.48 Process loss 16.78
6 water 1437.33
7 Methanol 364.43
Total 2480.35 2480.35

37. Alpha Bromo Gamma Butyrolactone
Manufacturing Process:
Alpha Bromo Gamma butyrolactone is brominates in acetic acid with bromine at room
temperature, the acetic acid is recovered and the product is purified by vaccum distillation.
Chemical Reaction:
OO O
O
Br
Br2 Acetic acid
+ NaBr
NaOH
H2O+
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Gamma
Butyrolactone
136.40 Alpha bromo gamma
butyrolactone
250.00 Product
2 Bromine 252.80 Sodium bromide 161.35 To be sold
3 Acetic acid 1362.50 Acetic acid (recovered) 1344.90 Recycled
4 Water (washing) 1658.20 Distillation residue 7.90 To incineration
5 Sodium hydroxide 63.25 Aqueous Effluent 1686.50 To ETP
6 0.00 Process loss 22.50
Total 3473.15 3473.15

38. Benzene seleninic anhydride
Manufacturing Process:
Diphenyl diselenide was treated with Hydrogen peroxide in 1,4-Dioxane at 10 C to get
benzene seleninic acid which was further refluxed in toluene to get Benzene seleninic
anhydride, the product was filotered and washed with pentane and dried in vacuum.
Chemical Reaction:
SeSe
H2O2
SeOOH
SeO
SeToluene
Reflux
Diphenyldiselenide Benzeneseleninic anhydride
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Diphenyldiselenide 237.50 Benzene seleninic
anhydride
250.00 Product
2 1,4-dioxane 2350.00 Dioxane(recovered) 2300.00 Recycled
3 Toluene 2500.00 Water (distilled) 295.00 To ETP
4 Hydrogen peroxide 280.00 Toluene(recovered) 2450.00 Recycled
5 Water (washing ) 1250.00 Process loss 72.50
6 0.00 Aqueous effluent (from
washing )
1250.00 To ETP
Total 6617.50 6617.50

39. Bis(2-hydroxyethyl)dimethylammonium chloride
Manufacturing Process:
Dimethylaminoethanol in acetonitrile is reacted with 2-chloroethanol under reflux for over
night, the resulting white crystalline product filtered and washed with ether and dried under
vacuum.
Chemical Reaction:
N
CH3
CH3 OH+ Cl
OH
Acetonitrile
OHN
+
OH
CH3
CH3
Cl-
Dimethylaminoethanol 2-chloroethanol Bis(2-hydroxyethyl)dimethylammonium chloride
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Dimethylaminoetha
nol
105.32 Bis(2-hydroxy ethyl)
dimethyl ammonium
chloride
200.00 Product
2 2-chloroethanol 94.68 Acetonitrile(recovered) 1118.36 Recycled
3 Acetonitirile 1124.28 Ether (recoverd) 100.60 Recycled
4 Ether 118.36 Process loss 23.68
5 Water (washing ) 1000.00 Aqueous Effluent (from
washing )
1000.00 To ETP
Total 2442.64 2442.64

40. Bis(phenylsulfonyl)methan
Manufacturing Process:
Bisphenylthiomethnane is dissolved in mix of acetic acid and acetic anhydride and cooled to
0 c, the hydrogen peroxide is added and heated to 50 C , On cooling the product is
precipitated and filtered , the mother liquor is store and used for next batch , the product is
recrystalised from Ethanol.
Chemical Reaction:
SS Acetic Acid acetic anhydride SS
O O
H2O2
Bisphenylthiomethane Bis(phenylsulfonyl)methane
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Bisphenylthiomethane 241.65 Bis(phenylsulfonyl)methane 250.00 Product
2 Acetic acid 833.35 Acetic acid+acetic
anhydride
1062.50 Recycled
3 Acetic anhydride 208.35 Water (from washing) 1614.60 To ETP
4 Hydrogen Peroxide (30
%)
118.75 Ethanol (recovered) 1229.15 recycled
5 Water(washing) 1520.85 Solid waste 21.90 TO CSWD
6 Ethanol 1250.00 Process loss 15.65
7 Charcoal + hyfllow 20.85 0.00
Total 4193.80 4193.80

41. Bis phenylthiomethane
Manufacturing Process:
Thiophenol is treated with Dichloromethane and sodium hydroxide solution at 0-5 c, the
organic layer is separated and the aq. layer is sent to ETP, The dichlorometane is recovered
and crude product is isolated and purified by distillation.
Chemical Reaction:
SH
+Cl
H
Cl H
S S
THIOPHENOLBISPHENYLTHIOMETHANE
Triethyl amine
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Thiophenol 257.50 Bisphenylthiometahne 250.00 Product
2 Triethyl amine 45.50 Triethylamine hydrochloride 61.90 Reworked and reused
3 Dichloromethane 3600.00 Dichloromethane(recovered) 3550.00 Recycled
4 NaOH 18.00 Aqueous effluent 1532.80 Sent to ETP
5 Water
1500.00
Sodium chloride
26.30
Dissolved salt sent to
ETP
Total 4421.00 4421.00

42. Calix[4]arene
Manufacturing Process:
The t-Butylcalix[4]arene is dissolved in dry Tolune, phenol is added and further stirred to
dissolve, Mix is cooled to 0 C and Aluninium chloride is added in portion wise at temp 0-5 C,
add water and separate the organic layer recover Toluene, and recrystalise product from
chloroform and then from Methanol.
Chemical Reaction:
CH3
CH3
CH3
CH3CH3
CH3
CH3
CH3
CH3
CH3 CH3
CH3
OH
OH
OH
OH
OH
OH
OH
OHPhenol
AlCl3 Toluene
T-butylcalix[4]arene
calix[4]arene
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 t-
butylcalix[4]arene
725.00 Calix[4]arene 500.00 Product
2 Toluene 7600.00 Chloroform (recovered) 3900.00 Recycled
3 Phenol 110.00 Methanol(recovered) 3900.00 Recycled
4 Aluminium
chloride
760.00 Toluene 7500.00 Recycled
5 Chloroform 4000.00 Solid waste 100.00 To TSDF
6 Methanol 4000.00 Aqueous Effluent 8650.00 To ETP
7 Carbon 50.00 Process loss 145.00
8 hyflow 50.00 Solid waste(carbon,hyflow) 100.00 To incineration/TSDF
9 water 7500.00 0.00
Total 24795.00 24795.00

43. Cinnamyl chloride
Manufacturing Process:
The Cinnamyl alcohol is reacted with Thionyl chloride in toluene using N ,N- dimethyl
formamide as catalyst, after completion of reaction the toluene is recovered and the
product is purified by distillation.
Chemical Reaction:
OH Cl
+ SOCl2
Toluene N,N-Dimethylformamide
--HCl
Cinnamyl Alcohol Cinnamyl ChlorideThionyl Chloride
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Cinnamyl alcohol 234.28 Cinnamyl chloride 250.00 Product
2 Thionyl Chloride 206.30 Toluene (recovered) 1127.63 Recycled
3 Toluene 1136.38 HCl Gas 63.80 To scrubber
4 N N –
dimethylformamide
2.63 Sulphurdioxide gas 111.93 To scrubber
5 Water (washing ) 1625.00 Distillation residue 26.23 To Incinaration
6 Aqueous effluent 1625.00 To ETP
Total 3204.58 3204.58

44. 2-Hydroxy-4,6-dimethylpyridine-3-carbonitrile
Manufacturing Process:
cyanoacetamide is reacted with acetylacetone in refluxing methanol using piperdine as base
to give the crystalline product 2-Hydroxy-4,6-dimethylpyridine-3-carbonitrile which filtered
washed with methanol and dried in oven.
Chemical Reaction:
NH2
CN
O Methanol
piperdine+
CH3CH3
O O
N OH
CN
CH3
CH3
Cyanoacetamide. Acetylaceton2-Hydroxy-4,6-dimethylpyridine-3-carbonitrile
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Cyanoacetamide
141.90
2-Hydroxy-4,6-
dimethylpyridine-3-
carbonitrile
250.00
Product
2 Acetylacetone 168.93 Methanol 1258.45 Recycled
3 Methanol 1266.90 Aqueous Effluent 1479.73 To ETP
4 Piperdine 3.05 Process loss 11.48
5 Water(washing) 1418.88
Total 2499.65 2499.65

45. cyclopropyl phenyl sulphide
Manufacturing Process:
Thiophenol is treated with Sodium Hydroxide in toluene to form Sodium Salt, To this is
added Cyclopropyl bromide, sodiumbromide so formed is filtered off and toluene is
recovered the product is purified by vacuum distillation.
Chemical Reaction:
SH
+
BrToluene
NaOH
S
Thiophenol Cyclopropyl Bromide Cyclopropylphenylsulphide
+ NaBr + OH2
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Thiophenol 73.32 Cyclopropyl phenyl
sulphide
100.00 Product
2 Cyclopropyl
bromide
80.00 Toluene(recovered) 726.66 Recycled
3 Sodium hydroxide 26.66 Aqueous Effluent 1246.66 To ETP
4 Toluene 733.32 Sodium bromide 68.00 To be sold
5 Water (cleaning) 1233.00 Process loss 4.98
Total 214630 2146.30

46. Dibenzothiophene
Manufacturing Process:
Biphenyl, sulphur powder and aluminium chloride is mixed together and heated till all melt
and form homogeneous mixture, on cooling the hard mass obtained was powdered and
extracted in hot toluene, the toluene is recovered , crude product is isolated and
recrystalised from hot methanol.
Chemical Reaction:
S (powder)
AlCl3 S
BiphenylDibenzothiophene
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Biphenyl 212.50 Dibenzothiophene 250.00 Product
2 Aluminium
chloride
87.50 Toluene(recovered) 1850.00 Recycled
3 Sulphur 45.00 Methanol (recovered) 1212.50 Recycled
4 Toluene 1875.00 Distillation residue 25.00 To incinaration
5 methanol 1250.00 Solid
waste(carbon,hyflow,residue)
125.00 To TSDF
6 carbon 25.00 Process loss 57.50
7 hyflow 25.00 Aqueous Effluent (washing) 1500.00 To ETP
8 Water (washing) 1500.00 0.00
Total 5020.00 5020.00

