materiales%20 ceramicos
TRANSCRIPT

Materiales Cerámicos
Stella Maris ORDOÑEZDepartamento de Ingeniería Metalúrgica
Universidad de Santiago de Chile

UBICACIÓN DE LOS CERÁMICOS DENTRO DEL CAMPO DE LOS MATERIALES
METÁLICOSMetales y aleaciones
CERÁMICOSSólidos inorgánicos
no metálicos
POLÍMEROSSólidos orgánicos
COMPUESTOSMezcla de los anteriores enforma sólida consolidada
MATERIALES

Materiales cerámicos: sólidos inorgánicos no metálicos
Especialmente atractivos por:
• Estabilidad térmica
• Dureza
• Rigidez
• Baja densidad
• Resistencia al desgaste
• Resistencia mecánica
• Resistencia a la oxidación y corrosión

Clasificación de los materiales cerámicos
Cerámicas tradicionales
Arcillas - Alfarería: ladrillos, tejasPorcelanas - Al2O3-SiO2-K2O:aislantes eléctricos
Cordieritas - Al2O3-SiO2-MgO:elementos calefactores
Refractarios - Magnesitas, cromitas
Cerámicas avanzadas
Oxídicas - Al2O3, ZrO2, MgO
No oxídicas - Si3N4, SiC, TiB2

Limitaciones para el uso de cerámicas avanzadas
• Fragilidad inherente → fiabilidad
• Costo elevado
• Diseño condicionado
• Poca confianza en partes críticas

Clasificación según aplicaciones
• RefractariosAl2O3, MgO, ZrO2: moldes para fundido de metales,
interiores de hornos• Abrasivos
SiC, Al2O3, diamante: esmeriladores, polvos de pulido
• Eléctricos y magnéticosBeO, Al2O3, AlN, ZnO, ferritas: substratos, semiconductores,
varistores, imanes• Nucleares
UO2: combustible nuclear
• BiológicosZrO2, Al2O3: prótesis, componentes dentales

Tipo de enlace en los materales cerámicosEs principalmente iónico o covalente, en general una mezcla de ambos.
El carácter iónico aumenta con la diferencia en electronegatividad de los átomos que se unen.
H2.1Li1.0
Be1.5
B2.0
C2.45
N3.0
O3.5
F4.0
Na0.9
Mg1.2
Al1.5
Si1.8
P2.1
S2.5
Cl3.0
Valores de electronegatividad

Porcentaje de enlace iónico vs. diferencia en electronegatividad

Compuesto LiF MgO Al2O3 SiO2 Si3N4 SiC CDiferencia en
electronegatividad3.0 2.3 2.0 1.7 1.2 0.7 0
Fracción enlaceiónico
0.89 0.73 0.63 0.51 0.30 0.11 0
Fracción enlacecovalente
0.11 0.27 0.37 0.49 0.7 0.89 1
Fracción de enlace iónico y covalente de compuestos simples
La forma en la cual los átomos se arreglan geométricamente en un compuesto cerámico depende de varios factores:
• El tipo de enlace
•El tamaño relativo de los átomos
• La necesidad de balancear cargas electrostáticas

SELECCIÓN DE MATERIAL
MEZCLADO-MOLIENDA
CONFORMADO
SINTERIZACIÓN
CARACTERIZACIÓN PROPIEDADES MECÁNICAS
FRACTOGRAFÍA

Obtención de polvos y procesamiento
PROCESOS DE REDUCCIÓN DE TAMAÑO
- Molino de bolas- Atritor- Impacto entre partículas en un fluído a alta velocidad
MÉTODOS DE CLASIFICACIÓN
- Tamizado- Clasificación por aire

