maintenir la qualité des produits industriels sur le chantier · au cours de la période de...
TRANSCRIPT
Maintenir la qualité des produitsindustriels sur le chantier
REX ARGENTEUIL
AuteurGérard MELCHIOR - CSTB
Rédaction - Mise en pageChristophe PERROCHEAU - Dac CommunicationPhotosEric BERNATH
Plan UrbanismeConstruction Architecture - Chantier 2000Directeur de rédactionHervé TRANCARTCommunicationDaniel WATINEArche de la Défense92055 PARIS LA DÉFENSE Cedex 04Tél : 01 40 81 24 33 - Fax : 01 40 81 23 82

Sommaire
▲▲
▲▲
FICHE TECHNIQUE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p 3
SYNTHÈSE DE L’ÉVALUATION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p 4
DÉROULEMENT DE LA DÉMARCHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 6Les produits industriels retenus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 6Actions spécifiques envisagées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 6Cloisons - plaques - doublages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 6Menuiseries extérieures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 8Plomberie, appareils sanitaires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 11
Autres observations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 13
ÉVALUATION DE LA DÉMARCHE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p 14Le plan de contrôle et les documents utilisés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 15
Sensibilisation et communivation des acteurs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 16
Acquis et qualité finale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .p 17
2
Fiche technique :REX ARGENTEUIL
▲▲
▲▲
RÉSUMÉ DE L’EXPÉRIMENTATIONL’opération expérimentale d’Argenteuil portait sur la définition et la mise en œuvre d’outils d’anticipationet de contrôle de maintien des qualités initiales des produits industriels de second œuvre à travers toutesles étapes de la réalisation, jusqu’à la mise à disposition de l’utilisateur. Les produits concernés étaient : lescloisons et doublages, les menuiseries extérieures en PVC, les baignoires, les éviers et les meubles sousévier.
OPÉRATION SUPPORTL’opération se situe à Argenteuil (95). Elle comprend 124 logements collectifs. Le chantier s’est dérouléentre 1995 et 1996.
PARTENAIRES DE L’EXPÉRIMENTATION
Maître d’ouvrageOPHLM d’Argenteuil
Maîtrise d’œuvreAtelier d’architecture Coutine-Gruschkievitsch
EntreprisesSCGPM (assistée par Spie Citra R&D), entreprise généraleTaquet, plaquisteDelacommune et Dumont, équipements sanitairesAMCC, menuiseries extérieures
Industriels/négociantsAMCC, menuiseries extérieures (assemblage)Alphacan-Lucobay, menuiseries extérieures (gammiste)Placoplâtre, plaques de plâtrePorcher Distribution, baignoiresBenthor, éviersSchmitt Ney, robinetterie et meubles sous évier
ÉVALUATION DE L’EXPÉRIMENTATIONGérard MELCHIOR - CSTB4, avenue du Recteur Poincaré75782 PARIS Cedex 16
3

L’expérimentation d’Argenteuil a découlé d’unerecherche intitulée «produits industriels : qualité -mise en œuvre - évolution» issue des ProjetsConcertés d’Action de Recherche et deDéveloppement (PCARD).
La REX portait sur la définition et la mise enœuvre d’outils d’anticipation et de contrôle desconditions permettant le maintien de la qualité ini-tiale de produits industriels jugés sensibles : cloi-sons, doublage et plaques de plâtres, menuiseriesextérieures en PVC, baignoires en tôle émaillée,éviers en inox et meubles sous évier.
Un travail de préparation de plus de deux ans aprécédé l’ouverture du chantier ; il a mobilisé ungroupe de travail constitué par l’entreprise géné-rale, des industriels et des entreprises de corpsd’état susceptibles de conduire les actions envi-sagées. C’est dans ce cadre que les besoins desentreprises ont été évalués depuis la commandejusqu’à la mise en œuvre, en détectant les tâchespour lesquelles des actions devaient être enga-gées.Ce travail s’est notamment traduit par un jeu dedocuments-type complété par des outils spéci-fiques : grille d’analyse renseignée par l’entrepriseconcernée, tableaux de contrôle et de suivi desproduits.
Pour les cloisons et les doublages, l’entreprise autilisé le bon de commande élaboré pour la REX.Les commandes de matériaux étaient déclenchéesde huit à quinze jours à l’avance et donnaient lieuà un accusé de réception par l’industriel.Au cours de la période de préparation, l’industriela mis en place des mesures spécifiques de condi-tionnement afin que les produits soient livrés surdes palettes recouvertes d’une housse. Dans lemême esprit, l’entreprise a pu assurer un gestionfine des livraisons par la possibilité de panacher enfonction de ses besoins les produits constituant leschargements.Par contre, le déchargement et les conditions destockage furent peu probants en raison de la sous-estimation du temps de déchargement et de l’im-possibilité d’appliquer la procédure d’approvision-nement envisagée. L’amenée manuelle à piedd’œuvre a donné satisfaction grâce à la qualité ducalepinage (feuilles d’approvisionnement par caged’escaliers et logements).De même, le suivi des actions préventives montrede bons résultats, tant pour la passation des com-mandes (utilisation du bon de commande REX etaccusé de réception par l’industriel), que pour lesfiches de pré-réception qui ont été correctementrenseignées et transmises systématiquement aucoordonnateur.
REX Argenteuil
4
Synthèse de l’évaluation
Les résultats observés sur les menuiseries exté-rieures sont également convaincants. L’entreprise,qui a assuré la fabrication et la pose des menuise-ries, a utilisé les fiches de contrôle en parallèle deses propres documents.La passation des commandes s’est opérée à partirdu bon de lancement de fabrication qui présentaitun nombre d’informations plus élevé que le docu-ment-type de la REX.Les livraisons ont été planifiées en flux tendus parbâtiment et par cage et selon un conditionnementpar palettes tous types de menuiseries confondus.Les opérations de déchargement par la grue ontmontré une bonne synchronisation avec les tra-vaux de gros œuvre.Une vérification systématique des supports et descaractéristiques des baies (par sondages) a précé-dé chaque mise en œuvre. L’entreprise a mis enplace un polyane sur tous les vitrages en prévisiondes opérations de ravalement.
L’entreprise de pose des appareils sanitaires aéprouvé davantage de difficulté à entrer dans ladémarche dans la mesure où seuls certains pro-duits étaient suivis au titre de l’expérimentation, cequi l’a conduit à utiliser une double procédure.Pour chacun des différents produits concernés, lacommande globale a été déclenchée par les troisnégociants suivant la procédure usuelle, c’est-à-dire sans accusé de réception de commande.En revanche, on observe de bons résultats sur l’or-ganisation logistique mise en place :• fractionnement inhabituel des livraisons en fluxtendus;• protections et reconditionnement bien adaptés;• gestion efficiente des transports et livraisons;• contrôle systématique de toute expédition.La pose des baignoires, après finition, a permis unstockage quasiment à pied d’œuvre dans deslocaux fermés en rez-de-chaussée. Cette poses’est traduite par une réussite attestée notammentpar les fiches de contrôle de pré-réception.
L’impact des actions engagées pendant la périodede préparation s’est particulièrement révélé austade des contrôles internes.Le nouvel état d’esprit recherché dans la REX s’estconcrétisé par la transmission de l’ensemble desfiches de pré-réception à l’entreprise générale. Ils’agit là d’une attitude nouvelle car de tels docu-ments sont habituellement internes et souventmoins bien renseignés : attitude de partenairesconscients de leurs engagements, rendant compte
de l’exécution des travaux, en affichant leur appré-ciation qualitative et les mesures éventuellementprises pour tendre vers une réception sansréserves.La préparation des réceptions par les trois entre-prises directement concernées par l’expérimenta-tion s’est traduite par des résultats très satisfai-sants, enregistrés dans les tableaux de contrôle(tableaux de mesure des actions menées).
L’ensemble des acquis relevés sur cette opérationpeut être considéré comme reproductible dès lorsque les entreprises sont ouvertes à la concerta-tion au travers d’une approche qualité.
Mais surtout, les évolutions auxquelles ontconsenti les industriels et négociants (conditionne-ment, fractionnement des commandes, etc.) onteu un poids extrêmement important dans les(bons) résultats observés.
