luis miguel martin - pfc
DESCRIPTION
Luis Miguel Martin - PFCTRANSCRIPT
Luis Miguel Martín Hernández
Febrero 2003


Luis Miguel Martín Hernández
Febrero 2003

Índice

Índice 1.- Introducción................................................................................................................................................. 5 2.- Procesos constructivos
2.1. Método constructivo tradicional.................................................................................................... 9 2.2. Actual proceso constructivo......................................................................................................... 38
3.- Diarios de obra
3.1. Bathalapalli................................................................................................................................... 63 3.1.1. Memoria 3.1.2. Diario de obra
3.2. Kalyandurg................................................................................................................................. 103 3.2.1. Memoria 3.2.2. Diario de obra
3.3. Bukkaraya Samudram................................................................................................................ 167 3.3.1. Memoria 3.3.2. Diario de obra
3.4. Kuderu........................................................................................................................................ 199 3.4.1. Memoria 3.4.2. Diario de obra
4.- Fabricación de los ladrillos
4.1. Proceso de fabricación de ladrillos cerámicos.......................................................................... 232 4.1.1. Materias primas 4.1.2. Proceso de fabricación
4.2. Proceso de fabricación en Anantapur........................................................................................ 238 4.2.1. Bloque de hormigón prefabricado 4.2.2. Ladrillo manual de adobe 4.2.3. Ladrillo manufacturado de adobe 4.2.4. Horno
5.- Otros
5.1. Replanteo de Kalyandurg........................................................................................................... 268 5.1.1. Memoria 5.1.2. Información complementaria 5.1.3. Método de actuación
5.2. Pruebas de baldosas de hormigón............................................................................................ 287 5.2.1. Objeto. 5.2.2. Pruebas 5.2.3. Conclusiones
5.3. Viga prefabricada....................................................................................................................... 298 5.3.1. Objeto 5.3.2. Proceso de fabricación 5.3.3. Puesta a prueba
5.4. Cálculo de rendimientos............................................................................................................. 304 5.4.1. Memoria 5.4.2. Rendimientos
5.5. Estudio patológico.......................................................................................................................322 5.5.1. Memoria 5.5.2. Situación del edificio 5.5.3. Descripción del edificio 5.5.4. Análisis 5.5.5. Solución 5.5.6. Documentación gráfica.

1.- Introducción

1. Introducción. En este tomo se adjunta la siguiente documentación referente a la asignatura de construcción. Este tomo está constituido por: Procesos constructivos. Esta parte consta del estudio del método constructivo tradicional, conseguido mediante información proporcionada por los mismos empleados de la Fundación, y un resumen del actual proceso constructivo que se lleva a cabo dentro de la Fundación y que se ha llevado a cabo durante el periodo de prácticas por parte del autor del proyecto. Diarios de obra. Este fragmento consta de la redacción de varias de las obras llevadas a cabo durante el periodo de prácticas trabajando por el autor del proyecto para la Fundación Vicente Ferrer. Debido a que todo lo construido en dicho periodo es de gran semejanza, lo que se ha hecho en esta parte es no incluir el diario de obra de todas las zonas donde se ha trabajado, por que sería demasiado repetitivo. Por esta misma razón, se ha escogido los principales trabajos llevados a cabo de tal forma que si algún proceso constructivo se ha explicado en un diario de obra, no se explica tan detalladamente en otro. Proceso de fabricación de los ladrillos. Se ha realizado un estudio del proceso de fabricación de los ladrillos en el estado de Andrah Pradesh. De tal forma, que esta parte consta de una primera parte de cómo se realizan los ladrillos en la ciudad de Bangalore (el cual se podría comparar al método utilizado en la actualidad en España), mediante productos cerámicos y una segunda parte de los productos que utiliza la Fundación para la construcción de sus proyectos, los cuales están formados por adobe.

2.- Procedimientos constructivos

Luis Miguel Martín Hernández Método constructivo tradicional
2.1. MÉTODO TRADICIONAL DE CONSTRUCCIÓN Esto es una pequeña introducción para que se tenga un conocimiento básico de porque se utilizaba este método antiguamente y de cómo la forma de vida de los habitantes de estos edificios influye en nuestro método constructivo. Hechos de presente la India rural:
- Cada 500 millones de personas de una población de 670 millones viven en áreas rurales. - La mayor parte de las casas rurales son construidas mediante adobe. - Un refugio hecho de tierra principalmente indica pobreza. - El cemento y los ladrillos cocidos son y serán en el futuro materiales de construcción de lujo para la mayoría de la población en áreas rural. - La producción de cemento y los ladrillos no pueden enfrentarse con la amplia necesidad de millones de Casas de precio bajo, y son por lo tanto inadmisibles para el pobre. - Los nuevos materiales de construcción industriales y los nuevos métodos constructivos aún no han encontrado su sitio en las áreas rurales. En primer lugar, son demasiado caros, y en segundo lugar es la resistencia a cambiar de hábitos y modos de vivir. - Una nueva conciencia tiene que ir de la mano con los nuevos métodos y nuevos materiales.
Se puede construir un edificio de muy buena calidad, para lo cual el hombre común debe conocer lo siguiente:
- La necesidad de proyecciones de azotea grandes (cuevas) para proteger las paredes de tierra de la lluvia. - El uso de la viga de palmera en su fuerza llena colocándolo sobre borde en vez de atarlo apartamento a su miembro de apoyo. Este cambio permite un para hacer proyecciones grandes. - El uso de uniones triangulares en la estructura de tejado (prueba de viento). - Mezclar la arena con arcilla en proporción apropiada que así previene grietas en la pared. - Chocar con la tierra en un molde para producir paredes de adobe, evitando postes de madera colocados en la tierra (así eliminando el problema de las termitas). Las paredes tradicionales de adobe no son lo bastante fuertes para soportar las fuerzas de carga de azotea a menos que ellos sean muy pocas (que las hace más caras). Las paredes chocadas resultan ser cuatro veces más fuerte que los muros tradicionales del mismo grosor.
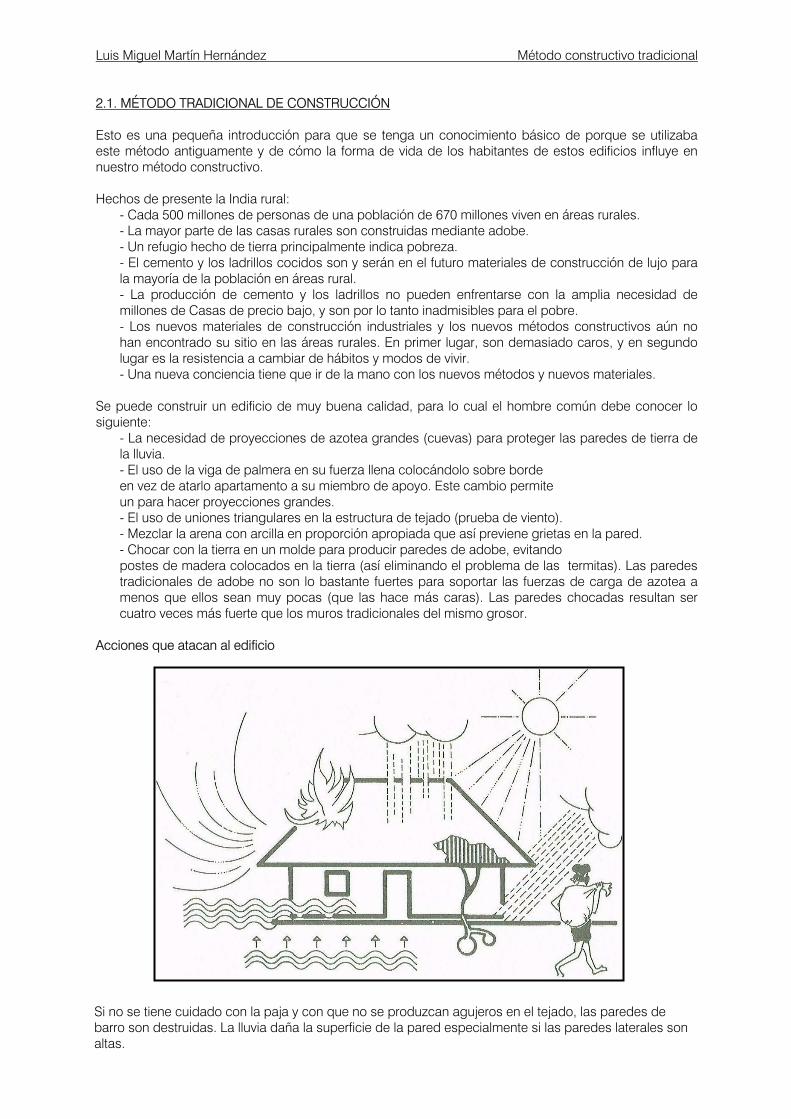
Acciones que atacan al edificio
Si no se tiene cuidado con la paja y con que no se produzcan agujeros en el tejado, las paredes de barro son destruidas. La lluvia daña la superficie de la pared especialmente si las paredes laterales son altas.
Termitas

Luis Miguel Martín Hernández Método constructivo tradicional
La madera dentro del terreno no puede ser protegida correctamente. El tejado que apoya sobre estos postes tiene el contacto directo con la tierra. Ayudada por la humedad la termita llega a reproducirse. Las termitas son aceptadas como parte de la familia. Las ventanas y los marcos de puerta fácilmente se prestan para ser atacadas por termitas. Entrada baja: uno tiene que inclinarse para entrar en la casa, especialmente los occidentales.
Trabajo preparatorio: El molde El final y la contraventana lateral son guardados juntos bajo tensión mediante cuerdas en la parte superior y en el fondo por cuñas. Los agujeros en la contraventana lateral dan la posibilidad de hacer longitudes diferentes de la pared.
Luis Miguel Martín Hernández Método constructivo tradicional
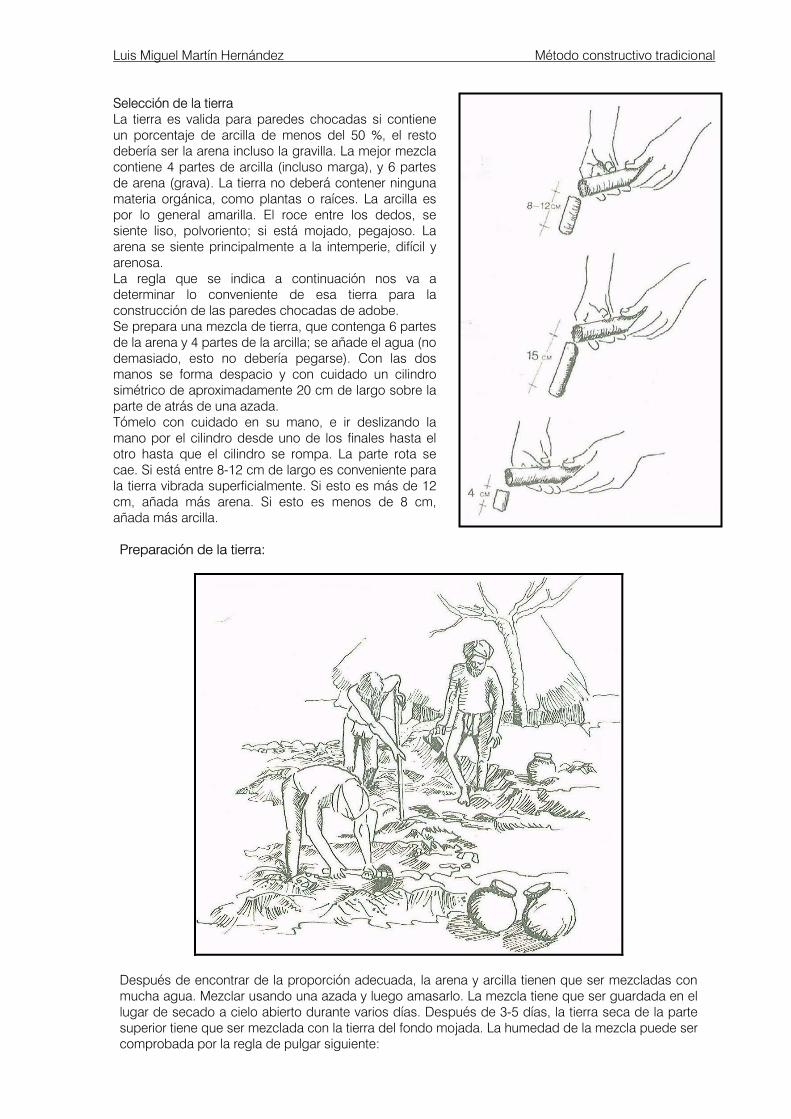
Selección de la tierra La tierra es valida para paredes chocadas si contiene un porcentaje de arcilla de menos del 50 %, el resto debería ser la arena incluso la gravilla. La mejor mezcla contiene 4 partes de arcilla (incluso marga), y 6 partes de arena (grava). La tierra no deberá contener ninguna materia orgánica, como plantas o raíces. La arcilla es por lo general amarilla. El roce entre los dedos, se siente liso, polvoriento; si está mojado, pegajoso. La arena se siente principalmente a la intemperie, difícil y arenosa. La regla que se indica a continuación nos va a determinar lo conveniente de esa tierra para la construcción de las paredes chocadas de adobe. Se prepara una mezcla de tierra, que contenga 6 partes de la arena y 4 partes de la arcilla; se añade el agua (no demasiado, esto no debería pegarse). Con las dos manos se forma despacio y con cuidado un cilindro simétrico de aproximadamente 20 cm de largo sobre la parte de atrás de una azada. Tómelo con cuidado en su mano, e ir deslizando la mano por el cilindro desde uno de los finales hasta el otro hasta que el cilindro se rompa. La parte rota se cae. Si está entre 8-12 cm de largo es conveniente para la tierra vibrada superficialmente. Si esto es más de 12 cm, añada más arena. Si esto es menos de 8 cm, añada más arcilla.
Preparación de la tierra:
Después de encontrar de la proporción adecuada, la arena y arcilla tienen que ser mezcladas con mucha agua. Mezclar usando una azada y luego amasarlo. La mezcla tiene que ser guardada en el lugar de secado a cielo abierto durante varios días. Después de 3-5 días, la tierra seca de la parte superior tiene que ser mezclada con la tierra del fondo mojada. La humedad de la mezcla puede ser comprobada por la regla de pulgar siguiente:
Luis Miguel Martín Hernández Método constructivo tradicional
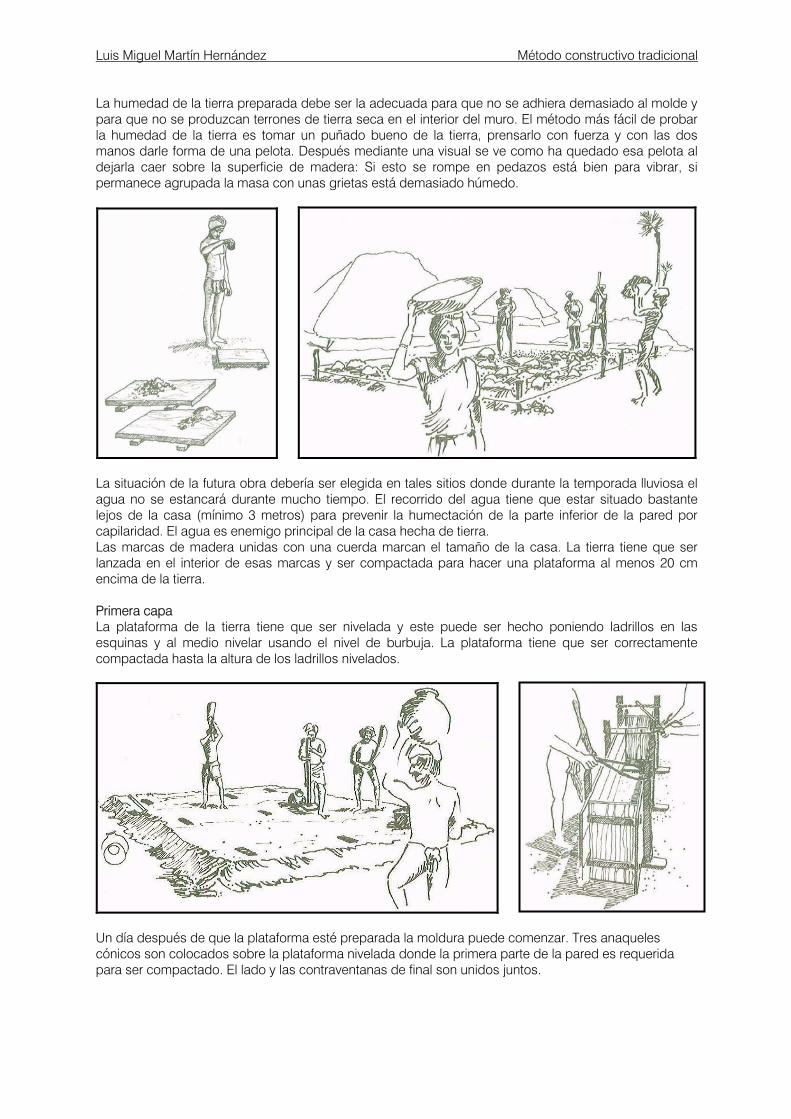
La humedad de la tierra preparada debe ser la adecuada para que no se adhiera demasiado al molde y para que no se produzcan terrones de tierra seca en el interior del muro. El método más fácil de probar la humedad de la tierra es tomar un puñado bueno de la tierra, prensarlo con fuerza y con las dos manos darle forma de una pelota. Después mediante una visual se ve como ha quedado esa pelota al dejarla caer sobre la superficie de madera: Si esto se rompe en pedazos está bien para vibrar, si permanece agrupada la masa con unas grietas está demasiado húmedo.
La situación de la futura obra debería ser elegida en tales sitios donde durante la temporada lluviosa el agua no se estancará durante mucho tiempo. El recorrido del agua tiene que estar situado bastante lejos de la casa (mínimo 3 metros) para prevenir la humectación de la parte inferior de la pared por capilaridad. El agua es enemigo principal de la casa hecha de tierra. Las marcas de madera unidas con una cuerda marcan el tamaño de la casa. La tierra tiene que ser lanzada en el interior de esas marcas y ser compactada para hacer una plataforma al menos 20 cm encima de la tierra. Primera capa La plataforma de la tierra tiene que ser nivelada y este puede ser hecho poniendo ladrillos en las esquinas y al medio nivelar usando el nivel de burbuja. La plataforma tiene que ser correctamente compactada hasta la altura de los ladrillos nivelados.
Un día después de que la plataforma esté preparada la moldura puede comenzar. Tres anaqueles cónicos son colocados sobre la plataforma nivelada donde la primera parte de la pared es requerida para ser compactado. El lado y las contraventanas de final son unidos juntos.
Luis Miguel Martín Hernández Método constructivo tradicional
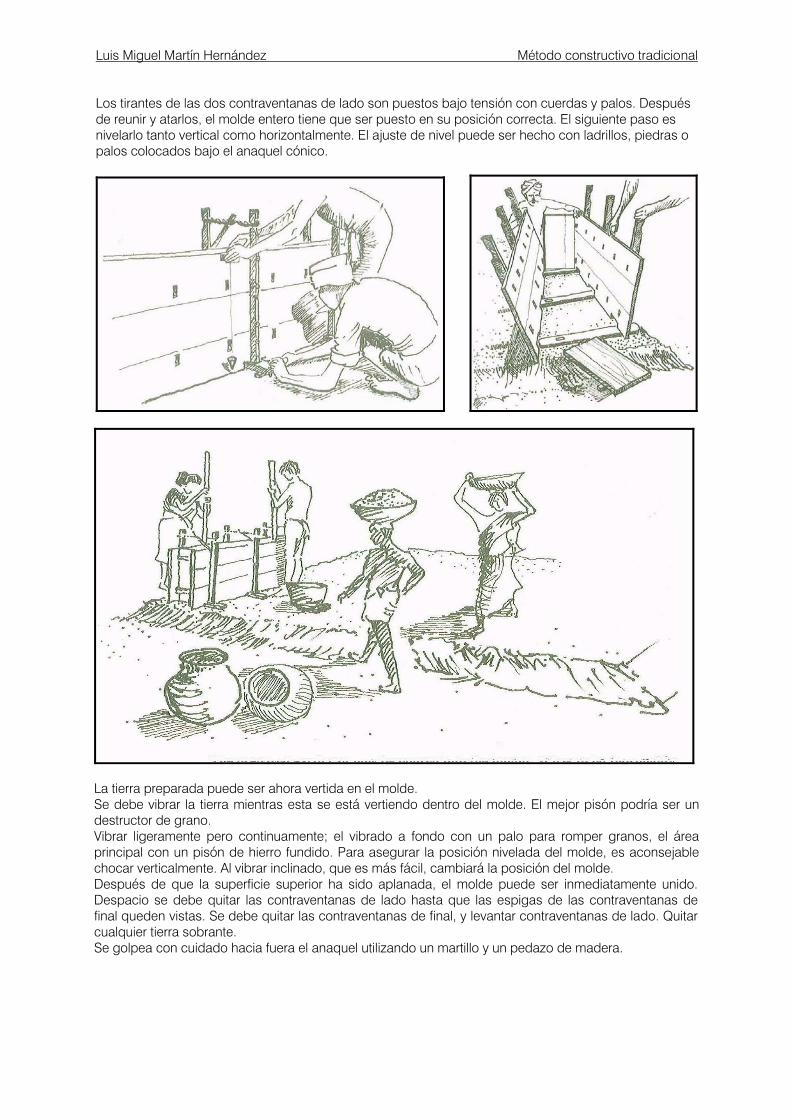
Los tirantes de las dos contraventanas de lado son puestos bajo tensión con cuerdas y palos. Después de reunir y atarlos, el molde entero tiene que ser puesto en su posición correcta. El siguiente paso es nivelarlo tanto vertical como horizontalmente. El ajuste de nivel puede ser hecho con ladrillos, piedras o palos colocados bajo el anaquel cónico.
La tierra preparada puede ser ahora vertida en el molde. Se debe vibrar la tierra mientras esta se está vertiendo dentro del molde. El mejor pisón podría ser un destructor de grano. Vibrar ligeramente pero continuamente; el vibrado a fondo con un palo para romper granos, el área principal con un pisón de hierro fundido. Para asegurar la posición nivelada del molde, es aconsejable chocar verticalmente. Al vibrar inclinado, que es más fácil, cambiará la posición del molde. Después de que la superficie superior ha sido aplanada, el molde puede ser inmediatamente unido. Despacio se debe quitar las contraventanas de lado hasta que las espigas de las contraventanas de final queden vistas. Se debe quitar las contraventanas de final, y levantar contraventanas de lado. Quitar cualquier tierra sobrante. Se golpea con cuidado hacia fuera el anaquel utilizando un martillo y un pedazo de madera.
Luis Miguel Martín Hernández Método constructivo tradicional
Luis Miguel Martín Hernández Método constructivo tradicional
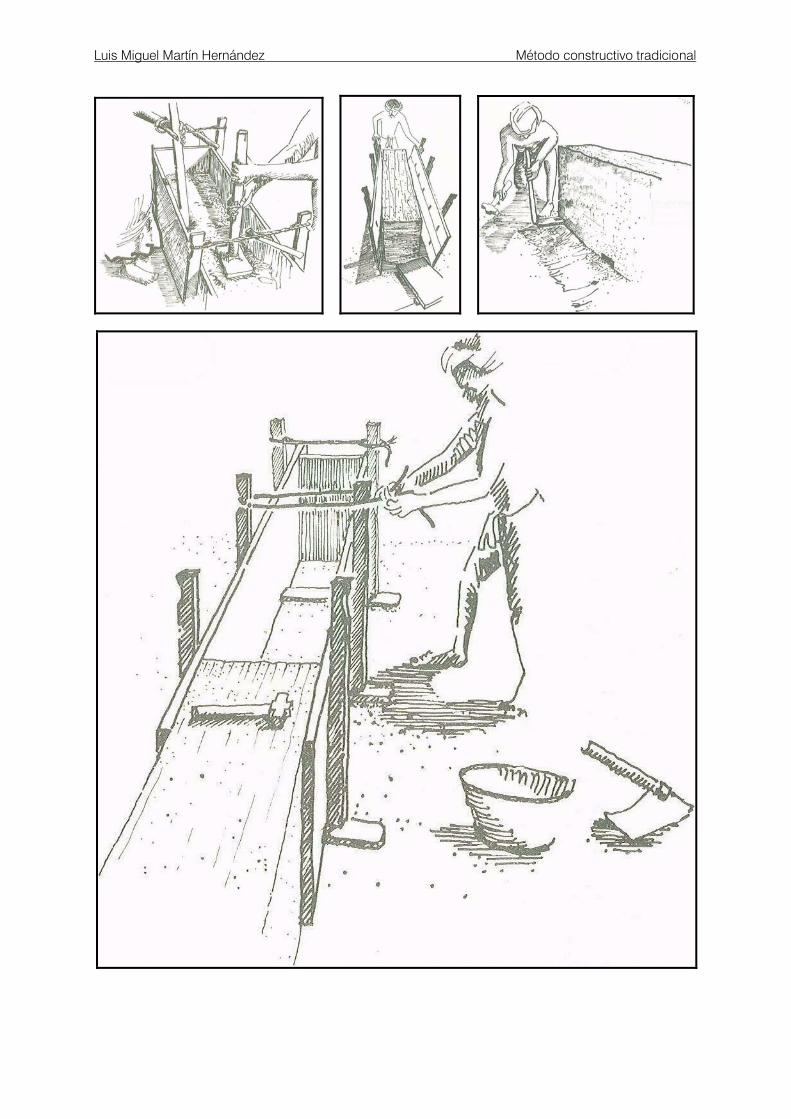
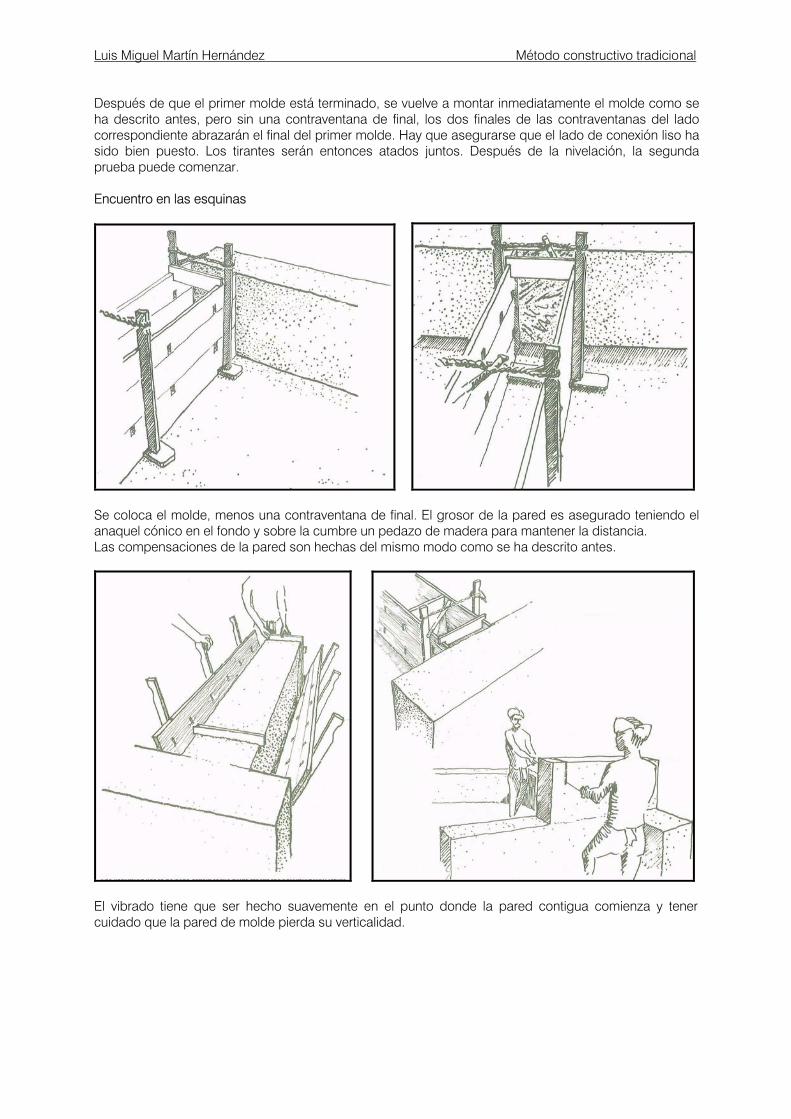
Después de que el primer molde está terminado, se vuelve a montar inmediatamente el molde como se ha descrito antes, pero sin una contraventana de final, los dos finales de las contraventanas del lado correspondiente abrazarán el final del primer molde. Hay que asegurarse que el lado de conexión liso ha sido bien puesto. Los tirantes serán entonces atados juntos. Después de la nivelación, la segunda prueba puede comenzar. Encuentro en las esquinas
Se coloca el molde, menos una contraventana de final. El grosor de la pared es asegurado teniendo el anaquel cónico en el fondo y sobre la cumbre un pedazo de madera para mantener la distancia. Las compensaciones de la pared son hechas del mismo modo como se ha descrito antes.
El vibrado tiene que ser hecho suavemente en el punto donde la pared contigua comienza y tener cuidado que la pared de molde pierda su verticalidad.
Luis Miguel Martín Hernández Método constructivo tradicional
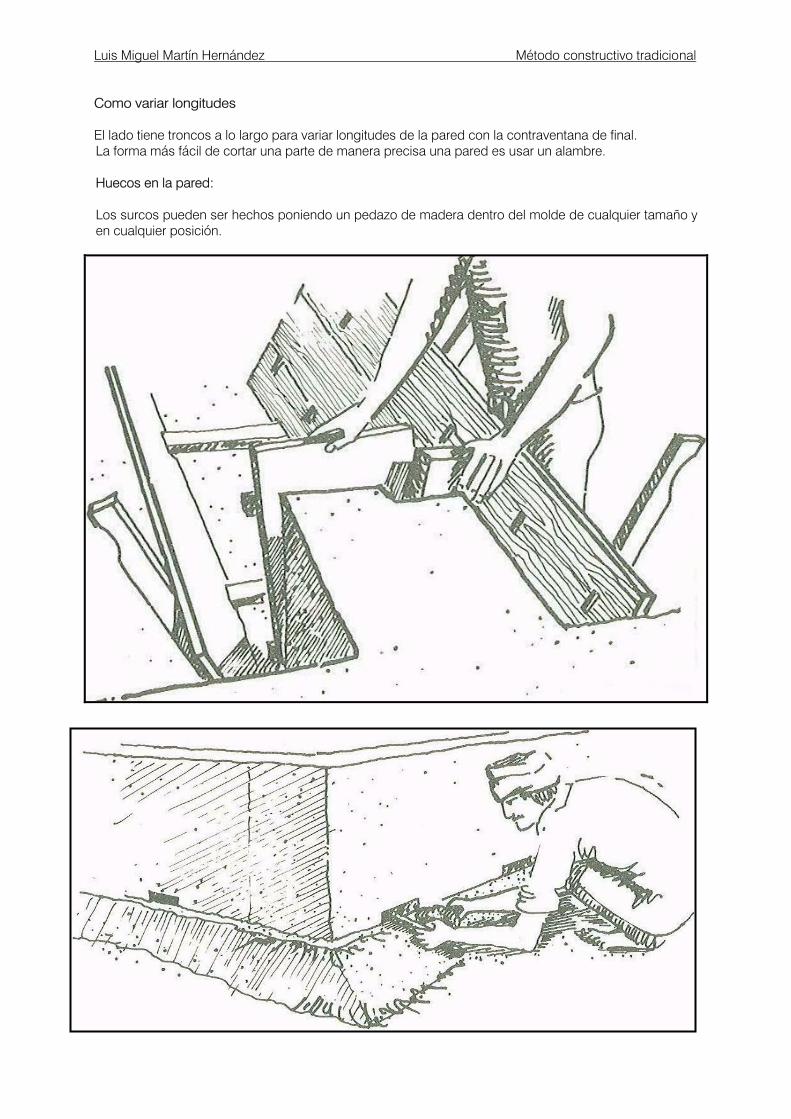
Como variar longitudes El lado tiene troncos a lo largo para variar longitudes de la pared con la contraventana de final. La forma más fácil de cortar una parte de manera precisa una pared es usar un alambre. Huecos en la pared: Los surcos pueden ser hechos poniendo un pedazo de madera dentro del molde de cualquier tamaño y en cualquier posición.
Luis Miguel Martín Hernández Método constructivo tradicional
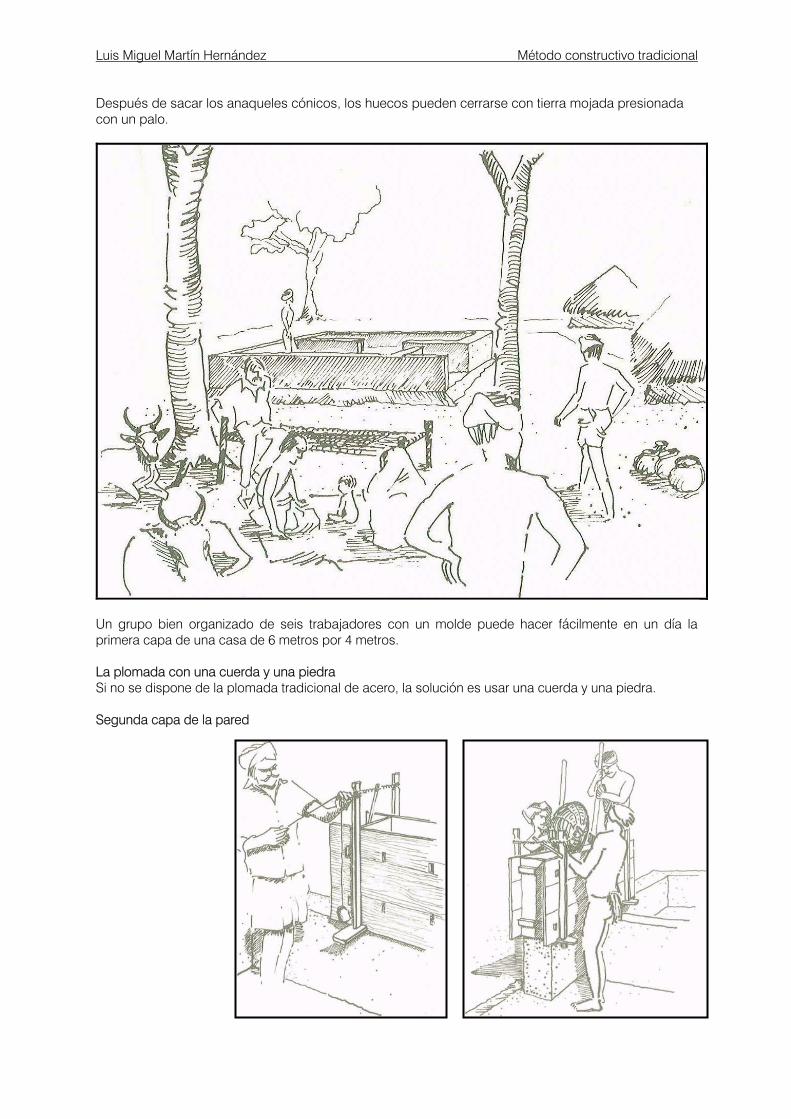
Después de sacar los anaqueles cónicos, los huecos pueden cerrarse con tierra mojada presionada con un palo.
Un grupo bien organizado de seis trabajadores con un molde puede hacer fácilmente en un día la primera capa de una casa de 6 metros por 4 metros. La plomada con una cuerda y una piedra Si no se dispone de la plomada tradicional de acero, la solución es usar una cuerda y una piedra. Segunda capa de la pared

Luis Miguel Martín Hernández Método constructivo tradicional
Con uno o dos días es bastante para permitir el bastidor de la segunda capa, a condición de que la tierra haya estado previamente preparada. Vigile las uniones que ellos son suficientemente solapados por la capa superior. La segunda capa de una pequeña pared de compensación puede ser hecha como sigue: En primer lugar se fija y se ata el molde sobre la tierra; en Segundo lugar, levante el molde hasta su posición requerida; Se coloca un palo de madera como apoyo temporal, luego puede verter la tierra.
Luis Miguel Martín Hernández Método constructivo tradicional
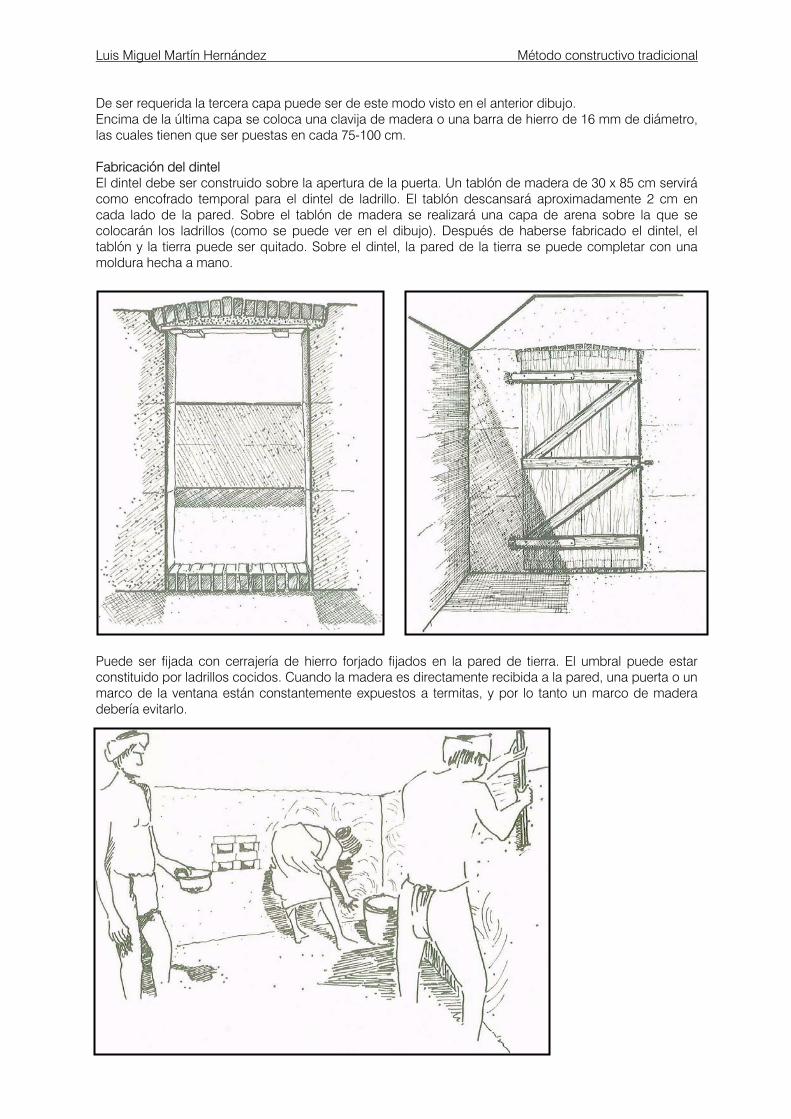
De ser requerida la tercera capa puede ser de este modo visto en el anterior dibujo. Encima de la última capa se coloca una clavija de madera o una barra de hierro de 16 mm de diámetro, las cuales tienen que ser puestas en cada 75-100 cm. Fabricación del dintel El dintel debe ser construido sobre la apertura de la puerta. Un tablón de madera de 30 x 85 cm servirá como encofrado temporal para el dintel de ladrillo. El tablón descansará aproximadamente 2 cm en cada lado de la pared. Sobre el tablón de madera se realizará una capa de arena sobre la que se colocarán los ladrillos (como se puede ver en el dibujo). Después de haberse fabricado el dintel, el tablón y la tierra puede ser quitado. Sobre el dintel, la pared de la tierra se puede completar con una moldura hecha a mano. Puede ser fijada con cerrajería de hierro forjado fijados en la pared de tierra. El umbral puede estar constituido por ladrillos cocidos. Cuando la madera es directamente recibida a la pared, una puerta o un marco de la ventana están constantemente expuestos a termitas, y por lo tanto un marco de madera debería evitarlo.
Luis Miguel Martín Hernández Método constructivo tradicional
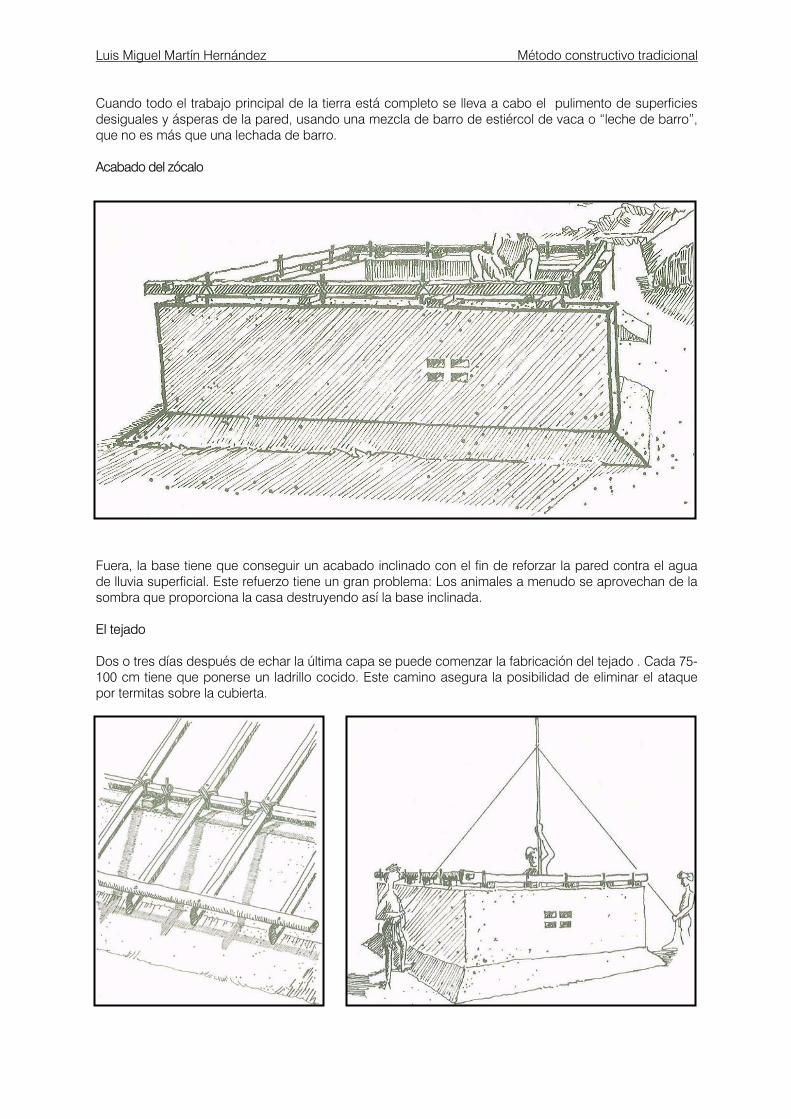
Cuando todo el trabajo principal de la tierra está completo se lleva a cabo el pulimento de superficies desiguales y ásperas de la pared, usando una mezcla de barro de estiércol de vaca o “leche de barro”, que no es más que una lechada de barro. Acabado del zócalo Fuera, la base tiene que conseguir un acabado inclinado con el fin de reforzar la pared contra el agua de lluvia superficial. Este refuerzo tiene un gran problema: Los animales a menudo se aprovechan de la sombra que proporciona la casa destruyendo así la base inclinada. El tejado Dos o tres días después de echar la última capa se puede comenzar la fabricación del tejado . Cada 75-100 cm tiene que ponerse un ladrillo cocido. Este camino asegura la posibilidad de eliminar el ataque por termitas sobre la cubierta.

