managing white space training
TRANSCRIPT

8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 1/14
TRAINING 1201-0694
that is fundamentally flawed. Theysee the business through a crackedlens.
There is a better way to look at anorganization and to run one. It’scalled process management. Com-panies including IBM, Ford, Boe-ing, GTE, Motorola, McDonnell
Douglas and AT&T are using it toimprove the way they do all sorts ofthings.
Before we can judge the virtuesof this new set of lenses, howeverwe have to see what the world lookslike through the glasses we’re wear-ing now.
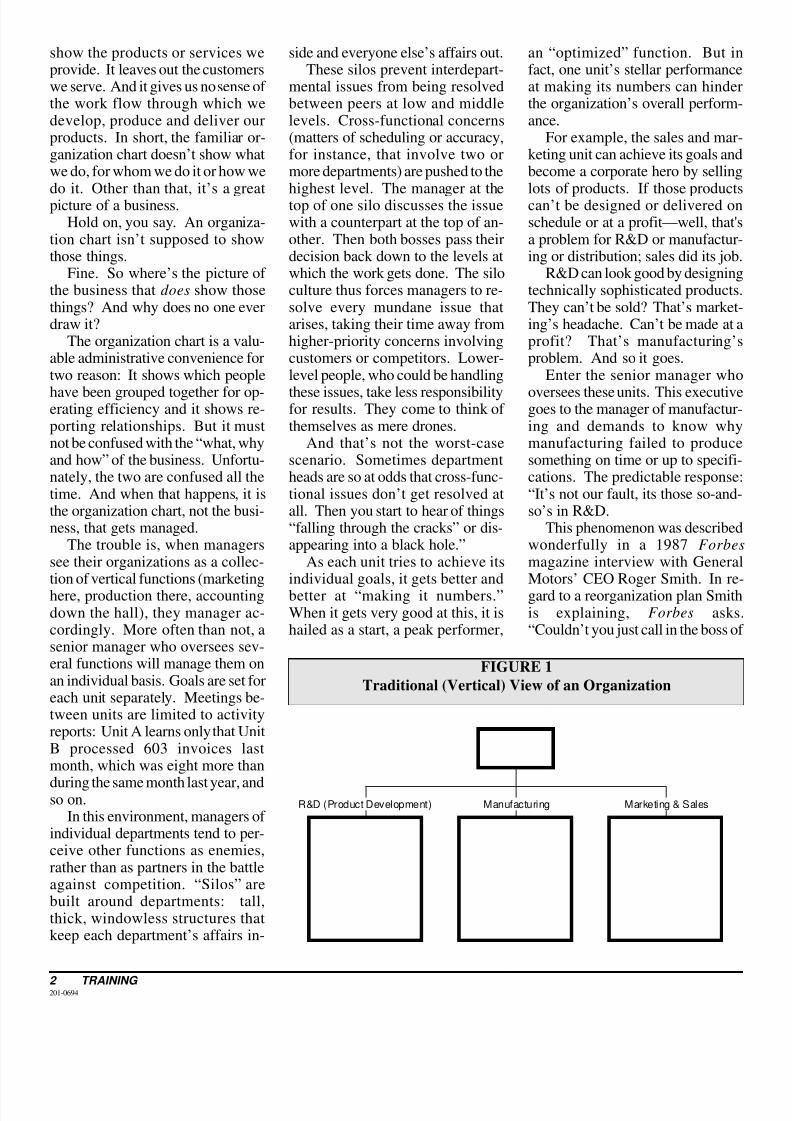
The Vertical ViewAsk managers to draw the pic-
tures of their companies. You’ll al-most always get something thatlooks like the traditional organiza-tion chart depicted in Figure 1. Thedrawing may have more tiers, moreboxes and different labels, but whatit will show is the fact that each de-partment or business unit has itsown management hierarchy.
As a picture of a business, what’smissing in Figure 1? Well, it doesn’t
MANAGING
THE WHITE SPACE By Geary A. Rummler and Alan P. Brache
What is‘process management’
and what’sso revolutionary
about it?
That sounds like a line of boiler-plate from a screed on “getting closeto your customer,” doesn’t it? Butwe’re talking about something else.
The sermon on knowing thy cus-tomer as thyself is a good and wor-
thy one. And it has been deliveredso loudly and so often for the pastseveral years that many companieshave taken it to heart. A lot of man-agers—the good ones—now knowquite a bit about their customers.Spurred by the simultaneous pound-ing on the themes of “back to ba-sics” and “stick to the knitting,”many also understand their ownproducts or services. Some evenknow the competition pretty well.
Yet here we are announcing thatmangers don’t understand theirbusiness. What we mean is this:They don’t understand, at a suffi-cient level of detail, how their com-panies get products developed,made, sold and distributed.
We believe the main reason forthis is that most managers view theirorganizations from a perspective
n awful lot of managers don’tunderstand their business.A
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 2/14
2 TRAINING 201-0694
an “optimized” function. But infact, one unit’s stellar performanceat making its numbers can hinderthe organization’s overall perform-ance.
For example, the sales and mar-keting unit can achieve its goals andbecome a corporate hero by selling
lots of products. If those productscan’t be designed or delivered onschedule or at a profit—well, that'sa problem for R&D or manufactur-ing or distribution; sales did its job
R&D can look good by designingtechnically sophisticated productsThey can’t be sold? That’s market-ing’s headache. Can’t be made at aprofit? That’s manufacturing’sproblem. And so it goes.
Enter the senior manager who
oversees these units. This executivegoes to the manager of manufactur-ing and demands to know whymanufacturing failed to producesomething on time or up to specifi-cations. The predictable response“It’s not our fault, its those so-and-so’s in R&D.
This phenomenon was describedwonderfully in a 1987 Forbesmagazine interview with GeneralMotors’ CEO Roger Smith. In regard to a reorganization plan Smithis explaining, Forbes asks“Couldn’t you just call in the boss of
R&D (Product Development) Manufacturing Marketing & Sales
side and everyone else’s affairs out.These silos prevent interdepart-
mental issues from being resolvedbetween peers at low and middlelevels. Cross-functional concerns(matters of scheduling or accuracy,for instance, that involve two ormore departments) are pushed to the
highest level. The manager at thetop of one silo discusses the issuewith a counterpart at the top of an-other. Then both bosses pass theirdecision back down to the levels atwhich the work gets done. The siloculture thus forces managers to re-solve every mundane issue thatarises, taking their time away fromhigher-priority concerns involvingcustomers or competitors. Lower-level people, who could be handling
these issues, take less responsibilityfor results. They come to think of themselves as mere drones.
And that’s not the worst-casescenario. Sometimes departmentheads are so at odds that cross-func-tional issues don’t get resolved atall. Then you start to hear of things“falling through the cracks” or dis-appearing into a black hole.”
As each unit tries to achieve itsindividual goals, it gets better andbetter at “making it numbers.”When it gets very good at this, it ishailed as a start, a peak performer,
show the products or services weprovide. It leaves out the customerswe serve. And it gives us no sense of the work flow through which wedevelop, produce and deliver ourproducts. In short, the familiar or-ganization chart doesn’t show whatwe do, for whom we do it or how we
do it. Other than that, it’s a greatpicture of a business.Hold on, you say. An organiza-
tion chart isn’t supposed to showthose things.
Fine. So where’s the picture of the business that does show thosethings? And why does no one everdraw it?