REX Argenteuil
5
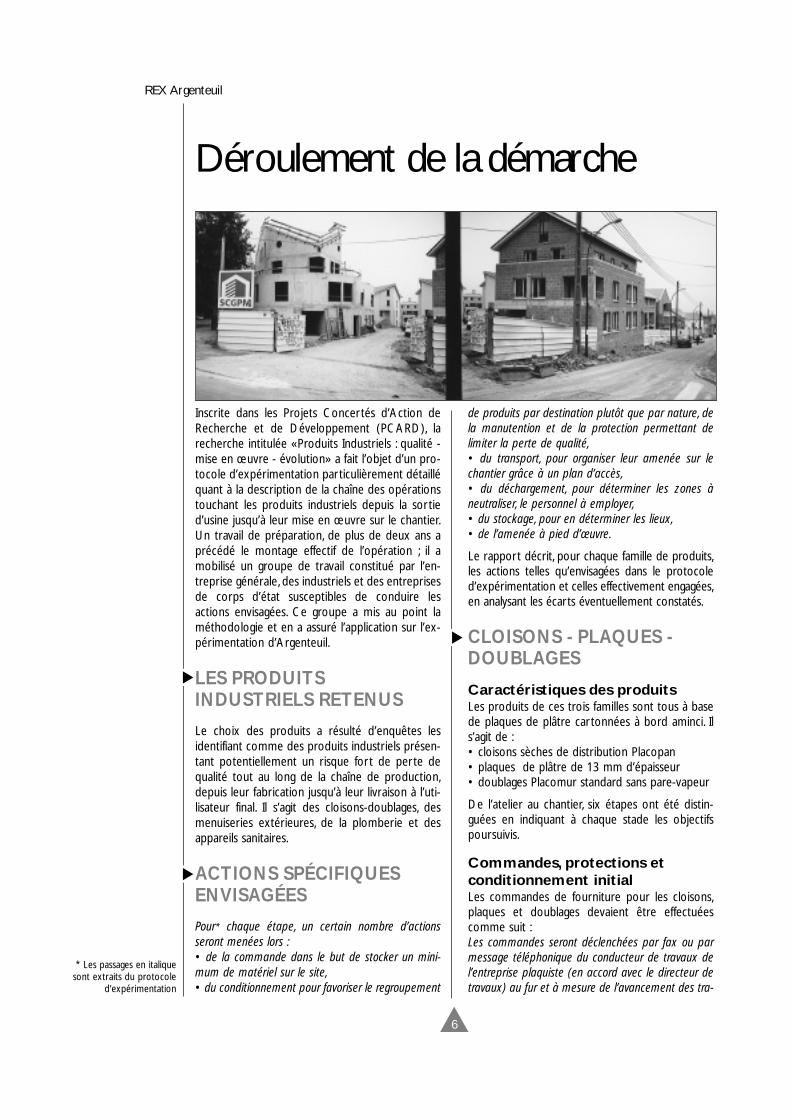
Inscrite dans les Projets Concertés d’Action deRecherche et de Développement (PCARD), larecherche intitulée «Produits Industriels : qualité -mise en œuvre - évolution» a fait l’objet d’un pro-tocole d’expérimentation particulièrement détailléquant à la description de la chaîne des opérationstouchant les produits industriels depuis la sortied’usine jusqu’à leur mise en œuvre sur le chantier.Un travail de préparation, de plus de deux ans aprécédé le montage effectif de l’opération ; il amobilisé un groupe de travail constitué par l’en-treprise générale, des industriels et des entreprisesde corps d’état susceptibles de conduire lesactions envisagées. Ce groupe a mis au point laméthodologie et en a assuré l’application sur l’ex-périmentation d’Argenteuil.
LES PRODUITSINDUSTRIELS RETENUS
Le choix des produits a résulté d’enquêtes lesidentifiant comme des produits industriels présen-tant potentiellement un risque fort de perte dequalité tout au long de la chaîne de production,depuis leur fabrication jusqu’à leur livraison à l’uti-lisateur final. Il s’agit des cloisons-doublages, desmenuiseries extérieures, de la plomberie et desappareils sanitaires.
ACTIONS SPÉCIFIQUESENVISAGÉES
Pour* chaque étape, un certain nombre d’actionsseront menées lors :• de la commande dans le but de stocker un mini-mum de matériel sur le site,• du conditionnement pour favoriser le regroupement
de produits par destination plutôt que par nature, dela manutention et de la protection permettant delimiter la perte de qualité,• du transport, pour organiser leur amenée sur lechantier grâce à un plan d’accès,• du déchargement, pour déterminer les zones àneutraliser, le personnel à employer,• du stockage, pour en déterminer les lieux,• de l’amenée à pied d’œuvre.
Le rapport décrit, pour chaque famille de produits,les actions telles qu’envisagées dans le protocoled’expérimentation et celles effectivement engagées,en analysant les écarts éventuellement constatés.
CLOISONS - PLAQUES -DOUBLAGES
Caractéristiques des produitsLes produits de ces trois familles sont tous à basede plaques de plâtre cartonnées à bord aminci. Ils’agit de :• cloisons sèches de distribution Placopan• plaques de plâtre de 13 mm d’épaisseur• doublages Placomur standard sans pare-vapeur
De l’atelier au chantier, six étapes ont été distin-guées en indiquant à chaque stade les objectifspoursuivis.
Commandes, protections etconditionnement initialLes commandes de fourniture pour les cloisons,plaques et doublages devaient être effectuéescomme suit :Les commandes seront déclenchées par fax ou parmessage téléphonique du conducteur de travaux del’entreprise plaquiste (en accord avec le directeur detravaux) au fur et à mesure de l’avancement des tra-
REX Argenteuil
6
Déroulement de la démarche
* Les passages en italiquesont extraits du protocole
d’expérimentation
▲▲
▲

vaux et adressées au négociant ; ce dernier les réper-cutera à l’industriel et confirmera la commande parécrit à l’entreprise. La commande fera apparaîtreclairement le destinataire, la date et le lieu de livrai-son. Le chef de chantier en sera informé verbalement.Chacun des intervenants veillera à apporter les pré-cisions sur l’adresse du chantier et ses points éven-tuels de déchargement (plan d’accès du chantier àprévoir).
Trois documents étaient prévus à cet effet : leplanning, le bon de commande et la fiche d’ins-truction. Le mode opératoire est au départ clas-sique, avec une commande passée au négociantsuivie de livraisons directes d’usine par camionscomplets. Le conditionnement convenu au niveaude chaque type de produits était également habi-tuel. Au cours de la période de préparation, desconditions particulières ont été acceptées par l’in-dustriel Placoplâtre :• protection initiale des piles de matériaux livréessur des palettes recouvertes d’une housse enpolyéthylène. Réutilisables, ces housses protègentles matériaux des intempéries et lors des manu-tentions;• possibilité offerte à l’entreprise d’allotir à sa conve-nance les piles constituant le chargement, et donc depanacher les produits en fonction de ses besoins.
La gestion des camions a été assurée par l’entre-prise à partir d’un calepinage très précis. La fiched’approvisionnement, remplie par le responsabledu chantier, était établie suivant un approvisionne-ment par bâtiment et par niveau pour l’ensembledes produits nécessaires. Cette prévision tenaitcompte des possibilités de découpe des plaquesainsi que des pourcentages de chutes à prévoir.Les commandes étaient passées de huit à quinzejours à l’avance ; elles étaient suivies par un accu-sé de réception servant de référence au suivi etremplaçant la fiche de contrôle initialement envi-sagée.
Transport, déchargement, condi-tions de stockage, mise en œuvrePresque tous les approvisionnements ont transitédirectement de l’industriel au chantier sans que lenégociant reconditionne les colis.Chez l’industriel, les piles de matériaux se constituentautomatiquement à la sortie des chaînes de fabrica-tion ; elles sont ensuite regroupées et stockées aumoyen de chariots élévateurs. Reprise à nouveau parchariots pour chargement des camions, à quai.
Livraison directe sur le chantier : transport parcamions gérés par l’industriel, de 20 à 25 tonnesenviron. Livraison sous 72 heures. Eventuellement àune heure déterminée avec l’entreprise de grosœuvre. L’entreprise transmettra lors de la commandeun plan d’accès, des horaires de livraison et un lieuexact de chargement. Ces renseignements serontdestinés au conducteur et seront fournis par l’indus-triel au moment du chargement.
