master of science in aerospace engineering …
TRANSCRIPT

1/43
UNIVERSITY OF SALENTO – SCHOOL OF INDUSTRIAL ENGINEERINGDEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
MASTER OF SCIENCE IN AEROSPACE ENGINEERINGMASTER OF SCIENCE IN AEROSPACE ENGINEERINGPROPULSION AND COMBUSTIONPROPULSION AND COMBUSTION
MANUFACTURING METHODSMANUFACTURING METHODSChap. 12 – TURBO-MACHINERY DYNAMICSChap. 12 – TURBO-MACHINERY DYNAMICS
LECTURE NOTES AVAILABLE ON LECTURE NOTES AVAILABLE ON http://www.ingegneriaindustriale.unisalento.it/scheda_docente/-/people/antonio.ficarella/materialehttp://www.ingegneriaindustriale.unisalento.it/scheda_docente/-/people/antonio.ficarella/materiale
Prof. Eng. Antonio FicarellaUniversity of Salento - [email protected]
REVIEW R00
DATE 2012/01/21
FILE propTMDmanufacturingR00.odp
RESPONSIBLE Antonio [email protected]
DISTRIBUTION LIST
REPLACE
MODIFICATIONS
REPLACED BY

43/2
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
INTRODUCTION
The evolution of modern aircraft and industrial gas turbine engines has coincided with the evolution of superalloys and means to cast, cut, machine, and join them into finished products.Dimensional instabilities arise from residual stresses and metallurgical alterations introduced by the manufacturing processes.Cast superalloy compositions are not so confined, and alloys with much greater strengths consistent with restraints are possible. Mechanical properties such as creep and rupture are maximized by the casting and heat-treating processes. Ductility and fatigue properties in the castings are generally not as good as their wrought counterparts, but refining the grain size alleviates many of the defects associated with casting.Powder-based alloys are used when cast or wrought components cannot meet the requirements of the application.The alloys are sensitive to contamination, especially in highly stressed parts that may be critical from fracture and fatigue considerations.

43/3
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The magnitude of the stress and metallurgical alterations during machining depend on machining parameters such as feed, speed, depth of cut, cutting tool material, part geometry, and cutting fluid.Welding plays a major role in the fabrication of parts for aircraft engines and industrial gas turbines. Cracks and fissures can develop in the welds and represent a major drawback of the process.The welding may also cause reduction in the material properties in the region, mostly in the form of reduced ductility because the structure of the solidified weld material is segregated and is less ductile than an equivalent wrought structure. This aspect is also responsible for deteriorated oxidation resistance.Diffusion and overlay protective coatings are used for gas turbine components to enable them to withstand a severe environment.

43/4
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Diffusion coats provide a surface enriched with aluminum, chromium, or silicon. In earlier production the electron beam physical vapor deposition (EB-PVD) was used, but because of the high capital cost in setting up a commercial plant, plasma-spraying systems are preferred.Cracking and delamination of the sprayed coat is mostly a consequence of the residual stresses.

43/5
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
CENTRIFUGALLY SPUN ALLOYSTEEL CASTING
As the name implies, the essential features of the centrifugal casting process consist of subjecting molten metal to centrifugal pressure created in a rapidly rotating mold in such a manner that the metal is directed to assume the shape of the mold. All extraneous nonmetallic material, being less dense than steel, is retained at the surface of the bore together with the microporosity formed by the directional solidification. The inner surface is then removed by machining to provide a sound and more homogeneous casting.

43/6
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Two distinct forms of centrifugal casting machines are employed, one with the axis of rotation oriented horizontally, the other being vertical

43/7
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The outside diameter is dictated by the finished diameter, with an allowance for surface roughness contraction and the thickness of the refractory coating inside the die. The inner diameter requires an allowance for the unsound material to be removed in the bore, a peculiarity of this process.

