low surface roughness (or better surface finish) of the ... · 2 why nanofinishing is required ?...
TRANSCRIPT
2
Why nanofinishing is required ?
Low surface roughness (or better surface finish) of the components is necessary to improve
Wear resistance
Mechanical properties (fatigue life, toughness, etc.)
Optical properties
Corrosion and oxidation resistance
Aesthetic appearance
and many others
3
Magnetorheological fluid based finishing (MRFF)
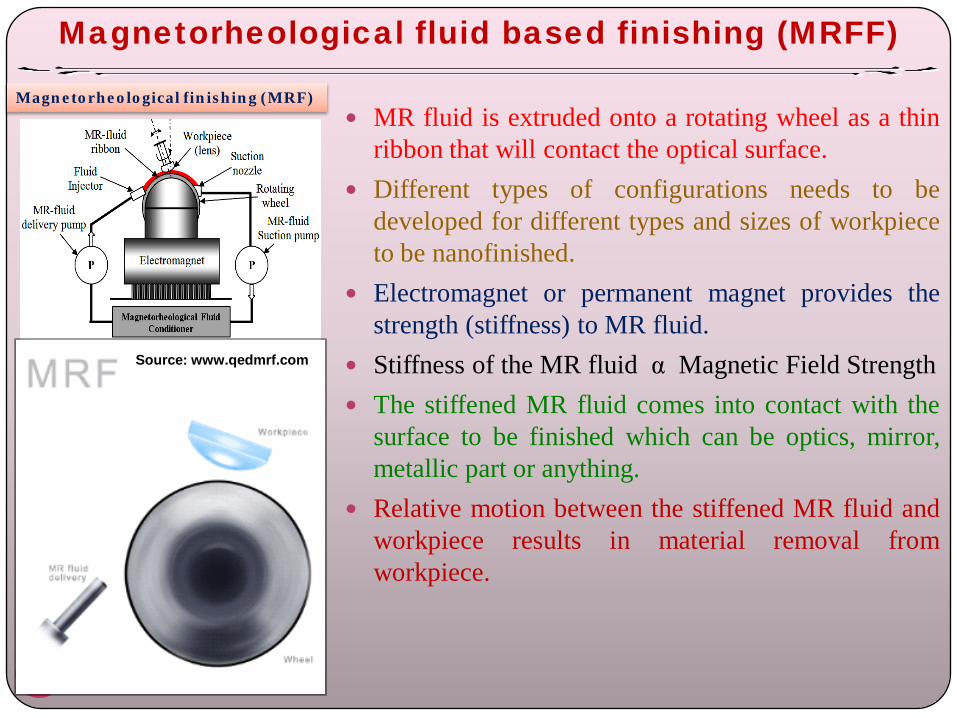
Magnetorheological finishing (MRF)
Source: www.qedmrf.com
MR fluid is extruded onto a rotating wheel as a thinribbon that will contact the optical surface.
Different types of configurations needs to bedeveloped for different types and sizes of workpieceto be nanofinished.
Electromagnet or permanent magnet provides thestrength (stiffness) to MR fluid.
Stiffness of the MR fluid α Magnetic Field Strength The stiffened MR fluid comes into contact with the
surface to be finished which can be optics, mirror,metallic part or anything.
Relative motion between the stiffened MR fluid andworkpiece results in material removal fromworkpiece.
4
Why MRFF process ?
Nanometer surface roughness without destroying form geometry of component
Precisely controlled finishing spot for deterministic finishing (finishing only where it is required)
Applicable to almost any material (soft, brittle, hard, metal, non-metal, etc.)
No post finishing operation is required (single step finishing process)
Applicable to any size and shape of workpiece Can give finish to angstrom level surface roughness
value with sophisticated toolings.
5
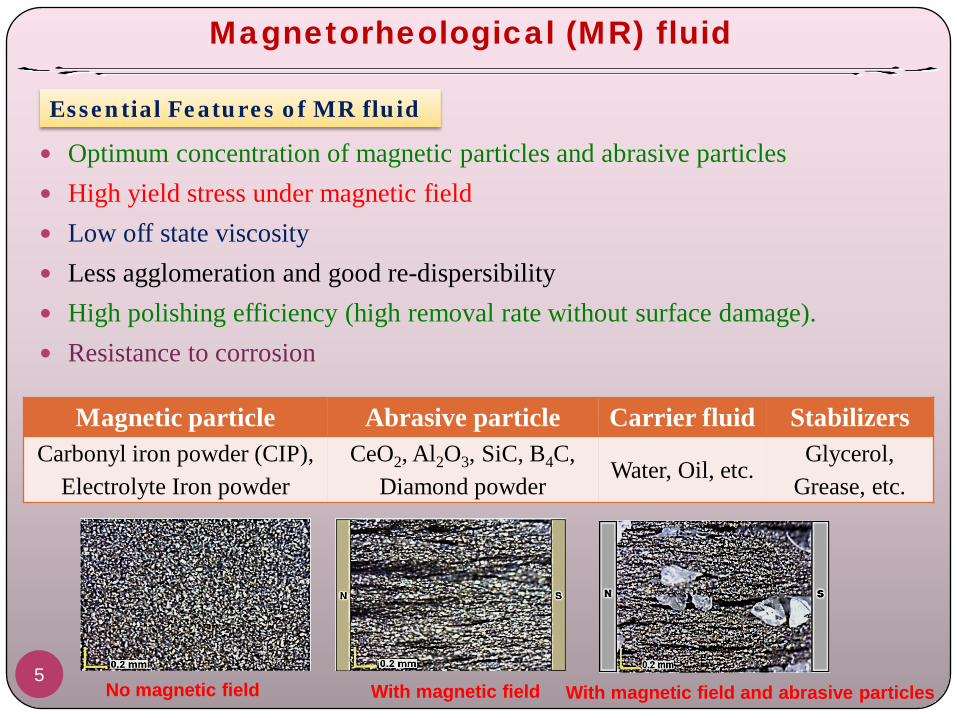
Magnetic particle Abrasive particle Carrier fluid StabilizersCarbonyl iron powder (CIP),
Electrolyte Iron powderCeO2, Al2O3, SiC, B4C,
Diamond powderWater, Oil, etc.