La fiche de localisation du chantier et de ses accèsremise au conducteur présentait bien l’ensembledes indications souhaitées et notamment leshoraires à respecter afin de pouvoir disposer de lagrue de l’entreprise de gros œuvre. Les conditionsde déchargement et de stockage sur chantierconstituaient pour les produits en question unenjeu important ; elles avaient été particulière-ment détaillées dans le protocole :
Pavillons : nous utiliserons de préférence des camionsauto-déchargeables, munis de grue, qui déposent surle sol les piles de matériaux nécessaires suivant lesdirectives du responsable du chantier. Il sera souventnécessaire de déposer les piles de matériaux au soldevant les pavillons avant de les rentrer à l’intérieur.Durant cette phase, une excellente coordination avecles VRD sera nécessaire afin qu’aucune tranchée nesoit ouverte avant l’achèvement des approvisionne-ments. Le stockage des produits nécessitera un solextérieur aussi plat et sec que possible d’une dimen-sion de 20 m2 environ par pavillon. Lors de l’organi-sation de chantier le conducteur de travaux (cloi-sons,) en accord avec le responsable de l’entreprisegénérale, définira l’emplacement et les besoins exactsen aires de stockage.
Collectifs : Le camion de l’industriel stationnera àproximité du bâtiment dans une zone déterminéepar le responsable de l’entreprise générale, et la gruedu gros œuvre déchargera les matériaux à l’aided’une fourche adaptée ; les matériaux seront appro-visionnés à chaque niveau manuellement. Les ouver-tures des bâtiments auront des dimensions suffi-santes pour cette manutention. Il ne sera pas néces-saire de prévoir d’aire de stockage, les matériauxseront acheminés dès réception dans les bâtiments.Le chef de chantier du lot sera averti par son conduc-teur de travaux, du contenu du chargement ainsi quesa destination sur chantier. Le chef ou le conducteurréceptionnera la livraison, la contrôlera et signera lebon de livraison.Trois à quatre hommes seront néces-saires pour décharger. Ces personnes seront lesposeurs de plaques de plâtre sur le chantier. Il sera
REX Argenteuil
7
nécessaire d’avoir une synchronisation parfaite entrel’heure de livraison et la disponibilité de la grue grosœuvre.
Malgré une programmation faite en accord avecl’entreprise générale, la synchronisation fut loind’être parfaite et des décalages sont intervenuspar exemple du fait de l’allongement des opéra-tions de coulage du béton. Mais les désordres onteu avant tout pour origine une sous-estimationimportante du temps de déchargement (de 2 h1/2 à 3 h pour une prévision initiale de 1 h) àlaquelle s’est ajoutée l’impossibilité d’assurer lamise à pied d’œuvre à chaque niveau d’étage parla grue par suite de la présence de passerelles etd’échafaudages.Pour les pavillons, le protocole mettait l’accent surla nécessité d’une excellente coordination avec lesVRD. L’entreprise s’en est effectivement inquiétéeavant d’approvisionner. Le compte-rendu de chan-tier confirmait bien, après vérification auprès desservices susceptibles d’intervenir qu’aucune tran-chée ne serait ouverte lors de cette période. Mais,contre toute attente, EDF se mit à creuser sestranchées dans la zone des pavillons lors de lapériode des approvisionnements...
Comme le précisait le protocole, la mise en œuvredevait reposer sur un calepinage initial et uncontrôle des livraisons.Après mise au point technique définitive du program-me, il sera établi par le bureau d’études de l’entrepri-se pour chacune des trois lignes de produits, un cale-pinage précis, par appartement ou par maison indi-viduelle, qui fournira les quantités théoriques et opti-mum à utiliser sur l’ensemble de l’opération. Chaquelivraison sur chantier, qu’elle provienne de l’industrielou du négociant, fera l’objet d’un bon de livraison quidevra être scrupuleusement contrôlé, tant sur l’aspectquantitatif que sur l’aspect qualitatif des produitslivrés. Le contrôle sera permanent entre le prévision-nel qui tiendra compte des chutes minimum, et le réelutilisé ; l’analyse des écarts pourra se faire par cage,par bâtiment, par groupe d’individuels.
La qualité du calepinage initial (à l’origine de la pos-sibilité de mixage des piles de matériaux dans lescamions complets en provenance de l’industriel) etl’utilisation de la fiche de contrôle de chaque livrai-son (élaborée à l’occasion de l’opération expéri-mentale) se sont traduits par une réalisationn’ayant nécessité que fort peu de reprise. La quali-té de la mise en œuvre est attestée par l’absencepresque totale d’angles cassés et de réparations.
MENUISERIESEXTÉRIEURES
Les produits retenusIl s’agit de menuiseries extérieures PVC fabriquéespar AMCC (industriel assembleur-poseur) à partirde profilés extrudés produits par la sociétéAlphacan.• les cadres, tant dormants qu’ouvrants sont assem-blés par thermo-soudure. Ils sont réalisés avec desprofils munis de lèvre souple d’étanchéité ;• le vitrage isolant est mis en œuvre conformémentau DTU 39 ;• la quincaillerie est composée : de platine à vissersur dormant et de fiche à broche sur ouvrant ; de cré-mone à rouleaux.
Commandes, protections et condi-tionnement initialLes commandes de menuiseries extérieures PVCétaient passées par le chargé d’affaire de l’entre-prise de pose. Elles étaient suivies du :1- lancement en fabrication qui déclenche les com-mandes de vitrage, de quincailleries et d’accessoiresspécifiques au chantier. Le PVC étant pris sur le stockpermanent de l’usine;2- bon de commande aux fournisseurs avec date etadresse de livraison.Les profils et crémones sont livrés par cadencementavec le fournisseur, sans lien direct avec une com-mande déterminée.Les vitrages seront commandés après mis au pointdéfinitive de l’opération auprès du fournisseur (Saint-Gobain).
Le suivi de l’opération s’opérait à partir du bon delancement usine qui comportait les indicationsnécessaires à la réalisation et à l’enchaînement desopérations assurées en atelier (c’est-à-dire jusqu’àl’expédition) et sur lequel figurait un numéro dedossier donné par le responsable du planning del’usine.l s’est avéré inutile d’utiliser le bon de commandetype propre à la REX, toutes les données atten-dues figurant effectivement sur le bon de fabrica-tion. Les commandes étaient passées par groupede bâtiments en cherchant à se limiter à 150menuiseries. Le délai de fabrication était de 5semaines à partir de l’accord ; huit à dix joursétaient nécessaires pour préparer le dossier. Lacommande de vitrage était faite le même jour.
REX Argenteuil
8
▲

Le conditionnement était identique à celui desautres chantiers, par palettes adaptées.Les palettes pour ouvrants sont en acier et habillagebois en forme de U ; elles permettent de transporterune quinzaine de fenêtres. Les palettes pour dor-mants sont en acier et habillage bois en forme de U;elles permettent de transporter une quinzaine dedormants. Les dormants et les ouvrants sont disposésde profil, calés et maintenus en position par dessangles de calage.
Le chargement des palettes a été effectué toustypes de menuiseries confondus, par groupe debâtiment et par cage. Toutes ces palettes, quireprésentent un investissement important, sontnumérotées et retournées à l’usine après livraison.
La protection initiale des menuiseries était égale-ment la même qu’à l’accoutumé.En sortie immédiate d’extrusion, les profilés sontéquipés de film de protection transparent (le contrô-le de la qualité d’extrusion est possible à tousmoments). Les profils sont livrés coupés en longueurde 6 m et rangés dans des casiers métalliques avecprotection entre chaque rang. Le film de protectionest maintenu pendant toute la chaîne de fabricationet jusqu’au nettoyage final de la menuiserie mise enplace. Le vitrage est livré rangé par dimensions parchantier, sur palette métallique avec intercalaire deprotection entre chaque vitrage.
Moyens de transport et de déchar-gement, conditions de stockage surchantierToutes les livraisons ont été effectuées au moyende camions de l’entreprise, équipés de bras demanutention. Les livraisons ont été effectuées parbâtiment ou groupement de bâtiments. Elles ontété déclenchées par le chef de chantier, ce pointétant considéré par l’entreprise comme particuliè-rement important pour l’application de son PlanQualité. On peut ainsi considérer que l’entreprisea travaillé en flux tendus tout au long du chantier.En cas de modification du planning, et ce futnotamment le cas lorsqu’il a fallu remplacer lesappuis de fenêtres, la livraison des menuiseries surle site a pu être différée avec un stockage en ate-lier.