MOLINO DE BOLASEs el método más ampliamente utilizado para la reducción de tamaños de partículas y el mezclado de polvos- carga: 25-40%- contenedor- medio de molienda: 50%- medio de mezcla: seco o húmedo
Eficiencia: - efecto cascada (30√r donde "r" radio del contenedor en m). - densidad, dureza y el tamaño relativo tanto de las partículas
del polvo como del medio de molienda.
Medios de molienda: WC, acero, ZrO2, Al2O3, SiO2, Si3N4, etc..Ventajas: sencillo, barato, polvos activos
Desventajas: contaminación, proceso largo, distribución de tamaños amplia, difícil tamaños pequeños

ATRITOR
Como en el molino de bolas hay:- contenedor- medio de molienda- carga- medio de mezclaLas bolas se agitan por unos brazos montados en un eje.
Con respecto al molino de bolas es- más rápido- se obtienen menores tamaños de partícula (<1 µm)- menos contaminación
Se puede realizar en seco, húmedo, vacío o atmósfera controlada

IMPACTO ENTRE PARTÍCULAS EN FLUIDO A A LTA VELOCIDAD
Reducción de tamaño por impactos partícula-partícula en un fluído a alta velocidad
Fluídos: aire, nitrógeno, CO2, vapor recalentado, agua,...Velocidad: próxima a la del sonidoDiseño: máximos choques partícula-partícula, mínimos choques partícula-paredProblema: recolectar el polvo, manipular grandes volúmenes de gases,
mantenimiemto de los filtros

CONFORMADO DE POLVOS CERÁMICOS
En esta etapa se pretende dar CONSISTENCIA y FORMA a los polvos. En realidad se trata de producir una pieza en “verde” que se pueda manipular.
Las principales técnicas para la consolidación de polvos y producción de formas sin aplicación de temperaturas elevadas son:
Compactación: unidireccional (uniaxial)
isostático
Casting: slip casting
Conformado plástico: extrusión
moldeo por inyección

Compactación unidireccionalEs el método más extendido de obtener el conformado de polvos cerámicos. Es rápido, fácilmente automatizable y produce compactos con tolerancias muy ajustadas.
Conformado y compactación simultánea de un polvo granular, mediante su compresión confinado en una matriz rígida
Diseño de la matriz (geometría, materiales, separación entre componentes fijos y móviles).
Método de alimentación de polvos y fuerza conductora para lograr un buen llenado.
Compactabilidad y fluidez de los polvos.
Temperatura y atmósfera en la matriz.
Presión del punzón y tiempo de mantenimiento.
Secuencia de extracción.
Principales variables de un proceso de compactación unidireccional

Secuencia de compactaciónLos pasos que se siguen en la compactación uniaxial de un polvo son:
1- Llenado de la matriz2- Posicionamiento de los punzones3- Entrada del punzon superior4- Compactación5- Cese de la aplicación de presión6- Extracción del compacto en verde

Comportamiento del polvo durante la compactación
Polvo verdeporosidad disminuye
agregados se fracturannúmero de contactos aumentan
Se pueden distinguir cuatro etapas:
1- Deslizamiento entre partículas y reordenamiento sin fractura
2- Deformaciones locales y fractura en puntos triples
3- Compresión elástica
4- Extracción del compacto y recuperación de deformaciones elásticas

Efectos de la compactación en polvos cerámicos y metálicos

Heterogeneidad de la densidad
Se producen por la fricción entre el polvo y las paredes de la matriz y entre las partículas de polvo entre sí. La heterogeneidad aumenta con la relación altura/diámetro, relación máxima = 3.

El defecto más común de los compactos producidos por prensado unidireccional, es la laminación de su parte superior (end-capping) y ocurre durante la extracción.
Las condiciones a las que se da el "end-capping" varía con el tipo de aditivos y la cantidad de éstos, siendo también diferente la profundidad a la que aparece la grieta en función de la presión de compactación, a mayor presión mayor profundidad de la grieta.