Glycerol, Grease, etc.
Magnetorheological (MR) fluid
Optimum concentration of magnetic particles and abrasive particles High yield stress under magnetic field Low off state viscosity Less agglomeration and good re-dispersibility High polishing efficiency (high removal rate without surface damage). Resistance to corrosion
No magnetic field With magnetic field With magnetic field and abrasive particles
Essential Features of MR fluid

6
Application areas of MRFF process
High precision SPDT mirrorDr. Stephen Veldhuis, McMaster University
Optical glasses or lenseshttp://www.nanophase.com
Off-axis mirrorshttp://www.interspectrum.ee
Die or mold http://www.ilt.fraunhofer.de, http://www.global-plastic-injection-molding.com
Medical implantshttp://www.extrudehone.com
Nanofinishing of soft or brittle materials (glass, optic, lense, ceramics, etc.)hard materials (metals)
8
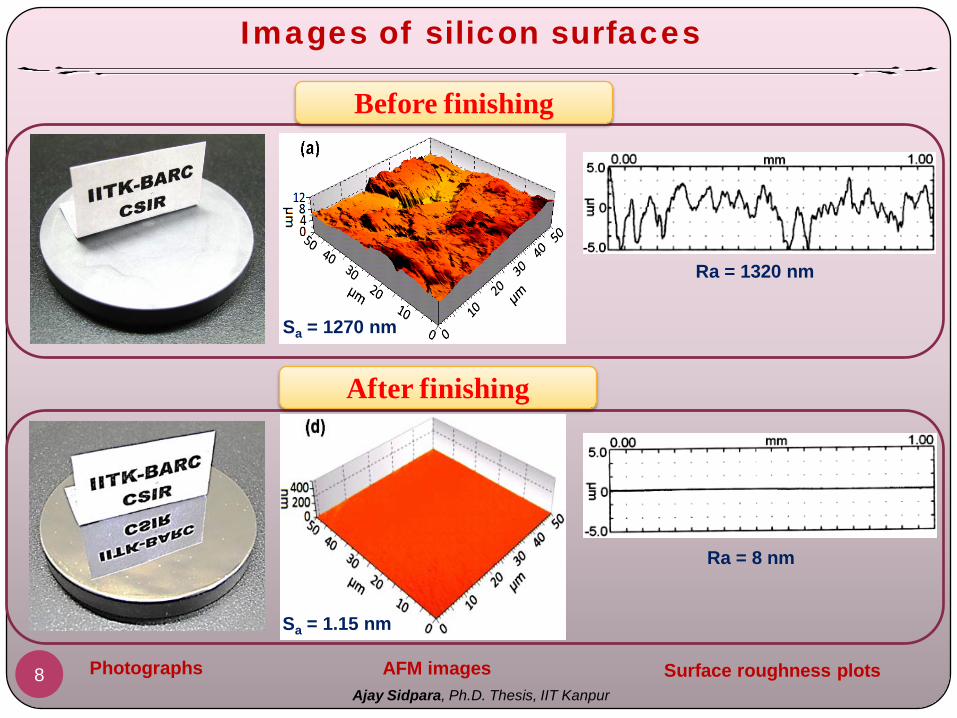
Sa = 1.15 nm
Photographs AFM images Surface roughness plots
Sa = 1270 nm
Ra = 1320 nm
Ra = 8 nm
Before finishing
After finishing
Images of silicon surfaces
Ajay Sidpara, Ph.D. Thesis, IIT Kanpur

10
Nanofinishing of knee joint implants
Sa = 223 nm Sa = 37.4 nm Sa = 21.7 nm
Ra = 268 nm Ra = 45.4 nm Ra = 28 nm
Initial surfaceFinished surface with
chemical added MR fluidFinished surface with water based MR fluid
Photographs
2D roughness
plots
3D roughness
plots
Ajay Sidpara, V. K. Jain (2012), “Nanofinishing of free form surfaces of prosthetic knee joint implant”, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture. Volume 226 (11), Pages 1833-1846.