47. 1,4-Dioxane-2,6-dione
Manufacturing Process:
Digol is oxidized with 60% Nitric acid to Digycolic acid, This was then cyclised to 1,4-
Dioxane-2,6-dione by refluxing in acetic anhydride.
Chemical Reaction:
OOHOH
HNO 3
O
O
OHOH
O
O
OO O
Acetic Anhydride
Digol
--CH 3COOH
1,4-Dioxane-2,6-dione
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Digol 243.13 1,4-Dioxane-2,6-dione 250.00 Product
2 60% Nitric Acid 1146.80 Acetic acid (Recovered) 1651.38 Recycled
3 Acetic Anhydride 1662.85 Aqueous Effluent 2298.18 To ETP
4 Water 1146.75 Diisopropyl
ether(Recovered)
550.45 Recycled
5 Diisopropyl
ether
573.40 Process loss 18.35
6 Carbon +Hyflow 45.88 Solid waste 50.45 To TSDF
Total 4818.80 4818.80

48. Diphenylditelluride
Manufacturing Process:
Take THf in reactor and add Magnesium turnings, heat reflux and add slowly chlorobanzene
maintaining reflux overnight, The fine tellurium powder is slurried in THF and cooled to 0 C
to this added phenyl magnesium chloride prepared from magnesium and chlorobenzene in
THF as above, stir overnight and pass oxygen gas slowly and water and extract the product
in dietyl ether, isolate product and recrystalise from ethyl acetate.
Chemical Reaction:
Cl
Mg
MgCl
THF THF Te
Te
Chlorobenzene Phenyl magnesium chloride Diphenyl telluride
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Magnesium 5.80 Diphenylditelluride 100.00 Product
2 Tetrahydrofurane 440.00 Hexane (recovered) 580.00 Recycle
3 Chlorobenzene 27.20 Diethylether (recovered) 470.00 Recycle
4 Diethylether 500.00 THF (recovered) 400.00 Recycle
5 Hexane 600.00 Solidwaste 30.00 To TSDF
6 Tellurium 62.00 Aqueous Effluent (Effluent) 1244.00 To ETP
7 water 1200.00 Distillation residue 11.00
Total 2835.00 2835.00

49. Diphosphorus Tetraiodide
Manufacturing Process:
Iodine is dissolved in carbon tetrachloride and cooled to 0 C to this added phosphorus in
small portion and stirre for 24 hrs at rt, Again cooled to 0 C and precipitated product is
filtered and mother liquor is used for another cycle without any loss.
Chemical Reaction:
P + I2 P2I4
CS2
Phosphorus IodineDiphosphorus tetraiodide
Mass Balance:
Sr.
No
INPUT Qty
Kgs.
Output Qty.
Kgs
Remark
1 Iodine 94.12 Diphosphorus tetraiodide 100.00 Product
2 Phosphorus 11.76 Carbon disulphide 272.94 Recovered and
recycled
3 Carbon
disulphide
270.59 Hexane (recovered) 21.18 Recycled
4 hexane 23.53 Distillation residue 2.94 To incinaration
5 Water (washing ) 888.24 Aqueous effluent(from
washing )
888.24 To ETP
0.00 Process loss 2.94
Total 1288.24 1288.24
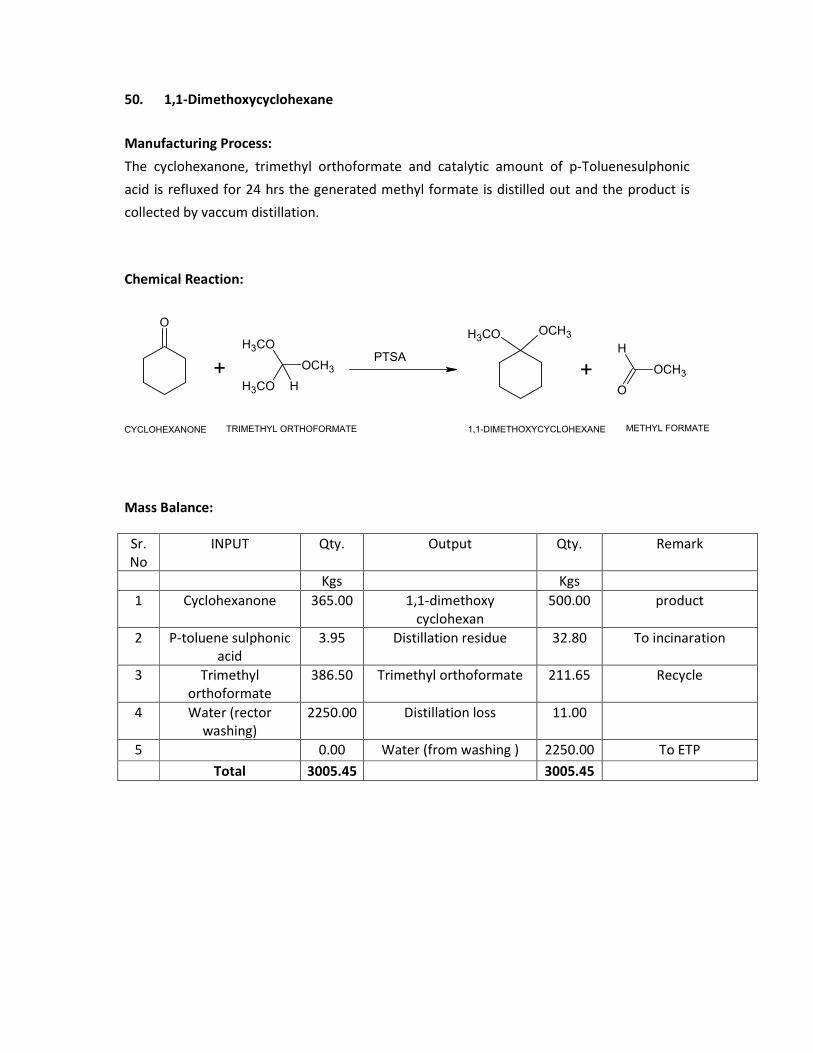
50. 1,1-Dimethoxycyclohexane
Manufacturing Process:
The cyclohexanone, trimethyl orthoformate and catalytic amount of p-Toluenesulphonic
acid is refluxed for 24 hrs the generated methyl formate is distilled out and the product is
collected by vaccum distillation.
Chemical Reaction:
O
+ OCH3
H3CO
H3CO H
PTSA
OCH3H3CO
+ OCH3
H
O
CYCLOHEXANONE TRIMETHYL ORTHOFORMATE 1,1-DIMETHOXYCYCLOHEXANE METHYL FORMATE
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Cyclohexanone 365.00 1,1-dimethoxy
cyclohexan
500.00 product
2 P-toluene sulphonic
acid
3.95 Distillation residue 32.80 To incinaration
3 Trimethyl
orthoformate
386.50 Trimethyl orthoformate 211.65 Recycle
4 Water (rector
washing)
2250.00 Distillation loss 11.00
5 0.00 Water (from washing ) 2250.00 To ETP
Total 3005.45 3005.45

51. alpha-amino-gamma-butyrolactone hydrobromide
Manufacturing Process:
L-methionine is treated with HBR gas In formic acid to form salt the formic acid is recycled
the water is added and refluxed for 24 hrs, the water is distilled along with dimethyl
sulphide out and the crude product obtained is recrystalised from n-Butanol.
Chemical Reaction:
OH
O
NH2
SCH3
HBr Formic acid
H2O n-ButanolO
O
NH2
+ CH3
SCH3
L-Methioninealpha amino gamma butyrolactone
+ H2O
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 l-methionine
225.00
alpha-amino-gamma-
butyrolactone.HBr 250.00
Product
2 HBr Gas 121.20 Dimethyl sulphide 83.93 By product
3 Formic acid 2257.50 Formic acid (recovered) 2242.50 Recycled
4 Water 2272.50 Aqueous effluent 2295.00 To ETP
5 n-Butanol 907.50 n-Butanol(recovered) 897.28 Recycled
6 Process loss 10.00
7 Solid waste 5.00 To TSDF
Total 5783.70 5783.70

52. L-Methionine sulphone methylester
Manufacturing Process:
L-methionine is converted to corresponding methyl ester by reacting withThionyl Chloride
and Methanol, the product so obtained is further Oxidsed to L-Methionine sulphone
methylester by reacting with hydrogen Peroxide and acetic acid, The product is further
purified by recristalisation from ethyl acetate.
Chemical Reaction:
S
O
OHCH3
NH2
2. H2O2 CH3COOH
1. SOCl2 CH3OH
S
O
OCH3CH3
NH2
OO
L-methionineL-methioninesulphone methyl ester
- HCl -SO2
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 l-methionine 423.30 l-methionine sulphone
methyl ester
500.00 Product
2 Thionyl chloride 335.25 Methanol 4090.90 Recovered &
recycled
3 Methanol 4119.35 Acetic Acid 1647.75 Recovered &
recycled
4 Hydrogen
peroxide
204.55 Ethyl acetate 2215.90 Recovered &
recycled
5 Acetic acid 1704.55 Solid waste 62.50 To CSWD
6 Ethyl acetate 2272.75 Hydrogen chloride 102.25 To scrubber
7 Charcoal/hyflow 56.80 Sulphur dioxide 181.80 To scrubber
8 Water 2920.45 Aqueous Effluent 3193.20 To etp
9 Process loss 42.70 loss
Total 12037.00 12037.00

53. Methyl Gycolate
Manufacturing Process:
The glycolic acid is reacted with 2,2-dimethoxy propane in methanol using P-toluene
sulphonic acid as catalyst, the final product is purified by distillation.
Chemical Reaction:
OHOH
O
+CH3CH3
OCH3H3CO PTSA
MethanolOH
OCH3
O
Glycolic Acid Methyl Glycolate
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Glycolic acid 250 Methyl glycoltae 250 Product
2 Methanol 2500.4 Methanol (Recovered ) 2661.6 Recycled
3 2,2-dimethoxy propane 171.1 Distillation residue 8.25 To Incineration
4 p-toluenesulphonic
acid
4.95 Process loss 6.6
5 Water (washing) 1000 Aqueous effluent (from
washing)
1000 To ETP
Total 3926.45 3926.45