Luis Miguel Martín Hernández Método constructivo tradicional
La unión de la esquina de más abajo puede ser hecha como se muestra en el dibujo. Más abajo de esta manera 'un anillo' que mantiene la azotea unida contra fuerzas de azotea que tratan de empujar la pared fuera de su posición vertical. Estas fuerzas de azotea comprenden:
1. Propia carga de las vigas y la paja. 2. Viento (ciclón) fuerzas
Para hacer la azotea por sí mismo es necesario añadirle a otro miembro importante. Este es la abrazadera que da a la azotea una estructura triangular. Otro punto importante en la fabricación de azotea es el vuelo. Una proyección grande puede proteger la pared de la tierra contra la lluvia indirecta, haciendo la pared más duradera. El surco es tallado en la viga mediante un cuchillo o cincel. Las uniones se solucionan por clavos y cuerda de coco. Se toma una cuerda y un palo largo de bambú. Alguien fuera de la casa lo dirige a la posición simétrica que toma la proyección y con un ángulo de azotea suficiente (45-50 grados).
Después de que el ángulo de la cubierta y la proyección hayan sido fijados todos los demás componentes pueden ser reunidos para hacer una azotea de típica del sur india. Sobre el borde del faldón una viga de atado adicional tiene que ser fijada para dar más estabilidad a la proyección.
Luis Miguel Martín Hernández Método constructivo tradicional
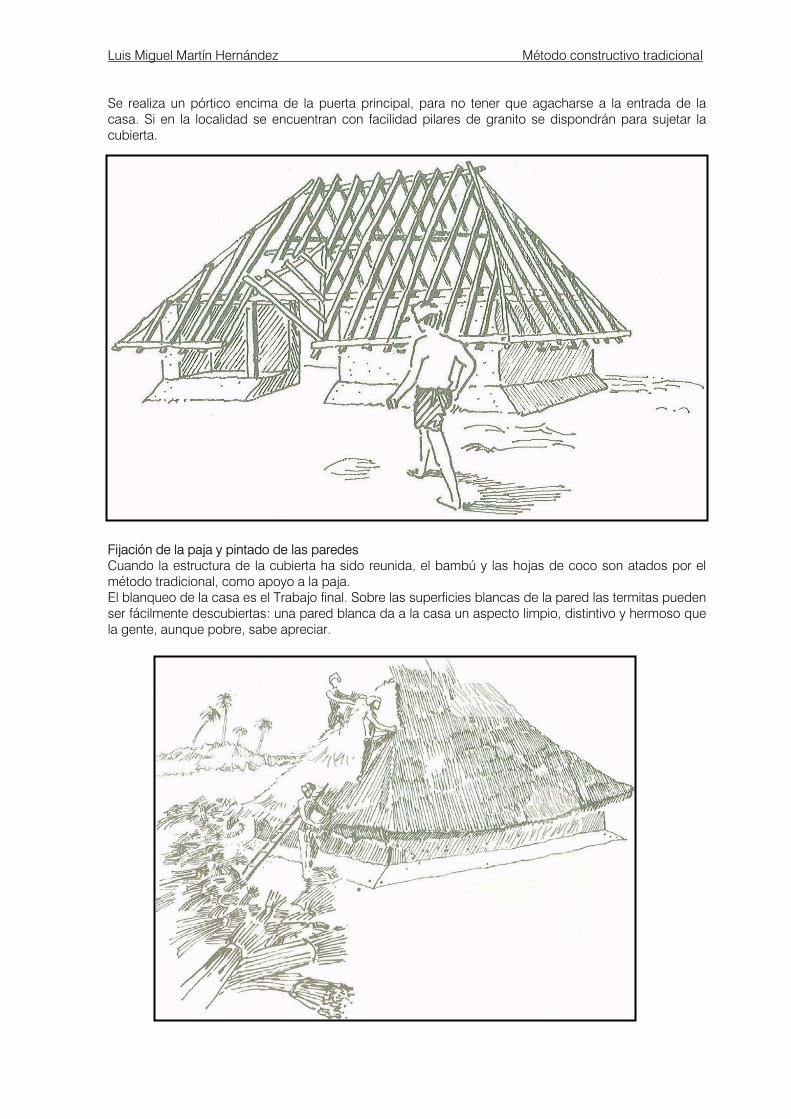
Se realiza un pórtico encima de la puerta principal, para no tener que agacharse a la entrada de la casa. Si en la localidad se encuentran con facilidad pilares de granito se dispondrán para sujetar la cubierta. Fijación de la paja y pintado de las paredes Cuando la estructura de la cubierta ha sido reunida, el bambú y las hojas de coco son atados por el método tradicional, como apoyo a la paja. El blanqueo de la casa es el Trabajo final. Sobre las superficies blancas de la pared las termitas pueden ser fácilmente descubiertas: una pared blanca da a la casa un aspecto limpio, distintivo y hermoso que la gente, aunque pobre, sabe apreciar.
Luis Miguel Martín Hernández Método constructivo actual
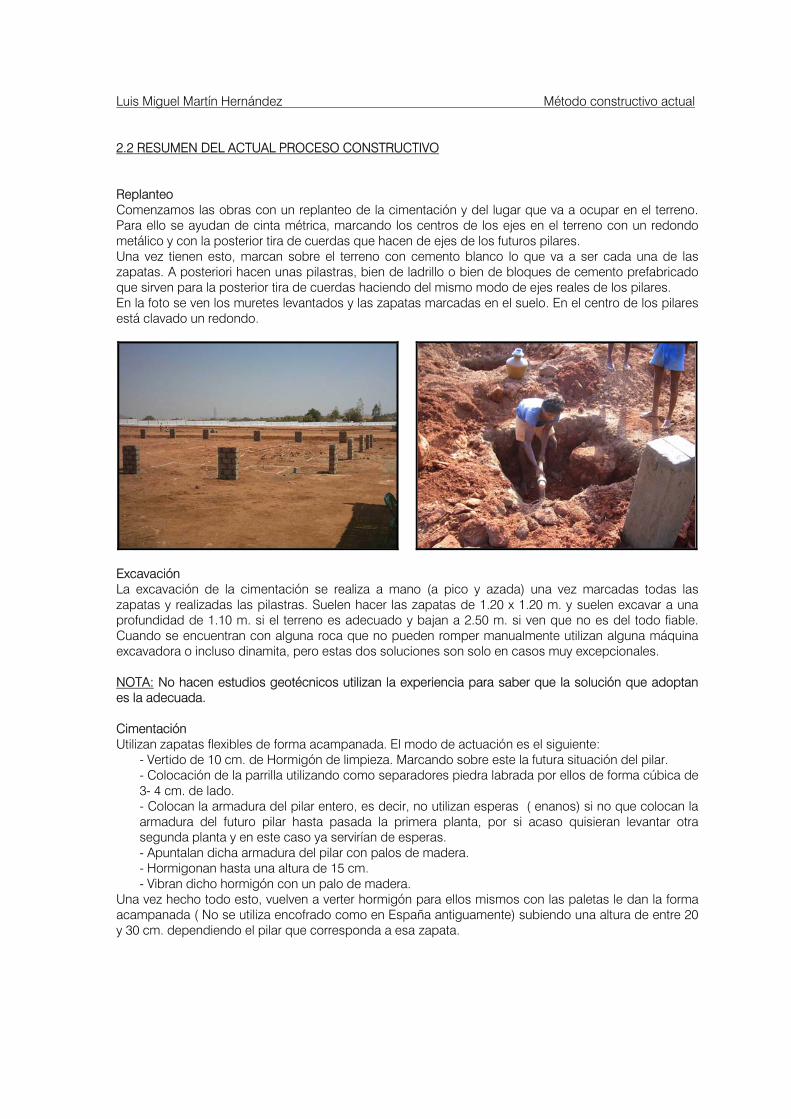
2.2 RESUMEN DEL ACTUAL PROCESO CONSTRUCTIVO Replanteo Comenzamos las obras con un replanteo de la cimentación y del lugar que va a ocupar en el terreno. Para ello se ayudan de cinta métrica, marcando los centros de los ejes en el terreno con un redondo metálico y con la posterior tira de cuerdas que hacen de ejes de los futuros pilares. Una vez tienen esto, marcan sobre el terreno con cemento blanco lo que va a ser cada una de las zapatas. A posteriori hacen unas pilastras, bien de ladrillo o bien de bloques de cemento prefabricado que sirven para la posterior tira de cuerdas haciendo del mismo modo de ejes reales de los pilares. En la foto se ven los muretes levantados y las zapatas marcadas en el suelo. En el centro de los pilares está clavado un redondo.
Excavación La excavación de la cimentación se realiza a mano (a pico y azada) una vez marcadas todas las zapatas y realizadas las pilastras. Suelen hacer las zapatas de 1.20 x 1.20 m. y suelen excavar a una profundidad de 1.10 m. si el terreno es adecuado y bajan a 2.50 m. si ven que no es del todo fiable. Cuando se encuentran con alguna roca que no pueden romper manualmente utilizan alguna máquina excavadora o incluso dinamita, pero estas dos soluciones son solo en casos muy excepcionales. NOTA: No hacen estudios geotécnicos utilizan la experiencia para saber que la solución que adoptan es la adecuada.
Cimentación Utilizan zapatas flexibles de forma acampanada. El modo de actuación es el siguiente:
- Vertido de 10 cm. de Hormigón de limpieza. Marcando sobre este la futura situación del pilar. - Colocación de la parrilla utilizando como separadores piedra labrada por ellos de forma cúbica de 3- 4 cm. de lado. - Colocan la armadura del pilar entero, es decir, no utilizan esperas ( enanos) si no que colocan la armadura del futuro pilar hasta pasada la primera planta, por si acaso quisieran levantar otra segunda planta y en este caso ya servirían de esperas. - Apuntalan dicha armadura del pilar con palos de madera. - Hormigonan hasta una altura de 15 cm. - Vibran dicho hormigón con un palo de madera.
Una vez hecho todo esto, vuelven a verter hormigón para ellos mismos con las paletas le dan la forma acampanada ( No se utiliza encofrado como en España antiguamente) subiendo una altura de entre 20 y 30 cm. dependiendo el pilar que corresponda a esa zapata.
Luis Miguel Martín Hernández Método constructivo actual
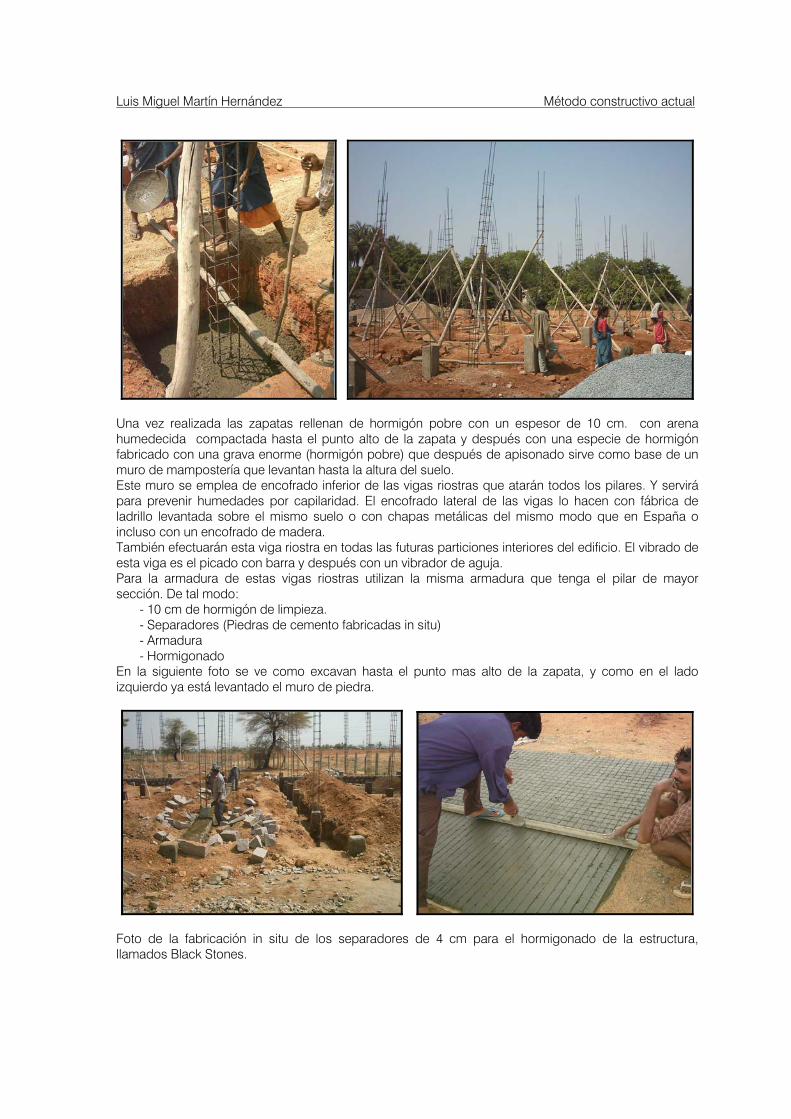
Una vez realizada las zapatas rellenan de hormigón pobre con un espesor de 10 cm. con arena humedecida compactada hasta el punto alto de la zapata y después con una especie de hormigón fabricado con una grava enorme (hormigón pobre) que después de apisonado sirve como base de un muro de mampostería que levantan hasta la altura del suelo. Este muro se emplea de encofrado inferior de las vigas riostras que atarán todos los pilares. Y servirá para prevenir humedades por capilaridad. El encofrado lateral de las vigas lo hacen con fábrica de ladrillo levantada sobre el mismo suelo o con chapas metálicas del mismo modo que en España o incluso con un encofrado de madera. También efectuarán esta viga riostra en todas las futuras particiones interiores del edificio. El vibrado de esta viga es el picado con barra y después con un vibrador de aguja. Para la armadura de estas vigas riostras utilizan la misma armadura que tenga el pilar de mayor sección. De tal modo:
- 10 cm de hormigón de limpieza. - Separadores (Piedras de cemento fabricadas in situ) - Armadura - Hormigonado
En la siguiente foto se ve como excavan hasta el punto mas alto de la zapata, y como en el lado izquierdo ya está levantado el muro de piedra.
Foto de la fabricación in situ de los separadores de 4 cm para el hormigonado de la estructura, llamados Black Stones.
Luis Miguel Martín Hernández Método constructivo actual
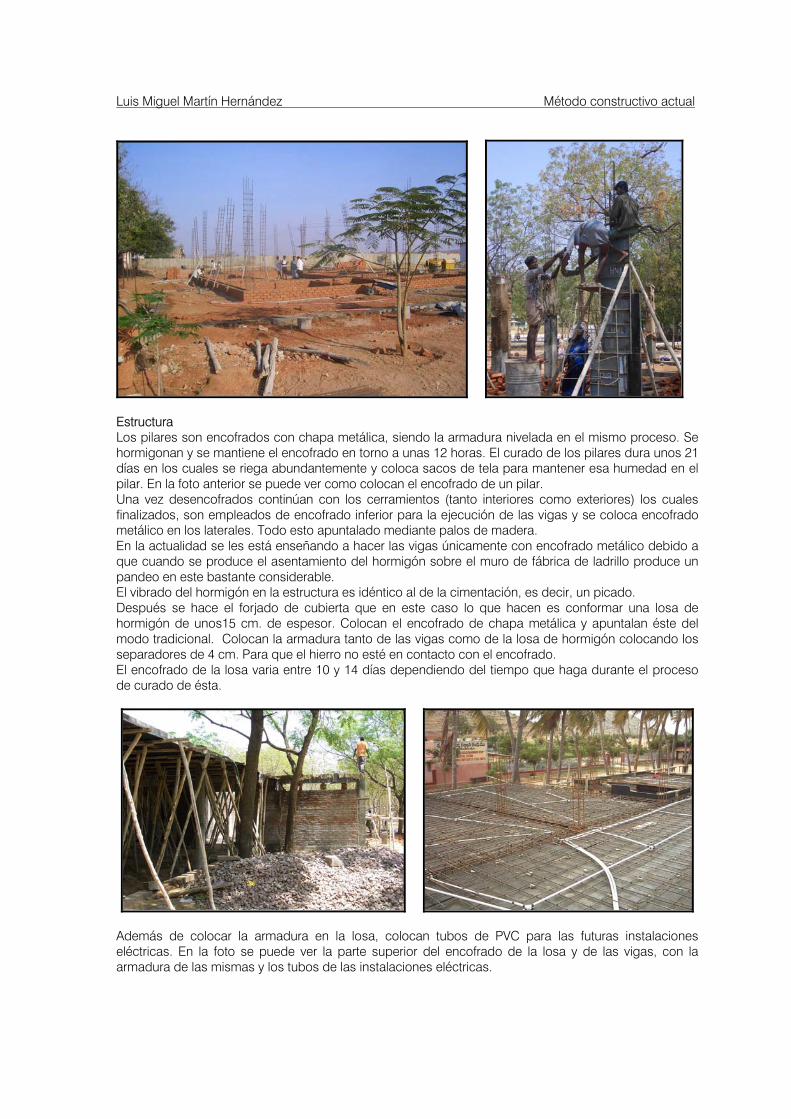
Estructura Los pilares son encofrados con chapa metálica, siendo la armadura nivelada en el mismo proceso. Se hormigonan y se mantiene el encofrado en torno a unas 12 horas. El curado de los pilares dura unos 21 días en los cuales se riega abundantemente y coloca sacos de tela para mantener esa humedad en el pilar. En la foto anterior se puede ver como colocan el encofrado de un pilar. Una vez desencofrados continúan con los cerramientos (tanto interiores como exteriores) los cuales finalizados, son empleados de encofrado inferior para la ejecución de las vigas y se coloca encofrado metálico en los laterales. Todo esto apuntalado mediante palos de madera. En la actualidad se les está enseñando a hacer las vigas únicamente con encofrado metálico debido a que cuando se produce el asentamiento del hormigón sobre el muro de fábrica de ladrillo produce un pandeo en este bastante considerable. El vibrado del hormigón en la estructura es idéntico al de la cimentación, es decir, un picado. Después se hace el forjado de cubierta que en este caso lo que hacen es conformar una losa de hormigón de unos15 cm. de espesor. Colocan el encofrado de chapa metálica y apuntalan éste del modo tradicional. Colocan la armadura tanto de las vigas como de la losa de hormigón colocando los separadores de 4 cm. Para que el hierro no esté en contacto con el encofrado. El encofrado de la losa varia entre 10 y 14 días dependiendo del tiempo que haga durante el proceso de curado de ésta.
Además de colocar la armadura en la losa, colocan tubos de PVC para las futuras instalaciones eléctricas. En la foto se puede ver la parte superior del encofrado de la losa y de las vigas, con la armadura de las mismas y los tubos de las instalaciones eléctricas.
Luis Miguel Martín Hernández Método constructivo actual
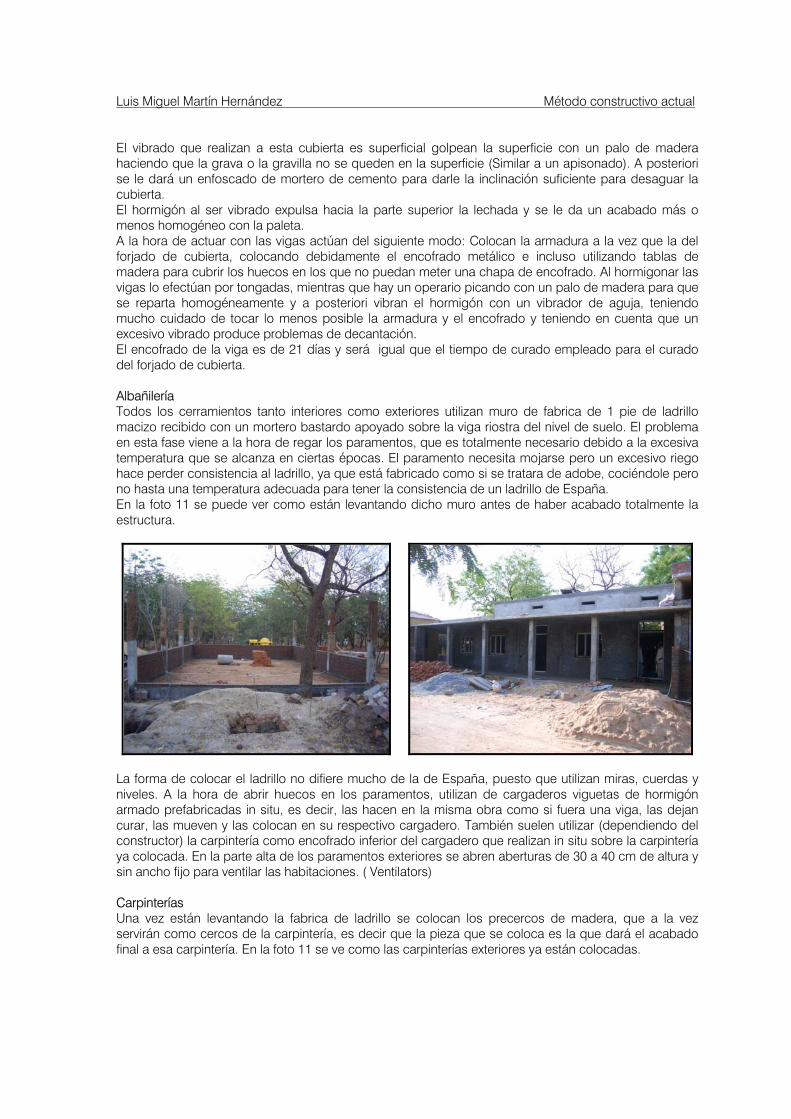
El vibrado que realizan a esta cubierta es superficial golpean la superficie con un palo de madera haciendo que la grava o la gravilla no se queden en la superficie (Similar a un apisonado). A posteriori se le dará un enfoscado de mortero de cemento para darle la inclinación suficiente para desaguar la cubierta. El hormigón al ser vibrado expulsa hacia la parte superior la lechada y se le da un acabado más o menos homogéneo con la paleta. A la hora de actuar con las vigas actúan del siguiente modo: Colocan la armadura a la vez que la del forjado de cubierta, colocando debidamente el encofrado metálico e incluso utilizando tablas de madera para cubrir los huecos en los que no puedan meter una chapa de encofrado. Al hormigonar las vigas lo efectúan por tongadas, mientras que hay un operario picando con un palo de madera para que se reparta homogéneamente y a posteriori vibran el hormigón con un vibrador de aguja, teniendo mucho cuidado de tocar lo menos posible la armadura y el encofrado y teniendo en cuenta que un excesivo vibrado produce problemas de decantación. El encofrado de la viga es de 21 días y será igual que el tiempo de curado empleado para el curado del forjado de cubierta. Albañilería Todos los cerramientos tanto interiores como exteriores utilizan muro de fabrica de 1 pie de ladrillo macizo recibido con un mortero bastardo apoyado sobre la viga riostra del nivel de suelo. El problema en esta fase viene a la hora de regar los paramentos, que es totalmente necesario debido a la excesiva temperatura que se alcanza en ciertas épocas. El paramento necesita mojarse pero un excesivo riego hace perder consistencia al ladrillo, ya que está fabricado como si se tratara de adobe, cociéndole pero no hasta una temperatura adecuada para tener la consistencia de un ladrillo de España. En la foto 11 se puede ver como están levantando dicho muro antes de haber acabado totalmente la estructura.
La forma de colocar el ladrillo no difiere mucho de la de España, puesto que utilizan miras, cuerdas y niveles. A la hora de abrir huecos en los paramentos, utilizan de cargaderos viguetas de hormigón armado prefabricadas in situ, es decir, las hacen en la misma obra como si fuera una viga, las dejan curar, las mueven y las colocan en su respectivo cargadero. También suelen utilizar (dependiendo del constructor) la carpintería como encofrado inferior del cargadero que realizan in situ sobre la carpintería ya colocada. En la parte alta de los paramentos exteriores se abren aberturas de 30 a 40 cm de altura y sin ancho fijo para ventilar las habitaciones. ( Ventilators) Carpinterías Una vez están levantando la fabrica de ladrillo se colocan los precercos de madera, que a la vez servirán como cercos de la carpintería, es decir que la pieza que se coloca es la que dará el acabado final a esa carpintería. En la foto 11 se ve como las carpinterías exteriores ya están colocadas.

Luis Miguel Martín Hernández Método constructivo actual
La forma de colocar las puertas es de la siguiente forma: Se coloca la puerta en su futura ubicación y se sujeta con palos de madera de modo que no se venza ni para un lado ni para el otro. Una vez colocada la puerta de esta manera se va levantando el muro fijando la puerta al muro que se está levantando en ese momento. La manera de colocar las ventanas se realiza de la misma forma que en España, levantando el muro y replanteando adecuadamente la futura colocación de la carpintería se coloca cuando se llega a la altura debida. Utilizan carpinterías de madera y cada una está hecha a media para cada obra puesto que montan una especie de pequeño taller en cada obra y ahí fabrican las carpinterías, como se ve en la foto siguiente.
Una vez se está acabando la obra se empiezan a colocar las hojas de las ventanas y de las puertas. Antes de colocar los cercos de las carpinterías lo que hacen es darlas una capa de pintura impermeabilizante de color grisáceo, debido a que recordemos que tenemos que curar el enfoscado con agua y al estar colocada ésta el agua puede afectar a la madera al no tener una humedad constante y estar sometida a lo largo del día a altas temperaturas. A posteriori pintarán las carpinterías y las hojas de las ventanas y puertas, una vez colocadas todas ellas. No se suele utilizar vidrios en las carpinterías a no ser que ese edificio vaya a tener aire acondicionado, simplemente se pone una mosquitera y una rejilla metálica, la cual también se suele pintar una vez colocada. Hay que tener en cuenta que para las ventanas que no están en la fachada principal y por lo tanto no tiene una marquesina que las cubra hay que poner un pequeño voladizo para que no entre el agua (recordemos que no suelen tener cristales) ni el sol en el interior de la casa.

Luis Miguel Martín Hernández Método constructivo actual
Instalaciones La mayoría de las instalaciones las hacen embebidas en los muros, puesto que utilizan muros 1 pie de ladrillo macizo. Abren rozas manualmente con martillo y cincel y a posterior colocan los tubos de cada una de las instalaciones. Para las instalaciones eléctricas meten tubo de PVC, mientras que para la fontanería emplean tuberías de hierro. Para los desagües de los lavabos y de la cocina utilizan tubos de PVC, que derivan a sus correspondientes arquetas. En la foto 14 se ven tubos de PVC para las instalaciones eléctricas.
Para las instalaciones eléctricas, hay que tener en cuenta que en el techo siempre se ha de disponer puntos de luz para ventiladores eléctricos ( Funn), cuyos soportes están previstos en la fase de estructura. La corriente es a 220 V. Una vez colocado el tubo se procede a meter el cableado y a realizar las conexiones. En el cuarto de baño no se dispone de plato para ducha ni bañera, si no que se coloca un sumidero en uno de los extremos. Es decir el solado del cuarto de baño hace la vez de bañera. Los inodoros que se utilizan son placas turcas, que tienen que estar orientadas hacia el oeste, lo que supone un problema de adaptación y de diseño del cuarto de baño. El lavamanos desagua directamente con una manguera a otro sumidero o al que desagua el agua de la ducha. Todos los sumideros que utilizan tienen sifones individuales. El saneamiento se realiza también en esta fase pero una vez acabada la puesta en obra de las tuberías y de los desagües. Las arquetas se sitúan fuera del edificio, generalmente en un lateral de éste que dé a otro edificio anteriormente construido. Con los tubos ya preparados, lo que hacen es levantar las arquetas de medio pie de ladrillo macizo, colocando los tubos de entrada y de salida (probándolos anteriormente) y después se da un enfoscado con mortero tanto interior como exteriormente, dándole pendiente si fuera necesario. Las arquetas son registrables mediante tapa metálica. En la foto se puede ver como es una arqueta por dentro una vez quitada la tapa.
Luis Miguel Martín Hernández Método constructivo actual
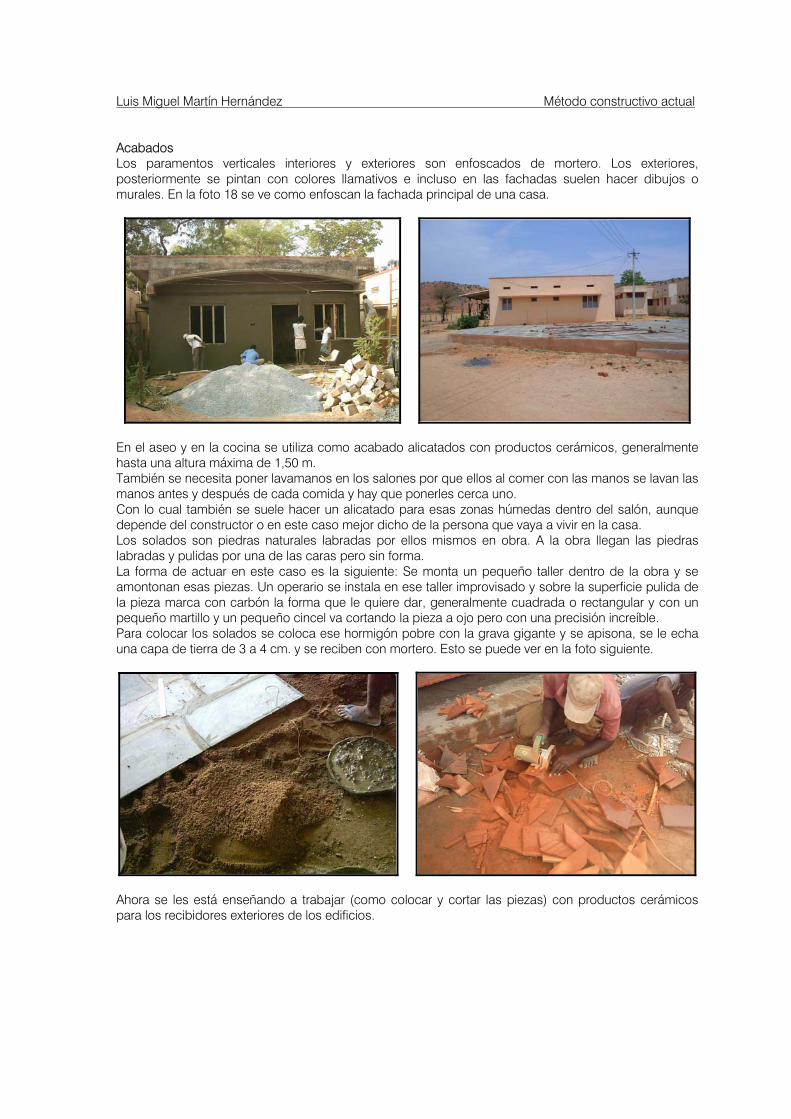
Acabados Los paramentos verticales interiores y exteriores son enfoscados de mortero. Los exteriores, posteriormente se pintan con colores llamativos e incluso en las fachadas suelen hacer dibujos o murales. En la foto 18 se ve como enfoscan la fachada principal de una casa.
En el aseo y en la cocina se utiliza como acabado alicatados con productos cerámicos, generalmente hasta una altura máxima de 1,50 m. También se necesita poner lavamanos en los salones por que ellos al comer con las manos se lavan las manos antes y después de cada comida y hay que ponerles cerca uno. Con lo cual también se suele hacer un alicatado para esas zonas húmedas dentro del salón, aunque depende del constructor o en este caso mejor dicho de la persona que vaya a vivir en la casa. Los solados son piedras naturales labradas por ellos mismos en obra. A la obra llegan las piedras labradas y pulidas por una de las caras pero sin forma. La forma de actuar en este caso es la siguiente: Se monta un pequeño taller dentro de la obra y se amontonan esas piezas. Un operario se instala en ese taller improvisado y sobre la superficie pulida de la pieza marca con carbón la forma que le quiere dar, generalmente cuadrada o rectangular y con un pequeño martillo y un pequeño cincel va cortando la pieza a ojo pero con una precisión increíble. Para colocar los solados se coloca ese hormigón pobre con la grava gigante y se apisona, se le echa una capa de tierra de 3 a 4 cm. y se reciben con mortero. Esto se puede ver en la foto siguiente.
Ahora se les está enseñando a trabajar (como colocar y cortar las piezas) con productos cerámicos para los recibidores exteriores de los edificios.
Luis Miguel Martín Hernández Método constructivo actual
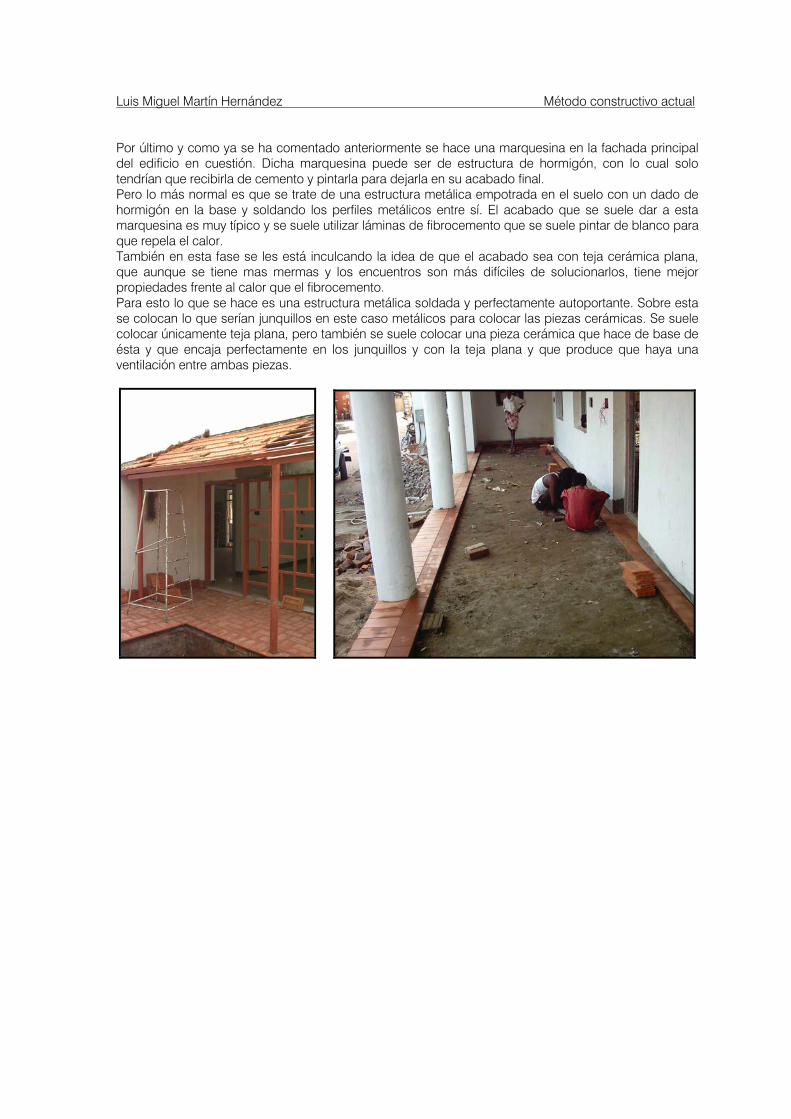
Por último y como ya se ha comentado anteriormente se hace una marquesina en la fachada principal del edificio en cuestión. Dicha marquesina puede ser de estructura de hormigón, con lo cual solo tendrían que recibirla de cemento y pintarla para dejarla en su acabado final. Pero lo más normal es que se trate de una estructura metálica empotrada en el suelo con un dado de hormigón en la base y soldando los perfiles metálicos entre sí. El acabado que se suele dar a esta marquesina es muy típico y se suele utilizar láminas de fibrocemento que se suele pintar de blanco para que repela el calor. También en esta fase se les está inculcando la idea de que el acabado sea con teja cerámica plana, que aunque se tiene mas mermas y los encuentros son más difíciles de solucionarlos, tiene mejor propiedades frente al calor que el fibrocemento. Para esto lo que se hace es una estructura metálica soldada y perfectamente autoportante. Sobre esta se colocan lo que serían junquillos en este caso metálicos para colocar las piezas cerámicas. Se suele colocar únicamente teja plana, pero también se suele colocar una pieza cerámica que hace de base de ésta y que encaja perfectamente en los junquillos y con la teja plana y que produce que haya una ventilación entre ambas piezas.
3.- Diarios de obra

