lithographie mit licht–, elektronen- und röntgenstrahlen
TRANSCRIPT

Herwig Braun
Die Herstellungsverfahren von mikroelek- tronischen Bauelementen und Schaltkreisen wie Diffusion, Ionenimplantation und Che- mical Vapor Deposition wirken groflflachig, unstrukturiert. Das Muster, durch das ein einzelnes Bauelement (etwa ein Transistor) oder eine komplette Mikroschaltung (inte- grierte Schaltung) dargestellt wird, mufl durch einen besonderen Prozeflschritt er- zeugt werden. Dieser Prozeflschritt wird in Anlehnung an die Terminologie der Drucktechnik Lithographie genannt.
Wihrend des gesamten Herstellungsprozes- ses sind je nach Art der Bauelemente und der angewendeten Technologie 4 -10 Lithogra- phieschritte notig. Dadurch kommt der Lithographie in der Halbleitertechnologie besondere Bedeutung zu.
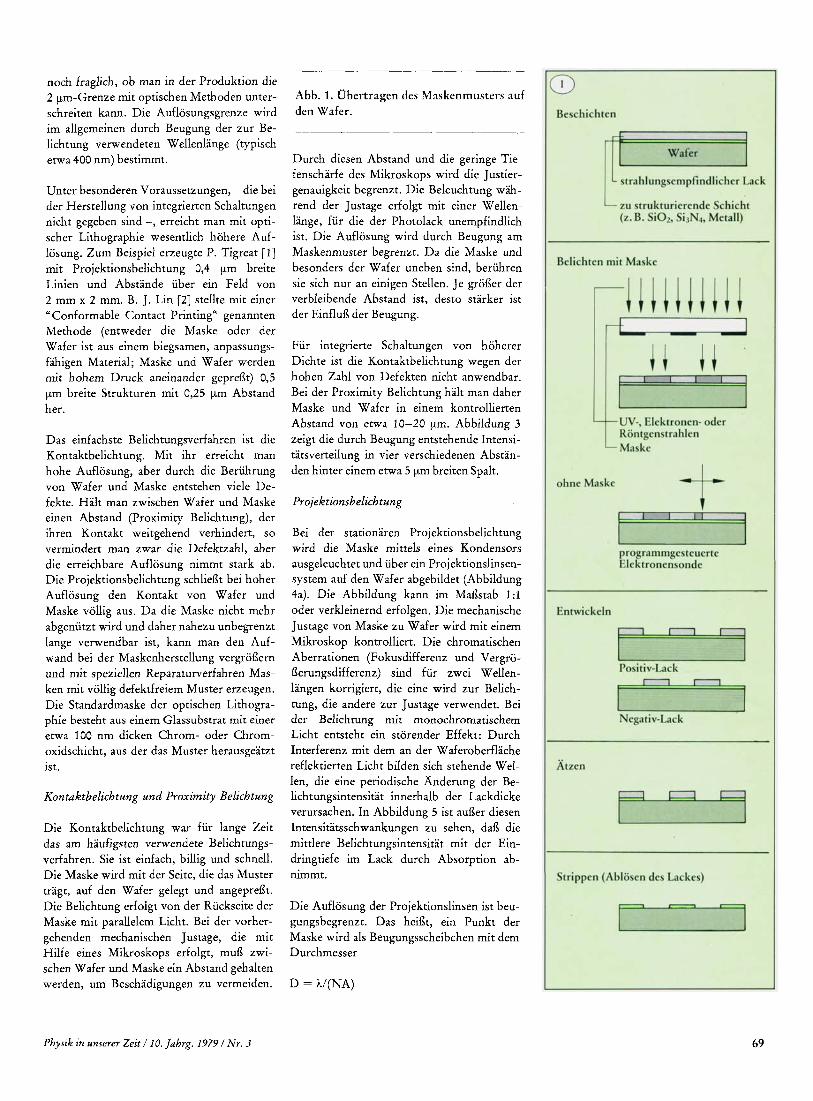
Aufgabe der Lithographie ist es also, das Schaltkreismuster, das zunachst als ein Satz Koordinaten (Strukturdaten, Design Data) vorliegt, auf eine Halbleiterscheibe (Wafer) zu iibertragen. Dazu wird in der Regel zuerst eine Maske hergestellt. Die Maske enthalt das Schaltkreismuster in Form von Transparenz- unterschieden fur die Strahlen, die zum Ubertragen dieses Musters auf den Wafer verwendet werden. In der optischen Litho- graphie ist das zum Beispiel eine Glasplatte, auf der das Schaltkreismuster als struktu- rierte Chromschicht aufgebracht ist. Als nachster Schritt mu13 das Muster der Maske auf den Wafer iibertragen werden (Abbil- dung 1). Dazu wird der Wafer mit einem strahlungsempfindlichen Lack, dem "Resist" beschichtet und durch die Maske mit UV-, Elektronen- oder Rontgen-Strahlen belichtet. Mit Elektronenstrahlen kann die Belichtung auch ohne Maske erfolgen. Es ist iiblich, unabhangig von der verwendeten Strahlen- art von einer ,Belichtung" des Wafers zu sprechen. Dieser Ausdruck soll auch hier in diesem Sinne verwendet werden. In den belichteten Gebieten andert sich die Loslich- keit des Lackes: Nimmt sie zu, so spricht man von einem Positiv-Lack, nimmt sie ab, von einem Negativ-Lack. Beim nachfolgen- den Entwickeln werden die Gebiete hoherer Loslichkeit vollsdndig aufgelost. Dadurch wird an diesen Stellen die Waferoberflache freigelegt. Das Schaltkreismuster kann nun auf den Wafer iibertragen werden, 2.B. durch Xtzen einer den Wafer bedeckenden Si0,-Schicht, die spater als Diffusionsmas- kierung dient. Nach dem Xtzen wird der restliche Lack entfernt. Damit hat die Litho- graphie ihre Aufgabe als strukturierender
Lithographie mit Licht-, Elektronen- und Rontgenstrahlen ProzeBschritt der Halbleitertechnologie er- fiillt.
Anforderungen an die Lithographie
Die wichtigsten Anforderungen an die Litho- graphie sind hohe Auflosung, d. h. die Fahig- keit moglichst feine Strukturen herzustellen, gutes Aufeinanderpassen der Muster der auf- einanderfolgenden Lithographieschritte, das "Overlay", und moglichst geringe Dimen- sionstoleranzen der einzelnen Elemente eines Musters. Seit der Entwicklung des Planar- transistors im Jahre 1959 hat sich die Anzahl der Bauelemente in den jeweils fortschritt- lichsten integrierten Schaltungen jarlich etwa verdoppelt. Sie betragt heute mehrere hunderttausend. Im Vergleich dazu hat die GroBe einer integrierten Schaltung, eines sogenannten " Chips", nur unwesentlich ZU-
genommen: namlich um etwa zwei Groflen- ordnungen, von etwa 1 mmz auf maximal 100 mm'. Daraus ist ersichtlich, daB die Anforderungen an Auflosung, Overlay und Dimensionstoleranzen gewaltig gestiegen sind. Sie werden auch in Zukunft weiter steigen. Das Ziel dieser Miniaturisierung ist es, hohere Schaltgeschwindigkeit, niedrigere Verlustleistung und geringere Kosten zu er- reichen.
Eine weitere wichtige Forderung ist, dai3 die Muster auf dem Wafer moglichst defekt- frei sind. Durch Verunreinigungen auf der Maske, im Belichtungsgerat, auf dem Wafer, oder durch Beschadigung der Maske oder des Lackmusters auf dem Wafer wird die Ausbeute an funktionsfAigen Chips herab- gesetzt. Dabei geniigt oft ein Defekt in pm- Grofle um ein ganzes Chip funktionsunfahig zu machen. Die Ausbeute der Lithographie tragt exponentiell mit der Zahl ihrer An- wendungen zur Gesamtausbeute bei. Das Erreichen einer geringen Defektdichte ist in erster Linie ein technologisches Problem. Zum Teil ist aber auch durch das physikali- sche Prinzip der Belichtung eine grogere oder geringere Defektanfalligkeit gegeben (2.B. Beriihrung von Wafer und Maske bei der Kontaktbelichtung).
