managing earnings at asset light 3pls
TRANSCRIPT

Managing Earnings at Asset Light
3PLs
The Route to Profit Maximization
1
Lean Transit – Greg W Stephens
[email protected] 904 333-4469

Discussion Objectives
2
The 3PL business environment
Characteristics of Profit Maximization for 3PLs
Profit Maximization and relationship to:
Market Segmentation
Process Control
Lean Processes
Constraints and implementation

3PL Business Environment
3
A virtually perfect competitive business model.
Pre-tax earnings for 6 public 3PLs: 1-11% of revenue with
median at 4.8%. High performers – new markets
High variable cost to revenue: 70%+ not uncommon.
No long-term excess profits
Average efficiency firms improve to levels of high performers or go
out of business (e.g. TL carriers post 1980)
High performers become more efficient or expand into markets
Over time those market expansions and efficiencies are duplicated by
competitors.

Profit Maximization
4
Key output of profit maximization strategy for asset light firms
variable cost that correlates closely to revenue.
Processes that are on target with minimum variation
$-
$1.0
$2.0
$3.0
$4.0
$5.0
$6.0
$7.0
$8.0
Pd 1Pd 2Pd 3Pd 4Pd 5Pd 6Pd 7Pd 8Pd 9 Pd10
Pd11
Pd12
Net Revenue
Variable Cost
$-
$1.0
$2.0
$3.0
$4.0
$5.0
$6.0
$7.0
$8.0
$9.0
$10.0
Pd 1Pd 2Pd 3Pd 4Pd 5Pd 6Pd 7Pd 8Pd 9 Pd10
Pd11
Pd12
Net Revenue
Variable Cost
Two actual asset light transport companies: left side firm more stable
and higher pre-tax income and higher revenue to variable cost ratio.

Profit Maximization Tools and Techniques
5
Market Segmentation:
Segment portfolio into components that have similar
characteristics
Some version typically done at 3PLs
Examples include: Big Box, Grocery, Durables, Short Term
Consumables, Distribution Centers, Ocean Carriers
Weakness tends to be in using averages and comparisons to
budget, prior year, etc. to measure performance
A more useful way is to view the business in terms of it’s
contribution, volume, etc. (variability over time and to
process performance specs)

Traffic with a Narrow Distribution is Under
Control. Focus on out-of-control Traffic
6
0
10
20
30
40
50
60
$50 $70 $90 $110 $120 $130 $150 $170 $180 $210 $380 $480 $580
Mar-
May V
olu
me
Contribution/Unit
Atlanta-Miami: Electronics
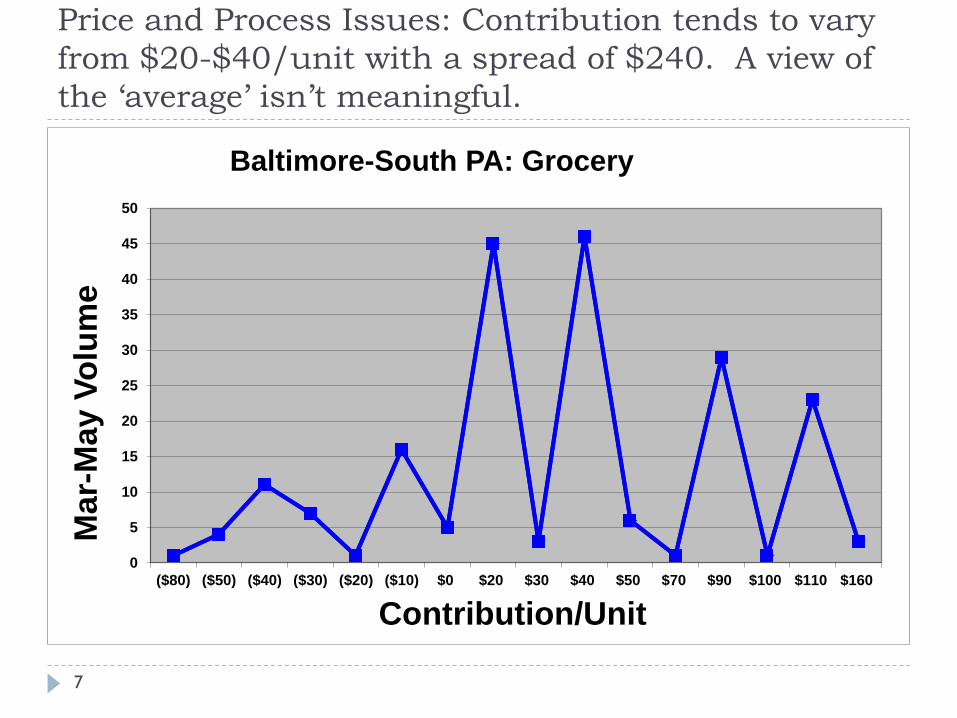
Price and Process Issues: Contribution tends to vary
from $20-$40/unit with a spread of $240. A view of
the ‘average’ isn’t meaningful.
7
0
5
10
15
20
25
30
35
40
45
50
($80) ($50) ($40) ($30) ($20) ($10) $0 $20 $30 $40 $50 $70 $90 $100 $110 $160
Mar-
May V
olu
me
Contribution/Unit
Baltimore-South PA: Grocery

