lldpe rheology and blown film fabrication
TRANSCRIPT
LLDPE Rheology and Blown Film Fabrication*
A. V. Ramamurthy Unipol Systems Department Union Carbide Corporation .
Bound Brook, New Jersey 08805
Extrudate irregularities, or “mek fracture,” with narrow MWD LLDPE resins occur at low defor- mation rates, and represent a severe rate limiting factor in commercial blown film fabrica$ion with narrow die gaps. Extensive capillary rheometer measurements for several polymers, and blown film fabrication studies for LLDPE, seem to support an earlierfinding that slip in the die land region in- variably accompanies the observed extnrdate irreg- ularities. Lack of strong chemical forces for ade-
ABSTRACT
quate adhesion at the polymerlmetal integace in the die land region appears to be primarily responsible for the initiation of slip. Improvements in adhesion, by proper choice of the materials of construction andlor adhesion promoters in the resin, virtually eliminate the rate limiting effects of melt fracture in commercial blown film processing, and provide sub- stantial improvements in critical end-use properties, with LLDPE.
INTRODUCTION ciation of the commercial potential of these resins is more recent. Union Carbide’s announcement of the commercialization, and large scale licensing, of its versatile, energy-efficient gas-phase process (UNI-
Linear low-density polyethylene (LLDPE) resins have been produced for over 20 years, but an appre-
*Based on a paper presented at the second Annual Meeting of the Polymer Processing Society. Montreal, April 1-4, 1986.
The author wishes to thank: the Management of Unipol Systems Depart- men(, Union Carbide Corporation for permission to publish this wok, Messrs. W. D. Kendzulak and J . Z. Pawlowski for invaluable experimental support;
and Professors A. B. Meaner (University of Delaware) and M., M. Denn (University of California at Berkeley) for many helpful discussions. Professor J. L. White (University of Akron) brought the original work of Mooney on slip, and effects of materials of construction, with elastomers to author’s attention.
Advances in Polymer Technology, Vol. 6, No. 4, 489499 (1986) 0 1986 by John Wiley & Sons, Inc. CCC 0730-6679/86/040489-11$04.00
U D P E FILM FABRICATION
to’
POL Process), followed by Dow Chemicals’ an- nouncement of its solution (DOWLEX) pxocess, marked the beginning of a new era in the polyethylene in- dustry. In contrast to the heavily branched conven- tional LDPE, produced by the high pressure process (HP-LDPE), LLDPE resins are essentially linear poly- mers with little or no long chain branching, qualita- tively similar to HDPE. LLDPE resins, besides pro- viding manufacturing economy with low capital and operating costs, offer some key end-use property ad- vantages. For example, blown film products from LLDPE resins with narrow molecular weight disrri- bution (MJM, = 4 or less), considered here, have high tensile strength and elongation, high resistance to tear, impact and puncture, high modulus, and su- perior overall toughness in comparison to products from HP-LDPE resins.
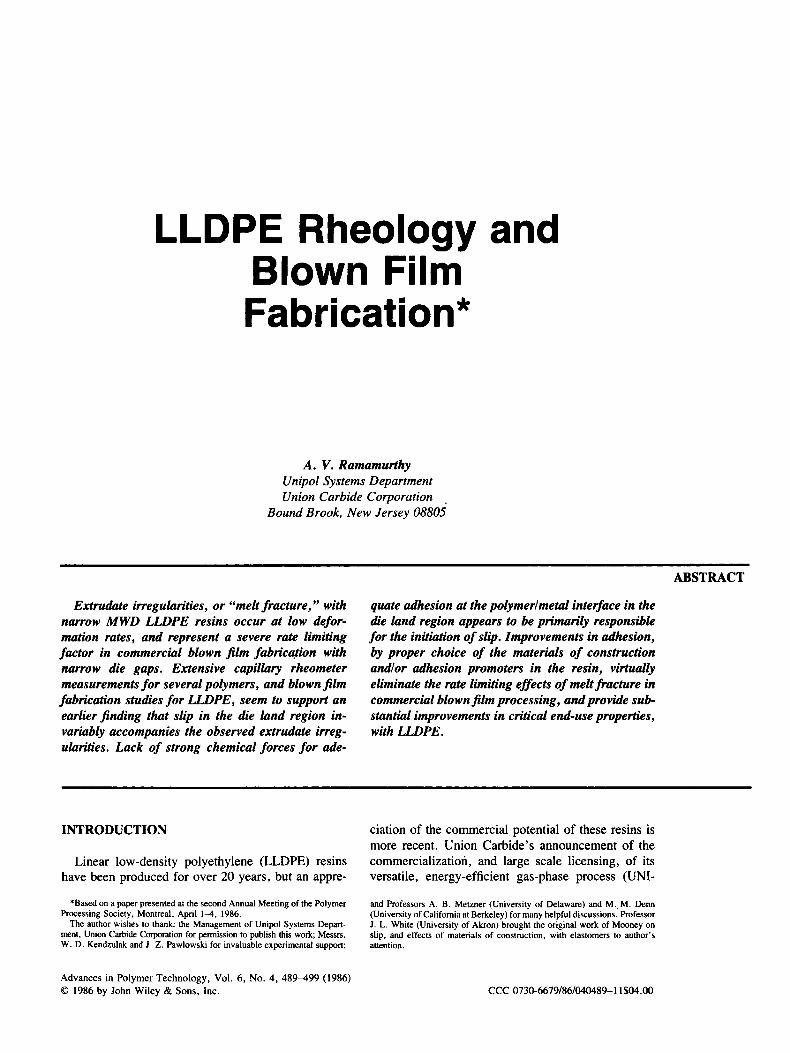
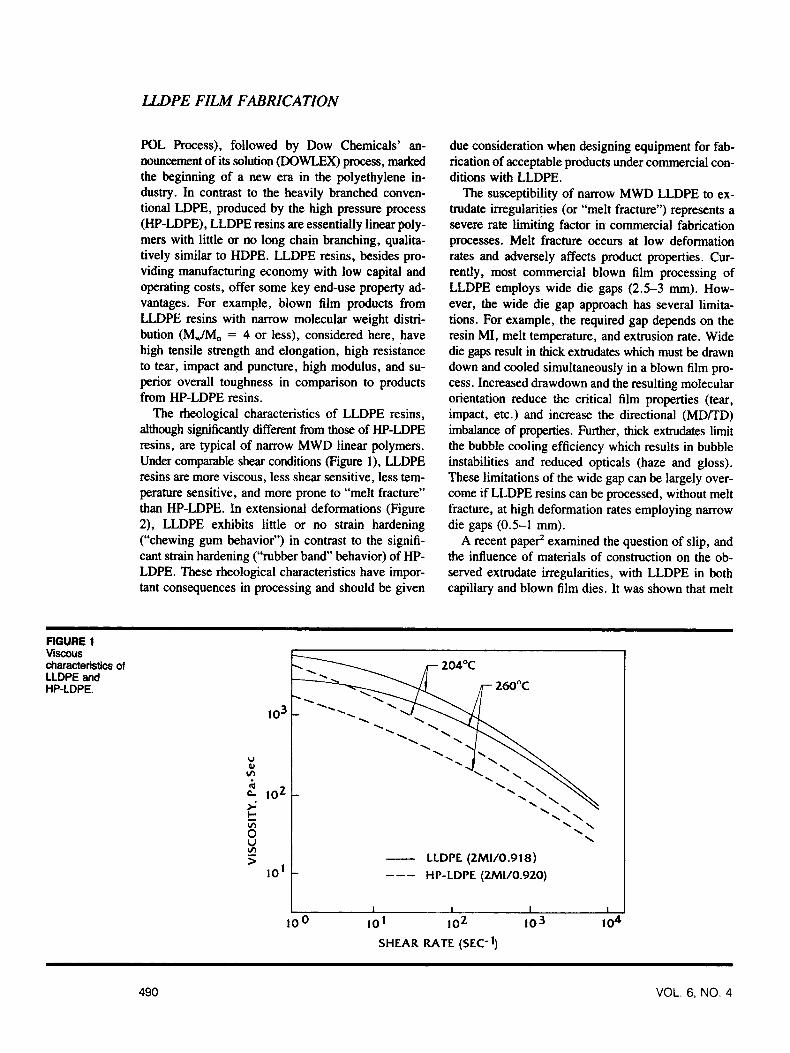