Eine Forderung, die in Zukunft immer mehr an Bedeutung gewinnen wird, ist die nach Flexibilitat. Ein Lithographieverfahren ist umso flexibler, je spater im Prozefl das Schaltkreismuster endgiiltig festgelegt sein mug, oder mit anderen Worten, je schneller ein neuer Schaltkreisentwurf, eine Schalt- kreisanderung oder die Personalisierung eines
Logikschaltkreises als Chip verwirklicht wer- den kann. Die Flexibilitat wird in erster Linie vom Maskenherstellungsverfahren bestimmt. Die Art der benotigten Maske und damit ihr Herstellungsprozefl hangen wiederum weit- gehend von der Wahl des Waferbelichtungs- verfahrens ab. Die hochste Flexibilitat bietet die direkte, maskenlose Waferbelichtung mit dem Elektronenstrahl. Es mufl weiter gefor- dert werden, dafl der strahlungsempfindliche Lack mit den weiteren Prozeflschritten der Halbleiterherstellung vertraglich ist, z. B. mufl der Lack auf der jeweiligen Waferober- flache haften, er mufl gegen die verwendeten Xtzverfahren und Temperaturen bestandig sein und er mu6 sich ohne Riickstande ab- losen lassen. Die Entwicklung geeigneter, geniigend empfindlicher Lacke ist ein wich- tiges Gebiet der Lithographie.
SchlieBlich soll noch die Forderung nach niedrigen Kosten genannt sein. In sie gehen wesentlich vom physikalischen Prinzip des Verfahrens bestimmte Faktoren ein: Die Art der Masken, die Komplexitat des Belich- tungsgerates, die erforderliche Belichtungs- zeit (Lackempfindlichkeit, Intensitat der Strahlung) und die Grofle der Flache, die auf einmal belichtet werden kann. Es ist aber sehr schwierig, die Kosten eines Lithographie- verfahrens gegen seine Vorteile abzuwagen. Die Herstellung feinerer Strukturen kostet zwar mehr, aber sie ergibt auch mehr Chips pro Wafer oder komplexere Chips mit hohe- rer Leistung.
Die wichtigsten Verfahren der Lithographie
In Abbildung 2 sind die wichtigsten Ver- fahren der Lithographie mit den am haufig- sten verwendeten Kombinationen dargestellt. Die Waferbelichtungsverfahren werden in den folgenden Kapiteln ausfiihrlich beschrie- ben. Die Maskenherstellung wollen wir nicht n&er abhandeln; es wird nur der grund- satzliche Aufbau der jeweils benotigten Mas- kenart erlautert. Auch die Vorgange bei der Belichtung und Entwicklung des strahlungs- empfindlichen Lackes werden nicht disku- tiert.
Optische Lithographie
Optische Verfahren sind die Standardver- fahren der Halbleiterlithographie. Im Rou- tinebereich werden minimale Linienbreiten von 3-5 pm hergestellt, Linienbreiten von 2 pm scheinen noch erreichbar. Es ist jedoch
68 Physik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3 0 Verlag Chemie, GmbH, 0-6940 Weinheim, 1979 0031-921i2/79/0305-0068 $02SO/O
noch fraglich, ob man in der Produktion die 2 pm-Grenze mit optischen Methoden unter- schreiten kann. Die Auflosungsgrenze wird im allgemeinen durch Beugung der zur Be- lichtung verwendeten Wellenlange (typisch etwa 400 nm) bestimmt.
Unter besonderen Voraussetzungen, - die bei der Herstellung von integrierten Schaltungen nicht gegeben sind -, erreicht man rnit opti- scher Lithographie wesentlich hohere Auf- losung. Zum Beispiel erzeugte P. Tigreat [1] mit Projektionsbelichtung 0,4 pm breite Linien und Abstande uber ein Feld von 2 mm x 2 mm. B. J. Lin [2] stellte rnit einer “Conformable Contact Printing“ genannten Methode (entweder die Maske oder der Wafer ist aus einem biegsamen, anpassungs- f&igen Material; Maske und Wafer werden mit hohem Druck aneinander gepre8t) 0,5 pm breite Strukturen mit 0,25 pm Abstand her.
Das einfachste Belichtungsverfahren ist die Kontaktbelichtung. Mit ihr erreicht man hohe Auflosung, aber durch die Beruhrung von Wafer und Maske entstehen viele De- fekte. HBt man zwischen Wafer und Maske einen Abstand (Proximity Belichtung), der ihren Kontakt weitgehend verhindert, so vermindert man zwar die Defektzahl, aber die erreichbare Auflosung nimmt stark ab. Die Projektionsbelichtung schlief3t bei hoher Auflosung den Kontakt von Wafer und Maske vollig aus. Da die Maske nicht mehr abgenutzt wird und daher nahezu unbegrenzt lange verwendbar ist, kann man den Auf- wand bei der Maskenherstellung vergroflern und rnit speziellen Reparaturverfahren Mas- ken mit vollig defektfreiem Muster erzeugen. Die Standardmaske der optischen Lithogra- phie besteht aus einem Gfassubstrat rnit einer etwa 100 nm dicken Chrom- oder Chrom- oxidschicht, aus der das Muster herausgeatzt ist.
Kontaktbelichtung und Proximity Belichtung
Die Kontaktbelichtung war fur lange Zeit das am haufigsten verwendete Belichtungs- verfahren. Sie ist einfach, billig und schnell. Die Maske wird mit der Seite, die das Muster tragt, auf den Wafer gelegt und angepreflt. Die Belichtung erfolgt von der Ruckseite der Maske mit parallelem Licht. Bei der vorher- gehenden mechanischen Justage, die mit Hilfe eines Mikroskops erfolgt, mufl zwi- schen Wafer und Maske ein Abstand gehalten werden, um Beschadigungen zu vermeiden.
Abb. 1. Obertragen des Maskenmusters auf den Wafer.
Durch diesen Abstand und die geringe Tie- fenscharfe des Mikroskops wird die Justier- genauigkeit begrenzt. Die Beleuchtung w&- rend der Justage erfolgt mit einer Wellen- Iange, fur die der Photolack unempfindlich ist. Die Auflosung wird durch Beugung am Maskenmuster begrenzt. Da die Maske und besonders der Wafer uneben sind, beruhren sie sich nur an einigen Stellen. Je grofier der verbleibende Abstand ist, desto starker ist der Einflui3 der Beugung.
Fur integrierte Schaltungen von hoherer Dichte ist die Kontaktbelichtung wegen der hohen Zahl von Defekten nicht anwendbar. Bei der Proximity Belichtung halt man daher Maske und Wafer in einem kontrollierten Abstand von etwa 10-20 pm. Abbildung 3 zeigt die durch Beugung entstehende Intensi- tatsverteilung in vier verschiedenen Abstan- den hinter einem etwa 5 pm breiten Spalt.
Projektionsbelichtung
Bei der stationaren Projektionsbelichtung wird die Maske mittels eines Kondensors ausgeleuchtet und uber ein Projektionslinsen- system auf den Wafer abgebildet (Abbildung 4a). Die Abbildung kann im Magstab 1:1 oder verkleinernd erfolgen. Die mechanische Justage von Maske zu Wafer wird mit einem Mikroskop kontrolliert. Die chromatischen Aberrationen (Fokusdifferenz und Vergro- Gerungsdifferenz) sind fur zwei Wellen- langen korrigiert, die eine wird zur Belich- tung, die andere zur Justage verwendet. Bei der Belichtung mit monochromatischem Licht entsteht ein storender Effekt: Durch Interferenz mit dem an der Waferoberflache reflektierten Licht bilden sich stehende Wel- len, die eine periodische Anderung der Be- lichtungsintensitat innerhalb der Lackdicke verursachen. In Abbildung 5 ist aui3er diesen Intensitatsschwankungen zu sehen, dai3 die mirtlere Belichtungsintensitat mit der Ein- dringtiefe im Lack durch Absorption ab- nimmt.