Contribution Average is not meaningful. Must look at
the profile over time and identify key drivers.
8
0
2
4
6
8
10
12
(340) (150) (40) (30) (20) (10) 20 30 40 60 70 80 90 100 110 150
VO
LU
ME
CONTRIBUTION/UNIT
Jacksonville - Gainesville: Perishable Foods
MOVES
This side of the distribution is
driven by non-reimbursed
driver assessorial charges.
This side of the distribution is
driven by margin on driver
assessorial charges.

Alternative Views of Business are Useful
9
Segment Traffic with similar characteristics by location and at an actionable level (Customer, O/D, Shipper, Consignee, etc.)
Repetitive vs Non-Repetitive (Ones’ and Two’s)
Focus on managing repetitive traffic with zero execution errors
Margins become price driven vs execution driven
Stable, Lost and New Traffic
How do the margins and handling characteristics of traffic change over time?
Does the New traffic in the portfolio have fundamentally different margins and characteristics of lost traffic. Eroding margins on new traffic vs lost or stable traffic often are a
result of loss of competiveness for traffic with specific characteristics

Profit Maximization: Getting Paid for What
you do
10
Provide only those services that the customer is willing
to pay for (those you are contractually obligated to
provide.
Absolutely fundamental to high performers.
Can’t afford to sell a Lexus for a Kia price.
Eliminate components of processes that do not add value
(i.e. the customer won’t pay for)
Those process components are widespread in under
performing firms.

Focus on Control of Income Driving
Processes
11
Identify, map, and evaluate important processes
Processes are the use of inputs such as land, labor, equipment, and systems to generate output.
Analytical view: business is a set of processes that generate income
In order to improve processes the following must happen:
Process is stable
Process data is normally distributed
Process capability can be measured
Change processes that are not capable of meeting specs
Design Experiments to quantify impact of process change
Use LEAN tools (TPS) to take out non-value added process components

Process Data Tends to be and Should be
Normally Distributed
12
y = 0.0197x - 2.7993
R² = 0.9822
-3
-2
-1
0
1
2
3
32 82 132 182 232 282
Z
Normality Plot: Anderson Darling Method: Chicago Big Box Retailer
An Rsquared value of
0.8 is ‘normal’. There
are statistical methods
for ‘non-normal’ data.

Process data must be “In Control”
13
For an in-control process 100% of the data falls in a band 6
SDs wide; variations are normal in the process
An out-of-control process is characterized by special cause or
external variation (employee turnover, late trains)
Process capability can’t be measured or modified until a
process is ‘in-control’.
CL 58.6
UCL 147.9
LCL -30.6
(60)
(10)
40
90
140
190
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Co
ntr
ibu
tio
n
Date/Time/Period
Process Control Chart : Atlanta

Process capability cannot be accurately
measured for processes not in control
14
Out of control process are not stable and thus the outputs are
not predictable.
Out-of-control processes are typically caused by data quality,
organizational instability (typically field staff), external factors,
and process design itself.
CL 297.3
UCL 628.5
0
100
200
300
400
500
600
700
800
100 200 300 400 500 600 700 800 900 100011001200130014001500160017001800190020002100220023002400 100 200
Ran
ge
Date/Time/Period
Contribution Profile over 24 Hour Period

A Process Must be able to Meet Target Specs
Consistently and with Minimum Variation: The
processes at Nashville have a 30% defect rate.
15
0
5
10
15
20
25
30
35
40
45
(369) (265) (161) (57) 47 151 255 360 464 568 672 776 880 984
Nu
mb
er
Contribution per Unit - Consumer Electronics
PROCESS CAPABILITY- NASHVILLE
LSL 50 USL 500 Mean 146 Median 140 Mode 140 n 125 Cp 0.44
Cpk 0.19 CpU 0.70 CpL 0.19 Cpm 0.35 Cr 2.26 ZTarget/DZ 0.76 Pp 0.44 Ppk 0.19 PpU 0.69 PpL 0.19 Skewness 0.58 Stdev 170 Min (265) Max 880 Z Bench 0.52 % Defects 30.4% PPM 304000.00 Expected 302829.70 Sigma 2.01
The LSC and USL
are the Lower and
Upper Spec Limits.
When the spec
limit falls inside the
distribution the
process is not
capable of meeting
requirements. Out
of spec data are
‘defects’.