La mayor presión a la que no se da "end-capping".
Velocidades de carga lentas.
El llenado de la matriz más denso y uniforme posible.
Utilización de lubricantes.
Relación altura/diámetro baja.
Compactación con dos actuadores.
Empleo de matriz flotante.
Extracción a contra-presión.
La obtención de compactos de alta densidad y mínimos gradientes se ve favorecida usando:

Compactación isostática en frío - CIP
Es una aplicación del teorema de Pascal, desaparecen los problemas derivados de los rozamientos con matriz y punzones.
Se pueden compactar grandes cantidades de polvos, la relación altura/diámetro puede ser alta.
El compacto adquiere la forma del molde, ésta puede ser compleja.
Es más efectivo que la compactación unidireccional, a la misma presión se alcanza una densidad mayor.
El molde o bolsa puede fabricarse de goma, latex, PVC, uretano, neopreno, silicona,etc..

Esquema de una prensa

DESCRIPCIÓN DEL PROCESO
a) llenado del molde con polvos cerámicosb) cerrado y sellado del moldec) colocación del molde en la cámarad) presurizacióne) compacto resultante
a b c d e

El diseño de las bolsas que contienen al polvo se ve fuertemente influenciado por los siguientes puntos:
Grado de obtención de la forma final de la pieza.
Frecuencia de utilización de la bolsa.
Dificultades de llenado.
Tipos de cierre.
Extracción del compacto.

DEFECTOS
a.- Llenado escaso o desigual.b.- Bolsa poco rígida, muy delgada o muy gruesa.c.- Polvo que fluye mal.d.- Cierres rígidos.e.- Polvo con relación de compactación altaf.- Material no apropiado para la bolsa.g.- Compacto débil.h.- Radio de los bordes pequeño.

MOLDEO POR INYECCIÓNVENTAJAS:
• Bajo costo
• Producción elevada
• Formas complejas
Se utiliza una mezcla de polvo cerámico con aditivos orgánicos (25 - 50 % en volumen) que sea deformable plásticamente bajo presión.
Importante: tener una distribución de tamaños de partícula que de un empaquetamiento lo más denso posible y minimice la cantidad de material orgánico.

DESCRIPCIÓN DEL PROCESO

DEFECTOS Y CAUSASDefecto
Partes incompletas
Grandes poros
Grietas
Costuras
Causas
Mala lubricación, presión de inyección baja, plastificante inapropiado.
Atrape de aire, plastificante inapropiado, solidificación durante la inyección, mezclado incompleto.
Golpes durante la retirada, diseño inapropiado, extracción inadecuada de los aglutinantes.
Diseño inapropiado o mala alimentación, temperatura incorrecta

SLIP CASTINGMétodo antiguo y versátil. Permite formaas complejas de poco espesor aunque con problemas de precisión. Slip:mezcla de polvo y líquido en una suspensión estable
1
23
4

SINTERIZACIÓN
Etapa importante en la fabricación de materiales cerámicos estructurales.
Difícil definición.
“Proceso por el cual un conjunto de partículas, compactadas o no, se aglomeran o unen químicamente formando un cuerpo coherente bajo la influencia de una temperatura elevada”
Más sencillo: unión de partículas a elevada temperatura

SINTERIZACIÓN
CON APLICACIÓN DEPRESIÓN EXTERNA
SIN APLICACIÓN DEPRESIÓN EXTERNA
SINTERIZACIÓN
EN FASE LÍQUIDA EN FASE SÓLIDA

SINTERIZACIÓN EN ESTADO SÓLIDO
ETAPAS
Acercamiento inicial de las partículas
Crecimiento de cuellos o puentes de enlace
Aparición de poros aislados
Redondeamiento de los poros
Contracción de poros
Engrosamiento de la porosidad y del tamaño de grano

SINTERIZACIÓN EN ESTADO SÓLIDO
4 h 8 h 16 h
32 h 96 h 408 h

FUERZA IMPULSORA: Reducción de la energía libre por disminución del área superficial epecífica.
Área superficial elevada fuerza impulsora alta sinterización activa
Energía Polvo γsv altaE ∆γsv sinterización
Policristalinoγss crecimiento de grano
Monocristal
E superficial E mecánica E química concentración de vacantetensión superficialradios de curvatura
Habrá flujo de materia si hay un gradiente de potencial químico
dxd
T.RD.CJ µ⋅−=

