livret des compétences essentiellessebastien.lecourtier.free.fr/isi/livret isp.pdf · etudes...
TRANSCRIPT

2nde enseignement de détermination I.S.P (Informatique et Systèmes de Production)
Livret des compétences essentielles
Académie d’Aix-Marseille Nom : ………………… Classe : …………………
2nde enseignement de détermination I.S.P Livret des compétences essentielles
Cycle de vie du produit 1 Académie d’Aix-Marseille
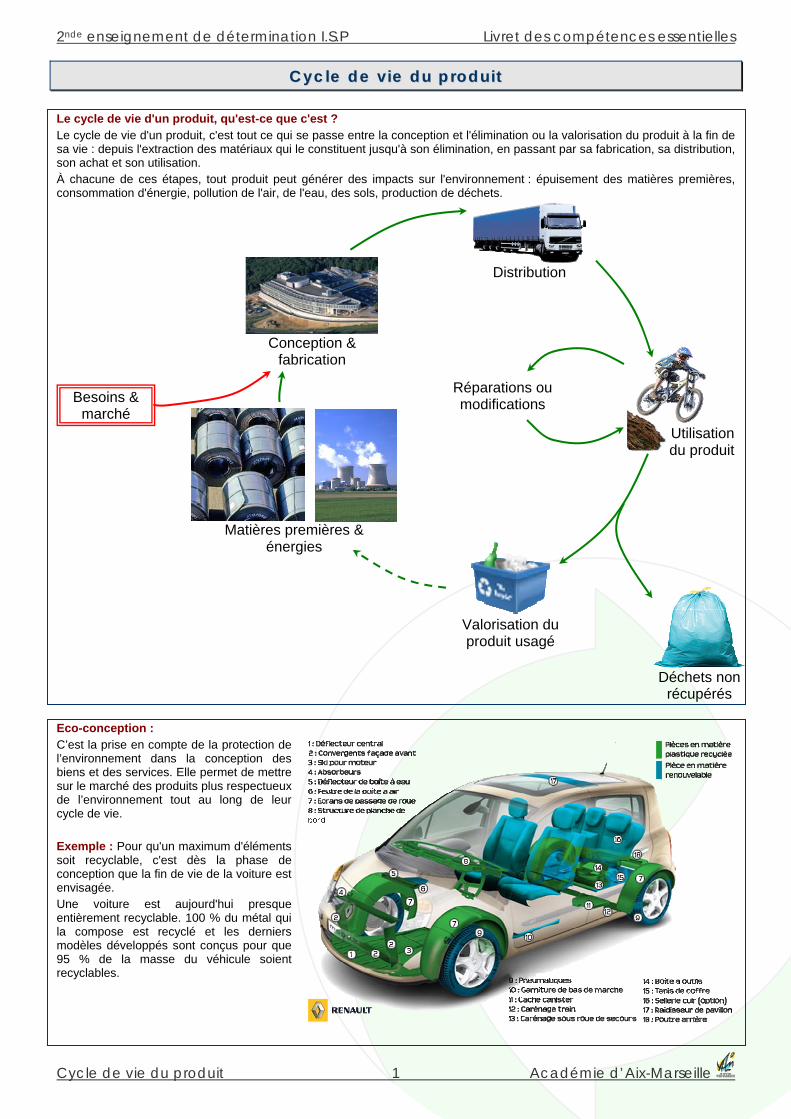
CCyyccllee ddee vv iiee dduu pprroodduuii tt Le cycle de vie d'un produit, qu'est-ce que c'est ? Le cycle de vie d'un produit, c'est tout ce qui se passe entre la conception et l'élimination ou la valorisation du produit à la fin de sa vie : depuis l'extraction des matériaux qui le constituent jusqu'à son élimination, en passant par sa fabrication, sa distribution, son achat et son utilisation. À chacune de ces étapes, tout produit peut générer des impacts sur l'environnement : épuisement des matières premières, consommation d'énergie, pollution de l'air, de l'eau, des sols, production de déchets.
Distribution
Réparations ou modifications
Conception & fabrication
Eco-conception : C’est la prise en compte de la protection de l’environnement dans la conception des biens et des services. Elle permet de mettre sur le marché des produits plus respectueux de l’environnement tout au long de leur cycle de vie. Exemple : Pour qu'un maximum d'éléments soit recyclable, c'est dès la phase de conception que la fin de vie de la voiture est envisagée. Une voiture est aujourd'hui presque entièrement recyclable. 100 % du métal qui la compose est recyclé et les derniers modèles développés sont conçus pour que 95 % de la masse du véhicule soient recyclables.
Valorisation du produit usagé
Déchets non récupérés
Utilisation du produit
Matières premières & énergies
Besoins & marché