54. Methyl (R)-3-hydroxybutyrate
Manufacturing Process:
The methyl acetoacetate treated with enzymes in isopropyl alcohol using potassium
phosphate buffer at pH 6.5-7.5, the Iso propyl alcohol is recoved and recycled, the final
product si purified by distillation.
Chemical Reaction:
CH3 OCH3
OO
CH3 OCH3
OOHEnzyme
Isopropyl alcohol
Water
Methyl aceto acetateMethyl (R)-3-hydroxybutyrate
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Methyl acetoacetate 2148 Methyl (R)-3-hydroxybutyrate 2000 Product
2 Isopropyl alcohol 21484 Isopropyl alcohol (recovered) 21298 Recycled
3 Water 21484 Methyl Tert Butylether
(recovered)
10556 Recycled
4 Enzyme 10 Water (distilled) 21964 recycled
5 Metyl tert butyl
ether
10738 Distillation residue 46 To incineration
Total 55864 55864

55. Sodium methyl sulfate
Manufacturing Process:
Dimethyl sulphate is treated with methanol and sodium bicarbonate under reflux, methanol
is recovered and the solid is slurried in acetone, filtered and dried in vacuum.
Chemical Reaction:
SH3CO OCH3
O
O
+ NaHCO3 SNaO OCH3
O
O
Methanol
Dimethyl sulphateSodium methyl sulfate
-CO2 -CH3OH
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Dimethyl suplphate 198.44 Sodium methyl sulfate 200.00 Product
2 Methanol 1338.60 Methanol (Recovered) 1365.36 Recycled
3 Soduym carbonate 132.28 Carbon dioxide 69.28
4 Water (wasing ) 1000.00 Residue 15.76 To incineration
5 Process loss 18.92 To TSDF
6 Aqueous effluent (from
washing
1000.00 To ETP
Total 2669.32 2669.32
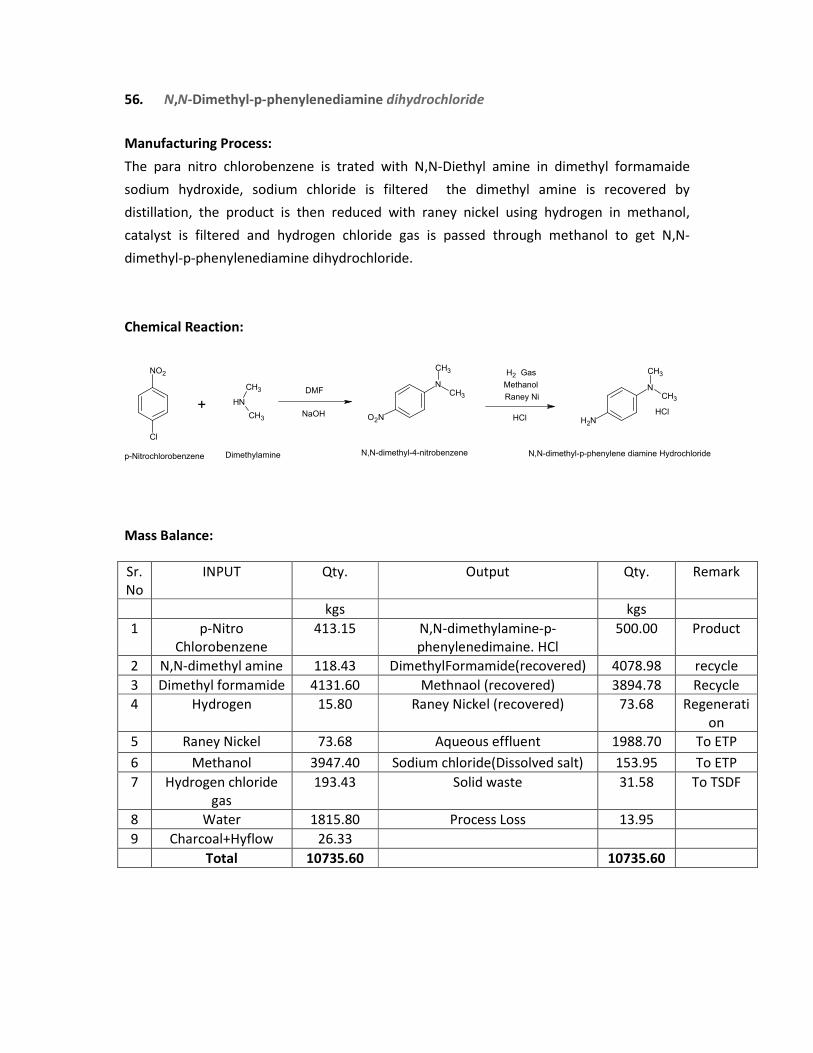
56. N,N-Dimethyl-p-phenylenediamine dihydrochloride
Manufacturing Process:
The para nitro chlorobenzene is trated with N,N-Diethyl amine in dimethyl formamaide
sodium hydroxide, sodium chloride is filtered the dimethyl amine is recovered by
distillation, the product is then reduced with raney nickel using hydrogen in methanol,
catalyst is filtered and hydrogen chloride gas is passed through methanol to get N,N-
dimethyl-p-phenylenediamine dihydrochloride.
Chemical Reaction:
NO2
Cl
DMF
NH
CH3
CH3
+O2N
NCH3
CH3
NH2
NCH3
CH3
HCl
Raney Ni
Methanol
HCl NaOH
H2 Gas
p-Nitrochlorobenzene Dimethylamine N,N-dimethyl-4-nitrobenzene N,N-dimethyl-p-phenylene diamine Hydrochloride
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
kgs kgs
1 p-Nitro
Chlorobenzene
413.15 N,N-dimethylamine-p-
phenylenedimaine. HCl
500.00 Product
2 N,N-dimethyl amine 118.43 DimethylFormamide(recovered) 4078.98 recycle
3 Dimethyl formamide 4131.60 Methnaol (recovered) 3894.78 Recycle
4 Hydrogen 15.80 Raney Nickel (recovered) 73.68 Regenerati
on
5 Raney Nickel 73.68 Aqueous effluent 1988.70 To ETP
6 Methanol 3947.40 Sodium chloride(Dissolved salt) 153.95 To ETP
7 Hydrogen chloride
gas
193.43 Solid waste 31.58 To TSDF
8 Water 1815.80 Process Loss 13.95
9 Charcoal+Hyflow 26.33
Total 10735.60 10735.60

57. N-Aminorhodanine
Manufacturing Process:
Hydrazine hydrate is treated with carbon disulphide in methanol to get carbazide, the
carbazide is then reacted with mono chloro ethyl acetate in methanol to get N-
Aminorhodanine.
Chemical Reaction:
NH 2 N H 2 OH 2 + CS 2
NHNH 2
SH S
Methanol
-H 2S
ClCH 2COOEt
N
S
N H 2
S
O
-HCl
-C 2H 5OH
Hydrazine Hydrate
3-Aminorhodanine
-H 2 O
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Hydrazine hydrate 33.78 N-Aminorhodanine 100.00 Product
2 Carbon disulphide 51.36 Methanol(Recovered) 344.60 Recycled
3 Methanol 337.84 Process loss 22.98
4 Chloroethyl acetate 82.44 NaCl 39.18 Dissolved salt to ETP
5 water 1537.84 Aqueous effluent 1563.52
6 Carbon 6.76 Solid waste 13.52 To TSDF
7 Hyflow 6.76
8 NaOH 27.02
Total 2083.80 2083.80

58. N-Boc-3-pyrrolidinone
Manufacturing Process:
Benzyl amine is reacted with Ethyl acrylate in isopropyl alcohol, after completion of reaction
isopropyl alcohol is recovered to obtain oily residue (stge -1).
To residue methyl isobutyl ketone and sodium carbonate is added and refluxed, to the
refluxing solution ethylchloro acetate is added, refluxed overnight , cooled and added warm
water, organic layer is separated and solvent is recovered to the residue (stage -2).
Solution of sodium methoxide in methanol is added to stage 2 and refluxed over night, after
completion of reaction Conc hydrochloric acid and water is added and again refluxed
overnight with recovery of methanol. Neutralize reaction mass with dilute sodium hydroxide
and extract the product with Toluene, recover toluene and distille the pure product under
vacuum (stage -3)
The stage 3 is dissolved in methanol and catalyst Pd/C is added and hydrogenated with
hydrogen, after debenzylation the methanol is recovered and the 1.4-dioxane and sodium
hydroxide is added, cooled and Diboc solution in dioxane is added stirred till completion of
reaction dioxne is recovered and product is extracted in dichloromethane, solvent is
recovered and product is distilled under vacuum.
Chemical Reaction:
NH2
CH2
O CH3
O
NH OC2H5
OCl
O CH3
O
N
O
OC2H5
O
OC2H5
N O
+
1.Debenzylation Pd/C Methanol
2. DiBOC 1,4-dioxane Dichloromethane
N
BOC
O
Benzyl amine Ethyl chloro acrylate
ethyl chloroacetate
stage 1
stage 2
stage 3N-BOC-3-pyrrolidinone
Isopropyl alcohol
Na2CO3
NaOCH3 Toluene1.
2.HCl
-CO2 - Tert Butyl alcohol
H2
-Toluene( )
-CO2
-C2H5OH
-NaCl -CO2

Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Benzyl Amine 144.80 N-BOC-3-
pyrrolidinone
250.00 Product
2 Ethyl acrylate 135.13 Isopropyl alcohol 1000.00 Recycled
3 Isopropyl alcohol 1013.53 Toluene 1202.70 Recycled
4 Ethylchloroacetate 165.55 Methanol 1067.58 Recycled
5 Sodium carbonate 143.25 1,4-Dioxane 1000.00 Recycled
6 Sodium methoxide 72.98 Dichloromethane 1270.28 Recycled
7 Toluene 1081.08 Sodium chloride 159.45 Dissolved salt
top ETP
8 Hydrochloric acid 49.33 Carbondioxide gas 151.35
9 Pd/C 13.53 Tert butyl alcohol 100.00 By bypoduct
10 Hydrogen gas 2.70 Aqueous effluent 1621.63 To ETP
11 Methanol 1081.08 Pd/C 13.53 Regenerated
and recycled
12 DiBOC 294.60 Process loss 9.65
13 1,4-Dioxane 1013.53 0.00
14 Dichloromethane 1283.78 0.00
15 water 1351.35 0.00
Total 7846.15 7846.15

59. N-Boc-trans-4-hydroxy-L-proline methyl ester
Manufacturing Process:
The trans 4-hydroxy proline is dissolved in methanol and cooled to 0 c the Thionyl chloride is
added and stirred till completion of reaction, the methanol is recovered and
dichloromethane is added to the solid, Followed by addition of DiBOC and potassium
Carbonate, the reaction is stirred at Room Temperature till completion f reaction, the MDC
is recovered and product is recrystalised from Hexane.
Chemical Reaction:
NH
OH
O
OH
SOCl2
Methanol NH
OH
O
CH3
N
OH
O
OCH3BOC
DIBOC
MDC
K2CO3
Trans-4-Hydroxyproline Trans-4-Hydroxyprolinemethylester N-BOC Trans -4-hydroxyproline methylester
HCl
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Trans-4-hydroxy
proline
145.56 N-BOC trans-4-hydroxy proline
methyl ester
250.00 product
2 Thionyl chloride 131.11 Methanol(recovered) 1422.22 recycled
3 Methanol 1455.56 MDC(recovered) 1300.00 recycled
4 DiBOC 92.22 Aqueous effluent (Effluent ) 1103.33 To ETP
5 MDC 1333.33 Solid waste 22.22 To TSDF
site
6 Potassium Carbonate 153.33 Hydrogen chloride gas 40.00 To scrubber
7 Water 1055.56 Sulpher dioxide gas 71.11 To scrubber
8 Carbon +hyflow 22.22 Potassium chloride(dissolved salt) 82.22 To ETP
0.00 Carbon dioxide 97.78
Total 4388.89 4388.89

60. 2-Nitrophenyl selenocyanate
Manufacturing Process:
The aqueous solution of potassium selenocyanate is added to the the diazotized solution of
para nitro aniline at room temperature and stirred overnight the precipitated product is
filtered and dried in vacuum oven.
Chemical Reaction:
NO2
NH2
NaNO2/HClNO2
N2Cl
+ KSeCN
NO2
SeCN
2-NITROANILINE
2-NITROPHENYLSELENOCYANATE
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2-Nitroaniline 60.79 2-
nitrophenylselenocyanate
100.00 Product
2 Hydrochloric acid 52.86 Solid waste 13.22 To TSDF
3 Sodium nitirite 30.40 Aqueous effluent 1636.56 To ETP
4 Potassium
selenocyanate
63.44 Potassium chloide 32.60 To be sold
5 water 1607.93 Nitrogen gas 12.33
6 Carbon 6.61 Sodium chloride 25.74 Dissolved salt to ETP
7 Hyflow 6.61 Process loss 8.18
Total 1828.63 1828.63

61. Nonyl Maine
Manufacturing Process:
Deconoyl chloride is reacted with ammonium Hydroxide to get amide derivative which was
subjected to Hoffman degradation with Bromine, sodium methoxide and sodium hydroxide
in ethyl alcohol gives crude nonyl amine, The product is further purified by Vacuum
distillation.
Chemical Reaction:
CH3 O
Cl
NH4OH CH3 O
NH2
CH3 NH2
BROMINE , SODIUM ETHOXIDE,
H2O/ETHANOL
-CO2
-NaBr
H2O
NH4Cl
DECANOYL CHLORIDE
NONYL AMINE
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Decanoyl chloride 281.48 Nonyl amine 200.00 product
2 Ammonium
hydroxide
48.88 Ethanol (recovered) 1244.48 recycled
3 Bromine 237.04 Aqueous effluent 2414.84 To ETP
4 Water 2340.76 Sodium bromide(dissolved
salt)
302.24 To ETP
5 Sodiummethoxide 299.28 carbondioxide 65.20
7 Ethanol 1111.16 Ammonium
chloride(dissolved salt)
80.00 Disolve to ETP
8 Distillation residue 11.84 To incinaration
Total 4318.60 4318.60

62. N-Boc-ethylenediamine
Manufacturing Process:
Ethylene diamnie is reacted with a one mole of Di-tert-butyl dicarbonate in tetrahydrofuran
at room temperature using potassium carbonate as base, the solvent is recovered and the
product is purified by solvent distillation.
Chemical Reaction:
NH2NH2 +
OOO
CH3
CH3
CH3
CH3
CH3CH3
O O
K2CO3ONH
NH2
O CH3
CH3
CH3
Ethylene diamine Di-tert-butyl dicarbonate N-BOC ethylenediamine
+ CO2
THF HCl
+ KCl
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Ethylene diamine 41.67 N-BOC ethylene diamine 100.00 Product
2 Di Boc 151.39 THF (recovered) 409.72 Reused
3 Pottasium
carbonate
95.83 Aqueous effluent 499.72 To ETP
4 Tetrahydrofuran 416.67 Carbondioxide gas 30.56
5 Water 916.67 potassium chloride 82.22 To be sold
Total 1622.22 1622.22

63. Phenylselenylbromide
Manufacturing Process:
The diphenyl diselenide is slurried in Dichloromethane and cooled to 5 C, the bromine is
then added at 0-5 C and sitirred overnight, the Dichloromethane is recovered and product is
recrystalised from Pentane.
Chemical Reaction:
Se
Se
SeBrBr Br
MDC
Diphenyldislenide Phenylseleneyl Bromide
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Diphenyldiselenide 165.00 Phenylselenyl bromide 250.00 Product
2 Dichloromethane 700.00 Pentane (recovered) 900.00 Recycled
3 Bromine 85.00 Dichloromethane(recovered) 650.00 Recycled
4 Pentane 1000.00 Process loss 150.00 To ETP
5 Water (washing) 2500.00 Aqueous effluent (from washing) 2500.00 To ETP
Total 4450.00 4450.00

64. Trimethylphenylammonium tribromide
Manufacturing Process:
A solution of N,N-dimethylaniline and toluene is prepared in reactor. The solution is stirred
and heated the dimethyl sulfate is added the product crystallize out. The product is filtered
and added to the hydrobromic acid diluted with water. Bromine is added to the stirred
solution to form orange-yellow precipitate immediately. The product, phenyltrimethyl
ammonium tribromide (PTT), is filtered, recrystallized from acetic acid.
Chemical Reaction:
NCH3CH3
+ (CH3)2SO4
N+
CH3CH3
CH3 CH3SO4 -
Toluene
N+
CH3CH3
CH3
BrH
Br2
Br3
Dimethylaniline Dimethylsulphate
Trimethylphenylammonium tribromide
126
159
CH3SO3H+H2O
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 N,N-
dimethylaniline
80.68 Trimethylphenylammonium
tribromide
250.00 Product
2 Toluene 800.00 Toluene (Recovered) 794.58 Recycled
3 dimethyl sulfate 84.00 Aqueous effluent 1121.60 To ETP
4 hydrobromic acid 166.68 Solid waste 13.83 To TSDF
5 Bromine 106.00 Process loss 7.33
6 Water 983.33 Acetic acid (recovered) 600.00 Recycled
7 Carbon 3.33 Methane sulfonic acid 65.00 To be sold
8 hyflow 3.33 0.00
9 Acetic acid (R/C) 625.00 0.00
Total 2852.33 2852.33

65. Phthalan
Manufacturing Process:
In a Rector water, sodium hydroxide and Benzyltriethylammonium chlorideis added and
heated, in portions o-dichloroxylene is added and stirred overnight and distill out the water,
now add toluene and extract the product, recover toluene and pure product is collected by
vacuum distillation.
Chemical Reaction:
Cl
Cl
+ NaOHO
Benzyltriethylammonium chloride
- NaCl - H2O
o-dichloroxylene phthalan
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 o-Dichlorobenzene 353.38 Phthalan 250.00 Product
2 Sodium hydroxide 192.31 Sodium chloride 283.96 Dissolved aslt to
ETP
3 Water 2211.54 Aqueous effluent 2187.31 To ETP
4 Benzyltriethylammonium
chloride
3.62 Distillation residue 23.96 To Incinaration
5 0.00 Process loss 15.62
Total 2760.85 2760.85

66. Pottasium selenocyanate
Manufacturing Process:
The selenium powder is dissolved in Methanol and brought to reflux the potassium cyanide
is then added in portion from top, the refluxed overnight, methanol is recovered on ejector
vacuum and recrystalised product is collected and deried.
Chemical Reaction:
KCN + Se KSCN
PottasiumCyanide Selenium Pottasium Seleno Cyanate
Methanol
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Methanol 1100.00 Pottasium selenocyanate 250.00 Product
2 Selenium 112.50 Methanol(Recovered) 1050.00 Recycled
3 Potassium
cyanide
137.50 Solid waste(carbon,hyflow) 30.00 To TSDF
4 Carbon 12.50 Process loss 45.00
5 hyflow 12.50 Aqueous effluent (washing ) 1250.00 To ETP
6 Water (washing ) 1250.00 0.00
Total 2625.00 2625.00