Mecanismos de transporte de materia
Medio de transporte Fuente de materia Sumidero1 difusión por la superficie superficie cuello2 difusión por la red superficie cuello3 transporte fase vapor superficie cuello4 difusión por la junta de grano junta de grano cuello5 difusión por la red junta de grano cuello6 difusión por la red dislocaciones cuello

FACTORES QUE INFLUYEN EN LA SINTERIZACIÓNTamaño de partícula
En general si el tamaño de partícula es pequeño, la sinterización es activa. Hay mayor fuerza impulsora y más caminos de difusión (más cuellos y bordes de grano).
Forma y topografía de las partículasLa sinterización será más activa si se da un alejamiento de la forma esférica y se aumenta la rugosidad. Como con el tamaño de partícula se aumenta la fuerza impulsora y el número de contactos al aumentar el área superficial específica
Microestructura de la partículaInteresan partículas de polvo con: grano fino que favorece los mecanismos de transporte de materia, imperfecciones en la red que activan los procesos de difusión, porosidad interna que aumenta superficie y tensiones y fases dispersas que favorecen el transporte por los bordes de grano

Composición de la partículaAleantes e impurezas afectan la fuerza impulsora en ambos sentidos.
Densidad en verdeLa velocidad de densificación se incrementa al disminuir la densidad en verde. Sin embargo, la densidad del producto sinterizado suele ser mayor para valores elevados de la densidad en verde.
TemperaturaLos mecanismos de transporte de materia están activados térmicamente y dependen de la temperatura de forma exponencial, luego al aumentar la temperatura aumentan los cambios que se dan en la sinterización.
Tiempo de mantenimientoTiene menor efecto que la temperatura. Produce engrosamiento de la microestructura.
Presión

Crecimiento de granoOcurre por disminución de la enrgía superficial. Se inhibe por la presencia de porosidad, segundas fases e impurezas superficiales en el polvo. Importante en la última etapa de sinterización.
Formación de aleacionesPartiendo de mezclas de polvos, durante la sinterización, se consiguen aleaciones de estructura homogénea por difusión.
Transformaciones de fasesDurante la sinterización se pueden producir transformaciones de fases que habrá que considerar de cara a las propiedades del producto final.
Reacciones químicasPueden producirse entre los polvos de partida, entre polvo y la atmósfera de sinterización, reacciones de descomposición,...
Cambios dimensionales y de densidadDurante la sinterización se dan cambios en las dimensiones del compacto por los mecanismos de transporte de materia, transformaciones de fases, reacciones químicas,...

SINTERIZACIÓN EN FASE LÍQUIDA (LPS)
Se produce cuando durante le calentamiento uno o varios de los materiales que forman el compacto alcanzan su punto de fusión.
Es muy frecuente en la sinterización de cerámicos.
Ventajas
- Velocidad de sinterización elevada
- Menor temperatura de sinterización
- Mayor densidad final
Etapas
- Reordenamiento
- Disolución-precipitación
- Coalescencia

Esquema de las etapas en LPS

REORDENAMIENTO Al producirse el líquido se da una rápida densificación al reacomodarse las partículas sólidas por las fuerzas de capilaridad.
El sólido se comporta como un sólido viscoso.
La velocidad de densificación disminuye con el tiempo.
La densidad depende de la cantidad de líquido, el tamaño de partícula y la solubilidad del sólido en el líquido.
Densificación total con 35% líquido.
Problemas con densidad en verde muy alta y granos irregulares por excesivos puntos de contacto sólido-sólido.

