mais de 70% do custo do animal vivo É raÇÃoª5ª-especial... 6 total de horas paradas fabrica n°...
TRANSCRIPT


.
MAIS DE 70% DO CUSTO DO ANIMAL VIVO É RAÇÃO

.
MAIS DE 90% DO CUSTO DA RAÇÃO É MATÉRIA PRIMA

O CUSTO FÁBRICA É ~ = 4 % DO CUSTO DA RAÇÃO


● VOLUMES, TIPOS DE RAÇÃO E EXPANSÕES PROJETADAS PARA OS PRÓXIMOS 10 ANOS
● TERÁ PELETIZAÇÃO AGORA OU NO FUTURO?
● MOAGEM CONJUNTA OU PRÉ MOAGEM?
● TERÁ ADIÇÃO DE LÍQUIDOS? QUANTOS ?
● PELETIZAÇÃO “NORMAL” OU MICRO PELLETS ?
● TERÁ ALGUM PROCESSO TÉRMICO ADICIONAL ? ( EXEMPLO : EXTRUSÃO DE SOJA , EXPANDER ETC?)
● CAPACIDADES DE RECEBIMENTO/ARMAZENAGEM EXPEDIÇÃO – ETC , ETC





2-) BOAS MÁQUINAS
● ESPECIFICAÇÃO DE EQUIPAMENTOS E SELEÇÃO DE FORNECEDORES FEITAS CORRETAMENTE.



INTEGRAÇÃO ENTRE SISTEMAS - PONTO CRÍTICO
SIGouERP
O QUE ACONTECE NA EMPRESA(SOFTWARE DE GESTÃO)-CUSTO TOTAL DE PRODUÇÃO-LIQUIDEZ E RENTABILIDADE-RH, CONTAS à RECEBER/PAGAR-ESTOQUES E ATIVOS-CONTROLE VENDAS/ MARKETING
O QUE ACONTECE EM CADA TURNODE TRABALHO ( SOFTWARE DE CONTROLE)-DISPONIBILIDADE E USO CAPACIDADES-CONTROLE DA QUALIDADE-DISPONIB. E USO DE INSUMOS
S.E.M Ou SISTEMA DE EXECUÇÃO DA MANUFATURA
SOFTWAREDE CONTROLE DE EQUIPAMENTOS
O QUE OCORRE NO CHÃO DE FÁBRICAACIONAMENTO DISPOSITIVOSLEITURA DE SENSORESPROTOCOLOS INDUSTRIAISINTERFACE P/ OPERAÇÃO DOS PROCESSOS

NÃO CONFUNDIR: INTEGRAÇÃO DE SISTEMAS X N° DE PROCESSOS AUTOMATIZADOS
DOSAGEM
TRANSF.
RECEPÇÃO
MOAGEM
ROTEAM.
EXPEDIÇÃO
CLP /
SOFTWAREDE CONTROLE
SISTEMA DE
INFORMAÇÃO
GERENCIAL
(SOFTWARE
E.R.P )
INTRANET



PONTOS CRÍTICOS DE CONTROLE / INDICADORES OPERACIONAISITEM INDICADOR UNIDADE
DE MEDIDAPADRÃO SISTEMA DE MEDIÇÃO
1 ÍNDICE DE USO DA FABRICA % 85 % Capcidade Nominal/Produção Efetiva no mês ou semana( Total e p/ área)
2 GARGALOS/PROCESSOS RESTRIT. MINUTOS
TEMPO DO CICLO DE CADA PROCESSO
3 PRODUTIVIDADE MÃO DE OBRA HH/TON
TOTAL HH TRABALHADAS / TON
4 ENERGIA/ TON PRODUZIDA KWH/TON TOTAL KWH / TOTAL PRODUZIDO
5 CONS.DE COMBUSTÍVEL-VAPOR KG/TON KG DE COMBUSTÍVEL/TOT PELETIZ.
6 TOTAL DE HORAS PARADAS FABRICA N° E % H. paradas e horas paradas/TT horas disponíveis mês x 100
7 HORAS PARADAS POR MANUTENÇÃO- ELETRICA, MECANICA E AUTOMAÇÃO
N° E % H. paradas e horas paradas/TT horas disponíveis mês x 100
8 HORAS PARADAS -OUTROS PROBL. N° E % H. paradas e horas paradas/TT horas disponíveis mês x 100
9 QUEBRA GERAL DA FABRICA TONS e %
Inventário Teórico x Físico: (tudo que entrou x tudo que saiu)
10 QUEBRA POR MAT PRIMA E POR P.A. TONS e %
Inventário Teórico x Físico: (tudo que entrou/ PRODUZIU x tudo que saiu)
11 CUSTO DA QUEBRA TOTAL $ CADA TON MP (QUEBRA) X CUSTO INDIVIDUAL PER TON
12 CUSTO DE M.OBRA $/ TON TOTAL FOLHA +ENGARGOS/TOT TON
13 CUSTO TOTAL DA FÁBRICA $/TON $TOTAL GERAL/ TOTAL/ TON