The organization chart is a valu-able administrative convenience fortwo reason: It shows which people
have been grouped together for op-erating efficiency and it shows re-porting relationships. But it mustnot be confused with the “what, whyand how” of the business. Unfortu-nately, the two are confused all thetime. And when that happens, it isthe organization chart, not the busi-ness, that gets managed.
The trouble is, when managerssee their organizations as a collec-tion of vertical functions (marketinghere, production there, accountingdown the hall), they manager ac-cordingly. More often than not, asenior manager who oversees sev-eral functions will manage them onan individual basis. Goals are set foreach unit separately. Meetings be-tween units are limited to activityreports: Unit A learns only that UnitB processed 603 invoices lastmonth, which was eight more than
during the same month last year, andso on.
In this environment, managers of individual departments tend to per-ceive other functions as enemies,rather than as partners in the battleagainst competition. “Silos” arebuilt around departments: tall,thick, windowless structures thatkeep each department’s affairs in-
FIGURE 1
Traditional (Vertical) View of an Organization
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 3/14
TRAINING 3201-0694
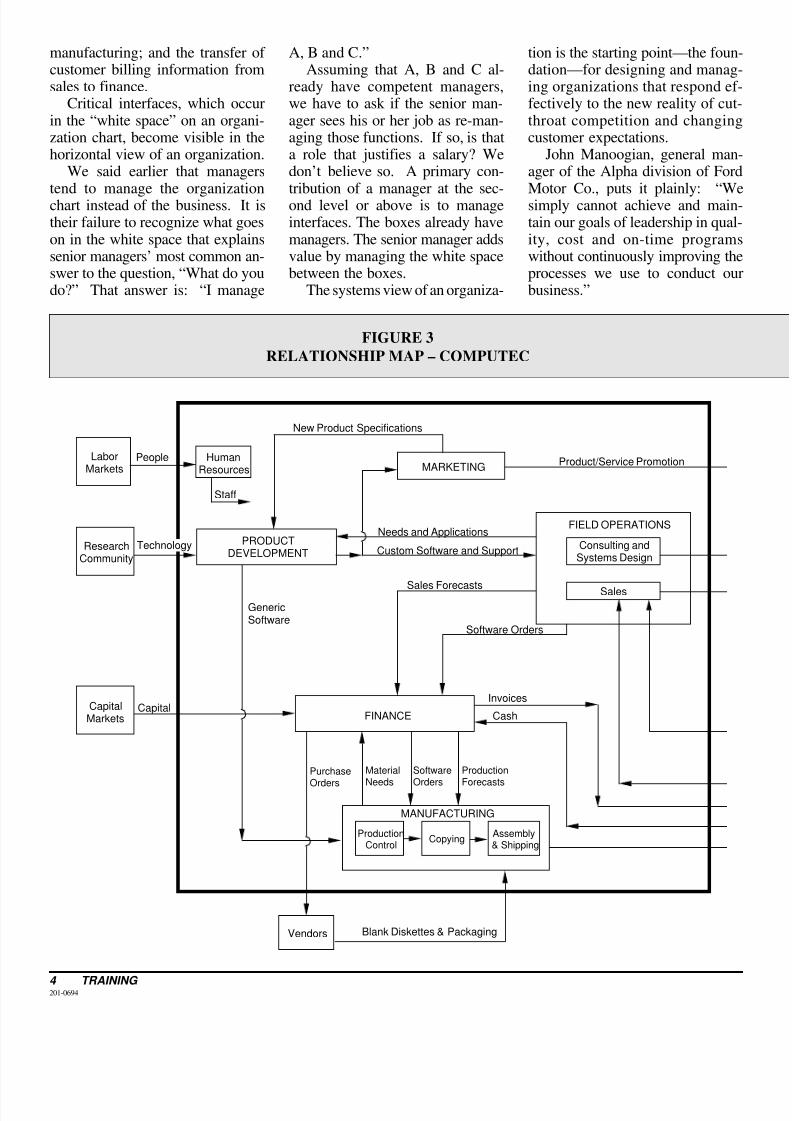
that cut across functional bound-aries. Finally, it shows the inter-nal customer-supplier relation-ships through which products andservices are produced; that is, itshows us that function B is a cus-tomer of function A and a sup-plier of function C.
Critical interfaces, which occur in
the ‘white space’ on an organization chart,
become visiblein the horizontal
view.
Fisher Body and say ‘If I get onemore complaint about your divi-sion, you and the top three guys arefinished?’”
Smith’s answer sheds light onwhy GM and other corporate behe-moths ran into so much trouble dur-ing the past decade against competi-
tors such as the Japanese: “OK, wecould do that, and it’s the way weused to do it. But he [the Fisher man]says, ‘Wait a minute. I did my job.My job was to fabricate a steel door,and I made a steel door, and Ishipped it to GMAD. And it’sGMAD’s fault.’ So you go over tothe GMAD guy and say: ‘Listen,one more lousy door and you’refired.’ He says, ‘Wait a minute, Itook what Fisher gave me and the
car division’s specs and I put themtogether, so it’s not my fault.’
“So, you get the Chevrolet guy,and you say, ‘One more lousy doorand…’ ‘Wait a minute,’ he says.‘All I got is what GMAD made.’ Sopretty soon you’re back to the Fisherguy, and all you are doing is runningaround in great big circles.”
What Smith just described is asilo culture. In the good old daysof sellers' markets, it didn’t mattermuch. A company could introduceproducts at its own pace, meet onlyits internal quality goals, and setprices that guaranteed adequatemargins. There were no serious
consequences to the evolution of functional silos. Those days areover. Most companies today haveto compete in a buyer’s market.We need a different way to look at, think about and manage organi-zations.
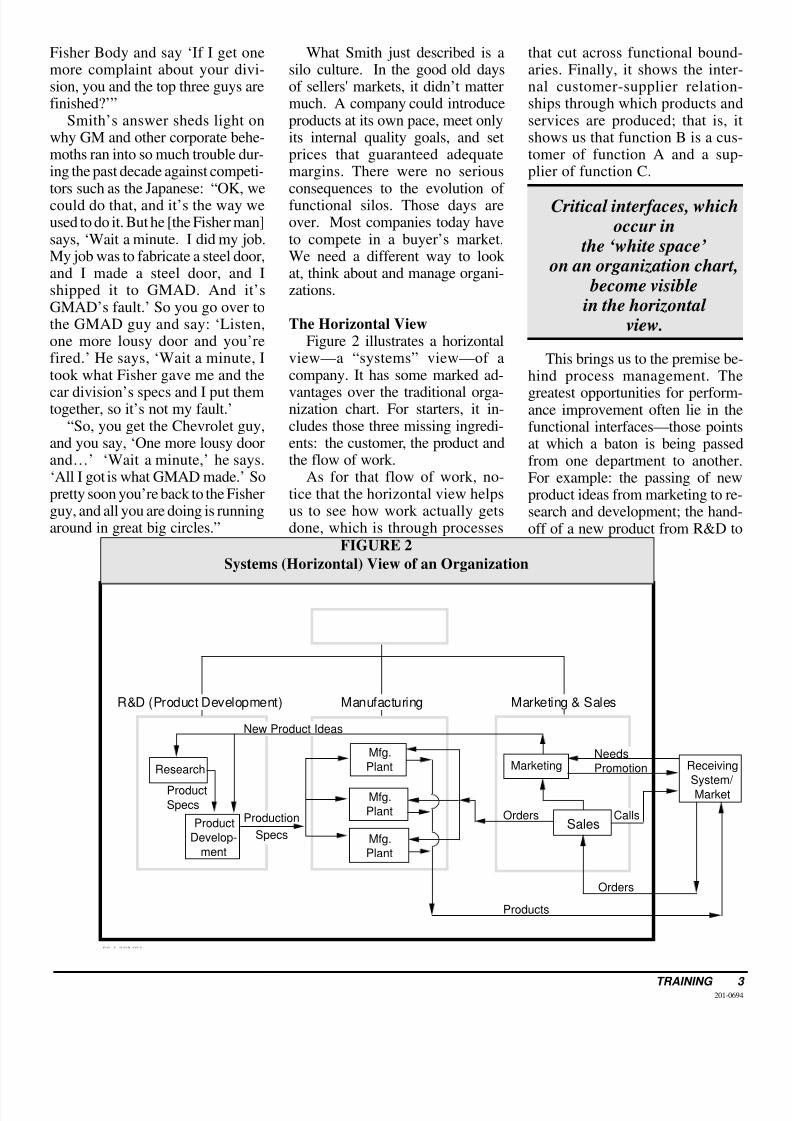
The Horizontal ViewFigure 2 illustrates a horizontal
view—a “systems” view—of acompany. It has some marked ad-
vantages over the traditional orga-nization chart. For starters, it in-cludes those three missing ingredi-ents: the customer, the product andthe flow of work.