DISOLUCIÓN-PRECIPITACIÓN
Partículas pequeñas tienen mayor solubilidad.
Diferentes solubilidades producen gradientes de concentración y esto activa la difusión.
Material va de las partículas pequeñas a las grandes (Maduración de Ostwald)
La mayor solubilidad en los puntos de mayor radio de curvatura origina también un alisamiento de contactos con acomodación de forma.
Tanto la maduración de Ostwald como el alisamiento de contactos reducen porosidad y producen densificación.

COALESCENCIA
Son fenómenos de sinterización en estado sólido.
La densificación es lenta.
Sólo es importante en las últimas etapas de densificación.
CASOS DE APLICACIÓN DE LPS
Herramientas de corte: WC-Co, TiC-Mo-Ni, diamante-metal
Condensadores eléctricos: BaTiO3-LiF-MgO
Materiales alta temperatura: Si3N4, SiC
Materiales nucleares: UO2-Al, UO2-Al2O3

DENSIFICACIÓN ASISTIDA POR PRESIÓN
Son métodos en los que se da una aplicación conjunta de presión y temperatura.
Permiten reducir las temperaturas y tiempos de mantenimiento utilizados durante la densificación.
Disminuye el nivel de aditivos
Consiguen densificación total: 0% porosidad
Métodos principales
- Prensado uniaxial en caliente (HP)
- Prensado isostático en caliente (HIP)
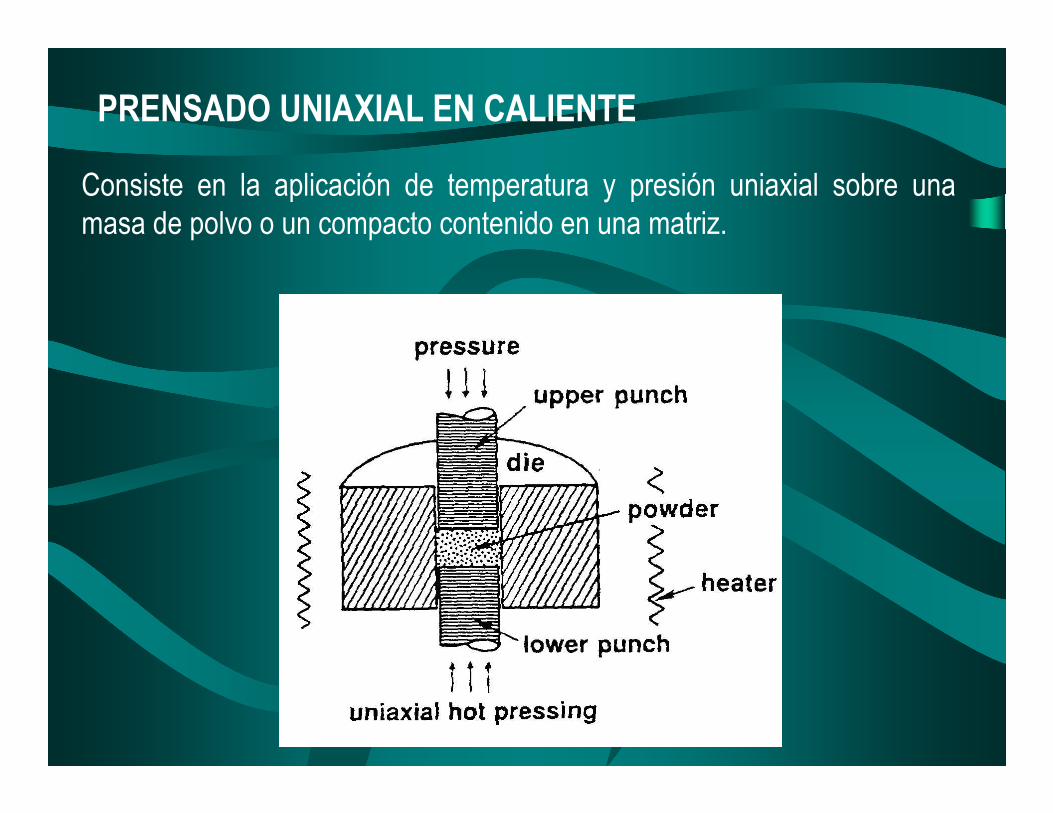
PRENSADO UNIAXIAL EN CALIENTE
Consiste en la aplicación de temperatura y presión uniaxial sobre una masa de polvo o un compacto contenido en una matriz.