The rheological characteristics of LLDPE resins, although significantly different from those of HP-LDPE resins, are typical of narrow MWD linear polymers. Under comparable shear conditions (Figure l), LLDPE resins are more viscous, less shear sensitive, less tem- perature sensitive, and more prone to “melt fracture” than HP-LDPE. In extensional deformations (Figure 2), LLDPE exhibits little or no strain hardening (“chewing gum behavior”) in contrast to the signifi- cant strain hardening (“rubber band” behavior) of HP- LDPE. These rheological characteristics have impor- tant consequences in processing and should be given
- --- HP-LDPE (2MV0.920)
- 1 I I I
due consideration when designing equipment for fab- rication of acceptable products under commercial con- ditions with LLDPE.
The susceptibility of narrow MWD LLDPE to ex- trudate irregularities (or “melt fracture”) represents a severe rate limiting factor in commercial fabrication processes. Melt fracture occurs at low deformation rates and adversely affects product properties. Cur- rently, most commercial blown film processing of LLDPE employs wide die gaps (2.5-3 mm). How- ever, the wide die gap approach has several limita- tions. For example, the required gap depends on the resin MI, melt temperature, and extrusion rate. Wide die gaps result in thick extrudates which must be drawn down and cooled simultaneously in a blown film pro- cess. Increased drawdown and the resulting molecular orientation reduce the critical film properties (tear, impact, etc.) and increase the directional (MD/TD) imbalance of properties. Further, thick extrudates limit the bubble cooling efficiency which results in bubble instabilities and reduced opticals (haze and gloss). These limitations of the wide gap can be largely over- come if LLDPE resins can be processed, without melt fracture, at high deformation rates employing narrow die gaps (0.5-1 mm).
A recent pape? examined the question of slip, and the influence of materials of construction on the ob- served extrudate irregularities, with LLDPE in both capillary and blown film dies. It was shown that melt
FIGURE 1 Viscous characteristics of LLDPE and HP-LDPE.
L I
I- L
n- 26O0c
- LLDPE (2MV0.918)
\ \ ‘.‘
490 VOL. 6, NO. 4
U D P E FILM FABRICATION
fracture in LLDPE resins is primarily a consequence of slip in the die land region. The paper also presented results to demonstrate that improvements in adhesion, by proper choice of the materials of construction and/or adhesion promoters in the resin, virtually eliminate the rate limiting effects of melt fracture with LLDPE. Additional results, which appear to support the slip hypothesis, for LLDPE and other polymers suscep- tible to extrudate irregularities, are presented here. A possible mechanism for melt fracture with linear poly- mers is outlined. Performance of narrow gap CDA- 360 (Copper Development Association designation), and that of a low cost adhesion promoter, in blown film fabrication are summarized.
MELT FRACTURE BEHAVIOUR OF POLYMERS
A standard capillary rheometer was used to deter- mine the flow curve and extrudate characteristics of several polymers including LLDPE, HDPE, HP-LDPE, a polypropylene (PPRP), and a plasticized PVC (PPCV). Standard procedures were used to determine end corrections. Mooney plots, constructed from mea- surements with a series of capillary diameters, were used to determine slip velocity. Blown film fabrication studies were conducted with a wide range of extrusion equipment. The equipments, procedures, and some results for LLDPE in both capillary and blown film
150°C HP-LDPE
0.1 SEC-I
I I I
10-1 100 101 102 TIME,SEC.
FIGURE 2 Extensional behavior of LLDPE and HP-LDPE.