Pour le déchargement et le stockage, le protocoleprécisait que :Le chef de chantier (ou le responsable de pose) seraprésent lors du déchargement ; il signera le bon de
livraison et contrôlera l’état du chargement. Le char-gement et le déchargement du camion seront effec-tués par la grue du camion sur la zone de stockage.Suivant le volume et le poids des colis, deux à troispersonnes seront nécessaires. Les dimensions idéalesde l’aire de stockage pour utiliser une surface la plusréduite possible sont de 60 m2. Cette aire sera des-servie par une grue près de la zone de pose et d’unaccès piétons, sur un sol le plus plan possible. Aumoment de l’échange des palettes vides par despalette pleines, une zone de transit (utilisée environ 1heure) de 30 m2 sera à rendre disponible. Le chargéd’affaires et le chef de chantier (menuiseries), enaccord avec le responsable de l’entreprise générale,définiront l’emplacement et les besoins exacts enaires de stockage.
Le chantier s’est déroulé conformément auxobjectifs, sans incident notable ; la coordinationavec l’entreprise générale a été constante et effi-cace, tant à l’arrivée des palettes qu’à leur reprise(à la grue) pour assurer leur retour en usine.L’application d’un Plan Qualité au sein des deuxentreprises, avec d’une part l’utilisation de docu-ments de suivi et contrôle (propres à la REX ouau Plan Qualité), et d’autre part le respect desprocédures mises en place, a sans doute renforcél’efficacité du dispositif. En cas d’aléa, l’entreprise apratiqué une recherche méthodique de la solutiond’adaptation la plus efficace : par exemple, lorsquela zone de stockage prévue ne pouvait être utili-sée, un autre emplacement était affecté en tempsutile, en accord avec le gros œuvre qui assurait lareprise à la grue. La présence du chef de chantiera été effective à chaque déchargement.
Amenée à pied d’œuvreet mise en œuvreLa présence de balcons ou de dalles-terrasse avaitconduit à envisager la dépose des palettes par lagrue de chantier au niveau de l’étage concerné etde cumuler en une seule phase la manutentionverticale et horizontale. Cette solution n’a pas fina-lement été mise en œuvre, car le faible nombre deniveaux aurait amené à une repalettisation troplourde à prendre en charge. La méthodeemployée s’est donc conformée aux éléments quele protocole avait retenu au titre des «cas spé-ciaux» :Reprise des palettes sur le lieu de stockage par lagrue de chantier (demande du chef de chantier desmenuiseries ou du responsable de pose au respon-
REX Argenteuil
9
sable de chantier TCE) et dépôt de celles-ci en diffé-rents points au droit des façades. Les besoins en typede châssis détermineront le choix des palettes àamener aux différents points. Les menuiseries serontmontées, soit par treuil manuel ou treuil électrique(entreprise), pour permettre l’amenée des dormantset ouvrants au niveau d’étage considéré, à travers lesplus grandes baies (en général séjour) pour les châs-sis d’un appartement, ou de l’ensemble du niveau sicelui-ci est de surface réduite.La manutention horizontale dans le niveau de poses’effectuera (dormants et ouvrants séparés) soitmanuellement dans le cas de châssis de poids réduitou sur des chariots à deux roues dans le cas de châs-sis de poids plus important.
Cependant, aucun treuil n’a été utilisé car lenombre de niveaux desservis ne justifiait pas lecoût de sa mise en place : la totalité de la manu-tention a été assurée manuellement.
Au titre du «stockage sur lieux de pose» le pro-tocole précisait :Les châssis sur des palettes amenées par le grue dechantier au droit des façades ou directement sur leniveau de pose seront répartis dans un délai trèscourt dans les pièces concernées afin de limiter letemps de stockage en pied de bâtiment (risque dechutes d’objet) et de permettre aux palettes poséesen étage de libérer au plus vite les zones de travailtous corps d’état. Les châssis (dormants et ouvrants)et les vitrages fixes seront stockés dans les pièces,verticalement si possible le long des murs de façadeafin de ne pas gêner les travaux de ragréage desmurs des façades et des refends. Des matériauxsouples constituant des cales permettront de les sur-élever vis-à-vis d’un plancher éventuellement humideet les soustraire à des contraintes inutiles (vitrages).
La mise à pied d’œuvre des menuiseries exté-rieures dans un bâtiment représentait une journéeà deux hommes pour un camion de douzepalettes. Dans la très grande majorité des cas, l’en-semble des menuiseries était distribué dès le len-demain de la livraison. La veille de la livraison, lechef de chantier marquait à la craie sur le mur, prèsde chaque ouverture, le repère du châssis qui luiétait destiné.Pour la pose des menuiseries extérieures, le pro-tocole mentionnait les tâches préparatoires sui-vantes, avant même le repérage des baies qui vientd’être évoqué :Réception des supports - tâches à exécuter par lamaîtrise de chantier de l’entreprise de menuiseries, 2
semaines maximum avant le début de pose : état dugros œuvre ; caractéristiques dimensionnelles desbaies (toutes les baies devront être vérifiées).
Si l’état du gros œuvre a systématiquement faitl’objet d’une vérification, en revanche les caracté-ristiques dimensionnelles des baies n’ont étécontrôlées que par sondage. Ceci est normal dansla mesure où les résultats de la première vérifica-tion conditionnent l’étendue du second contrôle.La pose en elle-même a été effectuée commeprévue par des équipes de 1 ou 2 ouvriers en troisinterventions : pose, équipement et réglage, fini-tion. Comme le précisait le protocole, la posecomportait :La mise en place des châssis : dormants et ouvrants.Ceux-ci, dont les paumelles seront pré-réglées à lafabrication seront gondés au fur et à mesure de lapose des dormants et laissés en position fermée (poi-gnée de crémone non posée). Les vitrage fixes, quantà eux, seront posés à l’avancement des dormantssauf dans le cas d’allège, pour accessibilité ultérieureà la réalisation des joints extérieurs. Néanmoins,ceux-ci seront posés provisoirement si la sécurité oules conditions climatiques saisonnières l’exigent.
Afin d’éviter de dégrader les carrés par l’utilisationd’outils inadéquats, ainsi que des détériorationspar battements d’ouvrants non refermés, l’entre-prise a préféré mettre en place les ouvrants avecla poignée de crémone déjà posée, malgré lerisque de vol.Sur un plan plus général, la pose des menuiseriesextérieures impose une sensibilisation des autrescorps d’état. Le protocole en faisait mention.Les premières réunions de chantier permettront dedéterminer les baies à travers lesquelles transiterontles matériaux divers et les personnels. Afin d’évitertout risque de dégradation, les ouvrants de ces baiesseront décrochés et stockés, et les dormants serontprotégés sur les quatre côtés par un matériau résis-tant aux chocs.L’entreprise générale veillera à ce que les ouvrantsrestent fermés ou soient refermés après ouverture,afin d’éviter des battements aux courants d’air.Les vitrages seront protégés provisoirement par l’en-treprise de peinture et de ravalement afin d’évitertoute rayure lors de leur nettoyage. En phase de fini-tion, l’enlèvement des films de protection extérieurset intérieurs seront à exécuter par le titulaire du lotnettoyage.
La configuration des bâtiments, présentant denombreuses cages d’escaliers et peu de logements
REX Argenteuil
10

par hall, n’a pas poussé à systématiser le transit desmatériaux par les baies ; par conséquent seulesdes protections provisoires légères ont été misesen place. La fermeture des ouvrants relevait de lasurveillance de chantier qu’a assurée l’entreprisegénérale par la mise en place d’une vérificationquotidienne. De son côté, l’entreprise de ravale-ment a procédé à la mise en place d’un film poly-ane résistant sur toutes les fenêtres.
PLOMBERIE,APPAREILSSANITAIRES
Caractéristiques des produitsLes produits concernés par l’expérimentationsont, d’une part les baignoires et leur robinetterie,d’autre part les éviers avec leur robinetterie etmeuble sous évier.