Die Auflosung der Projektionslinsen ist beu- gungsbegrenzt. Das heiflt, ein Punkt der Maske wird als Beugungsscheibchen mit dem Durchmesser
D = L/(NA)
Physik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3 69

Abb. 2. Ubersicht iiber die wichtigsten Ver- fahren der Lithographie. : Standard- verfahren in der Fertigung,-: Obergang von Entwicklung zu Fertigung und -: Entwicklung.
Abb. 3 . Verteilung der Belichtungsintensi- tiit I in verschiedenen Abstanden z hinter einem etwa 5 Itm breiten Spalt. (Nach G. I. Geikas, B. D. Ables [3]).
Abb. 4. Projektionsbelichtung mit Licht. a) Stationae Projektion, b) Scanning Pro- jektion. (Nach D. A. Markle [4]).
70 Physik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3

abgebildet, wobei h die Wellenlange und NA die numerische Apertur bedeuten. Um hohe Auflosung zu erreichen, mufl man die Wel- lenlange moglichst klein und die numerische Apertur moglichst gro8 machen. Da Wafer unvermeidliche Unebenheiten aufweisen (et- wa f 5 pm bis k 10 pm), ist neben der hohen Auflosung auch gro8e Tiefenscharfe erfor- derlich. Die Tiefenscharfe aber ist zur nume- rischen Apertur umgekehrt proportional. Man mu8 also zwischen hoher Auflosung und Tiefenscharfe einen Kompromifl schlie- flen.
Ein weiterer Kompromi8 mu8 zwischen Auflosung und Belichtungsfeldgrofle einge- gangen werden. Man erreicht hohere Auflo- sung, wenn man nicht den ganzen Wafer auf einmal belichtet, sondern kleinere Belich- tungsfelder nebeneinander setzt (Step- und Repeat-Verfahren). Da uber kleinere Belich- tungsfelder auch die Waferunebenheiten klei- ner sind, nehmen die Anforderungen an die Tiefenscharfe ab, man kann mit einer hoheren numerischen Apertur arbeiten, wodurch die Auflosung weiter verbessert wird. Allerdings mul3 fur jedes Belichtungsfeld neu fokussiert werden, was ohne Schwierigkeiten automa- tisch (z. B. durch Staudruckdiisen) erreicht werden kann.
Das eigentliche Ma8 fur die Auflosung ist in der Lithographie die kleinste herstellbare Linienbreite. Die kleinste Linienbreite ist bei der Projektionsbelichtung etwa 2-5 ma1 gro- 8er als der Durchmesser des Beugungsscheib- chens.
Besser als mit dem Durchmesser des Beu- gungsscheibchens wird die Qualitat eines Projektionsgerates durch die Modulations- iibertragungsfunktion (MOF) beschrieben.
Ein optisches System ist ein linearer Ober- trager: Eine sinusformige Intensitatsvertei- lung wird wieder als sinusformige Intensi- tatsverteilung, jedoch mit verminderter Modulation abgebildet. Die MOF stellt das Verhaltnis von Bildmodulation (Wafer) zu Objektmodulation (Maske) in Abhangigkeit von der Ortsfrequenz einer sinusformigen Intensitatsverteilung dar.
Eine Maske hat 100% Modulation rnit sprunghaftem Wechsel der Intensitat von I = 0 zu I = I,,,. Diese Verteilung la8t sich nach Fourier in eine Reihe von sinusforrn- gen Verteilungen zerlegen. Die Abnahme ihrer Modulation kann dann aus der MOF
bestimmt werden. Die Superposition dieser sinusformigen Verteilungen mit verminder- ter Modulation ergibt die Intensitatsvertei- lung auf dem Wafer.
In der Praxis wird die MUF meistens als Ab- hangigkeit der Bildmodulation von der Linienfrequenz (Liniedmm) eines Gitters mit gleicher Steg- und Spaltbreite und mit 100 7'0 Modulation angegeben. Man kann dann fur eine bestimmte Linienauflosung sofort den erreichbaren Modulationsgrad ablesen (Abbildung 6).
Bei der "Scanning-Projektion" werden zur Abbildung zwei konzentrische spharische Spiegel verwendet (Abbildung 4b). Da Spie- gel keine chromatischen Aberrationen haben, mufl man nicht mit monochromatischem Licht arbeiten. Fur eine schmale, ringformige Zone kann man die Abbildungsfehler der Spiegel fast vollstandig korrigieren. Einen Abschnitt dieser ringformigen Zone beniitzt man zur Abbildung der Maske auf den Wafer im Magstab 1:l. Wahrend der Belichtung werden Maske und Wafer gleichma8ig be- wegt, so d& die Maske streifenweise, nach- einander auf den Wafer abgebildet wird.
Elektronenstrahl-Lithographie
Zum Belichten von Lacken eignen sich auch Elektronenstrahlen. Bewegte Elektronen ha- ben nach De Broglie eine Wellenlange
h = h/p = h/(mv),
wobei h das Plancksche Wirkungsquantum, p der Elektronenimpuls, m die Elektronen- masse und v die Geschwindigkeit der Elek- tronen sind.
Nach der Beziehung
mit e, der elektrischen Elementarladung und U, der Beschleunigungsspannung, ist die Geschwindigkeit der Elektronen durch die Beschleunigungsspannung ersetzbar. Fur die in der Lithographie verwendeten Beschleu- nigungsspannungen von etwa 10-30 kV kann man die relativistische Massenzunah- me der Elektronen vernachlassigen, also fur m die Ruhemasse des Elektrons einsetzen. So liefern dann die Gleichungen (1) und (2) die Zahlenwertgleichung :
h/nm = 1 , 2 3 / m .
Abb. 5. Abhangigkeit der Belichtungsin- tensitat von der Eindringtiefe in einer 630 nm dicken Lackschicht auf Silizium. Die Belichtungswellenlange ist 404,7 nm. (Nach F. H. Dill [5]).
Dem verwendeten Spannungsbereich von 10- 30 kV entsprechen Wellenlingen von (12.. . 7) . nm. Bei den im Vergleich zur Licht- optik sehr kleinen Offnungswinkeln der Elektronenoptik (lo-' bis rad) liegt die beugungsbegrenzte Auflosung allerdings nicht wie in der Lichtoptik in der Grogen- ordnung der verwendeten Wellenlange, son- dern beim 100-10000-fachen der Wellen- lange. Durch den kleinen Uffnungswinkel wird jedoch die Tiefenscharfe sehr grog.
Neben der hohen Auflosung bringen Elek- tronenstrahlen zwei weitere wesentliche Vor- teile, die oft ausschlaggebend fur die Anwen- dung der Elektronenstrahlbelichtung sind. Erstens Iassen sich Elektronenstrahlen elek- trostatisch und elektromagnetisch ablenken. Diese Eigenschaft kann man einerseits zur schnellen und genauen Justage von aufein- anderfolgenden Belichtungen benutzen, an- dererseits 1a8t sich durch programmgesteu- erte Ablenkung einer feinen Elektronen- sonde der Wafer direkt, d.h. ohne Maske belichten. Zweitens kann man eine Elektro- nensonde zum Auffinden von Marken (2.B. in SiOz geatzten Stufen) benutzen. Dabei arbeitet das Belichtungsgerat in der Art eines Scanning-Elektronenmikroskops (SEM). Man mi8t die Anderung der Ausbeute an Sekundarelektronen oder riickgestreuten Elektronen, die dann auftritt, wenn die Elek- tronensonde die Marke trifft. Erzeugt man bei der vorhergehenden Belichtung auf dem Wafer geeignete Marken, so kann man vor der nachsten Belichtung die Lage der Marken relativ zum Elektronenstrahlbelichtungsfeld
Physik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3 71

feststellen und daraus Korrekturablenkungen fur die automatische, rechnergesteuerte Ju- stage der nachsten Belichtung berechnen. Die Belichtung mit Elektronenstrahlen hat aber auch Nachteile. Der Elektronenstrahl wird durch Streuung im Lack verbreitert und durch Riickstreuung aus dem darunterlie- genden Wafer entsteht eine zusatzliche schwache Belichtung am Rande der vom Pri- marstrahl belichteten Flachen. Beide Effekte bedingen eine unvermeidliche VergroBerung der belichteten Strukturen (und damit des entwickelten Lackbildes) und sind der be- stimrnende Faktor fur die Auflosungsgrenze der Elektronenstrahlbelichtungsverfahren. Die kleinsten, mit konventionellen Lackpro- zessen im Labor herstellbaren Strukturen sind heute in der GroBe von einigen Zehntel pm. Mit speziellen Verfahren wurden aber bereits Linienbreiten von 0,008 pm herge- stellt.