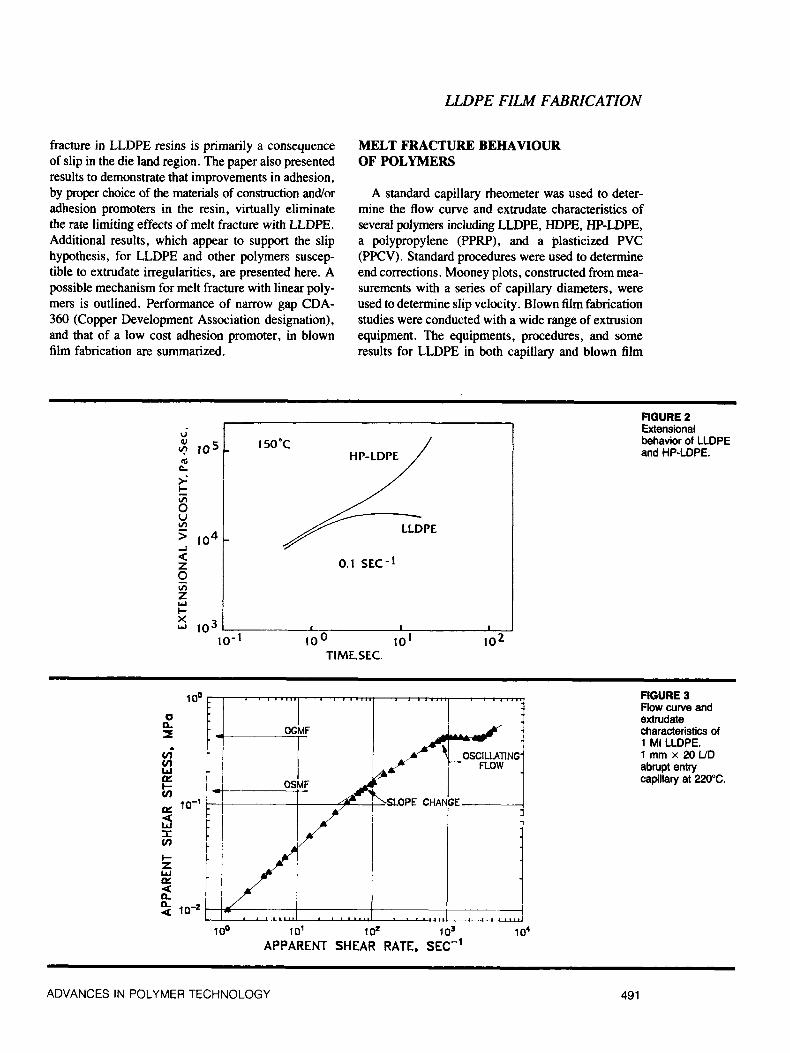
FIGURE 3 Flow curve and OxtNdate characteristics of 1 MI LLDPE. 1 mm x 20 UD abrupt entry capillary at 220°C.
1 00 10' id 10' I 04
APPARENT SHEAR RATE. SEC-'
ADVANCES IN POLYMER TECHNOLOGY 49 1
LLDPE FILM FABRICATION
fabrication situations have been presented elsewhere.* Granular LLDPE resins, produced by the Unipol pro- cess, were used. Influence of some common additives (antioxidants, antiblock, slip, antistatic, etc.) on melt fracture during blown film fabrication were also ex- amined. Some representative results and observations are summarized below.
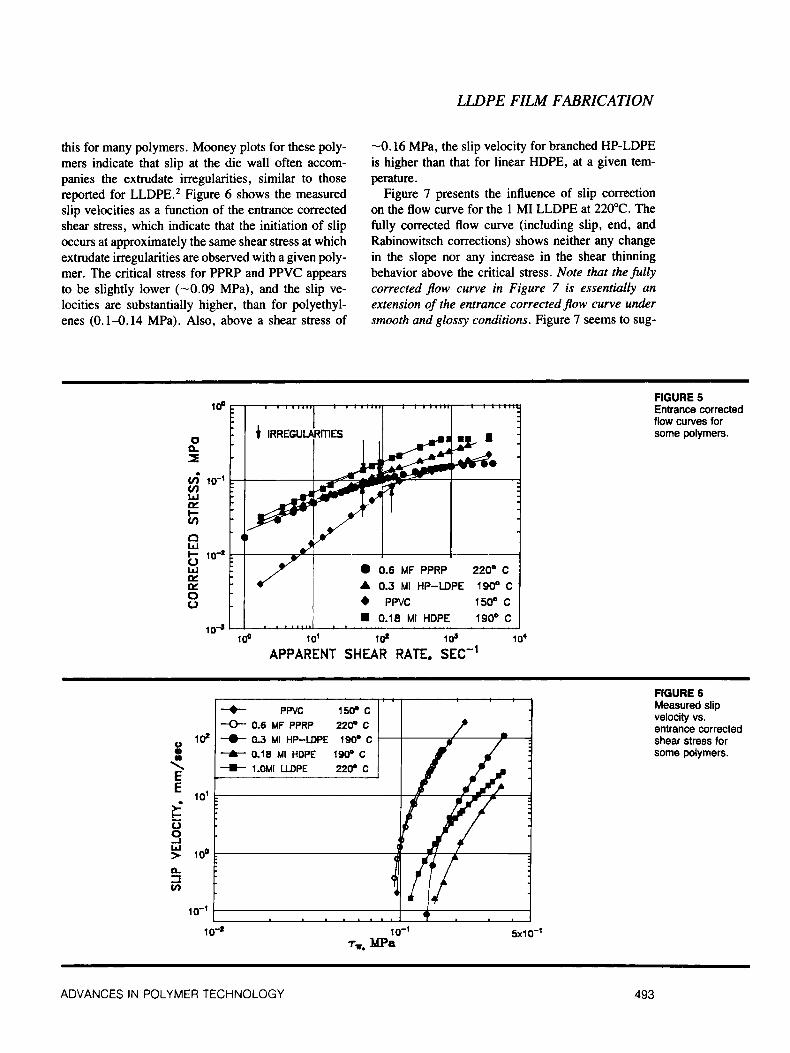
The measured flow curve and extrudate character- istics of LLDPE are typical of narrow MWD linear ethylene polymers, as illustrated in Figure 3 for a 1 MI LLDPE at 220°C. The loss of extrudate gloss, at a critical shear stress of -0.14 MPa, defines the onset of extrudate irregularities in LLDPE (designated OSMF). Above this stress, the severity of surface irregularities increase accompanied by an apparent in- crease in shear thinning behavior. Pressure and flow rate oscillations occur at a shear stress of -0.4 MPa (designated OGMF) when the extrudates exhibit gross distortions. Here, the constant shear stress data under unstable flow conditions are based on the average of the fluctuating pressure at a given piston speed, and are not measured constant values.