Luis Miguel Martín Hernández Diario de obra
3.2. KALYANDURG 3.2.1. Memoria Datos generales y antecedentes Este documento se trata del control y seguimiento de obras de un proyecto de la Fundación Vicente Ferrer, firmado por el arquitecto jefe de RDT y visado por el propio Vicente Ferrer, ajustándose al programa de necesidades, materiales, composición, etc. El objeto del mencionado proyecto es la creación de viviendas y accesos destinadas a su uso como tal, como adecuación del terreno a la futura construcción de un hospital, cumpliendo en todo momento las prescripciones y normas que dicta la Ley aplicable. De tal forma que se van a llevar a cabo la construcción de 27 viviendas y sus pertinentes accesos. Las 27 viviendas son viviendas tipo que la fundación tiene ya proyectadas de antemano, y se dividen en:
- 6 casas para los doctores.(Doctor´s Quarter) - 10 casas de empleados tipo A. (Staff´s Quarter tipo A) - 4 casas de empleados tipo B. (Staff´s Quarter tipo B) - 4 casas de invitados. (Guest´s House) - 3 habitaciones de invitados. (Guest´s Room)
Condiciones urbanísticas La edificación objeto del presente Proyecto se encuentra situada en la la región de Kalyandurg. Estudio funcional Dicho Proyecto se ha realizado de acuerdo sobre la base de las propuestas de diseño, estructuración, comunicación y construcción efectuadas por los arquitectos de la Fundación, y que fueron dirigidas y controladas por el técnico que firma el presente, quedando cada vivienda distribuida en una planta:
- Dividida en espacios claramente diferenciadas en cuanto a su función. En la parte central se localiza la zona de recepción en la que existe además una pequeño sector destinado a sala de estar. En otra estancia aneja se sitúa el salón- comedor, con acceso desde el exterior del edificio y desde la citada zona de recepción. Al lado de este último, y a su servicio, se localiza la cocina que comunica igualmente con el exterior y con el comedor. - Cabe citar que el corral actual se acondicionará debidamente, tal y como queda reflejado concreta y correctamente en el presente proyecto, para dotar al complejo edificatorio de una zona ajardinada y de ocio.
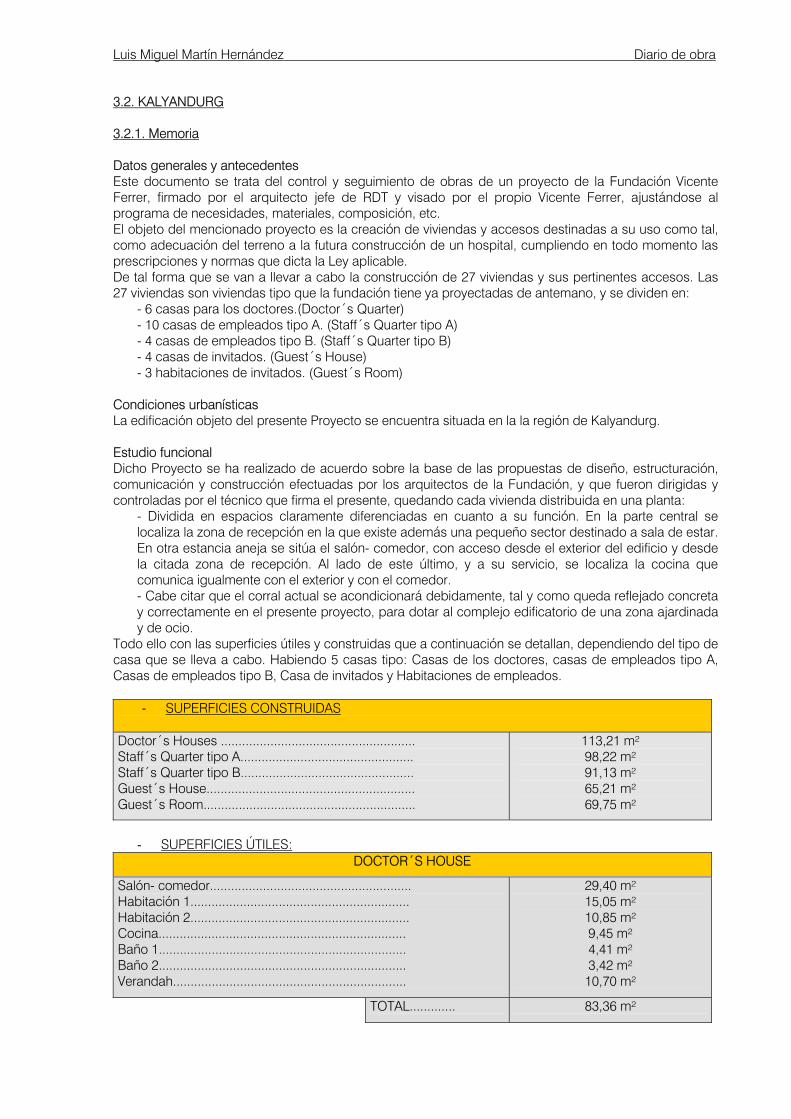
Todo ello con las superficies útiles y construidas que a continuación se detallan, dependiendo del tipo de casa que se lleva a cabo. Habiendo 5 casas tipo: Casas de los doctores, casas de empleados tipo A, Casas de empleados tipo B, Casa de invitados y Habitaciones de empleados.
- SUPERFICIES CONSTRUIDAS Doctor´s Houses ....................................................... Staff´s Quarter tipo A................................................. Staff´s Quarter tipo B................................................. Guest´s House........................................................... Guest´s Room............................................................
113,21 m² 98,22 m² 91,13 m² 65,21 m² 69,75 m²
- SUPERFICIES ÚTILES:
DOCTOR´S HOUSE
Salón- comedor......................................................... Habitación 1.............................................................. Habitación 2.............................................................. Cocina...................................................................... Baño 1...................................................................... Baño 2...................................................................... Verandah..................................................................
29,40 m² 15,05 m² 10,85 m² 9,45 m² 4,41 m² 3,42 m²
10,70 m²
TOTAL............. 83,36 m²
Luis Miguel Martín Hernández Diario de obra
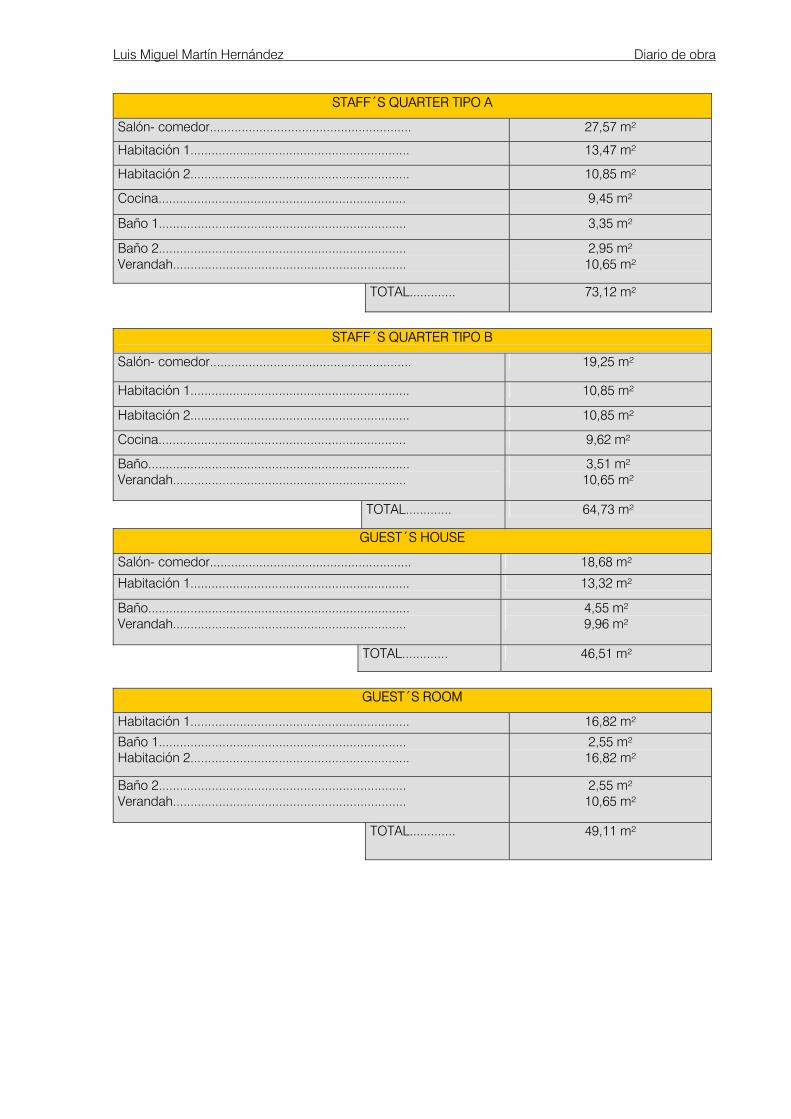
STAFF´S QUARTER TIPO A
Salón- comedor......................................................... 27,57 m²
Habitación 1.............................................................. 13,47 m²
Habitación 2.............................................................. 10,85 m²
Cocina...................................................................... 9,45 m²
Baño 1...................................................................... 3,35 m²
Baño 2...................................................................... Verandah..................................................................
2,95 m² 10,65 m²
TOTAL............. 73,12 m²
STAFF´S QUARTER TIPO B
Salón- comedor......................................................... 19,25 m²
Habitación 1.............................................................. 10,85 m²
Habitación 2.............................................................. 10,85 m²
Cocina...................................................................... 9,62 m²
Baño.......................................................................... Verandah..................................................................
3,51 m² 10,65 m²
TOTAL............. 64,73 m²
GUEST´S HOUSE
Salón- comedor......................................................... 18,68 m²
Habitación 1.............................................................. 13,32 m²
Baño.......................................................................... Verandah..................................................................
4,55 m² 9,96 m²
TOTAL............. 46,51 m²
GUEST´S ROOM
Habitación 1.............................................................. 16,82 m²
Baño 1...................................................................... Habitación 2..............................................................
2,55 m² 16,82 m²
Baño 2...................................................................... Verandah..................................................................
2,55 m² 10,65 m²
TOTAL............. 49,11 m²
Luis Miguel Martín Hernández Diario de obra
Sistema constructivo El sistema constructivo está definido y muy limitado debido a las condiciones económicas indicadas, los medios materiales y mano de obra disponibles, así como, para cumplir con la normativa de la que se ve afecta el presente proyecto. Los materiales proyectados para conseguir tales objetivos, que se señalan a continuación, junto con aquellos especificados en otros puntos de esta Memoria.
ESTRUCTURA VERTICAL Y FORJADOS. La estructura vertical estará formada por pilares de hormigón armado. La horizontal por losa de hormigón armado. Por lo que respecta a los porches de entrada se ejecutarán con el mismo sistema constructivo que el anterior.
FORMACIÓN DE CUBIERTA Y MATERIAL DE CUBRICIÓN. Se trata de cubiertas planas, en las que se les aplica una capa de mortero de cemento como acabado sobre la losa de hormigón armado. Sobre dicha acabado se le aplicará una capa de pintura blanca.
CERRAMIENTOS EXTERIORES. Los cerramientos exteriores serán fábrica de ladrillo macizo de 1 pie, con un enfoscado de mortero de cemento, realizándose las labores de consolidación y sellado de huecos necesarias. La carpintería exterior, será de madera para pintar e irá sin cristales, pero con mosquitera de carpintería de madera para pintar.
PARAMENTOS INTERIORES. Los cerramientos interiores se realizarán con fábrica de 1 pie de ladrillo macizo tomado con mortero de cemento y arena de río, dosificados 1/6 en volumen. Los paramentos verticales interiores, serán revocados con mortero de cemento y arena 1:6. La carpintería interior será de madera de para pintar.
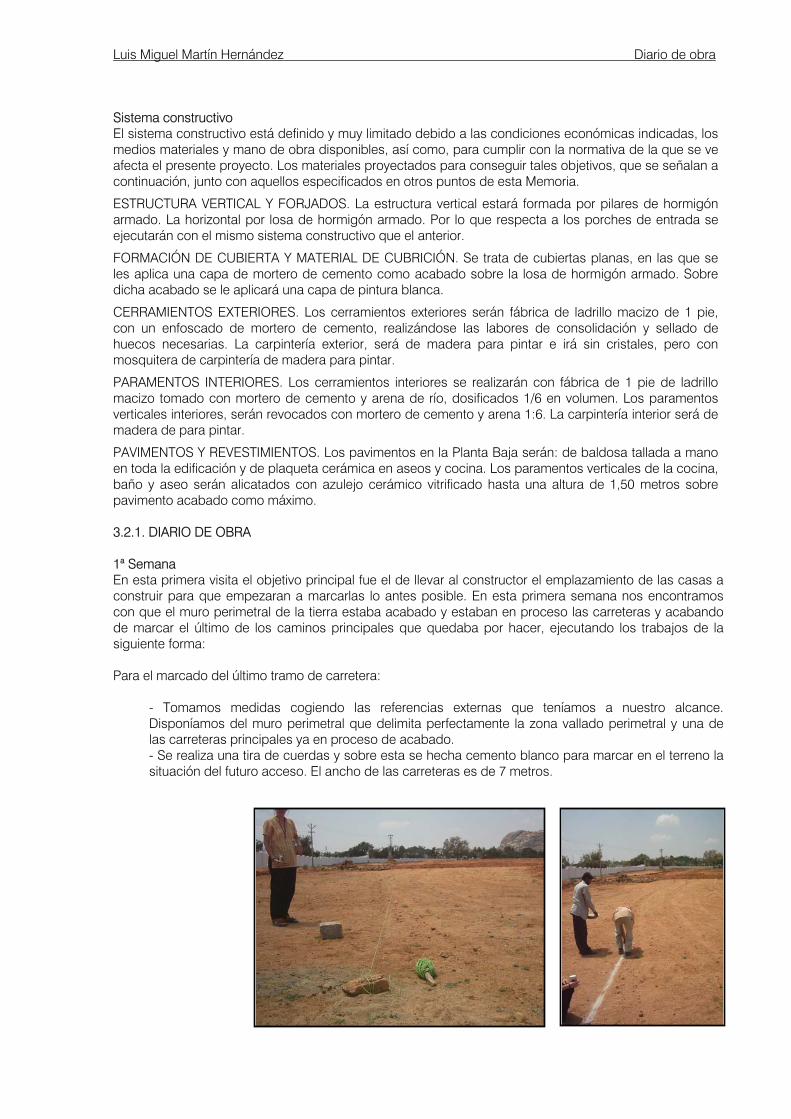
PAVIMENTOS Y REVESTIMIENTOS. Los pavimentos en la Planta Baja serán: de baldosa tallada a mano en toda la edificación y de plaqueta cerámica en aseos y cocina. Los paramentos verticales de la cocina, baño y aseo serán alicatados con azulejo cerámico vitrificado hasta una altura de 1,50 metros sobre pavimento acabado como máximo. 3.2.1. DIARIO DE OBRA 1a Semana En esta primera visita el objetivo principal fue el de llevar al constructor el emplazamiento de las casas a construir para que empezaran a marcarlas lo antes posible. En esta primera semana nos encontramos con que el muro perimetral de la tierra estaba acabado y estaban en proceso las carreteras y acabando de marcar el último de los caminos principales que quedaba por hacer, ejecutando los trabajos de la siguiente forma: Para el marcado del último tramo de carretera:
- Tomamos medidas cogiendo las referencias externas que teníamos a nuestro alcance. Disponíamos del muro perimetral que delimita perfectamente la zona vallado perimetral y una de las carreteras principales ya en proceso de acabado. - Se realiza una tira de cuerdas y sobre esta se hecha cemento blanco para marcar en el terreno la situación del futuro acceso. El ancho de las carreteras es de 7 metros.
Luis Miguel Martín Hernández Diario de obra
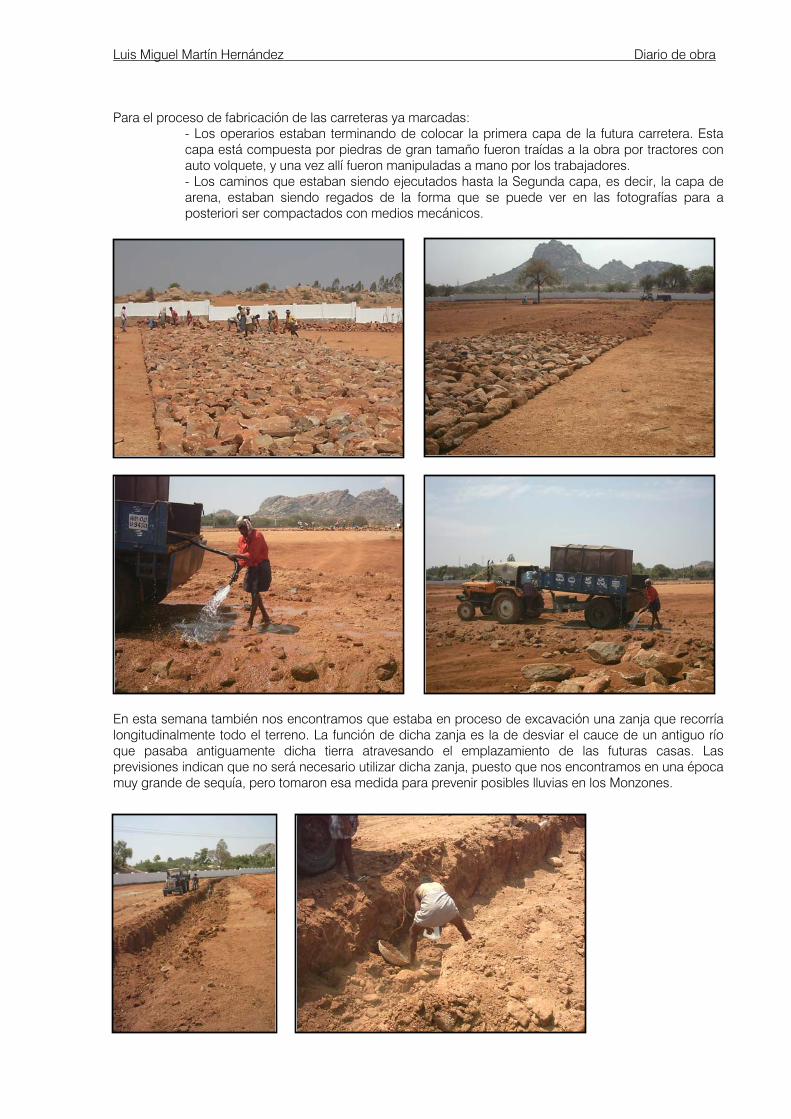
Para el proceso de fabricación de las carreteras ya marcadas:
- Los operarios estaban terminando de colocar la primera capa de la futura carretera. Esta capa está compuesta por piedras de gran tamaño fueron traídas a la obra por tractores con auto volquete, y una vez allí fueron manipuladas a mano por los trabajadores. - Los caminos que estaban siendo ejecutados hasta la Segunda capa, es decir, la capa de arena, estaban siendo regados de la forma que se puede ver en las fotografías para a posteriori ser compactados con medios mecánicos.
En esta semana también nos encontramos que estaba en proceso de excavación una zanja que recorría longitudinalmente todo el terreno. La función de dicha zanja es la de desviar el cauce de un antiguo río que pasaba antiguamente dicha tierra atravesando el emplazamiento de las futuras casas. Las previsiones indican que no será necesario utilizar dicha zanja, puesto que nos encontramos en una época muy grande de sequía, pero tomaron esa medida para prevenir posibles lluvias en los Monzones.
Luis Miguel Martín Hernández Diario de obra
2ª, 3ª y 4ª semana: En estas semanas tuvimos problemas con el constructor de la obra y se pararon los trabajos durante el transcurso de la Segunda semana, cuando seguía trabajando con los caminos y se habían marcado las casas en el terreno. Hasta que se encontró al sucesor en el cargo los trabajos estuvieron parados. Después de ser informado del proyecto y de acordar precios y presupuestos con él, se prosiguieron los trabajos en la cuarta semana, llevando a cabo los siguientes trabajos, disponiendo en esta fase un total de 80 operarios:
- Se prosiguieron los trabajos con los caminos colocando las capas que los conforman, regando o compactando dependiendo del tramo de carretera del que se tratase. En este proceso tuvimos a nuestra disposición a 53 trabajadores. - Se volvieron a replantear las Casas de los doctores y las casas de los empleados tipo A y B anteriormente marcadas por el otro constructor. - Se empezaron a construir los muretes referencia para la futura colocación de los pilares. - Construcción de una pequeña oficina temporal, dispuesta como sala de reuniones.
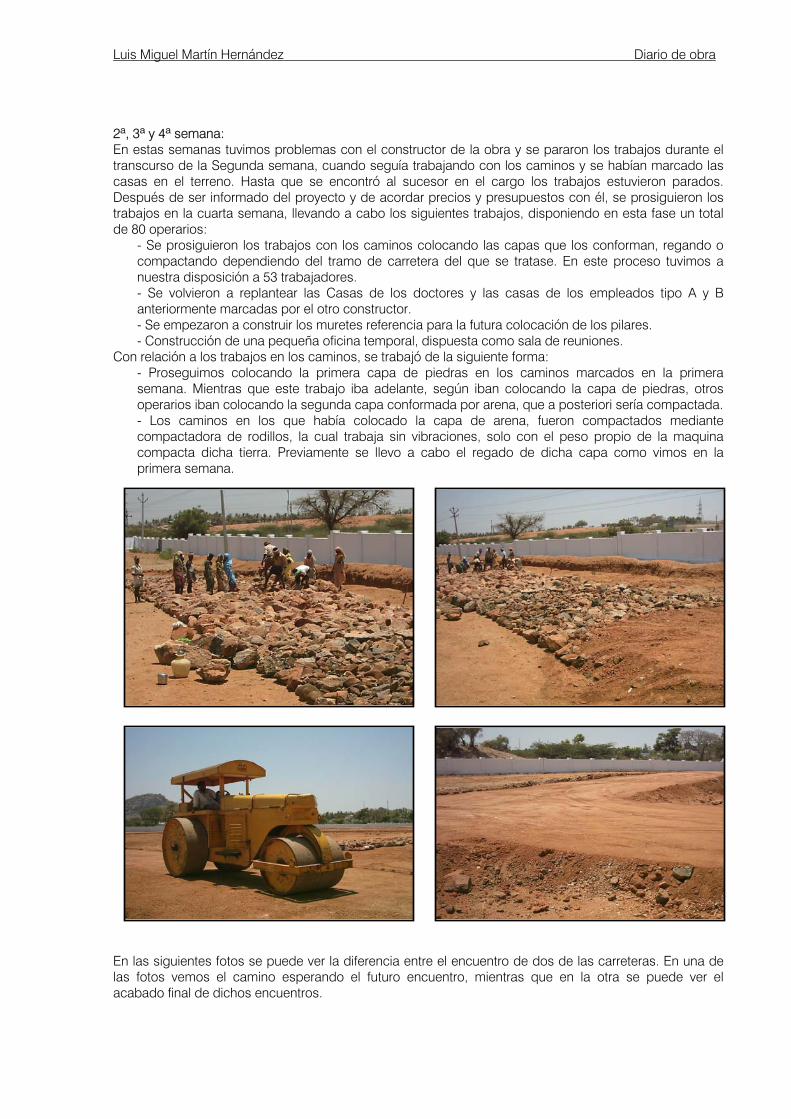
Con relación a los trabajos en los caminos, se trabajó de la siguiente forma: - Proseguimos colocando la primera capa de piedras en los caminos marcados en la primera semana. Mientras que este trabajo iba adelante, según iban colocando la capa de piedras, otros operarios iban colocando la segunda capa conformada por arena, que a posteriori sería compactada. - Los caminos en los que había colocado la capa de arena, fueron compactados mediante compactadora de rodillos, la cual trabaja sin vibraciones, solo con el peso propio de la maquina compacta dicha tierra. Previamente se llevo a cabo el regado de dicha capa como vimos en la primera semana.
En las siguientes fotos se puede ver la diferencia entre el encuentro de dos de las carreteras. En una de las fotos vemos el camino esperando el futuro encuentro, mientras que en la otra se puede ver el acabado final de dichos encuentros.
Luis Miguel Martín Hernández Diario de obra
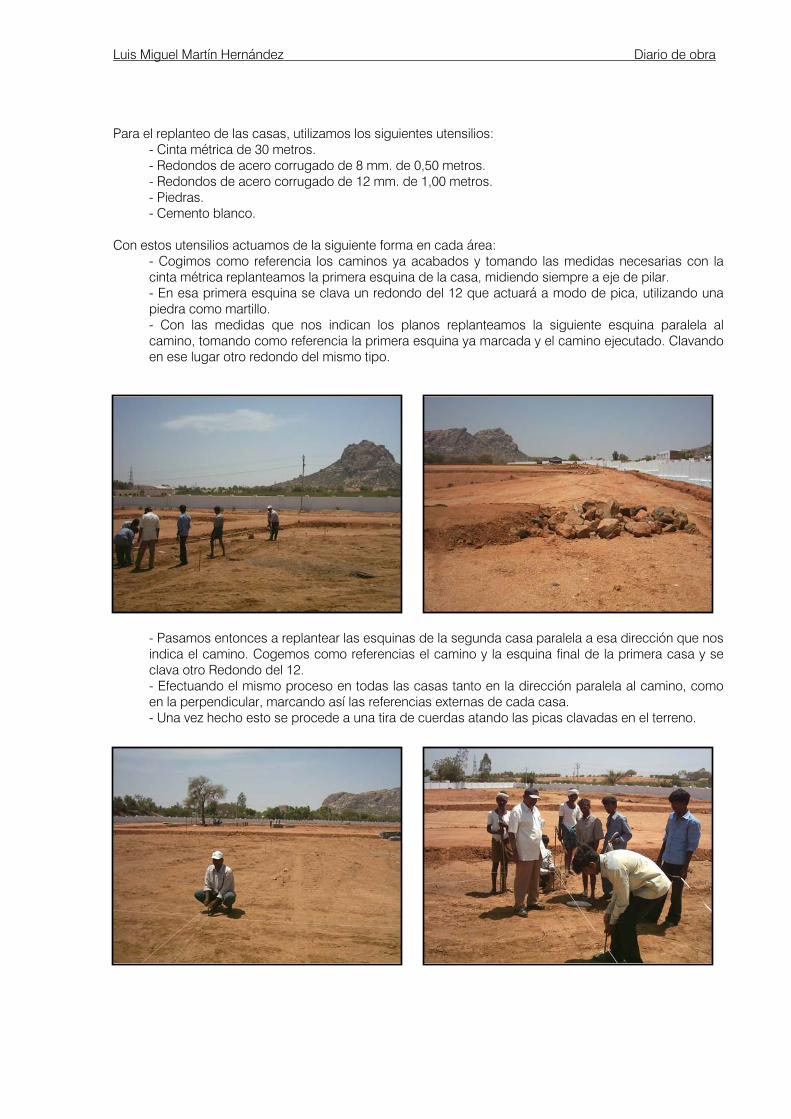
Para el replanteo de las casas, utilizamos los siguientes utensilios: - Cinta métrica de 30 metros. - Redondos de acero corrugado de 8 mm. de 0,50 metros. - Redondos de acero corrugado de 12 mm. de 1,00 metros. - Piedras. - Cemento blanco.
Con estos utensilios actuamos de la siguiente forma en cada área:
- Cogimos como referencia los caminos ya acabados y tomando las medidas necesarias con la cinta métrica replanteamos la primera esquina de la casa, midiendo siempre a eje de pilar. - En esa primera esquina se clava un redondo del 12 que actuará a modo de pica, utilizando una piedra como martillo. - Con las medidas que nos indican los planos replanteamos la siguiente esquina paralela al camino, tomando como referencia la primera esquina ya marcada y el camino ejecutado. Clavando en ese lugar otro redondo del mismo tipo.
- Pasamos entonces a replantear las esquinas de la segunda casa paralela a esa dirección que nos indica el camino. Cogemos como referencias el camino y la esquina final de la primera casa y se clava otro Redondo del 12. - Efectuando el mismo proceso en todas las casas tanto en la dirección paralela al camino, como en la perpendicular, marcando así las referencias externas de cada casa. - Una vez hecho esto se procede a una tira de cuerdas atando las picas clavadas en el terreno.
Luis Miguel Martín Hernández Diario de obra
- Sobre la cuerda se mide utilizando la cinta métrica, disponiendo así los pilares intermedios de las fachadas de cada una de las casas. En cada uno de esos puntos se clavará un Redondo del 8 en forma de pica. - Uniendo estas ultimas picas con cuerdas y midiendo sobre estas nos indicaran el punto exacto del eje de los pilares interiores, donde se colocaran pequeñas picas.
Con todos los ejes de los pilares marcados con picas, se lleva a cabo el replanteo de las zapatas de 1,10x 1,10, las cuales medidas sobre el suelo son marcadas en el terreno mediante cemento blanco.
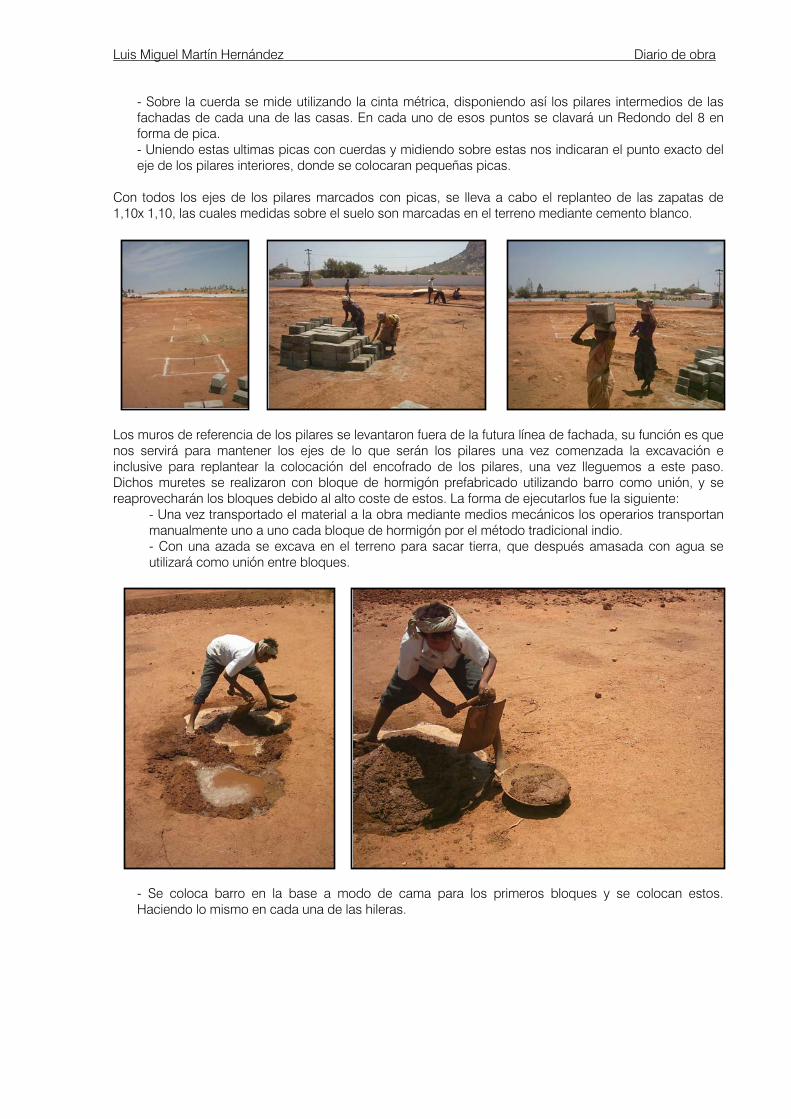
Los muros de referencia de los pilares se levantaron fuera de la futura línea de fachada, su función es que nos servirá para mantener los ejes de lo que serán los pilares una vez comenzada la excavación e inclusive para replantear la colocación del encofrado de los pilares, una vez lleguemos a este paso. Dichos muretes se realizaron con bloque de hormigón prefabricado utilizando barro como unión, y se reaprovecharán los bloques debido al alto coste de estos. La forma de ejecutarlos fue la siguiente:
- Una vez transportado el material a la obra mediante medios mecánicos los operarios transportan manualmente uno a uno cada bloque de hormigón por el método tradicional indio. - Con una azada se excava en el terreno para sacar tierra, que después amasada con agua se utilizará como unión entre bloques.
- Se coloca barro en la base a modo de cama para los primeros bloques y se colocan estos. Haciendo lo mismo en cada una de las hileras.
Luis Miguel Martín Hernández Diario de obra
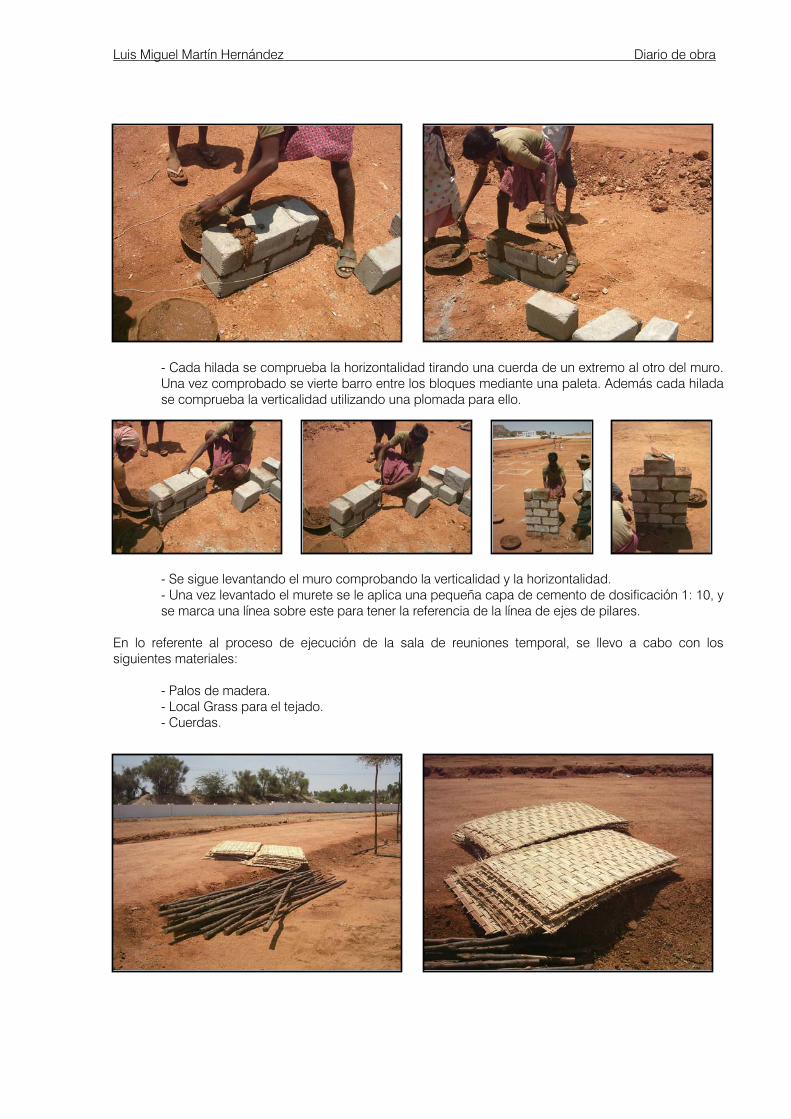
- Cada hilada se comprueba la horizontalidad tirando una cuerda de un extremo al otro del muro. Una vez comprobado se vierte barro entre los bloques mediante una paleta. Además cada hilada se comprueba la verticalidad utilizando una plomada para ello.
- Se sigue levantando el muro comprobando la verticalidad y la horizontalidad. - Una vez levantado el murete se le aplica una pequeña capa de cemento de dosificación 1: 10, y se marca una línea sobre este para tener la referencia de la línea de ejes de pilares.
En lo referente al proceso de ejecución de la sala de reuniones temporal, se llevo a cabo con los siguientes materiales:
- Palos de madera. - Local Grass para el tejado. - Cuerdas.
Luis Miguel Martín Hernández Diario de obra
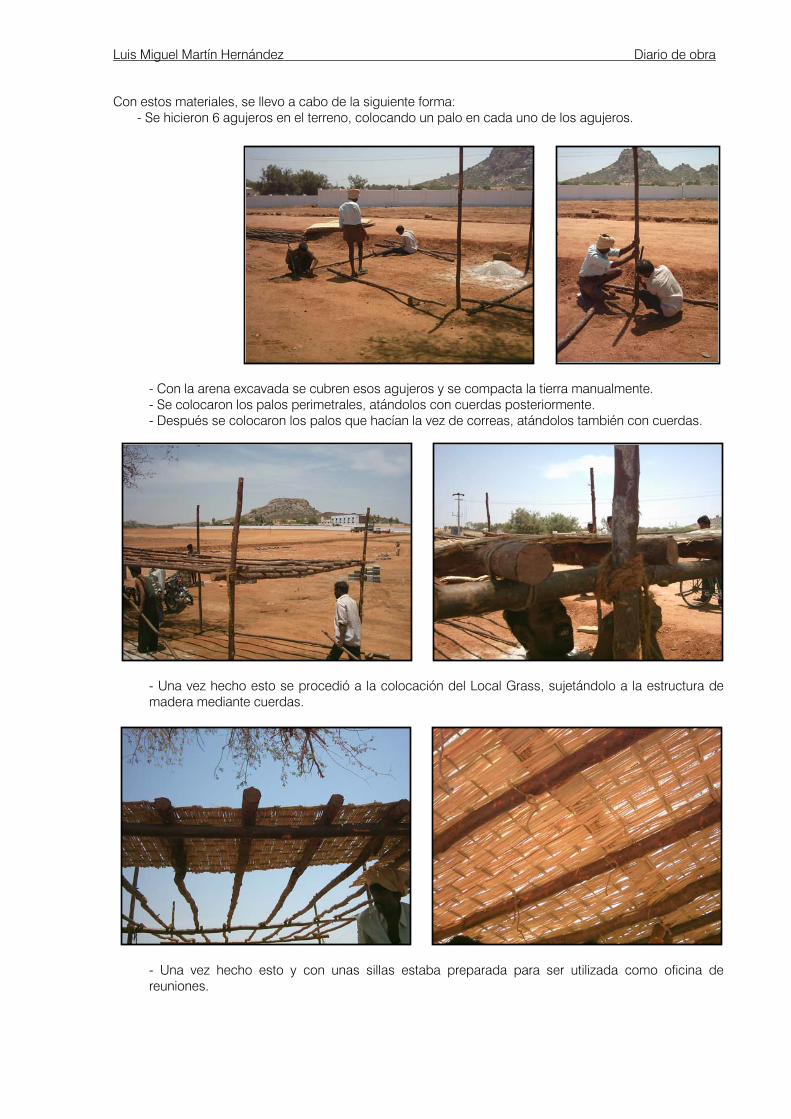
Con estos materiales, se llevo a cabo de la siguiente forma: - Se hicieron 6 agujeros en el terreno, colocando un palo en cada uno de los agujeros.
- Con la arena excavada se cubren esos agujeros y se compacta la tierra manualmente. - Se colocaron los palos perimetrales, atándolos con cuerdas posteriormente. - Después se colocaron los palos que hacían la vez de correas, atándolos también con cuerdas.
- Una vez hecho esto se procedió a la colocación del Local Grass, sujetándolo a la estructura de madera mediante cuerdas.
- Una vez hecho esto y con unas sillas estaba preparada para ser utilizada como oficina de reuniones.
Luis Miguel Martín Hernández Diario de obra
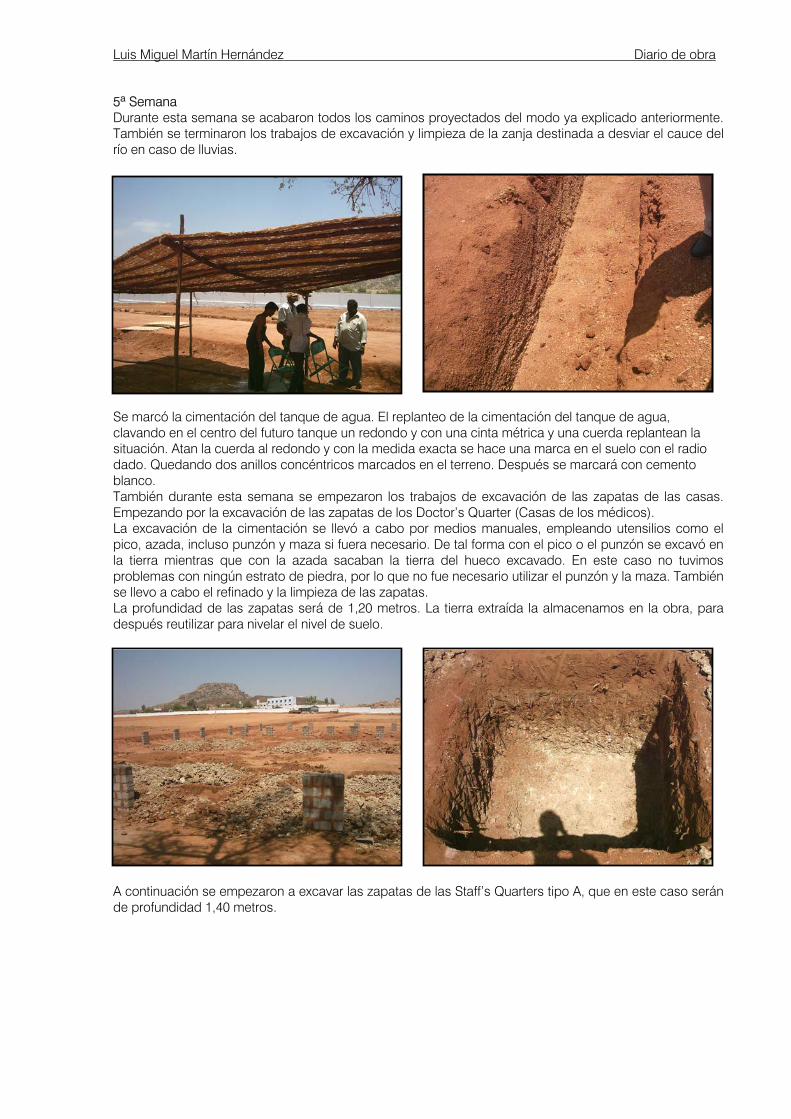
5ª Semana Durante esta semana se acabaron todos los caminos proyectados del modo ya explicado anteriormente. También se terminaron los trabajos de excavación y limpieza de la zanja destinada a desviar el cauce del río en caso de lluvias.
Se marcó la cimentación del tanque de agua. El replanteo de la cimentación del tanque de agua, clavando en el centro del futuro tanque un redondo y con una cinta métrica y una cuerda replantean la situación. Atan la cuerda al redondo y con la medida exacta se hace una marca en el suelo con el radio dado. Quedando dos anillos concéntricos marcados en el terreno. Después se marcará con cemento blanco. También durante esta semana se empezaron los trabajos de excavación de las zapatas de las casas. Empezando por la excavación de las zapatas de los Doctor’s Quarter (Casas de los médicos). La excavación de la cimentación se llevó a cabo por medios manuales, empleando utensilios como el pico, azada, incluso punzón y maza si fuera necesario. De tal forma con el pico o el punzón se excavó en la tierra mientras que con la azada sacaban la tierra del hueco excavado. En este caso no tuvimos problemas con ningún estrato de piedra, por lo que no fue necesario utilizar el punzón y la maza. También se llevo a cabo el refinado y la limpieza de las zapatas. La profundidad de las zapatas será de 1,20 metros. La tierra extraída la almacenamos en la obra, para después reutilizar para nivelar el nivel de suelo.
A continuación se empezaron a excavar las zapatas de las Staff’s Quarters tipo A, que en este caso serán de profundidad 1,40 metros.
Luis Miguel Martín Hernández Diario de obra
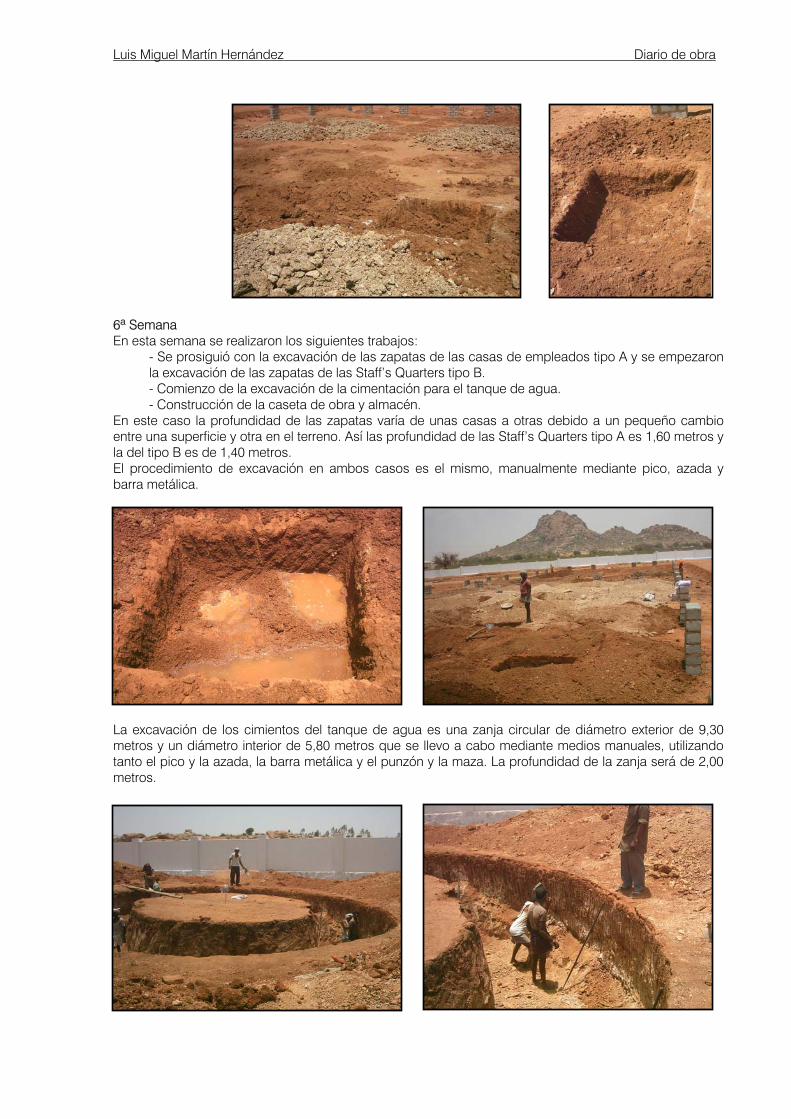
6ª Semana En esta semana se realizaron los siguientes trabajos:
- Se prosiguió con la excavación de las zapatas de las casas de empleados tipo A y se empezaron la excavación de las zapatas de las Staff’s Quarters tipo B. - Comienzo de la excavación de la cimentación para el tanque de agua. - Construcción de la caseta de obra y almacén.
En este caso la profundidad de las zapatas varía de unas casas a otras debido a un pequeño cambio entre una superficie y otra en el terreno. Así las profundidad de las Staff’s Quarters tipo A es 1,60 metros y la del tipo B es de 1,40 metros. El procedimiento de excavación en ambos casos es el mismo, manualmente mediante pico, azada y barra metálica.
La excavación de los cimientos del tanque de agua es una zanja circular de diámetro exterior de 9,30 metros y un diámetro interior de 5,80 metros que se llevo a cabo mediante medios manuales, utilizando tanto el pico y la azada, la barra metálica y el punzón y la maza. La profundidad de la zanja será de 2,00 metros.

Luis Miguel Martín Hernández Diario de obra
A la hora de llevar a cabo la fabricación de la caseta de obra y almacén, se hizo antes una pequeña excavación (limpieza del terreno) en el perímetro de lo que iba a ser la futura caseta. Realizamos una zapata corrida mediante muro de mampostería, hasta una altura de 0,40 metros sobre el nivel del suelo, recibido con mortero de dosificación 1: 6. tanto en los muros exteriores como en las particiones.
Una vez acabada levantamos los muros compuestos por 1 pie de bloque de hormigón prefabricado de dimensiones 32x 23x 15 cm. replanteando con anterioridad la situación de puertas y ventanas de madera, que son reutilizadas.
Se levanta el muro utilizando reglas y miras donde colocan una cuerda para mantener horizontalidad entre hiladas. Así hasta llegar al nivel de cargadero de las puertas y ventanas, en donde se coloca un cargadero de piedra labrada de 50 cm. de ancho por 7 de espesor y por 1,20 metros de longitud. Se continúa con el muro de bloques, hasta la altura del tejado, donde colocarán chapa nervada de aluminio colocando pequeños angulares metálicos con la función de junquillos, y anclando la chapa a los angulares mediante roblones. Una vez acabado esto se rellena el interior con arena hasta formar una capa de 5 cm. sobre el nivel de la zapata corrida, poniendo a posteriori Cadappa Stone, recibida con mortero 1: 6. Para la fabricación del muro de bloque de hormigón y para la colocación de las chapas nervadas se utilizaron andamios preparados in situ con palos de madera. 7ª Semana En el transcurso de esta semana se acabaron los trabajos de excavación de las zapatas de todas las partes del proyecto que estaban en marcha, incluyendo el refinado y limpieza de las zapatas. S vertió el hormigón de limpieza en las casas de los doctores y en la cimentación del tanque de agua. Se vierte una capa de hormigón pobre (Plainted Cement Concrete) mezclado en hormigonera de 10 cm. de espesor, con una dosificación 1: 6:10 ( una parte de cemento, 6 de arena y 10 partes de grava de tamiz 80), para nivelar la armadura. Una vez vertido se compacta manualmente con un pisón de madera.
Luis Miguel Martín Hernández Diario de obra
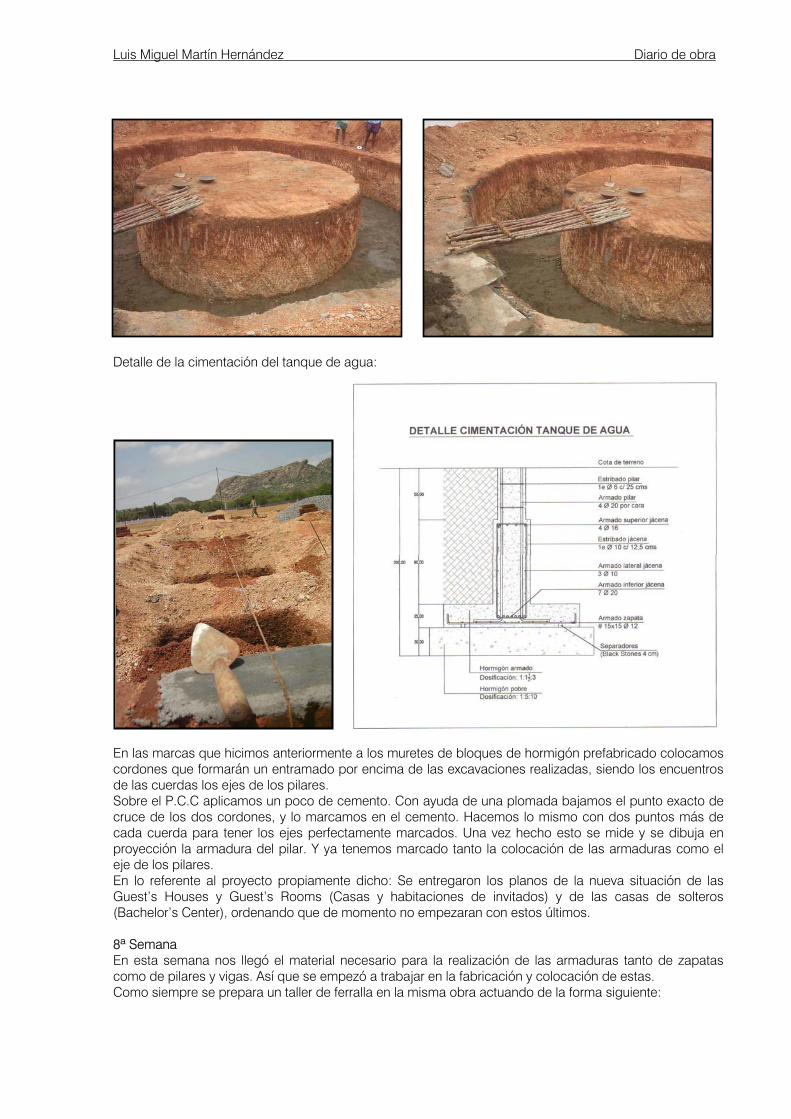
Detalle de la cimentación del tanque de agua:
En las marcas que hicimos anteriormente a los muretes de bloques de hormigón prefabricado colocamos cordones que formarán un entramado por encima de las excavaciones realizadas, siendo los encuentros de las cuerdas los ejes de los pilares. Sobre el P.C.C aplicamos un poco de cemento. Con ayuda de una plomada bajamos el punto exacto de cruce de los dos cordones, y lo marcamos en el cemento. Hacemos lo mismo con dos puntos más de cada cuerda para tener los ejes perfectamente marcados. Una vez hecho esto se mide y se dibuja en proyección la armadura del pilar. Y ya tenemos marcado tanto la colocación de las armaduras como el eje de los pilares. En lo referente al proyecto propiamente dicho: Se entregaron los planos de la nueva situación de las Guest’s Houses y Guest’s Rooms (Casas y habitaciones de invitados) y de las casas de solteros (Bachelor’s Center), ordenando que de momento no empezaran con estos últimos.
8ª Semana En esta semana nos llegó el material necesario para la realización de las armaduras tanto de zapatas como de pilares y vigas. Así que se empezó a trabajar en la fabricación y colocación de estas. Como siempre se prepara un taller de ferralla en la misma obra actuando de la forma siguiente:

Luis Miguel Martín Hernández Diario de obra
Para la formación de zapatas: - Se utiliza una maza y una piedra haciendo de mesa, de tal forma que se golpea sobre un pequeño punzón con mango que puesto sobre el hierro corta el redondo, sobre la medida necesaria para la realización de la parrilla. - En las barras que formaran el cuadrado exterior, se replantea la situación de las otras barras marcándolas con tiza. - Una vez hecho esto se colocan las barras interiores. - Se atan con alambre trefilado. - Una vez acabada la parrilla se doblan las puntas de los hierros manualmente para darle la forma definitiva. En ese momento ya se pueden colocar en su lugar correspondiente.
Para la formación de la armadura de pilares:
- Se realiza una camilla para elevar la armadura a una altura cómoda, es decir, para no tener que estar agachado. - El cortado y doblado de los redondos se realizó de forma manual, como siempre. Los cercos (6 mm.) se preparan sobre otra superficie también independiente.
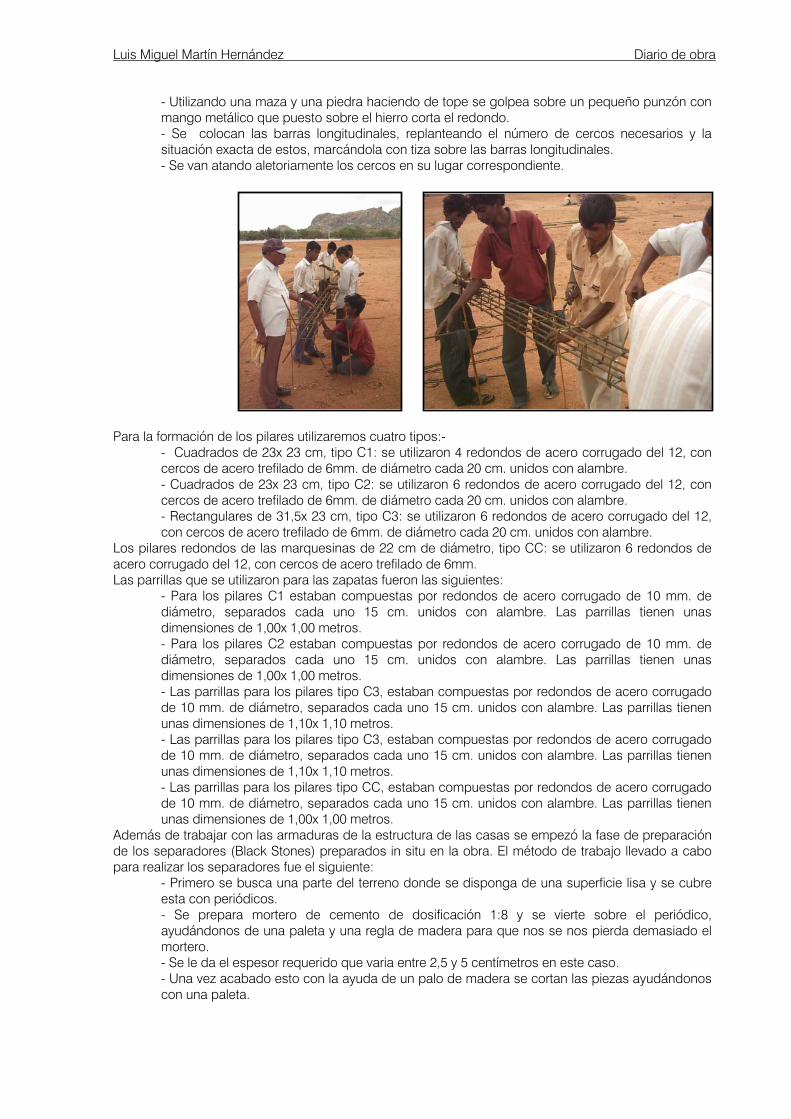
Luis Miguel Martín Hernández Diario de obra
- Utilizando una maza y una piedra haciendo de tope se golpea sobre un pequeño punzón con mango metálico que puesto sobre el hierro corta el redondo. - Se colocan las barras longitudinales, replanteando el número de cercos necesarios y la situación exacta de estos, marcándola con tiza sobre las barras longitudinales. - Se van atando aletoriamente los cercos en su lugar correspondiente.
Para la formación de los pilares utilizaremos cuatro tipos:- - Cuadrados de 23x 23 cm, tipo C1: se utilizaron 4 redondos de acero corrugado del 12, con cercos de acero trefilado de 6mm. de diámetro cada 20 cm. unidos con alambre. - Cuadrados de 23x 23 cm, tipo C2: se utilizaron 6 redondos de acero corrugado del 12, con cercos de acero trefilado de 6mm. de diámetro cada 20 cm. unidos con alambre. - Rectangulares de 31,5x 23 cm, tipo C3: se utilizaron 6 redondos de acero corrugado del 12, con cercos de acero trefilado de 6mm. de diámetro cada 20 cm. unidos con alambre.
Los pilares redondos de las marquesinas de 22 cm de diámetro, tipo CC: se utilizaron 6 redondos de acero corrugado del 12, con cercos de acero trefilado de 6mm. Las parrillas que se utilizaron para las zapatas fueron las siguientes:
- Para los pilares C1 estaban compuestas por redondos de acero corrugado de 10 mm. de diámetro, separados cada uno 15 cm. unidos con alambre. Las parrillas tienen unas dimensiones de 1,00x 1,00 metros. - Para los pilares C2 estaban compuestas por redondos de acero corrugado de 10 mm. de diámetro, separados cada uno 15 cm. unidos con alambre. Las parrillas tienen unas dimensiones de 1,00x 1,00 metros. - Las parrillas para los pilares tipo C3, estaban compuestas por redondos de acero corrugado de 10 mm. de diámetro, separados cada uno 15 cm. unidos con alambre. Las parrillas tienen unas dimensiones de 1,10x 1,10 metros. - Las parrillas para los pilares tipo C3, estaban compuestas por redondos de acero corrugado de 10 mm. de diámetro, separados cada uno 15 cm. unidos con alambre. Las parrillas tienen unas dimensiones de 1,10x 1,10 metros. - Las parrillas para los pilares tipo CC, estaban compuestas por redondos de acero corrugado de 10 mm. de diámetro, separados cada uno 15 cm. unidos con alambre. Las parrillas tienen unas dimensiones de 1,00x 1,00 metros.
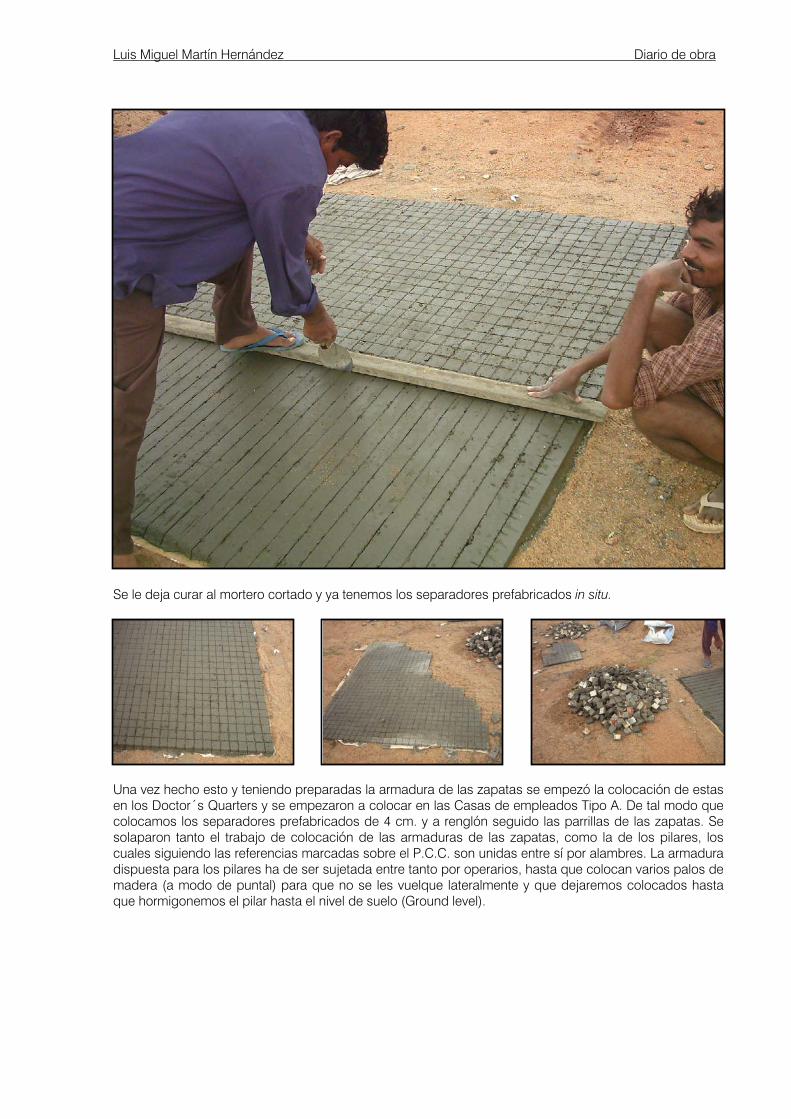
Además de trabajar con las armaduras de la estructura de las casas se empezó la fase de preparación de los separadores (Black Stones) preparados in situ en la obra. El método de trabajo llevado a cabo para realizar los separadores fue el siguiente:
- Primero se busca una parte del terreno donde se disponga de una superficie lisa y se cubre esta con periódicos. - Se prepara mortero de cemento de dosificación 1:8 y se vierte sobre el periódico, ayudándonos de una paleta y una regla de madera para que nos se nos pierda demasiado el mortero. - Se le da el espesor requerido que varia entre 2,5 y 5 centímetros en este caso. - Una vez acabado esto con la ayuda de un palo de madera se cortan las piezas ayudándonos con una paleta.
Luis Miguel Martín Hernández Diario de obra
Se le deja curar al mortero cortado y ya tenemos los separadores prefabricados in situ.
Una vez hecho esto y teniendo preparadas la armadura de las zapatas se empezó la colocación de estas en los Doctor´s Quarters y se empezaron a colocar en las Casas de empleados Tipo A. De tal modo que colocamos los separadores prefabricados de 4 cm. y a renglón seguido las parrillas de las zapatas. Se solaparon tanto el trabajo de colocación de las armaduras de las zapatas, como la de los pilares, los cuales siguiendo las referencias marcadas sobre el P.C.C. son unidas entre sí por alambres. La armadura dispuesta para los pilares ha de ser sujetada entre tanto por operarios, hasta que colocan varios palos de madera (a modo de puntal) para que no se les vuelque lateralmente y que dejaremos colocados hasta que hormigonemos el pilar hasta el nivel de suelo (Ground level).
Luis Miguel Martín Hernández Diario de obra
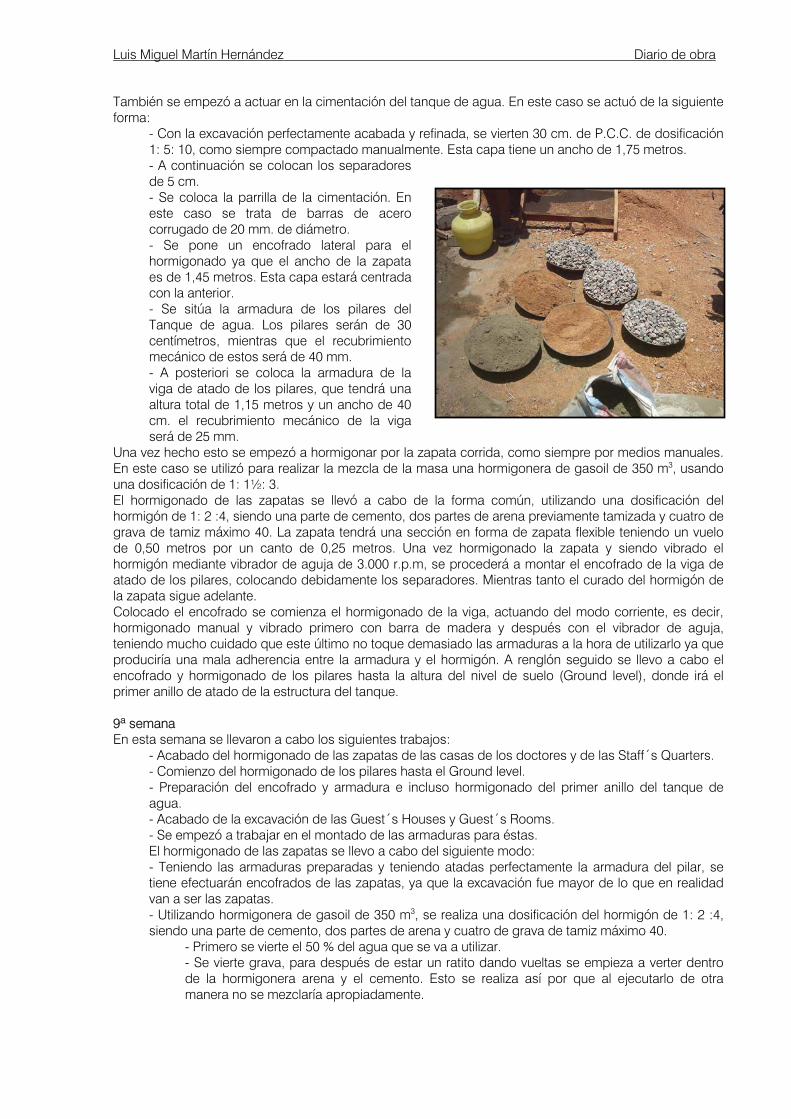
También se empezó a actuar en la cimentación del tanque de agua. En este caso se actuó de la siguiente forma:
- Con la excavación perfectamente acabada y refinada, se vierten 30 cm. de P.C.C. de dosificación 1: 5: 10, como siempre compactado manualmente. Esta capa tiene un ancho de 1,75 metros. - A continuación se colocan los separadores de 5 cm. - Se coloca la parrilla de la cimentación. En este caso se trata de barras de acero corrugado de 20 mm. de diámetro. - Se pone un encofrado lateral para el hormigonado ya que el ancho de la zapata es de 1,45 metros. Esta capa estará centrada con la anterior. - Se sitúa la armadura de los pilares del Tanque de agua. Los pilares serán de 30 centímetros, mientras que el recubrimiento mecánico de estos será de 40 mm. - A posteriori se coloca la armadura de la viga de atado de los pilares, que tendrá una altura total de 1,15 metros y un ancho de 40 cm. el recubrimiento mecánico de la viga será de 25 mm.
Una vez hecho esto se empezó a hormigonar por la zapata corrida, como siempre por medios manuales. En este caso se utilizó para realizar la mezcla de la masa una hormigonera de gasoil de 350 m3, usando una dosificación de 1: 1½: 3. El hormigonado de las zapatas se llevó a cabo de la forma común, utilizando una dosificación del hormigón de 1: 2 :4, siendo una parte de cemento, dos partes de arena previamente tamizada y cuatro de grava de tamiz máximo 40. La zapata tendrá una sección en forma de zapata flexible teniendo un vuelo de 0,50 metros por un canto de 0,25 metros. Una vez hormigonado la zapata y siendo vibrado el hormigón mediante vibrador de aguja de 3.000 r.p.m, se procederá a montar el encofrado de la viga de atado de los pilares, colocando debidamente los separadores. Mientras tanto el curado del hormigón de la zapata sigue adelante. Colocado el encofrado se comienza el hormigonado de la viga, actuando del modo corriente, es decir, hormigonado manual y vibrado primero con barra de madera y después con el vibrador de aguja, teniendo mucho cuidado que este último no toque demasiado las armaduras a la hora de utilizarlo ya que produciría una mala adherencia entre la armadura y el hormigón. A renglón seguido se llevo a cabo el encofrado y hormigonado de los pilares hasta la altura del nivel de suelo (Ground level), donde irá el primer anillo de atado de la estructura del tanque. 9ª semana En esta semana se llevaron a cabo los siguientes trabajos:
- Acabado del hormigonado de las zapatas de las casas de los doctores y de las Staff´s Quarters. - Comienzo del hormigonado de los pilares hasta el Ground level. - Preparación del encofrado y armadura e incluso hormigonado del primer anillo del tanque de agua. - Acabado de la excavación de las Guest´s Houses y Guest´s Rooms. - Se empezó a trabajar en el montado de las armaduras para éstas. El hormigonado de las zapatas se llevo a cabo del siguiente modo: - Teniendo las armaduras preparadas y teniendo atadas perfectamente la armadura del pilar, se tiene efectuarán encofrados de las zapatas, ya que la excavación fue mayor de lo que en realidad van a ser las zapatas. - Utilizando hormigonera de gasoil de 350 m3, se realiza una dosificación del hormigón de 1: 2 :4, siendo una parte de cemento, dos partes de arena y cuatro de grava de tamiz máximo 40.
- Primero se vierte el 50 % del agua que se va a utilizar. - Se vierte grava, para después de estar un ratito dando vueltas se empieza a verter dentro de la hormigonera arena y el cemento. Esto se realiza así por que al ejecutarlo de otra manera no se mezclaría apropiadamente.
Luis Miguel Martín Hernández Diario de obra
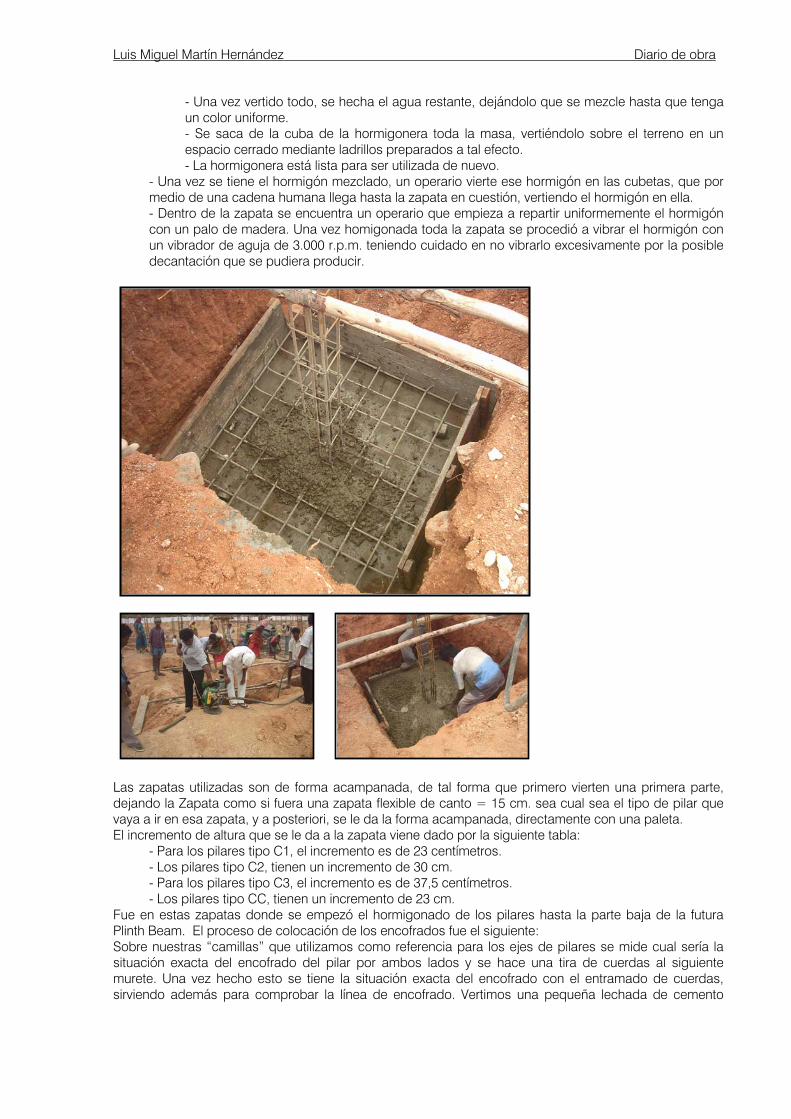
- Una vez vertido todo, se hecha el agua restante, dejándolo que se mezcle hasta que tenga un color uniforme. - Se saca de la cuba de la hormigonera toda la masa, vertiéndolo sobre el terreno en un espacio cerrado mediante ladrillos preparados a tal efecto. - La hormigonera está lista para ser utilizada de nuevo.
- Una vez se tiene el hormigón mezclado, un operario vierte ese hormigón en las cubetas, que por medio de una cadena humana llega hasta la zapata en cuestión, vertiendo el hormigón en ella. - Dentro de la zapata se encuentra un operario que empieza a repartir uniformemente el hormigón con un palo de madera. Una vez homigonada toda la zapata se procedió a vibrar el hormigón con un vibrador de aguja de 3.000 r.p.m. teniendo cuidado en no vibrarlo excesivamente por la posible decantación que se pudiera producir.
Las zapatas utilizadas son de forma acampanada, de tal forma que primero vierten una primera parte, dejando la Zapata como si fuera una zapata flexible de canto = 15 cm. sea cual sea el tipo de pilar que vaya a ir en esa zapata, y a posteriori, se le da la forma acampanada, directamente con una paleta. El incremento de altura que se le da a la zapata viene dado por la siguiente tabla:
- Para los pilares tipo C1, el incremento es de 23 centímetros. - Los pilares tipo C2, tienen un incremento de 30 cm. - Para los pilares tipo C3, el incremento es de 37,5 centímetros. - Los pilares tipo CC, tienen un incremento de 23 cm.
Fue en estas zapatas donde se empezó el hormigonado de los pilares hasta la parte baja de la futura Plinth Beam. El proceso de colocación de los encofrados fue el siguiente: Sobre nuestras “camillas” que utilizamos como referencia para los ejes de pilares se mide cual sería la situación exacta del encofrado del pilar por ambos lados y se hace una tira de cuerdas al siguiente murete. Una vez hecho esto se tiene la situación exacta del encofrado con el entramado de cuerdas, sirviendo además para comprobar la línea de encofrado. Vertimos una pequeña lechada de cemento
Luis Miguel Martín Hernández Diario de obra
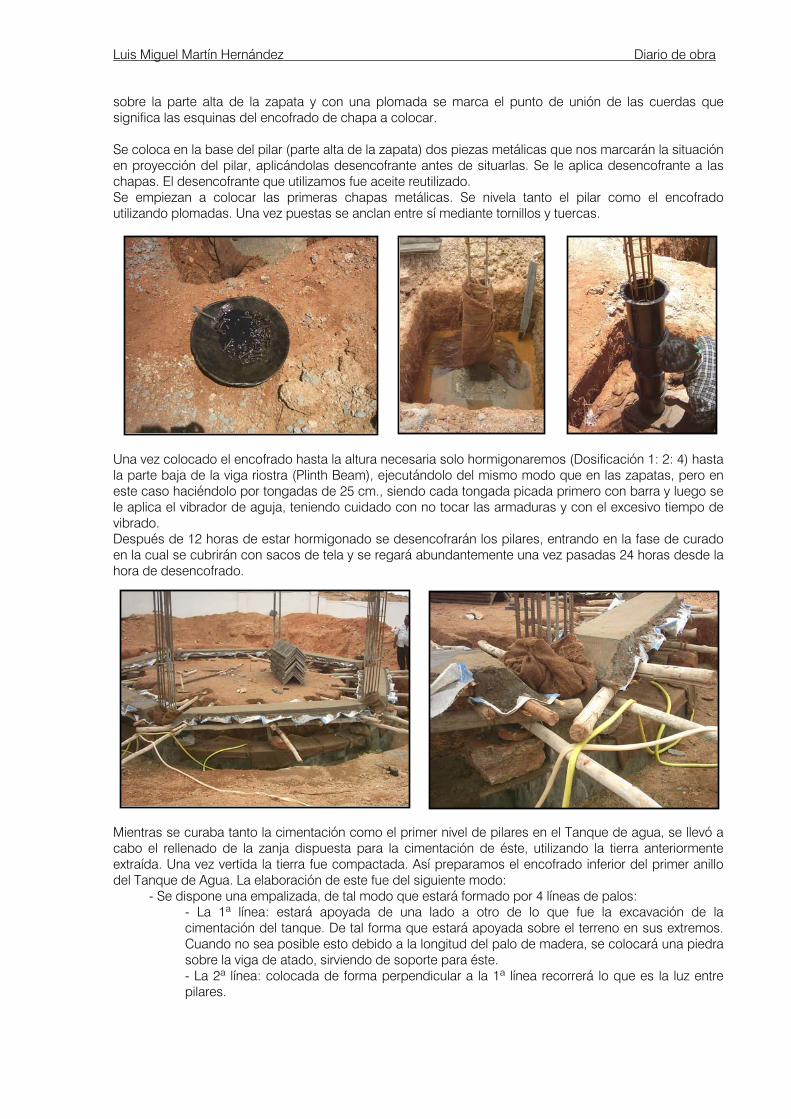
sobre la parte alta de la zapata y con una plomada se marca el punto de unión de las cuerdas que significa las esquinas del encofrado de chapa a colocar. Se coloca en la base del pilar (parte alta de la zapata) dos piezas metálicas que nos marcarán la situación en proyección del pilar, aplicándolas desencofrante antes de situarlas. Se le aplica desencofrante a las chapas. El desencofrante que utilizamos fue aceite reutilizado. Se empiezan a colocar las primeras chapas metálicas. Se nivela tanto el pilar como el encofrado utilizando plomadas. Una vez puestas se anclan entre sí mediante tornillos y tuercas.
Una vez colocado el encofrado hasta la altura necesaria solo hormigonaremos (Dosificación 1: 2: 4) hasta la parte baja de la viga riostra (Plinth Beam), ejecutándolo del mismo modo que en las zapatas, pero en este caso haciéndolo por tongadas de 25 cm., siendo cada tongada picada primero con barra y luego se le aplica el vibrador de aguja, teniendo cuidado con no tocar las armaduras y con el excesivo tiempo de vibrado. Después de 12 horas de estar hormigonado se desencofrarán los pilares, entrando en la fase de curado en la cual se cubrirán con sacos de tela y se regará abundantemente una vez pasadas 24 horas desde la hora de desencofrado.
Mientras se curaba tanto la cimentación como el primer nivel de pilares en el Tanque de agua, se llevó a cabo el rellenado de la zanja dispuesta para la cimentación de éste, utilizando la tierra anteriormente extraída. Una vez vertida la tierra fue compactada. Así preparamos el encofrado inferior del primer anillo del Tanque de Agua. La elaboración de este fue del siguiente modo:
- Se dispone una empalizada, de tal modo que estará formado por 4 líneas de palos: - La 1ª línea: estará apoyada de una lado a otro de lo que fue la excavación de la cimentación del tanque. De tal forma que estará apoyada sobre el terreno en sus extremos. Cuando no sea posible esto debido a la longitud del palo de madera, se colocará una piedra sobre la viga de atado, sirviendo de soporte para éste. - La 2ª línea: colocada de forma perpendicular a la 1ª línea recorrerá lo que es la luz entre pilares.
Luis Miguel Martín Hernández Diario de obra
- La 3ª línea: se trata de palos más cortos en dirección paralela a la 1ª línea, apoyados sobre la 2ª línea. - La 4ª y última línea: Palos colocados paralelos a la segunda línea, pero en este caso dispuestos de tal forma que parecen el futuro anillo que se va a realizar. - Sobre esta última línea se colocan sacos de cemento de hebras de plástico, que nos servirá para que la capa de arena que se va a verter encima no se nos caiga. - Nivelamos esta capa de arena y sobre ella se aplica una capa de mortero que una vez llaneada, servirá como encofrado directo con el hormigón.
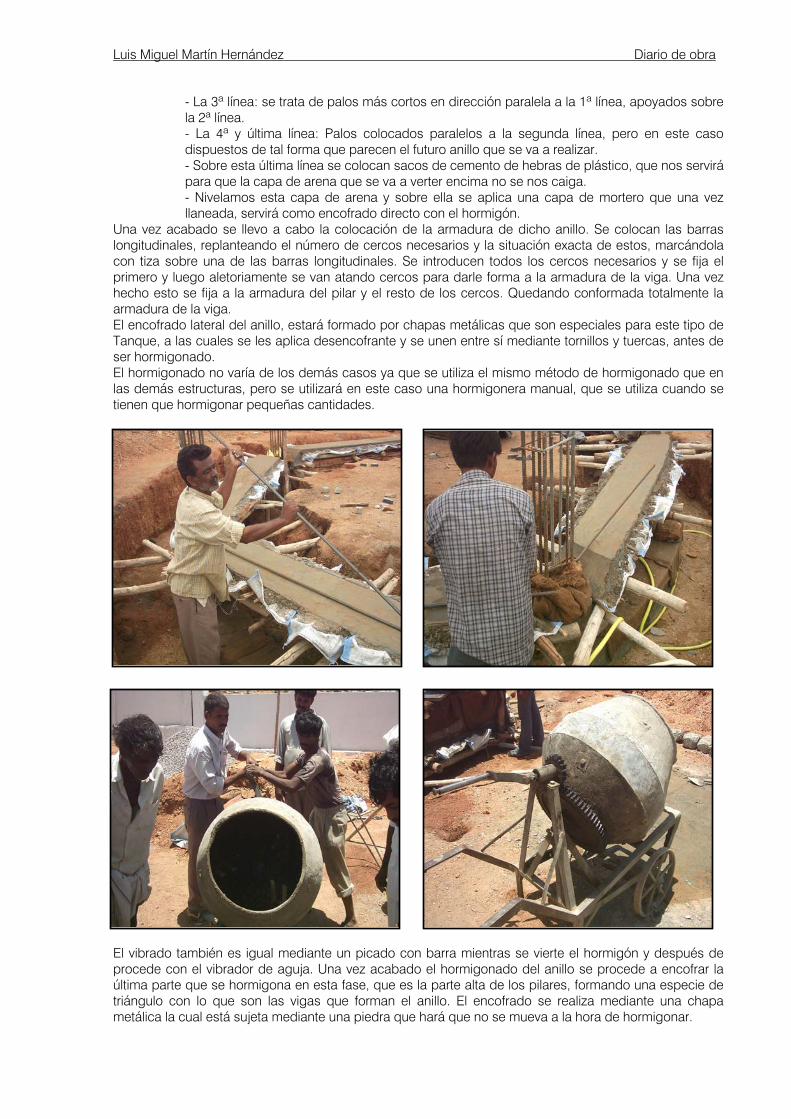
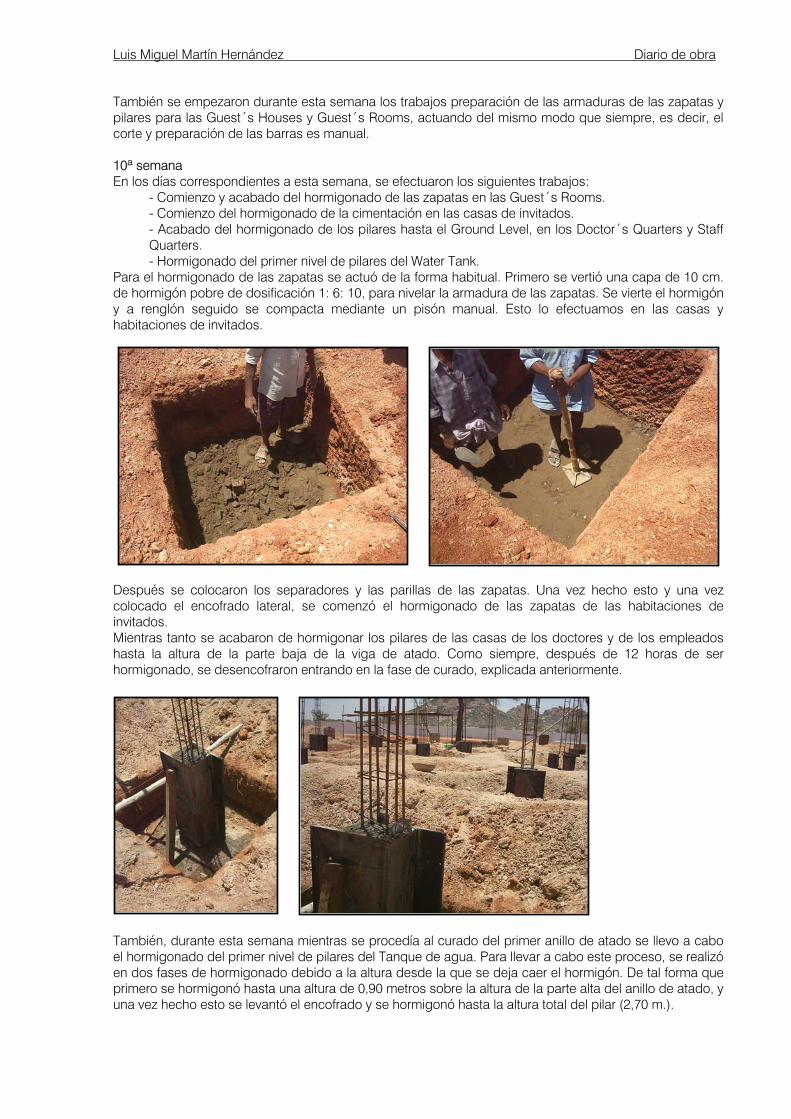
Una vez acabado se llevo a cabo la colocación de la armadura de dicho anillo. Se colocan las barras longitudinales, replanteando el número de cercos necesarios y la situación exacta de estos, marcándola con tiza sobre una de las barras longitudinales. Se introducen todos los cercos necesarios y se fija el primero y luego aletoriamente se van atando cercos para darle forma a la armadura de la viga. Una vez hecho esto se fija a la armadura del pilar y el resto de los cercos. Quedando conformada totalmente la armadura de la viga. El encofrado lateral del anillo, estará formado por chapas metálicas que son especiales para este tipo de Tanque, a las cuales se les aplica desencofrante y se unen entre sí mediante tornillos y tuercas, antes de ser hormigonado. El hormigonado no varía de los demás casos ya que se utiliza el mismo método de hormigonado que en las demás estructuras, pero se utilizará en este caso una hormigonera manual, que se utiliza cuando se tienen que hormigonar pequeñas cantidades.
El vibrado también es igual mediante un picado con barra mientras se vierte el hormigón y después de procede con el vibrador de aguja. Una vez acabado el hormigonado del anillo se procede a encofrar la última parte que se hormigona en esta fase, que es la parte alta de los pilares, formando una especie de triángulo con lo que son las vigas que forman el anillo. El encofrado se realiza mediante una chapa metálica la cual está sujeta mediante una piedra que hará que no se mueva a la hora de hormigonar.

Luis Miguel Martín Hernández Diario de obra
En el transcurso de esta semana se acabó de trabajar en la excavación de las casas y habitaciones de invitados, la cual se efectuó del modo corriente, excepto en dos de las zapatas en las que nos encontramos un estrato de roca muy grande y la forma de ejercer en este caso fue utilizando dinamita. No pudimos ver la manera de efectuar esta operación debido al “elevado riesgo” que decían que existía, de tal forma que se negaron a efectuarlo en nuestra presencia. La forma de actuar que tuvieron fue la de hacer un butrón en el estrato en cuestión y meter una pequeña carga de dinamita, haciendo volar el estrato por los aires. Por supuesto, ni que decir tiene que para estas zapatas tuvimos que utilizar encofrado lateral para hormigonar las zapatas.
Luis Miguel Martín Hernández Diario de obra
También se empezaron durante esta semana los trabajos preparación de las armaduras de las zapatas y pilares para las Guest´s Houses y Guest´s Rooms, actuando del mismo modo que siempre, es decir, el corte y preparación de las barras es manual. 10ª semana En los días correspondientes a esta semana, se efectuaron los siguientes trabajos:
- Comienzo y acabado del hormigonado de las zapatas en las Guest´s Rooms. - Comienzo del hormigonado de la cimentación en las casas de invitados. - Acabado del hormigonado de los pilares hasta el Ground Level, en los Doctor´s Quarters y Staff Quarters. - Hormigonado del primer nivel de pilares del Water Tank.
Para el hormigonado de las zapatas se actuó de la forma habitual. Primero se vertió una capa de 10 cm. de hormigón pobre de dosificación 1: 6: 10, para nivelar la armadura de las zapatas. Se vierte el hormigón y a renglón seguido se compacta mediante un pisón manual. Esto lo efectuamos en las casas y habitaciones de invitados.
Después se colocaron los separadores y las parillas de las zapatas. Una vez hecho esto y una vez colocado el encofrado lateral, se comenzó el hormigonado de las zapatas de las habitaciones de invitados. Mientras tanto se acabaron de hormigonar los pilares de las casas de los doctores y de los empleados hasta la altura de la parte baja de la viga de atado. Como siempre, después de 12 horas de ser hormigonado, se desencofraron entrando en la fase de curado, explicada anteriormente.
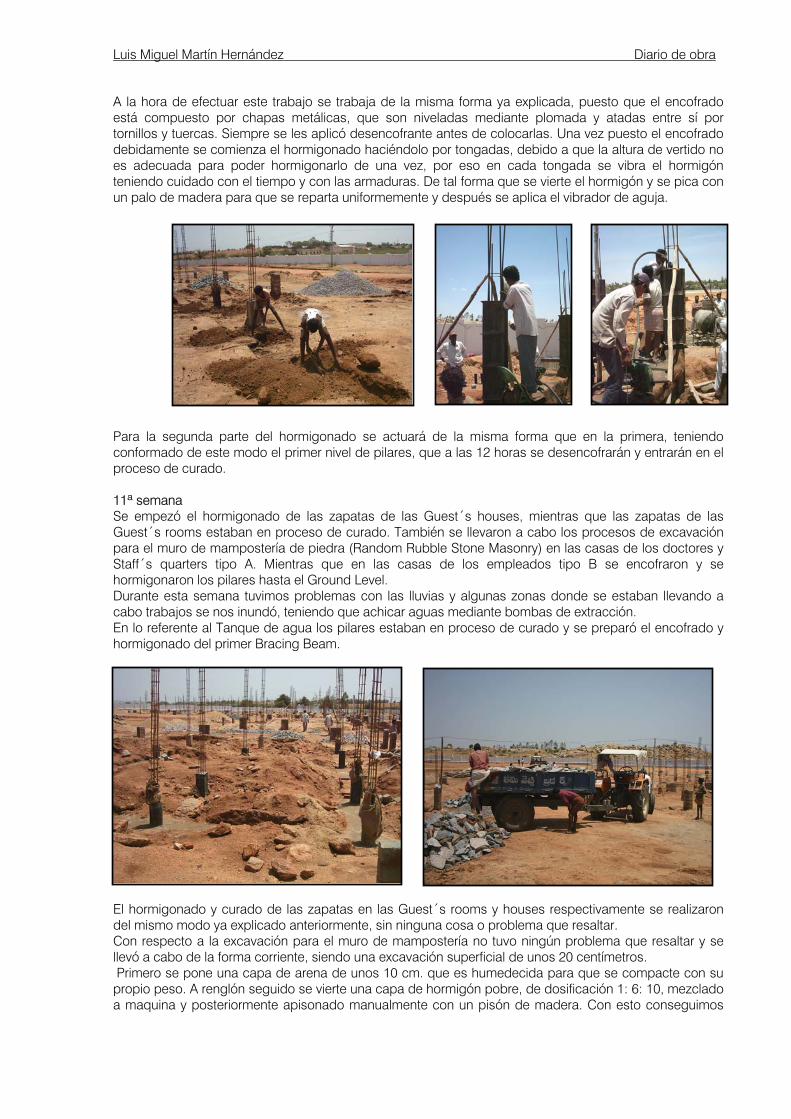
También, durante esta semana mientras se procedía al curado del primer anillo de atado se llevo a cabo el hormigonado del primer nivel de pilares del Tanque de agua. Para llevar a cabo este proceso, se realizó en dos fases de hormigonado debido a la altura desde la que se deja caer el hormigón. De tal forma que primero se hormigonó hasta una altura de 0,90 metros sobre la altura de la parte alta del anillo de atado, y una vez hecho esto se levantó el encofrado y se hormigonó hasta la altura total del pilar (2,70 m.).
Luis Miguel Martín Hernández Diario de obra
A la hora de efectuar este trabajo se trabaja de la misma forma ya explicada, puesto que el encofrado está compuesto por chapas metálicas, que son niveladas mediante plomada y atadas entre sí por tornillos y tuercas. Siempre se les aplicó desencofrante antes de colocarlas. Una vez puesto el encofrado debidamente se comienza el hormigonado haciéndolo por tongadas, debido a que la altura de vertido no es adecuada para poder hormigonarlo de una vez, por eso en cada tongada se vibra el hormigón teniendo cuidado con el tiempo y con las armaduras. De tal forma que se vierte el hormigón y se pica con un palo de madera para que se reparta uniformemente y después se aplica el vibrador de aguja. Para la segunda parte del hormigonado se actuará de la misma forma que en la primera, teniendo conformado de este modo el primer nivel de pilares, que a las 12 horas se desencofrarán y entrarán en el proceso de curado. 11ª semana Se empezó el hormigonado de las zapatas de las Guest´s houses, mientras que las zapatas de las Guest´s rooms estaban en proceso de curado. También se llevaron a cabo los procesos de excavación para el muro de mampostería de piedra (Random Rubble Stone Masonry) en las casas de los doctores y Staff´s quarters tipo A. Mientras que en las casas de los empleados tipo B se encofraron y se hormigonaron los pilares hasta el Ground Level. Durante esta semana tuvimos problemas con las lluvias y algunas zonas donde se estaban llevando a cabo trabajos se nos inundó, teniendo que achicar aguas mediante bombas de extracción. En lo referente al Tanque de agua los pilares estaban en proceso de curado y se preparó el encofrado y hormigonado del primer Bracing Beam.
El hormigonado y curado de las zapatas en las Guest´s rooms y houses respectivamente se realizaron del mismo modo ya explicado anteriormente, sin ninguna cosa o problema que resaltar. Con respecto a la excavación para el muro de mampostería no tuvo ningún problema que resaltar y se llevó a cabo de la forma corriente, siendo una excavación superficial de unos 20 centímetros. Primero se pone una capa de arena de unos 10 cm. que es humedecida para que se compacte con su propio peso. A renglón seguido se vierte una capa de hormigón pobre, de dosificación 1: 6: 10, mezclado a maquina y posteriormente apisonado manualmente con un pisón de madera. Con esto conseguimos

Luis Miguel Martín Hernández Diario de obra
una superficie uniforme. Las piedras de granito que formarán parte del R. R. Stone Masonry fueron traídas a la obra mediante medios mecánicos. Una vez hecho esto se empieza a levantar el R. R. Stone Masonry, actuando de la siguiente forma:
- Preparamos sin la ayuda de maquinaría el mortero de agarre del muro con una dosificación 1: 6. utilizando cemento de 53 grados y arena previamente filtrada para limpiarla de posibles impurezas. - Colocamos un cordel a 10 cm. de los extremos del pilar en ambos lados de este y a una altura marcada por una primera piedra puesta sobre una cama de mortero. Teniendo así el limite exterior e interior del muro de mampostería (espesor de 45 cm.) y la altura de la primera hilada de este. - Ya tenemos las referencias necesarias para construirlo por hiladas. - Se pone en la base una buena cama de mortero y se van colocando piedras tallándolas si fuera necesario con un martillo.
- Una vez colocada la primera hilada, se subirá la cuerda por el exterior de la primera hilada y tomando de referencia como altura de la segunda hilada otra piedra que colocamos desplazado media pieza. Para que haya solapes. - Así se seguirá subiendo hasta la altura que marquen los pilares hormigonados que se trata del nivel de la parte baja de la viga.
Los muros de mampostería serán el soporte de las vigas riostras. Ejecutamos muro de mampostería de piedra en el lugar donde se van a situar cada una de las particiones interiores, es decir, cada muro de fábrica se apoyará en una viga riostra. También irá muro de fabrica de mampostería en la parte de la Verandah, de hecho, en la marquesina no irá viga riostra, así que en la parte de la marquesina se llegará hasta el Ground Level (Nivel de suelo). Como ya se ha dicho, mientras que estábamos en este proceso se tuvieron problemas con las lluvias debido a unas grandes tormentas que tuvieron lugar durante esos días. De hecho una de las casas de los doctores estaba completamente inundada.
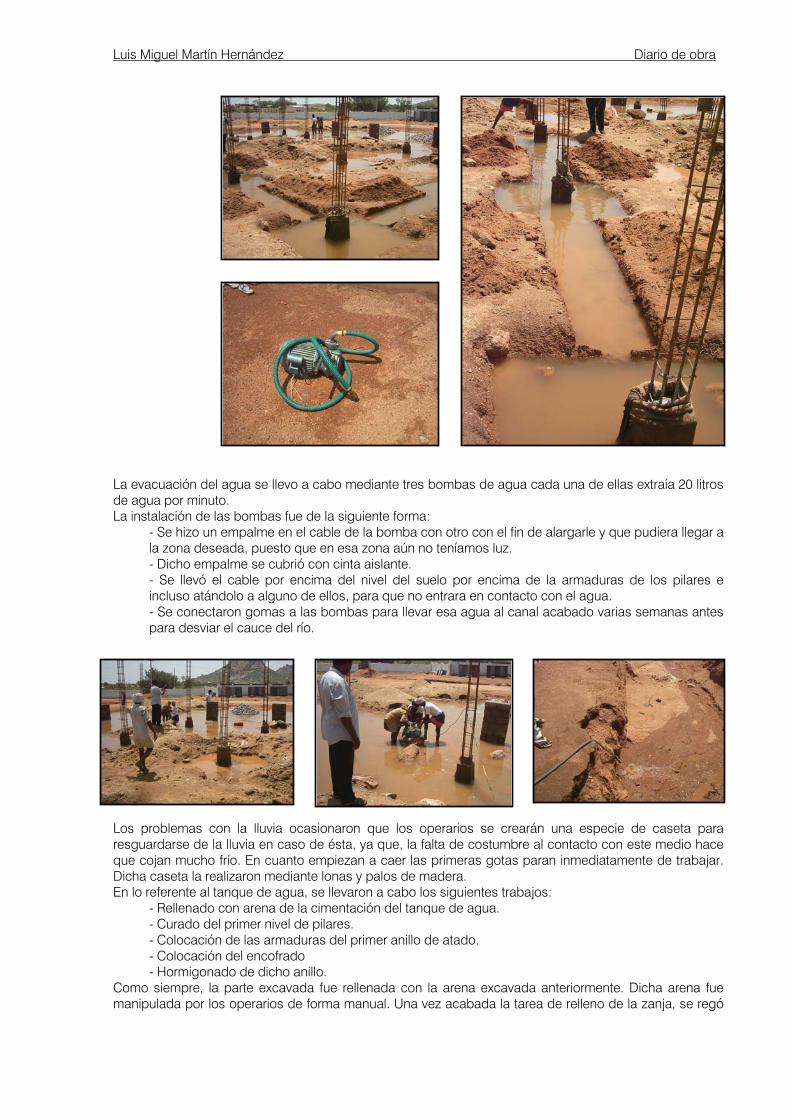
Luis Miguel Martín Hernández Diario de obra
La evacuación del agua se llevo a cabo mediante tres bombas de agua cada una de ellas extraía 20 litros de agua por minuto. La instalación de las bombas fue de la siguiente forma:
- Se hizo un empalme en el cable de la bomba con otro con el fin de alargarle y que pudiera llegar a la zona deseada, puesto que en esa zona aún no teníamos luz. - Dicho empalme se cubrió con cinta aislante. - Se llevó el cable por encima del nivel del suelo por encima de la armaduras de los pilares e incluso atándolo a alguno de ellos, para que no entrara en contacto con el agua. - Se conectaron gomas a las bombas para llevar esa agua al canal acabado varias semanas antes para desviar el cauce del río.
Los problemas con la lluvia ocasionaron que los operarios se crearán una especie de caseta para resguardarse de la lluvia en caso de ésta, ya que, la falta de costumbre al contacto con este medio hace que cojan mucho frío. En cuanto empiezan a caer las primeras gotas paran inmediatamente de trabajar. Dicha caseta la realizaron mediante lonas y palos de madera. En lo referente al tanque de agua, se llevaron a cabo los siguientes trabajos:
- Rellenado con arena de la cimentación del tanque de agua. - Curado del primer nivel de pilares. - Colocación de las armaduras del primer anillo de atado. - Colocación del encofrado - Hormigonado de dicho anillo.
Como siempre, la parte excavada fue rellenada con la arena excavada anteriormente. Dicha arena fue manipulada por los operarios de forma manual. Una vez acabada la tarea de relleno de la zanja, se regó
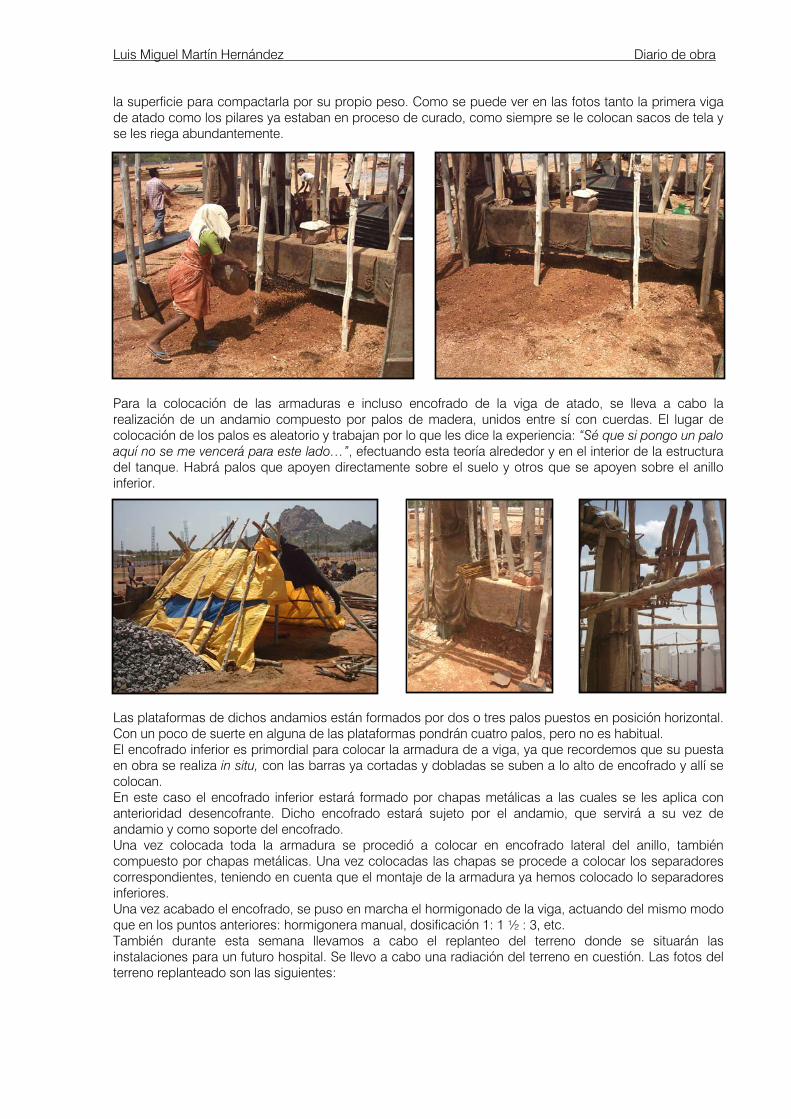
Luis Miguel Martín Hernández Diario de obra
la superficie para compactarla por su propio peso. Como se puede ver en las fotos tanto la primera viga de atado como los pilares ya estaban en proceso de curado, como siempre se le colocan sacos de tela y se les riega abundantemente.
Para la colocación de las armaduras e incluso encofrado de la viga de atado, se lleva a cabo la realización de un andamio compuesto por palos de madera, unidos entre sí con cuerdas. El lugar de colocación de los palos es aleatorio y trabajan por lo que les dice la experiencia: “Sé que si pongo un palo aquí no se me vencerá para este lado…”, efectuando esta teoría alrededor y en el interior de la estructura del tanque. Habrá palos que apoyen directamente sobre el suelo y otros que se apoyen sobre el anillo inferior.
Las plataformas de dichos andamios están formados por dos o tres palos puestos en posición horizontal. Con un poco de suerte en alguna de las plataformas pondrán cuatro palos, pero no es habitual. El encofrado inferior es primordial para colocar la armadura de a viga, ya que recordemos que su puesta en obra se realiza in situ, con las barras ya cortadas y dobladas se suben a lo alto de encofrado y allí se colocan. En este caso el encofrado inferior estará formado por chapas metálicas a las cuales se les aplica con anterioridad desencofrante. Dicho encofrado estará sujeto por el andamio, que servirá a su vez de andamio y como soporte del encofrado. Una vez colocada toda la armadura se procedió a colocar en encofrado lateral del anillo, también compuesto por chapas metálicas. Una vez colocadas las chapas se procede a colocar los separadores correspondientes, teniendo en cuenta que el montaje de la armadura ya hemos colocado lo separadores inferiores. Una vez acabado el encofrado, se puso en marcha el hormigonado de la viga, actuando del mismo modo que en los puntos anteriores: hormigonera manual, dosificación 1: 1 ½ : 3, etc. También durante esta semana llevamos a cabo el replanteo del terreno donde se situarán las instalaciones para un futuro hospital. Se llevo a cabo una radiación del terreno en cuestión. Las fotos del terreno replanteado son las siguientes:
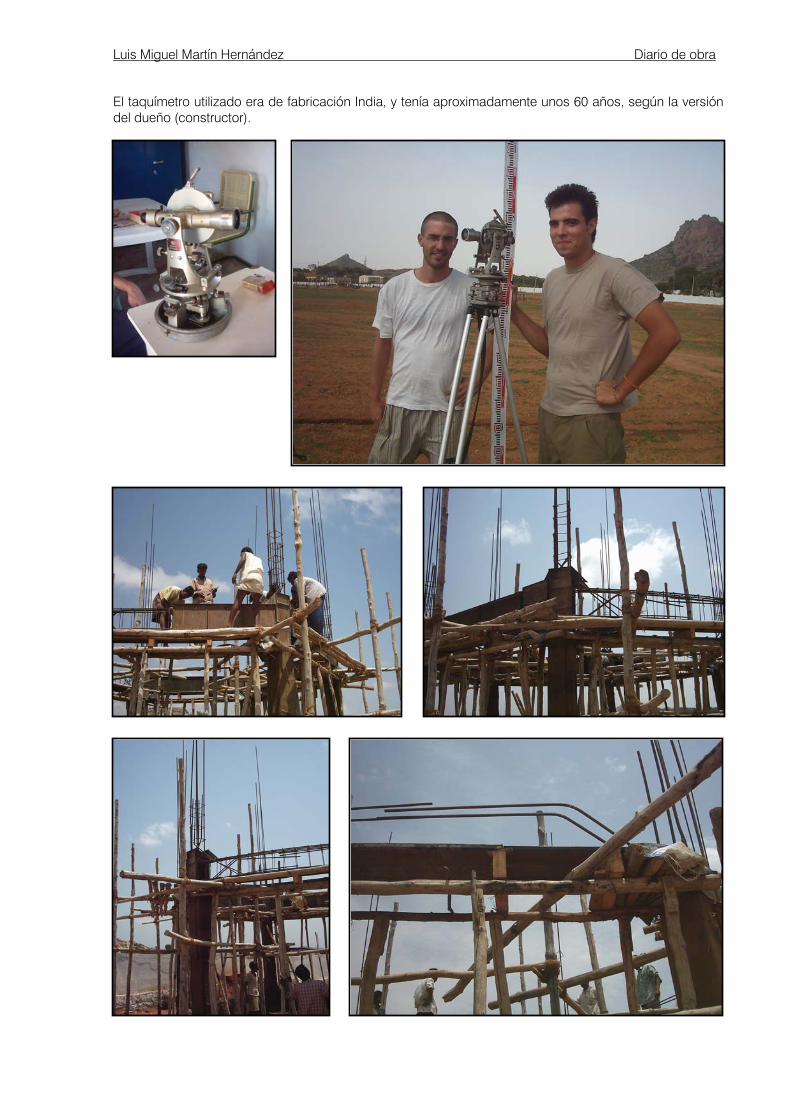
Luis Miguel Martín Hernández Diario de obra
El taquímetro utilizado era de fabricación India, y tenía aproximadamente unos 60 años, según la versión del dueño (constructor).