67. (+) S-2-Octanol
Manufacturing Process:
The 2-Octanone is treated with enzymes in isopropyl alcohol using potassium phosphate
buffer at pH 6.5-7.5, the Iso propyl alcohol is recovered and recycled, the final product Is
purified by distillation.
Chemical Reaction:
Enzyme
Isopropyl alcohol
Water
CH3
CH3
O
CH3
CH3
OH
2-Octanone(+)-2-Octanol
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2- Octanol 538.00 (+)-S-2-Octanol 500.00 Product
2 Isopropyl alcohol 5378.50 Isopropyl alcohol (recovered) 5336.50 Recycled
3 Water 5378.50 Water (distilled) 5441.50 Recycled
4 Enzyme 5.00 Distillation residue 11.50 recycled
5 0.00 Process loss 10.50 To incineration
Total 11300.00 11300.00

68. S,S-2,5-Hexanediol
Manufacturing Process:
2,5-Hexanedione is subjected to enzymatic reduction with enzyme in IPA to get 2,5-
hexanediol.
Chemical Reaction:
CH3
O
O
CH3
isopropyl alcoholEnzyme
Buffer (pH-6.5) water
CH3
OH
OH
CH3
2,5-hexanedione S,S-2,5-Hexanediol
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2,5-hexanedione 544.00 S,S-2,5-Hexanediol 500.00 Product
2 Isopropyl alcohol 5440.00 Isopropyl alcohol 5400.00 Recycled
3 Enzyme 12.00 Aqueous effluent 3100.00 To ETP
4 Water 1500.00 Solid waste 140.00 To csws
5 Glucose 160.00 Distillation residue 16.00 To incinaration
6 Buffer solution (pH-6.5) 1500.00 0.00
Total 9156.00 9156.00

69. Tetrahydro-4H-thiopyran-4-one
Manufacturing Process:
N-methylpiperidone in ether was reacted with methyl iodide to form corresponding iodide
salt, the salt was filtered off and dissolved in water followed by addition of sodium sulphide
and then refluxed overnight. The organic layer is then separated, solvent is recovered and
crude product is recrystalised from hexane.
Chemical Reaction:
N
O
CH3
CH3I
Ether
N+
O
CH3CH3
I-
S
O
Na2S H2O
4-Methylpiperidone Tetrahydro-4H-thiopyran-4-one
--(CH3)NH -NaI
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 N-methylpiperidone 269.05 Tetrahydro-4H-thiopyran-4-
one 250.00
Product
2 Methyl iodide 335.70 Ether(recovered) 1130.95 recycled
3 Ether 1190.50 Dimethyl amine .HCl 192.85 By product
4 Sodium sulphide 185.70 Hexane (recovered) 1404.75 recycled
5 Water 2904.75 Sodium iodide 357.15 To be sold
6 Hexane 1428.55 Aqueous effluent 2940.50 To ETP
7 Carbon 23.80 Solid waste 47.55 To TSDF
8 hyflow 23.80 Process loss 38.10
Total 6361.85 6361.85

70. trans-2-cyclopropanecarboxylic Acid
Manufacturing Process:
Cinnnamic acid is reacted with Thionyl chloride to give cinnnamyl chloride, which is treated,
N,N- dimethyl aniline and tertbutylalcohol, to give tertbutyl cinnamate which is further
reacted with trimethyl sulfoxonium iodide and sodium hydride to give ester, the ester on
hydrolysis gives trans-2-cyclopropanecarboxylic Acid, the product is filtered, and washed
with methanol and recrystalised from ethyl acetate.
Chemical Reaction:
OH
O
CH3
CH3
CH3OHCl
O
N
CH3
CH3
NH2
O
CH3
CH3
CH3
Na H TMSI
CH3 CH3
CH3
O
OH
O H2SO4
Dichloromethane
136
SOCl2
Cinnamic acid
trans-2-phenylcyclopropanecarboxylic acid

Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Cinnmic acid 282.44 trans-2-cyclopropanecarboxylic
Acid
250.00 Product
2 Thionyl chloride 225.19 Dichloromethane (recovered) 2786.26 Recycled
3 Tert butyl alcohol 141.22 Ether(recovered) 2767.18 Recycled
4 N,N-dimethyl aniline 230.92 Toluene(recovered) 2824.43 Recycled
5 Sodium hydride 45.80 N,N-dimethylanilne
(regenerated)
219.47 Recycled
6 Trimethyl sulfoxonium
iodide
419.85 Sodium iodide ( salt ) 286.26 To be sold
7 Sulfuric acid 187.02 Sodium chloride (dissolved salt 111.64 To ETP
8 Dichloromethane 2824.43 Hydrogen chloride Gas 69.66 To
Scrubber
9 Ether 2862.60 Sulfurdioxide gas 122.14 To
Scrubber
10 Toluene 2862.60 Aqueous Effluent 4465.65 To ETP
11 Sodium sulphate 38.17 Solid waste 47.71 To TSDF
12 water 3816.79 Process loss 110.69
14 Sodium hydrooxide 76.34
15 Hyflow +carbon 47.71
Total 14061.07 14061.07

71. Triisopropanolamine cyclic borate
Manufacturing Process:
Triisopropanolamine is reacted with Boric acid in Tolune at reflux, the water formed during
reaction is contineousaly distilled, After completion of reaction Pet ether is added and the
crystalised product is filtered and dried in vacuum.
Chemical Reaction:
N
O
B
O
CH3
CH3
OCH3
N
OH
CH3
OH
CH3
OH
CH3
+B
OH
OH OHToluene Petether
-H2O
Trisisopropanol amine
Boric AcidTriisopropanolamine cyclic borate
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Triisopropanolamine 254.00 Triisopropanolamine cyclic
borate
250.00 Product
2 Boric acid 81.10 Toluene (Recovered) 924.20 Recycled
3 Toluene 930.85 Pet ether (recovered) 924.20 Recycled
4 Pet ether 930.85 Aqueous effluent 71.80 To ETP
5 Water (washing) 1250.00 Process loss 13.30
6 Solid waste 13.30 To TSDF
7 Aqueous effluent (from
washing)
1250.00
Total 3446.80 3446.80

72. Tropinone
Manufacturing Process:
Hydrochloric acid is added to the 2,5-dimethoxy furane and left overnight to form
succinaldehyde solution, to this were added methyl amine hydrochloride, acetone
dicarboxylic acid, acetic acid and sodium Hydroxide, sittred overnight, next day the pH is
made alkaline with sodium carbonate and the product is extracted with Dichloro methane,
solvent is recovered and product is purified by distillation.
Chemical Reaction:
OH3CO OCH3 HCl
HH
O
O
COOH
COOH
O+ CH3NH2.HCl+
--CO2 CH3COOH
NaOH
NO CH3
-NaCl
-CH3COONa
2,5-Dimethoxy furan succinaldehydeAcetone dicarboxylic acid
Tropinone
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2,5-dimethoxy furane 255.80 Tropinone 250.00 Product
2 Hydrochloric acid 234.50 Dichloromethane
(Recovered) 1531.00
Recycled
3 Methyl amine HCl 130.80 Methanol (Recovered) 124.05 Recycled
4 Acetone dicarboxylic acid 282.95 Carbondioxide gas 170.55
5 Acetic acid 116.30 Sodium chloride 114.35 To ETP
6 Sodium hydroxide, 77.50 Sodium acetate 158.90 To be sold
7 Dichloromethane 1550.40 Aqueous effluent 2736.40
8 Water 2469.00 Distillation residue 32.00
Total 5117.25 5117.25
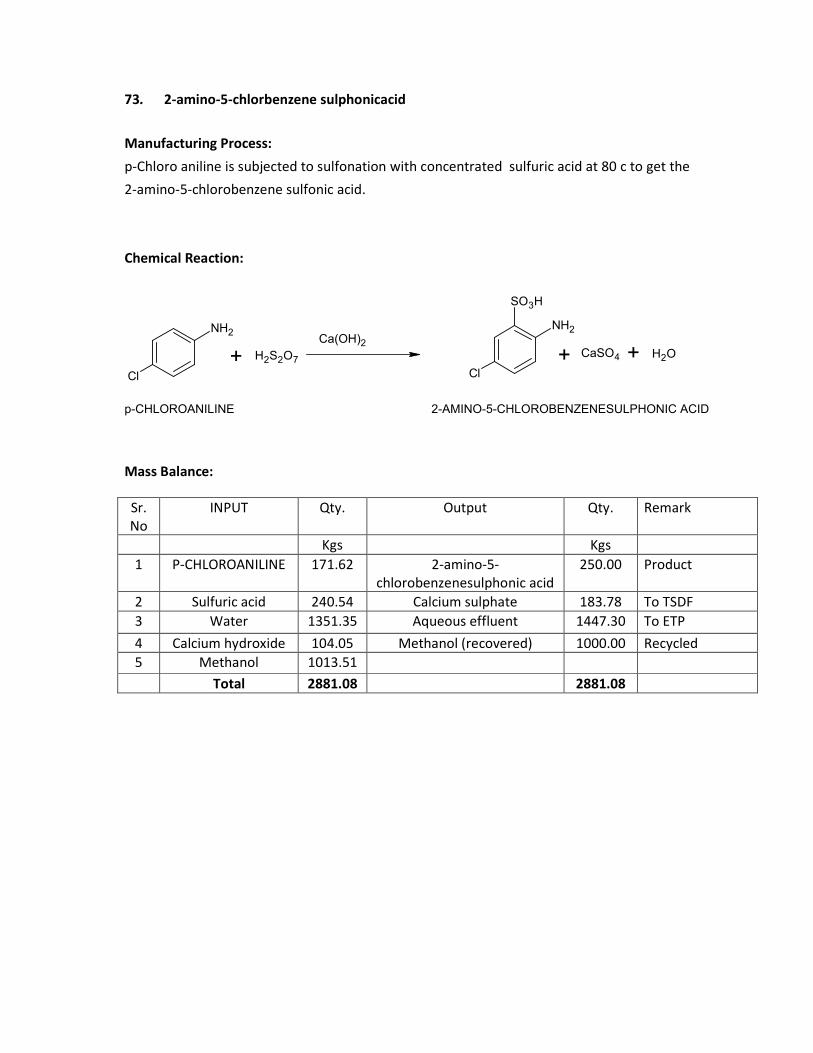
73. 2-amino-5-chlorbenzene sulphonicacid
Manufacturing Process:
p-Chloro aniline is subjected to sulfonation with concentrated sulfuric acid at 80 c to get the
2-amino-5-chlorobenzene sulfonic acid.
Chemical Reaction:
NH2
Cl
+ H2S2O7
NH2
Cl
SO3H
p-CHLOROANILINE 2-AMINO-5-CHLOROBENZENESULPHONIC ACID
Ca(OH)2
+ CaSO4 + H2O
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 P-CHLOROANILINE 171.62 2-amino-5-
chlorobenzenesulphonic acid
250.00 Product
2 Sulfuric acid 240.54 Calcium sulphate 183.78 To TSDF
3 Water 1351.35 Aqueous effluent 1447.30 To ETP
4 Calcium hydroxide 104.05 Methanol (recovered) 1000.00 Recycled
5 Methanol 1013.51
Total 2881.08 2881.08