Commandes, protections et condi-tionnement initialLa procédure de passation des commandes del’entreprise de plomberie auprès de ses négo-ciants était prévue dans le protocole :Un planning de commande sera établi par l’entrepri-se Delacommune et Dumont auprès des négociants(distributeurs spécialisés) :a) Porcher Négoce pour les baignoires, berceaux,pieds, plaques d’insonorisation et vidage de baignoire.b) Schmitt Ney ou Brossette ou Dupont Sanitairepour la robinetterie de baignoire, la robinetteried’évier et les meubles sous évier.c) Bene Benthor pour les éviers.
Les commandes serontpassées par le conduc-teur de travaux de sapropre initiative, globale-ment pour l’ensemble duchantier et confirméespar écrit ; un planning delivraison sera établi enfonction du planning duchantier contractuel.Chaque commande seraeffectuée à partir d’unappel téléphonique confir-mé par écrit (fax) dans lebut de stocker un mini-mum de matériel sur lesite. Le chef de chantieren sera informé.
L’entreprise Delacommune et Dumont a établides commandes globales auprès de ses trois négo-ciants pour l’ensemble du chantier, à partir d’unmodèle de bon de commande propre à l’entre-prise et en y joignant un plan d’installation dechantier (pas de planning de livraison). Par contre,l’ordre de livraison n°1 a été établi sur le modèlepropre à la REX avec l’adresse du fournisseur, celledu chantier, les noms du demandeur et du res-ponsable de réception.Compte tenu des aléas de chantier, le planning deslivraisons a été recalé à plusieurs reprises.L’approvisionnement ayant été déclenché par lesnégociants à partir de leur commande globale, lesproblèmes se sont situés au niveau de la gestiondes livraisons qu’ils avaient acceptées très fraction-nées (par bâtiment ou groupe de bâtiments) etqui ont été décalées dans le temps.
Avant reconditionnement, les livraisons effectuéespar les fabricants chez les négociants se présen-taient ainsi.
PORCHER Négoce• Baignoires conditionnées par palettes compre-nant vingt-cinq éléments. Chaque palette était cer-clée de feuillards, mais n’était pas filmée. Les bai-gnoires étaient emballées et fixées horizontale-ment, séparées par un carton intercalaire. Chaquebaignoire était protégée sur les plages et auxquatre coins par un cerclage en carton.• Vidages : dans une boîte de carton individuellecomprenant la notice de montage.• Berceaux : carton de vingt-cinq pièces contenantdes boîtes de carton individuelles.
REX Argenteuil
11
▲
• Plaques d’insonorisation : livrées en sachet plas-tique.
BENTHOR• Eviers conditionnés sur palettes de quarante uni-tés, emboîtés les uns dans les autres. Chaque évierétait recouvert d’un film pelable et muni à sesquatre coins d’angles de protection en plastique.L’ensemble de vidange était conditionné à part, ensachet plastique, et livré dans un carton.La présence d’un film pelable est liée au fabricant,car sa technique d’emboutissage monobloc luipermet de partir d’une tôle disposant au départd’un film de protection.
SCHMITT NEY• Meuble sous évier emballé individuellement encaisse carton cerclé et muni d’instructions demontage. Les cartons étaient livrés à plat sur despalettes de 25 unités recouvertes d’un film ther-mo-rétractable.• Robinetteries conditionnées en boîtes de cartonindividuelles et livrées dans un carton d’unecontenance de 10 pièces sur une palette pouvantrecevoir jusqu’à dix cartons de dix pièces.L’ensemble était recouvert d’un film thermo-rétractable.
Moyens de transport et de déchar-gement, conditions de stockage surchantierPORCHER NégocePour les baignoires, le reconditionnement par bâti-ment ou groupe de bâtiments s’est opéré parpalettes non cerclées mais filmées. Après recondi-tionnement, les cartons contenant les pieds debaignoires (ou berceaux), étaient placés au-dessusdes baignoires, ou sur les panneaux des façades deces mêmes baignoires.Le process amont s’enclenche à partir d’un bon depréparation qui est validé par le préparateur pourêtre ensuite transformé en bon de livraison (deuxexemplaires). Une autre personne effectue lecontrôle au stade du chargement. Chaque chantierest livré par le même camion et le même chauf-feur ; aussi le plan de chantier n’est-il remis quepour la première livraison. Un exemplaire du bonde livraison, signé par le responsable de la récep-tion, est retourné au stock central pour l’établisse-ment de la facturation.Les bons de commande établis à partir du modè-le proposé pour la REX (avec bordereau de livrai-son) présentaient un impératif particulier : “préve-
nir le signataire pour accord de la date de livrai-son”. Bien que considérée comme une contrainteinhabituelle par le négociant, cette demande a étérespectée pour toutes les baignoires (confirmationtéléphonique une semaine avant). A noter dans lecircuit des documents l’absence d’accusé deréception de commande.Les livraisons ayant été effectuées au pied des bâti-ments, les produits ont pu être stockés dans unepièce du rez-de-chaussée fermée à clef.
BENTHORCe fabricant-négociant a fait appel à un affréteurpour assurer le transport. En général, ces profes-sionnels ne livrent pas eux-mêmes mais passentpar des intermédiaires. Ceci a complexifié la trans-mission des documents REX aux chauffeurs, avecpour effet d’utiliser pour certains produits (parexemple les éviers) les bons de livraison habituels,en y rajoutant les indications complémentairesdemandées.Les livraisons ayant été effectuées au pied des bâti-ments, les produits ont pu être stockés en rez-de-chaussée dans un local fermant à clef. De mêmeque pour les autres appareils sanitaires, le bon decommande mentionnait comme impératif de pré-venir le signataire pour accord de la date de livrai-son. Lors de la première livraison, l’irrespect decette clause s’est traduit par un retour chez lenégociant des onze éviers correspondants.
SCHMITT NEYLe conditionnement des produits par bâtiment ougroupe de bâtiments s’est opéré par palettes fil-mées contenant les meubles sous évier et l’en-semble des robinetteries emballées dans des car-tons. Le process amont s’enclenche à partir de lapréparation du matériel qui fait ensuite l’objet d’uncontrôle systématique (vérification des références,des quantités, de l’état du matériel ...). A l’émissionde l’ordre de livraison, le négociant élabore un bonde préparation (document interne) puis un bonde livraison qui va au contrôle pour permettre dedéclencher le chargement. La livraison sur chantiers’effectue contre signature du bon de livraison parle réceptionnaire avant d’être retourné chez lenégociant pour facturation.La fiche de contrôle REX a fait double emploi avecle document interne du négociant. L’imprimé REXprésentait l’intérêt de faire mentionner une infor-mation importante : le nom du contrôleur.Cependant, le bon de livraison du négociant faitfigurer les initiales du contrôleur, ce qui s’est tou-
REX Argenteuil
12
jours avéré suffisant en cas denécessité.
Amenée à pied d’œuvreet mise en œuvreLors de cette opération, l’entre-prise de mise en œuvre a modifiéson mode opératoire usuel eneffectuant la pose des baignoiresaprès les finitions, c’est-à-direaprès la réalisation des carrelageset des peintures. Ce mode opéra-toire suppose cependant l’absen-ce de paillasses. De ce fait, deuxcas ont dû être considérés : lapose après finitions qui a prévaluen presque totalité lors du chantier et la pose clas-sique qui a concerné trois cages d’escaliers de huitbaignoires chacune avec paillasses. Dans ce derniercas, la commande des appareils s’est appuyée surles imprimés standards.L’approvisionnement à pied d’œuvre s’est opérémanuellement conformément au protocole (deuxbaignoires étant transportées par deux hommes).Le protocole prévoyait également la mise en placesur le chantier d’un tableau regroupant le planning,les commandes, le stockage, la mise en œuvre etles finitions, en indiquant le cas échéant tout dys-fonctionnement générateur de non-qualité. Cetteprocédure n’a pas abouti ; par contre les fiches decontrôle ont intégré cette dimension “dysfonction-nements/non-qualité”.
AUTRES OBSERVATIONS
Planification du chantierA l’ouverture du chantier, la nomination tardive ducoordonnateur a entraîné une modification descantonnements. La nature du sol a égalementgénéré des perturbations : importantes injectionsde béton ; modification des zones de stockage.On observe en outre :• une sous-estimation des travaux relatifs auxmouvements de terre pour le terrassement ;• des dégradations importantes de terrain àchaque intempérie, avec pour effet la mise enplace répétée de béton pour maintenir en état lesplates-formes de stockage ;• des modifications de programmation qui ontimpliqué des recalages sensibles du planning. Parexemple, les choix concernant la crèche n’ont puêtre arrêtés que très tardivement à l’issue de plu-
sieurs études techniques différentes ;• au stade des réceptions, une permutation del’ordre de livraison de certains bâtiments qui aentraîné quelques perturbations.