Luis Miguel Martín Hernández Diario de obra
12ª Semana En el transcurso de esta semana se realizaron los siguientes trabajos:
- Se terminaron el hormigonado de los pilares hasta el Ground level en las Guest´s rooms. - Encofrado y hormigonado en los Doctor´s quarters de la Plinth beam. - Comienzo del encofrado y hormigonado en las casas de los empleados de la viga de atado. - Encofrado y hormigonado del segundo nivel de pilares en el Tanque de agua.
El trabajo realizado en las habitaciones de invitados fue como el empleado anteriormente en otras casas, sin surgir ninguna cosa curiosa por comentar Una vez acabado el muro de mampostería se procedió al relleno y compactado del área que encierra dicho muro. La tierra fue traída a la obra por medios mecánicos, mediante tractores con auto volquete.
Inclusive nos demostraron como no siempre el tractor vierte la tierra de la misma manera sobre el terreno. Se podría decir que es una nueva forma de descargar la tierra. No hubo ninguna baja ni problema que lamentar con respecto al pequeño accidente sufrido. En los Doctor´s quarters se colocaron las armaduras de la viga de atado, la cual irá apoyada sobre el muro de mampostería de piedra, ya acabado. Se actuó de la siguiente forma:
- Se marca sobre el muro de mampostería la situación en proyección de las barras longitudinales que van a conformar la viga mediante una pequeña capa de mortero sobre la que se marca la posición de la viga. - Se colocan las barras longitudinales, replanteando el número de cercos necesarios y la situación exacta de estos, marcándola con tiza sobre una de las barras longitudinales. - Se introducen todos los cercos necesarios y se fija el primero y luego aletoriamente se van atando cercos para darle forma a la armadura de la viga. - Una vez hecho esto se ata a la armadura del pilar y se atan el resto de los cercos. Quedando conformada totalmente la armadura de la viga.

Luis Miguel Martín Hernández Diario de obra
- Una vez tenemos colocada la armadura, pasamos a colocar el encofrado de esta, actuando de la forma corriente mediante chapas metálicas o tablones de madera. - Mientras que los ferrallistas hacían este trabajo se iba colocando el encofrado de las vigas en las partes donde ya estaba colocada la armadura. - Poniendo a la vez que se iba encofrando tanto con chapa metálica, como con tabloncillos de madera los separadores de 4 cm. pertinentes. Aplicándoles al encofrado desencofrante previamente. - Los tablones de madera son unidos entre sí por barras de acero y cuando se encuentren en la parte alta se colocarán topes con piezas de madera para que no se nos abra el encofrado al vertir al hormigón.
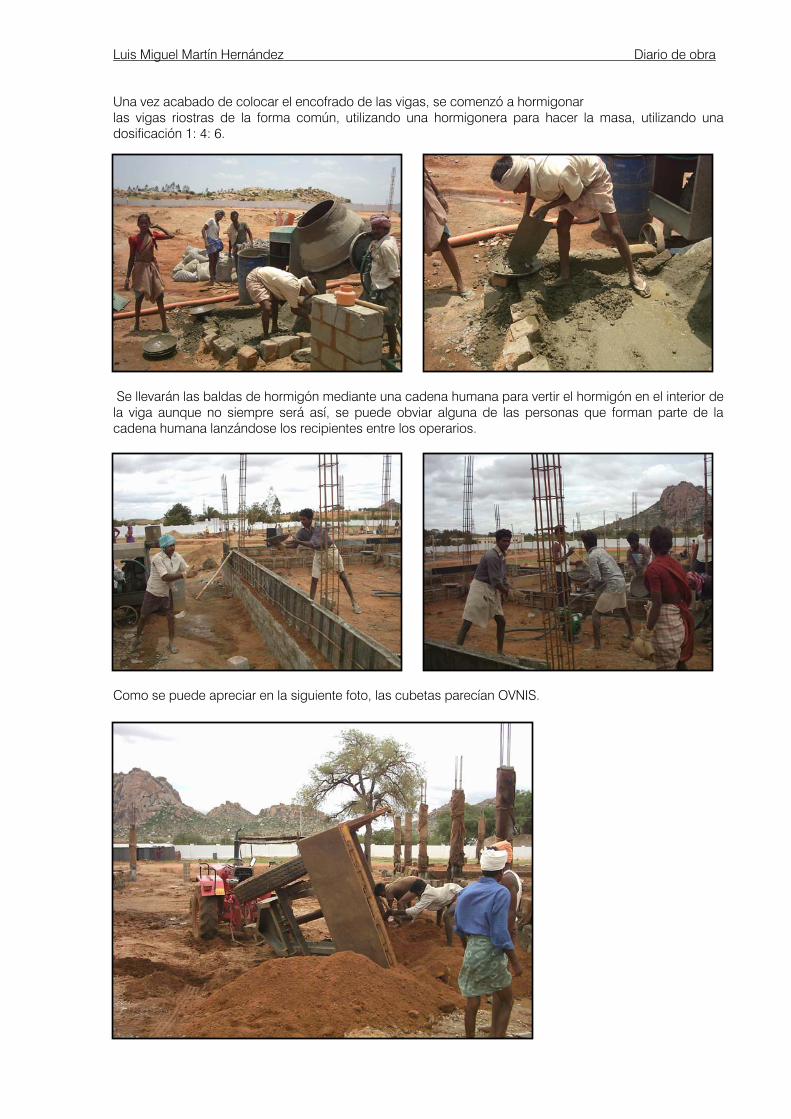
Luis Miguel Martín Hernández Diario de obra
Una vez acabado de colocar el encofrado de las vigas, se comenzó a hormigonar las vigas riostras de la forma común, utilizando una hormigonera para hacer la masa, utilizando una dosificación 1: 4: 6.
Se llevarán las baldas de hormigón mediante una cadena humana para vertir el hormigón en el interior de la viga aunque no siempre será así, se puede obviar alguna de las personas que forman parte de la cadena humana lanzándose los recipientes entre los operarios.
Como se puede apreciar en la siguiente foto, las cubetas parecían OVNIS.
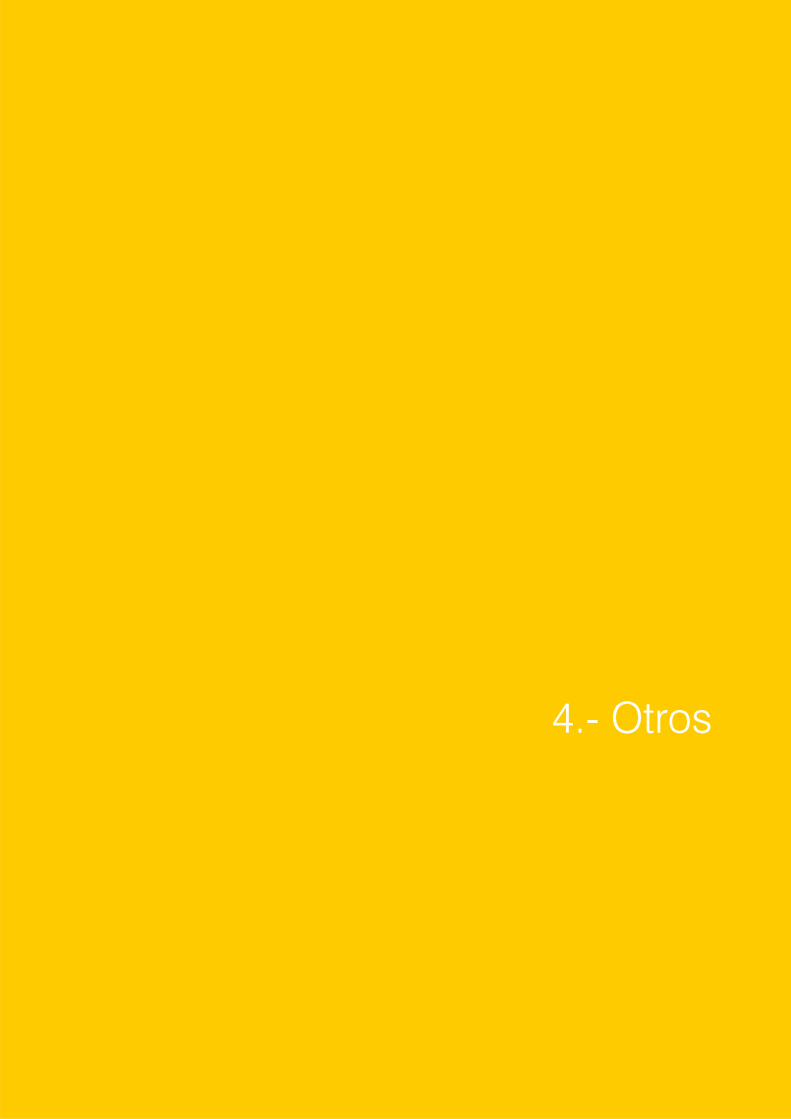
4.- Otros

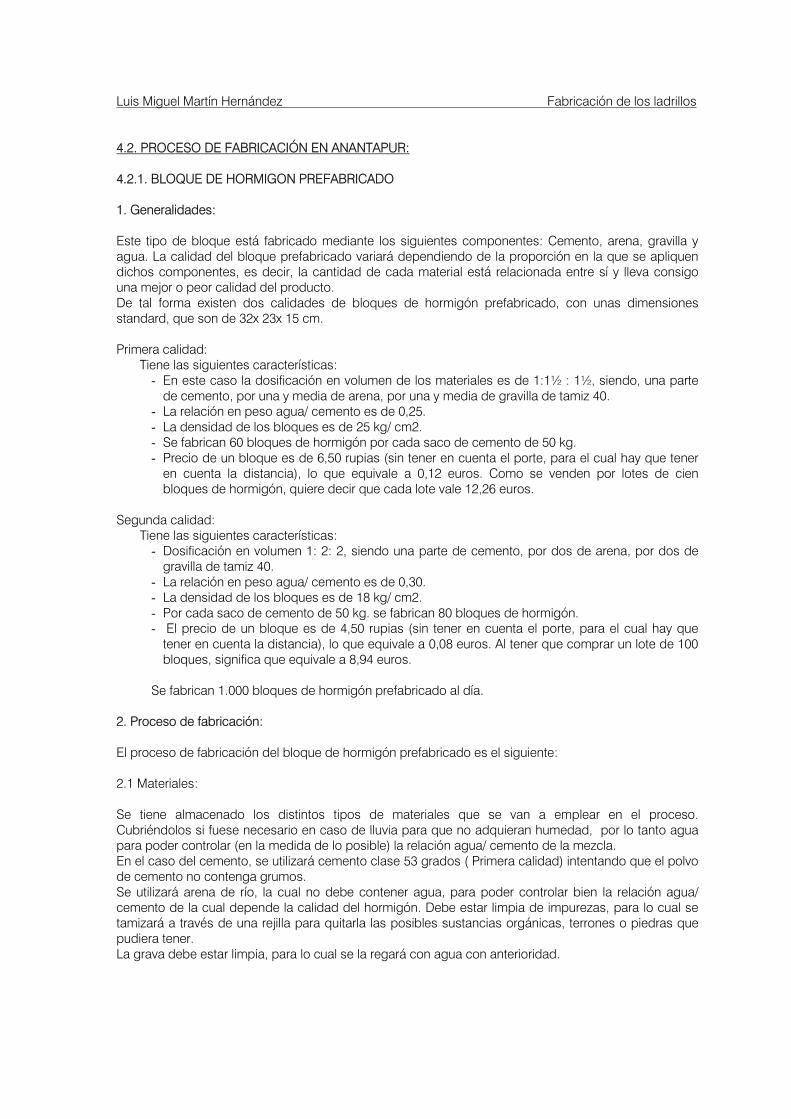
Luis Miguel Martín Hernández Fabricación de los ladrillos
4.2. PROCESO DE FABRICACIÓN EN ANANTAPUR: 4.2.1. BLOQUE DE HORMIGON PREFABRICADO 1. Generalidades: Este tipo de bloque está fabricado mediante los siguientes componentes: Cemento, arena, gravilla y agua. La calidad del bloque prefabricado variará dependiendo de la proporción en la que se apliquen dichos componentes, es decir, la cantidad de cada material está relacionada entre sí y lleva consigo una mejor o peor calidad del producto. De tal forma existen dos calidades de bloques de hormigón prefabricado, con unas dimensiones standard, que son de 32x 23x 15 cm.
Primera calidad:
Tiene las siguientes características: - En este caso la dosificación en volumen de los materiales es de 1:1½ : 1½, siendo, una parte
de cemento, por una y media de arena, por una y media de gravilla de tamiz 40. - La relación en peso agua/ cemento es de 0,25. - La densidad de los bloques es de 25 kg/ cm2. - Se fabrican 60 bloques de hormigón por cada saco de cemento de 50 kg. - Precio de un bloque es de 6,50 rupias (sin tener en cuenta el porte, para el cual hay que tener
en cuenta la distancia), lo que equivale a 0,12 euros. Como se venden por lotes de cien bloques de hormigón, quiere decir que cada lote vale 12,26 euros.
Segunda calidad:
Tiene las siguientes características: - Dosificación en volumen 1: 2: 2, siendo una parte de cemento, por dos de arena, por dos de
gravilla de tamiz 40. - La relación en peso agua/ cemento es de 0,30. - La densidad de los bloques es de 18 kg/ cm2. - Por cada saco de cemento de 50 kg. se fabrican 80 bloques de hormigón. - El precio de un bloque es de 4,50 rupias (sin tener en cuenta el porte, para el cual hay que
tener en cuenta la distancia), lo que equivale a 0,08 euros. Al tener que comprar un lote de 100 bloques, significa que equivale a 8,94 euros.
Se fabrican 1.000 bloques de hormigón prefabricado al día.
2. Proceso de fabricación: El proceso de fabricación del bloque de hormigón prefabricado es el siguiente:
2.1 Materiales:
Se tiene almacenado los distintos tipos de materiales que se van a emplear en el proceso. Cubriéndolos si fuese necesario en caso de lluvia para que no adquieran humedad, por lo tanto agua para poder controlar (en la medida de lo posible) la relación agua/ cemento de la mezcla. En el caso del cemento, se utilizará cemento clase 53 grados ( Primera calidad) intentando que el polvo de cemento no contenga grumos. Se utilizará arena de río, la cual no debe contener agua, para poder controlar bien la relación agua/ cemento de la cual depende la calidad del hormigón. Debe estar limpia de impurezas, para lo cual se tamizará a través de una rejilla para quitarla las posibles sustancias orgánicas, terrones o piedras que pudiera tener. La grava debe estar limpia, para lo cual se la regará con agua con anterioridad.
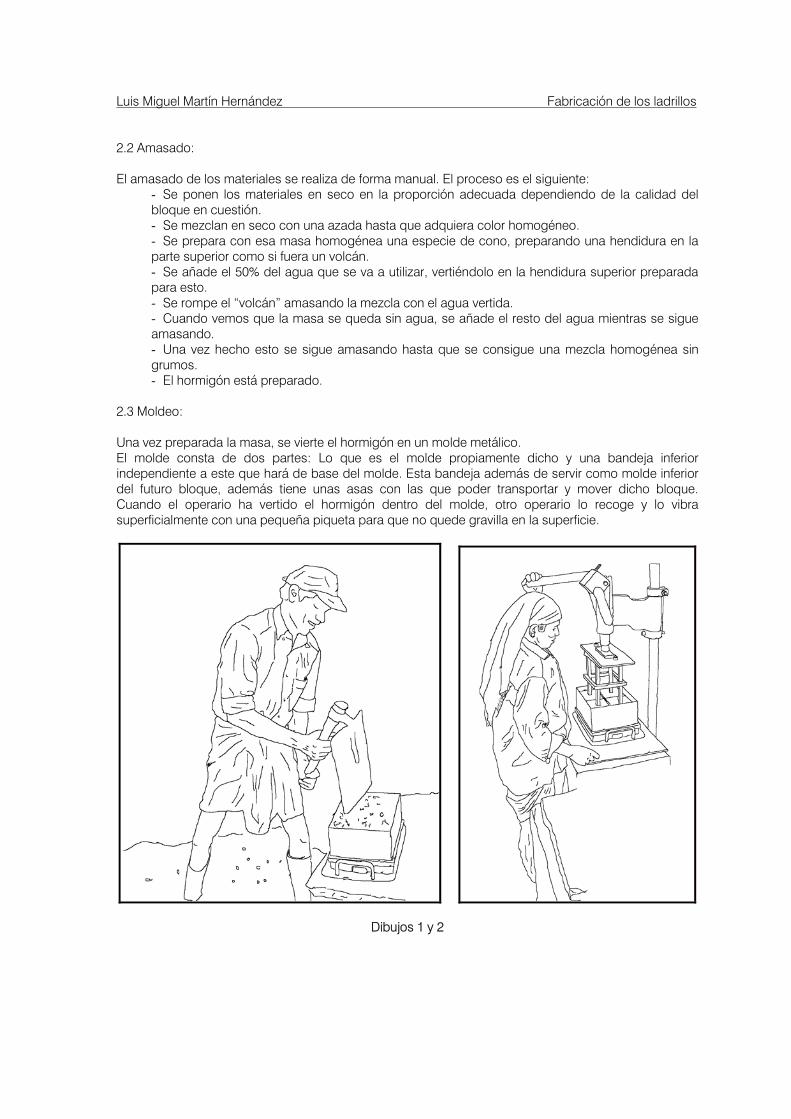
Luis Miguel Martín Hernández Fabricación de los ladrillos
2.2 Amasado:
El amasado de los materiales se realiza de forma manual. El proceso es el siguiente: - Se ponen los materiales en seco en la proporción adecuada dependiendo de la calidad del bloque en cuestión. - Se mezclan en seco con una azada hasta que adquiera color homogéneo. - Se prepara con esa masa homogénea una especie de cono, preparando una hendidura en la parte superior como si fuera un volcán. - Se añade el 50% del agua que se va a utilizar, vertiéndolo en la hendidura superior preparada para esto. - Se rompe el “volcán” amasando la mezcla con el agua vertida. - Cuando vemos que la masa se queda sin agua, se añade el resto del agua mientras se sigue amasando. - Una vez hecho esto se sigue amasando hasta que se consigue una mezcla homogénea sin grumos. - El hormigón está preparado.
2.3 Moldeo:
Una vez preparada la masa, se vierte el hormigón en un molde metálico. El molde consta de dos partes: Lo que es el molde propiamente dicho y una bandeja inferior independiente a este que hará de base del molde. Esta bandeja además de servir como molde inferior del futuro bloque, además tiene unas asas con las que poder transportar y mover dicho bloque. Cuando el operario ha vertido el hormigón dentro del molde, otro operario lo recoge y lo vibra superficialmente con una pequeña piqueta para que no quede gravilla en la superficie.
Dibujos 1 y 2
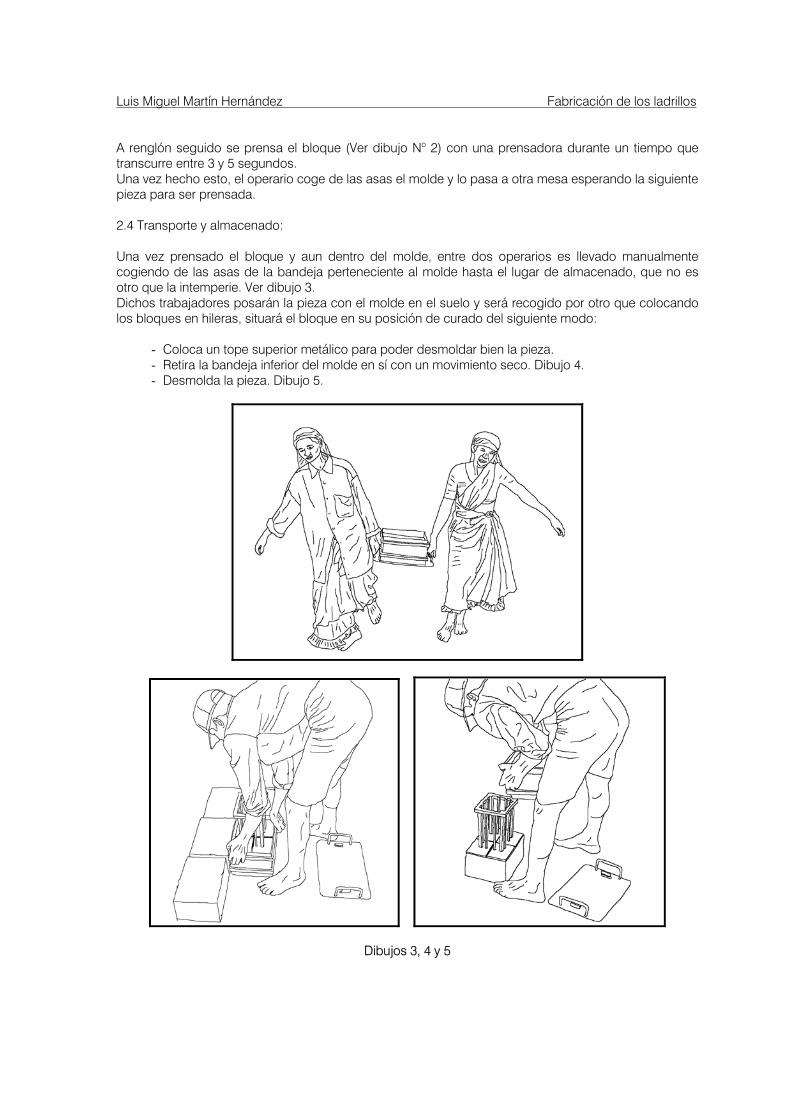
Luis Miguel Martín Hernández Fabricación de los ladrillos
A renglón seguido se prensa el bloque (Ver dibujo No 2) con una prensadora durante un tiempo que transcurre entre 3 y 5 segundos. Una vez hecho esto, el operario coge de las asas el molde y lo pasa a otra mesa esperando la siguiente pieza para ser prensada. 2.4 Transporte y almacenado:
Una vez prensado el bloque y aun dentro del molde, entre dos operarios es llevado manualmente cogiendo de las asas de la bandeja perteneciente al molde hasta el lugar de almacenado, que no es otro que la intemperie. Ver dibujo 3. Dichos trabajadores posarán la pieza con el molde en el suelo y será recogido por otro que colocando los bloques en hileras, situará el bloque en su posición de curado del siguiente modo:
- Coloca un tope superior metálico para poder desmoldar bien la pieza. - Retira la bandeja inferior del molde en sí con un movimiento seco. Dibujo 4. - Desmolda la pieza. Dibujo 5.
Dibujos 3, 4 y 5
Luis Miguel Martín Hernández Fabricación de los ladrillos
2.5 Curado: El proceso de curado es simple: Después de 24 horas de haber fabricado el bloque de hormigón, se le riega abundantemente con agua, dejando transcurrir otras 12 horas para repetir la misma operación de regado. Una vez transcurridos 7 días desde su fabricación se coloca de forma apilada con otros bloques y se deja curar un total de 21 días desde que se fabricó hasta que se puede llevar a obra para ser utilizado. 3. Costes y ganancias: Para todo el proceso de fabricación están empleados 10 operarios, de los cuales 5 son hombres que cobran 80 rupias al día, que significa 1,50 euros al día y 5 mujeres que cobran 70 rupias que equivalen a 1,32 euros. Lo que hace un total de gastos para la fábrica en mano de obra de 750 rupias diarias (14,15 euros). Para los bloques de calidad alta, el precio del cemento utilizado es de 5 rupias por bloque (0,09 euros) y para los de baja calidad el precio es de 3 rupias (0,06 rupias). El precio de la arena utilizada para los bloques de baja calidad es de 0,25 rupias (0,005 euros) por bloque y el de la gravilla es de 0,20 rupias (0,004 euros). Para los bloques de primera calidad el precio de la arena utilizada es de 0,19 rupias (0,004 euros) y el de la gravilla de 0,15 rupias (0,003 euros) por bloque. El transporte del material viene dado en función de la distancia de la que se encuentre la obra en cuestión de la fábrica, pero suele tener unos valores entre 0,50 y 1,10 rupias por bloque que equivalen a 0,009 y 0,02 euros. Sabiendo todo esto se puede hacer un cálculo aproximado de cual es el coste real de un bloque de hormigón y de las ganancias de la fábrica en un día, suponiendo que se venden y se transportan las mil piezas que fabrican diariamente:
3.1 Bloques de alta calidad:
- Costes: Sin tener en cuenta las ganancias ni los costes debidos al porte.
- Mano de obra: - Cemento: - Arena: - Gravilla: TOTAL
750 rs. (14,15 euros) 5.000 rs. (94,34 euros) 187,5 rs. (3,54 euros) 150 rs. (2,83 euros) 6.087,5 rs. (114,86 euros)
- Ganancias: Sin tener en cuenta las ganancias ni los costes debidos al porte.
- Venta de bloques - A descontar costes
TOTAL
6.500 rs. (122,64 euros) 6.087,5 rs. (114,86 euros) 412,5 rs. (7,78 euros)
3.2 Bloques de baja calidad:
- Costes: Sin tener en cuenta las ganancias ni los costes debidos al porte.
Luis Miguel Martín Hernández Fabricación de los ladrillos
- Mano de obra: - Cemento: - Arena: - Gravilla: TOTAL
750 rs. (14,15 euros) 3.000 rs. (94,34 euros) 250 rs. (4,72 euros) 200 rs. (3,77 euros) 4.200 rs. (79,24 euros)
- Ganancias: Sin tener en cuenta las ganancias ni los costes debidos al porte.
- Venta de bloques - A descontar costes
TOTAL
4.500 rs. (122,64 euros) 4.200 rs. (79,24 euros) 300 rs. (5,66 euros)
4.2.2. LADRILLO MANUAL DE ADOBE 1.Generalidades: Este tipo de ladrillo se caracteriza por estar compuesto de un 40% de adobe y un 60% de arena. El nombre técnico que utilizan para denominar este ladrillo es “Table Mould Mud Brick”, su significado literal es Ladrillo de barro en mesa de molde, debido a los utensilios que utilizan para darle forma. La dimensión de esta clase de ladrillo está estandarizada, siendo siempre de 22x 10x 7 cm. El acabado es bastante irregular, tanto superficial como internamente, teniendo muchas oquedades en el interior y muchas irregularidades en el exterior, estas ultimas debido al tipo de moldeo al que está sometido. No tiene un sonido metálico claro por percusión. Estos ladrillos son utilizados para poner el sello del fabricante en ellos, de tal forma que el molde empleados para su fabricación tiene las siglas de la empresa fabricante. La producción de estos ladrillos es de 6.000 ladrillos por día y por fosa de almacenaje. Siendo el valor en el Mercado de 1,50 rupias ( 0,028 euros) por ladrillo. 2. Proceso de fabricación: El proceso de fabricación del ladrillo de adobe hecho manualmente es el siguiente:
2.1 Materiales:
Se tiene almacenado los distintos tipos de materiales que se van a emplear en el proceso. Cubriéndolos si fuese necesario en caso de lluvia para que no adquieran humedad. Se utilizará arena de río, la cual no debe contener agua y estará limpia de impurezas, para lo cual se filtrará a través de una rejilla para quitarla las posibles sustancias orgánicas, terrones o piedras que pudiera tener. El adobe esta formado por barro y excrementos secos de animales, mezclados en una proporción del 30 y 70 % respectivamente.
2.2 Amasado:
El amasado de los materiales se realiza de forma manual. El proceso es el siguiente:
- Se vierte todo el material en una especie de cuenco gigante excavado en la tierra de 6m. de diámetro y 0,5 m. de altura, llamado Pick. De tal forma que se utiliza un 60 % de arena y un 40 % de adobe.
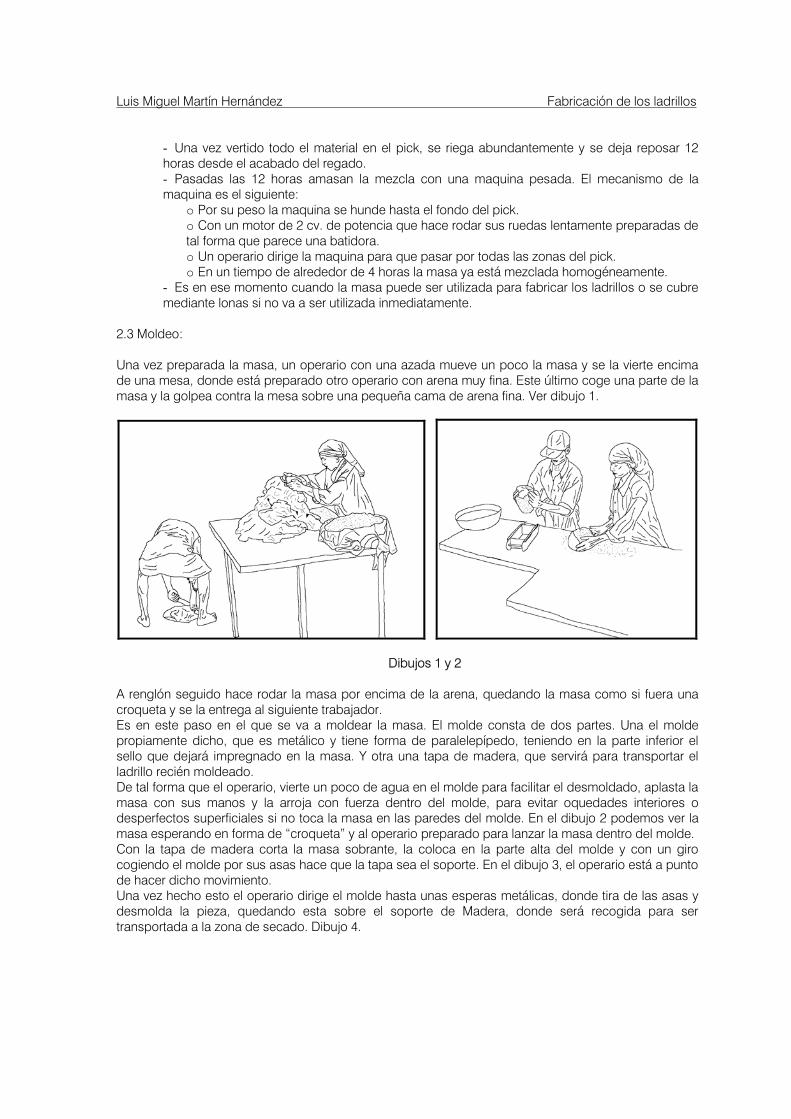
Luis Miguel Martín Hernández Fabricación de los ladrillos
- Una vez vertido todo el material en el pick, se riega abundantemente y se deja reposar 12 horas desde el acabado del regado. - Pasadas las 12 horas amasan la mezcla con una maquina pesada. El mecanismo de la maquina es el siguiente:
o Por su peso la maquina se hunde hasta el fondo del pick. o Con un motor de 2 cv. de potencia que hace rodar sus ruedas lentamente preparadas de tal forma que parece una batidora. o Un operario dirige la maquina para que pasar por todas las zonas del pick. o En un tiempo de alrededor de 4 horas la masa ya está mezclada homogéneamente.
- Es en ese momento cuando la masa puede ser utilizada para fabricar los ladrillos o se cubre mediante lonas si no va a ser utilizada inmediatamente.
2.3 Moldeo:
Una vez preparada la masa, un operario con una azada mueve un poco la masa y se la vierte encima de una mesa, donde está preparado otro operario con arena muy fina. Este último coge una parte de la masa y la golpea contra la mesa sobre una pequeña cama de arena fina. Ver dibujo 1.
Dibujos 1 y 2
A renglón seguido hace rodar la masa por encima de la arena, quedando la masa como si fuera una croqueta y se la entrega al siguiente trabajador. Es en este paso en el que se va a moldear la masa. El molde consta de dos partes. Una el molde propiamente dicho, que es metálico y tiene forma de paralelepípedo, teniendo en la parte inferior el sello que dejará impregnado en la masa. Y otra una tapa de madera, que servirá para transportar el ladrillo recién moldeado. De tal forma que el operario, vierte un poco de agua en el molde para facilitar el desmoldado, aplasta la masa con sus manos y la arroja con fuerza dentro del molde, para evitar oquedades interiores o desperfectos superficiales si no toca la masa en las paredes del molde. En el dibujo 2 podemos ver la masa esperando en forma de “croqueta” y al operario preparado para lanzar la masa dentro del molde. Con la tapa de madera corta la masa sobrante, la coloca en la parte alta del molde y con un giro cogiendo el molde por sus asas hace que la tapa sea el soporte. En el dibujo 3, el operario está a punto de hacer dicho movimiento. Una vez hecho esto el operario dirige el molde hasta unas esperas metálicas, donde tira de las asas y desmolda la pieza, quedando esta sobre el soporte de Madera, donde será recogida para ser transportada a la zona de secado. Dibujo 4.
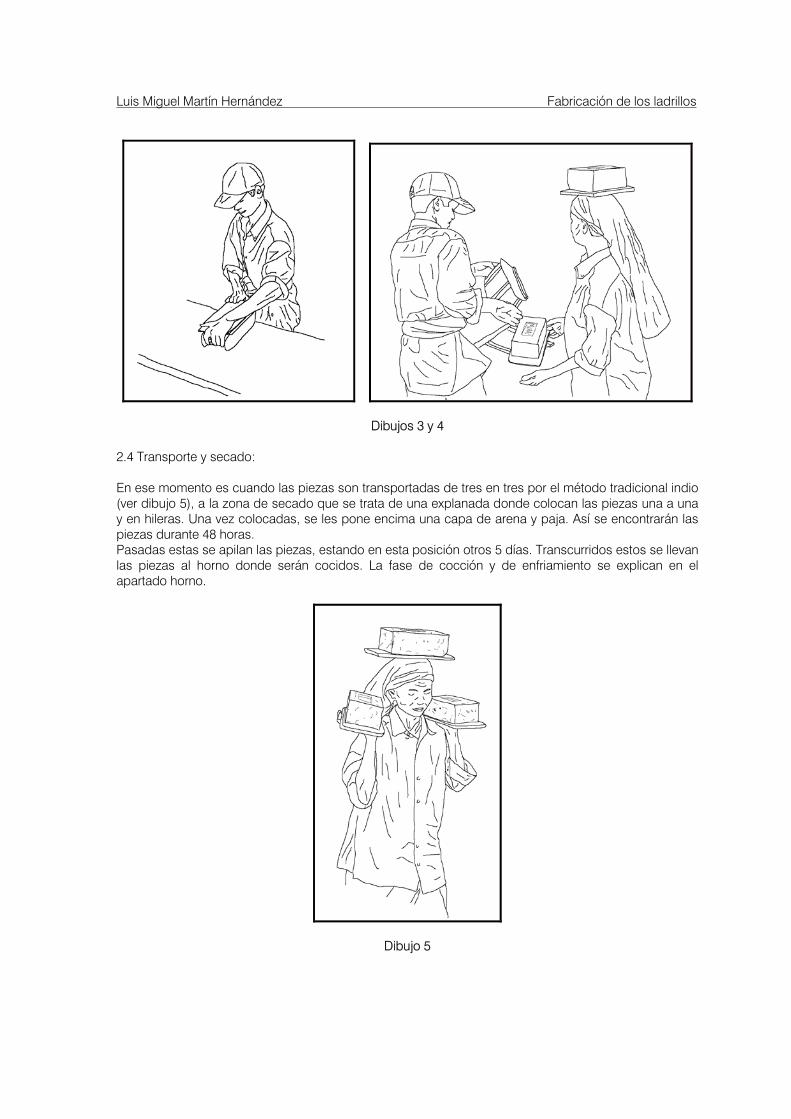
Luis Miguel Martín Hernández Fabricación de los ladrillos
Dibujos 3 y 4 2.4 Transporte y secado:
En ese momento es cuando las piezas son transportadas de tres en tres por el método tradicional indio (ver dibujo 5), a la zona de secado que se trata de una explanada donde colocan las piezas una a una y en hileras. Una vez colocadas, se les pone encima una capa de arena y paja. Así se encontrarán las piezas durante 48 horas. Pasadas estas se apilan las piezas, estando en esta posición otros 5 días. Transcurridos estos se llevan las piezas al horno donde serán cocidos. La fase de cocción y de enfriamiento se explican en el apartado horno.
Dibujo 5
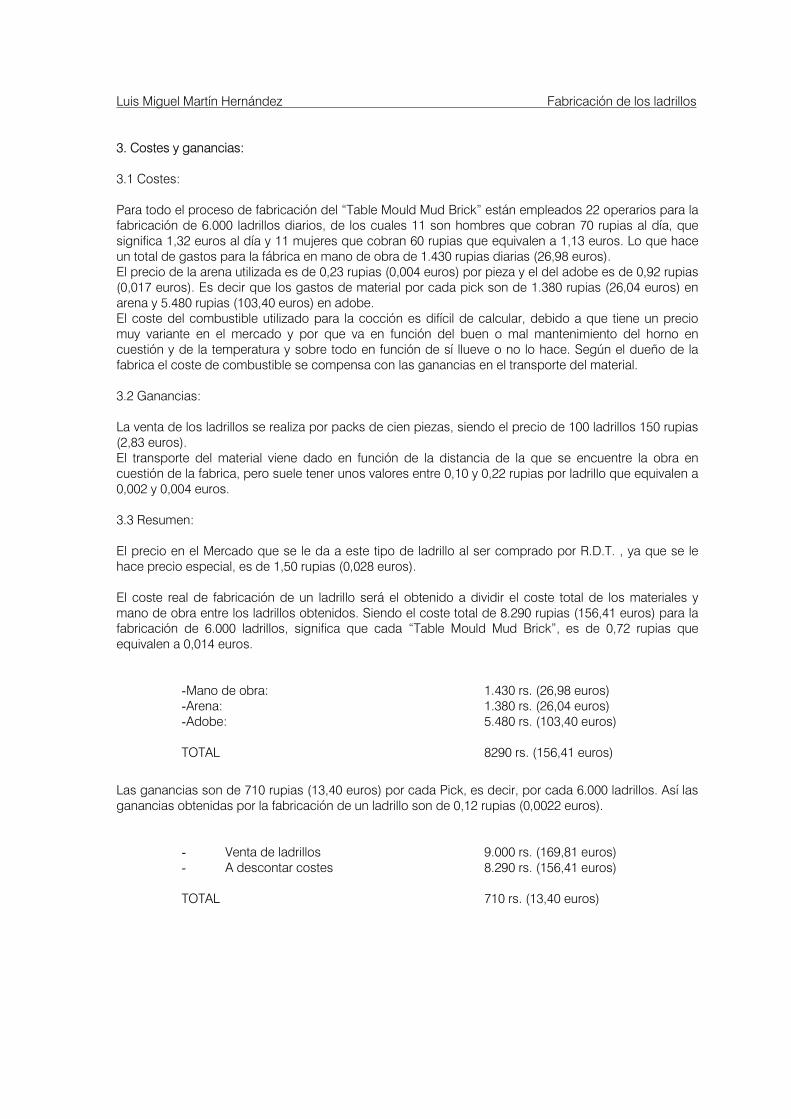
Luis Miguel Martín Hernández Fabricación de los ladrillos
3. Costes y ganancias: 3.1 Costes:
Para todo el proceso de fabricación del “Table Mould Mud Brick” están empleados 22 operarios para la fabricación de 6.000 ladrillos diarios, de los cuales 11 son hombres que cobran 70 rupias al día, que significa 1,32 euros al día y 11 mujeres que cobran 60 rupias que equivalen a 1,13 euros. Lo que hace un total de gastos para la fábrica en mano de obra de 1.430 rupias diarias (26,98 euros). El precio de la arena utilizada es de 0,23 rupias (0,004 euros) por pieza y el del adobe es de 0,92 rupias (0,017 euros). Es decir que los gastos de material por cada pick son de 1.380 rupias (26,04 euros) en arena y 5.480 rupias (103,40 euros) en adobe. El coste del combustible utilizado para la cocción es difícil de calcular, debido a que tiene un precio muy variante en el mercado y por que va en función del buen o mal mantenimiento del horno en cuestión y de la temperatura y sobre todo en función de sí llueve o no lo hace. Según el dueño de la fabrica el coste de combustible se compensa con las ganancias en el transporte del material. 3.2 Ganancias:
La venta de los ladrillos se realiza por packs de cien piezas, siendo el precio de 100 ladrillos 150 rupias (2,83 euros). El transporte del material viene dado en función de la distancia de la que se encuentre la obra en cuestión de la fabrica, pero suele tener unos valores entre 0,10 y 0,22 rupias por ladrillo que equivalen a 0,002 y 0,004 euros. 3.3 Resumen:
El precio en el Mercado que se le da a este tipo de ladrillo al ser comprado por R.D.T. , ya que se le hace precio especial, es de 1,50 rupias (0,028 euros).
El coste real de fabricación de un ladrillo será el obtenido a dividir el coste total de los materiales y mano de obra entre los ladrillos obtenidos. Siendo el coste total de 8.290 rupias (156,41 euros) para la fabricación de 6.000 ladrillos, significa que cada “Table Mould Mud Brick”, es de 0,72 rupias que equivalen a 0,014 euros.
- Mano de obra: - Arena: - Adobe: TOTAL
1.430 rs. (26,98 euros) 1.380 rs. (26,04 euros) 5.480 rs. (103,40 euros) 8290 rs. (156,41 euros)
Las ganancias son de 710 rupias (13,40 euros) por cada Pick, es decir, por cada 6.000 ladrillos. Así las ganancias obtenidas por la fabricación de un ladrillo son de 0,12 rupias (0,0022 euros).
- Venta de ladrillos - A descontar costes
TOTAL
9.000 rs. (169,81 euros) 8.290 rs. (156,41 euros) 710 rs. (13,40 euros)
Luis Miguel Martín Hernández Fabricación de los ladrillos
4.2.3. LADRILLO MANUFACTURADO DE ADOBE
1.Generalidades: A este tipo de ladrillo se le llama “Wire Cut Mud Brick”, que significa Ladrillo de barro cortado por alambre y se caracteriza por estar compuesto de un 50% de adobe y un 50% de arena. Se dice que es manufacturado debido a que utilizan maquinas como extrusoras para la fase de moldeo o hilos para cortar las piezas. La dimensión de esta clase de ladrillo está estandarizada, siendo como siempre de 22x 10x 7 cm. El acabado es mejor que en el “Table molde brick”, tanto superficial como internamente. En el interior mejoran las oquedades debido a la extrusión a la que someten a la pieza en la fase de moldeo. Exteriormente, las únicas irregularidades se producen en la tabla de la pieza debido al movimiento de los hilos a la hora de cortarla y en los bordes al ser manipulados manualmente en la fase de corte. Tiene un sonido metálico claro por percusión. Otras diferencias con los “Table molde brick” es que no tienen ningún tipo de seño o distintivo o que el tiempo de secado y almacenado es mayor. La producción de estos ladrillos es de 10.000 ladrillos por día. Siendo el valor en el Mercado de 1,80 rupias ( 0,034 euros) por ladrillo. 2. Proceso de fabricación: El proceso de fabricación del ladrillo “Wire Cut Mud Brick” es el siguiente: 2.1 Materiales: Se tiene almacenado los distintos tipos de materiales que se van a emplear en el proceso. Cubriéndolos si fuese necesario en caso de lluvia para que no adquieran humedad. Se utilizará arena de río, la cual no debe contener agua y estará limpia de impurezas, para lo cual se filtrará a través de una rejilla para quitarla las posibles sustancias orgánicas, terrones o piedras que pudiera tener. El adobe esta formado por barro y excrementos secos de animales, mezclados en una proporción del 30 y 70 % respectivamente. 2.2 Preparación del material:
El proceso es el siguiente:
- Se ponen capas de 30 cm. de espesor de adobe y de arena alternativamente, humedeciéndolas con agua cada dos capas, es decir, cada capa de arena y adobe se riega.
- Se deja reposar 12 horas. - Pasadas las 12 horas un operario con una pica va destrozando la montaña de material,
mientras que otros mezclan primero y luego recogen ese material con azadas en cestos de mimbre. Dibujo 1.
- Esos cestos son llevados por el método tradicional indio y vierten su contenido en una cinta transportadora que conduce el material hasta el interior de la fábrica (Fase de moldeo). Ver dibujo 2.
2.3 Moldeo:
El material es llevado en cinta transportadora hasta la maquina extrusora, la cual trabaja del siguiente modo:
- La cinta transportadora vierte el material entre unos rodillos que dirigen la masa a una vulva de almacenado, de forma troncopiramidal.