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Cycle de vie du produit 2 Académie d’Aix-Marseille
CCyyccllee ddee vv iiee dduu pprroodduuii tt EExxeemmppllee :: llee ccyyccllee ddee vv iiee dd’’uunn vvééhhiiccuu llee
Etude préalable : en fonction de la vision du marché futur, on détermine les innovations et les concepts pouvant être intégrés aux véhicules.
Conception et développement : cette étape ce décompose en 2 phases :
Définition fonctionnelle détaillée, Définition et test du processus de fabrication.
Fabrication du véhicule : durant la phase de fabrication des évolutions du processus sont intégrées pour modifier le véhicule ou améliorer la production.
Evolution en vie série : le véhicule doit s’adapter aux contraintes du marché. Ces adaptations sont développées puis intégrées à la fabrication.
Fabrication des pièces de rechanges : cette production, permet l’entretient des véhicule en circulation. Grâce au
stockage des pièces, la maintenance des voitures est assurée même après la fin de commercialisation.
Retrait et recyclage : pour respecter les normes, pour récupérer les produits dangereux et certaines matières premières, les véhicules sont collectés et recyclés.
SAV, réparation : durant toute la vie du véhicule le Service Après Vente doit être assuré.
Véhicule en circulation
Etudes préalables Conception et développement
Evolution en vie série
Fabrication du véhicule
Fabrication des pièces de rechanges
SAV, réparation
Retrait et recyclage
Stockage des pièces
Décision de faire un véhicule
Lancement de la fabrication série
Fin de commercialisation
Fin de vie du véhicule
Adaptation aux marchés
Orientations
Conception des outillages sur informatique
Simulation informatique du processus de fabrication Véhicule en gestation
Temps (années) - 4 - 3 0 10 20
« Vision tête haute »
Source :

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Les principaux types de machines-outils 3 Académie d’Aix-Marseille
LLeess pprr iinncciippaauuxx ttyyppeess ddee mmaacchhiinneess--oouutt ii ll ss
Le tour : Il permet l’obtention de formes cylindriques (extérieures ou intérieures) grâce à la combinaison :
La pièce, fixée sur la table de la fraiseuse, est usinée grâce aux trois déplacements :
La fraiseuse : Particulièrement adaptée à l’usinage des pièces prismatiques, la vitesse de rotation de la broche donne le mouvement de coupe de la fraise (Mc).
Les machines-outils ci-dessous procèdent par enlèvement de matière :
pièce usinée = pièce brute - copeaux
MfL : mouvement d’avance longitudinal (suivant l’axe X ) MfT : mouvement d’avance transversal (suivant l’axe Y), MfV : mouvement d’avance vertical (suivant l’axe Z).
du mouvement de coupe Mc donné par le mandrin à la pièce à usiner, du mouvement d’avance longitudinal (MfL) ou transversal (MfT) donné à l’outil.
Les différents outils de tournage et les formes obtenues.
fraise
sinePièce à u r
Les différentes formes de fraise et les formes obtenues.
Exemples de pièces obtenues en fraisage.
MMMfffL
Mf
LL
MMffTTT
MfMMffVVV
MMMCCC
broche
table
Exemples de pièces obtenues en tournage.
MMMfffLLL
MMMfffTTTMMMCCC
mandrin

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Les principaux types de machines-outils 4 Académie d’Aix-Marseille
Le taraud (7) réalise les filetages intérieurs (taraudage). Le foret à centrer (4) améliore la précision du perçage en guidant la pointe du foret,
Le foret (1) permet la réalisation de perçages :
Machines-outils à commande numérique : Les MOCN (tour ou fraiseuse) sont pilotées par un ordinateur qui permet la réalisation d’usinages complexes en trois étapes essentielles :
Le mouvement d’avance vertical (MfLe mouvement de coupe (Mc) est donné par le moteur (vitesse de rotation à calculer).
La perceuse :
Elle réalise des perçages sur une pièce généralement fixée sur la table grâce à un étau. MMMfffVVV
MCMMCC
v) est fourni par l’utilisateur.
débouchant (traverse la pièce), non débouchant ou « borgne » (ne traverse pas).
Les coordonnées des surfaces à usiner sont liées à l’origine pièce (OP). L’origine mesure (OM) est un point de repère lié à la machine.
1- dessin de la pièce à réaliser sur PC 2- usinage virtuel (simulation) 3- usinage réel de la pièce