El material más usado como matriz es el grafito, también se utiliza Mo, W, SiC y Al2O3.Calentamiento a ser posible por inducciónPresiones entre 10 y 100 MPaTemperaturas hasta 3000ºCCiclos por lo general cortos
Inconvenientes:- Contaminación por la matriz- Limitaciones en la relación altura/diámetro- Piezas de geometrías sencillas- Propiedades anisótropas

PRENSADO ISOSTÁTICO EN CALIENTEConsiste en la aplicación de temperatura y presión isostática sobre un cuerpo poroso encapsulado o un cuerpo de porosidad no interconectada con el exterior.
Medio de aplicación de la presión: gas comprimido en una vasija
Temperatura: hasta 3000ºC mediante calefactores de grafito
Permite formas complejas con propiedades muy regulares
Exige aislar la porosidad del medio de presurización
- Encapsulado en una bolsa cerrada capaz de impermeabilizar al compacto y transmitir presión.
- Alcanzando mediante sinterización previa un estado de porosidadcerrada (Sinter-HIP en un ciclo, HIP después de sinterizar en otro horno)
Los ciclos son largos y la encapsulación laboriosa

SECUENCIA ESQUEMÁTICA DEL HIP

COMPORTAMIENTO DE UNA CÁPSULA EN EL HIP
CAPSULA DE VIDRIO SOBREDIMENSIONADA
CAPSULA DE VIDRIO COLAPSADA

MÉTODOS DE ENCAPSULACIÓN ALTERNATIVOS

CICLO TÍPICO DE HIP SOBRE MUESTRAS ENCAPSULADAS

CICLO DE SINTER-HIP

CARACTERIZACIÓN DE MATERIALES CERÁMICOS
CARACTERIZACIÓN QUÍMICA
- Fluorescencia de rayos-X
- Análisis dispersivo de enrgías de rayos-X (EDX)
CARACTERIZACIÓN CRISTALOGRÁFICA
- Difracción de rayos-X
- Difracción de electrones
CARACTERIZACIÓN MICROESTRUCTURAL
- Microscopía electrónica de barrido (SEM)
- Microscopía electrónica de transmisión (TEM)

5 µm----------
5 µm----------
Ejemplos de micrografías SEM

Ejemplos de micrografías TEM

PROPIEDADES DE LOS MATERIALE CERÁMICOS
nm rB
rAU +−=
ro: distancia de separación de equilibriord: distancia de disociaciónU: Energía potencial

El pozo de potencial y su relación con las propiedades
Profundidad Temperatura de fusión
Asimetría Coeficiente de expansión lineal
Curvatura Módulo de Young

Basándose en la forma de la curva del pozo de potencial y teniendo en cuenta que σ ∼ (dU / dr), Orowan propuso:
σ = σth sen (π / 2a) (r - ro)
que es el esfuerzo necesario para producir una separación (r - ro).La RESISTENCIA TEÓRICA de un material será:
σth = 2 E a /π ro
La fractura se produce cuando σ ≥ σth creando así dos nuevas superficies.
Teniendo en cuenta la energía superficial, tenemos:
σth = ( E γo / ro)1/2
Por lo tanto la elevada resistencia de los materiales cerámicos se asocia con ELEVADA RIGIDEZ Y ENERGÍA SUPERFICIAL (Energíadel enlace)

PROPIEDADES MECÁNICAS
• DUREZA
• TENACIDAD
• RESISTENCIA MECÁNICA
El conocimiento de las propiedades mecánicas de cualquier material de ingeniería es necesario para su utilización en aplicaciones estructurales, donde el material será requerido para soportar cargas.
Las propiedades mecánicas más estudiadas son:
También se estudia resistencia a al oxidación, al choque térmico, al desgaste y a la fluencia lenta.