It is clear from Figure 3 that the flow curve exhibits a change in slope at -0.14 MPa, corresponding to the onset of surface melt fracture (loss of gloss). This change in slope is real, and consistently reproducible for LLDPE. Extensive studies have shown that, for polyethylenes in general, the onset of extrudate irreg- ularities (surface for linear, and surface/gross for branched) occurs at a reasonably constant critical shear
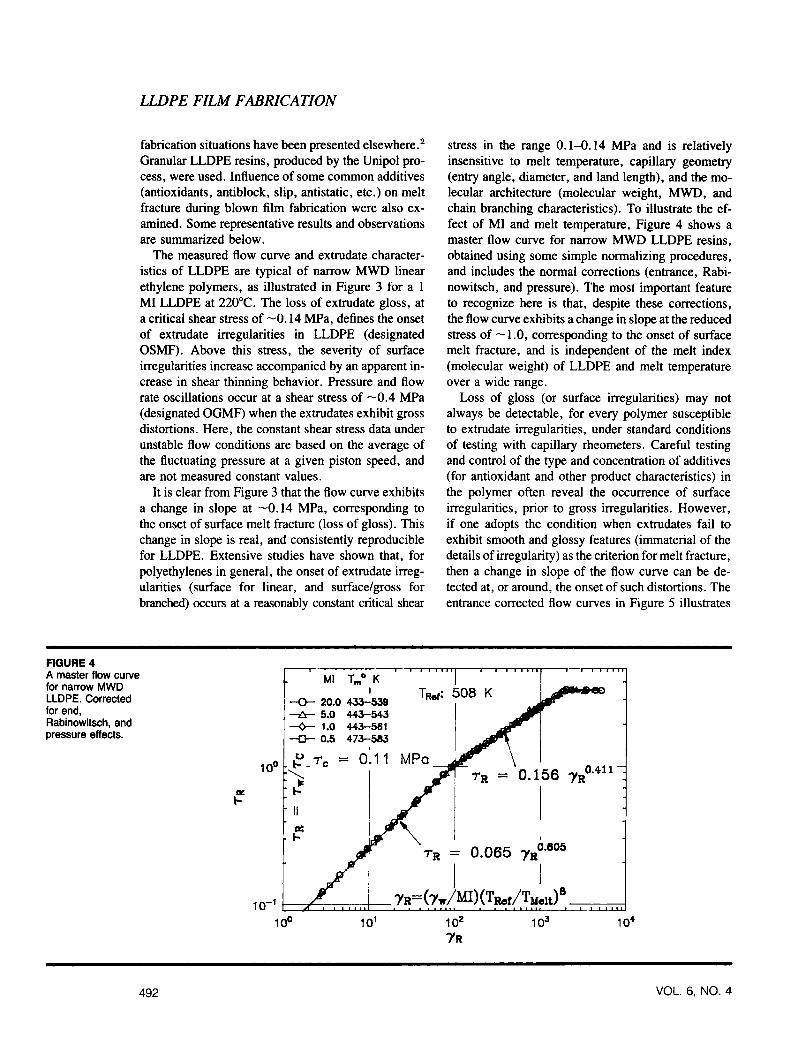
stress in the range 0.14.14 MPa and is relatively insensitive to melt temperature, capillary geometry (entry angle, diameter, and land length), and the mo- lecular architecture (molecular weight, MWD, and chain branching characteristics). To illustrate the ef- fect of MI and melt temperature, Figure 4 shows a master flow curve for narrow MWD LLDPE resins, obtained using some simple normalizing procedures, and includes the normal corrections (entrance, Rabi- nowitsch, and pressure). The most important feature to recognize here is that, despite these corrections, the flow curve exhibits a change in slope at the reduced stress of - 1 .O, corresponding to the onset of surface melt fracture, and is independent of the melt index (molecular weight) of LLDPE and melt temperature over a wide range.
Loss of gloss (or surface irregularities) may not always be detectable, for every polymer susceptible to extrudate irregularities, under standard conditions of testing with capillary rheometers. Careful testing and control of the type and concentration of additives (for antioxidant and other product characteristics) in the polymer often reveal the occurrence of surface irregularities, prior to gross irregularities. However, if one adopts the condition when extrudates fail to exhibit smooth and glossy features (immaterial of the details of irregularity) as the criterion for melt fracture, then a change in slope of the flow curve can be de- tected at, or around, the onset of such distortions. The entrance corrected flow curves in Figure 5 illustrates
FIGURE 4 A master flow curve for narrow MWD LLDPE. Corrected for end, Rabinowitsch, and pressure effects.
1 oo 10' 1 o2 1 o3 1 o4 YR
492 VOL. 6, NO. 4
U D P E FILM FABRICATION
this for many polymers. Mooney plots for these poly- mers indicate that slip at the die wall often accom- panies the extrudate irregularities, similar to those reported for LLDPE.' Figure 6 shows the measured slip velocities as a function of the entrance corrected shear stress, which indicate that the initiation of slip occurs at approximately the same shear stress at which extrudate irregularities are observed with a given poly- mer. The critical stress for PPRP and PPVC appears to be slightly lower (-0.09 MPa), and the slip ve- locities are substantially higher, than for polyethyl- enes (0.1-0.14 MPa). Also, above a shear stress of
-0.16 MPa, the slip velocity for branched HP-LDPE is higher than that for linear HDPE, at a given tem- perature.
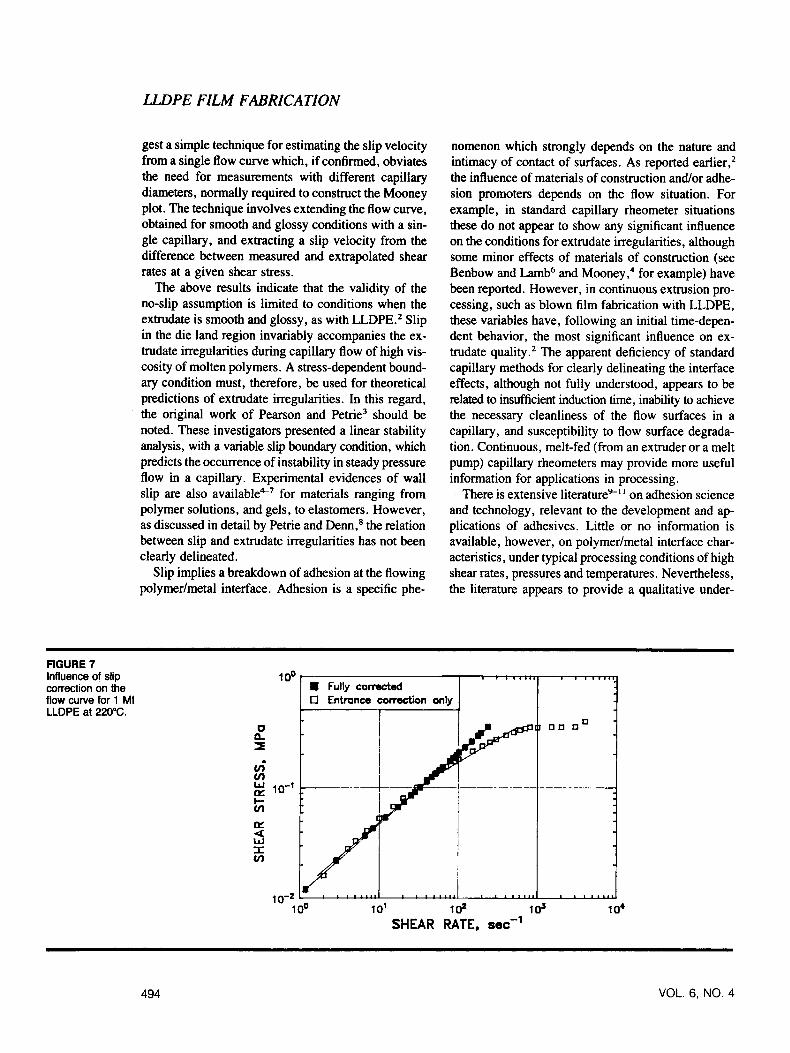
Figure 7 presents the influence of slip correction on the flow curve for the 1 MI LLDPE at 220°C. The fully corrected flow curve (including slip, end, and Rabinowitsch corrections) shows neither any change in the slope nor any increase in the shear thinning behavior above the critical stress. Note that thefully corrected #ow curve in Figure 7 is essentially an extension of the entrance corrected fiow curve under smooth and glossy conditions. Figure 7 seems to sug-
0 n I
v) W oz I- v)
6 lo-'
9 B I- lo-'
a 0 0
0 0.6 MF PPRP 220' C A 0.3 MI HP-LDPE 190' C
150' C , 0.18 MI HDPE 190' C 1
LII 1 O-J 1 00 1 0' lo' Id 1 Q4
APPARENT SHEAR RATE. SEC-'
FIGURE 5 Entrance corrected flow curves for some polymers.