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Sécurité 5 Académie d’Aix-Marseille
SSééccuurr ii ttéé
Eléments participants aux risques sur les machines-outils (cas de la fraiseuse) :
Sécurité : Ensemble des actions destinées à assurer la protection des personnes et des biens contre les dangers. Cadre réglementaire : L'article L.230-2 du Code du Travail oblige les employeurs à prendre toutes les mesures nécessaires pour assurer la sécurité et protéger la santé des travailleurs sur la base des principes généraux de prévention et rend obligatoire la réalisation d'une évaluation des risques.
Ces 3 principaux dangers vont générer un grand nombre de
DANS NOS LABORATOIRES D’INFORMATIQUE ET SYSTEME DE PRODUCTION NOUS DEVONS DONC DEFINIR LES
RISQUES INHERENTS AUX DANGERS POTENTIELS PHENOMENE DANGEREUX OU DANGER : Cause capable de provoquer une lésion physique ou une atteinte à la santé. L'expression phénomène dangereux est parfois
remplacée par le mot danger. Un phénomène dangereux (ou un danger) est toujours à l'origine d'un risque.
Dangers potentiels en productique :
risques sur nos machines ainsi que dans leur environnement immédiat.
VITESSE HAUTEUR ELECTRICITE
Fils et câble d’alimentation
Rotation du mandrin
Contre pointe
Outils coupants
Armoire électrique

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Sécurité 6 Académie d’Aix-Marseille
Evaluation des risques (cas du tour) : Ejection des mors lors du démarrage de la broche sous l’effet de la force d’inertie centrifuge : choc violent avec le corps de l’opérateur.
Pendant l’usinage éjection des copeaux très chauds à grande vitesse : brûlures au corps et lésions aux yeux.
Ejection de la pièce lors de l’usinage lorsque les mors ne sont pas correctement montés dans le mandrin : choc violent avec le corps de l’opérateur.
Ejection d’un élément tombant malencontreusement sur le mandrin en rotation : choc violent avec le corps de l’opérateur.
Lors de la mise en position des pièces et du serrage des mors : collision violente du bras de l’opérateur avec la contre pointe en acier.
Lors de la mise en position des pièces et du serrage des mors : collision violente du bras de l’opérateur avec les outils coupants montés dans la tourelle.
Lors de l’installation et du réglage des outils : dérapage de la clef de serrage et collision de la main de l’opérateur avec les outils coupants.
Armoire électrique des machines outils alimentées en 400 Volts : électrisation de l’opérateur.
Câble d’alimentation de la machine branché en permanence au 400 volts du canalis d’alimentation générale : électrisation de l’opérateur.
Evaluation des risques dans l’environnement immédiat de la machine outil :
Mise en place des portes pièces sur les tables des machines outils : lombalgies.
Sol encombré de copeaux : chute de plain- pied.
Sol glissant (fuite de lubrifiant huile ou eau) : chute de plain- pied.
Objet lourd en hauteur : chute de l’objet et blessures graves aux pieds.
Bruit provenant des machines tournantes : lésions auditives.
Dans les accidents de travail, les facteurs extérieurs ne sont pas toujours seuls en cause.
Il convient que chacun veille à son comportement et redouble de vigilance et de prudence.
Rotation du mandrin
Outils coupants
Contre pouinte
Armoire électrique

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Sécurité 7 Académie d’Aix-Marseille
Mesures de prévention à appliquer :
Equipement de travail :
Porter l’équipement de sécurité obligatoire :
bleu ou blouse de travail,
chaussures de sécurité.
Porter des lunettes de protection et des bouchons auditifs mis à disposition si besoin est.
Retirer bagues, pendentifs et tout accessoire vestimentaire dangereux.
Attacher les cheveux longs.
Préventions par rapport aux risques électriques : Lire les consignes de sécurité affichées.
Vérifier les dispositifs de coupure d’urgence.
Vérifier les capteurs électriques de détection d’ouverture des capots de protection.
Vérifier visuellement l’état des câbles électriques autour de la machine.
Ne jamais ouvrir une armoire électrique (les armoires électriques doivent être fermées à clef).
Mettre le sectionneur en position « 0 » sur l’armoire électrique pour les interventions telles que :
montage démontage outil,
montage démontage porte pièce,
nettoyage,
évacuation de copeaux,
etc.
Préventions par rapport aux risques mécaniques : Ne jamais passer la main par-dessus ou derrière un capot de sécurité fermé.
Procéder au montage démontage pièces, outils, portes pièces avec la plus grande attention. (collision avec les éléments
intérieurs de la machine).
Ne pas hésiter à changer la visserie détériorée ou déformée.
Organiser les stockages : emplacement réservé aux charges lourdes (dessertes à roulettes pour limiter les risques lors du
transfert du porte pièces sur la table de la machine outil)
Ne jamais laisser d’objets sur les tables ou coffrets électriques des machines.
Maintenir son environnement de travail propre et exempt d’objets ou de liquide sur le sol : copeaux, huile, eau, pièces…
Porter des bouchons auditifs anti-bruits lors des usinages bruyants.
Se conformer aux consignes de sécurité affichées sur la machine outil.