43/8
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
INVESTMENT CASTINGSprecise replica of the part is first produced in wax or a plastic polymer. Compensation due to shrinkage of the component dimensions during the sequence of processing must be providedThe pattern for the preparation of the mold must precisely duplicate all the finer features of the component to be cast, and hence a complex configuration such as a turbine airfoil will require a special pattern. The pattern must also have stable dimensions, have a smooth surface, and permit its easy removal from the ceramic shell.Internal cooling passages and other features in hollow components are created with cores made of silica-based or alumina ceramics.

43/9
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Casting defects appear in the form of inclusions, hot tears, and peculiar microstructural features, and are of special interest if they cannot be identified by nondestructive methods

43/10
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
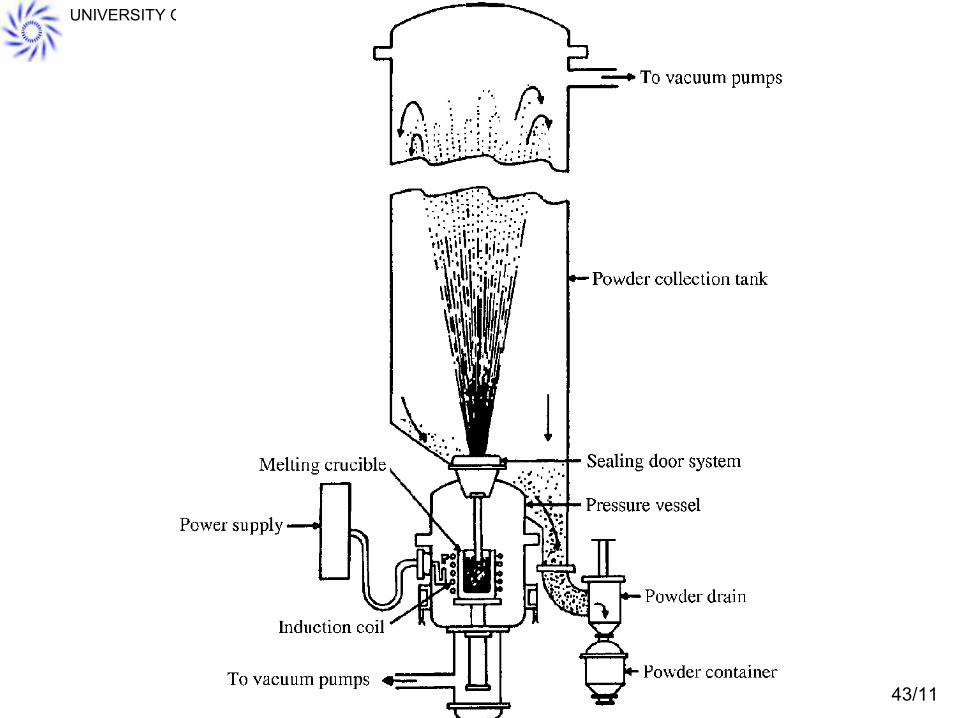
POWDER METALLURGY PROCESS
Compressor and turbine disks operating in the 1000 to 1400°F temperature range benefit from the powder metallurgy technique. The components are made from prealloyed atomizing powder, consolidated by the hot isostatic pressing or by hot extrusion, and then forged. The process is also used for stator vanes.
43/11
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/12
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The presence of oxidized particles developed during the atomization has repercussions on physical properties such as ductility and low-cycle fatigue life. Leakage of air into the system is primarily responsible, and even low levels of incidence tend to reduce the minimum properties.Hollow particles may also develop mostly from trapped gas or from shrinkage during solidification.During the HIP procedure, the powder in the container is heated either to a temperature above the γ′ solvus or below it, depending on the required size of the grain in the final product. External pressure to the tune of 15,000 psi is applied, and the combined temperature and pressure consolidates the powder to a fully dense product.Extrusion following the hot compaction procedure is a more predominant method for producing powder metallurgy components.

43/13
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Thermomechanical processing aims to neutralize the intrinsic and extrinsic defects arising from contamination.Forging is mostly conducted at isothermal conditions to break up defect structures through the flow of metal, with the tooling and the metal at the same temperature.