DUREZA
Como es de esperar en materiales con enlaces atómicos fuertes, la dureza es elevada.La forma habitual de medir la dureza en materiales cerámicos es mediante dureza Vickers o Knoop (penetradores de diamante).Como ocurre generalmente para materiales duros y frágiles, la dureza es proporcional a la carga aplicada hasta un valor de carga a partir del cual es independiente.En general se calcula como:
La dureza se ve influenciada por:
- cantidad de fase intergranular
- tipo de fase intergranular
- porosidad (relación lineal entre 90-100% D.T.)
- relación de fases presentes
2LPHV Ω=

RESISTENCIA MECÁNICA
La falta de plasticidad de los cerámicos se debe al tipo de enlace que presentan, iónico + covalente.
En los cerámicos con enlace fundamentalmente covalente, la aplicación de un esfuerzo provoca la separación de las uniones de pares de electrones sin que el enlace se vuelva a formar nuevamente, esto da lugar a una fractura frágil.
Los materiales cerámicos con enlace iónico (MgO, ClNa) se deforman de manera diferente. Los monocristales presentan una deformación plástica importante cuando se los somete a compresión a temperatura ambiente. Sin embargo, los policristales se comportan de manera frágil.
La resistencia de un material cerámico policristalino está determinada fundamentalmente por: composición química, microestructura y condiciones superficiales.

Determinación de la resistencia mecánica
La forma más usual de determinar la resistencia mecánica en materiales cerámicos es a través de ensayos de Flexión en tres y cuatro puntos.
La probeta a ensayar en una barra de sección rectangular (5mm x 4mm) y 45 mm de largo perfectamente pulida.
2máx
máx dbcP3
=σ
( )22 c4l3yI48
cPE −=

Efecto de la temperatura sobre la curva carga -flecha

Factores que afectan la resistencia mecánica
- Composición química
- Método de procesamiento
- Porosidad
- Preparación superficial
- Tipo y cantidad de fase intergranular (a elevada temperatura)

(a) Flexión en 3 puntos
σ3PT
= 930 MPa
(b) Flexión en 4 puntos
σ4PT
= 724 MPa
(c) Tensión uniaxial
σ= 552 MPa
Comparación de los valores de resistencia obtenidos en distintos ensayos

TENACIDAD A LA FRACTURA KIC
Debido a su enlace los materiales cerámicos presentan una muy baja tenacidad a la fractura.
Materiales como Si3N4 y SiC presentan valores cercanos a 3MPa√m, dentro de los cerámicos la circonia ZrO2 es el más tenaz alcanza valores de hasta 12 MPa√m.
La tenacidad aumenta con:
- La relación de aspecto
- El tamaño de grano
- La cantidad de fase intergranular
De acuerdo a la mecánica lineal de la fractura KIC = Y σf C1/2

MEDIDAS DE TENACIDAD
Tenacidad medida por indentación VickersKIC = Ω(E/HV)1/2 (P/c3/2)
E: módulo de Young (medido en f.p.b)HV : dureza VickersP: carga aplicada c :radio de la grietaΩ : factor de proporcionalidad

MEDIDAS DE TENACIDAD Tenacidad medida por procedimiento Barker
KIC = A Pmáx / B3/2
A : f (B, W, a0)Pmáx : carga máximaB : diámetro de la probeta BarkerW : longitud de la probeta Barkera0 : 0.531 B

Fractografía: superficies de fractura

Tipos de fractura
5 µm----------
5 µm----------
Transgranular Intergranular

FIABILIDAD DE CERÁMICAS ESTRUCTURALES
En los materiales cerámicos la fiabilidad estructural está determinada por defectos microestructurales.
Tipos de defectos:
- Defectos intrínsecos del material (bordes de grano, puntos triples)
- Inhomogeneidades creadas en el procesamiento o en la preparación de las superficies (aglomerados, inhomogeneidadesquímicas, inclusiones poros, grietas superficiales)
Los defectos inducidos por procesamiento son los más importantes de cara a la fiabilidad