2nde enseignement de détermination I.S.P Livret des compétences essentielles
PPrrééppaarraatt iioonn ddee llaa rrééaall ii ssaatt iioonn dduu pprroodduuii tt ((NNœœuudd dduu dd iiaabbllee))
NOMENCLATURE DES PHASES BUREAU DES METHODES
Etabli par : Elément : Nœud n°3 N° : Le : 22 mars 2006 Sous ensemble : Matière : EN AW 2024 Programme : lot de 5 Ensemble : Nœud du diable Brut : Ø 16 × 72
N° PHASE
DESIGNATION DE LA PHASE Opérations
MACHINE OUTIL SCHEMAS DE PHASE
10 Mise à longueur Scie à ruban
20 Dressage et chariotage d’un coté Tour CN
30 Dressage et chariotage de l’autre coté Tour CN
40 Fraisage en train de fraises de deux faces
Fraiseuse horizontale
50 Fraisage en train de fraises des deux autres faces
Fraiseuse horizontale
60 Fraisage de la rainure Fraiseuse CN
CAHIER DES CHARGES
DESSIN D’ENSEMBLE
DESSIN DE DEFINITION : NŒUD N°3
Préparation de la réalisation du produit 8 Académie d’Aix-Marseille

2nde enseignement de détermination I.S.P Livret des compétences essentielles
PPrrééppaarraatt iioonn ddee llaa rrééaall ii ssaatt iioonn dduu pprroodduuii tt ((NNœœuudd dduu dd iiaabbllee)) DDééccooddaaggee dd’’uunn ccoonntt rraatt ddee pphhaassee :: FF rraaii sseeuussee CCNN
Numéro de phase
Informations relatives à la pièce
Informations relatives à la machine
Silhouette de l’outil en position d’usinage
Silhouette de la pièce en position d’usinage
3
Spécifications à obtenir
Mise en position de la pièce
Informations relatives aux opérations à
effectuer
Outillage de coupe et matériel de contrôle
Eléments de coupe
Préparation de la réalisation du produit 9 Académie d’Aix-Marseille