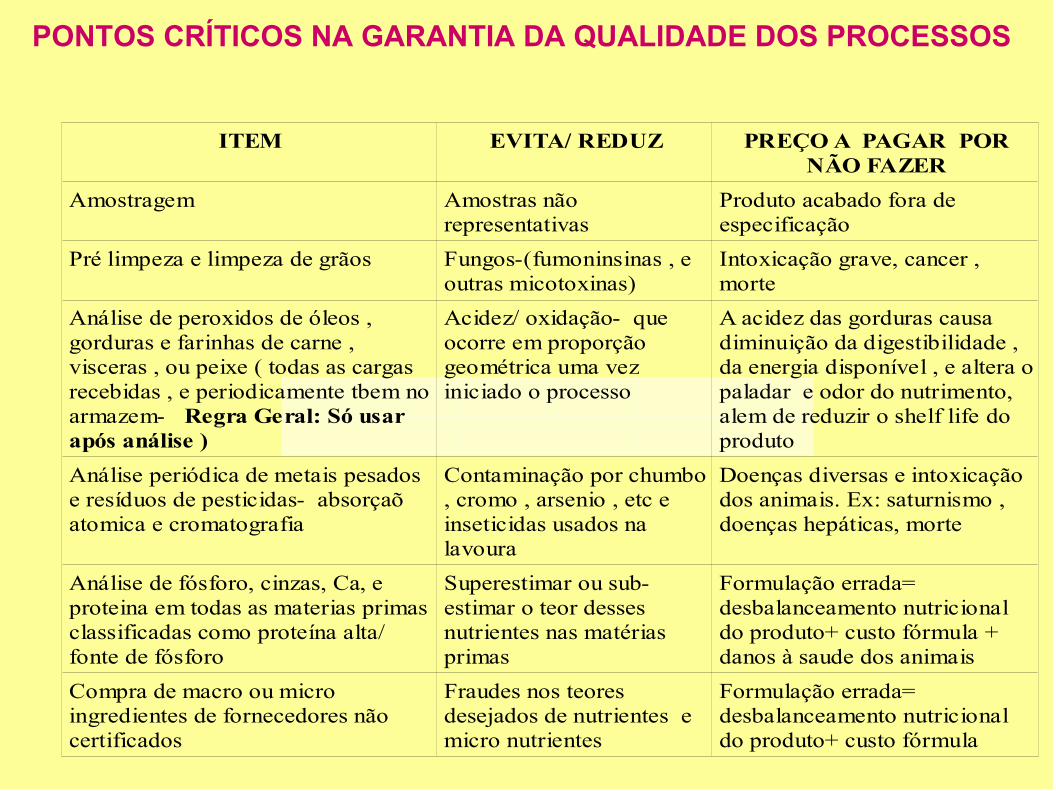
PONTOS CRÍTICOS NA GARANTIA DA QUALIDADE DOS PROCESSOS
ITEM EVITA/ REDUZ PREÇO A PAGAR PORNÃO FAZER
Amostragem Amostras não representativas
Produto acabado fora de especificação
Pré limpeza e limpeza de grãos Fungos-(fumoninsinas , e outras micotoxinas)
Intoxicação grave, cancer , morte
Análise de peroxidos de óleos , gorduras e farinhas de carne , visceras , ou peixe ( todas as cargas recebidas , e periodicamente tbem noarmazem- Regra Geral: Só usar após análise )
Acidez/ oxidação- que ocorre em proporção geométrica uma vez iniciado o processo
A acidez das gorduras causa diminuição da digestibilidade , da energia disponível , e altera opaladar e odor do nutrimento, alem de reduzir o shelf life do produto
Análise periódica de metais pesados e resíduos de pesticidas- absorçaõ atomica e cromatografia
Contaminação por chumbo, cromo , arsenio , etc e inseticidas usados na lavoura
Doenças diversas e intoxicação dos animais. Ex: saturnismo , doenças hepáticas, morte
Análise de fósforo, cinzas, Ca, e proteina em todas as materias primasclassificadas como proteína alta/ fonte de fósforo
Superestimar ou sub-estimar o teor desses nutrientes nas matérias primas
Formulação errada= desbalanceamento nutricional do produto+ custo fórmula + danos à saude dos animais
Compra de macro ou micro ingredientes de fornecedores não certificados
Fraudes nos teores desejados de nutrientes e micro nutrientes
Formulação errada= desbalanceamento nutricional do produto+ custo fórmula