Sensibilisation et communicationdes acteurs du chantierLa concertation avec la maîtrise d’œuvre n’a pasdonné lieu à des échanges susceptibles de faireprogresser les réflexions conduites lors de lapériode de préparation, alors qu’il restait encorede nombreuses mises au point à effectuer.Le cadrage très formel défini en phase amont asans doute figé de façon excessive aux yeux desintéressés leur mode d’intervention, en les condui-sant à considérer toute adaptation ultérieurecomme une véritable remise en cause d’un sché-ma qu’ils pensaient fixé.Par contre, les problèmes qui viennent d’être évo-qués ne remettent pas en cause le suivi des objec-tifs de l’opération expérimentale ; l’utilisation desfiches de contrôle aux différents stades de réalisa-tion ayant été effective et continue, permet d’ap-précier le maintien de la qualité des produitsindustriels concernés et d’évaluer clairement l’im-pact de la démarche.
Synergie avec les industriels et leslocatairesL’objectif initial de pérenniser la qualité obtenue àl’issue du chantier à l’aide de notices d’utilisation etd’entretien n’a pas fait l’objet d’échanges particu-liers, notamment avec la maîtrise d’ouvrage.
REX Argenteuil
13
▲
Pour permettre d’effectuer les différents contrôlesnécessaires au suivi du produit, les outils mis aupoint durant la période de préparation compor-taient essentiellement un jeu de documents-typecomplété par des outils spécifiques : grille d’analy-se renseignée par l’entreprise concernée, tableauxde contrôle des actions préventives et de suivi desproduits.
LE TABLEAU DE SUIVI DESACTIONS PRÉVENTIVES
Les commandesPour les commandes, les actions préventives ontporté sur deux aspects : la commande type et laplanification des livraisons.Le bon de commande typeL’entreprise Taquet, plaquiste, a généralisé le bonde commande-type à tous ses chantiers.L’entreprise Delacommune et Dumont l’a remplisans difficulté mais sans y trouver d’avantages par-ticuliers ; par contre l’adjonction systématique d’unimpératif “prévenir le signataire pour accord sur ladate de livraison” s’est révélé efficace auprès denégociants qui n’ont pas l’habitude d’accuserréception des commandes.En tant que fabricant-poseur, AMCC a utilisé sonpropre bon de lancement en fabrication qui vabien au-delà des informations demandées dudocument-type de la REX.
La planification des livraisonsOn observe de bons résultats chez AMCC qui adéveloppé sur cette opération une réelle notionde flux tendu. Les trois négociants de l’entrepriseDelacommune et Dumont ont, quant à eux,consenti des efforts très importants en acceptantde fractionner leurs livraisons par groupe de bâti-ments, bâtiment, voire cage d’escalier. Enfin,Placoplâtre a livré directement l’entreprise Taquetsur chantier.
Protection etconditionnement initialLe contrôle départ usineSeules les entreprises TAQUET et AMCC quireçoivent leurs produits directement d’usineétaient concernées :• TAQUET est systématiquement destinataire d’undocument transmis par l’usine.• AMCC est livré par son propre atelier.
Le contrôle arrivée/départ négociantCela concernait l’entreprise Delacommune etDumont dont les trois négociants assurent uncontrôle strict et apparemment efficient, aucunincident n’ayant été signalé durant le chantier.
Transport et déchargementRenseignements et directives à destination deschauffeursLes informations délivrées aux chauffeurs ont étéjugées suffisantes, voire surabondantes. Alors quele plan fourni aux chauffeurs n’a traditionnellementd’autre fonction que de localiser l’accès au site (lazone de déchargement est communiqué orale-ment), celui d’Argenteuil comprenait l’installationdu chantier et les zones de stockage : d’où cetteimpression d’informations surabondantes.Lorsqu’un même chauffeur assurait toutes leslivraisons, ces indications n’étaient communiquéesqu’à la première livraison. A l’inverse, lorsque lesfabricants ont fait appel à des transporteurs nonintégrés, la transmission des documents était plusdifficile dans la mesure où ceux-ci peuvent sous-traiter le transport à des intermédiaires. Ce fut lecas pour un des négociants de l’entrepriseDelacommune et Dumont ; le mode habituel avecbon de livraison fut alors conservé en y ajoutantsimplement les quelques indications complémen-taires attendues.
Déchargement et stockageLa planification des aires de stockage et desmoyens de manutention, élaborée en liaison avecla programmation des livraisons, avait fait l’objetd’une étude méticuleuse au cours de la périodede préparation du chantier.Les opérations de livraison et de stockage desappareils sanitaires ont particulièrement bien fonc-tionné, notamment grâce aux accords concernantle fractionnement, obtenus par l’entreprise auprèsde ses négociants, qui ont permis de limiter forte-ment le stockage sur chantier. De plus, la pose desappareils intervenant après les finitions, des livrai-sons plus tardives ont pu être mises en place avecpour effet de stocker les produits en rez-de-chaus-sée des bâtiments dans des locaux fermant à clef.Pour les menuiseries extérieures, la méthodologieretenue pour le déchargement et le stockage a étébien suivie, notamment au niveau des manuten-tions (palettes transportées par la grue du grosœuvre).Les opérations de déchargement et de manuten-
REX Argenteuil
14
Évaluation de la démarche
tion des produits à base de plâtre ont par contredonné des résultats moins probants. Ceci résultede la sous-estimation du temps de déchargementet de l’impossibilité de mettre en place la procé-dure envisagée : l’objectif de manutention et dedistribution directe des produits à l’étage par lagrue a achoppé par la présence de passerelles etde pieds d’échafaudages qui ont fortement gênéles accès.
Amenée à pied d’œuvreet mise en œuvreA partir de la zone de stockage ou de dépôt desproduits au pied des bâtiments, l’amenée à piedd’œuvre s’est systématiquement opéré manuelle-ment. Le calepinage de distribution par unité delieu a permis une mise à pied d’œuvre très préci-se des produits grâce à un marquage sur les mursà la craie ou au feutre :• du repère de la menuiserie au bord de chaqueouverture,• du détail des produits à base de plâtre danschaque appartement.Les trois entreprises ont bien rempli et transmisde manière systématique à l’entreprise généraleles fiches de contrôle. Enfin, les options prises pourla protection des produits après pose se sontrévélées bien adaptées aux conditions du chantier.
LE PLAN DE CONTRÔLE ETLES DOCUMENTS UTILISÉS
Pour les différents points de contrôle qui corres-pondent aux «tâches ou phases» du tableau desuivi des actions préventives (c’est-à-dire de lacommande à la mise en œuvre), des fiches d’ins-truction et des fiches de contrôle avaient été éta-blies lors de la période de préparation. Maiscompte tenu de l’existence d’un Plan Qualité danscertaines entreprises, ces dernières ont utiliséleurs propres documents dont certains vont bienau-delà de ce qui avait été envisagé pour la REX.
Passation de commandeLa fiche de contrôle a été remplie par les troisentreprises afin de vérifier que la commande com-portait bien les indications concernant le produitet les renseignements obligatoires selon la com-mande type. Bien que correctement renseignée,cette fiche n’a pas apporté de valeur ajoutée auxentreprises :Taquet s’est plutôt référé à l’accusé de
réception de sa commande et Amcc à son bon delancement en fabrication. Chez Delacommune etDumont, l’établissement d’une fiche de contrôlepar celui-là même qui avait rédigé le bon de com-mande a fait redondance.
Protection et conditionnementLivraison directe d’usineChez le fabricant-poseur des menuiseries exté-rieures, la vérification du conditionnement et desprotections mises en place relève d’un auto-contrôle par celui qui assure l’expédition, suivantles indications du bordereau de livraisons.Pour les éléments à base de plâtre, le contrôle duchargement donne lieu à un émargement quireprend de façon manuscrite les quantités effec-tives sur le bon de livraison par le responsable del’expédition.