2nde enseignement de détermination I.S.P Livret des compétences essentielles
PPrrééppaarraatt iioonn ddee llaa rrééaall ii ssaatt iioonn dduu pprroodduuii tt ((NNœœuudd dduu dd iiaabbllee)) DDééccooddaaggee dd’’uunn ccoonntt rraatt ddee pphhaassee :: TToouurr CCNN
Numéro de phase
Informations relatives à la pièce
Informations relatives à la machine
Silhouette de l’outil en position d’usinage
Silhouette de la pièce en position d’usinage
Mise en position de la pièce
Spécifications à obtenir
Informations relatives aux opérations à
effectuer
Outillage de coupe et matériel de contrôle
Eléments de coupe
Préparation de la réalisation du produit 10 Académie d’Aix-Marseille
nde enseignement de détermination I.S.P Livret des compétences essentielles
Préparation de la réalisation du produit 11 Académie d’Aix-Marseille
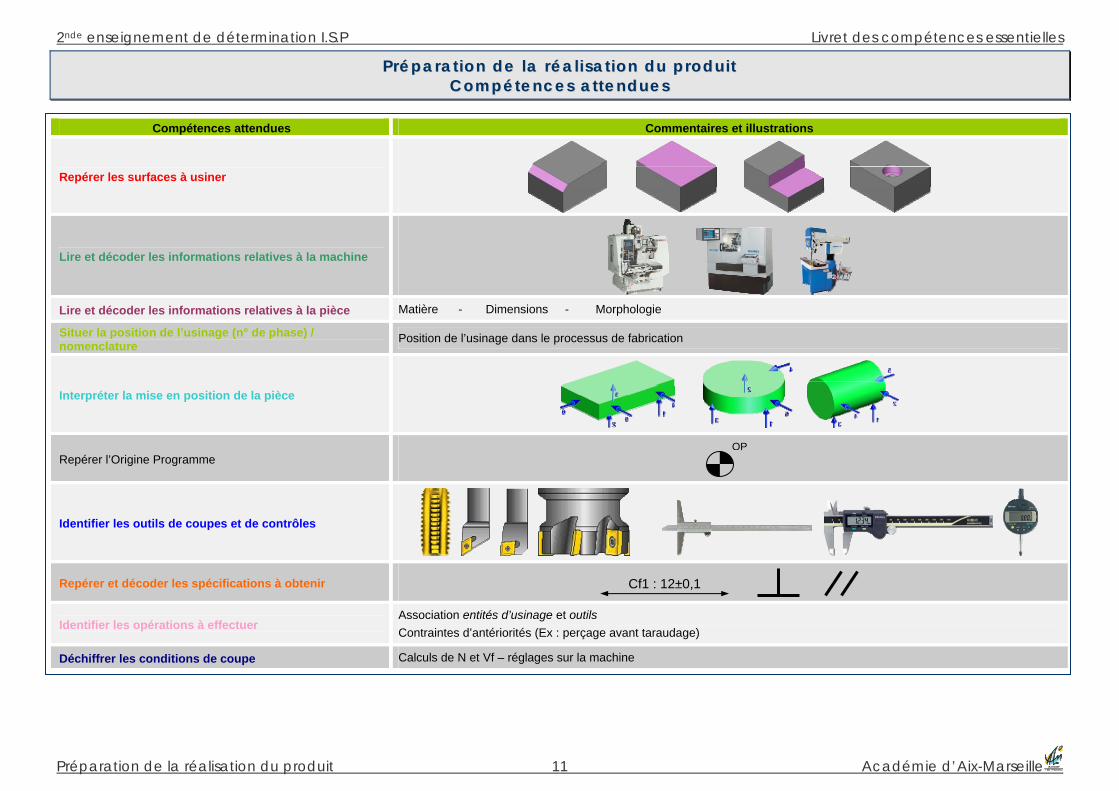
PPrrééppaarraatt iioonn ddee llaa rrééaall ii ssaatt iioonn dduu pprroodduuii tt CCoommppéétteenncceess aatt tteenndduueess
Compétences attendues Commentaires et illustrations
Repérer les surfaces à usiner
Lire et décoder les informations relatives à la machine
Lire et décoder les informations relatives à la pièce Matière - Dimensions - Morphologie
Situer la position de l’usinage (n° de phase) / nomenclature Position de l’usinage dans le processus de fabrication
Interpréter la mise en position de la pièce
Repérer l’Origine Programme
Identifier les outils de coupes et de contrôles
Repérer et décoder les spécifications à obtenir
Identifier les opérations à effectuer Association entités d’usinage et outils Contraintes d’antériorités (Ex : perçage avant taraudage)
Déchiffrer les conditions de coupe Calculs de N et Vf – réglages sur la machine
PO
Cf1 : 12±0,1
2

2nde enseignement de détermination I.S.P Livret des compétences essentielles
MMeessuurree –– CCoonntt rrôôllee && qquuaall ii ttéé Les contrôles aux différentes étapes de la fabrication
Fabrication des constituants
Contrôles de réceptionIls permettent la vérification des constituants livrés par les fournisseurs. Ces contrôles peuvent être effectués soit par le client soit par le fournisseur, qui respecte alors les processus de contrôle définis par le client.
Contrôles en cours de fabrication Ils sont effectués à chaque étape du cycle de fabrication du produit afin de vérifier la conformité des pièces par rapport aux dessins de définition du produit. Ils permettent aussi de suivre l’évolution de la production et d’anticiper d’éventuel défaut.
Contrôles du produit finiIls permettent de vérifier que les performances du produit assemblé sont conformes aux exigences du cahier des charges.
Assemblages
Composants sous-traités Matières d’oeuvre
La succession de ces contrôles garantit la qualité du produit
Qu’est ce que la qualité ? Définition : aptitude d’un produit ou d’un service à satisfaire les besoins exprimés ou implicites de ses utilisateurs dans le respect de la sécurité, du coût et des délais.
Spécifications du produit
Contraintes de fabrication Qualité du produit
L’élévation de la qualité d’un produit implique des coûts de fabrication plus élevés dus à l’augmentation des exigences (procédés plus élaborés, outils et moyens plus sophistiqués, procédures plus rigoureuses, fréquences des contrôles plus grande, moyens de contrôle plus précis).
La certification est le moyen d'attester, de l'aptitude d'une entreprise à fournir un service ou un produit conformes aux exigences des clients et aux exigences réglementaires. La famille des normes ISO 9000 correspond à un ensemble de référentiels de bonnes pratiques de management en matière de qualité, portés par l'organisme international de standardisation (ISO, International Organisation for Standardization).
Qualité
Coûts
Evolution des coûts en fonction du degré de qualité
Mesure – Contrôle & qualité 12 Académie d’Aix-Marseille