43/14
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
WELDING METHODS
The shielded-metal arc process is based on the formation of an electric arc between an electrode and the metal component.Being mostly a manual procedure, it does not find much usage for welding of turbomachinery components because of the difficulty in scraping the flux and the need for precision of the path and the size of the weld.The gas tungsten arc welding method relies on an arc between a tungsten electrode and the component, with an inert gas (argon or helium) shielding the welding region. The procedure can be automated to enhance precision.

43/15
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/16
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Resistance welding relies on the generation of heat at the joint by a discharge of a high density current at a low voltage through the interface.If contamination is a problem, an evacuated chamber provides the solution. An electron beam generating and focusing equipment and the job pieces are placed in the chamber. The electron-beam-welding method is known for its superior quality, especially where the joint is narrow (~0.060 in), and deep penetration (0.050 in) is a requirement. The capital equipment requirement is high, but the payoff comes from the ability to weld complex structures in relatively inaccessible locations, low levels of thermal distortion, and potential for automation.

43/17
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
A welding has two distinct parts, the metal fusion region and the zone affected by the process heatChanges in the microstructure in the solid condition as a consequence of the welding take place in the heat-affected zone

43/18
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The length of the zero ductility range (ZDR) is an important indicator from considerations of sensitivity to cracking. Thus, a crack-sensitive alloy has a larger range, while an alloy less prone to cracks has a smaller ZDR.

43/19
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Changes in phase and precipitation hardening reactions do not occur in solution hardened nickel and cobalt base alloys, making them easier to weld. Sulfur, phosphorous and other minor elements in appreciable quantity are also known to increase the severity of the problem, mostly because of the increase in ZDR.

43/20
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/21
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
BRAZING FOR JOINING NICKEL-BASEDAND COBALT-BASED COMPONENTS
The high-strength characteristics of many superalloys and unacceptable distortion in components with complex geometry are not conducive for welding operations.The brazing process by the Liburdi powder metallurgy method has been used for the hot section components of aero and industrial enginesStress rupture tests are conducted according to ASTM E319 guidelines.

43/22
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Some examples of brazing with powder metallurgy materials indicate the effectiveness of the procedure. The nozzle vanes of the first row on a Frame 7 turbine required repair after 48,000 h of operation. After blending and grinding the defect areas in preparation for the repair, Mar M 247-7 powder material is applied in the form of putty. The claylike consistency of the material permits sculpting to fit the repair geometry.

43/23
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
LASER-WELDING TECHNIQUES
Repair of gas turbine blades is mostly limited to the upper portion of the airfoil (tip, angel wings, and, to a limited extent, down the leading and trailing edges), where operating stresses are generally low.A review of various welding technologies indicates that low-energy processes, such as laser beam welding (LBW), have the potential for repair work in superalloy turbine blades for aircraft enginesWelding by laser offers the advantage of low heat input, and this promotes shallow penetration, low distortion, and minimal residual stress when compared with conventional arc-welding processes. Powder filler materials are typically used with the laser process due to the small weld profile (width of bead), but the product is available in forms such as small diameter solid wire.

43/24
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
GENERATING A FIVE-AXIS CUTTER PATH
The production of centrifugal compressor and fan stages with complex and overlapping surfaces requires five-axis numerically controlled machine tools to perform point-milling.

43/25
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/26
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/27
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
MACHINING METHODS AND IMPELLERPERFORMANCE
Computer numerical control (CNC) milling of compressor impellers is a mature technology, is ideal for rapid prototyping and low-quantity preproduction, and may sometimes be economical for larger production runs. Casting is cheaper for bigger quantities, but is inferior in accuracy, consistency, and structural integrity. Automotive turbochargers, for example, have been traditionally cast because of economies of scale. The cost advantage of cast to milled impellers is at least 1:20. For larger high-performance compressors, stress, fatigue, and frequency response considerations demand the use of forged billets, and therefore, milling. Milling assures precision and consistency in all directions, irrespective of the size or location.