Luis Miguel Martín Hernández Fabricación de los ladrillos
Dibujos1 y 2
- La vulva deja caer poco a poco el material en un tornillo sin fin, movido por poleas, que hace que la masa se homogeneice y no queden oquedades en el interior de la masa. En esta fase la maquina añade un poco de agua a la masa.
- El tornillo lleva la masa hasta la boquilla de la extrusora y va empujando la masa a través de la boquilla. La mezcla coge la forma que le da la boquilla y mediante unos rodillos sale hacia afuera donde es recogida por un operario. Este operario tiene una mesa móvil con dos posiciones: posición de corte y posición de recogida.
- De tal forma que mueve la mesa para cortar las piezas y luego las retira en la mesa para llevarlas a almacenar. Dicha mesa tiene topes que marcan exactamente el corte exacto de dos ladrillos. Dibujo 3.
Dibujos 3 y 4
- El trabajador impulsa una palanca que tiene dos hilos de alambre contra la mesa y corta perfectamente la masa, produciendo dos piezas cerámicas.
- A renglón seguido otro operario recoge esas piezas y las coloca sobre una mesa preparada con desencofrante para que no se adhiera el material a la superficie.
- Se colocan las piezas en un carrito con ruedas neumáticas, disponiéndolas como se ve en el dibujo 4.
- Una vez lleno el carrito pasamos a la fase de transporte y secado.
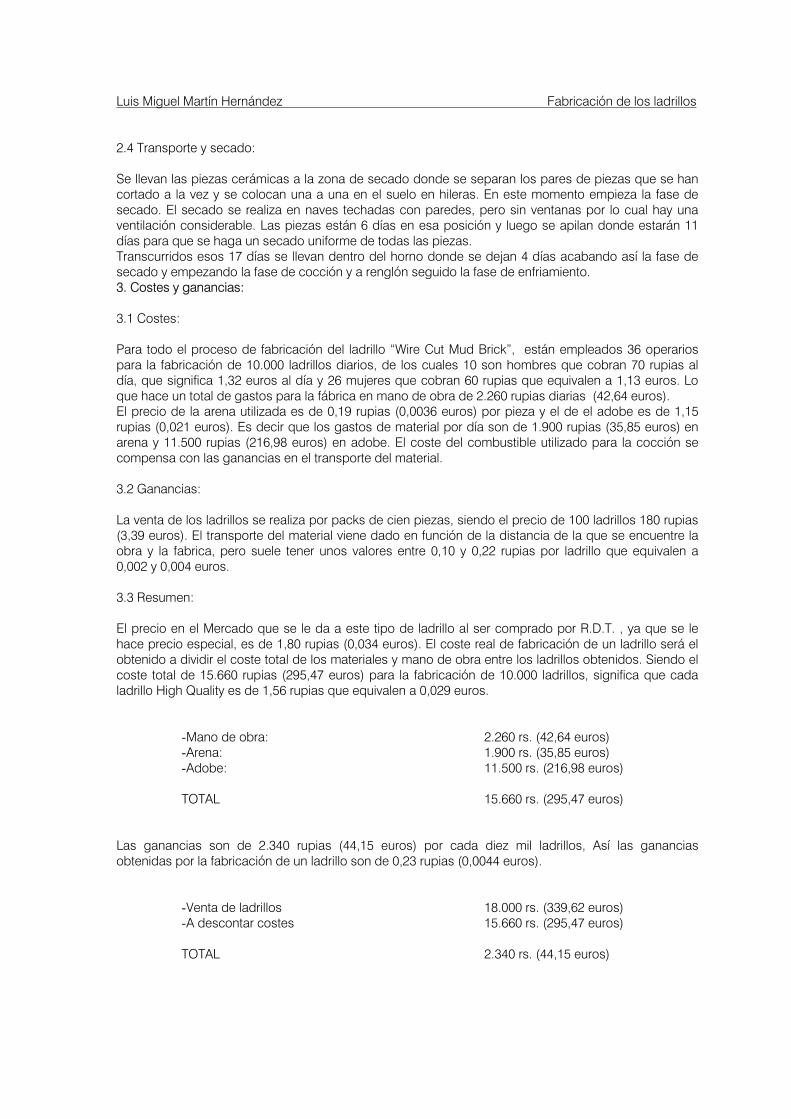
Luis Miguel Martín Hernández Fabricación de los ladrillos
2.4 Transporte y secado: Se llevan las piezas cerámicas a la zona de secado donde se separan los pares de piezas que se han cortado a la vez y se colocan una a una en el suelo en hileras. En este momento empieza la fase de secado. El secado se realiza en naves techadas con paredes, pero sin ventanas por lo cual hay una ventilación considerable. Las piezas están 6 días en esa posición y luego se apilan donde estarán 11 días para que se haga un secado uniforme de todas las piezas. Transcurridos esos 17 días se llevan dentro del horno donde se dejan 4 días acabando así la fase de secado y empezando la fase de cocción y a renglón seguido la fase de enfriamiento. 3. Costes y ganancias: 3.1 Costes: Para todo el proceso de fabricación del ladrillo “Wire Cut Mud Brick”, están empleados 36 operarios para la fabricación de 10.000 ladrillos diarios, de los cuales 10 son hombres que cobran 70 rupias al día, que significa 1,32 euros al día y 26 mujeres que cobran 60 rupias que equivalen a 1,13 euros. Lo que hace un total de gastos para la fábrica en mano de obra de 2.260 rupias diarias (42,64 euros). El precio de la arena utilizada es de 0,19 rupias (0,0036 euros) por pieza y el de el adobe es de 1,15 rupias (0,021 euros). Es decir que los gastos de material por día son de 1.900 rupias (35,85 euros) en arena y 11.500 rupias (216,98 euros) en adobe. El coste del combustible utilizado para la cocción se compensa con las ganancias en el transporte del material. 3.2 Ganancias: La venta de los ladrillos se realiza por packs de cien piezas, siendo el precio de 100 ladrillos 180 rupias (3,39 euros). El transporte del material viene dado en función de la distancia de la que se encuentre la obra y la fabrica, pero suele tener unos valores entre 0,10 y 0,22 rupias por ladrillo que equivalen a 0,002 y 0,004 euros. 3.3 Resumen: El precio en el Mercado que se le da a este tipo de ladrillo al ser comprado por R.D.T. , ya que se le hace precio especial, es de 1,80 rupias (0,034 euros). El coste real de fabricación de un ladrillo será el obtenido a dividir el coste total de los materiales y mano de obra entre los ladrillos obtenidos. Siendo el coste total de 15.660 rupias (295,47 euros) para la fabricación de 10.000 ladrillos, significa que cada ladrillo High Quality es de 1,56 rupias que equivalen a 0,029 euros.
- Mano de obra: - Arena: - Adobe: TOTAL
2.260 rs. (42,64 euros) 1.900 rs. (35,85 euros) 11.500 rs. (216,98 euros) 15.660 rs. (295,47 euros)
Las ganancias son de 2.340 rupias (44,15 euros) por cada diez mil ladrillos, Así las ganancias obtenidas por la fabricación de un ladrillo son de 0,23 rupias (0,0044 euros).
- Venta de ladrillos - A descontar costes
TOTAL
18.000 rs. (339,62 euros) 15.660 rs. (295,47 euros) 2.340 rs. (44,15 euros)
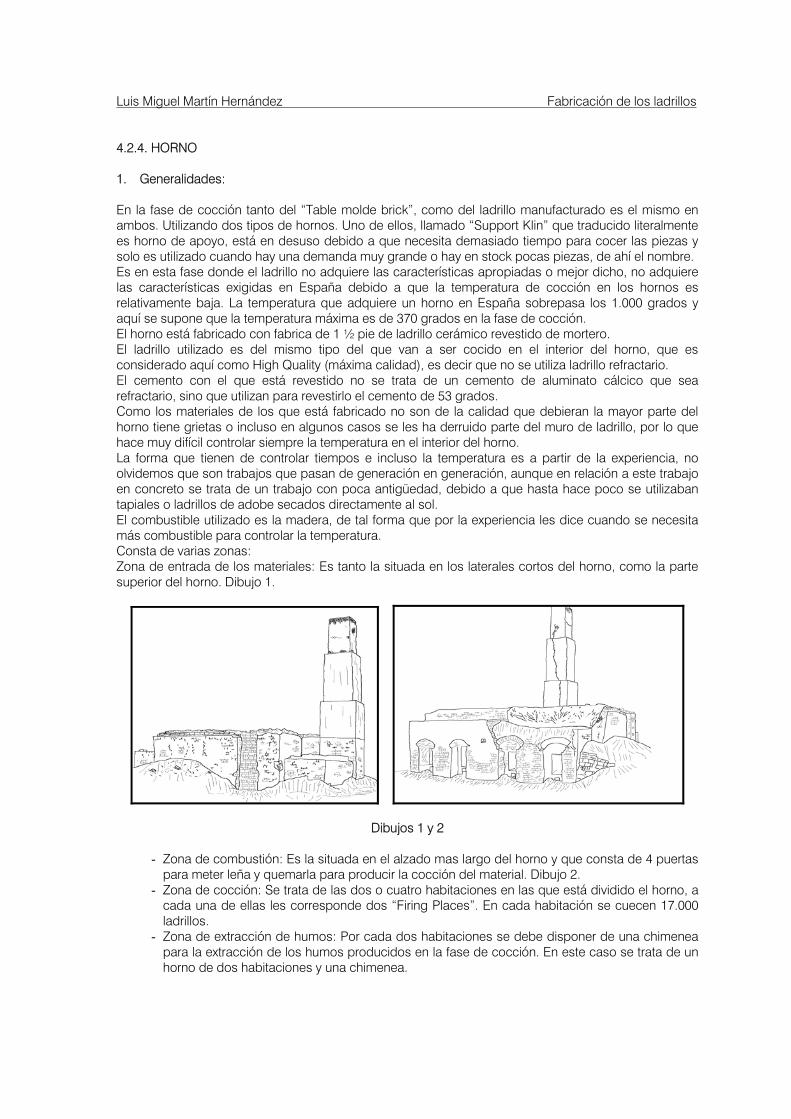
Luis Miguel Martín Hernández Fabricación de los ladrillos
4.2.4. HORNO 1. Generalidades: En la fase de cocción tanto del “Table molde brick”, como del ladrillo manufacturado es el mismo en ambos. Utilizando dos tipos de hornos. Uno de ellos, llamado “Support Klin” que traducido literalmente es horno de apoyo, está en desuso debido a que necesita demasiado tiempo para cocer las piezas y solo es utilizado cuando hay una demanda muy grande o hay en stock pocas piezas, de ahí el nombre. Es en esta fase donde el ladrillo no adquiere las características apropiadas o mejor dicho, no adquiere las características exigidas en España debido a que la temperatura de cocción en los hornos es relativamente baja. La temperatura que adquiere un horno en España sobrepasa los 1.000 grados y aquí se supone que la temperatura máxima es de 370 grados en la fase de cocción. El horno está fabricado con fabrica de 1 ½ pie de ladrillo cerámico revestido de mortero. El ladrillo utilizado es del mismo tipo del que van a ser cocido en el interior del horno, que es considerado aquí como High Quality (máxima calidad), es decir que no se utiliza ladrillo refractario. El cemento con el que está revestido no se trata de un cemento de aluminato cálcico que sea refractario, sino que utilizan para revestirlo el cemento de 53 grados. Como los materiales de los que está fabricado no son de la calidad que debieran la mayor parte del horno tiene grietas o incluso en algunos casos se les ha derruido parte del muro de ladrillo, por lo que hace muy difícil controlar siempre la temperatura en el interior del horno. La forma que tienen de controlar tiempos e incluso la temperatura es a partir de la experiencia, no olvidemos que son trabajos que pasan de generación en generación, aunque en relación a este trabajo en concreto se trata de un trabajo con poca antigüedad, debido a que hasta hace poco se utilizaban tapiales o ladrillos de adobe secados directamente al sol. El combustible utilizado es la madera, de tal forma que por la experiencia les dice cuando se necesita más combustible para controlar la temperatura. Consta de varias zonas: Zona de entrada de los materiales: Es tanto la situada en los laterales cortos del horno, como la parte superior del horno. Dibujo 1.
Dibujos 1 y 2
- Zona de combustión: Es la situada en el alzado mas largo del horno y que consta de 4 puertas para meter leña y quemarla para producir la cocción del material. Dibujo 2.
- Zona de cocción: Se trata de las dos o cuatro habitaciones en las que está dividido el horno, a cada una de ellas les corresponde dos “Firing Places”. En cada habitación se cuecen 17.000 ladrillos.
- Zona de extracción de humos: Por cada dos habitaciones se debe disponer de una chimenea para la extracción de los humos producidos en la fase de cocción. En este caso se trata de un horno de dos habitaciones y una chimenea.
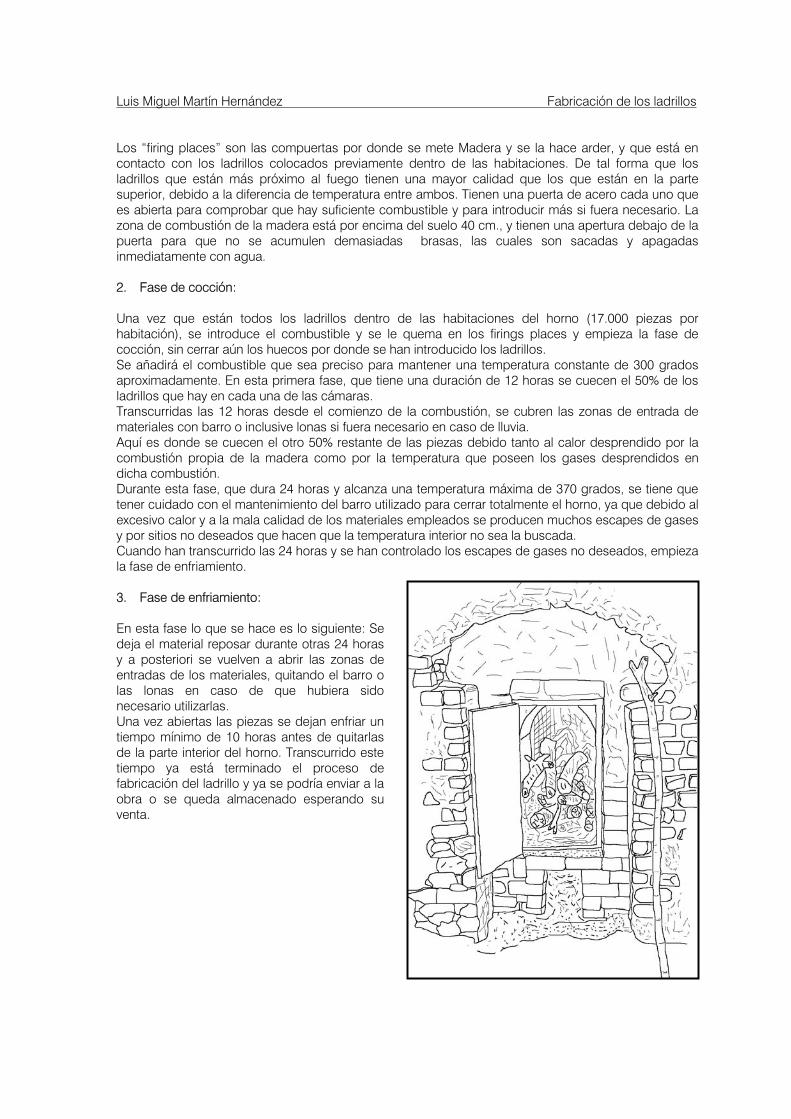
Luis Miguel Martín Hernández Fabricación de los ladrillos
Los “firing places” son las compuertas por donde se mete Madera y se la hace arder, y que está en contacto con los ladrillos colocados previamente dentro de las habitaciones. De tal forma que los ladrillos que están más próximo al fuego tienen una mayor calidad que los que están en la parte superior, debido a la diferencia de temperatura entre ambos. Tienen una puerta de acero cada uno que es abierta para comprobar que hay suficiente combustible y para introducir más si fuera necesario. La zona de combustión de la madera está por encima del suelo 40 cm., y tienen una apertura debajo de la puerta para que no se acumulen demasiadas brasas, las cuales son sacadas y apagadas inmediatamente con agua. 2. Fase de cocción: Una vez que están todos los ladrillos dentro de las habitaciones del horno (17.000 piezas por habitación), se introduce el combustible y se le quema en los firings places y empieza la fase de cocción, sin cerrar aún los huecos por donde se han introducido los ladrillos. Se añadirá el combustible que sea preciso para mantener una temperatura constante de 300 grados aproximadamente. En esta primera fase, que tiene una duración de 12 horas se cuecen el 50% de los ladrillos que hay en cada una de las cámaras. Transcurridas las 12 horas desde el comienzo de la combustión, se cubren las zonas de entrada de materiales con barro o inclusive lonas si fuera necesario en caso de lluvia. Aquí es donde se cuecen el otro 50% restante de las piezas debido tanto al calor desprendido por la combustión propia de la madera como por la temperatura que poseen los gases desprendidos en dicha combustión. Durante esta fase, que dura 24 horas y alcanza una temperatura máxima de 370 grados, se tiene que tener cuidado con el mantenimiento del barro utilizado para cerrar totalmente el horno, ya que debido al excesivo calor y a la mala calidad de los materiales empleados se producen muchos escapes de gases y por sitios no deseados que hacen que la temperatura interior no sea la buscada. Cuando han transcurrido las 24 horas y se han controlado los escapes de gases no deseados, empieza la fase de enfriamiento. 3. Fase de enfriamiento: En esta fase lo que se hace es lo siguiente: Se deja el material reposar durante otras 24 horas y a posteriori se vuelven a abrir las zonas de entradas de los materiales, quitando el barro o las lonas en caso de que hubiera sido necesario utilizarlas. Una vez abiertas las piezas se dejan enfriar un tiempo mínimo de 10 horas antes de quitarlas de la parte interior del horno. Transcurrido este tiempo ya está terminado el proceso de fabricación del ladrillo y ya se podría enviar a la obra o se queda almacenado esperando su venta.
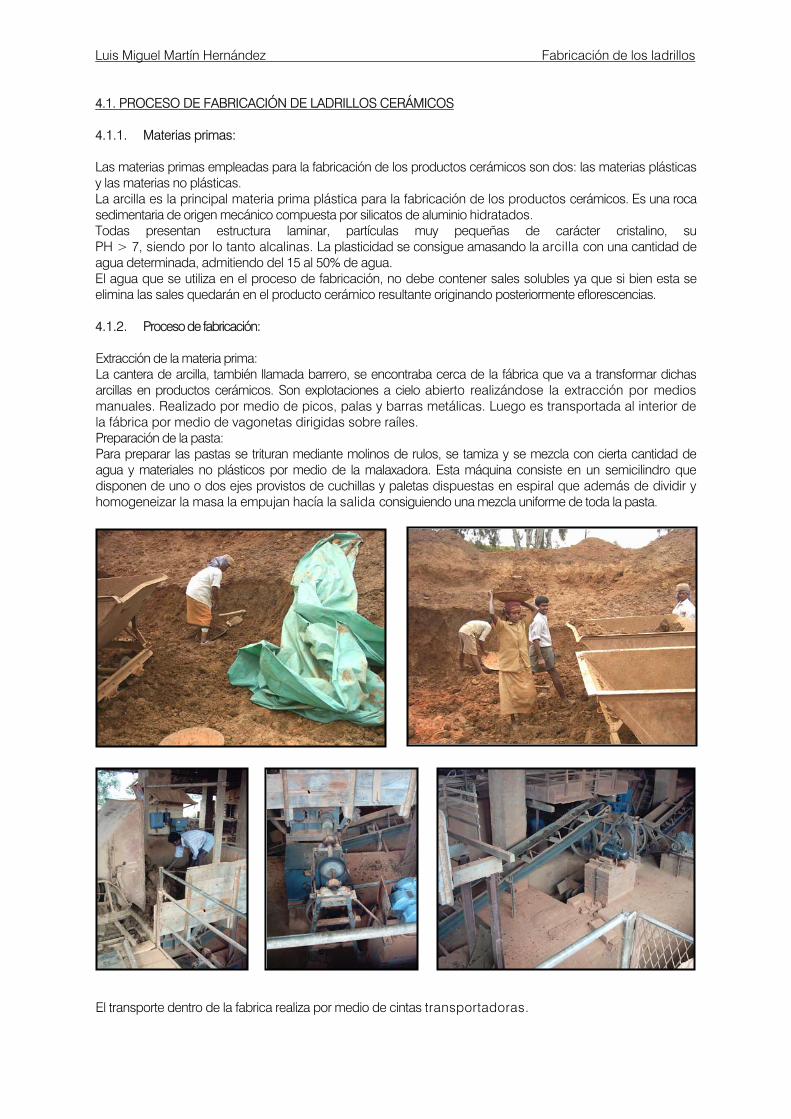
Luis Miguel Martín Hernández Fabricación de los ladrillos
4.1. PROCESO DE FABRICACIÓN DE LADRILLOS CERÁMICOS 4.1.1. Materias primas: Las materias primas empleadas para la fabricación de los productos cerámicos son dos: las materias plásticas y las materias no plásticas. La arcilla es la principal materia prima plástica para la fabricación de los productos cerámicos. Es una roca sedimentaria de origen mecánico compuesta por silicatos de aluminio hidratados. Todas presentan estructura laminar, partículas muy pequeñas de carácter cristalino, su PH > 7, siendo por lo tanto alcalinas. La plasticidad se consigue amasando la arcilla con una cantidad de agua determinada, admitiendo del 15 al 50% de agua. El agua que se utiliza en el proceso de fabricación, no debe contener sales solubles ya que si bien esta se elimina las sales quedarán en el producto cerámico resultante originando posteriormente eflorescencias. 4.1.2. Proceso de fabricación:
Extracción de la materia prima: La cantera de arcilla, también llamada barrero, se encontraba cerca de la fábrica que va a transformar dichas arcillas en productos cerámicos. Son explotaciones a cielo abierto realizándose la extracción por medios manuales. Realizado por medio de picos, palas y barras metálicas. Luego es transportada al interior de la fábrica por medio de vagonetas dirigidas sobre raíles. Preparación de la pasta: Para preparar las pastas se trituran mediante molinos de rulos, se tamiza y se mezcla con cierta cantidad de agua y materiales no plásticos por medio de la malaxadora. Esta máquina consiste en un semicilindro que disponen de uno o dos ejes provistos de cuchillas y paletas dispuestas en espiral que además de dividir y homogeneizar la masa la empujan hacía la salida consiguiendo una mezcla uniforme de toda la pasta.
El transporte dentro de la fabrica realiza por medio de cintas transportadoras.
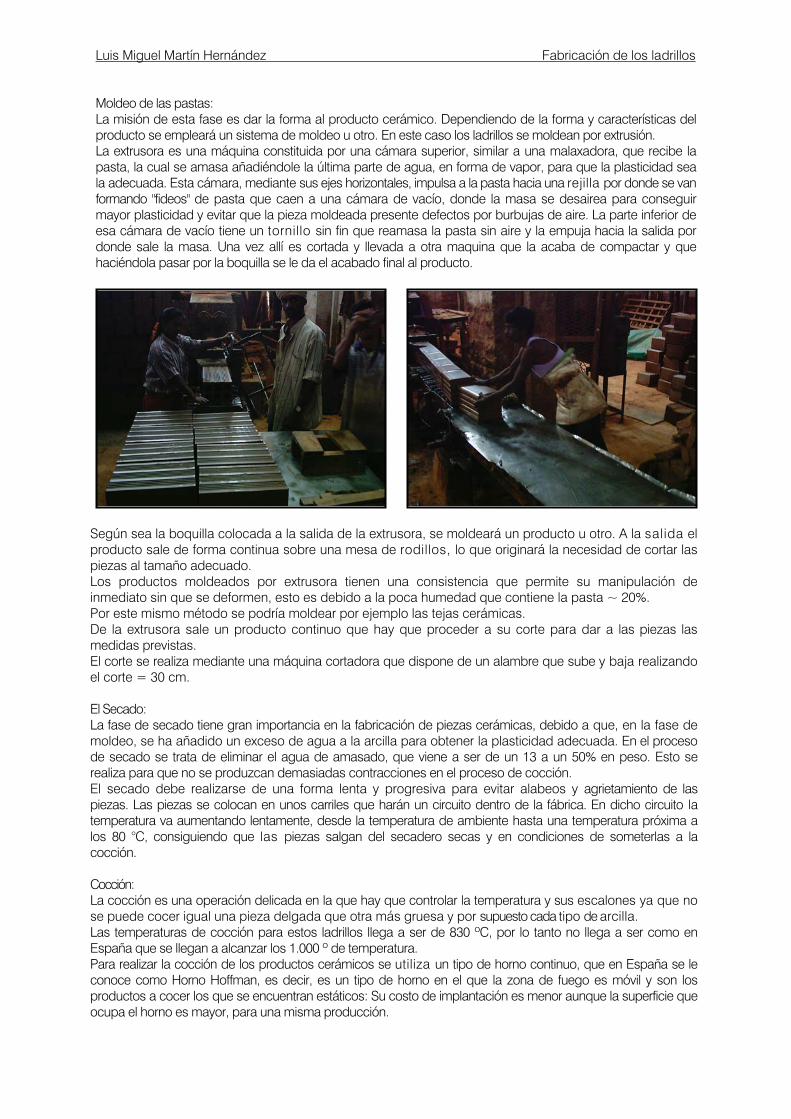
Luis Miguel Martín Hernández Fabricación de los ladrillos
Moldeo de las pastas: La misión de esta fase es dar la forma al producto cerámico. Dependiendo de la forma y características del producto se empleará un sistema de moldeo u otro. En este caso los ladrillos se moldean por extrusión. La extrusora es una máquina constituida por una cámara superior, similar a una malaxadora, que recibe la pasta, la cual se amasa añadiéndole la última parte de agua, en forma de vapor, para que la plasticidad sea la adecuada. Esta cámara, mediante sus ejes horizontales, impulsa a la pasta hacia una rejilla por donde se van formando "fideos" de pasta que caen a una cámara de vacío, donde la masa se desairea para conseguir mayor plasticidad y evitar que la pieza moldeada presente defectos por burbujas de aire. La parte inferior de esa cámara de vacío tiene un tornillo sin fin que reamasa la pasta sin aire y la empuja hacia la salida por donde sale la masa. Una vez allí es cortada y llevada a otra maquina que la acaba de compactar y que haciéndola pasar por la boquilla se le da el acabado final al producto.
Según sea la boquilla colocada a la salida de la extrusora, se moldeará un producto u otro. A la salida el producto sale de forma continua sobre una mesa de rodillos, lo que originará la necesidad de cortar las piezas al tamaño adecuado. Los productos moldeados por extrusora tienen una consistencia que permite su manipulación de inmediato sin que se deformen, esto es debido a la poca humedad que contiene la pasta ~ 20%. Por este mismo método se podría moldear por ejemplo las tejas cerámicas. De la extrusora sale un producto continuo que hay que proceder a su corte para dar a las piezas las medidas previstas. El corte se realiza mediante una máquina cortadora que dispone de un alambre que sube y baja realizando el corte = 30 cm. El Secado: La fase de secado tiene gran importancia en la fabricación de piezas cerámicas, debido a que, en la fase de moldeo, se ha añadido un exceso de agua a la arcilla para obtener la plasticidad adecuada. En el proceso de secado se trata de eliminar el agua de amasado, que viene a ser de un 13 a un 50% en peso. Esto se realiza para que no se produzcan demasiadas contracciones en el proceso de cocción. El secado debe realizarse de una forma lenta y progresiva para evitar alabeos y agrietamiento de las piezas. Las piezas se colocan en unos carriles que harán un circuito dentro de la fábrica. En dicho circuito la temperatura va aumentando lentamente, desde la temperatura de ambiente hasta una temperatura próxima a los 80 °C, consiguiendo que las piezas salgan del secadero secas y en condiciones de someterlas a la cocción. Cocción: La cocción es una operación delicada en la que hay que controlar la temperatura y sus escalones ya que no se puede cocer igual una pieza delgada que otra más gruesa y por supuesto cada tipo de arcilla. Las temperaturas de cocción para estos ladrillos llega a ser de 830 ºC, por lo tanto no llega a ser como en España que se llegan a alcanzar los 1.000 º de temperatura. Para realizar la cocción de los productos cerámicos se utiliza un tipo de horno continuo, que en España se le conoce como Horno Hoffman, es decir, es un tipo de horno en el que la zona de fuego es móvil y son los productos a cocer los que se encuentran estáticos: Su costo de implantación es menor aunque la superficie que ocupa el horno es mayor, para una misma producción.
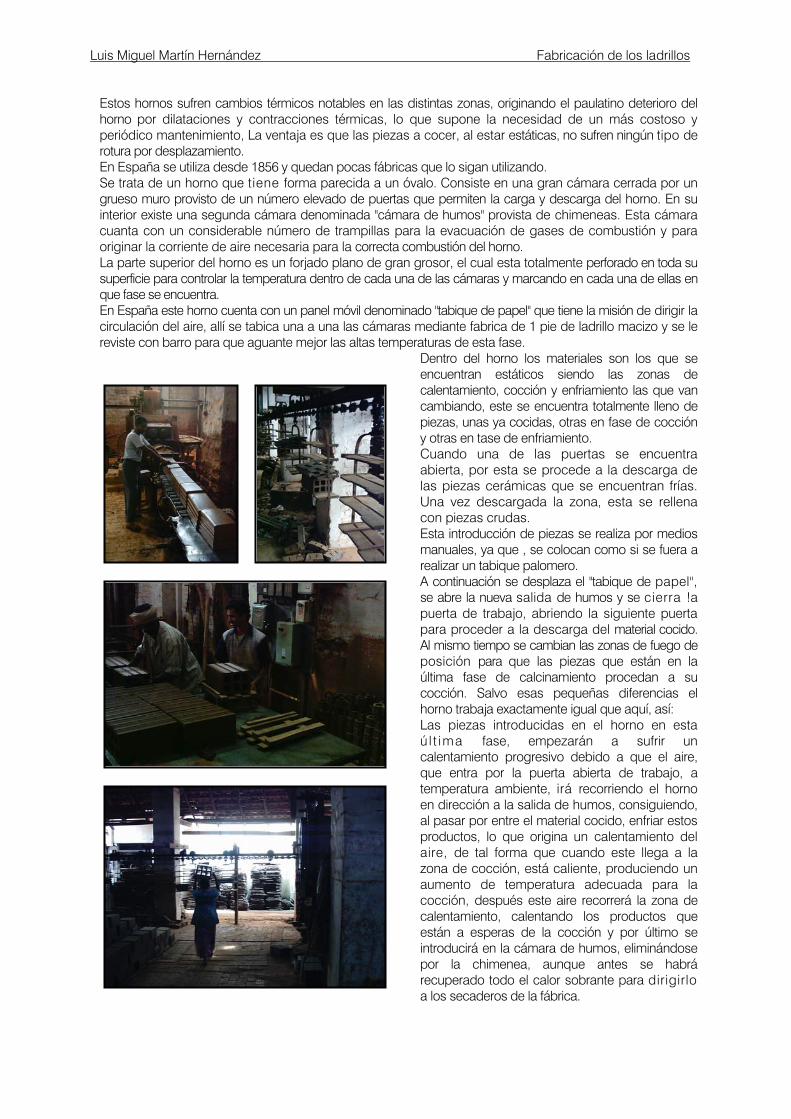
Luis Miguel Martín Hernández Fabricación de los ladrillos
Estos hornos sufren cambios térmicos notables en las distintas zonas, originando el paulatino deterioro del horno por dilataciones y contracciones térmicas, lo que supone la necesidad de un más costoso y periódico mantenimiento, La ventaja es que las piezas a cocer, al estar estáticas, no sufren ningún tipo de rotura por desplazamiento. En España se utiliza desde 1856 y quedan pocas fábricas que lo sigan utilizando. Se trata de un horno que tiene forma parecida a un óvalo. Consiste en una gran cámara cerrada por un grueso muro provisto de un número elevado de puertas que permiten la carga y descarga del horno. En su interior existe una segunda cámara denominada "cámara de humos" provista de chimeneas. Esta cámara cuanta con un considerable número de trampillas para la evacuación de gases de combustión y para originar la corriente de aire necesaria para la correcta combustión del horno. La parte superior del horno es un forjado plano de gran grosor, el cual esta totalmente perforado en toda su superficie para controlar la temperatura dentro de cada una de las cámaras y marcando en cada una de ellas en que fase se encuentra. En España este horno cuenta con un panel móvil denominado "tabique de papel" que tiene la misión de dirigir la circulación del aire, allí se tabica una a una las cámaras mediante fabrica de 1 pie de ladrillo macizo y se le reviste con barro para que aguante mejor las altas temperaturas de esta fase.
Dentro del horno los materiales son los que se encuentran estáticos siendo las zonas de calentamiento, cocción y enfriamiento las que van cambiando, este se encuentra totalmente lleno de piezas, unas ya cocidas, otras en fase de cocción y otras en tase de enfriamiento. Cuando una de las puertas se encuentra abierta, por esta se procede a la descarga de las piezas cerámicas que se encuentran frías. Una vez descargada la zona, esta se rellena con piezas crudas. Esta introducción de piezas se realiza por medios manuales, ya que , se colocan como si se fuera a realizar un tabique palomero. A continuación se desplaza el "tabique de papel", se abre la nueva salida de humos y se cierra !a puerta de trabajo, abriendo la siguiente puerta para proceder a la descarga del material cocido. Al mismo tiempo se cambian las zonas de fuego de posición para que las piezas que están en la última fase de calcinamiento procedan a su cocción. Salvo esas pequeñas diferencias el horno trabaja exactamente igual que aquí, así: Las piezas introducidas en el horno en esta ú l t ima fase, empezarán a sufrir un calentamiento progresivo debido a que el aire, que entra por la puerta abierta de trabajo, a temperatura ambiente, irá recorriendo el horno en dirección a la salida de humos, consiguiendo, al pasar por entre el material cocido, enfriar estos productos, lo que origina un calentamiento del aire, de tal forma que cuando este llega a la zona de cocción, está caliente, produciendo un aumento de temperatura adecuada para la cocción, después este aire recorrerá la zona de calentamiento, calentando los productos que están a esperas de la cocción y por último se introducirá en la cámara de humos, eliminándose por la chimenea, aunque antes se habrá recuperado todo el calor sobrante para dirigirlo a los secaderos de la fábrica.
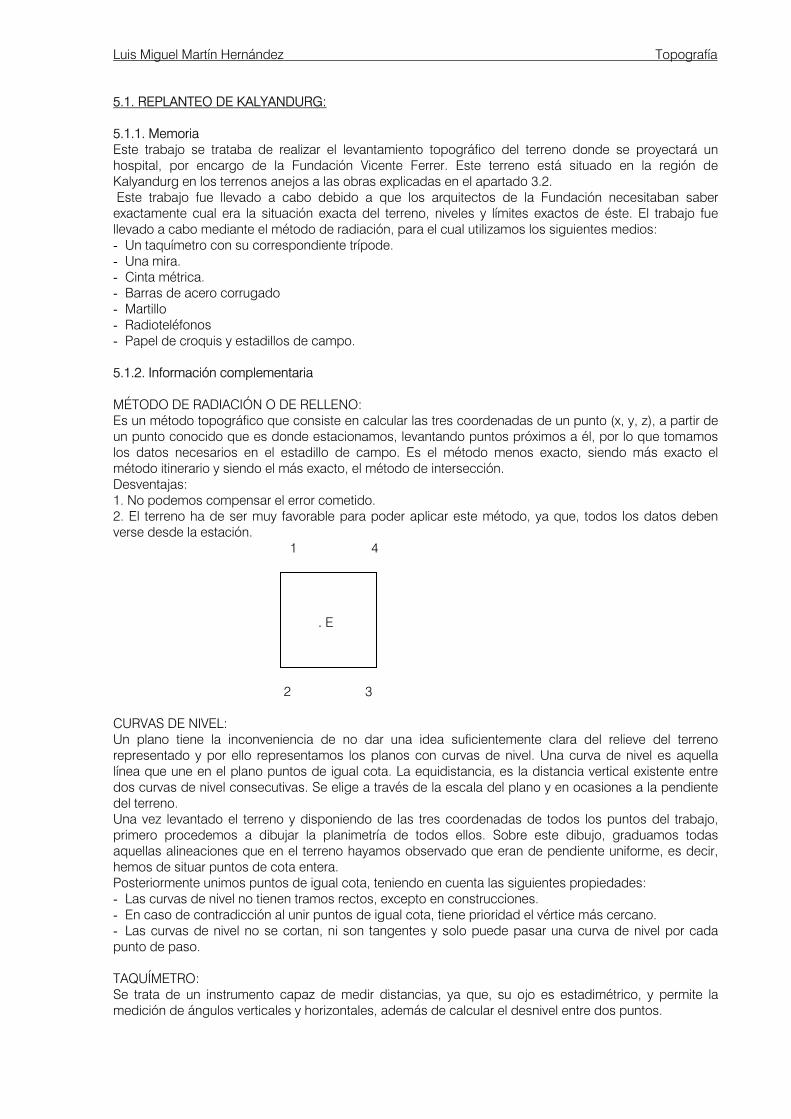
Luis Miguel Martín Hernández Topografía
5.1. REPLANTEO DE KALYANDURG: 5.1.1. Memoria Este trabajo se trataba de realizar el levantamiento topográfico del terreno donde se proyectará un hospital, por encargo de la Fundación Vicente Ferrer. Este terreno está situado en la región de Kalyandurg en los terrenos anejos a las obras explicadas en el apartado 3.2. Este trabajo fue llevado a cabo debido a que los arquitectos de la Fundación necesitaban saber exactamente cual era la situación exacta del terreno, niveles y límites exactos de éste. El trabajo fue llevado a cabo mediante el método de radiación, para el cual utilizamos los siguientes medios: - Un taquímetro con su correspondiente trípode. - Una mira. - Cinta métrica. - Barras de acero corrugado - Martillo - Radioteléfonos - Papel de croquis y estadillos de campo. 5.1.2. Información complementaria MÉTODO DE RADIACIÓN O DE RELLENO: Es un método topográfico que consiste en calcular las tres coordenadas de un punto (x, y, z), a partir de un punto conocido que es donde estacionamos, levantando puntos próximos a él, por lo que tomamos los datos necesarios en el estadillo de campo. Es el método menos exacto, siendo más exacto el método itinerario y siendo el más exacto, el método de intersección. Desventajas: 1. No podemos compensar el error cometido. 2. El terreno ha de ser muy favorable para poder aplicar este método, ya que, todos los datos deben verse desde la estación. 1 4
2 3
CURVAS DE NIVEL: Un plano tiene la inconveniencia de no dar una idea suficientemente clara del relieve del terreno representado y por ello representamos los planos con curvas de nivel. Una curva de nivel es aquella línea que une en el plano puntos de igual cota. La equidistancia, es la distancia vertical existente entre dos curvas de nivel consecutivas. Se elige a través de la escala del plano y en ocasiones a la pendiente del terreno. Una vez levantado el terreno y disponiendo de las tres coordenadas de todos los puntos del trabajo, primero procedemos a dibujar la planimetría de todos ellos. Sobre este dibujo, graduamos todas aquellas alineaciones que en el terreno hayamos observado que eran de pendiente uniforme, es decir, hemos de situar puntos de cota entera. Posteriormente unimos puntos de igual cota, teniendo en cuenta las siguientes propiedades: - Las curvas de nivel no tienen tramos rectos, excepto en construcciones. - En caso de contradicción al unir puntos de igual cota, tiene prioridad el vértice más cercano. - Las curvas de nivel no se cortan, ni son tangentes y solo puede pasar una curva de nivel por cada punto de paso. TAQUÍMETRO: Se trata de un instrumento capaz de medir distancias, ya que, su ojo es estadimétrico, y permite la medición de ángulos verticales y horizontales, además de calcular el desnivel entre dos puntos.
. E
Luis Miguel Martín Hernández Topografía
Partes : Tiene tres partes fundamentales: 1ª) Base nivelante: Es un basamento apoyado en tres tornillos, llamados nivelantes, que permiten la regulación y nivelación mediante la manipulación sobre ellos, situando el aparato en posición horizontal. Se apoya directamente sobre el trípode. 2ª) Limbo acimutal: Es un disco graduado centesimal o sexagesimal, fijo o móvil, que permite la lectura de ángulos horizontales. 3ª) Alidada: Es la parte móvil del instrumento, donde se sitúan los elementos fundamentales, como son el anteojo, el eclímetro, niveles... Ejes: Son tres: a) Nº 1 ó eje de colimación: es la propia visual y está definida por el eje del anteojo. b) Nº 2 ó eje secundario o de vasculación: es el eje de giro del anteojo, en sentido vertical. c) Nº 3 ó eje principal o vertical: tiene la dirección del cenit, es decir, la vertical, y es el eje de giro de la parte móvil del aparato. Para que un aparato esté en perfectas condiciones de uso, es decir, corregido, estos tres ejes han de ser perpendiculares. Movimientos: Con respecto al eje vertical, loa movimientos pueden ser dos: a) Movimiento del limbo horizontal: Afecta a todo el instrumento y por ello se denomina MOVIMIENTO GENERAL DEL APARATO (MGA). Para este movimiento hay un tornillo de presión y otro de coincidencia: - Tornillo de presión: Suelta todo el movimiento. - Tornillo de coincidencia: Es un tornillo de movimiento lento o de precisión, para hacer puntería en el punto deseado. Con este movimiento podemos situar el cero de ángulos horizontales (origen) o una lectura cualquiera en la dirección deseada. b) Movimiento particular de la alidada: También tiene dos tornillos, uno de presión y otro de coincidencia que funcionan de igual forma que los anteriores. Con este tornillo efectuamos lecturas a los puntos que nos sean de interés. Actuación sobre los tornillos: Si t.m.p.c. está suelto y T.M.G.A se encuentra apretado, entonces podemos efectuar una lectura a un punto. Si t.m.p.c. se encuentra apretado y T.M.G.A está suelto, entonces siempre leeré la misma lectura angular, es decir, puedo situar el origen de ángulos en la dirección deseada. Elementos fundamentales: Se encuentran situados en la alidada y principalmente son: - Anteojo. - Niveles. - Limbos. - Índices de lectura: nonios y micrómetros.
a. Anteojo: Es el elemento óptico que consta de una serie de lentes que nos permiten ver los puntos deseados. Es el elemento fundamental para el cálculo de distancias. b. Niveles: No hay que confundirlo con el nivel como instrumento topográfico. Con este elemento situamos el aparato en el plano horizontal actuando sobre los tornillos nivelantes. Se utilizan para poner en estación el aparato topográfico. c. Limbos: Son discos graduados para realizar lecturas angulares. Hay dos tipos:
- Limbo horizontal: Acimutal. - Limbo vertical: Eclímetro. a = ángulos próximos a cero. D = ángulos próximos a 90 ó 100 grados.
d. Índices de lectura: Los índices son dispositivos que aumentan la aproximación en la lectura de los limbos, es decir, son elementos fundamentales para poder leer los ángulos verticales y horizontales. Para poder efectuar la apreciación angular, los instrumentos disponen de dos mecanismos:
- Nonios: Están constituidos por una rejilla móvil unida al limbo con la particularidad de que “n-1“ divisiones del limbo se convierten en “n” divisiones del nonio, con lo cual, el tamaño de las divisiones del nonio, resulta menor de las del limbo, llamándose a esta diferencia de magnitud, sensibilidad.
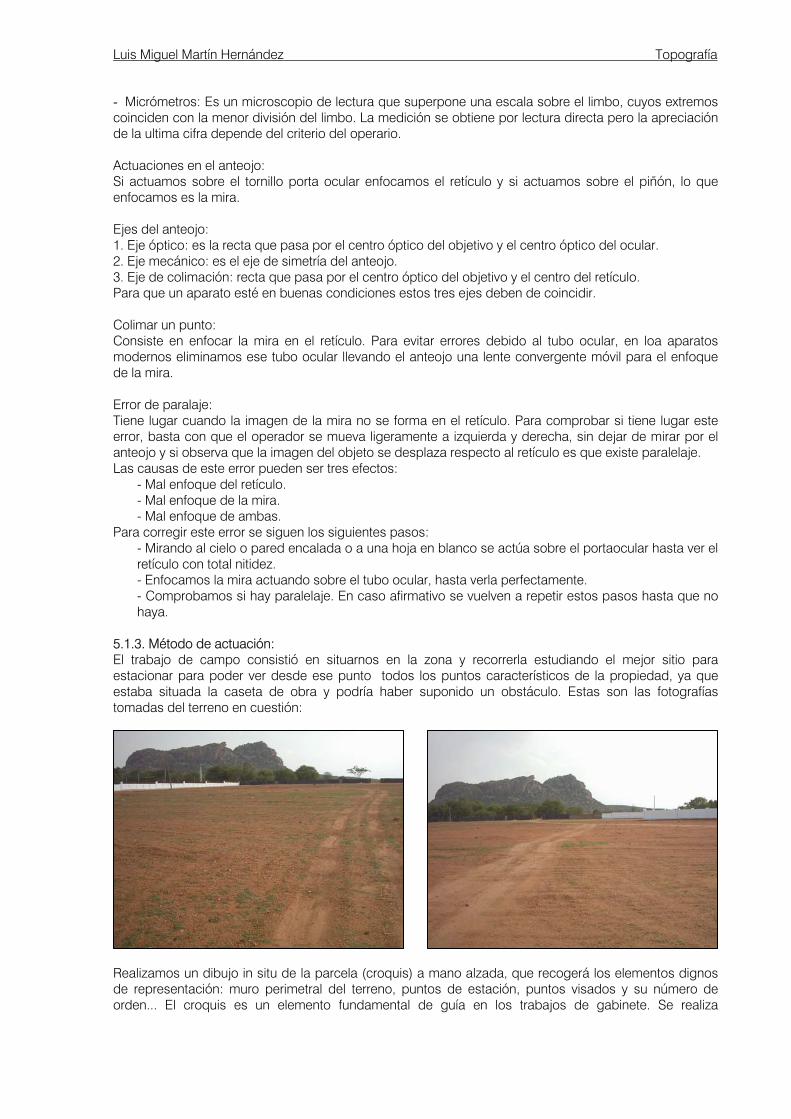
Luis Miguel Martín Hernández Topografía
- Micrómetros: Es un microscopio de lectura que superpone una escala sobre el limbo, cuyos extremos coinciden con la menor división del limbo. La medición se obtiene por lectura directa pero la apreciación de la ultima cifra depende del criterio del operario.
Actuaciones en el anteojo: Si actuamos sobre el tornillo porta ocular enfocamos el retículo y si actuamos sobre el piñón, lo que enfocamos es la mira. Ejes del anteojo: 1. Eje óptico: es la recta que pasa por el centro óptico del objetivo y el centro óptico del ocular. 2. Eje mecánico: es el eje de simetría del anteojo. 3. Eje de colimación: recta que pasa por el centro óptico del objetivo y el centro del retículo. Para que un aparato esté en buenas condiciones estos tres ejes deben de coincidir. Colimar un punto: Consiste en enfocar la mira en el retículo. Para evitar errores debido al tubo ocular, en loa aparatos modernos eliminamos ese tubo ocular llevando el anteojo una lente convergente móvil para el enfoque de la mira. Error de paralaje: Tiene lugar cuando la imagen de la mira no se forma en el retículo. Para comprobar si tiene lugar este error, basta con que el operador se mueva ligeramente a izquierda y derecha, sin dejar de mirar por el anteojo y si observa que la imagen del objeto se desplaza respecto al retículo es que existe paralelaje. Las causas de este error pueden ser tres efectos:
- Mal enfoque del retículo. - Mal enfoque de la mira. - Mal enfoque de ambas.
Para corregir este error se siguen los siguientes pasos: - Mirando al cielo o pared encalada o a una hoja en blanco se actúa sobre el portaocular hasta ver el retículo con total nitidez. - Enfocamos la mira actuando sobre el tubo ocular, hasta verla perfectamente. - Comprobamos si hay paralelaje. En caso afirmativo se vuelven a repetir estos pasos hasta que no haya.
5.1.3. Método de actuación: El trabajo de campo consistió en situarnos en la zona y recorrerla estudiando el mejor sitio para estacionar para poder ver desde ese punto todos los puntos característicos de la propiedad, ya que estaba situada la caseta de obra y podría haber suponido un obstáculo. Estas son las fotografías tomadas del terreno en cuestión:
Realizamos un dibujo in situ de la parcela (croquis) a mano alzada, que recogerá los elementos dignos de representación: muro perimetral del terreno, puntos de estación, puntos visados y su número de orden... El croquis es un elemento fundamental de guía en los trabajos de gabinete. Se realiza
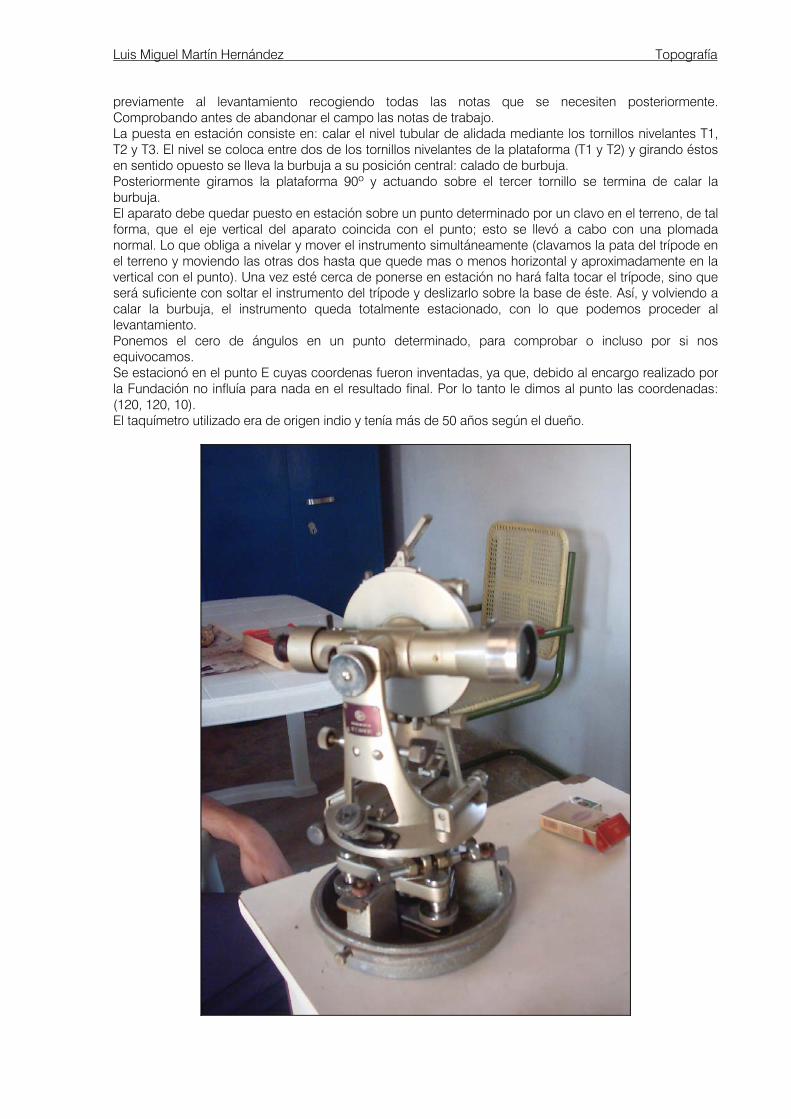
Luis Miguel Martín Hernández Topografía
previamente al levantamiento recogiendo todas las notas que se necesiten posteriormente. Comprobando antes de abandonar el campo las notas de trabajo. La puesta en estación consiste en: calar el nivel tubular de alidada mediante los tornillos nivelantes T1, T2 y T3. El nivel se coloca entre dos de los tornillos nivelantes de la plataforma (T1 y T2) y girando éstos en sentido opuesto se lleva la burbuja a su posición central: calado de burbuja. Posteriormente giramos la plataforma 90º y actuando sobre el tercer tornillo se termina de calar la burbuja. El aparato debe quedar puesto en estación sobre un punto determinado por un clavo en el terreno, de tal forma, que el eje vertical del aparato coincida con el punto; esto se llevó a cabo con una plomada normal. Lo que obliga a nivelar y mover el instrumento simultáneamente (clavamos la pata del trípode en el terreno y moviendo las otras dos hasta que quede mas o menos horizontal y aproximadamente en la vertical con el punto). Una vez esté cerca de ponerse en estación no hará falta tocar el trípode, sino que será suficiente con soltar el instrumento del trípode y deslizarlo sobre la base de éste. Así, y volviendo a calar la burbuja, el instrumento queda totalmente estacionado, con lo que podemos proceder al levantamiento. Ponemos el cero de ángulos en un punto determinado, para comprobar o incluso por si nos equivocamos. Se estacionó en el punto E cuyas coordenas fueron inventadas, ya que, debido al encargo realizado por la Fundación no influía para nada en el resultado final. Por lo tanto le dimos al punto las coordenadas: (120, 120, 10). El taquímetro utilizado era de origen indio y tenía más de 50 años según el dueño.
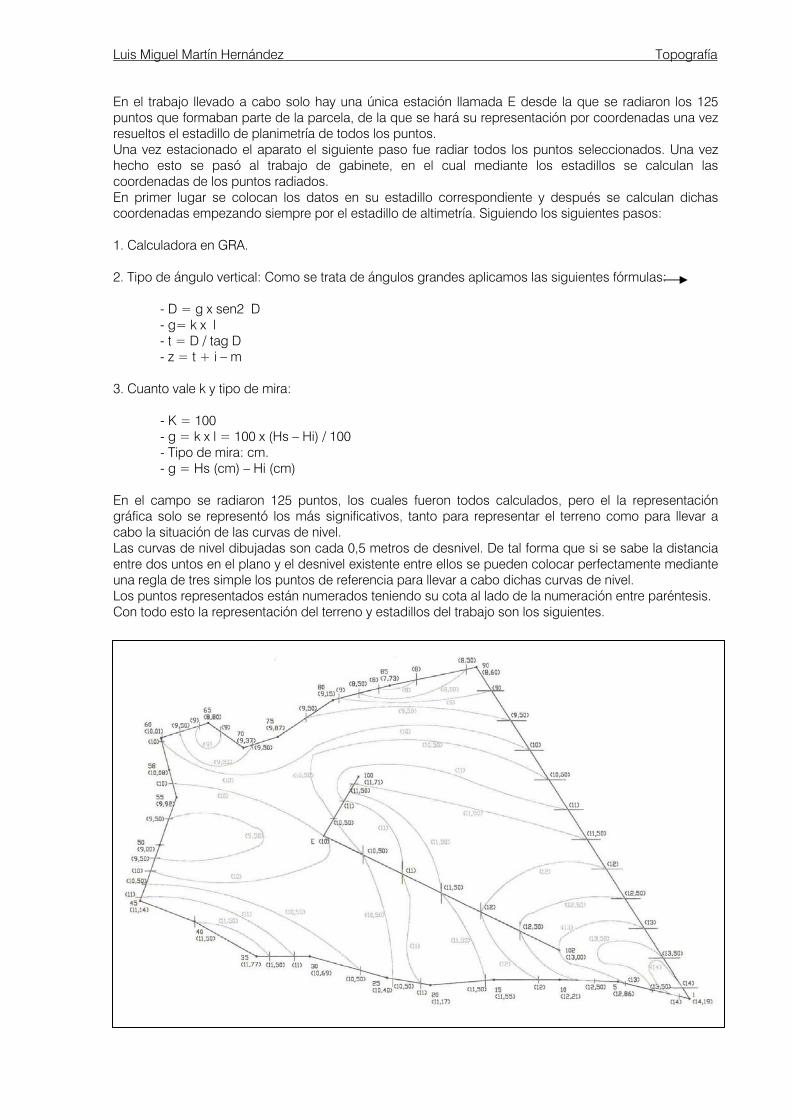
Luis Miguel Martín Hernández Topografía
En el trabajo llevado a cabo solo hay una única estación llamada E desde la que se radiaron los 125 puntos que formaban parte de la parcela, de la que se hará su representación por coordenadas una vez resueltos el estadillo de planimetría de todos los puntos. Una vez estacionado el aparato el siguiente paso fue radiar todos los puntos seleccionados. Una vez hecho esto se pasó al trabajo de gabinete, en el cual mediante los estadillos se calculan las coordenadas de los puntos radiados. En primer lugar se colocan los datos en su estadillo correspondiente y después se calculan dichas coordenadas empezando siempre por el estadillo de altimetría. Siguiendo los siguientes pasos: 1. Calculadora en GRA. 2. Tipo de ángulo vertical: Como se trata de ángulos grandes aplicamos las siguientes fórmulas:
- D = g x sen2 D - g= k x l - t = D / tag D - z = t + i – m
3. Cuanto vale k y tipo de mira:
- K = 100 - g = k x l = 100 x (Hs – Hi) / 100 - Tipo de mira: cm. - g = Hs (cm) – Hi (cm)
En el campo se radiaron 125 puntos, los cuales fueron todos calculados, pero el la representación gráfica solo se representó los más significativos, tanto para representar el terreno como para llevar a cabo la situación de las curvas de nivel. Las curvas de nivel dibujadas son cada 0,5 metros de desnivel. De tal forma que si se sabe la distancia entre dos untos en el plano y el desnivel existente entre ellos se pueden colocar perfectamente mediante una regla de tres simple los puntos de referencia para llevar a cabo dichas curvas de nivel. Los puntos representados están numerados teniendo su cota al lado de la numeración entre paréntesis. Con todo esto la representación del terreno y estadillos del trabajo son los siguientes.