Die durch Streuelektronen verursachte Ver- groflerung einer belichteten Struktur ist da- von abhangig, wie weit die umliegenden be- lichteten Stellen entfernt sind, d. h. wie stark Streuelektronen aus benachbarten Gebieten zur Belichtung beitragen. Bei der maskenlo- sen Elektronenstrahlbelichtung kann man
diese Proximity Effekt genannte Erscheinung durch von der Umgebung abhangige Ande- rungen der Belichtungsintensitat korrigieren. In jedem Fall konnte der Proximity Effekt bei der urspriinglichen Dimensionsgebung be- reits beriicksichtigt werden.
Ein weiterer Nachteil ist, daB die Belich- tung des Wafers im Hochvakuum erfolgen mu& weil sonst der Elektronenstrahl schon auf dem Weg zur Lackoberflache stark ge- streut wurde. Dadurch wird das Belichtungs- gerat komplizierter und aufwendiger.
Eine ausfiihrliche Besprechung der elektro- nenlithographischen Verfahren und eine um- fangreiche Liste weiterfiihrender Literatur findet sich in einem Artikel von A. N. Broers [61.
Im folgenden werden drei Grundtypen von Elektronenstrahlbelichtungsgeraten bespro- chen: Zwei Projektionsgerate, bei denen ahnlich wie in der optischen Lithographie Masken verwendet werden und das "Scanning System" zur maskenlosen Belichtung.
Verkleinernde Elektronenstrahl-Projektion (Step and Repeat)
Abbildung 7 zeigt das Prinzip eines typischen Projektionsgerate nach M. B. Heritage 171. Es ist das elektronenoptische Analogon eines optischen Projektionsgerates. Eine Maske wird von der Elektronenquelle mittels eines Kondensorsystems ausgeleuchtet und uber zwei Projektionslinsen im MaBstab 10:1 auf die Waferoberflache abgebildet. Mit elektro- statischen Ablenkplatten kann der Strahl ein- und ausgeschaltet werden. Zum Auffinden von Justiermarken auf Maske und Wafer benutzt man das Gerat als eine Art zweistu- figes SEM. Durch Anderung der Erregung der Kondensorlinsen wird eine Elektronen- sonde geformt und auf die Maskenoberflache fokussiert. Die Ablenkspulen in der dritten Kondensorlinse lenken sie iiber die Justier- marken auf der Maske rasterformig ab. Trifft die Sonde auf die transparente Justiermarke, dann wird sie 1O:I verkleinert auf den Wafer abgebildet. (Dabei wird auch das Ablenkfeld 10:1 verkleinert.) W h r e n d die Elektronen- sonde iiber die Wafermarke lauft, miBt man die Sekundarelektronenausbeute und macht sie wie bei einem SEM auf einem Bildschirm sichtbar. Der Bildschirm zeigt dann die Uberlagerung des Transmissionsbildes der Maskenmarke und des Reflexionsbildes der Wafermarke. Mit den Ablenkspulen (Justage-
72 Physik in unserer Zeit I 10. Jahrg. 1979 I Nr. 3

4bb. 6. Modul~tionsubertr.igung~funktion :MCJF) und entsprechende Intensitatsver- teilung fui die Abbildung von zwei tim breiten Linien.
.4bb. 7. I'rinzip eines 10: 1 Elektronen- ,trahl-ProjektionsgerEtes. (Nach M. B. Heritage 171).
4bb. 8 . Gerat zur Kathodenprojektion. (Nach T. W . O'Keeffe et 31. [ S ] ) .
Ein Problem der Elektronenstrahl-Projek- tion ist die Herstellung geeigneter Masken.
Die Masken bestehen aus einer freitragenden Metallfolie von etwa 5 pm Dicke und mussen die transparenten Stellen des Musters als off- nungen enthalten. Eine Tragerfolie kann wegen der starken Streuung und Absorption der Elektronen nicht verwendet werden. Es ist daher nicht ohne weiteres moglich, Mas- ken zur Belichtung von in sich geschlossenen Strukturen herzustellen. Ein weiteres Pro- blem ist die Konstruktion von Projektions- linsen fur grof3e Belichtungsfelder. Die Be- lichtung von grof3en Chips muf3 aus mehre- ren Belichtungsfeldern zusammengesetzt werden (stitching).
Die verkleinernde Elektronenstrahl-Projek- tion ist wegen der kurzen Belichtungszeit und wegen des fur Elektronenstrahl-Belich- tungsgerate relativ geringen apparativen Auf- wands kostengiinstig und liefert eine hohe Auflosung. Wegen der komplizierten Mas- kenherstellung ist es wohl nur fur die Mas- senproduktion geeignet. Das Verfahren be- findet sich im Entwicklungsstadium, bisher ist keine Anwendung in der Halbleiterpro- duktion bekannt.
1-[n/(Bd)].[2m U/e]"' =
= (U0cosa/v)'/'.
Dabei bedeuten B die KraftfluBdichte, U die Beschleunigungsspannung, Uo die Austritts- spannung der Elektronen, m die Elektronen- masse, e die Elektronenladung, d den Ab- stand Kathode-Anode und a den Emissions- winkel.
Man sieht, d d wegen der verschiedenen Austrittswinkel nur fur Uo = 0 ein exakter Fokus erreicht wird. Die Austrittsspannung reicht jedoch fur CsI bis zu 0,5 V, die fur Palladium sogar bis zu 2 V.
Deswegen ist die mittels Kathodenprojektion erreichbare Auflosung in erster Linie durch chromatische Aberration begrenzt. Die theo- retischen Abschatzungen der Auflosungs- grenze gehen weit auseinander, die giinstig- sten Abschatzungen liegen bei 0,1 pm. Test- muster konnten mit Linienbreiten von 0,5 vm hergestellt werden [9]. Die erforderliche Belichtungszeit liegt zwischen 1 und 10 Se- kunden. In dieser Zeit wird die ganze Wafer- flache auf einmal belichtet, es ist keine me- chanische Bewegung notig.
spulen) zwischen den Projektionslinsen kann nun das Rasterfeld der Elektronensonde ver- schoben werden bis sich die Bilder der beiden Marken decken. Die gleiche Einstellung der Ablenkspulen bewirkt bei der nachfolgen- den Belichtung, daf3 die Abbildung des Mas- kenmusters auf die bereits vorhandenen Mu- ster auf dem Wafer pafit. Nach der Belich- tung von einem Feld mug der Wafer mechanisch verschoben werden. Vor der nachsten Belichtung ist neuerlich eine Justage von Maskenbild zu Wafer notig.
Theoretisch besitzt das beschriebene Gerat eine Auflosung von 0,05 Fm iiber ein Belich- tungsfeld von 3 mm x 3 mm. Das entspricht der Fahigkeit 12 000 Linien/Feld (Linien- breite 0,25 pm) mit einer Auflosung von 1/5 der Linienbreite herzustellen. Die Auflosung des Gerates ist durch Beugung und Bildfeld- wolbung begrenzt. Bisher nachgewiesen wurde die Herstellung von 6000 Linien/Feld.