Tools like Regression Identify Factors Driving
Performance. These tools are just as useful for
evaluation of commercial processes.
16
Rail Term Availability SO Receipt Drive Dispatch Term Time Drive Time Consignee Queue Service Quality
-0.5 12.2 3.1 0.47 2.9 0.25 1
1.1 24.6 2.7 0.54 2.7 0 1
0.9 13.7 3.2 0.96 3.1 0 1
1.6 22.1 5.3 0.48 2.6 0 2
4.2 4.2 0.8 1.7 3.8 1.3 3
1 15.6 2.8 1.1 2.4 0 1
2 48.5 4.7 0.36 1.9 0.7 2
1.4 12.7 3.8 0.9 2.6 0.2 2
6.2 2.3 0.7 2.1 3.5 0.9 3
-0.9 21.4 3.6 1.2 3.1 1.4 1
SUMMARY OUTPUT
Regression Statistics
Multiple R 0.991
R Square 0.982 Goodness of Fit >= 0.80
Adjusted R Square 0.945
Standard Error 0.192
Observations 10
P-value
0.134
0.002 Availability at Rail Terminal Significant Variable
0.049
0.082
0.064
0.295
0.022 Consignee Queue Significant Variable
Factors Impacting Consignee Delivery Performance

By eliminating non-significant factors one at a time
all the performance driving factors are isolated
17
Rail Term Availability SO Receipt Drive Dispatch Term Time Consignee Queue Service Quality
-0.5 12.2 3.1 0.47 0.25 1
1.1 24.6 2.7 0.54 0 1
0.9 13.7 3.2 0.96 0 1
1.6 22.1 5.3 0.48 0 2
4.2 4.2 0.8 1.7 1.3 3
1 15.6 2.8 1.1 0 1
2 48.5 4.7 0.36 0.7 2
1.4 12.7 3.8 0.9 0.2 2
6.2 2.3 0.7 2.1 0.9 3
-0.9 21.4 3.6 1.2 1.4 1
SUMMARY OUTPUT
Regression Statistics
Multiple R 0.986
R Square 0.972 Goodness of Fit >= 0.80
Adjusted R Square 0.937
Standard Error 0.206
Observations 10
Independent Variable P-value
Rail Term Availability 0.001 Eliminate Non-Significant "Causes"
SO Receipt 0.033 and you now have 4 signfificant factors
Drive Dispatch 0.047 Lower P Value indicates more signficant.
Term Time 0.072
Consignee Queue 0.012
Factors Impacting Consignee Delivery Performance

Design of Experiments can be used to test
Process Changes
18
Objective: Change process inputs to optimize process
outputs
Variety of methods available: requires absolute adherence
to design of the experiment
After the experiment an algebraic equation is used to set
the optimal inputs.
Not a trivial exercise (but doable) in service businesses
dependent on multiple vendors and non-controllable
factors. Often used in supply chain applications
Difficult to communicate visually.

There are many tools available for
forecasting trends in market factors
19
Multiple Regression Analysis: Used when two or more
independent factors are involved-widely used for intermediate
term forecasting.
Nonlinear Regression: Does not assume a linear
relationship between variables-frequently used when time is
the independent variable.
Trend/Time Series Analysis: Uses linear and nonlinear
regression with time as the explanatory variable-used where
patterns vary over time.
Decomposition Analysis: Used to identify several patterns
that appear simultaneously in a time series. Also used to de-
seasonalize data.

Once processes are under control and meet customer
specifications LEAN processes are used to increase
efficiency
20
LEAN: Invented in 1950s; also called TPS (Toyota Production
System).
Core principle: Maximize customer value at minimum cost.
Used in both manufacturing and service industries.
Define value streams in business and take out every non-value
added step.
Involves development of ‘value stream’ maps
Used extensively in logistics, supply chain, and administrative
processes; often for information flow mapping and analysis
Firms also could benefit in administrative and field operations
processes.

Constraints and Implementation
21
Organization should be relatively stable
Restructuring, cutbacks, etc. create instabilities that make projects not sustainable
Organize project into maximum 8-12 week sub projects
Continually demonstrate meaningful progress
Keeps team members focused
Use project as a mechanism to grow business profitability not cut overheads
People will not cooperate if seen as a way to eliminate their job
Expert judgment required in every phase
Use Rapid Prototyping for initial development of IT components of projects
Implementation in internal IT platform required for sustainability