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Mesurer :
C’est relever à l’aide d’un appareil approprié une grandeur physique sur le produit. Précision d’une mesure : Elle dépend directement de l’appareil et du processus utilisé pour effectuer l’opération. Cette mesure peut être :
Directe : la valeur de la grandeur s’affiche directement sur l’appareil de mesure utilisé (pied à coulisse, micromètre, voltmètre, ampèremètre, ohmmètre, oscilloscope).
Indirecte : la valeur de la grandeur est comparée par rapport à un étalon (comparateur, tampon lisse, oscilloscope).
Quelques appareils de mesure :
Lecture d’une spécification :
Valeur Nominale = N = 27
Ecart supérieur = Es = +0,5 Ecart inférieur = Ei = -0,1
Intervalle de tolérance = IT = Es – Ei = 0,5 – (-0,1) = 0,6
Valeur Maxi = M = N + Es = 27 + 0,5 = 27,5 Valeur mini = m = N+ Ei = 27 + (-0,1) = 26,9
L’intervalle de tolérance va définir la qualité de la spécification donc va définir le coût de réalisation et de contrôle. En effet plus l’IT est petit plus le moyen de fabrication doit être précis et plus le contrôle sera difficile.
27+ 0.5
- 0.1
Valeur nominale Tolérance
Exemple d’une côte tolérancée en mécanique.
Machine à mesurer Tridimensionnelle :
Micromètre :
Intérieur
Extérieur Mécanique
Extérieur Digital
Pieds à coulisse :
à affichage digital à cadran à vernier
Multimètre universel : Mesure :
Tension Intensité Impédance …
Jauges de profondeur :
à vernier
à affichage digital
Mesure – Contrôle & qualité 13 Académie d’Aix-Marseille
2nde enseignement de détermination I.S.P Livret des compétences essentielles
Mesure – Contrôle & qualité 14 Académie d’Aix-Marseille
Pour un signal électrique :
Pour une résistance :
Pour une tension électrique :
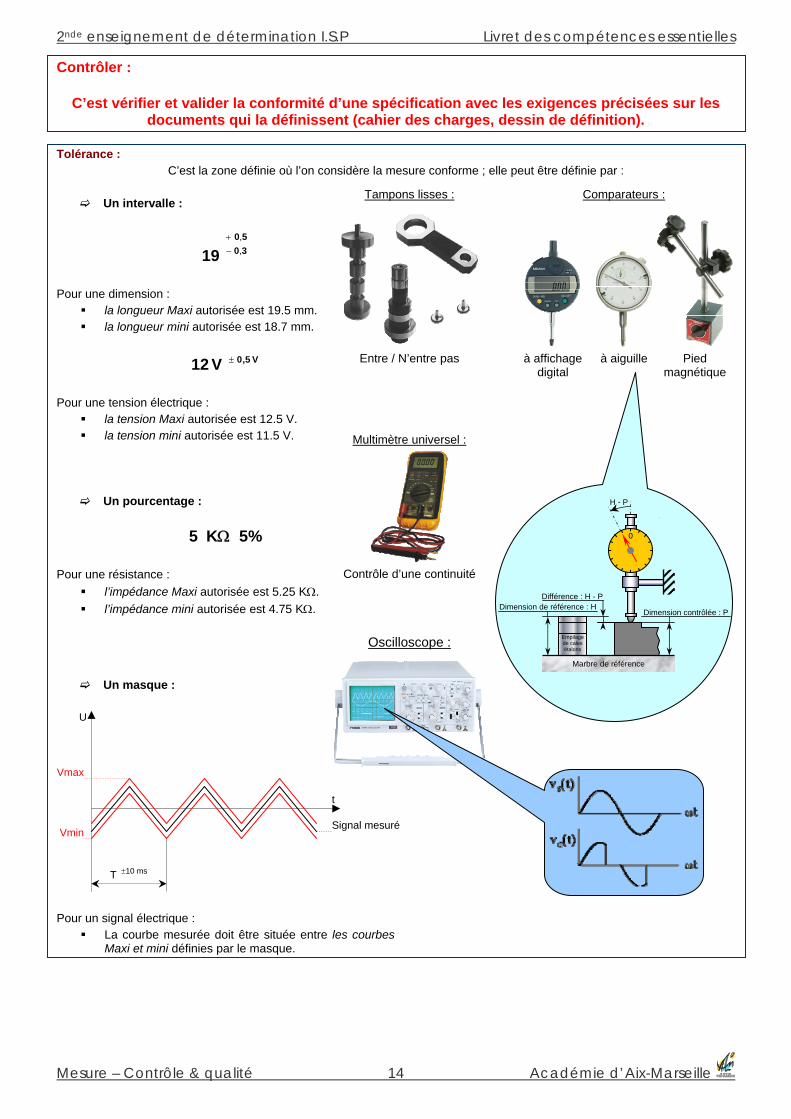
Tolérance :
Contrôler :
C’est vérifier et valider la conformité d’une spécification avec les exigences précisées sur les documents qui la définissent (cahier des charges, dessin de définition).
C’est la zone définie où l’on considère la mesure conforme ; elle peut être définie par :
Un intervalle :
3050
19 ,,
−+
V5,0V12 ±
Pour une dimension :
la longueur Maxi autorisée est 19.5 mm. la longueur mini autorisée est 18.7 mm.
la tension Maxi autorisée est 12.5 V. la tension mini autorisée est 11.5 V.
Un pourcentage :
%5K5 Ω
l’impédance Maxi autorisée est 5.25 KΩ. l’impédance mini autorisée est 4.75 KΩ.
Un masque :
La courbe mesurée doit être située entre les courbes Maxi et mini définies par le masque.
Vmax
Vmin
ms10T ±
Signal mesuré
U
t
Comparateurs :
à aiguille à affichage digital
Pied magnétique
Tampons lisses :
Contrôle d’une continuité
Entre / N’entre pas
Multimètre universel :
Oscilloscope :
Marbre de référence
contrôlée : P DimensionDimension de référence : H
Différence : H - P
H - P
0
Empilage de cales étalons
2nde enseignement de détermination I.S.P Livret des compétences essentielles
GGeess tt iioonn ddee pprroojjeett Qu’est-ce qu’un projet? Un projet est une démarche unique et spécifique, dotée d’un début et d'une fin déterminés. Il vise à créer un produit, un ouvrage ou un service répondant au besoin d’un utilisateur. Tout projet implique des ressources identifiées (humaines et matérielles) durant sa réalisation, il possède également un coût et fait donc l'objet d'une budgétisation. Exemple :
Construction d’un pont, Organisation d’un événement d’une journée.
Qu’est-ce que la gestion de projet? On appelle « gestion de projet » l'organisation méthodologique mise en œuvre pour faire en sorte que le produit, l’ouvrage ou le service réalisé, réponde aux attentes de l’utilisateur et qu'il soit livré dans les conditions de coût et de délai initialement prévus. La gestion de projet passe par 4 grandes étapes :
Etude des besoins
Analyse fonctionnelle & étude de faisabilité
Elaboration du cahier des charges
Mise en œuvre
Inauguration du viaduc de Millau
Construction du viaduc de Millau
Etape 1 : l’étude des besoins (ou savoir ce que l’utilisateur souhaite).
C'est durant la phase d'étude préalable des besoins que l'équipe projet écoute les mandataires du projet, prend note des objectifs énoncés, pose ses questions afin de détailler autant que possible les objectifs et attendus du projet. Les résultats de ces questionnements sont synthétisés dans un document et validé par les mandataires du projet.
De la qualité de ce travail de synthèse dépendra l'adéquation de la réponse apportée par l'équipe groupe projet aux besoins constatés. Etape 2 : analyse fonctionnelle et étude de faisabilité (ou définir précisément la meilleur réponse aux besoins identifiés et justifier les solutions possibles). Une fois le besoin exprimé, il s'agit de définir précisément les objectifs du projet. Ces questions sont obtenues par décomposition du besoin en composants les plus élémentaires possibles. A chacun de ces composants sera apporté une réponse. L'addition de ces réponses constituera la réponse globale aux besoins exprimés par le chef de projet. (Voir Livret des compétences essentielles d’I.S.I : fiches 1, 2, 3 et 4) On s'attachera notamment à avoir une approche par « systèmes », c'est-à-dire à décomposer le besoin global en modules, qui peuvent être gérés séparément les uns des autres mais avec leurs interfaces identifiées. Au final, l'intégration cohérente des modules unitaires forme une solution justifiée. Cette méthode peut être représentée graphiquement par une courbe en V. Sa partie descendante représente la décomposition du besoin en composants élémentaires et la partie ascendante la recomposition d'une réponse appropriée.
Gestion de projet 15 Académie d’Aix-Marseille