Die Belichtungszeit pro Feld ist rnit 0,l Se- kunden sehr kurz. Das Gerat hat eine sehr groge Tiefenscharfe von etwa 1 mm, so daf3 Schwankungen der Waferdicke und Uneben- heiten des Wafers keine Schwierigkeiten be- reiten.
Kathodenprojektion (1:l)
Das Verfahren der Kathodenprojektion wurde erstmals von T. W. O'Keeffe et al, [8] veroffentlicht. Das Prinzip des verwendeten Gerates ist in Abbildung 8 dargestellt. Die Maske ist als Photokathode ausgebildet. Sie besteht aus einem ultraviolett-(UV)-durch- lassigen Substrat (Quarz), aufdem das Muster aus einem UV-absorbierenden Material (TiO') aufgebracht ist. Dariiber befindet sich eine diinne, photoemittierende Schicht (Palla- dium, Casiumjodid). Die Maske wird von der Riickseite her gleichformig mit UV-Licht be- strahlt. Stellen, die kein UV-absorbierendes Muster tragen, emittieren Photoelektronen. Diese werden durch eine zwischen Wafer und Maske angelegte Spannung von 10-20 kV auf den Wafer zu beschleunigt. Da die Elektronen verschiedene Austrittswinkel (+ 90°) haben, miissen sie auf die Wafer- oberflache fokussiert werden. Das geschieht durch ein longitudinales Magnetfeld mit einer Kraftflddichte von etwa 0,1 Tesla.
Die Elektronen beschreiben dabei eine spi- ralformige Bahn. Die Fokussierbedingung fur das Durchlaufen von genau einer Schleife der Spirale lautet nach [8]:
Das Verfahren besticht durch die Einfachheit des Gerates und die kurze Belichtungszeit pro Wafer. Obwohl die Maskenherstellung nicht so kompliziert ist wie bei der im vor- hergehenden Kapitel besprochenen Elek- tronenstrahlprojektion, eignet sich auch die- ses Verfahren in erster Linie zur Belichtung grof3er Stiickzahlen der gleichen Schaltung.
Leider bringt die Kathodenprojektion eine Reihe noch ungeloster Probleme. Die Justage bereitet Schwierigkeiten: Wegen des elektri- schen Feldes zwischen Maske und Wafer konnen von einer Marke emittierte Sekundar- elektronen nicht gesammelt werden. Man kann jedoch Marken mit hoher Rontgen- emission (z. B. Tantaloxid) auf den Waferauf- bringen. Die Justiermarken der Maske wer- den auf die Wafermarken abgebildet und mittels Ablenkspulen so lange verschoben, bis das Signal der Rontgendetektoren maxi- mal ist. Wahrend der Justage wird die Photokathode so abgedeckt, daf3 nur die Justiermarken mit UV-Licht bestrahlt wer- den. Der Nachteil dieser Justiermethode ist, daf3 fur die Aufbringung der rontgenemittie- renden Marken ein zusatzlicher, der Halb- leitertechnologie fremder, Prozef3schritt no- tig ist. Das Markenmaterial mug mit allen
Physik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3 73

folgenden ProzeBschritten vertraglich sein. Es wurden eine Reihe anderer Justiermetho- den vorgeschlagen, 2.B. in den Wafer geatzte Locher als Justiermarken zu verwenden und die transemittierten Elektronen hinter dem Wafer zu messen.
Ein grundsatzlicher Schonheitsfehler der Kathodenprojektion ist, da8 der Wafer als Anode ein Teil des Abbildungssystems ist. Oberflachenstruktur und Unebenheiten des Wafers verursachen dadurch Verzerrungen. Fur Lithographie im Submikrometer-Bereich wird eine Waferebenheit von t 1 pm gefor- dert. Das ist auch mit speziellen Waferhaltern nicht ohne weiteres erreichbar.
Die Benutzung des Wafers als Anode hat auch zur Folge, daB alle Sekundarelektronen auf die Waferoberflache zuruckbeschleunigt werden. Sie bewirken eine gleichmagige, schwache Belichtung des Wafers, die den Kontrast vermindert. Zu den kleineren Pro- blemen gehort, daB die Photokathoden emp- findlich gegen Verunreinigungen sind und auch durch den standigen IonenbeschuB eine begrenzte Lebensdauer haben.
Obwohl in mehreren Labors Kathodenpro- jektionsgerate entwickelt wurden, ist bisher keine Anwendung in der Produktion be- kannt.
Maskenlose Belichtung rnit dern Elektronen- strahl (Scanning-Methode)
Die ohne Maske arbeitenden Scanning-Elek- tronenstrahl-Systeme werden sowohl zur direkten Waferbelichtung als auch zur Be- lichtung von Masken eingesetzt. Ein feiner Elektronenstrahl wird iiber den Wafer (oder die Maske) gefiihrt und die zu belichtenden Stellen werden mosaikartig aus kleinen Be- lichtungsflecken, die dem Strahlquerschnitt auf der Waferoberflache entsprechen, zu- sammengesetzt.
Die Scanning-Belichtungssysteme sind aus einer Weiterentwicklung des SEM entstan- den. Sie sind die vielseitigsten und flexibel- sten, aber auch bei weitem die komplizierte- sten und teuersten Belichtungsgerate. Sie werden vieifach nur wegen ihrer Flexibilitat eingesetzt, und zwar bei Auflosungen, die man auch mit optischen Methoden erreichen kann.
Abbildung 9 zeigt das Prinzip eines Scanning- Elektronenstrahl-Belichtungssystems. In der
elektronenoptischen Saule wird ein feiner Elektronenstrahl geformt und rechnerge- steuert mittels elektronenmagnetischer Spu- len abgelenkt (elektrostatische Platten wer- den wegen der hoheren Ablenkfehler nur fur sehr kleine Ablenkwinkel verwendet). Als Elektronenquelle setzt man Wolfram-Haar- nadelkathoden oder LaB,-Spitzenkathoden ein. Zur Strahlformung kommen fast aus- schliei3lich elektromagnetische Linsen zur Anwendung, da diese ebenfalls geringere Abbildungsfehler als elektrostatische haben. Der Strahl kann - ebenfalls rechnergesteuert - ein- und ausgeschaltet werden.
Trotz dynamischer Korrekturen von Fokus und Astigmatismus kann der Strahl nur iiber relativ kleine Flachen, z.B. iiber ein Chip abgelenkt werden, da die Ablenkfehler teil- weise mit der 3ten Potenz des Ablenkwinkels zunehmen. Zur Belichtung der nachsten Flache (des nachsten Chips) muB man den Wafer mechanisch weiterbewegen. Das ge- schieht mit einem xy-Tisch. In vielen Fallen geniigt es, diesen Tisch sehr genau zu steuern (Laserinterferometer), fur hohere Anspriiche an das Overlay mug man in jedem Belich- tungsfeld Justiermarken vorsehen.
Die Lage der Justiermarken wird durch das Sekundarelektronensignal vor der Belichtung festgestellt und an den Rechner zuriickge- meldet. Der Rechner ermittelt daraus Kor- rekturablenkungen fur die nachste Belichtung. Werden vier Marken in den Ecken des Be- lichtungsfeldes benutzt, so kann man nicht nur Translations- und Rotationsfehler korri- gieren, sondern auch beliebige Verzeichnun- gen, die z.B. durch eine unebene Waferober- flache entstehen.
Es sind eine Reihe von verschiedenen Scan- ning-Belichtungssystemen entwickelt wor- den, die sich, abgesehen von der Methode der Rechnersteuerung, vor allem in zwei Punkten unterscheiden, namlich in der Art der Strahlablenkung und in der Form des Belichtungsfleckes (Strahlquerschnittes).