FIGURE 6 Measured slip velocity vs. entrance corrected shear stress for some polymers.
1 0-2 5x10-'
ADVANCES IN POLYMER TECHNOLOGY 493
D P E FILM FABRICATION
gest a simple technique for estimating the slip velocity from a single flow curve which, if confirmed, obviates the need for measurements with different Capillary diameters, normally required to construct the Mooney plot. The technique involves extending the flow curve, obtained for smooth and glossy conditions with a sin- gle capillary, and extracting a slip velocity from the difference between measured and extrapolated shear rates at a given shear stress.
The above results indicate that the validity of the no-slip assumption is limited to conditions when the extrudate is smooth and glossy, as with LLDPE.2 Slip in the die land region invariably accompanies the ex- trudate irregularities during capillary flow of high vis- cosity of molten polymers. A stress-dependent bound- ary condition must, therefore, be used for theoretical predictions of extrudate irregularities. In this regard, the original work of Pearson and Petrie' should be noted. These investigators presented a linear stability analysis, with a variable slip boundary condition, which predicts the occurrence of instability in steady pressure flow in a capillary. Experimental evidences of wall slip are also available"' for materials ranging from polymer solutions, and gels, to elastomers. However, as discussed in detail by Petrie and Denn,' the relation between slip and extrudate irregularities has not been clearly delineated.
Slip implies a breakdown of adhesion at the flowing polymerhetal interface. Adhesion is a specific phe-
nomenon which strongly depends on the nature and intimacy of contact of surfaces. As reported earlier,2 the influence of materials of construction andor adhe- sion promoters depends on the flow situation. For example, in standard capillary rheometer situations these do not appear to show any significant influence on the conditions for extrudate irregularities, although some minor effects of materials of construction (see Benbow and Lamb6 and M o o n e ~ , ~ for example) have been reported. However, in continuous extrusion pro- cessing, such as blown film fabrication with LLDPE, these variables have, following an initial time-depen- dent behavior, the most significant influence on ex- trudate quality.' The apparent deficiency of standard capillary methods for clearly delineating the interface effects, although not fully understood, appears to be related to insufficient induction time, inability to achieve the necessary cleanliness of the flow surfaces in a capillary, and susceptibility to flow surface degrada- tion. Continuous, melt-fed (from an extruder or a melt pump) capillary rheometers may provide more useful information for applications in processing.
There is extensive literature+' ' on adhesion science and technology, relevant to the development and ap- plications of adhesives. Little or no information is available, however, on polymerhetal interface char- acteristics, under typical processing conditions of high shear rates, pressures and temperatures. Nevertheless, the literature appears to provide a qualitative under-
FIGURE 7 Influence of slip correction on the flow curve for 1 MI LLDPE at 220%.
loo I D Fully corrected 0 Entmnce correction only
r
--4 1 00 10' Id 10s I 04
SHEAR RATE, sec-'
494 VOL. 6, NO. 4

LLDPE FILM FABRICATION
standing of the importance of adhesion in the preven- tion of slip, and extrudate irregularities, with molten polymers as outlined below.
A QUALITATIVE MECHANISM FOR MELT FRACTURE
However well prepared and polished, metal sur- faces are seldom clean and smooth. The literature indicates that strong chemical forces andor clean nas- cent surfaces, among others, are necessary for good adhesion between two surfaces. Adhesion is very sen- sitive to surface contaminants. For example, normally adsorbed oxidehydroxide films, grease, cutting oil, moisture, corrosive additives, etc., have an adverse effect on strength and durability of adhesives. Adhe- sion technology relies heavily on meticulous surface preparation, and application, procedures to minimize the adverse effects of such contaminents. Adverse effects of antioxidants on the adhesion of polyethylene to substrates, such as steel and copper, have also been
In the present context, dirty or contam- inated die surfaces is encountered as a rule, rather than an exception. Also, even highly polished surfaces are seldom smooth at the microscopic level and con- tain asperities with dimensions often comparable to those of the polymer chain segments.
On the other hand, molten polymers are highly vis- cous and elastic. Under shearing conditions, shear stress and two nonzero normal stress differences are generated. The primary normal stress difference acts as a tension in the direction of flow and, the lower magnitude, secondary normal stress difference acts as a compression normal to the direction of flow.