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Gestion de projet 16 Académie d’Aix-Marseille
Prestations clients
Véhicule
Sous systèmes véhicule :
G.M.P, G.M.V, caisse, …
Organes
Composants
Réalisation
Tests organes, intégration Test moteur
Tests composants, intégration
Test disque de frein
Plan de tests
Exemple : boucle de conception/intégration d’une voiture.
Tests systèmes, intégration
Tests véhicule, intégration
Con
cept
ion
Inté
grat
ion
G.M.P (Groupe Moto-Propulseur) : c'est l'ensemble comprenant le moteur, l'embrayage et la boîte de vitesses.
Caisse : c'est le squelette de la voiture qui peut prendre la forme soit d'une caisse autoporteuse (structure complète comportant le plancher, les extensions avant et arrière supportant le moteur et les trains de roulement), soit d'un châssis (assemblage de longerons et de traverses sur lequel les éléments mécaniques et la carrosserie viennent se fixer).
G.M.V (Groupe Moto-Ventilateur) : c'est l'ensemble comprenant le ventilateur de refroidissement et son moteur d'entraînement.
Etape 3: l'élaboration du cahier des charges. Une fois le système complet identifié, vient la phase d'élaboration du cahier des charges. C'est dans cette étape qu'est construite la planification détaillée pour la mise en œuvre. Le diagramme de GANTT est un outil permettant de modéliser la planification de tâches nécessaires à la réalisation d'un projet. (Voir exemple ci-dessous) Le cahier des charges est un document contractuel qui formalise les besoins identifiés par l'analyse fonctionnelle, documente la réponse proposée, précise les objectifs et expose l'organisation retenue pour coordonner les efforts de chaque acteur du projet. La présentation d'un cahier des charges suit les étapes suivantes :
La présentation du problème, qui identifie le projet, son cadre d'utilisation et ses objectifs. L'énoncé du besoin, issu de l'analyse fonctionnelle. L'énoncé de la solution définie, avec les éventuelles variantes.
Exemple de GANTT : La construction d'une voiture peut se schématiser en 4 grandes phases : construction du moteur, construction du châssis, montage moteur-châssis et finition.