Es werden drei Prinzipien der Strahlablen- kung verwendet: Einmal kann die Strahlab- lenkung punktweise, Zeile fur Zeile, das ge- samte Belichtungsfeld abtasten, ahniich wie dies im Fernsehapparat geschieht (Abbildung 10a). Der Strahlstrom wird nur dort einge- schaltet, wo tatsachlich belichtet werden mug. Diese Methode der Ablenkung wird "Rasterscan" genannt. Bei dieser gleichmaBi- gen, sich immer wiederholenden Ablenkung
ist es einfacher, dynamische Ablenkfehler zu korrigieren. Dafur nimmt man in Kauf, daB die Ablenkung alle Punkte im Belichtungs- feld adressiert, gleichgultig, ob sie belichtet werden sollen oder nicht. Eine effektivere und damit schnellere Methode ist es, den Strahl sprunghaft an die Stelle zu fiihren, an der die zu belichtende Flache beginnt, diese dann wieder Punkt fur Punkt abzufahren und zur nachsten Flache zu springen (Abbildung lob). An die Ablenkeinrichtung fur diese "Vektorscan" genannte Methode miissen we- gen der unregelmafligen, sprunghaften Ab- lenkung wesentlich hohere Anforderungen gestellt werden oder aber die erreichbare Auflosung ist geringer. Bei den beiden ge- nannten Methoden wird der Strahl in x und y iiber ein ganzes Belichtungsfeld abgelenkt. Bei der dritten Methode lenkt man den Strahl nur in y-Richtung ab (hin- und hergehend), wahrend der Tisch gleichmafiig in x-Richtung bewegt wird, so daB der Strahl nur einen schmalen Streifen des Musters uber den gan- zen Wafer hinweg belichtet. Danach wird der Tisch in y-Richtung weitergefahren und der nachste Musterstreifen belichtet (Abbildung 10c).
Nach der Form des Beiichtungsfleckes unter- scheidet man weitere drei Varianten. Die einfachste Art ist die Abbildung des engsten Strahlquerschnittes der Elektronenquelle (cross over) auf die Waferoberfliiche. Das resultiert in einem runden Belichtungsfleck mit GauBscher Stromdichteverteilung. Der Nachteil dieser Methode ist, dai3 der Belich- tungsfleck etwa fiinfmal kleiner sein mu8 als die kleinste zu belichtende Struktur, weil sonst wegen der GauBschen Stromdichtever- teilung die Kantenauflosung zu niedrig ist.
Eine wirtschaftlichere Art sieht die gleich- maflige Ausleuchtung einer Apertur von der Form der kleinsten zu belichtenden Struktur rnit der Elektronenquelle vor. Die Apertur wird dann in der richtigen GroBe auf die Waferoberflache abgebildet. Die groaeren Strukturen des Musters werden wieder mosa- ikartig zusammengesetzt. Falls eine Struktur kein ganzzahliges Vielfaches der kleinsten Struktur ist, treten Doppelbelichtungen auf, die zu Ausbuchtungen am Rande der belich- teten Flache fiihren.
Die elegantere Methode halt den Belichtungs- fleck in der GroBe variabel. Dabei bildet man eine Apertur auf eine zweite Apertur ab und projiziert den Oberschneidungsbereich auf den Wafer. Setzt man zwischen die Apertu-
74 Physik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3
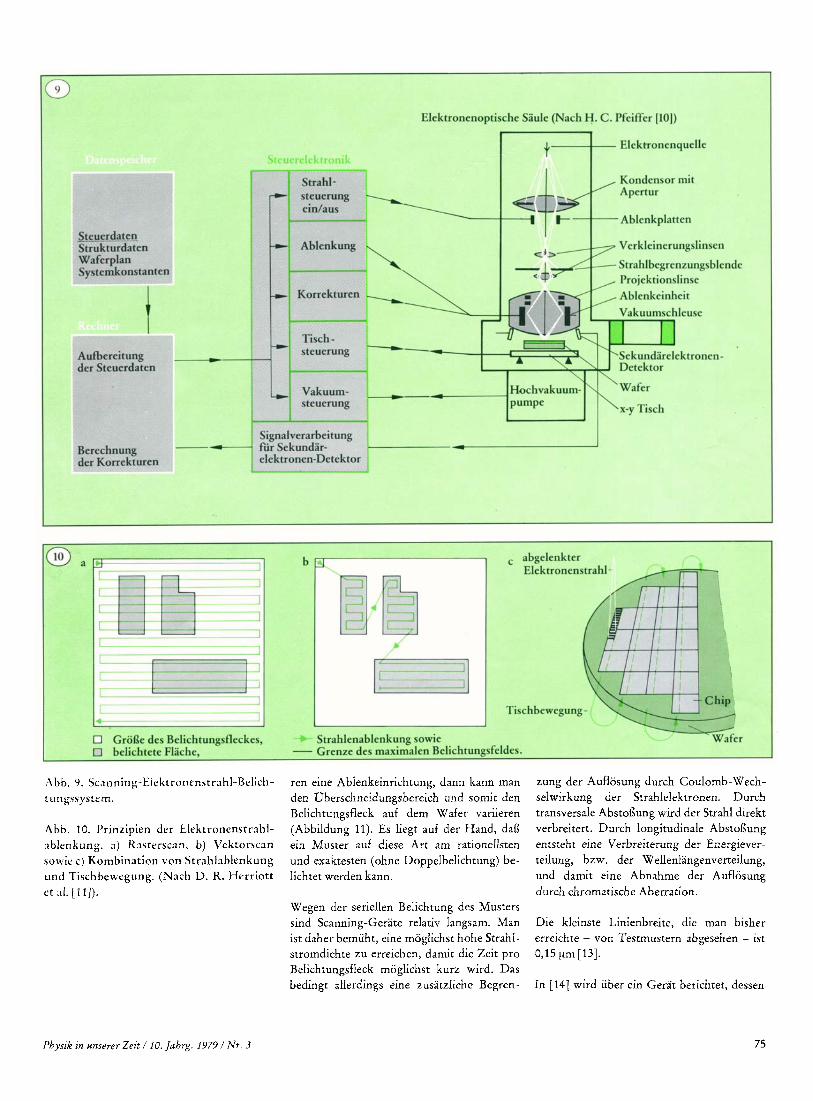
Abb. 9. Sc.inning-F,iektrorienstrnhl-Belich- t Ltrlgssystem.
Abb. 10. Prinzipien der Elektronenstrnhl- nblcnkung. a) Knsterscnn, b) Vektorscan sowie c) Kombination von Strahlnblenkung urid Tischbewegung. (Nach D. R. Herriott e t .If. [ 1 I]).
ren eine Ablenkeinrichtung, dann kann man den Oberschneidungsbereich und somit den Belichtungsfleck auf dern Wafer variieren (Abbildung 11). Es liegt auf der Hand, daB ein Muster auf diese Art am rationellsten und exaktesten (ohne Doppelbelichtung) be- lichtet werden kann.
Wegen der seriellen Belichtung des Musters sind Scanning-Gerate relativ langsam. Man ist daher bemiiht, eine rnoglichst hohe Strahi- stromdichte zu erreichen, damit die Zeit pro Belichtungsfleck moglichst kurz wird. Das bedingt ailerdings eine zusftzliche Begren-
zung der Auflosung durch Coulomb-Wech- selwirkung der Strahlelektronen. Durch transversale AbstoBung wird der Strahl direkt verbreitert. Durch longitudinale AbstoRung entsteht eine Verbreiterung der Energiever- teilung, bzw. der Wellenlangenverteilung, und damit eine Abnahme der Auflosung durch chromatische Aberration.
Die kleinste Linienbreite, die man bisher erreichte - von Testmusrern abgesehen - ist 0,15 pm [13].
In [14] wird uber ein Gerat berichtet, dessen
Pbysik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3 75

Eigenschaften durch die folgenden Daten charakterisiert sind: 5 mm x 5 mm Belich- tungsfeld, Belichtungsfleck von 2,5 pm x 2,5 pm rnit 0,5 pm Auflosung und Belich- tungszeit von etwa 3 min fur einen Wafer mit 57 mm Durchmesser.