Figure 8 illustrates a simple, and speculative, mech- anism by which loss of intimate contact, and hence slip, could occur when viscoelastic polymer melts flow past contaminated die surfaces. At low flow rates, corresponding to smooth and glossy extrudates [Fig- ure 8(A)], sufficient residence time in the land region permits polymer molecules to conform to surface as- perities, and intimate contact at the interface may ex- ist, even for poor wetting polymers, through some “mechanical interlocking,” as shown. However, as the flow rate is increased, stresses at the interface in- crease. Also, reduced residence time prevents poly- mer molecules, oriented to some extent in the direction of flow, from full conformity with the surface asper- ities. The ability of the flowing polymer to maintain intimate interfacial contact depends on the strength of the “mechanical bond or more precisely, the adhesive
strength of the polymer under the processing condi- tions. The adhesive strength, even under ambient con- ditions, is known to depend on several factor^'^ in- cluding the cleanliness of the substrate and the detailed attractive forces (dispersion, dipolar, induction, hy- drogen bonding, chemical crosslinking, etc.) at the interface. However, in the absence of any strong at- tractive chemical forces, the increased viscous and elastic forces appear to provide the potential for de- tachment. It is well known that a number of polymers, such as polyethylene and polypropylene, have poor adhesion to ordinary metal surfaces and improvements in adhesion can only be achieved through specific chemical modification of the surface.I5 It seems rea- sonable then that initiation of such detachment, or slip, should occur when the stresses at the interface exceed a certain critical value for a given poly- mer/metal interface. This is supported by results for polyethylenes which indicate that the initiation of slip, occurs at a critical shear stress (-0.1-0.14 MPa) which is relatively insensitive to the molecular architecture (molecular weight, MWD, and chain branching) and the melt temperature.
Above the critical stress, the detachment process continues or the slip velocity increases. The response of the polymer to resuiting disturbances at the inter- face, and hence the details of irregularities, can be expected to depend on the magnitude of slip velocity and the molecular and rheological characteristics of the polymer. Linear polymers are inherently more vis- cous, less shear thinning, and less elastic than branched polymers. With linear polymers, one may expect an
IN1 FL
FIGURE 8 Schematic of INCHLMICIL WTERLOCUINO.
I \ \ a possible mechanism for melt fracture.
DIELAND
(A) NO YELT FRACTURE.LAYINAR FULLY DEVELOPED FLOW
16) SURFACE YELT FRACTURE.SEPARATION ( 0 (6)
(C) OROSS MELT FRACTURE.UNSTEADV FLOW. SEPARATIONZO (6)
ADVANCES IN POLYMER TECHNOLOGY

LLBPE FILM FABRICATION
incipient detachment [separation less than the asperity dimensions, as shown in Figure 8(B)] resulting in local, or Lagrangian unsteady flow situation at the interface. Because of the dampening effect of viscos- ity, any irregularities should then be confined to the extrudate surface. In the presence of slip, the flow curve for any polymer should exhibit a more shear thinning behavior, than in the absence of slip. With further increase in stresses (or flow rates), continued detachment ultimately leads to a substantial loss of contact at the interface [Figure 8(C)]. Under these conditions, a flow instability (Eulerian sense), with pressure and flow rate fluctuations, must occur since the stabilizing influence of viscous dissipation is dra- matically reduced as the polymer contacts only iso- lated peaks on the die surface. Thus, initiation and progressive breakdown of adhesion in the die land region appear to be responsible for both surface and gross irregularities.
The above qualitative arguments suggest that, al- though the details of irregularities are dependent on the molecular and rheological characteristics of a poly- mer, inadequate adhesion may be primarily respon- sible for the initiuriun of slip (or a stress discontinuity) at a critical stress with a given polymer/metal inter- face. Removal of the source of initiation with methods to improve adhesion, using appropriate materials of construction for the die land region andor use of suit- able adhesion promoters in the polymer, can be ex- pected to allow processing of polymers, such as LLDPE,
TABLE I Performance Comparison of CDA-360 with Chrome-Plated
Steel in Blown Film Fabrication”
Chrome Plated 4140 Die Land Surface CDA-360b
1 .o Die gap (mm) 0.125-1 .O 12.5 Land IengtMgap 5-55 7.5 Entry angle (”) 7.5-25 1.4 Die rate (kg/h/cm) 0.5-3.3 300 Shear rate (s-’) 106-23400 220 Melt temperature 180-250
(“C) - Induction time (min) 10-40 Severe Melt fracture None‘
‘Equipment range: 50-1 15 mm extruders; 75-300 mm spiral dies; single- and dual-lip air nngs. LLDPE resins: Granular and pelleted resins (butene. hexene, and Octene copolymers) over a MI range of 0.2-2 MI. bRange of variable examined. Qbservation following induction period.
at high deformation rates without extrudate irregular- ities. The applicability of such methods in blown film fabrication with narrow die gaps for LLDPE have been discussed previously. In what follows, some addi- tional results on the performance, and blown film properties, with narrow gap CDA-360 surfaces are summarized.
BLOWN FILM FABRICATION WITH LLDPE
Narrow Gap CDA-360
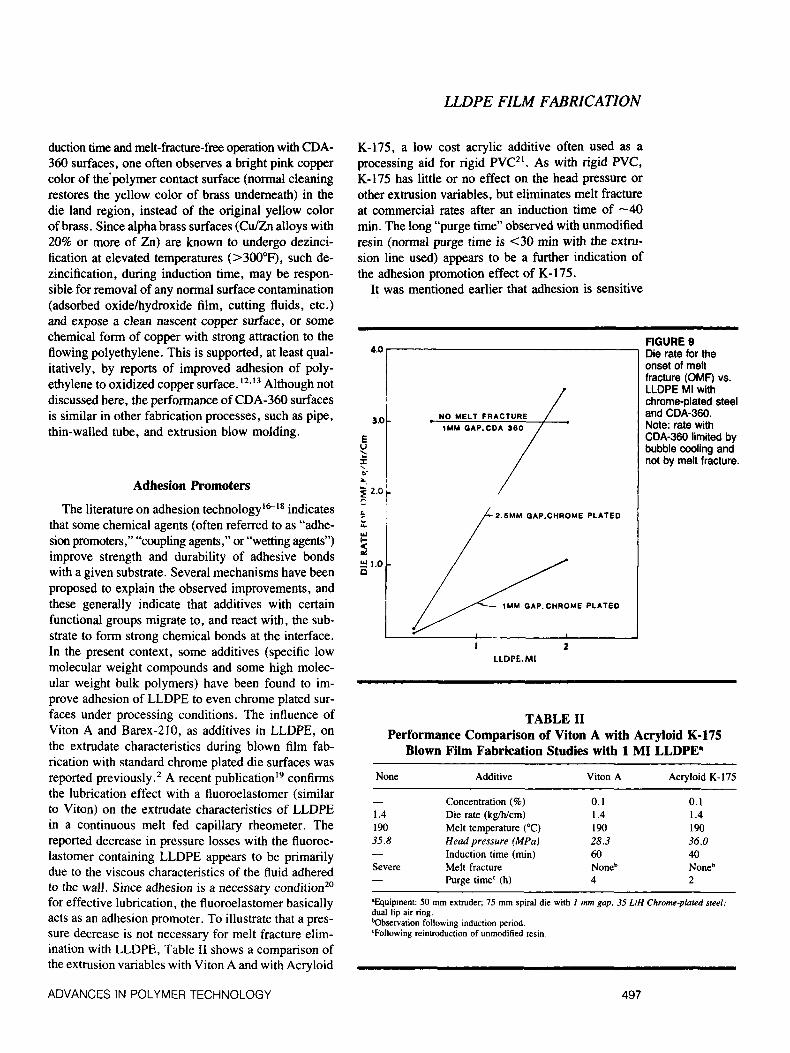