74. 4-methyl-2-pipecolic acid Hydrochloride
Manufacturing Process:
4-methyl piperdine is reacted with methyl formate, which is subjected to electrolysis, it forms the
corresponding acid which was then isolated and purified by recrystalisation from Acetone.
Chemical Reaction:
NH
CH3
H
OCH3
O
+-- H2O N
H3CO O
CH3 Electrochemistry
NH
CH3
COOH
4-methylpipecol4-methyl-2-pipecolic acid
methyl formate
Methanol
Platinum electrode
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 2-methylpipecol
138.27
4-Methylpipecolic acid
.HCl 250.00
Product
2 Methylformate 83.80 Methanol (Recovered) 1229.05 REcycled
3 Methanol 1256.98 Acetone (recovered) 1089.39 recycled
4 Water
1117.32
Aqueous effluent
(Effluent ) 1117.32
To ETP
5 Acetone 1117.32 Solid waste 34.92 To TSDF
6 Charcoal +Hyflow 34.92 Process loss 27.93
Total 3748.60 3748.60

75. N-Methylhydrazinecarboximidamide hydroiodide
Manufacturing Process:
Thiosemicarbazide is reacted with methyl iodide in methanol to give intermediate salt this
was the reacted with Methanolic Methylamine solution gives N-
Methylhydrazinecarboximidamide hydroiodide, the crude product is purified from
Isopropanol.
Chemical Reaction:
S
NH
NH2
NH2CH3I
S
NH
NH2
+
NH2
CH3I-
CH3NH2 NH
NH
NH2
+
NH2
CH3I-CH3OH CH3OH
Thiosemicarbazide N-Methylhydrazinecarboximidamide hydroiodide
+ CH3SH+
Mass Balance:
Sr.
No.
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Thiosemicarbazide 105.32 N-Methylhydrazinecarboximidamide
hydroiodide
250.00 Product
2 Methyl Iodide 163.19 Methanol (Recovered ) 1030.09 Recycled
3 Methyl amine 35.88 Isopropyl alcohol (Recovered ) 856.48 Recycled
4 Methanol 1053.24 Methyl amine 55.56 Recycle
5 Isopropyl alcohol 868.06 Process loss 27.78
6 Hyflow+ Carbon 28.94 Solid waste 23.15 To TSDF
7 Water (Washing) 1868.06 Aqueous effluent (washing ) 1879.63 To ETP
Total 4122.69 4122.69

76. Tetraphenylcyclopentadienone
Manufacturing Process:
Benzil and dibenzyl ketone are mixed and refluxed in toluene in presence of p-Toluene
sulfonic acid as catalyst to get Tetraphenylcyclopentadienone, the product is crystalised
from Ethyl alcohol.
Chemical Reaction:
O
Ph Ph
O
+ Ph Ph
O
O
Ph
Ph Ph
Ph
Benzil Dibenzylketone Tetraphenylcyclopentadienone
Toluene , PTSA
+ 2 H2O
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Benzyl 140.00 Tetraphenylcyclopentadienone 250.00 Product
2 Dibenzyl Ketone 140.00 Toluene (Recovered) 920.00 Recycled
3 Toluene 933.33 Ethylalcohol ( Recovered) 520.00 Recycled
4 Ethyl alcohol 533.33 Aqueous effluent 700.00 To ETP
5 Water (washing) 666.67 Process loss 13.33
6 0.00 Solid waste 10.00 To TSDF
Total 2413.33 2413.33

77. 4,6-Dimethylpyrimidine
Manufacturing Process:
Formamide is reacted with Acetylacetone in refluxing Toluene using p-Toluenesulphonic
acid. The product formed is recrystalised Ethylacetate.
Chemical Reaction:
H NH2
O O
CH3 CH3
O
N N
CH3 CH3
CO 3H2O2 + + +PTSA
Formamide Acetylacetone 4,6-Dimethylpyrimidine
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Formamide 208.33 4,6-Dimethylpyrimidine 250.00 Product
2 Acetylacetone 231.48 Aqueous effluent
(washing)
2671.30 To ETP
3 P-Toluenesulfonic acid 2.31 Ethyl Acetate
(recovered)
1712.96 recycled
4 Ethyl Acetate 1736.11 Carbon Monoxide 64.81
5 Water (washing) 2546.30 Solid waste 57.87 To TSDF
6 Carbon +Hyflow 57.87 Process loss 25.46
Total 4782.41 4782.41

78. 2-chloro-3,4~dimethoxybenzaldehyde
Manufacturing Process:
3-hydroxy-4-methoxybenzaldehyde is chlorinated with chlorine in DMF, the intermediate so
obtained is reacted with Dimethyl sulfate in aq sodium hydroxide to get 2-chlro-3,4-
dimethoxybenzaldehyde and recrystalised from hexane.
Chemical Reaction:
CHO
OH
OCH3
+ Cl Cl
Dimethyl Formamide
CHO
OH
OCH3
Cl(CH3)2SO4 NaOH
CHO
OCH3
OCH3
Cl
-- Na2SO4--HCl
3-Hydroxy-4-methoxybenzaldehyde 2-chloro-3,4-methoxybenzaldehyde
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 3-hydroxy-4-
methoxybenzaldehyde
190.00 2-chlro-3,4-dimethoxy
benzaldehyde
223.75 Product
2 Dimethyl formamide 1500.00 Hexane (Recovered) 937.50 Recycled
3 Dimethyl sulphate 157.50 Sodium sulphate (dissolved
salt )
148.75 To ETP
4 Sodium hydroxide 50.00 Aqueous effluent 1462.50 To ETP
5 Hexane 1000.00 Solid waste 31.25 To TSDF
6 Water 1000.00 Dimethyl formamide
(Recovered)
1125.00 Recycled
7 Charcoal +Hyflow 31.25
Total 3928.75 3928.75

79. N,N-dimethyl Sulfomoyl chloride
Manufacturing Process:
Sulfuryl chloride is reacted with N,N-dimethylamine Hydrochloride under refluxed, the
excess of sulfury chloride is neutralized and product is extracted with ether, the ether is
recovered product is purified by distillation.
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 Dimethylamine HCl 153.41 N,N-dimethyl Sulfomoyl chloride 250.00 Product
2 Sulfuryl chloride 253.79 Sodium chloride (dissolved salt) 219.70 To ETP
3 Sodium carbonate 198.86 Carbondioxide 83.33
4 Water washing 1420.45 Aqueous effluent (from
washing)
1454.55 To ETP
5 0.00 Distillation residue 18.94 To
Incinaration
Total 2026.52 2026.52
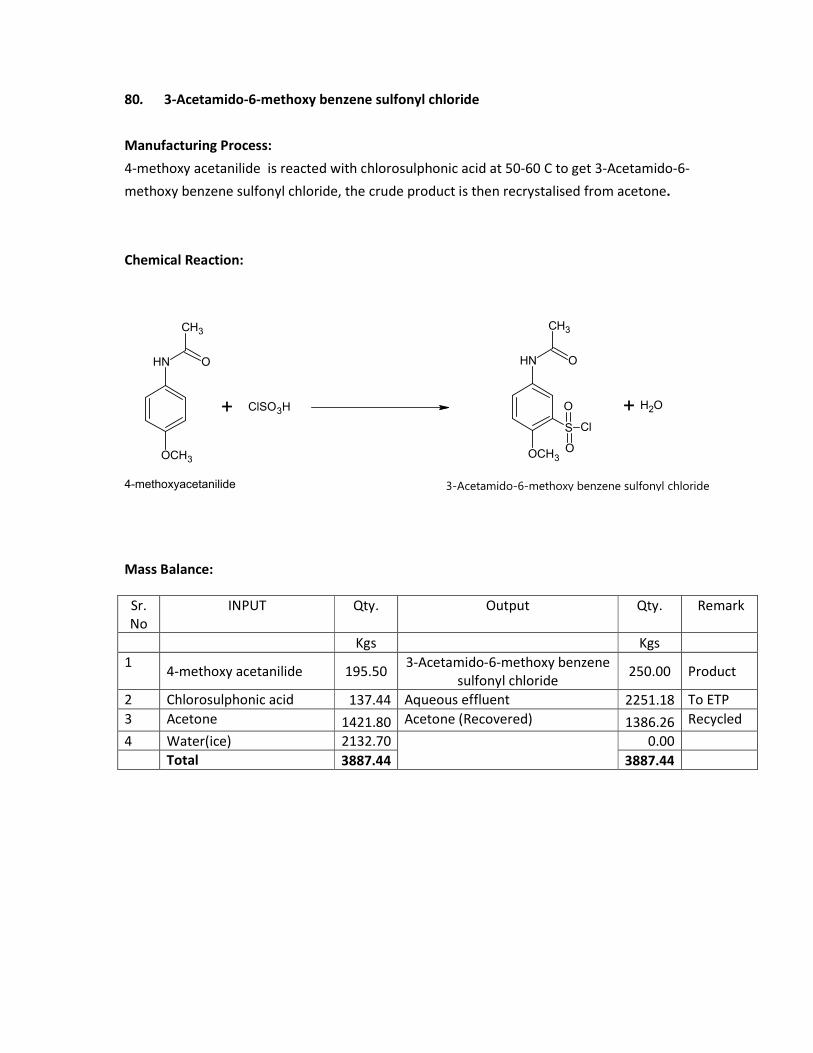
80. 3-Acetamido-6-methoxy benzene sulfonyl chloride
Manufacturing Process:
4-methoxy acetanilide is reacted with chlorosulphonic acid at 50-60 C to get 3-Acetamido-6-
methoxy benzene sulfonyl chloride, the crude product is then recrystalised from acetone.
Chemical Reaction:
OCH3
NH
CH3
O
+ ClSO3H
OCH3
NH
CH3
O
S
O
O
Cl
4-methoxyacetanilide 3-Acetamido-6-methoxy benzene sulfonyl chloride
+ OH2
Mass Balance:
Sr.
No
INPUT Qty. Output Qty. Remark
Kgs Kgs
1 4-methoxy acetanilide 195.50
3-Acetamido-6-methoxy benzene
sulfonyl chloride 250.00 Product
2 Chlorosulphonic acid 137.44 Aqueous effluent 2251.18 To ETP
3 Acetone 1421.80 Acetone (Recovered) 1386.26 Recycled
4 Water(ice) 2132.70 0.00
Total 3887.44 3887.44