In einigen Firmen beginnt man, die Methode der Scanning-Elektronenstrah-Belichtung in der Halbleiterproduktion einzufuhren. Dabei sind die hohen Kosten hervorzuheben. Es ist eine Anzahl von Geraten von mehreren Her- stellern auf dem Markt.
Rontgens trahl-Lithographie
Die Verwendung von weichen Rontgen- strahlen ist eine andere interessante Moglich- keit zur Verbesserung der Auflosung. Leider gibt es fur Rontgenstrahlen keine Abbil- dungselemente. Brechungsiinsen konnen nicht hergestellt werden, da die Brechzahl der mei- sten Stoffe fur Rontgenstrahlen erst in der fiinften Dezimalstelle von eins abweicht, auBerdem ist die Durchlassigkeit der meisten Stoffe fur weiche Rontgenstrahlen recht ge- ring. Wegen des geringen Reflexionsvermo- gens gibt es auch keine technisch verwend- baren Spiegel. Fresnelsche Zonenplatten kon- nen als Beugungslinsen fur Rontgenstrahlen verwendet werden, aber auch diese Technik ist nicht so weit entwickelt, daB sie in der Lithographie angewendet werden konnte.
Abb. 11. Variabler Belichtungsfleck. (Nach H. C. I’feiffer [ 121).
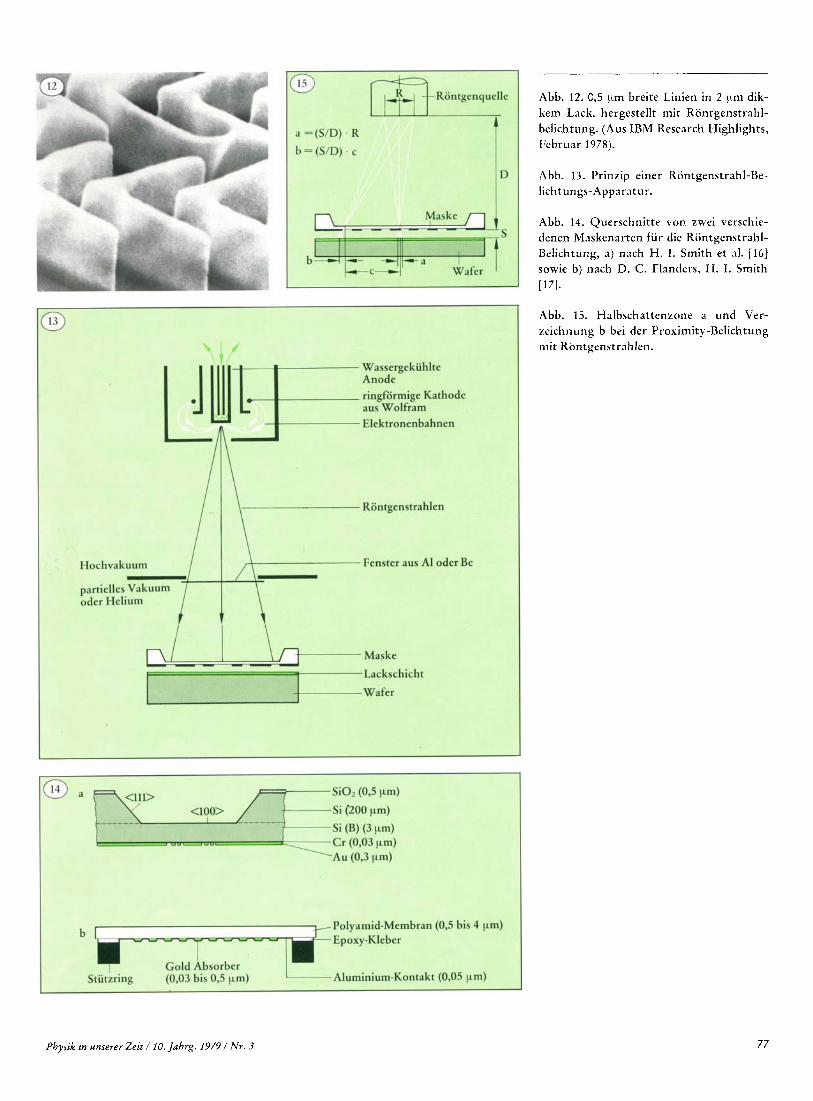
Da es also keine brauchbare Moglichkeit gibt, Rontgenstrahlen zu fokussieren oder abzu- lenken, kann man sie nur zur Kontaktbelich- tung oder zur Proximity-Belichtung verwen- den. Wegen der Erzeugung von Defekten bei der Kontaktbelichtung ist nur die Proximity- Belichtung von praktischer Bedeutung. Da Rontgenstrahlen im Gegensatz zu Elektro- nenstrahlen nur unwesentlich gestreut wer- den, bleibt die Linienbreite uber die gesamte Lackdicke nahezu unverandert. Die Kanten im entwickelten Lackbild sind beinahe senk- recht, auch wenn die Lackdicke ein Viel- faches der Linienbreite ist (Abbildung 12).
Diese Eigenschaft ist fur einige Verfahren der Halbleitertechnologie sehr wertvoll.
Die Wahl der Wellenlange hangt direkt mit der Wahl des Materials fur das Maskensub- strat und mit der Wahl des Lackes zusam- men. Grundsatzlich ist die Empfindlichkeit aller Lacke fur Rontgenstrahlen groi3er Wel- lenlange (niedriger Energie) hoher, da die Absorption hoher ist. Es ist aber auch umso
schwieriger eine Maske mit genugender Durchlassigkeit herzustellen, je langwelliger die verwendete Strahlung ist.
Wenn Rontgenstrahlen absorbiert werden, entstehen Photoelektronen. Die eigentliche Belichtung des Lackes erfolgt durch diese Photoelektronen, der verwendete Lack mu8 also elektronenstrahlempfindlich sein. Die Auflosungsgrenze wird durch die Reichweite der Photoelektronen bestimmt, die wiederum von der Wellenlange der verwendeten Ront- genstrahlen abhangt. Fur eine Wellenlange von 0,83 nm (Aluminium K-Linie) ist die Reichweite etwa 40 nm, fur 445 nm (Kohlen- stoff K-Linie) ist sie nur noch 5 nm.
Der BelichtungsprozeB rnit Rontgenstrahlen ist in einem gewissen Bereich unempfindlich gegen Verunreinigungen, da diese durch- strahlt und daher nicht auf den Wafer abge- bildet werden.
Es sei noch e r w h t , daB Elektronensyn- chrotrone eine augerst gute Strahlenquelle fur die Rontgenstrahl-Lithographie sind. Die Vorteile der Synchrotronstrahlung sind ihre hohe Intensitat, die groi3e Auswahl an Wel- lenlangen und die kleine Strahldivergenz (= 1 mrad). Aus Kostengrunden ist Syn- chrotronstrahlung bisher nur fur experimen- telle Arbeiten verwendet worden.
Die erste Arbeit uber die Anwendung von Rontgenstrahlen fur Proximity-Belichtung wurde 1972 von D. Spears und H. Smith [15] veroffentlicht. Seither wird in vielen Labors an der Weiterentwicklung dieses Verfahrens gearbeitet. Die wesentlichen, noch nicht zu- friedenstellend gelosten, Probleme sind die Maskenherstellung, die Justage von Wafer zu Maske und die Herstellung von Hochlei- stungsrontgenquellen. Aus diesen Grunden hat die Rontgenstrahl-Lithographie noch keine verbreitete Anwendung gefunden.
Proximity-Belichtung rnit Rontgenstrahlen
Abbildung 13 zeigt eine typische Anordnung zur Belichtung mit Rontgenstrahlen. Die Rontgenstrahlen werden durch Beschui3 einer wassergekuhlten Anode mit Elektronenstrah- len der Energie von etwa 10 bis 20 keV erzeugt. Nur ein sehr geringer Teil der Ener- gie, die beim Auftreffen der Elektronen auf die Anode frei wird, wird in Rontgenstrahl- energie umgewandelt. Typische Belichtungs- zeiten liegen deswegen trotz der hohen elek- trischen Leistung der verwendeten Rontgen-
76 Physik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3
Pbysik in unserer Zeit / 10. Jabrg. 1979 / Nr. 3
Abb. 12. 0,5 btm breite Linien in 2 ym dik- kem Lack, hergestellt mit Rontgenstrahl- belichtung. (Aus IBM Research Highlights, k b r u a r 1978).