Luis Miguel Martín Hernández Topografía
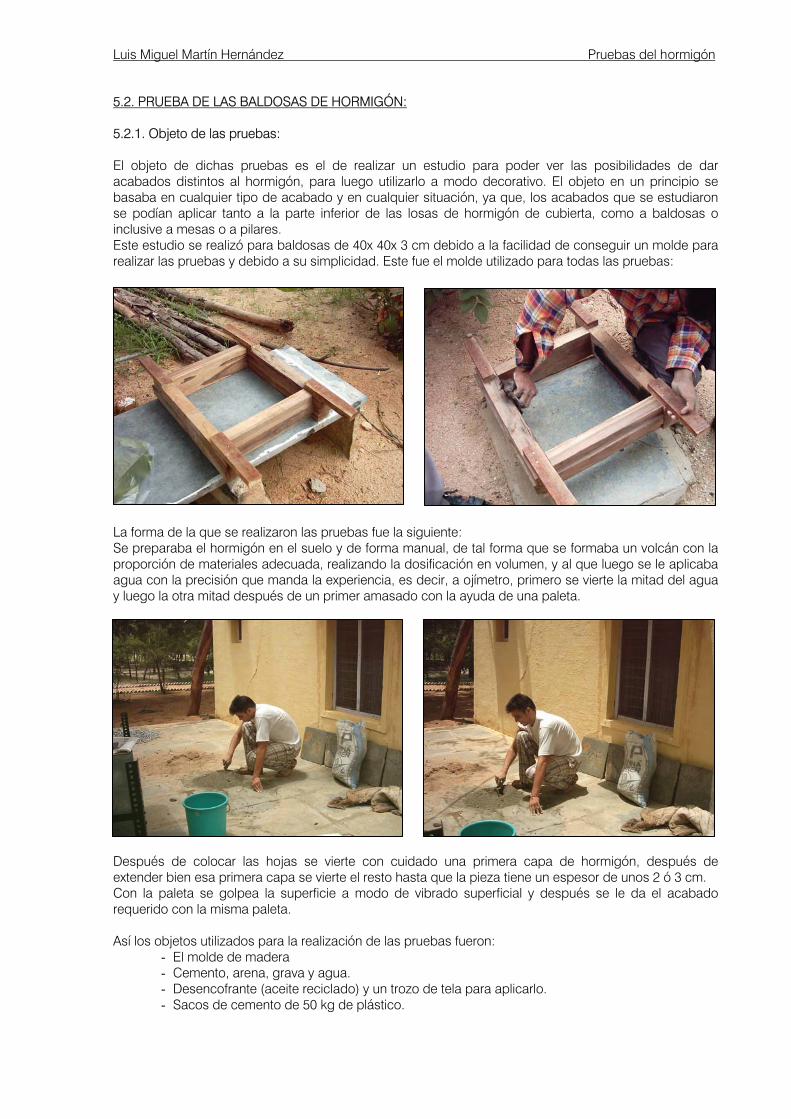
Luis Miguel Martín Hernández Pruebas del hormigón
5.2. PRUEBA DE LAS BALDOSAS DE HORMIGÓN: 5.2.1. Objeto de las pruebas: El objeto de dichas pruebas es el de realizar un estudio para poder ver las posibilidades de dar acabados distintos al hormigón, para luego utilizarlo a modo decorativo. El objeto en un principio se basaba en cualquier tipo de acabado y en cualquier situación, ya que, los acabados que se estudiaron se podían aplicar tanto a la parte inferior de las losas de hormigón de cubierta, como a baldosas o inclusive a mesas o a pilares. Este estudio se realizó para baldosas de 40x 40x 3 cm debido a la facilidad de conseguir un molde para realizar las pruebas y debido a su simplicidad. Este fue el molde utilizado para todas las pruebas:
La forma de la que se realizaron las pruebas fue la siguiente: Se preparaba el hormigón en el suelo y de forma manual, de tal forma que se formaba un volcán con la proporción de materiales adecuada, realizando la dosificación en volumen, y al que luego se le aplicaba agua con la precisión que manda la experiencia, es decir, a ojímetro, primero se vierte la mitad del agua y luego la otra mitad después de un primer amasado con la ayuda de una paleta.
Después de colocar las hojas se vierte con cuidado una primera capa de hormigón, después de extender bien esa primera capa se vierte el resto hasta que la pieza tiene un espesor de unos 2 ó 3 cm. Con la paleta se golpea la superficie a modo de vibrado superficial y después se le da el acabado requerido con la misma paleta. Así los objetos utilizados para la realización de las pruebas fueron:
- El molde de madera - Cemento, arena, grava y agua. - Desencofrante (aceite reciclado) y un trozo de tela para aplicarlo. - Sacos de cemento de 50 kg de plástico.
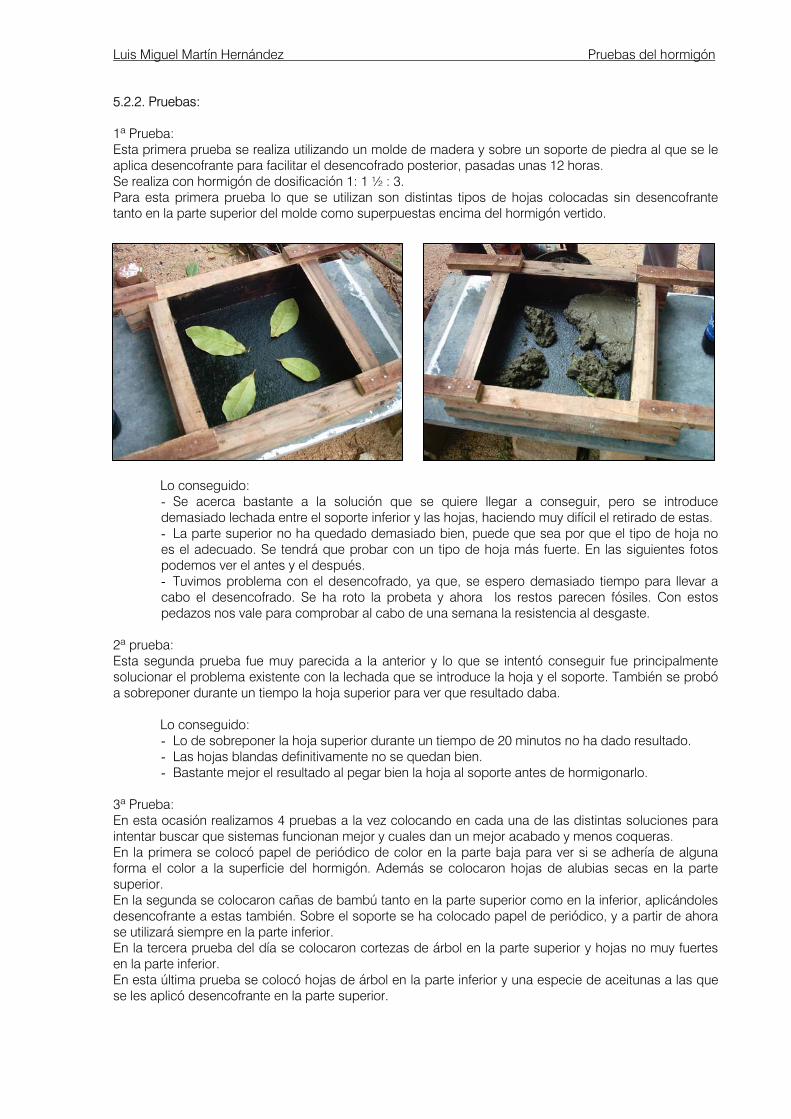
Luis Miguel Martín Hernández Pruebas del hormigón
5.2.2. Pruebas: 1ª Prueba: Esta primera prueba se realiza utilizando un molde de madera y sobre un soporte de piedra al que se le aplica desencofrante para facilitar el desencofrado posterior, pasadas unas 12 horas. Se realiza con hormigón de dosificación 1: 1 ½ : 3. Para esta primera prueba lo que se utilizan son distintas tipos de hojas colocadas sin desencofrante tanto en la parte superior del molde como superpuestas encima del hormigón vertido.
Lo conseguido:
- Se acerca bastante a la solución que se quiere llegar a conseguir, pero se introduce demasiado lechada entre el soporte inferior y las hojas, haciendo muy difícil el retirado de estas. - La parte superior no ha quedado demasiado bien, puede que sea por que el tipo de hoja no es el adecuado. Se tendrá que probar con un tipo de hoja más fuerte. En las siguientes fotos podemos ver el antes y el después. - Tuvimos problema con el desencofrado, ya que, se espero demasiado tiempo para llevar a cabo el desencofrado. Se ha roto la probeta y ahora los restos parecen fósiles. Con estos pedazos nos vale para comprobar al cabo de una semana la resistencia al desgaste.
2ª prueba: Esta segunda prueba fue muy parecida a la anterior y lo que se intentó conseguir fue principalmente solucionar el problema existente con la lechada que se introduce la hoja y el soporte. También se probó a sobreponer durante un tiempo la hoja superior para ver que resultado daba. Lo conseguido:
- Lo de sobreponer la hoja superior durante un tiempo de 20 minutos no ha dado resultado. - Las hojas blandas definitivamente no se quedan bien. - Bastante mejor el resultado al pegar bien la hoja al soporte antes de hormigonarlo.
3ª Prueba: En esta ocasión realizamos 4 pruebas a la vez colocando en cada una de las distintas soluciones para intentar buscar que sistemas funcionan mejor y cuales dan un mejor acabado y menos coqueras. En la primera se colocó papel de periódico de color en la parte baja para ver si se adhería de alguna forma el color a la superficie del hormigón. Además se colocaron hojas de alubias secas en la parte superior. En la segunda se colocaron cañas de bambú tanto en la parte superior como en la inferior, aplicándoles desencofrante a estas también. Sobre el soporte se ha colocado papel de periódico, y a partir de ahora se utilizará siempre en la parte inferior. En la tercera prueba del día se colocaron cortezas de árbol en la parte superior y hojas no muy fuertes en la parte inferior. En esta última prueba se colocó hojas de árbol en la parte inferior y una especie de aceitunas a las que se les aplicó desencofrante en la parte superior.
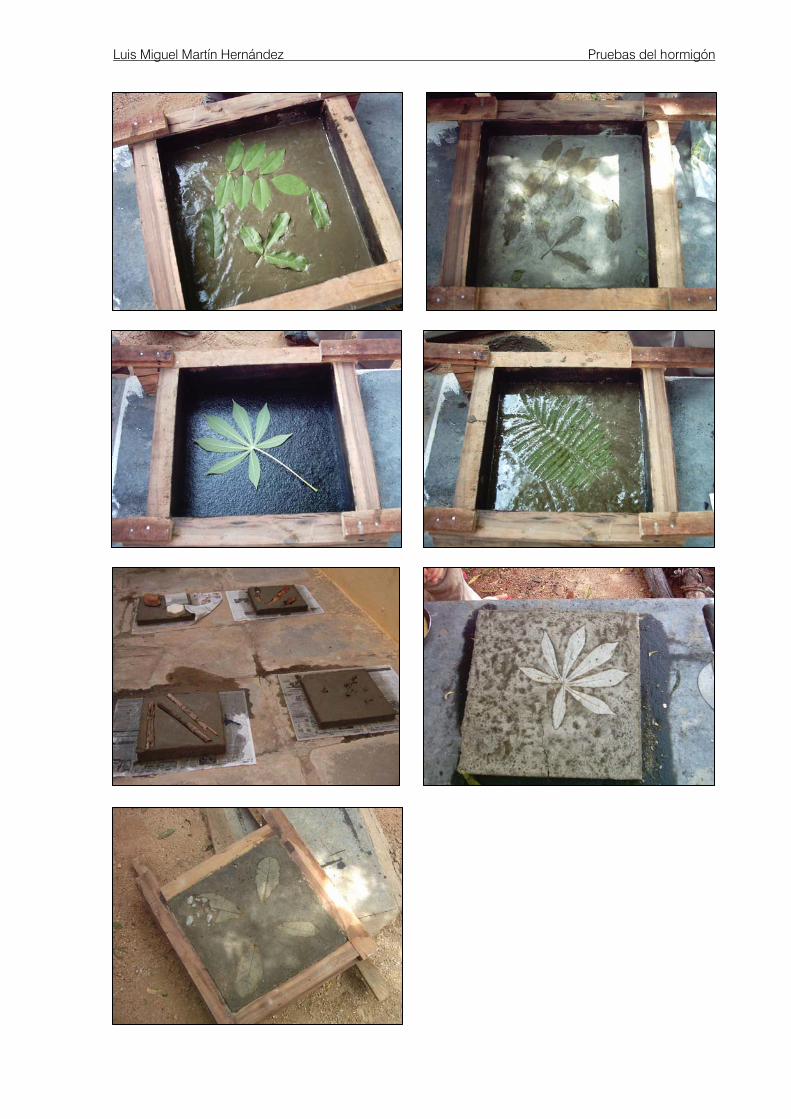
Luis Miguel Martín Hernández Pruebas del hormigón
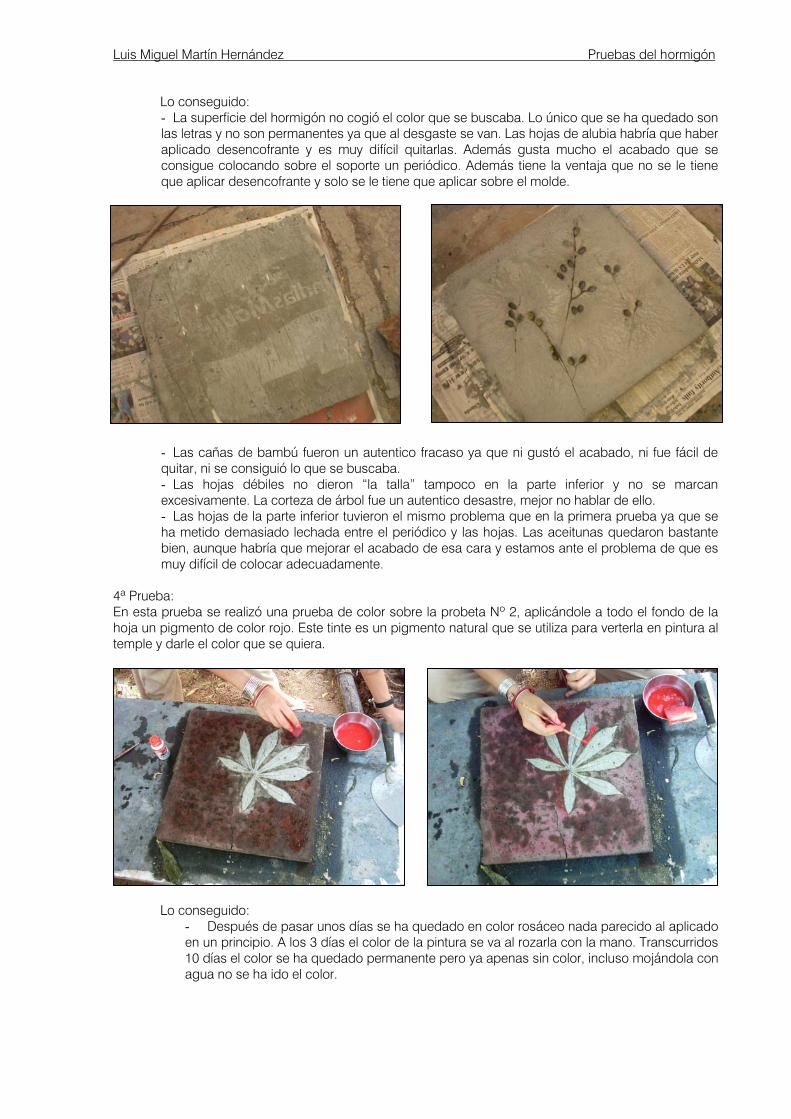
Luis Miguel Martín Hernández Pruebas del hormigón
Lo conseguido: - La superficie del hormigón no cogió el color que se buscaba. Lo único que se ha quedado son las letras y no son permanentes ya que al desgaste se van. Las hojas de alubia habría que haber aplicado desencofrante y es muy difícil quitarlas. Además gusta mucho el acabado que se consigue colocando sobre el soporte un periódico. Además tiene la ventaja que no se le tiene que aplicar desencofrante y solo se le tiene que aplicar sobre el molde.
- Las cañas de bambú fueron un autentico fracaso ya que ni gustó el acabado, ni fue fácil de quitar, ni se consiguió lo que se buscaba. - Las hojas débiles no dieron “la talla” tampoco en la parte inferior y no se marcan excesivamente. La corteza de árbol fue un autentico desastre, mejor no hablar de ello. - Las hojas de la parte inferior tuvieron el mismo problema que en la primera prueba ya que se ha metido demasiado lechada entre el periódico y las hojas. Las aceitunas quedaron bastante bien, aunque habría que mejorar el acabado de esa cara y estamos ante el problema de que es muy difícil de colocar adecuadamente.
4ª Prueba: En esta prueba se realizó una prueba de color sobre la probeta Nº 2, aplicándole a todo el fondo de la hoja un pigmento de color rojo. Este tinte es un pigmento natural que se utiliza para verterla en pintura al temple y darle el color que se quiera.
Lo conseguido:
- Después de pasar unos días se ha quedado en color rosáceo nada parecido al aplicado en un principio. A los 3 días el color de la pintura se va al rozarla con la mano. Transcurridos 10 días el color se ha quedado permanente pero ya apenas sin color, incluso mojándola con agua no se ha ido el color.
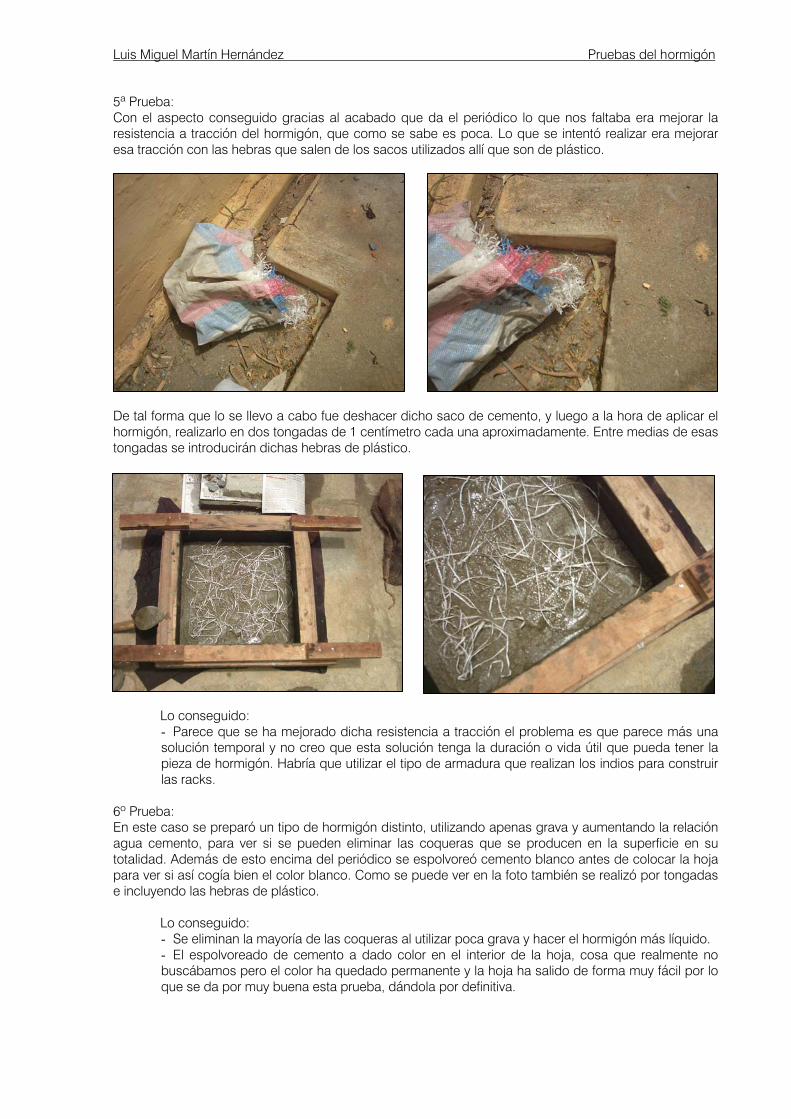
Luis Miguel Martín Hernández Pruebas del hormigón
5ª Prueba: Con el aspecto conseguido gracias al acabado que da el periódico lo que nos faltaba era mejorar la resistencia a tracción del hormigón, que como se sabe es poca. Lo que se intentó realizar era mejorar esa tracción con las hebras que salen de los sacos utilizados allí que son de plástico.
De tal forma que lo se llevo a cabo fue deshacer dicho saco de cemento, y luego a la hora de aplicar el hormigón, realizarlo en dos tongadas de 1 centímetro cada una aproximadamente. Entre medias de esas tongadas se introducirán dichas hebras de plástico.
Lo conseguido:
- Parece que se ha mejorado dicha resistencia a tracción el problema es que parece más una solución temporal y no creo que esta solución tenga la duración o vida útil que pueda tener la pieza de hormigón. Habría que utilizar el tipo de armadura que realizan los indios para construir las racks.
6º Prueba: En este caso se preparó un tipo de hormigón distinto, utilizando apenas grava y aumentando la relación agua cemento, para ver si se pueden eliminar las coqueras que se producen en la superficie en su totalidad. Además de esto encima del periódico se espolvoreó cemento blanco antes de colocar la hoja para ver si así cogía bien el color blanco. Como se puede ver en la foto también se realizó por tongadas e incluyendo las hebras de plástico. Lo conseguido:
- Se eliminan la mayoría de las coqueras al utilizar poca grava y hacer el hormigón más líquido. - El espolvoreado de cemento a dado color en el interior de la hoja, cosa que realmente no buscábamos pero el color ha quedado permanente y la hoja ha salido de forma muy fácil por lo que se da por muy buena esta prueba, dándola por definitiva.
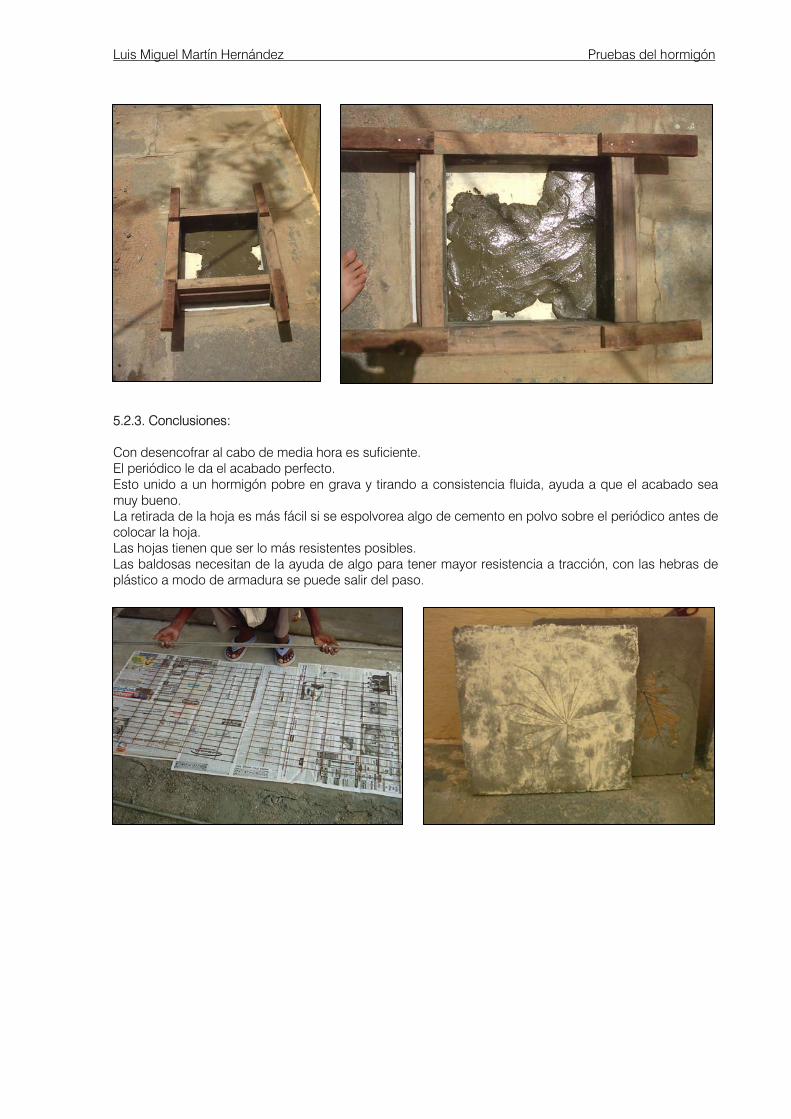
Luis Miguel Martín Hernández Pruebas del hormigón
5.2.3. Conclusiones: Con desencofrar al cabo de media hora es suficiente. El periódico le da el acabado perfecto. Esto unido a un hormigón pobre en grava y tirando a consistencia fluida, ayuda a que el acabado sea muy bueno. La retirada de la hoja es más fácil si se espolvorea algo de cemento en polvo sobre el periódico antes de colocar la hoja. Las hojas tienen que ser lo más resistentes posibles. Las baldosas necesitan de la ayuda de algo para tener mayor resistencia a tracción, con las hebras de plástico a modo de armadura se puede salir del paso.
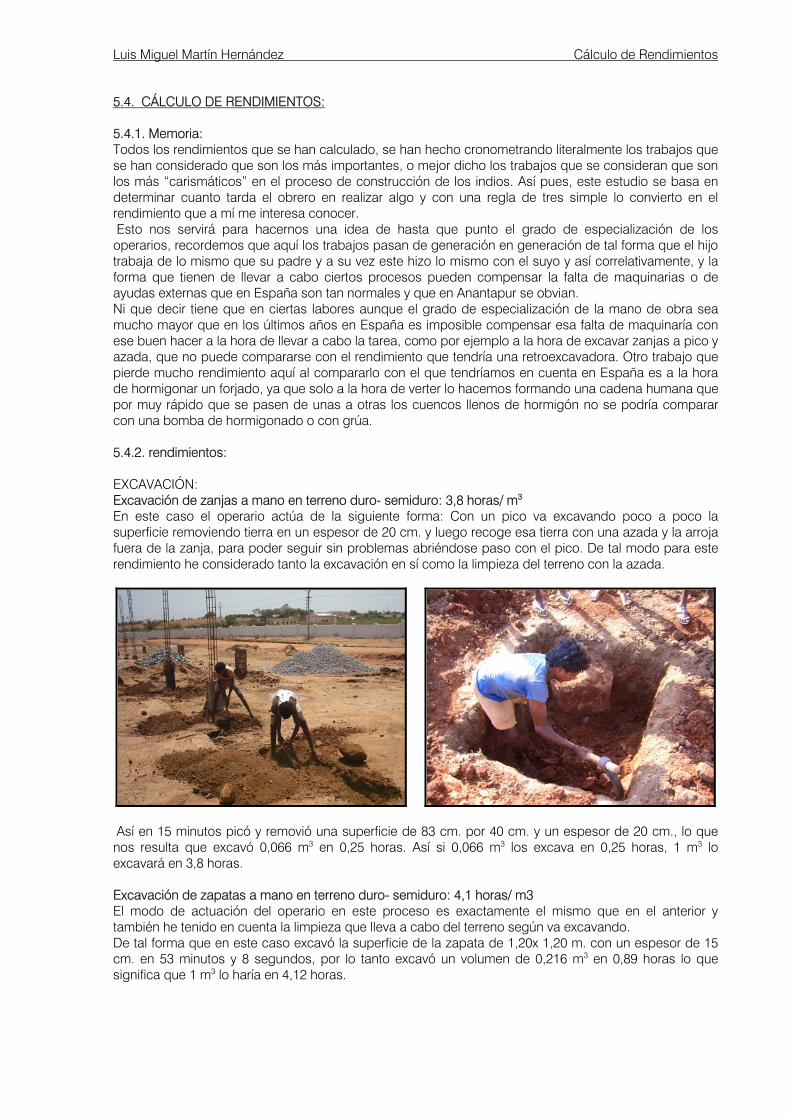
Luis Miguel Martín Hernández Cálculo de Rendimientos
5.4. CÁLCULO DE RENDIMIENTOS: 5.4.1. Memoria: Todos los rendimientos que se han calculado, se han hecho cronometrando literalmente los trabajos que se han considerado que son los más importantes, o mejor dicho los trabajos que se consideran que son los más “carismáticos” en el proceso de construcción de los indios. Así pues, este estudio se basa en determinar cuanto tarda el obrero en realizar algo y con una regla de tres simple lo convierto en el rendimiento que a mí me interesa conocer. Esto nos servirá para hacernos una idea de hasta que punto el grado de especialización de los operarios, recordemos que aquí los trabajos pasan de generación en generación de tal forma que el hijo trabaja de lo mismo que su padre y a su vez este hizo lo mismo con el suyo y así correlativamente, y la forma que tienen de llevar a cabo ciertos procesos pueden compensar la falta de maquinarias o de ayudas externas que en España son tan normales y que en Anantapur se obvian. Ni que decir tiene que en ciertas labores aunque el grado de especialización de la mano de obra sea mucho mayor que en los últimos años en España es imposible compensar esa falta de maquinaría con ese buen hacer a la hora de llevar a cabo la tarea, como por ejemplo a la hora de excavar zanjas a pico y azada, que no puede compararse con el rendimiento que tendría una retroexcavadora. Otro trabajo que pierde mucho rendimiento aquí al compararlo con el que tendríamos en cuenta en España es a la hora de hormigonar un forjado, ya que solo a la hora de verter lo hacemos formando una cadena humana que por muy rápido que se pasen de unas a otras los cuencos llenos de hormigón no se podría comparar con una bomba de hormigonado o con grúa. 5.4.2. rendimientos: EXCAVACIÓN: Excavación de zanjas a mano en terreno duro- semiduro: 3,8 horas/ m3
En este caso el operario actúa de la siguiente forma: Con un pico va excavando poco a poco la superficie removiendo tierra en un espesor de 20 cm. y luego recoge esa tierra con una azada y la arroja fuera de la zanja, para poder seguir sin problemas abriéndose paso con el pico. De tal modo para este rendimiento he considerado tanto la excavación en sí como la limpieza del terreno con la azada.
Así en 15 minutos picó y removió una superficie de 83 cm. por 40 cm. y un espesor de 20 cm., lo que nos resulta que excavó 0,066 m3 en 0,25 horas. Así si 0,066 m3 los excava en 0,25 horas, 1 m3 lo excavará en 3,8 horas. Excavación de zapatas a mano en terreno duro- semiduro: 4,1 horas/ m3 El modo de actuación del operario en este proceso es exactamente el mismo que en el anterior y también he tenido en cuenta la limpieza que lleva a cabo del terreno según va excavando. De tal forma que en este caso excavó la superficie de la zapata de 1,20x 1,20 m. con un espesor de 15 cm. en 53 minutos y 8 segundos, por lo tanto excavó un volumen de 0,216 m3 en 0,89 horas lo que significa que 1 m3 lo haría en 4,12 horas.