43/28
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The manufacturing process results in an inherent surface roughness . A sand grain form of finish results from the casting process, while machined surfaces display a cusp and a roughness from the cutter’s path.

43/29
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/30
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
In addition to impeller blade coordinates, a number of critical features come into play. Chief among these are the fillet radius between the blade and the hub, the smallest passage in the impeller and the surface finish.

43/31
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The prediction of compressor performance variation due to surface roughness is based on the friction factor for flow in the impeller channel. In one formulation the efficiency is based on Reynolds number

43/32
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
DIMENSIONAL INSTABILITYIN MACHINING SUPERALLOYS
The dimensional instability phenomenon is basically a change in dimension with time, unaccompanied by further work on the component.Two probable causes are residual stresses and metallurgical alterations introduced by the machining process. The problem can be controlled by understanding the metallurgy of the material and its plastic deformation characteristics, by controlling the machining parameters and by the effect of process variables on the machined surface and subsurface.

43/33
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The effect of the machining parameters on the response functions (residual stress, tool life, dimensional instability, surface finish, and material removal rate) is established by multiple regression analysis.The method of simultaneous optimization of several variables is used to optimize the machining parameters such as dimensional stability, residual stress, surface finish, tool life, and material removal rate.

43/34
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/35
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
CURVIC COUPLING FOR TURBINE ROTOR
Curvic couplings are used to connect rotating disks and shafts of gas turbine engines for providing precision centering of the components and high load carrying capacity. Considerable disengaging forces develop in the coupling both during steady operations and during startup and shutdown.

43/36
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
VAPOR DEPOSITION OF THERMALBARRIER COATING
Thermal barrier coatings (TBC) are applied to separate the hot gases in the turbine from the metal substrate of the components so that the material is subjected to lower temperatures.APS and EB-PVD processes are well established for the deposition of TBC in aircraft engines and industrial gas turbines.In the EB-PVD method, the coating is made from yttria stabilized zirconia (YSZ) that has a columnar structure. This coating material has a long operating life even under severe cycling conditions, when compared with the porous APS coating.

43/37
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The chemical vapor deposition (CVD) procedure for the deposition of YSZ layers

43/38
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
Chemical vapor deposition is a process in which the metal-organic precursors are vaporized into a gaseous phase. The gases then react on the surface of the substrate to gradually build up an outer layer. The decomposition of the vaporized compound takes place in the hot zone of the furnace.The overall process may be split into substeps:1. Production of vaporized reactants2. Convective mass transport to the diffusion boundary layer of the substrate3. Homogeneous reactions in the gas phase to produce gaseous and solid byproducts4. Deabsorption of the gaseous reaction products5. Diffusion of the gaseous reaction product through the boundary layer6. Convective discharge of the by-products from the reactor zone

43/39
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
The benefits of the CVD process over EB-PVD and plasma spraying arise from its superior shooting power, so it is possible to coat large and complex-shaped parts in large batches with good uniformity

43/40
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)
VACUUM-PLASMA-SPRAYED COATINGS
High-velocity oxygen-fuel (HVOF) spraying is capable of providing clean and dense coatings for turbine components. The sprayed MCrAlY (where M represents Fe, Ni, and/or Co) coatings may be applied to provide resistance against oxidation and corrosion in the hot components. Diffusion coatings rely on surface enrichment in the form of a layer of oxides of aluminum, chromium, and silicon. Overlay coatings, on the other hand, are specifically designed oxidation and corrosion resistant alloys deposited on the substrate. The application of the chemical compositions in many overlay processes requires an inert gas atmosphere in an evacuated chamber. The HVOF procedure, however, is carried out in open air to deliver low oxide content, low porosity, and high bonding strength

43/41
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/42
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)

43/43
UNIVERSITY OF SALENTO – DEPT. OF ENGINEERING FOR INNOVATION – Lecce-Brindisi (Italy)