Livraison par les négociants après recondition-nementSystématiquement entrepris par les trois négo-ciants de l’entreprise Delacommune et Dumont, lecontrôle du conditionnement et des protections adéjà été abordé précédemment.
Transport, déchargementet stockageLa fiche de contrôle a bien été remplie par les troisentreprises afin de vérifier que le chauffeur était enpossession de l’ordre de livraison comportant lesrenseignements obligatoires selon la fiche detransport. Ce document est resté sans utilité pourles entreprises : Taquet s’est référé à l’accusé deréception de sa commande et Delacommune etDumont aux bons de livraisons de ses trois négo-ciants, ces deux entreprises ayant presque tou-jours (à quelques exceptions près pour Taquet)assuré l’amenée à pied d’œuvre directement.AMCC s’est calé sur le bon de livraison établi parson atelier qui, outre les quantités livrées, com-porte les schémas des types de menuiseriesextérieures.
Amenée à pied d’œuvreet mise en œuvreCloisons-doublages et plaquesLa “feuille d’approvisionnement” établie par bâti-ment ou cage d’escalier a constitué pour l’entrepri-se Taquet, le document interne qui a servi à déter-miner les quantités de produits nécessaires ainsique leur répartition par étage et par logement.
REX Argenteuil
15
▲

La fiche de contrôle de mise en œuvre par appar-tement, établie par Taquet, a systématiquement étéremplie. Pour chaque famille de produit et danschaque pièce, les travaux de finition ou de repriserestant à effectuer ont été consignés.
Appareils sanitairesL’amenée à pied d’œuvre ne s’est traduite paraucun document particulier. Par contre, l’entrepri-se a systématiquement rempli les fiches de contrô-le REX lors de la mise en œuvre.
Les menuiseries extérieuresL’entreprise menant un Plan Qualité, a utilisé sespropres documents de contrôle, bien adaptés auxobjectifs de l’expérimentation.Lors de la mise en œuvre des produits, le contrô-le s’est exercé par :• la fiche de contrôle «qualité travaux» qui com-prenait la vérification pour chaque menuiserie desaplombs, des fixations et des réglages, de l’étan-chéité, du nettoyage ;• la fiche de «pré-réception» avec indication pourchaque appartement des travaux de finition ou dereprise à effectuer pièce par pièce.
SENSIBILISATION ET COM-MUNICATION DES ACTEURS
Actions liées à la continuité de ladémarcheLes actions de suivi et de contrôle conduites parles entreprises sous-traitantes ont été très soute-nues en amont, durant toute la période de prépa-ration jusqu’au démarrage du chantier.Cela s’est d’abord traduit par une forte implicationdes industriels qui ont dérogé à leur modes opé-ratoires usuels pour raisonner en flux tendus, avecpour corollaire une analyse très fine des conditionsd’approvisionnement et de mise en œuvre de lapart des entreprises.Mais les nombreuses modifications de programmeont fini par éroder les (bons) résultats de la fortesensibilisation initiale. La communication entre lesdifférents acteurs en a souffert, avec pour effetune tendance à un repli sur des modes d’inter-vention et de collaboration plus traditionnels. Etde fait, bien que les documents mis en place pourl’expérimentation aient été utilisés, l’intérêt mani-festé par les différents responsables à leur égardfut très faible jusqu’au stade de la mise en œuvre.
Les entreprises ont plutôt utilisé leurs documentsinternes selon l’état d’esprit véhiculé par la REX ;autrement dit en analysant l’adéquation de ceux-ciavec l’objectif de maintien de qualité des produitsindustriels et avec les méthodes envisagées pour yparvenir.Au stade des pré-réceptions internes, les différentsacteurs ont renoué avec la motivation initialepropre aux objectifs de l’expérimentation. Lesfiches de contrôle de travaux, remplies par lesentreprises sous-traitantes conformément auxattentes de l’entreprise générale, ont été réguliè-rement transmises à cette dernière. Chaque res-ponsable de la mise en œuvre des produits indus-triels suivis a rendu compte des travaux effectuésen précisant l’état des lieux et les mesures prisespour obtenir une réception sans réserves.
Tableaux de contrôleLe suivi des produits s’est traduit par l’établisse-ment de «tableaux de contrôle» susceptiblesd’évaluer les éventuelles pertes de qualité sur lesproduits. Ces tableaux ont été établis à partir del’ensemble des fiches de pré-réception des entre-prises sous-traitantes et récapitulent les écartsentre les quantités de produits initialement pré-vues et les quantités réellement mises en place.
Les quantités réelles mises en place• Appareils sanitairesAucun écart n’a été enregistré entre la quantitéprévue d’éviers et de meubles sous évier et laquantité effectivement mise en œuvre, alors quel’écart moyen sur les autres chantiers varie entre 2et 3%. Sur la robinetterie sanitaire, le supplémentde 2% découle d’un vol mais est deux fois moinsimportant que d’habitude. Pour les baignoires, lesupplément représente 2,4% par rapport à lacommande initiale alors qu’il s’inscrit en moyennedans une fourchette comprise entre 6 et 10%.
• Cloisons, doublages, plaquesPour les cloisons, l’écart de 3,9% relevé sur la REXs’inscrit dans la fourchette considérée par l’entre-prise comme habituelle (de 3 à 4%). Pour les dou-blages, on observe un supplément de produits uti-lisés de 2,8% par rapport à la commande alorsque la fourchette habituelle est de 3 à 4%. Pour lesplaques, le résultat est de +3,1% contre une four-chette habituelle de 4 à 5%.
• Menuiseries extérieuresLe bilan fait état de dix châssis de menuiseriesextérieures volés ou cassés, ce qui représente un
REX Argenteuil
16
▲
supplément de produits de 0,7% par rapport à lacommande initiale.Selon AMCC ce résultat estpositif (+1% sur les autres chantiers). Il en est demême pour les vitrages : +1,1% au lieu de 2% enmoyenne.
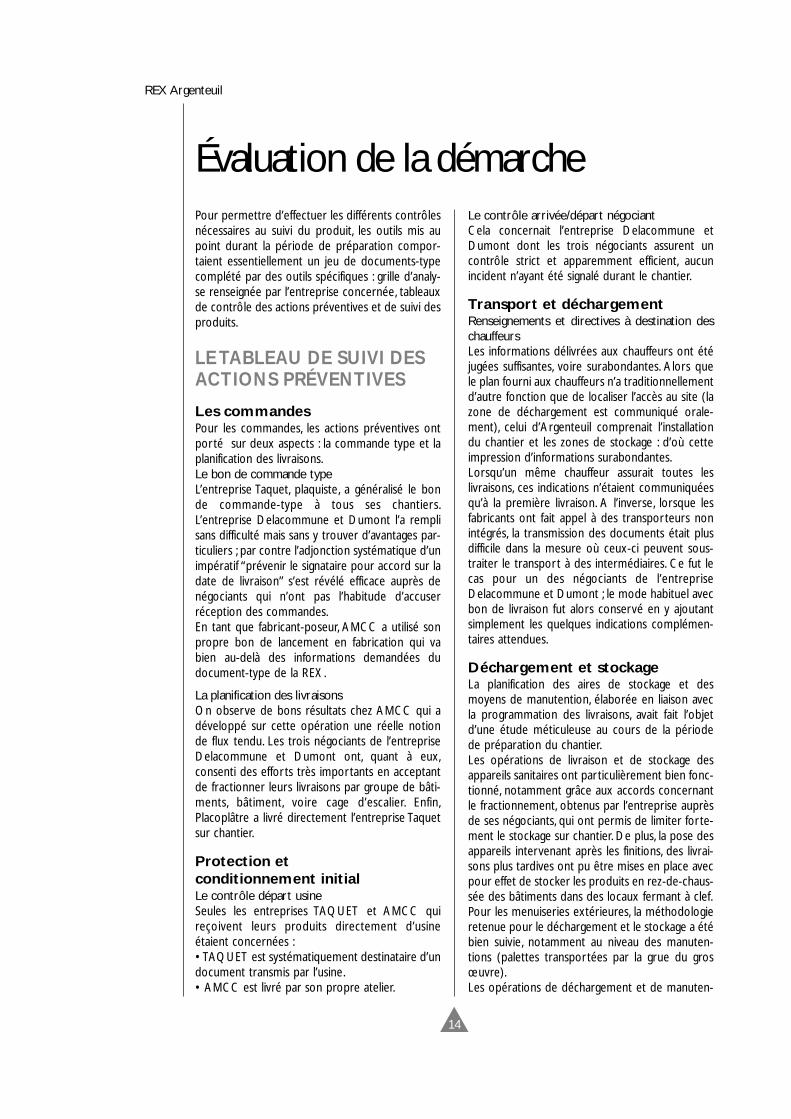
Les anomalies ayant entraîné des réparations• Appareils sanitairesSur tous les postes, à l’exception des robinetteries(où elle sont peut nombreuses et mineures), lenombre des anomalies relevées à la réception estsupérieur à celui mentionné sur la fiche de contrô-le. Pour les baignoires, la majorité des réserves neporte pas sur les appareils eux-mêmes mais sur lesdéfauts d’aspect de leur habillage (façade). La posedes baignoires après finition a donc donné d’ex-cellents résultats : seuls trois appareils ont dû êtrechangés.Pour les éviers, les quelques défauts supplémen-taires relevés à la réception peuvent être qualifiésde mineurs. Par contre, la fiche de contrôle men-tionnait un évier non posé, ce que la réception aconfirmé (problème d’approvisionnement). Mêmes’il ne s’agit que d’un appareil, ce constat modulece qui avait été avancé au stade de la pré-récep-tion, à savoir aucun constat de perte ni d’incidentmalgré une très grande fragmentation au niveaudes livraisons.Pour les meubles sous évier, on ne relève que
quelques anomalies mineures portant essentielle-ment sur des réglages de portes.