Extensive studies with various metals and hard sur- face coatings for the die land region in a blown film die have shown2 that the nature of the die land surface has a major influence on the extrudate characteristics during processing. These studies have demonstrated that narrow gap CDA-360 (alpha brass with nominal composition: 61.5% Cu, 35.5% Zn, and 3% Pb) sur- faces for the die land region allow, following a brief time-dependent behavior (“induction time”), fabri- cation of melt fracture free film with LLDPE at and above current commercial rates. Table I gives a per- formance comparison of narrow gaps (0.125-1 .O mm) of CDA-360 with 1 mm gap of conventional chrome plated surface. Figure 9 shows the die rates for the onset of melt fracture in the film with 1 mm and 2.5 mm gaps of conventional chrome plated surfaces as a function of the MI of LLDPE. Note that with a 1- mm gap of CDA-360, no melt fracture was apparent under equilibrium conditions for the entire range of MI examined. The maximum die rate, shown in Figure 9 for CDA-360, was limited by bubble cooling, rather than melt fracture as the case with chrome-plated sur- faces. These indicate that the equilibrium performance of CDA-360 is virtually independent of the extrusion rate, die land length to gap ratio, entry angle, melt temperature, and the MI of LLDPE. There are several practical implications of these results. For example, CDA-360 provides an enormous freedom in the design of blown film dies for acceptable performance with LLDPE. A single “universal” narrow gap configura- tion could be designed for optimum processing of a wide range of LLDPE and HP-LDPE at and above current commercial rates. Also, with appropriate die designs, significantly low melt temperatures could be employed to improve rates for bubble instability with LLDPE.
Although a detailed understanding of the specific interfacial effects with CDA-360 is a subject of con- tinuing studies, it is worthwhile to note some quali- tative observations. As reported earlier, following in-
496 VOL. 6, NO. 4
U D P E FILM FABRICATION
duction time and melt-fracture-free operation with CDA- 360 surfaces, one often observes a bright pink copper color of the‘polymer contact surface (normal cleaning restores the yellow color of brass underneath) in the die land region, instead of the original yellow color of brass. Since alpha brass surfaces (CdZn alloys with 20% or more of Zn) are known to undergo dezinci- fication at elevated temperatures (>300”F), such de- zincification, during induction time, may be respon- sible for removal of any normal surface contamination (adsorbed oxide/hydroxide film, cutting fluids, etc.) and expose a clean nascent copper surface, or some chemical form of copper with strong attraction to the flowing polyethylene. This is supported, at least qual- itatively, by reports of improved adhesion of poly- ethylene to oxidized copper surface. l 2 . I 3 Although not discussed here, the performance of CDA-360 surfaces is similar in other fabrication processes, such as pipe, thin-walled tube, and extrusion blow molding.
Adhesion Promoters
The literature on adhesion indicates that some chemical agents (often referred to as “adhe- sion promoters,” “coupling agents ,” or “wetting agents”) improve strength and durability of adhesive bonds with a given substrate. Several mechanisms have been proposed to explain the observed improvements, and these generally indicate that additives with certain functional groups migrate to, and react with, the sub- strate to form strong chemical bonds at the interface. In the present context, some additives (specific low molecular weight compounds and some high molec- ular weight bulk polymers) have been found to im- prove adhesion of LLDPE to even chrome plated sur- faces under processing conditions. The influence of Viton A and Barex-210, as additives in LLDPE, on the extrudate characteristics during blown film fab- rication with standard chrome plated die surfaces was reported previously.* A recent publication” confirms the lubrication effect with a fluoroelastomer (similar to Viton) on the extrudate characteristics of LLDPE in a continuous melt fed capillary rheometer. The reported decrease in pressure losses with the fluoroe- lastomer containing LLDPE appears to be primarily due to the viscous characteristics of the fluid adhered to the wall. Since adhesion is a necessary condition” for effective lubrication, the fluoroelastomer basically acts as an adhesion promoter. To illustrate that a pres- sure decrease is not necessary for melt fracture elim- ination with LLDPE, Table I1 shows a comparison of the extrusion variables with Viton A and with Acryloid
K-175, a low cost acrylic additive often used as a processing aid for rigid PVC2’. As with rigid PVC, K-175 has little or no effect on the head pressure or other extrusion variables, but eliminates melt fracture at commercial rates after an induction time of -40 min. The long “purge time” observed with unmodified resin (normal purge time is <30 min with the extru- sion line used) appears to be a further indication of the adhesion promotion effect of K-175.
It was mentioned earlier that adhesion is sensitive
$ 2.0 1 C ’
/ f 2 . 5 M M GAP.CHROME PLATED k 1 M M GAP.CHROME PLATED
” L
Y
I 2 LLDPE.MI
FIGURE 9 Die rate for the onset of melt fracture (OMF) vs.
~ LLDPE MI with I chrome-plated steel
and CDA-360. Note: rate with CDA-360 limited by bubble cooling and not by melt fracture.
TABLE I1 Performance Comparison of Viton A with Acryloid K-175
Blown Film Fabrication Studies with 1 MI LLDPE‘
None Additive Viton A Acryloid K-175
- Concentration (%) 0.1 0.1 1.4 Die rate (kg/h/cm) 1.4 1.4 190 Melt temperature (“C) 190 190 35.8 Head pressure (MPa) 28.3 36.0 - Induction time (min) 60 40 Severe Melt fracture Noneb Noneb - Purge timeC (h) 4 2
‘Equipment: 50 mm extruder; 15 nun spiral die with I mm gap, 35 LIH Chrome-plated steel: dual lip air ring. Wbservation following induction period. EFollowing reintroduction of unmodified resin.