As for that flow of work, no-tice that the horizontal view helpsus to see how work actually getsdone, which is through processes
This brings us to the premise be-hind process management. The
greatest opportunities for perform-ance improvement often lie in thefunctional interfaces—those pointsat which a baton is being passedfrom one department to anotherFor example: the passing of newproduct ideas from marketing to re-search and development; the hand-off of a new product from R&D to
Receiving
System/ Market
Research
Mfg.Plant
Mfg.Plant
Mfg.Plant
Marketing
R&D (Product Development) Manufacturing Marketing & Sales
Sales
ProductSpecs
New Product Ideas
Orders
Products
Orders
Calls
PromotionNeeds
ProductDevelop-
ment
Production
Specs
FIGURE 2
Systems (Horizontal) View of an Organization
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 4/14
4 TRAINING 201-0694
Sales
FINANCE
MANUFACTURING
MARKETING
Consulting andSystems Design
FIELD OPERATIONS
CapitalMarkets
ResearchCommunity
New Product Specifications
Sales Forecasts
Software Orders
Material
Needs
GenericSoftware
Blank Diskettes & Packaging
Cash
Invoices
Product/Service Promotion
ProductionControl
Assembly& Shipping
Copying
Custom Software and SupportPRODUCT
DEVELOPMENT
Needs and Applications
Software
Orders
Production
Forecasts
Vendors
Purchase
Orders
Capital
Technology
LaborMarkets
People HumanResources
Staff
manufacturing; and the transfer of customer billing information fromsales to finance.
Critical interfaces, which occurin the “white space” on an organi-zation chart, become visible in thehorizontal view of an organization.
We said earlier that managers
tend to manage the organizationchart instead of the business. It istheir failure to recognize what goeson in the white space that explainssenior managers’ most common an-swer to the question, “What do youdo?” That answer is: “I manage
A, B and C.”Assuming that A, B and C al-
ready have competent managers,we have to ask if the senior man-ager sees his or her job as re-man-aging those functions. If so, is thata role that justifies a salary? Wedon’t believe so. A primary con-
tribution of a manager at the sec-ond level or above is to manageinterfaces. The boxes already havemanagers. The senior manager addsvalue by managing the white spacebetween the boxes.
The systems view of an organiza-
tion is the starting point—the foun-dation—for designing and manag-ing organizations that respond ef-fectively to the new reality of cut-throat competition and changingcustomer expectations.
John Manoogian, general man-ager of the Alpha division of Ford
Motor Co., puts it plainly: “Wesimply cannot achieve and main-tain our goals of leadership in qual-ity, cost and on-time programswithout continuously improving theprocesses we use to conduct ourbusiness.”
FIGURE 3
RELATIONSHIP MAP – COMPUTEC
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 5/14
TRAINING 5201-0694
How To Do ItHow does process management
work? The methodology that fol-lows can be used to fix a brokenprocess, to redesign an existing pro-cess in response to a change or inpursuit of continuous improvement,
or to design a new process. Forsimplicity, we will refer to all threeapplications as “process improve-ment.” A successful process im-provement project is one in whicha cross-functional team addressesa business need by creating an ef-
ficient and effective process.Here’s a step-by-step approach.
1. Identify a critical businessissue. Process improvement beginswhen senior management identifiesa critical business issue (CBI). ACBI is a measurable goal based on acurrent or potential problem or op-
portunity that has an impact on theorganization’s strategy.A retail store, for example, may
want to establish a competitive ad-vantage by reducing the time ittakes to have the “hot item” of theday available to the customer. Its
CBI might be: “Reduce order-to-receipt cycle time to two weeks.”One of a home security company’sstrategic objectives may be to closea competitive gap in the area ofbilling accuracy. Its CBI might be“Reduce the number of billing er-rors to no more than one per thou-
sand bills.” A chain of pizza par-lors may believe it can increase itsshare of the business lunch marketby speeding up its service. TheCBI: “Fill customer lunch orderswithin seven minutes.” A manufac-turer of home appliances may belosing money on its line of blend-ers. Its CBI: “Establish a 10 per-cent margin in the blender line.”
After the CBI is determinedother goals of the process improve-
ment effort, if any, are establishedFor example, top management maywant a narrative description of theprocedures involved in each pro-cess step, an evaluation of the cur-rent organization structure or a setof benchmarking data (documen-tation of other organizations’ pro-cess capabilities and characteris-tics).