ANNEXURE - IV
WATER CONSUMPTION AND WASTEWATER GENERATION
Sr. No.
Purpose Water Consumption Waste Water Generation
KL / Day KL / Day
1. Process 22.5 22.0
2. Boiler 20.0 1.0
3 Cooling 20.0 1.0
3. Washing 2.0 2.0
4. Scrubber 2.0 2.0
Total 66.5 28.0*
5. Other (Gardening) 4.5 Nil
5. Domestic 2.0 1.8
Grand Total 73 29.8
NOTE:
* Out of process effluent @ 28 KL/Day, about 25 KL/Day effluent will be dilute stream and
remaining 3 KL/Day will be concentrated stream.
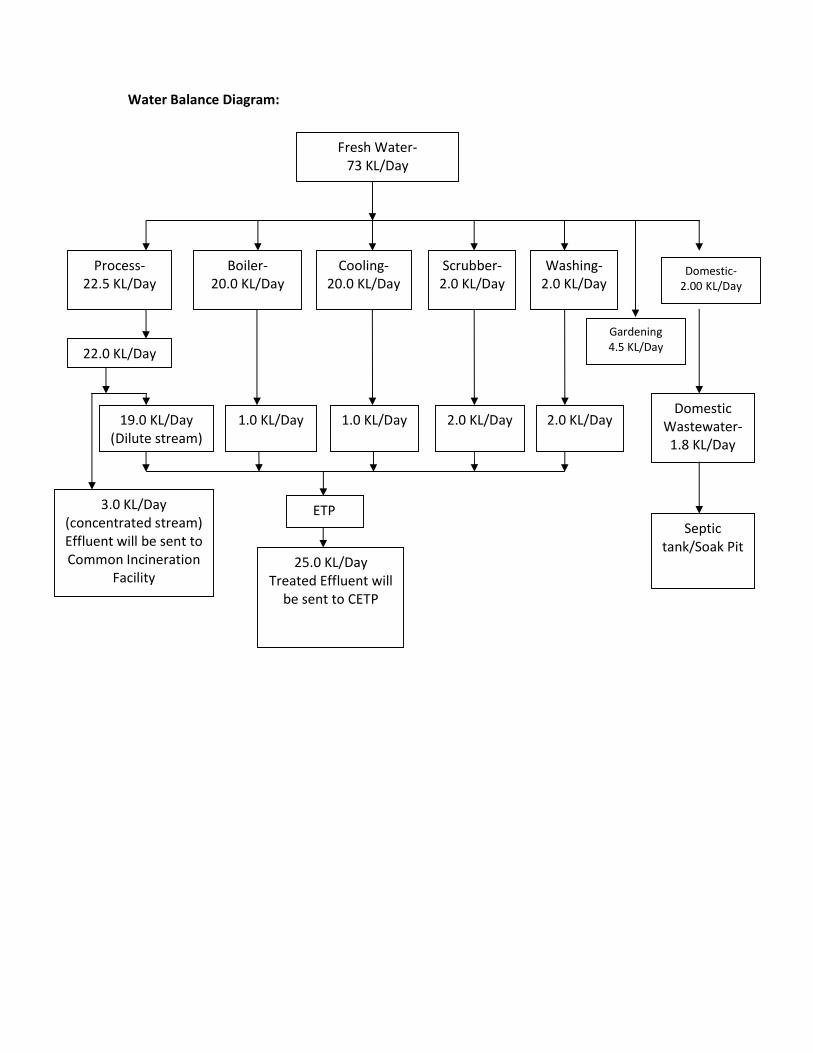
Water Balance Diagram:
Fresh Water-
73 KL/Day
Domestic-
2.00 KL/Day
Boiler-
20.0 KL/Day
Cooling-
20.0 KL/Day
Scrubber-
2.0 KL/Day
Process-
22.5 KL/Day
Domestic
Wastewater-
1.8 KL/Day
1.0 KL/Day 1.0 KL/Day 2.0 KL/Day
22.0 KL/Day
Septic
tank/Soak Pit 25.0 KL/Day
Treated Effluent will
be sent to CETP
Washing-
2.0 KL/Day
2.0 KL/Day 19.0 KL/Day
(Dilute stream)
3.0 KL/Day
(concentrated stream)
Effluent will be sent to
Common Incineration
Facility
ETP
Gardening
4.5 KL/Day

ANNEXURE - V
EFFLUENT TREATMENT PLANT
BRIEF DESCRIPTION OF ETP
M/s. Ecolec Bioscience Pvt. Ltd. shall have an Effluent treatment plant consisting of primary
and secondary treatment units. The effluent confirming to inlet standards of GIDC drain. The
details of ETP are as follows.
For LOW COD AND TDS Stream I (25 KLD)
First all non-toxic and biodegradable streams of wastewater shall be collected in
Equalization cum Neutralization Tank (ENT). Here caustic is added from Caustic Dosing Tank
(CDT) by gravity to maintain neutral pH of wastewater. Mixer is provided in ENT to keep all
suspended solids in suspension and to provide proper mixing.
Then after, neutralized wastewater shall go to Flash Mixer (FM) by gravity. Alum and
Polyelectrolyte shall be dosed from Alum Dosing Tank (ADT) and Polyelectrolyte Dosing Tank
(PEDT) respectively by gravity into FM to carry out coagulation by using a Flash Mixer.
Then after, coagulated wastewater shall be settled in Primary Tube Settler (PTS).Clear
supernatant from PTS shall be passed in Aeration Tank (AT). In AT biodegradation of organic
matter of the wastewater shall be carried out by bacteria (suspended growth) and for that
oxygen shall be supplied by 2 nos. of air blowers (B-01) through diffusers. Air blowers also
keep MLSS in suspension. Nutrients will be added from Nutrient Dosing Tanks (NDTs) to
Aeration Tank for growth of Bacteria.
Then after, waste water shall go to Secondary Settling Tank (SST) from AT. Here, the
suspended solids shall be settled. Sludge shall be removed from bottom of SST and pumped
to AT to maintain MLSS and excess activated sludge shall be sent to Sludge Sump (SS). Clear
supernatant from SST shall be collected in Treated Effluent Sump (TES) before sent to GIDC
drain.
Sludge settled in PTS and excess sludge from SST shall be collected in Sludge Sump. Then
sludge shall be pumped to Filter Press where, dewatering shall be carried out before storage
in HWSA and ultimate disposal to TSDF. Leachate from FP shall be sent back to ENT for
further treatment.
High COD and TDS concentrated Stream II (3 KLD) will be sent to Common Incineration
facility.

DESIGN DETAIL OF ETP
SIZE OF TANKS
S.N. Name of unit Size (m x m x m) No. MOC/
Remark
Steam I -Low COD and TDS Stream (25 KLD )
2 Equalization cum
Neutra-lization Tank
(ENT)
3.2 x 3.2 x (2.5LD+0.5 FB) 1 RCC M25+A/A
Bk. Lining
4 Flash Mixer (FM) 0.8 x 0.8 x (1.5 LD +0.5
FB)
1 RCC M25
5 Primary Tube Settler (PTS) 2.0 x 1.2 x (2.0 LD + 0.75
HB+ 0.5 FB)
1 RCC M25
6 Aeration Tank (AT) 7.0 x 5.2x (3.5 LD +0.5FB) 1 RCC M25
7 Secondary Settling
Tank(SST)
2.0 x 1.2 x (2.0 LD + 0.75
HB+ 0.5 FB)
1 RCC M25
10 Sludge Sump (SS) 1.5 x 1.5 x (2.5 LD + 0.5) 1 RCC M25
11 Filter Press (FP) 8 M3 / day 1 PP
12 Treated Effluent Sump(TES) 3.2 x 3.2 x (2.5LD+0.5 FB) 1 RCC M25
RCC M25 = REINFORCED CEMENT CONCRETE (M 25 GRADE)
PCC = PLAIN CEMENT CONCREAT
SS = STAINLESS STEEL
PP = POPYPROPELINE