PONTOS CRÍTICOS NA GARANTIA DA QUALIDADE DOS PROCESSOS
ITEM EVITA /REDUZ PREÇO A PAGAR POR NÃO FAZER
Análise períodica microbiologica Proliferação de salmonelase outros organismos patógenos
Doenças, intoxicação , morte
Análise microscópica ( estereoscópica) de todas as matérias-primas de origem animal e vegetal
Contaminação proposital ou não por chifres, cascos ,pelo , conteúdo ruminal, ( farinhas)| e larvas , ovos e insetos nas MP de origem vegetal
Formulação errada= desbalanceamento nutricional do produto ; proliferação de insetos na fábrica e nas lojas ( carunchos, Tribollium , etc)= devolução de produtos
Programa de limpeza metódico e rigoroso de equipamentos , silos , tanques, transportadores, estruturas e armazens
Contaminação por fungos e bacterias no terço superior e teto interno dos silos, elevadores, transportadores ,
Doenças, intoxicação , morte, proliferação de insetos e organismos patógenos
Instalação de protetores magnéticos e não magneticos em todos os pontoscríticos
Telas rasgadas de moinho, martelos rompidos, entupimento de matrizes da extrusora, danificação de camisas, roscas, facas
Custo de equipamentos danificados, horas perdidas – e contaminação do produto com materiais metálicos= danos à saúde dos animais

PONTOS CRÍTICOS NA GARANTIA DA QUALIDADE DOS PROCESSOS
ITEM EVITA /REDUZ PREÇO A PAGAR POR NÃO FAZER
Programa rigoroso, metódico e contínuo de controle de pragas
Proliferação de ratos, pombos e outras pragas
Contaminação do produto= doenças
Armazenagem correta Perdas qualitativas e quantitativas
Prejuízo financeiro / produto fora de especificação
Programa de Aferição de balanças Quebras e ganhos nasmatérias-primas
Misturas erradas
Programa de limpeza do misturadore demais equipamentos
Vazamentos,contaminações
misturas erradas /contaminadas
Teste periódico do Coeficiente devariação do misturador
Mistura inadequada Desbalanceamento dosnutrientes
Teste semanal da vazão dos sistemasde adição de líquidos
Adição errada Desbalanceamento dosnutrientes/ problemas com
palatabilidade
Testes de granulometria do produtoantes da PELETIZAÇÃO
Peletização incorreta, oupeletização deficiente
( pellets com finos e semresistencia)
Finos, cozimento ineficiente,baixa digestibilidade , perda de
palatabilidade

PONTOS CRÍTICOS NA GARANTIA DA QUALIDADE DOS PROCESSOS
ITEM EVITA /REDUZ PREÇO A PAGAR POR NÃO FAZER
Testes de densidade do produtoacabado e conformação da partícula
( aplicável somente em pet food)
Produto inadequado( sinking/ floating) ou fora
da especificação deformato/ aspecto variável
Maus resultados de campoDevolução de produto, perda da
confiança do consumidor,rejeição pelo animal, problemas
com volume versus tamanhodas embalagens
Testes de umidade e atividade deagua no produto extrusado
ou peletizado
Mofo, degradação doproduto
Devolução de produtos, abaloda marca no mercado- grande
prejuízo finaceiro e institucional
Programa de aferição de pesodurante e após a operação de
ensaque, e programa de aferição debalanças
Sacos com peso incorreto-erros de dosagem na
mistura
Problemas ( multas) com oInmetro, perda da confiança do
consumidor , devolução deprodutos, Misturas erradas
Testes de gramatura e correção deespessura das camadas nas
embalagens
Rompimento de sacos Quebras no estoque de PA,devolução de produtos , perdade confiança do consumidor
Programa sólido e contínuo deSeleção , Contratação, Motivação e
Treinamento de auxiliares ,operadores e supervisores
Evita ou reduz TurnOver e os seus custos, e
TODOS os errospossíveis de serem
cometidos numa fábrica
Uma equipe mal selecionada,mal contratada , sem
motivação e sem treinamentoelimina uma empresa do
mercado!!!!


4-)PONTO CRÍTICO: TREINAMENTO DE TODA A EQUIPE
-GERENTE DE PRODUÇÃO
-SUPERVISOR DE PRODUÇÃO
-SUPERVISOR DA GARANTIA DE QUALIDADE
-OPERADORES E AUXILIARES
-OPERADOR DE CALDEIRA E AUXILIAR
-SUPERVISOR DE SEGURANÇA/ RH
“ CREIO EM CONTRATAR BEM , MOTIVAR MUITO, TREINAR SEMPRE, E SUPERVISIONAR SÓ O SUFICIENTE … “