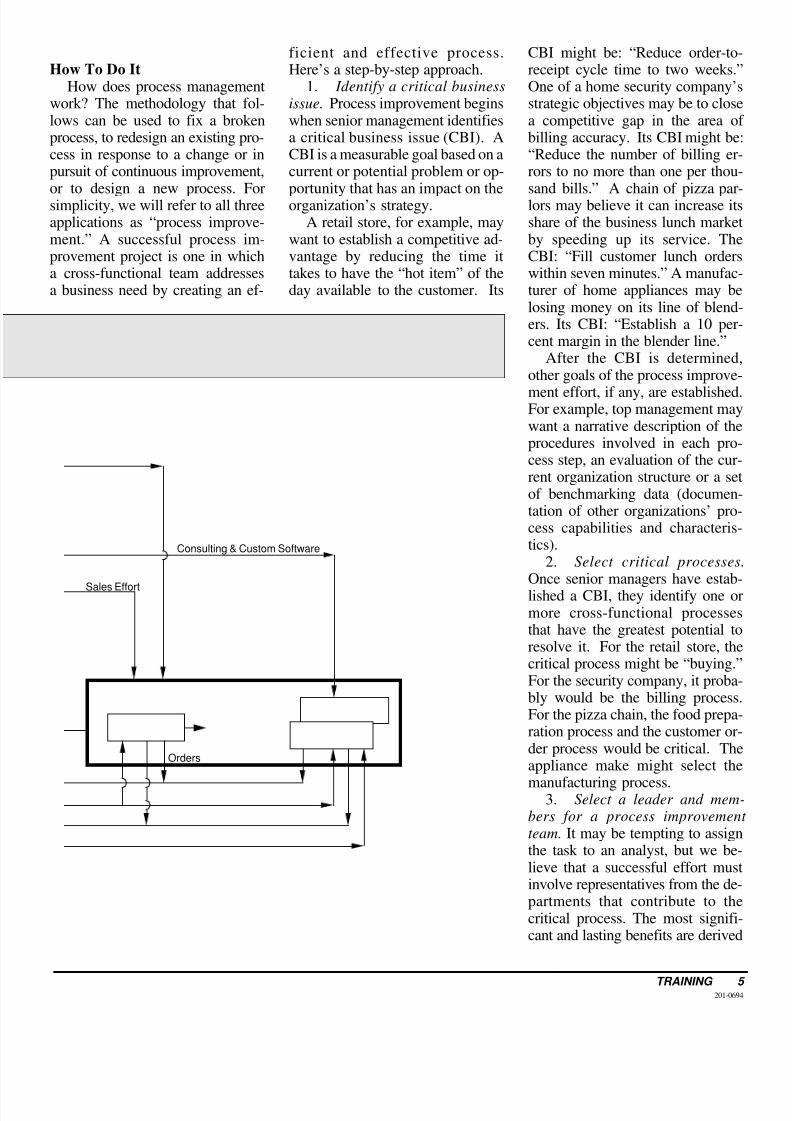
2. Select critical processesOnce senior managers have estab-lished a CBI, they identify one ormore cross-functional processesthat have the greatest potential toresolve it. For the retail store, thecritical process might be “buying.”For the security company, it proba-bly would be the billing processFor the pizza chain, the food prepa-ration process and the customer or-der process would be critical. Theappliance make might select the
manufacturing process.3. Select a leader and mem-
bers for a process improvementeam. It may be tempting to assignthe task to an analyst, but we be-lieve that a successful effort mustinvolve representatives from the de-partments that contribute to thecritical process. The most signifi-cant and lasting benefits are derived
Sales Effort
Consulting & Custom Software
Orders
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 6/14
6 TRAINING 201-0694
C U S T O M E R
F I E L D
O P E R A T I O N S
F I N A N C E
C T I O N
SALES
SALES
ADMINISTRATION
ORDER ENTRY
CREDIT &
INVOICING
PRODUCTION
CONTROL
COPYING
OrderGenerated
OrderCom-Pleted
OrderSub-
Mitted
OrderLogged
SalesRecord
Updated
OrderLogged
OrderChecked
OK?
Check WithSales Rep
OrCustomer
ClarifyOrder
OrderCorrected
Yes
Yes
CreditProblem Resolved
WithCustomer
No
Order
from the insights and commitmentof the people who ultimately willmake the improvements and work within the process.
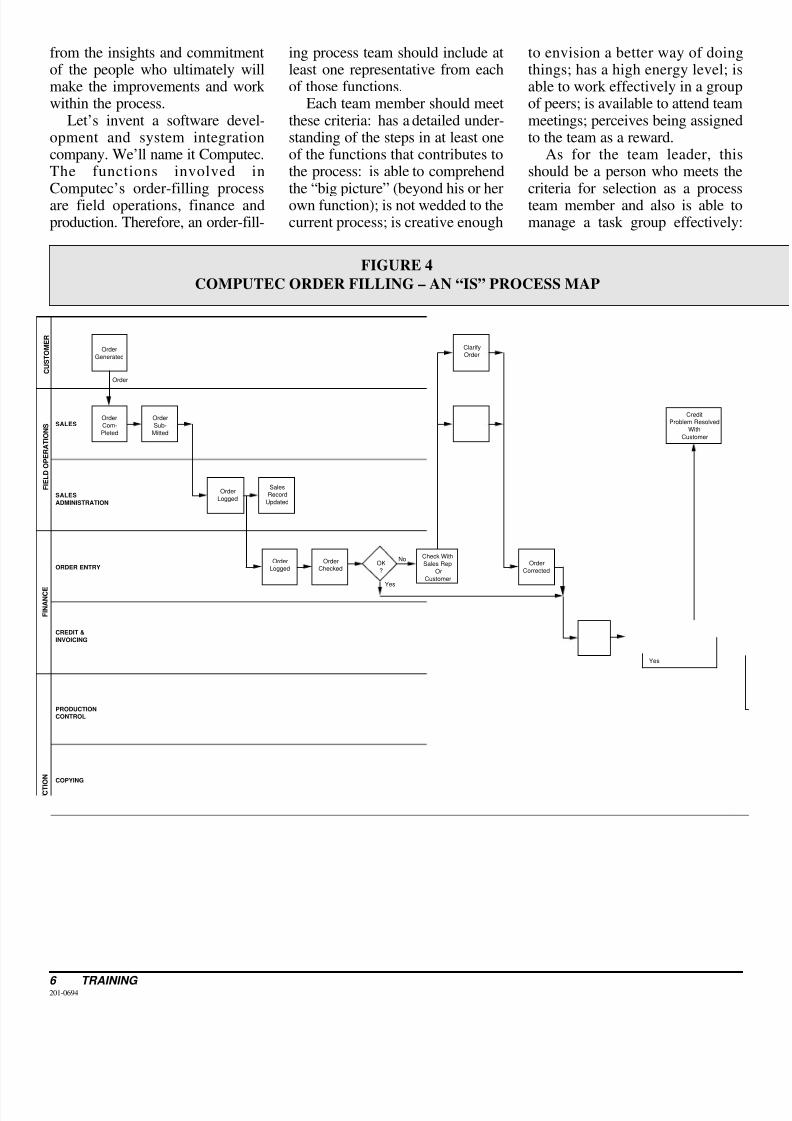
Let’s invent a software devel-opment and system integrationcompany. We’ll name it Computec.The functions involved in
Computec’s order-filling processare field operations, finance andproduction. Therefore, an order-fill-
ing process team should include atleast one representative from eachof those functions.
Each team member should meetthese criteria: has a detailed under-standing of the steps in at least oneof the functions that contributes tothe process: is able to comprehend
the “big picture” (beyond his or herown function); is not wedded to thecurrent process; is creative enough
to envision a better way of doingthings; has a high energy level; isable to work effectively in a groupof peers; is available to attend teammeetings; perceives being assignedto the team as a reward.
As for the team leader, thisshould be a person who meets the
criteria for selection as a processteam member and also is able tomanage a task group effectively
FIGURE 4
COMPUTEC ORDER FILLING – AN “IS” PROCESS MAP
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 7/14
TRAINING 7201-0694
Yes
Produc-tion
Sche-duled
OrderPicked
CustomerInvoiced
SoftwareReceived
InvoiceReceived
Payment
establish schedules, control thepace, assign individual tasks, mar-shal resources and so on.
In our experience, an effectiveteam can have as few as three or asmany as 12 members. In most cases,the team is assigned a process im-provement facilitator whose regular
job is not part of the process beinganalyzed — perhaps a consultant orstaff trainer. The facilitator, who is
an expert in process improvement,teaches the subject to the group andworks closely with the team leader.