• Cloisons, doublages et plaquesSur tous les postes, la réception montre une trèsforte réduction du nombre de défauts par rapportà ceux constatés sur les fiches de contrôle. Lenombre très important d’anomalies initiales obser-vées sur les cloisons, relèvent en grande partie de«vis sur huisseries» ou de défauts mineurs. Selonl’entreprise, la REX s’est déroulée comme unchantier traditionnel et la pré-réception par l’en-treprise générale a donné lieu à une liste impor-tante de défauts mineurs dont beaucoup auraientpu être évités par l’application des dispositions duprotocole.
• Menuiseries extérieuresLes anomalies relevées sont du même ordre degrandeur sur les fiches de contrôle qu’à la récep-tion. Elles ont été peu nombreuses et n’ont entraî-né, aussi bien sur les châssis que sur les vitrages,aucune remarque particulière de l’entreprisegénérale.
ACQUIS ET QUALITÉFINALE
L’analyse de la démarche montre des acquis qui
REX Argenteuil
17
▲

vont maintenant être repris pour chacun des corpsd’état, ainsi que les perspectives s’y rattachant.
Les acquis des corps d’étatCloisons-doublages-plaquesAu cours de la période de préparation, des condi-tions particulières ont été acceptées par l’indus-triel : protection initiale des piles de matériauxlivrés sur palettes recouvertes d’une housse ; ges-tion du contenu des camions complets de vingttonnes avec possibilité de mixage des piles deproduits.L’entreprise a généralisé le bon de commande-type sur tous ses chantiers. L’amenée à piedd’œuvre manuelle a donné satisfaction grâce à laqualité du calepinage (feuilles d’approvisionne-ment par cage d’escaliers et logements).De même, la qualité de la mise en œuvre est àsouligner. Le suivi des actions préventivesmontre un bon résultat pour la passation descommande grâce à l’utilisation du bon de com-mande REX et d’un accusé de réception de lapart de l’industriel.Le plan de contrôle a bien fonctionné grâce à desfiches de pré-réception correctement renseignéeset systématiquement transmises au coordonnateur.
Menuiseries extérieuresAssurant à la fois la fabrication et la pose, l’entre-
prise, déjà engagée dans une démarche Qualité, autilisé la fiche de contrôle REX en parallèle de sespropres documents. La passation des commandess’est opéré à partir du bon de lancement de fabri-cation qui présentait un nombre d’informationsplus élevé que le document-type de la REX. Leslivraisons ont été planifiées en flux tendus par bâti-ment et par cage et selon un conditionnement parpalettes tous types de menuiseries confondus. Lesopérations de déchargement par la grue ontmontré une bonne synchronisation avec les tra-vaux de gros œuvre. Une vérification systéma-tique des supports et des caractéristiques desbaies (par sondages) a précédé chaque mise enœuvre. L’entreprise a mis en place un polyane surtous les vitrages en prévision des opérations deravalement.
Appareils sanitairesL’entreprise de pose a éprouvé davantage de diffi-culté à entrer dans la démarche dans la mesure oùseuls certains produits étaient suivis au titre del’expérimentation, ce qui l’a conduit à utiliser unedouble procédure. Pour chacun des différents pro-duits, la commande globale a été déclenchée parles trois négociants suivant la procédure usuelle,c’est-à-dire sans accusé de réception de comman-de. En revanche, on observe de bons résultats surl’organisation logistique mise en place : fractionne-
REX Argenteuil
18

ment inhabituel des livraisons en flux tendus ; pro-tections et reconditionnement bien adaptés ; ges-tion efficiente des transports et livraisons ; contrô-le systématique de toute expédition de la part desnégociants. La pose des baignoires après finition apermis un stockage dans des locaux fermés enrez-de-chaussée de bâtiment. Cette pose s’est tra-duite par une réussite, attestée notamment par lesfiches de contrôle de pré-réception.
Mesures de la qualité finaled’exécutionL’impact des actions engagées pendant la périodede préparation s’est particulièrement révélé austade des contrôles internes. Le nouvel état d’es-prit recherché dans la REX s’est concrétisé par latransmission de l’ensemble des fiches de pré-réception à l’entreprise générale. Il s’agit là d’uneattitude nouvelle car de tels documents sont habi-tuellement internes et souvent moins bien rensei-gnés : attitude de partenaires conscients de leursengagements, rendant compte de l’exécution destravaux, en affichant leur appréciation qualitative etles mesures éventuellement prises pour tendrevers une réception sans réserves. La préparationdes réceptions par les trois entreprises s’est tra-duite par des résultats très satisfaisants, enregistrésdans les tableaux de contrôle (tableaux de mesu-re des actions menées).
La comparaison entre les quantités de produitsprévues et les quantités mises en œuvre montreque l’écart est plus faible sur l’opérationd’Argenteuil que celui relevé sur les autres chan-tiers, et ce pour l’ensemble des entreprises. Cesbons résultats s’expliquent en grande partie parune réduction de la casse et des vols.
Une seconde série de tableaux s’est attachée aunombre d’anomalies enregistrées sur la fiche decontrôle de l’entreprise générale, et lors de laréception effective des travaux. Les conditions dedéroulement du chantier (modification d’ordre delivraison pour adaptation à l’intervention de l’amé-nageur du lot VRD et transformation du program-me pour le bâtiment crèche) ont perturbé l’or-donnancement initial des travaux de finition.Cependant, dans la majeure partie des cas, lesdéfauts constatés sont mineurs et indirectementattachés à la qualité des produits suivis. Parexemple, les défauts relevés sur les baignoires por-tent pratiquement tous sur les panneaux defaçades et non sur les baignoires elles-mêmes (la
pose de ces dernières, après finition, ayant remar-quablement fonctionné). Pour les cloisons où lesremarques étaient particulièrement nombreuseslors du contrôle, on observe une très forte dimi-nution de celles-ci au stade de la réception.
Directement lié à l’expérimentation et à l’objectifde maintien de la qualité des produits industrielsjusqu’à leur mise en service, cet essai de quantifi-cation s’avère concluant ; si au plan économiqueles entreprises n’ont pas compensé les investisse-ments consentis pour cette opération, enrevanche les potentialités d’amélioration (et leséconomies afférentes) sont réelles pour leursfuturs chantiers. L’ensemble des actions menéespeut être considéré comme reproductible dès lorsque les entreprises sont ouvertes à la concerta-tion au travers d’une approche qualité.
Les adaptations acceptées par les industriels etnégociants sur cette opération ont eu un poidsextrêmement important dans les (bons) résultatsobservés. Si la REX a montré que le conditionne-ment était un domaine à privilégier, il reste néan-moins à construire des approches fonctionnellesplus satisfaisantes aux plans de la manutention etdu stockage à pied d’œuvre.
REX Argenteuil
19