Luis Miguel Martín Hernández Cálculo de Rendimientos
Rellenado y compactado de tierras manualmente incluso con regado: 1,3 horas/ m3 La tierra que se ha excavado previamente para realizar las zapatas y las zanjas para el muro de mampostería de piedra son utilizadas a posteriori para rellenar la parte central del edificio (lo que queda rodeado por la mampostería de piedra) y en este caso los operarios actúan de dos formas distintas dependiendo de la lejanía de la zona a cubrir en cada caso. Al principio con la misma azada el operario lanza la tierra al punto que quiere rellenar hasta un punto en el que debido a la lejanía le es imposible llegar de tal modo que se cargan los cestos de mimbre con dicha tierra y los transportan con el método tradicional indio (poniéndoselo sobre la cabeza) y la vierten en la zona que requiere tierra. Una vez hecho esto en toda la zona necesaria, se riega la tierra compactándose por su propio peso.
Teniendo en cuenta todo este proceso tardaron 15 minutos y 36 segundos en rellenar y compactar un volumen de 0,5m. x 1m. x 0,40 m. de espesor. Por lo cual rellenaron y compactaron 0,2 m3 en 0,26 horas, así que 1 m3 lo realizarán en 1,3 horas. HORMIGONADO: Vertido de Hormigón pobre espesor de 15 cm.: 0,20 horas/ m2 Para calcular este rendimiento he tenido en cuenta el proceso de fabricación de dicho hormigón pobre, para el cual utilizan una hormigonera de gasolina o el método tradicional de mezclar la masa en el suelo haciendo esa especie de cono en el que se echa agua y se remueve manualmente con la azada hasta conseguir una masa homogénea, añadiéndole agua cada vez que vean que es necesario. La dosificación de este tipo de hormigón es de 1: 5: 10, siendo, una parte de cemento, cinco partes de arena y diez de grava de tamiz 80. Sabiendo todo esto, hormigonaron una superficie de 100x 100 cm. en 12 minutos, es decir, 1 m2 en 0,20 horas. Compactado manual de Hormigón pobre de espesor de 15 cm.: 0,10 horas/ m2 En este caso se trata del compactado manual del hormigón pobre vertido, mediante una especie de pisón manual de madera. El operario empleó 6 minutos en compactar la superficie anteriormente hormigonada de 100x 100 cm., por lo cual 1 m2 lo realiza en 0,10 horas.
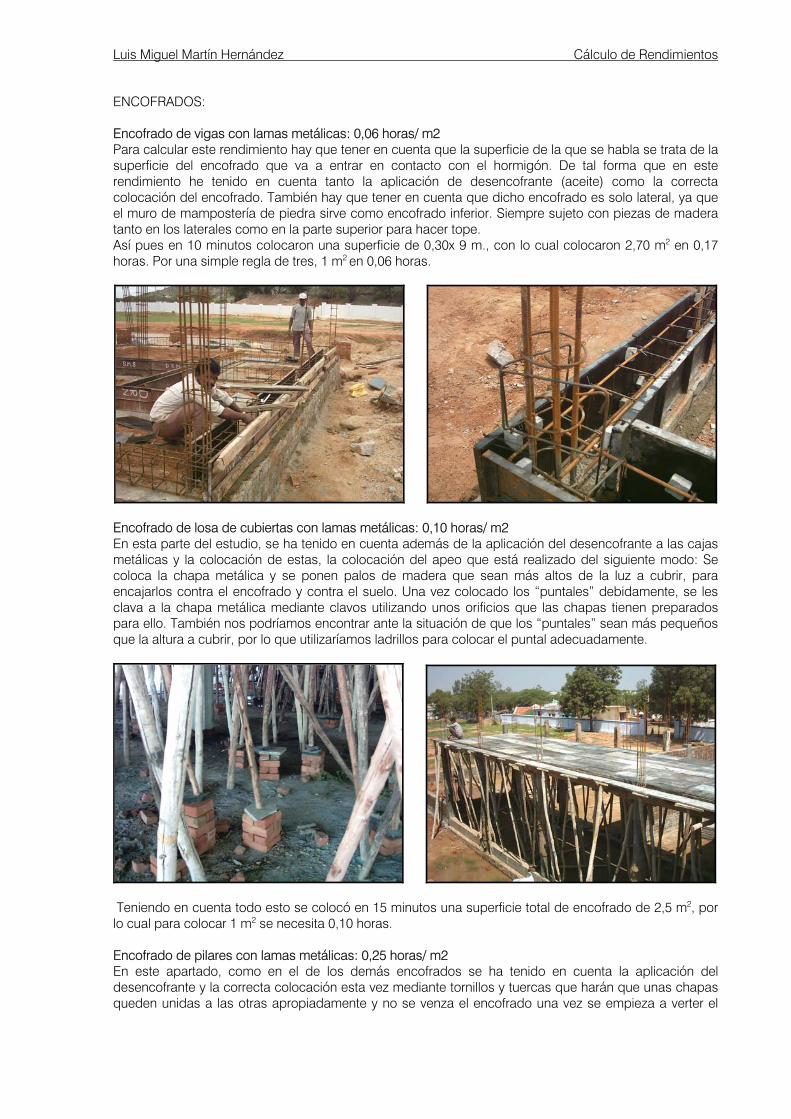
Luis Miguel Martín Hernández Cálculo de Rendimientos
ENCOFRADOS: Encofrado de vigas con lamas metálicas: 0,06 horas/ m2
Para calcular este rendimiento hay que tener en cuenta que la superficie de la que se habla se trata de la superficie del encofrado que va a entrar en contacto con el hormigón. De tal forma que en este rendimiento he tenido en cuenta tanto la aplicación de desencofrante (aceite) como la correcta colocación del encofrado. También hay que tener en cuenta que dicho encofrado es solo lateral, ya que el muro de mampostería de piedra sirve como encofrado inferior. Siempre sujeto con piezas de madera tanto en los laterales como en la parte superior para hacer tope. Así pues en 10 minutos colocaron una superficie de 0,30x 9 m., con lo cual colocaron 2,70 m2 en 0,17 horas. Por una simple regla de tres, 1 m2 en 0,06 horas.
Encofrado de losa de cubiertas con lamas metálicas: 0,10 horas/ m2 En esta parte del estudio, se ha tenido en cuenta además de la aplicación del desencofrante a las cajas metálicas y la colocación de estas, la colocación del apeo que está realizado del siguiente modo: Se coloca la chapa metálica y se ponen palos de madera que sean más altos de la luz a cubrir, para encajarlos contra el encofrado y contra el suelo. Una vez colocado los “puntales” debidamente, se les clava a la chapa metálica mediante clavos utilizando unos orificios que las chapas tienen preparados para ello. También nos podríamos encontrar ante la situación de que los “puntales” sean más pequeños que la altura a cubrir, por lo que utilizaríamos ladrillos para colocar el puntal adecuadamente.
Teniendo en cuenta todo esto se colocó en 15 minutos una superficie total de encofrado de 2,5 m2, por lo cual para colocar 1 m2 se necesita 0,10 horas. Encofrado de pilares con lamas metálicas: 0,25 horas/ m2 En este apartado, como en el de los demás encofrados se ha tenido en cuenta la aplicación del desencofrante y la correcta colocación esta vez mediante tornillos y tuercas que harán que unas chapas queden unidas a las otras apropiadamente y no se venza el encofrado una vez se empieza a verter el
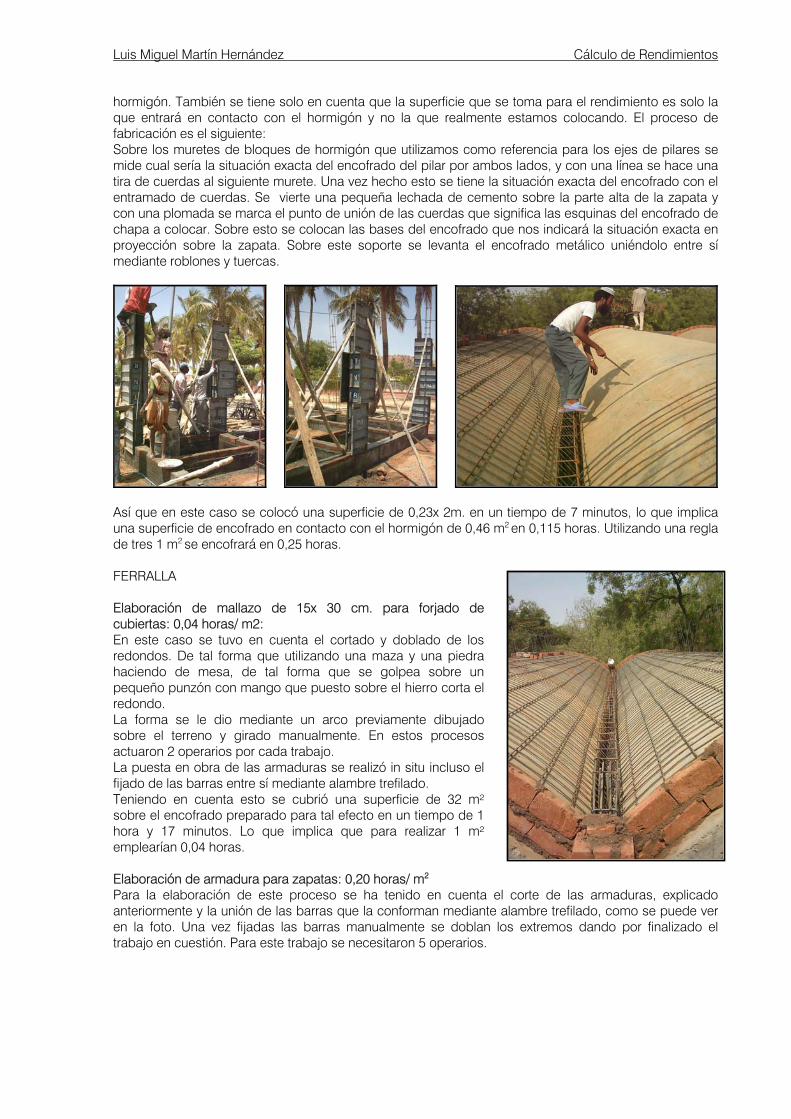
Luis Miguel Martín Hernández Cálculo de Rendimientos
hormigón. También se tiene solo en cuenta que la superficie que se toma para el rendimiento es solo la que entrará en contacto con el hormigón y no la que realmente estamos colocando. El proceso de fabricación es el siguiente: Sobre los muretes de bloques de hormigón que utilizamos como referencia para los ejes de pilares se mide cual sería la situación exacta del encofrado del pilar por ambos lados, y con una línea se hace una tira de cuerdas al siguiente murete. Una vez hecho esto se tiene la situación exacta del encofrado con el entramado de cuerdas. Se vierte una pequeña lechada de cemento sobre la parte alta de la zapata y con una plomada se marca el punto de unión de las cuerdas que significa las esquinas del encofrado de chapa a colocar. Sobre esto se colocan las bases del encofrado que nos indicará la situación exacta en proyección sobre la zapata. Sobre este soporte se levanta el encofrado metálico uniéndolo entre sí mediante roblones y tuercas.
Así que en este caso se colocó una superficie de 0,23x 2m. en un tiempo de 7 minutos, lo que implica una superficie de encofrado en contacto con el hormigón de 0,46 m2 en 0,115 horas. Utilizando una regla de tres 1 m2 se encofrará en 0,25 horas. FERRALLA Elaboración de mallazo de 15x 30 cm. para forjado de cubiertas: 0,04 horas/ m2: En este caso se tuvo en cuenta el cortado y doblado de los redondos. De tal forma que utilizando una maza y una piedra haciendo de mesa, de tal forma que se golpea sobre un pequeño punzón con mango que puesto sobre el hierro corta el redondo. La forma se le dio mediante un arco previamente dibujado sobre el terreno y girado manualmente. En estos procesos actuaron 2 operarios por cada trabajo. La puesta en obra de las armaduras se realizó in situ incluso el fijado de las barras entre sí mediante alambre trefilado. Teniendo en cuenta esto se cubrió una superficie de 32 m² sobre el encofrado preparado para tal efecto en un tiempo de 1 hora y 17 minutos. Lo que implica que para realizar 1 m² emplearían 0,04 horas. Elaboración de armadura para zapatas: 0,20 horas/ m2 Para la elaboración de este proceso se ha tenido en cuenta el corte de las armaduras, explicado anteriormente y la unión de las barras que la conforman mediante alambre trefilado, como se puede ver en la foto. Una vez fijadas las barras manualmente se doblan los extremos dando por finalizado el trabajo en cuestión. Para este trabajo se necesitaron 5 operarios.
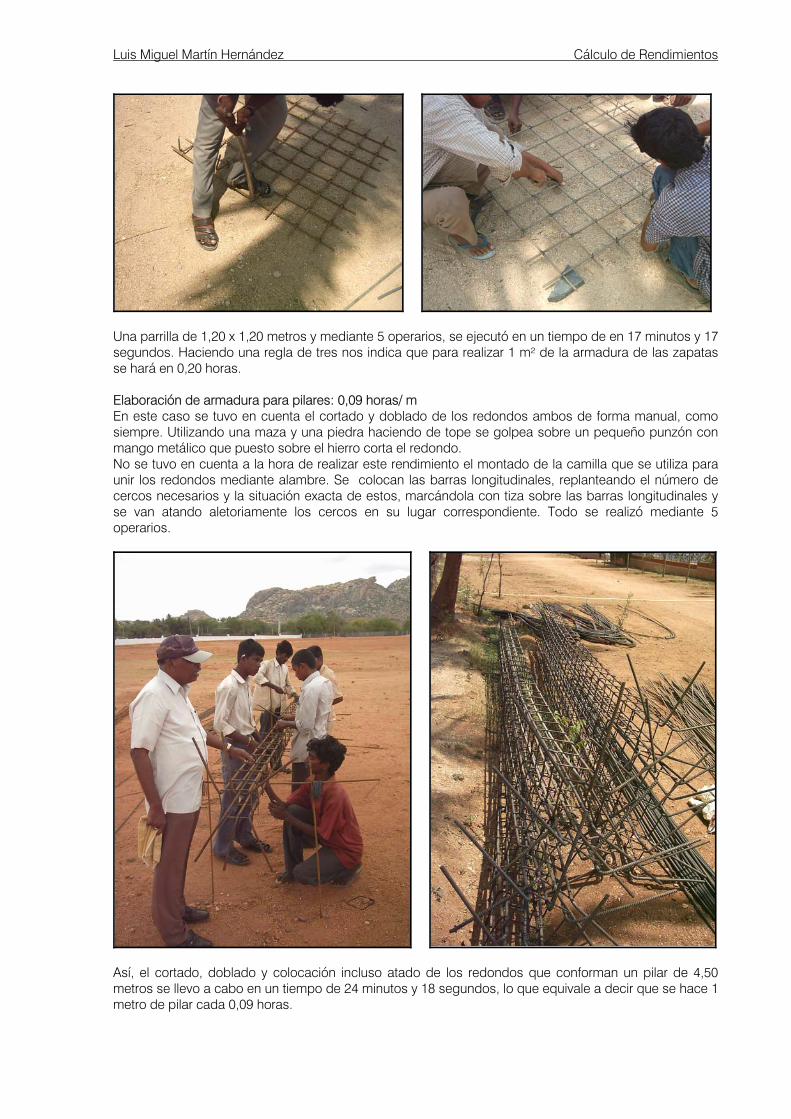
Luis Miguel Martín Hernández Cálculo de Rendimientos
Una parrilla de 1,20 x 1,20 metros y mediante 5 operarios, se ejecutó en un tiempo de en 17 minutos y 17 segundos. Haciendo una regla de tres nos indica que para realizar 1 m² de la armadura de las zapatas se hará en 0,20 horas. Elaboración de armadura para pilares: 0,09 horas/ m En este caso se tuvo en cuenta el cortado y doblado de los redondos ambos de forma manual, como siempre. Utilizando una maza y una piedra haciendo de tope se golpea sobre un pequeño punzón con mango metálico que puesto sobre el hierro corta el redondo. No se tuvo en cuenta a la hora de realizar este rendimiento el montado de la camilla que se utiliza para unir los redondos mediante alambre. Se colocan las barras longitudinales, replanteando el número de cercos necesarios y la situación exacta de estos, marcándola con tiza sobre las barras longitudinales y se van atando aletoriamente los cercos en su lugar correspondiente. Todo se realizó mediante 5 operarios.
Así, el cortado, doblado y colocación incluso atado de los redondos que conforman un pilar de 4,50 metros se llevo a cabo en un tiempo de 24 minutos y 18 segundos, lo que equivale a decir que se hace 1 metro de pilar cada 0,09 horas.
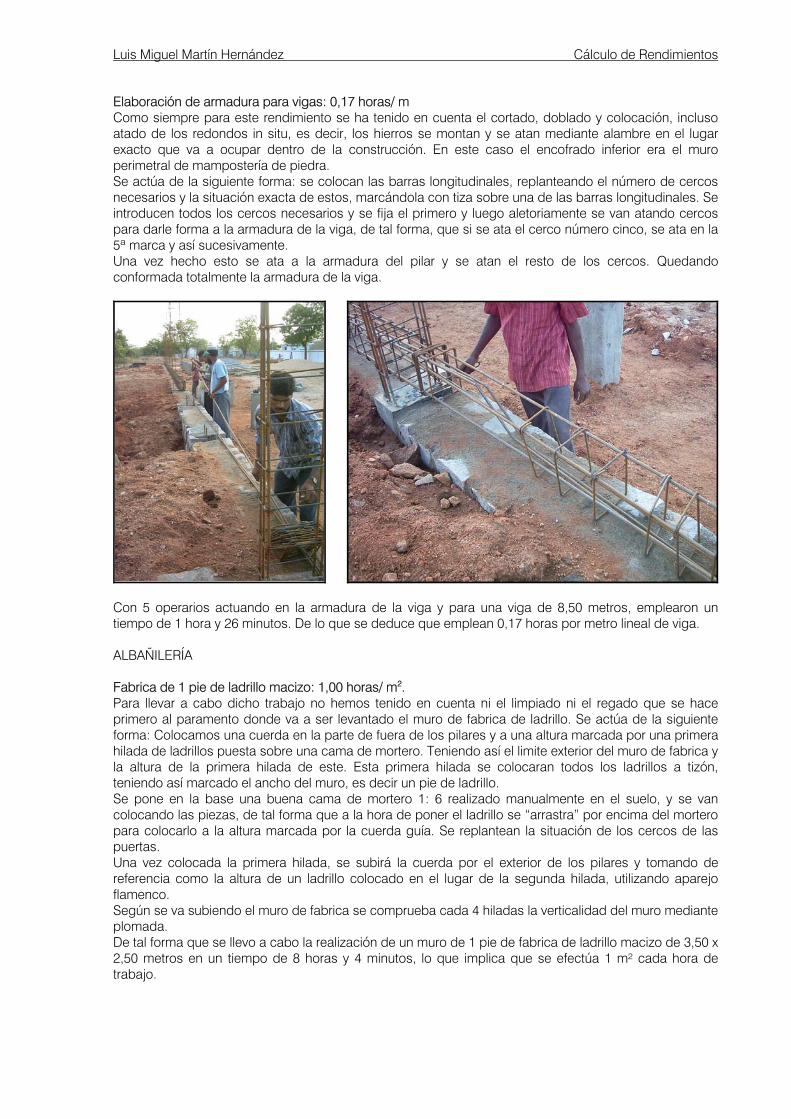
Luis Miguel Martín Hernández Cálculo de Rendimientos
Elaboración de armadura para vigas: 0,17 horas/ m Como siempre para este rendimiento se ha tenido en cuenta el cortado, doblado y colocación, incluso atado de los redondos in situ, es decir, los hierros se montan y se atan mediante alambre en el lugar exacto que va a ocupar dentro de la construcción. En este caso el encofrado inferior era el muro perimetral de mampostería de piedra. Se actúa de la siguiente forma: se colocan las barras longitudinales, replanteando el número de cercos necesarios y la situación exacta de estos, marcándola con tiza sobre una de las barras longitudinales. Se introducen todos los cercos necesarios y se fija el primero y luego aletoriamente se van atando cercos para darle forma a la armadura de la viga, de tal forma, que si se ata el cerco número cinco, se ata en la 5ª marca y así sucesivamente. Una vez hecho esto se ata a la armadura del pilar y se atan el resto de los cercos. Quedando conformada totalmente la armadura de la viga.
Con 5 operarios actuando en la armadura de la viga y para una viga de 8,50 metros, emplearon un tiempo de 1 hora y 26 minutos. De lo que se deduce que emplean 0,17 horas por metro lineal de viga. ALBAÑILERÍA Fabrica de 1 pie de ladrillo macizo: 1,00 horas/ m2. Para llevar a cabo dicho trabajo no hemos tenido en cuenta ni el limpiado ni el regado que se hace primero al paramento donde va a ser levantado el muro de fabrica de ladrillo. Se actúa de la siguiente forma: Colocamos una cuerda en la parte de fuera de los pilares y a una altura marcada por una primera hilada de ladrillos puesta sobre una cama de mortero. Teniendo así el limite exterior del muro de fabrica y la altura de la primera hilada de este. Esta primera hilada se colocaran todos los ladrillos a tizón, teniendo así marcado el ancho del muro, es decir un pie de ladrillo. Se pone en la base una buena cama de mortero 1: 6 realizado manualmente en el suelo, y se van colocando las piezas, de tal forma que a la hora de poner el ladrillo se “arrastra” por encima del mortero para colocarlo a la altura marcada por la cuerda guía. Se replantean la situación de los cercos de las puertas. Una vez colocada la primera hilada, se subirá la cuerda por el exterior de los pilares y tomando de referencia como la altura de un ladrillo colocado en el lugar de la segunda hilada, utilizando aparejo flamenco. Según se va subiendo el muro de fabrica se comprueba cada 4 hiladas la verticalidad del muro mediante plomada. De tal forma que se llevo a cabo la realización de un muro de 1 pie de fabrica de ladrillo macizo de 3,50 x 2,50 metros en un tiempo de 8 horas y 4 minutos, lo que implica que se efectúa 1 m² cada hora de trabajo.

Luis Miguel Martín Hernández Cálculo de Rendimientos
Oficial de 1ª realización de arquetas: 1,50 horas/ unidad Para este rendimiento hemos tenido en cuenta el proceso de fabricación de la arqueta de medio de pie de ladrillo macizo incluido revestido tanto interior, como exteriormente con mortero de cemento, con dosificación 1:4, utilizando arena previamente tamizada y cemento de 53 grados. La tapa será metálica para hacerla registrable, pero no se pondrá junta selladora en la tapa como se hace en España. El proceso de realización es el mismo que en el de muro de cerramiento, solo hay que tener en cuenta que en este caso tenemos unos tubos que atraviesan las paredes de la arqueta y hay que recibirlos adecuadamente con mortero de cemento.
Para realizar este trabajo se utilizaron dos operarios, unos haciendo propiamente la arqueta y otro acercándole masa o ladrillos según necesitara. El tiempo empleado para la fabricación de la arqueta fue de 1 hora y 30 minutos (1,50 horas). REVESTIMIENTOS Enfoscado de mortero de 2 cm. de espesor en muro de 1 pie de ladrillo macizo inclusive vigas y columnas: 0,35 horas/ m2
Para la realización de este rendimiento se ha tenido en cuenta tanto la puesta en obra en sí del enfoscado de mortero de 1 centímetro de espesor, además de la colocación de tela gallinera en las zonas donde el mortero entra en contacto con el hormigón de las vigas y pilares, mejorando así la adherencia entre ellos. La forma de ejecutarlo no se diferencia demasiado a la de España, puesto que en un primer momento el obrero lanza el mortero con un movimiento seco sobre el paramento con la paleta. Una vez tiene una buena superficie aplicada con el enfoscado, le pasa la paleta para nivelarlo. Una vez hecho esto le pasa una maestra de madera, para quitar las partes sobrantes del mortero donde haga falta o echar más donde lo pida.
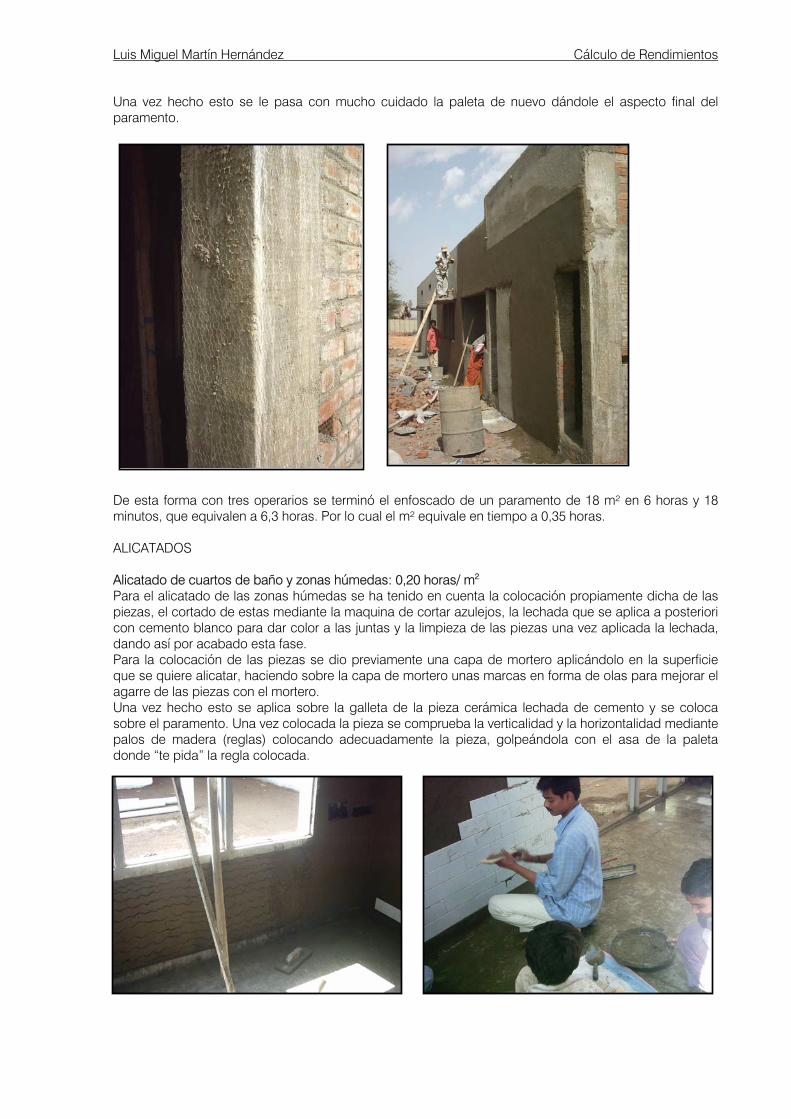
Luis Miguel Martín Hernández Cálculo de Rendimientos
Una vez hecho esto se le pasa con mucho cuidado la paleta de nuevo dándole el aspecto final del paramento.
De esta forma con tres operarios se terminó el enfoscado de un paramento de 18 m² en 6 horas y 18 minutos, que equivalen a 6,3 horas. Por lo cual el m² equivale en tiempo a 0,35 horas. ALICATADOS Alicatado de cuartos de baño y zonas húmedas: 0,20 horas/ m2
Para el alicatado de las zonas húmedas se ha tenido en cuenta la colocación propiamente dicha de las piezas, el cortado de estas mediante la maquina de cortar azulejos, la lechada que se aplica a posteriori con cemento blanco para dar color a las juntas y la limpieza de las piezas una vez aplicada la lechada, dando así por acabado esta fase. Para la colocación de las piezas se dio previamente una capa de mortero aplicándolo en la superficie que se quiere alicatar, haciendo sobre la capa de mortero unas marcas en forma de olas para mejorar el agarre de las piezas con el mortero. Una vez hecho esto se aplica sobre la galleta de la pieza cerámica lechada de cemento y se coloca sobre el paramento. Una vez colocada la pieza se comprueba la verticalidad y la horizontalidad mediante palos de madera (reglas) colocando adecuadamente la pieza, golpeándola con el asa de la paleta donde “te pida” la regla colocada.
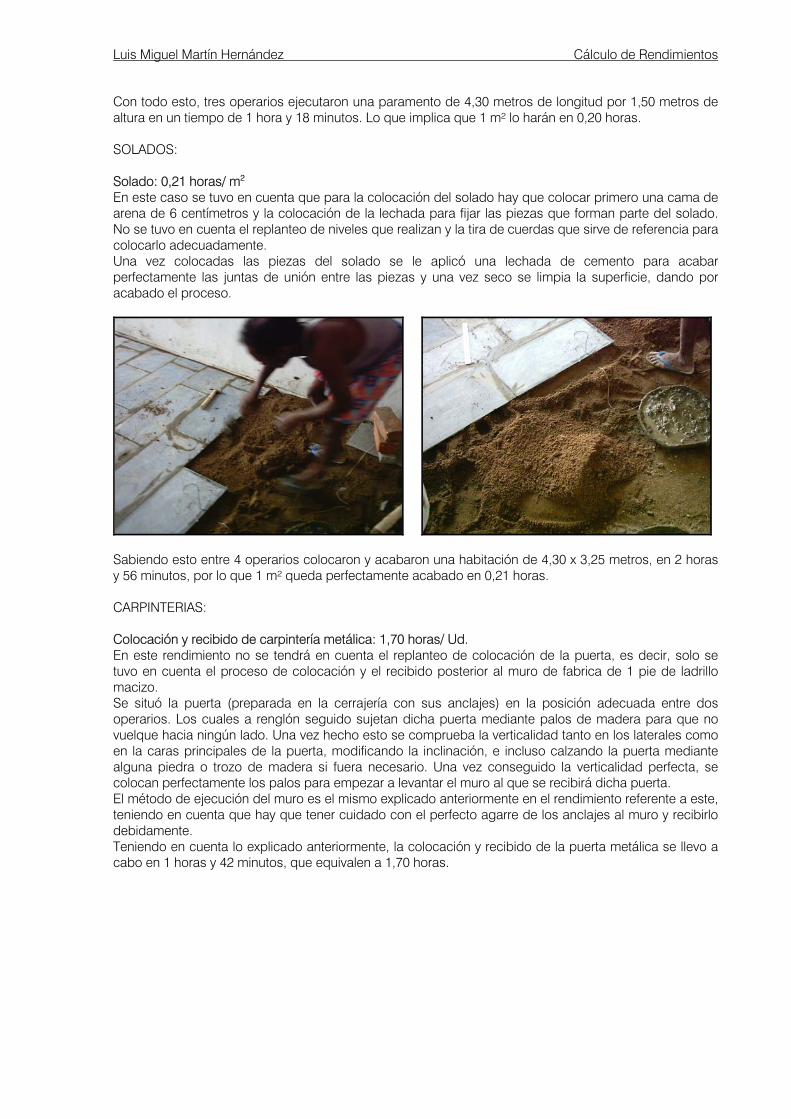
Luis Miguel Martín Hernández Cálculo de Rendimientos
Con todo esto, tres operarios ejecutaron una paramento de 4,30 metros de longitud por 1,50 metros de altura en un tiempo de 1 hora y 18 minutos. Lo que implica que 1 m² lo harán en 0,20 horas. SOLADOS: Solado: 0,21 horas/ m2
En este caso se tuvo en cuenta que para la colocación del solado hay que colocar primero una cama de arena de 6 centímetros y la colocación de la lechada para fijar las piezas que forman parte del solado. No se tuvo en cuenta el replanteo de niveles que realizan y la tira de cuerdas que sirve de referencia para colocarlo adecuadamente. Una vez colocadas las piezas del solado se le aplicó una lechada de cemento para acabar perfectamente las juntas de unión entre las piezas y una vez seco se limpia la superficie, dando por acabado el proceso.
Sabiendo esto entre 4 operarios colocaron y acabaron una habitación de 4,30 x 3,25 metros, en 2 horas y 56 minutos, por lo que 1 m² queda perfectamente acabado en 0,21 horas. CARPINTERIAS: Colocación y recibido de carpintería metálica: 1,70 horas/ Ud. En este rendimiento no se tendrá en cuenta el replanteo de colocación de la puerta, es decir, solo se tuvo en cuenta el proceso de colocación y el recibido posterior al muro de fabrica de 1 pie de ladrillo macizo. Se situó la puerta (preparada en la cerrajería con sus anclajes) en la posición adecuada entre dos operarios. Los cuales a renglón seguido sujetan dicha puerta mediante palos de madera para que no vuelque hacia ningún lado. Una vez hecho esto se comprueba la verticalidad tanto en los laterales como en la caras principales de la puerta, modificando la inclinación, e incluso calzando la puerta mediante alguna piedra o trozo de madera si fuera necesario. Una vez conseguido la verticalidad perfecta, se colocan perfectamente los palos para empezar a levantar el muro al que se recibirá dicha puerta. El método de ejecución del muro es el mismo explicado anteriormente en el rendimiento referente a este, teniendo en cuenta que hay que tener cuidado con el perfecto agarre de los anclajes al muro y recibirlo debidamente. Teniendo en cuenta lo explicado anteriormente, la colocación y recibido de la puerta metálica se llevo a cabo en 1 horas y 42 minutos, que equivalen a 1,70 horas.
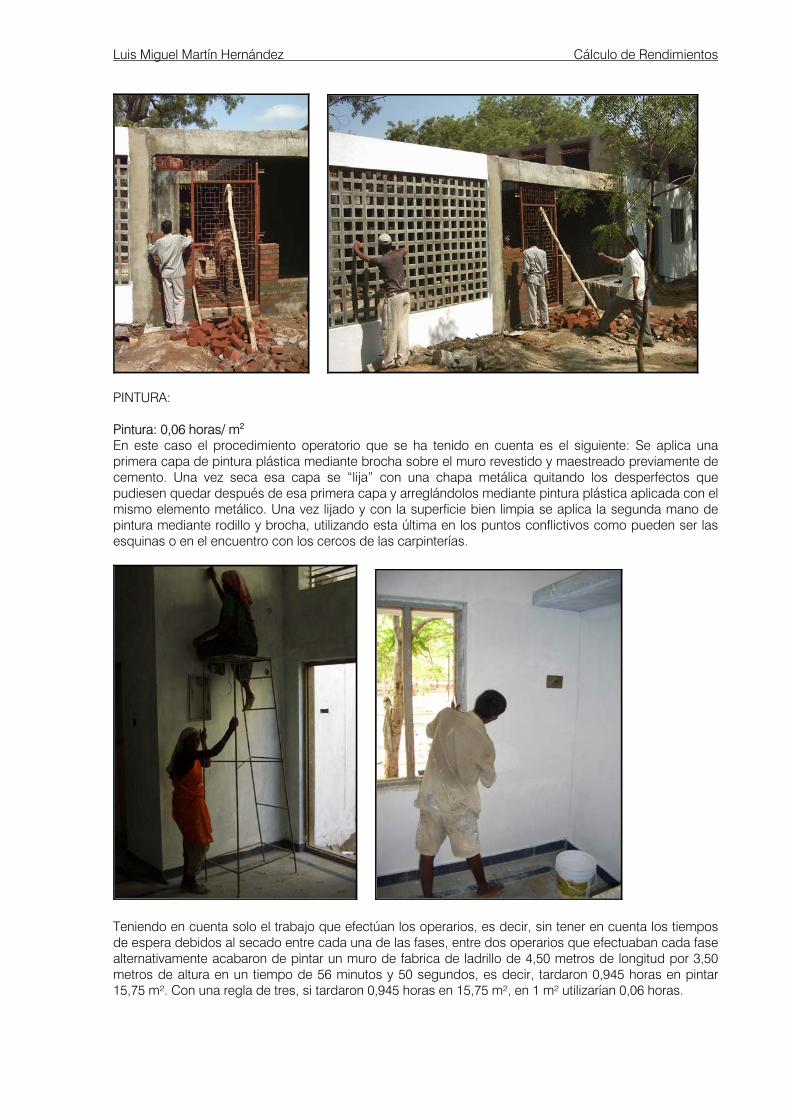
Luis Miguel Martín Hernández Cálculo de Rendimientos
PINTURA: Pintura: 0,06 horas/ m2 En este caso el procedimiento operatorio que se ha tenido en cuenta es el siguiente: Se aplica una primera capa de pintura plástica mediante brocha sobre el muro revestido y maestreado previamente de cemento. Una vez seca esa capa se “lija” con una chapa metálica quitando los desperfectos que pudiesen quedar después de esa primera capa y arreglándolos mediante pintura plástica aplicada con el mismo elemento metálico. Una vez lijado y con la superficie bien limpia se aplica la segunda mano de pintura mediante rodillo y brocha, utilizando esta última en los puntos conflictivos como pueden ser las esquinas o en el encuentro con los cercos de las carpinterías.
Teniendo en cuenta solo el trabajo que efectúan los operarios, es decir, sin tener en cuenta los tiempos de espera debidos al secado entre cada una de las fases, entre dos operarios que efectuaban cada fase alternativamente acabaron de pintar un muro de fabrica de ladrillo de 4,50 metros de longitud por 3,50 metros de altura en un tiempo de 56 minutos y 50 segundos, es decir, tardaron 0,945 horas en pintar 15,75 m². Con una regla de tres, si tardaron 0,945 horas en 15,75 m², en 1 m² utilizarían 0,06 horas.
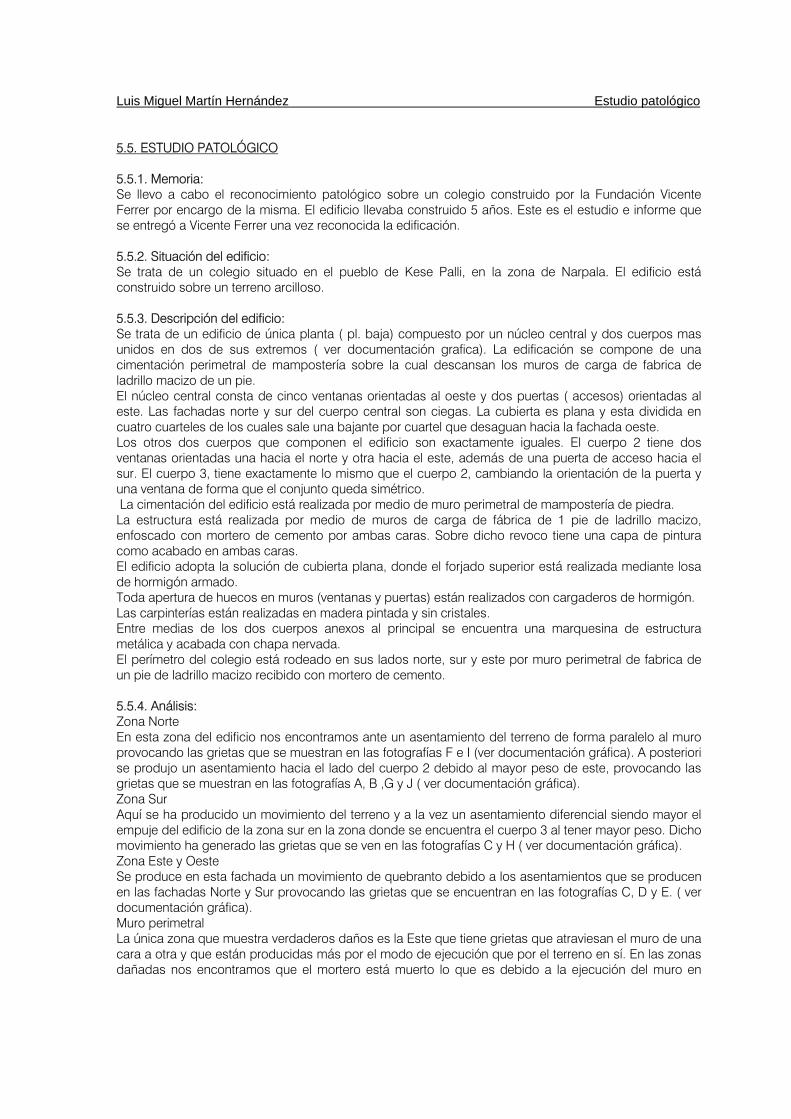
Luis Miguel Martín Hernández Estudio patológico
5.5. ESTUDIO PATOLÓGICO 5.5.1. Memoria: Se llevo a cabo el reconocimiento patológico sobre un colegio construido por la Fundación Vicente Ferrer por encargo de la misma. El edificio llevaba construido 5 años. Este es el estudio e informe que se entregó a Vicente Ferrer una vez reconocida la edificación. 5.5.2. Situación del edificio: Se trata de un colegio situado en el pueblo de Kese Palli, en la zona de Narpala. El edificio está construido sobre un terreno arcilloso. 5.5.3. Descripción del edificio: Se trata de un edificio de única planta ( pl. baja) compuesto por un núcleo central y dos cuerpos mas unidos en dos de sus extremos ( ver documentación grafica). La edificación se compone de una cimentación perimetral de mampostería sobre la cual descansan los muros de carga de fabrica de ladrillo macizo de un pie. El núcleo central consta de cinco ventanas orientadas al oeste y dos puertas ( accesos) orientadas al este. Las fachadas norte y sur del cuerpo central son ciegas. La cubierta es plana y esta dividida en cuatro cuarteles de los cuales sale una bajante por cuartel que desaguan hacia la fachada oeste. Los otros dos cuerpos que componen el edificio son exactamente iguales. El cuerpo 2 tiene dos ventanas orientadas una hacia el norte y otra hacia el este, además de una puerta de acceso hacia el sur. El cuerpo 3, tiene exactamente lo mismo que el cuerpo 2, cambiando la orientación de la puerta y una ventana de forma que el conjunto queda simétrico. La cimentación del edificio está realizada por medio de muro perimetral de mampostería de piedra. La estructura está realizada por medio de muros de carga de fábrica de 1 pie de ladrillo macizo, enfoscado con mortero de cemento por ambas caras. Sobre dicho revoco tiene una capa de pintura como acabado en ambas caras. El edificio adopta la solución de cubierta plana, donde el forjado superior está realizada mediante losa de hormigón armado. Toda apertura de huecos en muros (ventanas y puertas) están realizados con cargaderos de hormigón. Las carpinterías están realizadas en madera pintada y sin cristales. Entre medias de los dos cuerpos anexos al principal se encuentra una marquesina de estructura metálica y acabada con chapa nervada. El perímetro del colegio está rodeado en sus lados norte, sur y este por muro perimetral de fabrica de un pie de ladrillo macizo recibido con mortero de cemento. 5.5.4. Análisis: Zona Norte En esta zona del edificio nos encontramos ante un asentamiento del terreno de forma paralelo al muro provocando las grietas que se muestran en las fotografías F e I (ver documentación gráfica). A posteriori se produjo un asentamiento hacia el lado del cuerpo 2 debido al mayor peso de este, provocando las grietas que se muestran en las fotografías A, B ,G y J ( ver documentación gráfica). Zona Sur Aquí se ha producido un movimiento del terreno y a la vez un asentamiento diferencial siendo mayor el empuje del edificio de la zona sur en la zona donde se encuentra el cuerpo 3 al tener mayor peso. Dicho movimiento ha generado las grietas que se ven en las fotografías C y H ( ver documentación gráfica). Zona Este y Oeste Se produce en esta fachada un movimiento de quebranto debido a los asentamientos que se producen en las fachadas Norte y Sur provocando las grietas que se encuentran en las fotografías C, D y E. ( ver documentación gráfica). Muro perimetral La única zona que muestra verdaderos daños es la Este que tiene grietas que atraviesan el muro de una cara a otra y que están producidas más por el modo de ejecución que por el terreno en sí. En las zonas dañadas nos encontramos que el mortero está muerto lo que es debido a la ejecución del muro en
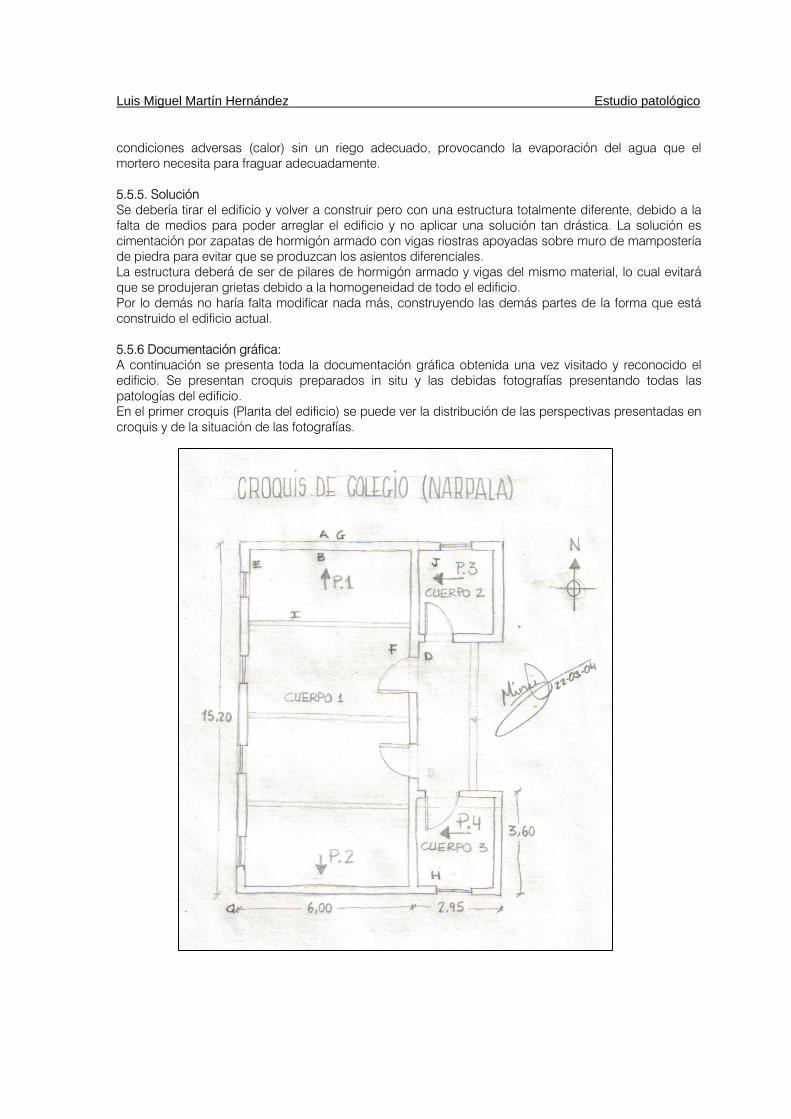
Luis Miguel Martín Hernández Estudio patológico
condiciones adversas (calor) sin un riego adecuado, provocando la evaporación del agua que el mortero necesita para fraguar adecuadamente. 5.5.5. Solución Se debería tirar el edificio y volver a construir pero con una estructura totalmente diferente, debido a la falta de medios para poder arreglar el edificio y no aplicar una solución tan drástica. La solución es cimentación por zapatas de hormigón armado con vigas riostras apoyadas sobre muro de mampostería de piedra para evitar que se produzcan los asientos diferenciales. La estructura deberá de ser de pilares de hormigón armado y vigas del mismo material, lo cual evitará que se produjeran grietas debido a la homogeneidad de todo el edificio. Por lo demás no haría falta modificar nada más, construyendo las demás partes de la forma que está construido el edificio actual. 5.5.6 Documentación gráfica: A continuación se presenta toda la documentación gráfica obtenida una vez visitado y reconocido el edificio. Se presentan croquis preparados in situ y las debidas fotografías presentando todas las patologías del edificio. En el primer croquis (Planta del edificio) se puede ver la distribución de las perspectivas presentadas en croquis y de la situación de las fotografías.

Luis Miguel Martín Hernández Estudio patológico
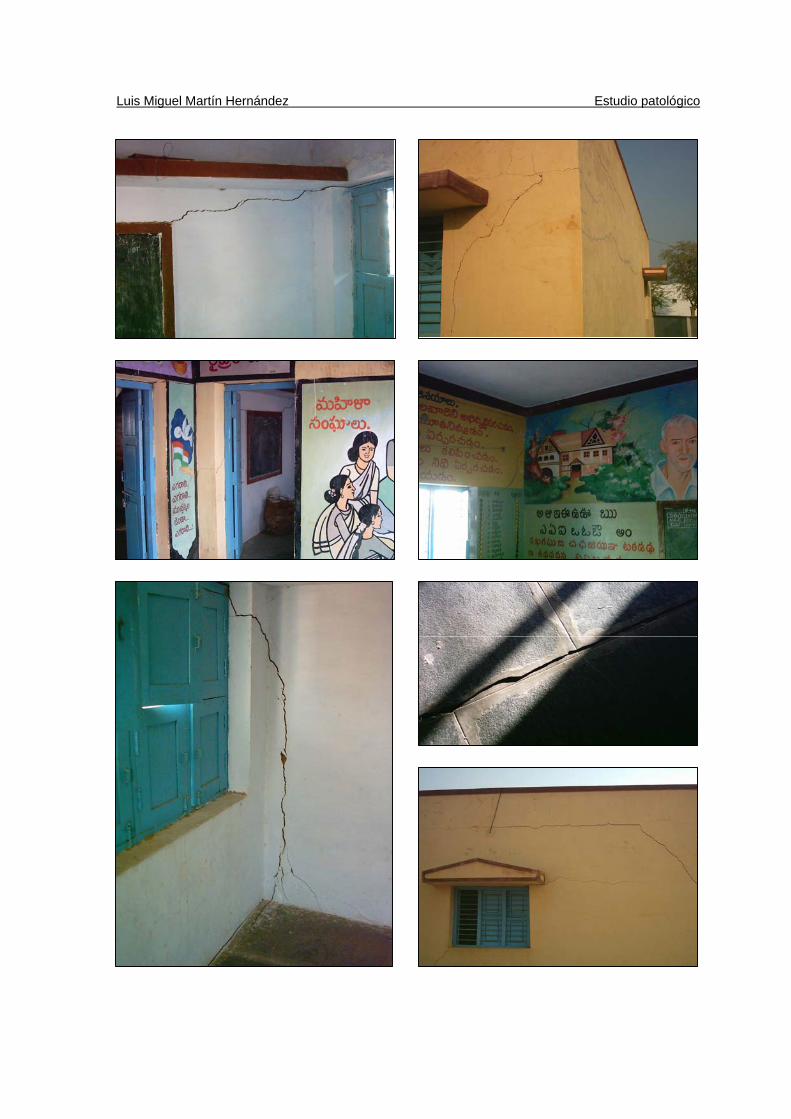
Luis Miguel Martín Hernández Estudio patológico