4. Train the team. The team istaught (usually by the facilitator)the rationale and tools of processimprovement.
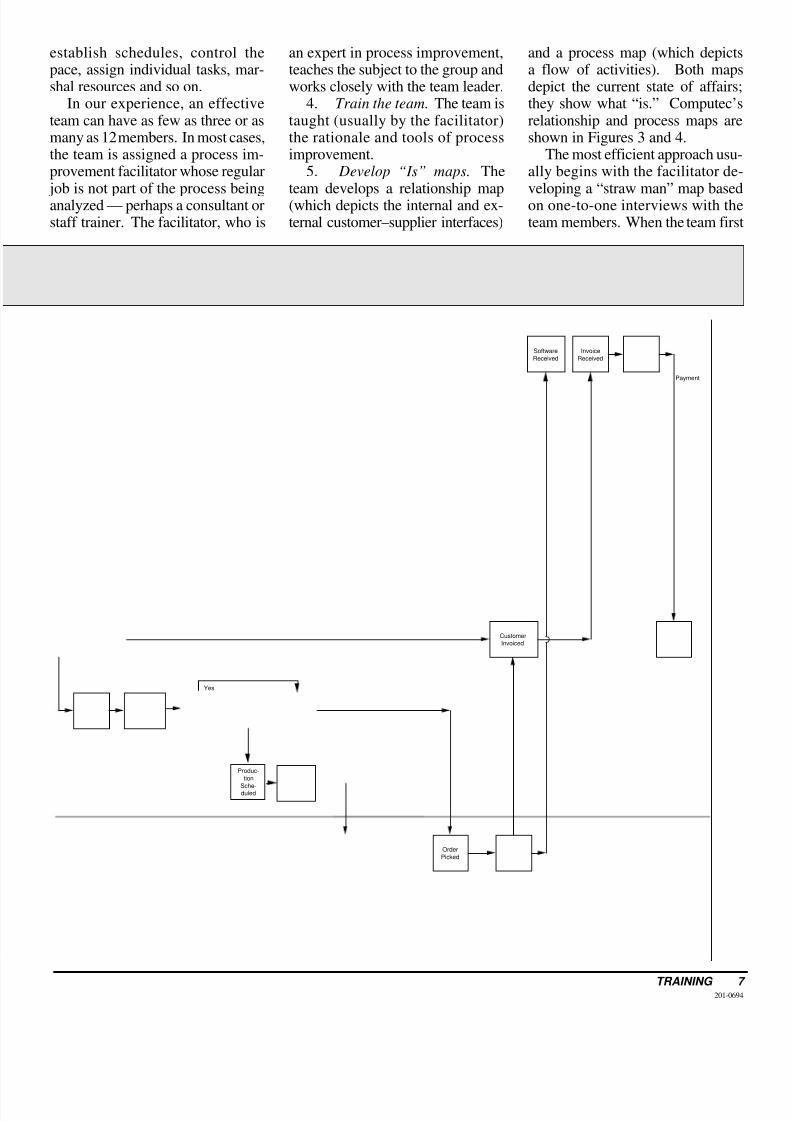
5. Develop “Is” maps. The
team develops a relationship map(which depicts the internal and ex-ternal customer–supplier interfaces)
and a process map (which depictsa flow of activities). Both mapsdepict the current state of affairsthey show what “is.” Computec’srelationship and process maps areshown in Figures 3 and 4.
The most efficient approach usu-ally begins with the facilitator de-
veloping a “straw man” map basedon one-to-one interviews with theteam members. When the team firs
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 8/14
8 TRAINING 201-0694
meets as a group, it refines this strawman, ensuring that it accurately de-picts the current situation.
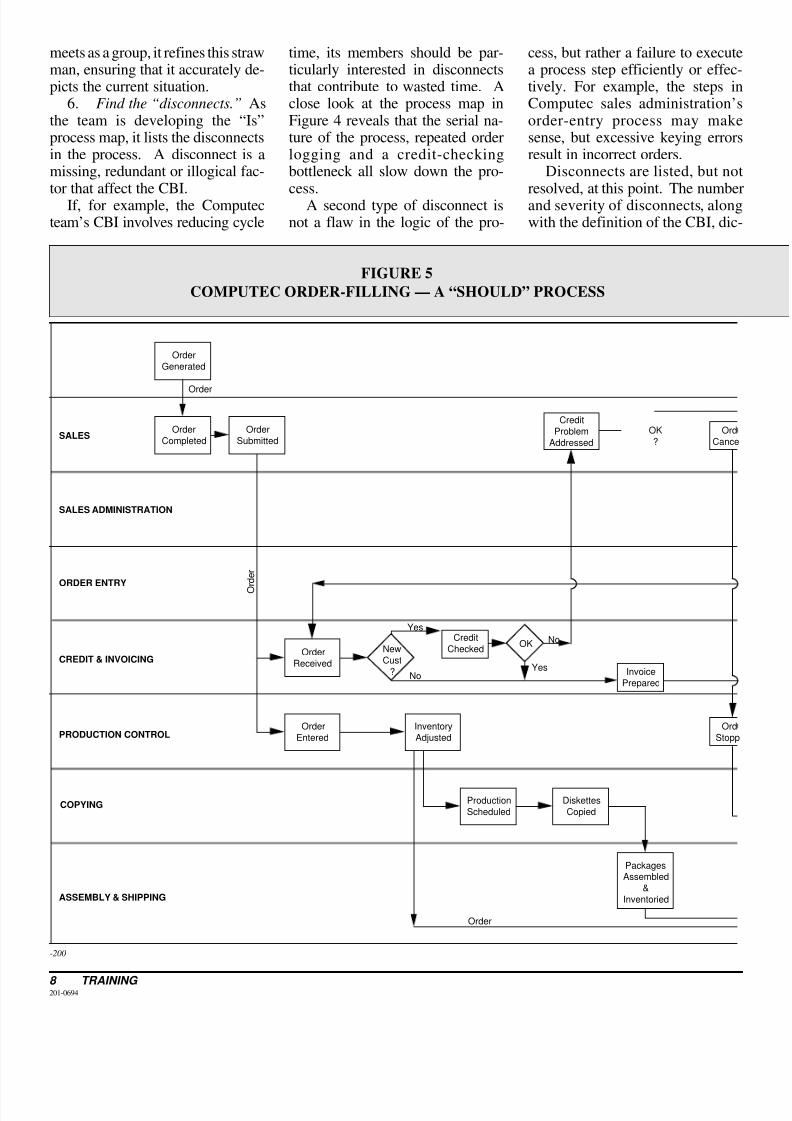
6. Find the “disconnects.” Asthe team is developing the “Is”process map, it lists the disconnectsin the process. A disconnect is amissing, redundant or illogical fac-
tor that affect the CBI.If, for example, the Computecteam’s CBI involves reducing cycle
SALES
SALES ADMINISTRATION
ORDER ENTRY
CREDIT & INVOICING
PRODUCTION CONTROL
COPYING
ASSEMBLY & SHIPPING
-200
OrderCompleted
OrderSubmitted
OrderReceived
OrderEntered
O
r d e r
NewCust
?
YesCredit
CheckedOK No
YesNo Invoice
Prepared
CreditProblem
Addressed
OK?
OrdCance
OrdStopp
InventoryAdjusted
ProductionScheduled
Order
DiskettesCopied
PackagesAssembled
&Inventoried
OrderGenerated
Order
FIGURE 5
COMPUTEC ORDER-FILLING — A “SHOULD” PROCESS
time, its members should be par-ticularly interested in disconnectsthat contribute to wasted time. Aclose look at the process map inFigure 4 reveals that the serial na-ture of the process, repeated orderlogging and a credit-checkingbottleneck all slow down the pro-
cess.A second type of disconnect isnot a flaw in the logic of the pro-
cess, but rather a failure to executea process step efficiently or effec-tively. For example, the steps inComputec sales administration’sorder-entry process may makesense, but excessive keying errorsresult in incorrect orders.
Disconnects are listed, but not
resolved, at this point. The numberand severity of disconnects, alongwith the definition of the CBI, dic-
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 9/14
TRAINING 9201-0694
method or Kepner-Tregoe’s prob-lem analysis) to determine whythey are occurring. If subteams aredoing the analyses, they presenttheir results to the full team.