11
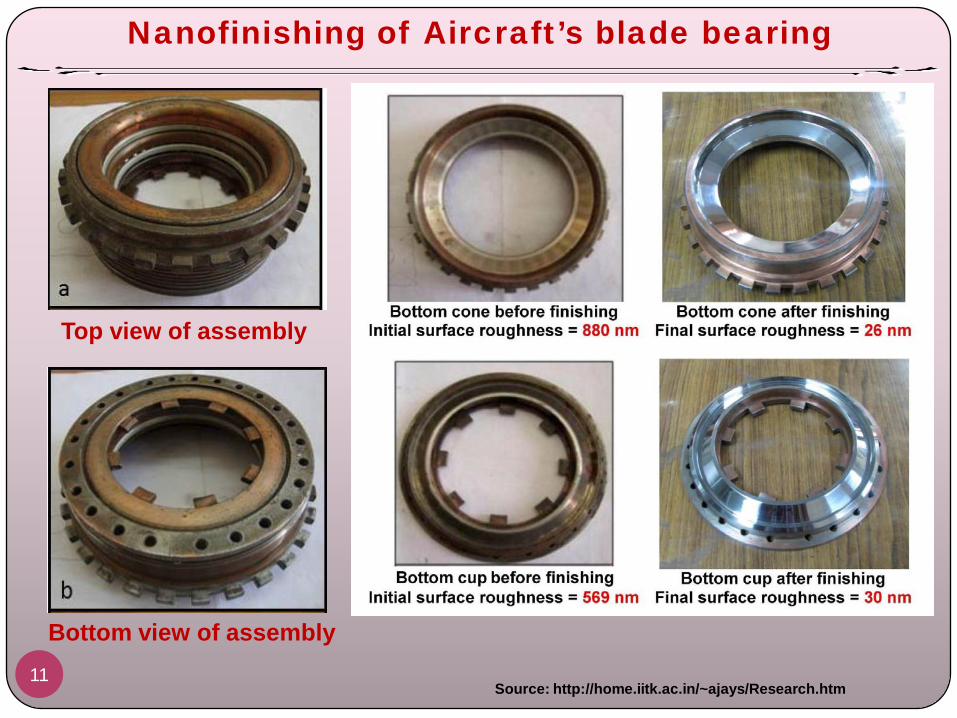
Top view of assembly
Nanofinishing of Aircraft’s blade bearing
Bottom view of assembly
Source: http://home.iitk.ac.in/~ajays/Research.htm
12
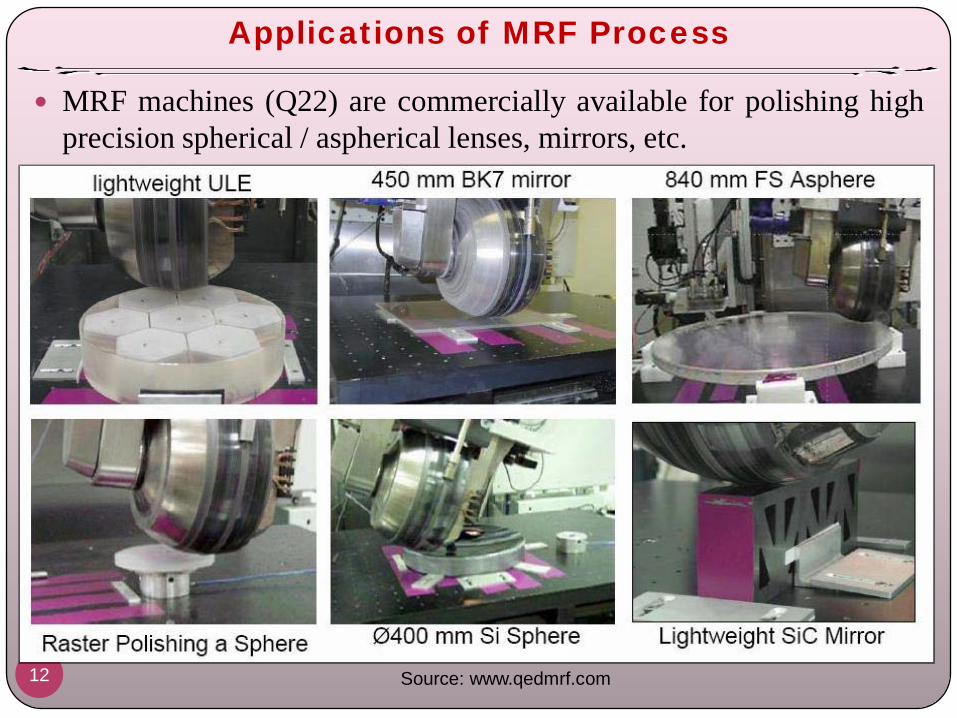
MRF machines (Q22) are commercially available for polishing highprecision spherical / aspherical lenses, mirrors, etc.
Source: www.qedmrf.com
Applications of MRF Process