2nde enseignement de détermination I.S.P Livret des compétences essentielles
Etape 4 : mise en œuvre. Il s'agit donc maintenant d'animer et de vérifier le bon déroulement du programme de travail prévu, chacun devant atteindre les objectifs successifs nécessaires au bon avancement de l'ensemble du projet. La gestion de projet, dans cette étape, s'articule autour de réunions de suivi (respect du planning) et de prises de décisions. Ces réunions sont programmées ou faites à la demande entre les responsables de projet et les clients ou entre les membres de l’équipe du projet. En fin de projet, la dernière action est de formaliser le retour d'expérience du projet, exposant pour les futurs projets similaires les points forts (à reprendre) et les points faibles (à éviter à l'avenir).
Gestion de projet 17 Académie d’Aix-Marseille

2nde enseignement de détermination I.S.P Livret des compétences essentielles
FF iicchheess eett aauutteeuurrss
Cycle de vie du produit ............................................................................................................................... 1 Auteur : Laurent RENAUX, Lycée méditerranée (La Ciotat)
Les principaux types de machines-outils.................................................................................................... 3 Auteur : Nicolas BERGON, Lycée méditerranée (La Ciotat)
Sécurité ...................................................................................................................................................... 5 Auteur : Gilles BACH,
Préparation de la réalisation du produit (Nœud du diable)......................................................................... 8 Auteur : Hervé MAILLOU, Lycée Pierre Mendés France (Vitrolles)
Mesure – Contrôle & qualité ..................................................................................................................... 12 Auteur : Paul CHASSILIAN,
Gestion de projet ...................................................................................................................................... 15 Auteur : Laurent RENAUX, Lycée méditerranée (La Ciotat)
18 Académie d’Aix-Marseille