ADVANCES IN POLYMER TECHNOLOGY 497

LLDPE FILM FABRICATION
to moisture and corrosive additives. These do have adverse effects on the performance, and effectiveness, of many metal surfaces and/or adhesion promoters in blown film fabrication with LLDPE. For example, moisture (even equiIibrium moisture) in the resin has detrimental effects on the performance of CDA-360 and stainless steel surfaces. One method of minimiz- ing this is to employ a dry inert gas (for example, dry nitrogen) blanket at the throat of the extruder. Nitro- gen blanket has been found to significantly improve the performance, and effectiveness of many metal sur- faces andor adhesion promoter^.^^*^^ The beneficial effects of nitrogen on extrudate irregularities and, in some cases, on product properties can be seen im- material of the type, and physical form (granular vs. pelleted), of the polymer. Although detailed formu- lation of a commercial polymer is proprietary, it is worth mentioning here that even the most common additives used in the polymer industry (antioxidants, slip, antistatic agents, etc.) have been found to have adverse effects depending on the chemical nature and concentration of the additives. Thus, it is important to recognize the influence of such variables when deal- ing with melt fracture. Considerations of molecular and rheological characteristics alone are not sufficient to satisfactorily account for the enormous differences, soxpetimes observed, in the processing behavior of the same resin but with different additive packages.
BLOWN FILM PROPERTIES
Extensive studies have been conducted to determine practical benefits of narrow gap processing with ap-
TABLE III Blmm Film Properties Comparisona
Cluume-Flated 4140 Die Land Surface CDA-360
2.5 Die gap (mm) 0.5-1 .o Elmendorf tear, (g/mm X lW3)
1.8 MD 5.8 16 TD 14 2.0 Dart impact (g/mm x lW3) 4.2 12.2b Haze (W 4.5 63b Gloss (45 D) 85
‘Resin: I MI butene LLDPE. Equipment: 50 mm extruder, 75 mm spiral die, dual-lip air ring. Conditions: die rate, 2.2 kg/h/cm; melt temperamre, 220°C; frostline height, 0.5 m; BUR. 2:l; film thickness: 25 Fm. bLow kvel of melt fracture in the film.
propriate materials of construction for the die land, and with adhesion promoters, for LLDPE resins. The benefits regarding the ability to fabricate melt-frac- ture-free films at high deformation rates are evident from the previous discussion. From a product property standpoint, blown film properties with a given MI LLDPE depend on the formulation, equipment, and processing conditions. Table I11 illustrates some typ- ical improvements in resistance to tear (also better directional balance) and impact, and film opticals (haze and gloss) obtained with 0.5-1 mm gaps of CDA-360 over those with a wide gap (2.5 mm) of conventional chrome plated steel, under otherwise identical fabri- cation conditions for a 1 MI LLDPE (butene copol- ymer). Reduced drawdown and improved bubble cooling efficiency with narrow gaps appear respon- sible for the observed improvements in film proper- ties.
Property improvements with standard chrome plated steeVadhesion promoter combination are, however, not as clear as those with CDA-360. Studies indicate that the blown film properties are strongly dependent on the type and concentration of the adhesion promoter used, in addition. For example, some additives pro- vide significant improvements in film physicals, but have adverse effects on film opticals. There are others which, although they allow fabrication of melt-frac- ture-free film, provide little or no improvements in product properties. Thus, for overcoming commercial limitations imposed by melt fracture in commodity polymers such as LLDPE, aspects such as safety, cost, benefits, and limitations should be considered in the selection of a given material of construction and/or adhesion promoter.
OUTLOOK
The above results demonstrate the importance of “interface rheology” in polymer shaping operations. The physics and chemistry at the polymer/metal in- terface appear to play a major role in the Occurrence of extrudate irregularities. Further studies are needed for a detailed understanding of polymer/metal inter- face characteristics, particularly under commercial processing conditions. Studies to unfold the secrets of metal surfaces with techniques 1i.ke Auger, ESCA, SEM, etc., along with surface modification tech- niques, such as ion implantation, may be expected to provide useful information of relevance to polymer processing.
490 VOL. 6, NO. 4

U D P E FILM FABRICATION
REFERENCES
1. B. H. Pickover, Adv. Poly. Techno[. 3, 271-275 (1983). 2. A. V. Ramamurthy, J . Rheol. 30(2), 337-357 (1986). 3. 1. R. A. P-n and C. I. S . Petrie, in Fourth International Congress
4. M. Mooney in Rheology, F. R. Eirich, Ed., Academic, New Yodr,
5 . T. Q. Jiang, A. C. Young, and A. B. Metzner. Rheol. Acta, to appear. 6. 1. J. Benbow and P. Lamb, Soc. P h t . Trans. Eng.Interscience, New
7. 1. M. Lupton and R. W . Register, Polym. Eng. Sci.. 5 , 235 (1%5). 0. C. J. S. Petrie and M. M. Denn. AIChE. J 22, 2 W 2 3 6 (1976). 9. S. Wu. Polymer Inreflace and Adhesion. New York, 1982.
on Rheology. E. H. Lee, Ed.. 1%3, Part 3. p. 265.
1958, Vol. 11.
York. 1965 Vol. 3, (1%3).
10. R. L. Patrick. Ed., Treatise on Adhesion and Adhesives, Dekker,
11. C. V. Cagle, Ed., Handbook of Adhesive Bonding, McGraw-Hill.
12. 1. R. Evans and D. E. Packham. Adhesion I, K. W. Allen, Ed.,
New York, 1981, Vol. 5 .
New York, 1973.
Applied Science, London, 1977.
ADVANCES IN POLYMER TECHNOLOGY
13. K. Bright and B. W . Malpaas, Eur. Polym. 1. 4, 431 (1968). 14. 1. D. Minford in Treatise on Adhesion and Adhesives, R. L. Patrick,
15. A. 1. G . Allan, 1. Polym. Sci.. 38, 297 (1959). 16. M. C. Poiniasrek and R. H. Schaufelberger, Adhesive Age 11(7), 25
17. P. E. Cassidy, and B. J. Yager, J . Macromol. Sci. Rev. Polym. Tech..
18. P. C . Hewlett and C. A. Pollard, in Adhesion 1. K. W. Allen, Ed.,
19. A. Rudin. A. T. Worm, and J. E. Blacklock. P h t . Eng.. (Mar.).
20. W. M. Corn. Bearing Metals and Bearings. ACS Monograph Series.
21. Acryloid Modifiers, Product Bulletin, Rohm and Haas Co., philadel-
22. A. V. Ramamurthy. U.S. Pat. 4,552.712 (1985). 23. A. V. Ramamurthy, US. Pat. 4,554,120 (1985).
Ed., Dekker, New York, 1966, Vol. 5 . p. 119.
(1960.
Dl(1). l(1971).
Applied Science, London, 1977.
63 (1986).
Chemical Catalog Co. New York 1930, pp. 323 and 352.
phia.
499