8. Develop a “Should” map.The team creates a second processmap (and, frequently, a relationship
map) depicting a process thatwould achieve the goal of the CBI:the process not as it is, but as it
should be. This “Should” processis a streamlined value chain of ac-tivities that produce the product orservice required by the ultimatecustomer. Since a “perfect” processmay be unaffordable, it is the teamleader’s job to ensure that the teamis not being unrealistic in its as-
sumptions about what can be doneComputec’s “Should” process mapfor order filling, which appears inFigure 5, addresses the disconnectswe identified in Step 6.
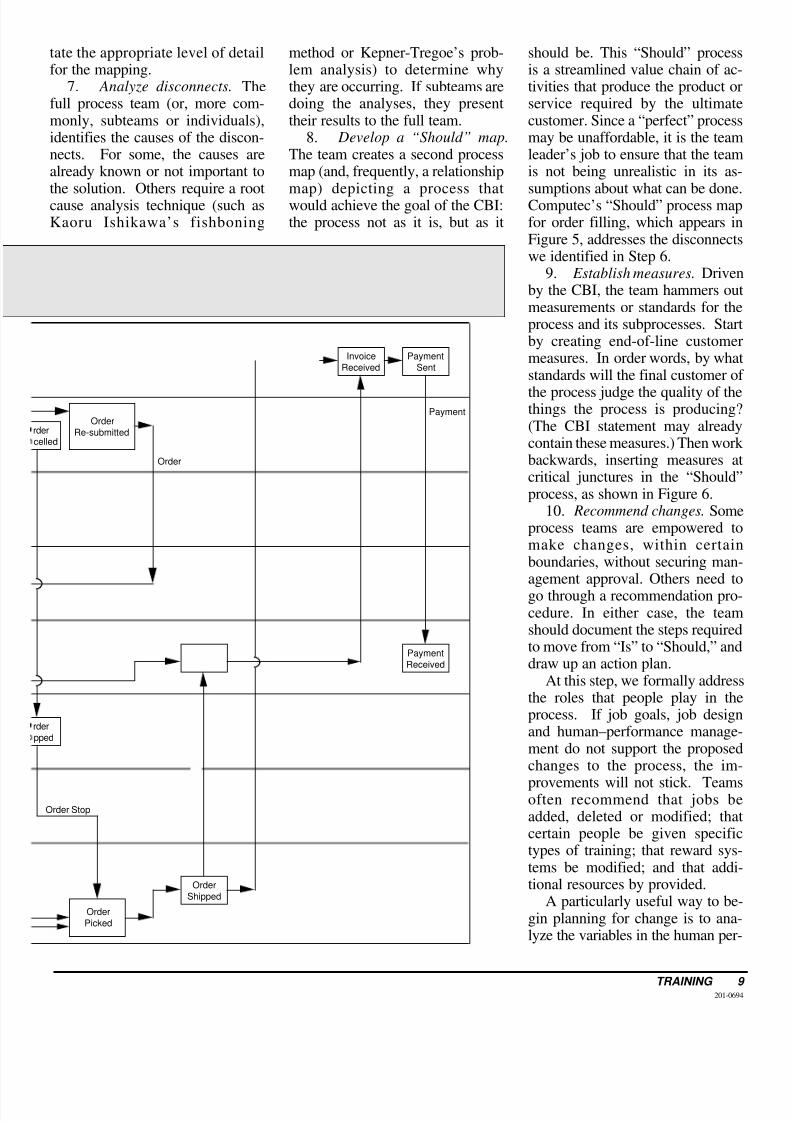
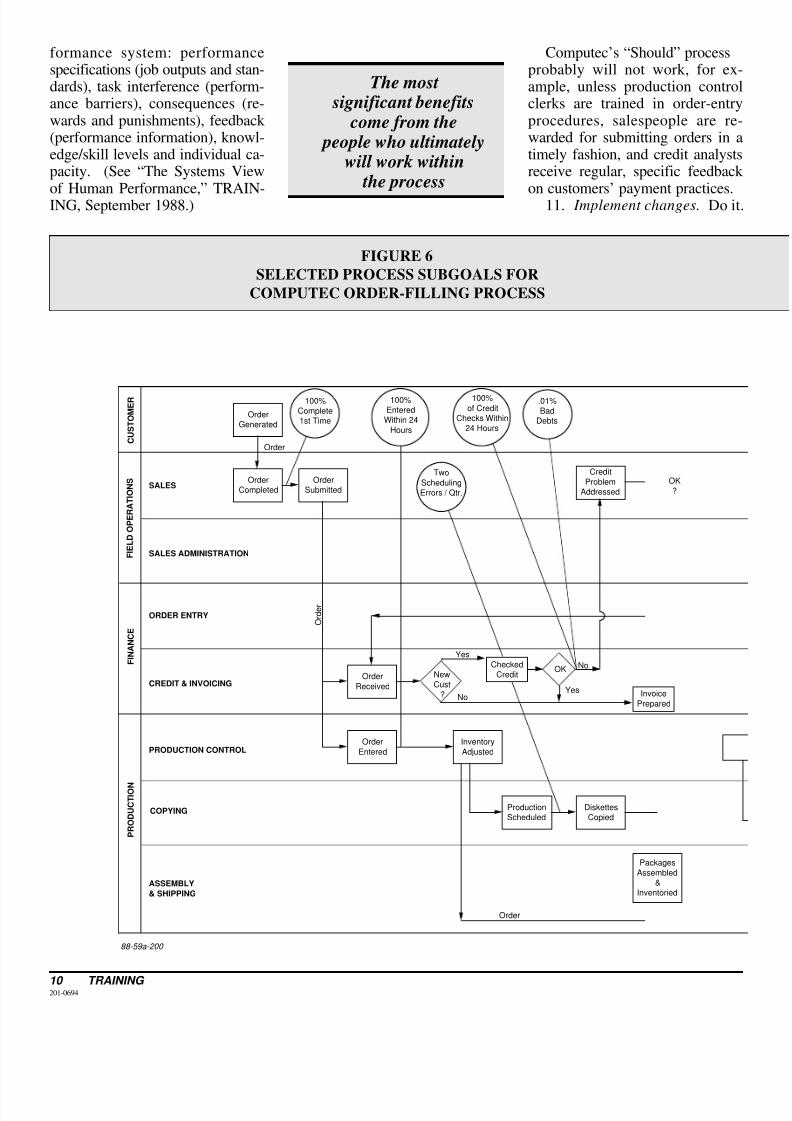
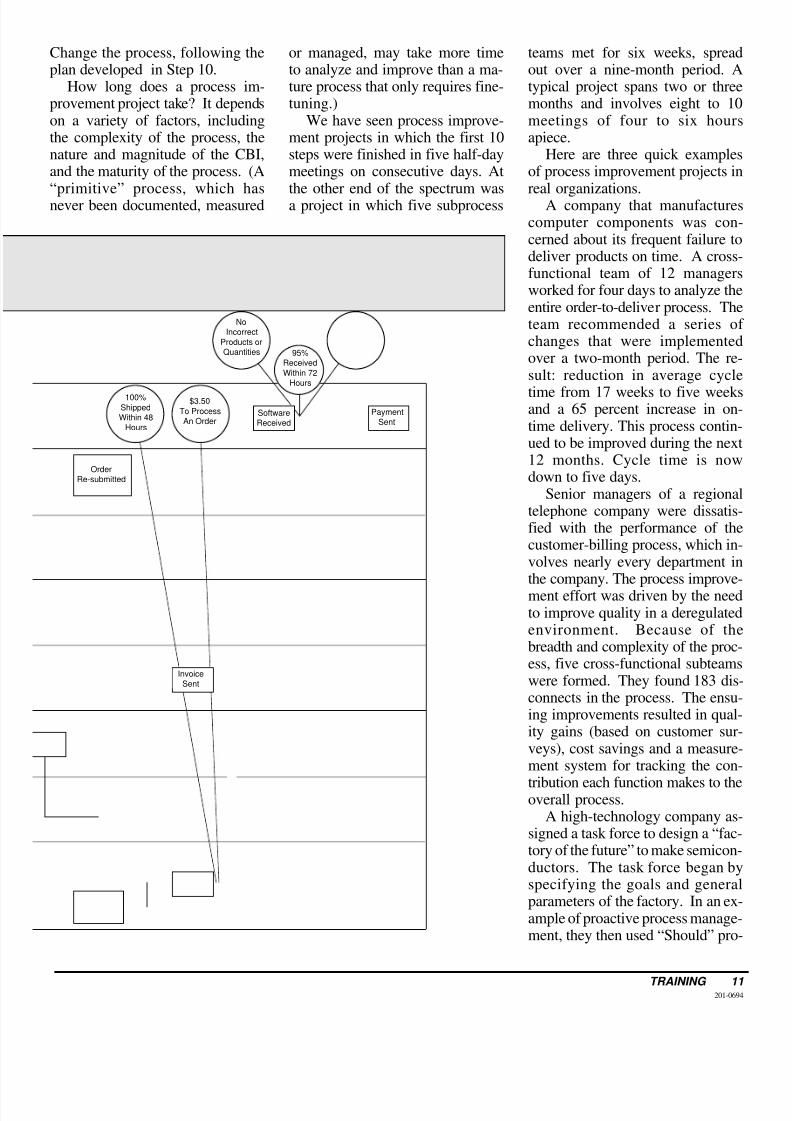
9. Establish measures. Drivenby the CBI, the team hammers oumeasurements or standards for theprocess and its subprocesses. Startby creating end-of-line customermeasures. In order words, by whatstandards will the final customer of
the process judge the quality of thethings the process is producing?(The CBI statement may alreadycontain these measures.) Then workbackwards, inserting measures atcritical junctures in the “Should”process, as shown in Figure 6.
10. Recommend changes. Someprocess teams are empowered tomake changes, within certainboundaries, without securing man-agement approval. Others need togo through a recommendation pro-cedure. In either case, the teamshould document the steps requiredto move from “Is” to “Should,” anddraw up an action plan.
At this step, we formally addressthe roles that people play in theprocess. If job goals, job designand human–performance manage-ment do not support the proposedchanges to the process, the im-
provements will not stick. Teamsoften recommend that jobs beadded, deleted or modified; thatcertain people be given specifictypes of training; that reward sys-tems be modified; and that addi-tional resources by provided.
A particularly useful way to be-gin planning for change is to ana-lyze the variables in the human per-
tate the appropriate level of detailfor the mapping.
7. Analyze disconnects. Thefull process team (or, more com-monly, subteams or individuals),identifies the causes of the discon-nects. For some, the causes arealready known or not important to
the solution. Others require a rootcause analysis technique (such asKaoru Ishikawa’s fishboning
rdercelled
OrderRe-submitted
Order
rderpped
Order Stop
OrderPicked
OrderShipped
InvoiceReceived
PaymentSent
PaymentReceived
Payment
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 10/14
10 TRAINING 201-0694
The most significant benefits
come from the people who ultimately
will work within the process
formance system: performancespecifications (job outputs and stan-dards), task interference (perform-ance barriers), consequences (re-wards and punishments), feedback (performance information), knowl-edge/skill levels and individual ca-pacity. (See “The Systems View
of Human Performance,” TRAIN-ING, September 1988.)
FIGURE 6
SELECTED PROCESS SUBGOALS FOR
COMPUTEC ORDER-FILLING PROCESS
Computec’s “Should” processprobably will not work, for ex-ample, unless production controlclerks are trained in order-entryprocedures, salespeople are re-warded for submitting orders in atimely fashion, and credit analystsreceive regular, specific feedback
on customers’ payment practices.11. Implement changes. Do it