Abb. 13. I’rinzip einer Rontgenstrahl-Be- lichtungs-Apparntur.
Abb. 14. Querschnitte V C J ~ zwei verschie- denen Maskenarten fur die Rontgenstrahl- Belichtung, a) nach H. I. Smith et al. i l6] sowie b) nach D. C. Flanders, H. I. Smith ~ 7 1 .
Abb. 15. Halbschattenzone a und Ver- zeichnung b bei der Proximity -Belichtung mit Riintgenstrahlen.
77

quellen (etwa 0,5-20 kW) zwischen zehn Minuten und mehreren Stunden. Eine Al- oder Be-Foiie zwischen Rontgenqueile und Maske schirmt Warme und Streuelektronen ab. Maske und Wafer befinden sich in par- tiellem Vakuum oder in Heliumatmosphare (sehr geringe Rontgenabsorption).
Von der Maske wird gefordert, daB die Transmission des Substrats mindestens 50 70 und der Kontrast des Maskenmusters minde- stens 3:1 ist. In diesem Zusammenhang ist es wichtig, da8 der Anteil an charakteristischer Rontgenstrahlung moglichst hoch ist, weil die hoherenergetische Bremsstrahlung von dem Maskenmuster nur schwach absorbiert wird und daher den Kontrast vermindert.
In Abbildung 14 sind die Querschnitte von zwei verschiedenen Rontgenstrahlmasken gezeigt. Als durchlassiges Substrat wird bei der einen Maske Silizium und bei der anderen Polyirnid verwendet. Weitere Substratmate- rialien sind SIC, Si,N,, Also3, Mylar, Kapton, usw. Als hochabsorbierendes Ma- terial fur das Maskenmuster wird in beiden Beispielen Gold verwendet. Ein anderes haufig verwendetes Absorbermaterial ist Platin. Die fur den erforderlichen Kontrast notige Dicke der Absorberschicht setzt der minimalen Linienbreite der Maske eine Grenze. Es bereitet Schwierigkeiten, Dunn- filmstrukturen herzustellen, deren Lateral- dimensionen wesentlich kleiner als ihre Dicke sind. Hochauflosende Rontgenstrahl- masken miissen mittels Elektronenstrahlbe- lichtung hergestellt werden. Der Abstand von Maske zu Wafer wird moglichst gering gehalten. In den meisten Fallen reichen 10 pm aus, urn eine Beschadigung von Maske und Wafer auszuschiiegen.
Es gibt keine brauchbare Methode, die Rontgenstrahfen selbst zur Justage zu ver- wenden. Vielfach werden Maske und Wafer in einer besonderen Halterung auBerhalb der Belichtungsanlage zueinander justiert. Man verwendet dazu konventionelle, optische Maskenjustiergerite, mit denen eine Ge- nauigkeit von etwa 0,5 pm erreichbar ist. Voraussetzung fur diese Methode ist, daB das Maskensubstrat durchsichtig ist (2. B. Poly- imid). Kiirzlich wurde von H. I. Smith und D. C. Flanders eine interferometrische Me- thode entwickelt [18], mit der eine Justier- genauigkeit von etwa 20 nm erreicht wurde.
weite der Photoelektronen gibt es eine wei- tere, apparative Begrenzung. Durch den Ab- stand von Maske zu Wafer und durch die endliche GroBe der Rontgenquelle entsteht am Rande jeder belichteten Struktur eine Halbschattenzone (Abbildung 15). Die glei- che Abbildung zeigt, dai3 aui3erdem eine vom Zentrum zum Rand des Wafers zuneh- mende Verzeichnung des Musters auftritt. Die GroBe der Verzeichnung hangt vom Abstand und somit von der Unebenheit des Wafers ab. Sind die Waferunebenheiten von Belichtung zu Belichtung verschieden, so andert sich die Verzeichnung und verschlech- tert das Overlay.
Ausblick
Die Halbleitertechnologie stellt standig stei- gende Anforderungen an die Lithographie. Es werden hohere Auflosung, besseres Over- lay, kleinere Dimensionstoleranzen und ge- ringere Defektzahlen gefordert. Die opti- schen Verfahren werden daher standig wei- terentwickelt. Dariiber hinaus gewinnt die Anwendung von ELektronen- und Rontgen- strahlen zunehmend an Bedeutung, nicht nur wegen der dabei verfiigbaren kiirzeren Wel- lenlangen, sondern auch wegen der besonde- ren Vorteile, die z.B. die Ablenkbarkeit der Elektronenstrahlen oder die geradlinige Aus- breitung der Rontgenstrahlen bieten. Natur- lich sind mit der Anwendung dieser Strahlen- arten auch Nachteile und neue Probleme verbunden. Welches Verfahren beste Resul- tate bringen wird, lafit sich heute noch nicht absehen. Diese Frage kann auch nicht gene- re11 beanrwortet werden, die Antwort ist von der jeweiligen Anwendung mit ihren beson- deren Anforderungen abhangig. So werden voraussichttich auch in Zukunft mehrere Lithographieverfahren nebeneinander ange- wendet werden und sich erganzen.
Literatur
[I] P. Tigreat, Proceedings of the Inter- national Conference on Microlithography, Paris, Juni 1977, Seite 71,
[Z] B. J. Lin, IBM J. Res. Develp., Mai 1976, Seite 213,
[3] G. I. Geikas, B. D. Ables, Kodak Photo- resist Seminar Proceedings 2,47 (1968),
[5] F. H. Dill, IEEE Transactions on Electron Devices 22,440 (1975),
[6] A. N. Broers, Proceedings of the Inter- national Conference on Microlithography, Paris, Juni 1977, Seite 21,
[7] M. B. Heritage, J. Vac. Sci. Technol. 12, 1135 (1975),
[87 T. W. O’Keeffe, J. Vine, R. M. Handy, Solid State Electronics, 12,841 (1969),
[9] W. R. Livesay, Solid State Technology, Juli 1974, Seite 21,
[lo] H. C. Pfeiffer, J. Vac. Sci. Technol. 12, 1170(1975),
[ 111 D. R. Herriott, R. J. Collier, D. S. Alles, J. W. Stafford, IEEE Transactions on Elec- tron Devices 22,385 (1975),
[12] H. C. Pfeiffer, J. Vac. Sci. Technol. 15, 887 (1978),
[13] A. N. Broers, E. G. Lean, M. Hatzakis, Appl. Phys. Letters 15,98 (1969),
[14] E. V. Weber, H. S. Yourke, Electronics, 10. November 1977, Seite 96,
[l5] D. L. Spears, H. I. Smith, Electron. Letters 8, 102 (1972),
[16] H. I. Smith, D. L. Spears, S. E. Ber- nacki, J. Vac. Sci. Technol. 10, 913 (1973),
[17] D. C. Flanders, H. I. Smith, J. Vac. Sci. Technol. 15,995 (1978),
[18] H. I. Smith, D. C. Flanders, J. Vac. Sci. Technol. 15,984 (1978).
Dr. Herwig Braun, geboren 1938, Physik- studium in Wien, Promotion 1966, seit Ende 1966 Mitarbeiter der IBM Deutschland GmbH, seit 1969 im IBM Labor in Boblin- gen, Wiirtt.
Anschrift:
Neben der grundsatzlichen pyhsikalischen Begrenzung der Auflosung durch die Reich-
[4] D. A. Markle, Solid State Technology, Juni 1974, Seite 50,
Dr. Herwig Braun, IBM, Schonaicherstr.220, 7030 Boblingen.
78 Pbysik in unserer Zeit / 10. Jahrg. 1979 / Nr. 3