FLOW DIAGRAM:
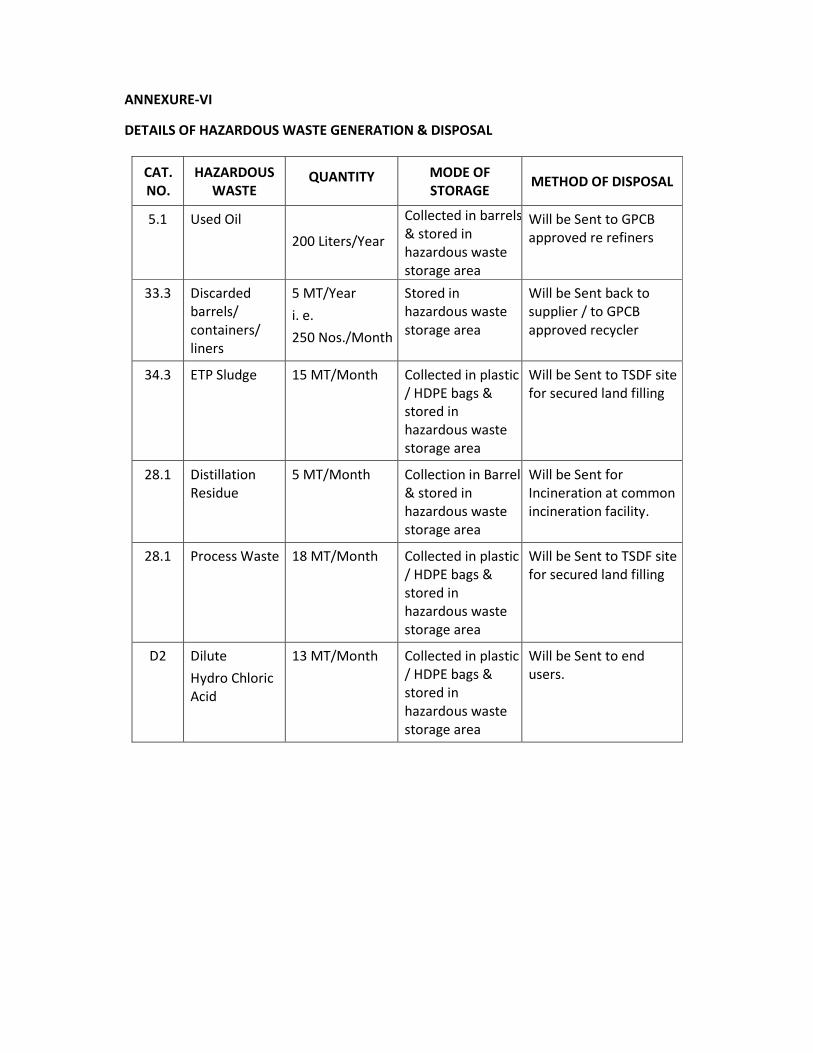
ANNEXURE-VI
DETAILS OF HAZARDOUS WASTE GENERATION & DISPOSAL
CAT.
NO.
HAZARDOUS
WASTE QUANTITY MODE OF
STORAGE METHOD OF DISPOSAL
5.1 Used Oil
200 Liters/Year
Collected in barrels
& stored in
hazardous waste
storage area
Will be Sent to GPCB
approved re refiners
33.3 Discarded
barrels/
containers/
liners
5 MT/Year
i. e.
250 Nos./Month
Stored in
hazardous waste
storage area
Will be Sent back to
supplier / to GPCB
approved recycler
34.3 ETP Sludge 15 MT/Month Collected in plastic
/ HDPE bags &
stored in
hazardous waste
storage area
Will be Sent to TSDF site
for secured land filling
28.1 Distillation
Residue
5 MT/Month Collection in Barrel
& stored in
hazardous waste
storage area
Will be Sent for
Incineration at common
incineration facility.
28.1 Process Waste 18 MT/Month Collected in plastic
/ HDPE bags &
stored in
hazardous waste
storage area
Will be Sent to TSDF site
for secured land filling
D2 Dilute
Hydro Chloric
Acid
13 MT/Month Collected in plastic
/ HDPE bags &
stored in
hazardous waste
storage area
Will be Sent to end
users.

ANNEXURE-VII
DETAILS OF AIR POLLUTION CONTROL SYSTEM
FLUE GAS EMISSION
Nos.
of
Stack
Stack Attached to Stack Height
& Diameter
Type & Consumption of fuel Air Pollution Control
System
1 Steam Boiler
Capacity : 800 Kg/hr
Height :
20 Meters
Dia: 8 inch
Natural gas@
36 scm/hr
Natural
gas@
72 scm/hr
--
2 Thermic Fluid Heater
(4,00,000 cal./Hour.)
Height :
20 Meters
Dia: 8 inch
Natural gas@
36 scm/hr
--
2 D. G. Set - Stand By
Capacity : 125 KVA
Height :
10 Meters
Dia: 5 inch
LDO
20 Liters/Hr
As LDO is used as a fuel,
no air pollution control
system is required.
PROCESS GAS EMISSION
Nos. of
Stack Vent Attached to
Vent Height &
Diameter Pollutants
Air Pollution
Control System
1 Sulphonation
Vessel
Height : 13 Meters
Dia: 5 inch
SO2 40 mg/Nm3 Alkali Scrubber
2 Chlorination Vessel Height : 13 Meters
Dia 5 inch
HCl
Cl2
20 mg/Nm3
9 mg/Nm3
Water Scrubber
3 Amination Vessel Height : 13 Meters
Dia 5 inch
NH3 175 mg/Nm3 Water Scrubber

ANNEXURE-VIII
DETAILS OF HAZARDOUS CHEMICALS STORAGE & HANDLING
Sr.
No.
Raw Materials Storage
Capacity
(MT)
Type of
Storage &
MOC
No. of
Vessel
Vessel Capacity
(MT)
Type of
Hazard
1 Methanol 2.00 Drums 20 200 Kg Flammable
2 Ethanol 1.00 Drums 10 200 Kg Flammable
3 Isopropanol 2.00 Drums 20 200 Kg Flammable
4 Tetrahydrofurane 1.00 Drums 10 200 Kg Flammable
5 Ethyl Acetate 1.00 Drums 10 200 Kg Flammable
6 Ether 1.00 Drums 10 200 Kg Flammable
7 Dichloro Methane 2.00 Drums 20 200 Kg Flammable
8 Bromine 0.50 Bottles 150
3 Kg Glass
Bottle Toxic
9 Chlorine 0.50 Cylinder 2 250 Kg Cylinder Toxic
10 Ammonia 0.50 Cylinder 4 250 Kg Cylinder Toxic
11 Toluene 1.00 Drums 10 200 Kg Flammable
12 Acetone 1.00 Drums 10 200 Kg Flammable
13 Carbon Disulphide 0.50 Drums 2 200 Kg Flammable
14 Hexane 0.50 Drums 3 200 Kg Flammable
15 Hydrochloric Acid 0.50 Drums 2 250 Kg Corrosive
16 Sulphuric Acid 1.00 Carboys 15 65 Kg Corrosive
17 Acetic Acid 0.50 Carboys 15 35 Kg Corrosive
18 Acetic Anhydride 0.50 Carboys 15 35 Kg Corrosive
19 Aluminiumchloride 0.50 Bags 20 25 Kg Corrosive
20 Nitric Acid 0.25 Carboys 5 50 Kg Corrosive
21 Thionyl Chloride 0.50 Drums 2 250 Kg Corrosive
22 Hydrogen 0.50 Cylinder 10 50 Kg Flammable
23 Sodium Hydroxide 0.50 Bags 10 50 Kg Corrosive
24 Chloroform 0.50 Drums 2 250 Kg Flammable
25 Sodium Hydride 0.25 Ms Drum 1 250 Kg Flammable
26
Phosphorus Oxy
Chloride
0.25
Carboys 5 50 Kg Corrosive

ANNEXURE – IX
SOCIO - ECONOMIC IMPACTS
1) Employment Opportunities
The manpower requirement for the proposed project is being expected to generate some
permanent jobs and secondary jobs for the operation and maintenance of plant. This will
increase direct / indirect employment opportunities and ancillary business development to
some extent for the local population.
This phase is expected to create a beneficial impact on the local socio-economic
environment.
2) Industries
Required raw materials and skilled and unskilled laborers will be utilized maximum from the
local area. The increasing industrial activity will boost the commercial and economical status
of the locality, to some extent.
3) Public Health
The company regularly examines, inspects and tests its emission from sources to make sure
that the emission is below the permissible limit. Hence, there will not be any significant
change in the status of sanitation and the community health of the area, as sufficient
measures have been taken and proposed under the EMP.
4) Transportation and Communication
Since the existing factory is having proper linkage for the transport and communication, the
development of this project will not cause any additional impact. In brief, as a result of the
expansion there will be no adverse impact on sanitation, communication and community
health, as sufficient measures have been proposed to be taken under the EMP. The
proposed expansion is not expected to make any significant change in the existing status of
the socio - economic environment of this region.

ANNEXURE-X
______________________________________________________________________
PROPOSED TERMS OF REFERENCE FOR EIA STUDIES
1. Project Description
• Justification of project.
• Promoters and their back ground
• Project site location along with site map of 5 km area and site details providing various
industries, surface water bodies, forests etc.
• Project cost
• Project location and Plant layout.
• Water source and utilization including proposed water balance.
• Product spectrum (proposed products along with production capacity) and process
• List of hazardous chemicals.
• Mass balance of each product
• Storage and Transportation of raw materials and products.
2. Description of the Environment and Baseline Data Collection
• Micrometeorological data for wind speed, direction, temperature, humidity and rainfall
in 5 km area.
• Existing environmental status Vis a Vis air, water, noise, soil in 5 km area from the project
site. For SPM, RSPM, SO2, NOx.
• Ground water quality at 5 locations within 5 km.
• Complete water balance
3. Socio Economic Data
• Existing socio-economic status, land use pattern and infrastructure facilities available in
the study area were surveyed.
4. Impacts Identification And Mitigatory Measures
• Identification of impacting activities from the proposed project during construction and
operational phase.
• Impact on air and mitigation measures including green belt
• Impact on water environment and mitigation measures
• Soil pollution source and mitigation measures
• Noise generation and control.
• Solid waste quantification and disposal.
5. Environmental Management Plan
• Details of pollution control measures
• Environment management team
• Proposed schedule for environmental monitoring including post project
6. Risk Assessment
• Objectives and methodology of risk assessment
• Details on storage facilities

• Process safety, transportation, fire fighting systems, safety features and emergency
capabilities to be adopted.
• Identification of hazards
• Consequence analysis through occurrence & evaluation of incidents
• Disaster Management Plan.
7. Information for Control of Fugitive Emissions
8. Post Project Monitoring Plan for Air, Water, Soil and Noise.
9. Information on Rain Water Harvesting
10. Green Belt Development plan