C U S T O M E R
F I E L D
O P E R A T I O N S
F I N A N C E
P R O D U C T I O N
SALES
SALES ADMINISTRATION
ORDER ENTRY
CREDIT & INVOICING
PRODUCTION CONTROL
COPYING
ASSEMBLY
& SHIPPING
88-59a-200
OrderCompleted
OrderSubmitted
OrderReceived
OrderEntered
O r d e r
NewCust
?
Yes
OK No
YesNo Invoice
Prepared
CreditProblem
Addressed
OK?
InventoryAdjusted
ProductionScheduled
DiskettesCopied
PackagesAssembled
&Inventoried
OrderGenerated
Order
Order
100%Complete1st Time
100%Entered
Within 24Hours
TwoSchedulingErrors / Qtr.
100%of Credit
Checks Within24 Hours
.01%Bad
Debts
CheckedCredit
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 11/14
TRAINING 11201-0694
teams met for six weeks, spreadout over a nine-month period. Atypical project spans two or threemonths and involves eight to 10meetings of four to six hoursapiece.
Here are three quick examplesof process improvement projects in
real organizations.A company that manufacturescomputer components was con-cerned about its frequent failure todeliver products on time. A cross-functional team of 12 managersworked for four days to analyze theentire order-to-deliver process. Theteam recommended a series ofchanges that were implementedover a two-month period. The re-sult: reduction in average cycle
time from 17 weeks to five weeksand a 65 percent increase in on-time delivery. This process contin-ued to be improved during the next12 months. Cycle time is nowdown to five days.
Senior managers of a regionaltelephone company were dissatis-fied with the performance of thecustomer-billing process, which in-volves nearly every department inthe company. The process improve-ment effort was driven by the needto improve quality in a deregulatedenvironment. Because of thebreadth and complexity of the proc-ess, five cross-functional subteamswere formed. They found 183 disconnects in the process. The ensu-ing improvements resulted in qual-ity gains (based on customer sur-veys), cost savings and a measure-ment system for tracking the con-
tribution each function makes to theoverall process.
A high-technology company as-signed a task force to design a “fac-tory of the future” to make semicon-ductors. The task force began byspecifying the goals and generalparameters of the factory. In an ex-ample of proactive process manage-ment, they then used “Should” pro-
Change the process, following theplan developed in Step 10.
How long does a process im-provement project take? It dependson a variety of factors, includingthe complexity of the process, thenature and magnitude of the CBI,and the maturity of the process. (A
“primitive” process, which hasnever been documented, measured
or managed, may take more timeto analyze and improve than a ma-ture process that only requires fine-tuning.)
We have seen process improve-ment projects in which the first 10steps were finished in five half-daymeetings on consecutive days. At
the other end of the spectrum wasa project in which five subprocess
OrderRe-submitted
PaymentSent
100%ShippedWithin 48
Hours
$3.50To ProcessAn Order
NoIncorrect
Products orQuantities 95%
ReceivedWithin 72
Hours
InvoiceSent
SoftwareReceived

8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 12/14
12 TRAINING 201-0694
cess mapping to design the produc-tion process and the key supportprocesses. Lastly, they identifiedthe jobs, skill sets and staffing thatwould be required by the processes.
Step 11 in a process improve-ment project is not the end by thebeginning. If an infrastructure for
the ongoing management of a proc-ess is not established, the processwill fall into disrepair as quickly asa rebuilt car engine that is not kepttuned. Here are some keys to theeffective practice of process man-agement.
“Strategic” ProcessesWhile a long-range goal may be
to establish a management plan forevery process, most organizations
begin by identifying the critical fewthat warrant the investment in ongo-ing process management.
A strategic process is one thatinfluences a competitive advantagethat senior management wants toestablish, reinforce or expand. If thetime it takes to fill a customer orderis a potential competitive advan-tage, “order processing” is a strate-gic process. If the quality of cus-tomer service is a competitive ad-vantage, the customer service pro-cess is strategic. If new productsare central to the competitive ad-vantage, the process of developingand producing products is strategic.
Those examples are all “cus-tomer processes.” They produce aproduct or service visible to thecustomer. Administrative (purelyinternal) processes also can be stra-tegic. For example, if the cost of
producing a product or service is acompetitive advantage, then budg-eting and capital expenditure proc-esses may be as strategic as designand manufacturing processes. If theability to respond quickly to theneeds of a changing market is acompetitive, the market researchand planning processes are proba-bly strategic. Similarly, human re-
source development, billing andpurchasing could be strategic proc-esses.
Top managers usually do notneed sophisticated tools to identifythe highest-priority candidates forprocess management. What they doneed is a clear strategy based on
competitive advantages, and a list of their organization’s customer andadministrative processes. By evalu-ating the impact of each process onthe competitive advantages and onthe organization’s goals, they canreadily identify strategic processes.
The Vertical and HorizontalOrganizations
If we had to select one actionthat makes the greatest contribu-
tion to lasting process management,it would be the appointment of an
making its numbers–often to thedetriment of the process.
The process owner is akin to a“matrix manager” who oversees across-functional product or projectBut there are two important differ-ences. First, products and projectscome and go; processes change but
are permanent. Second, unlike amatrix manager, the process ownerdoes not represent a second organ-izational structure.
That statement requires someexplaining. Effective process man-agement demands the peaceful co-existence of the vertical and hori-zontal dimensions of an organiza-tion. In most cases, a purely horizontal organization structure—acompany organized solely around
processes—is not practical. It’susually more efficient, for examplefor people in finance, human re-sources and information systems tobe grouped together.
In a process-driven environmentreporting relationships remain ver-tical. Functional managers retaintheir power. They have as muchauthority as in any traditional or-ganization. Each line manager isstill responsible for achieving re-sults, allocating resources, settingpolicies and developing proce-dures.
So how do we overlay the hori-zontal dimension onto the verticastructure? The key is measurementAnd the first step in measurement isto establish customer-focusedprocess-driven performance indica-tors.
The difference between a proc-
ess-driven organization and a tra-ditional, purely vertical organiza-tion is just this: Each function ismeasured against goals that reflecits contribution to one or moreprocesses. That is, a department ismeasured—and its manager is judged—in terms of its impact onthose customer-focused, process-driven performance indicators.
“owner” for each key process. Theprocess owner, or sponsor, over-sees the performance of a cross-functional process. The ownermonitors the process to see howwell it is meeting customer require-ments and internal goals. Theowner ensures that a permanentteam strives continuously to im-prove the process. The ownerserves as the “white space ombuds-man” who helps resolve interfaceproblems among the different unitsthat contribute to a process. The
owner develops a plan and a bud-get for the process. The ownerserves as the conscience, evaluatorand champion of the process.
Without a process owner, the“handoffs” that occur in the whitespace tend to be ignored. As eachline manager concentrates on his orher piece of a process, each depart-ment reverts to the old focus on
The difference in a process-driven organization: measurement.

8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 13/14
TRAINING 13201-0694
the ability to influence, persuadeand lead.
The process owner’s responsibil-ity is usually associated with a posi-tion, rather than an individual. Of-ten it is the person who manages thelargest number of people working inthe process. At one telecommunica-
tions company, for example, thevice president of finance was ap-pointed owner for the billing proc-ess. When he left that job, his suc-cessor became the process owner.
An InstitutionIn an organization that goes be-
yond “improvement projects” andinstitutionalizes process manage-ment, each key process has anowner. Each has a permanent team
that meets regularly to figure outhow to make further improvements.
That’s where process ownerscome in. They not only help re-solve problems in the white spaces,they ensure that process consider-ations continue to dominate func-tional interests. As long as func-tion managers are judged and re-warded by their contributions to
processes, you see no tugs-of-warbetween bosses, as you do in manymatrix-managed organizations. Bythe same token, individuals are notcontinually torn between commit-ments to their vertical (line) man-agers and their horizontal (productor project) managers.
Therefore, process managementcan coexist quite peacefully withthe functional organization. Itdoesn’t threaten people’s power or
accountability, it doesn’t neces-sarily change the organizationstructure or reporting relationships,and it doesn’t change the directionof the business. It changes the waythe business is conducted only byensuring that processes (which arethere already) are rational and byaligning functional goals with proc-ess goals. Good process ownersdon’t threaten line managers be-cause they add value without tak-ing anything away; they are mak-ing contributions nobody evermade before.
This picture of peace and har-mony depends to a large degree,however, on the people selected tobe process owners. Because of thepivotal nature of the role, a processowner generally should be a seniormanager with a major equity stakein the total process; that is, someone
who has much to gain if the processsucceeds and much to lose if it fails.Furthermore, the owner should besomeone who understands theworkings of the entire process, theeffect of the larger business envi-ronment on the process, and the ef-fect of the process on the business.Obviously, the owner also shouldhave strong interpersonal skills –
Each process has a map that docu-ments its various steps and the de-partments or functions that performthose steps. Each has a set of cus-tomer-driven measures that shapeits functional measures. Each has anannual business plan that includesits expected results, objectives, bud-get and nonfinancial resource re-quirements.
To ensure that key processesmeet these and other performancecriteria, IBM, Ford and Boeinghave created process certificationratings. At Ford, for instance, a
process must meet 35 criteria toachieve the top rating of “1” on afour-point scale. These criteriarange from a basic requirement thatthe process have a name and bedocumented to a demand that theprocess be assessed by customersas “defect free.”
Institutionalized process man-agement is more than adherence to
a particular methodology. It is aculture. It’s a culture in which process owner, teams and line manag-ers practice continuous improve-ment rather than sporadic problemsolving. Managers use their rela-tionship and process maps to ori-ent new employees, evaluate stra-
tegic alternatives and improve theirservice to internal and external cus-tomers. The needs of those custom-ers drive goal setting and decisionmaking. Policies, technology andpersonnel decisions all support theoverriding goal: efficient and ef-fective processes.
T
Geary Rummler and Alan Bracheare partners in the Rummle-BracheGroup, a consulting firm in Warren, NJ. Rummler is a member of the HRD Hall of Fame.
This article is adapted with per-mission from their new book Im-proving Performance: How to Man-age the White Space on the Orga-nization Chart. published b
Jossey-Bass, San Francisco.
Institutionalized process management is
a culture.
8/6/2019 Managing White Space Training
http://slidepdf.com/reader/full/managing-white-space-training 14/14
TRAINING
MANAGINGTHE WHITE SPACE
Geary A. Rumm lerAlan P. Brac he
THE MAGAZINE OF HUMAN RESOURCES DEVELOPMENT JANUARY 1991
PM M&S-20