Formación de defectos durante el procesamiento
1.- Crecimiento anómalo de granos
Suele ocurrir en la última etapa de la sinterización.
2.- Formación de cavidades
Se suelen dar como consecuencia de inhomogeneidades en el compacto en verde. Se da una densificación inicial rápida en aquellas zonas de partículas más finas o densidades en verde más bajas.
3.- Grandes huecos
Los grandes huecos suelen tener su origen en los huecos iniciales en el compacto en verde y la descomposición de partículas extrañas.

Propiedades iniciales: dependen de los defectos presentes después de la fabricación.
Fallo en operación: puede aparecer una nueva población de defectos que resultan bien de una alteración de los defectos iniciales o de la creación de otros nuevos por efectos químicos o físicos.
- Degradación de la superficie del material.
- Fatiga de alto número de ciclos
- Crecimiento lento de grietas
El parámetro dominante para determinar el carácter crítico de un defecto no es sólo su tamaño, sino también su tipo, localización y estado de tensiones.
La fractura de una pieza depende del tipo y tamaño de defecto así como de la microestructura que le rodea.

Papel colectivo de los defectos
La presencia de una población de defectos es muy importante en las características del fallo.
La fractura no se da en los puntos de mayor tensión, sino en aquellos defectos que se vuelven críticos.
La fractura es un suceso probabilístico, resultado de una localización aleatoria de defectos y una distribución de tensiones.
La resistencia a la fractura se mide estadísticamente, su dispersión se puede atribuir a la distribución de tamaño de defectos y dependetambién de la geometría de las probetas, sus dimensiones y de ladistribución de tensiones.

APROXIMACIÓN PROBABILÍSTICA
El análisis estadístico de la variaciónm en resistencia mecánica de los cerámicos se basa en la teoría del “eslabón más débil”, desarrollada por Weibull. Permite obtener una ecuación para la probabilidad de fallo:
σ
σ−σ−−= ∫v
m
o
nf dvexp1P
m: es el módulo de Weibull. Indica el grado de dispersión en los valores de resistencia medidos . Interesan “m” elevados.
σo : es un factor normalizado
σn : es la tensión a la cual la probabilidad de fallo es cero ( suele tomarse 0)

Para obtener el valor de “m” se representa ln ln (1/ (1 - F)) en función de ln σ, con lo que se obtiene una recta de pendiente “m”.

NITRURO DE SILICIO - Si3N4
α
a=0.775-0.777 nm
c=0.516-0.569 nm
β
a=0.759-0.761 nm
Polimorfos α y β, estructura cristalina hexagonal. c=0.271-0.292 nm
Propiedades de cerámicas basadas en nitruro de silicio.
Densidad teórica (g.cm-3) 3.19Coeficiente de expansión térmica 20-1500 ºC (10-6 ºC-1) 2.9-3.6
Conductividad térmica RT (W.m-1.K-1) 15-50Resistividad eléctrica RT (W.cm) ≈ 1013
Microdureza Vickers (kg.mm-2) 1600-2200Módulo de Young RT (GPa) 300-330
Resistencia a la fractura RT (MPa) 400-950Resistencia a la fractura 1400 ºC (MPa) 125-450
Tenacidad a la fractura (MPa.√m) 3.4-8.2

Propiedades que lo hacen atractivo como cerámica estructural
Elevada resistencia mecánica a altas temperaturas Buena resistencia al choque térmico Buena resistencia a la oxidación Baja densidad
Aplicaciones
Rotores de turbinas Cámaras de pre-combustión Herramientas de corte

CARBURO DE SILICIO - SiC
α: hexagonal
a=0.3078 nm
c=0.2518 nm
β: cúbico
SiC Cúbico SiC hexagonal
a=0.43596 nm
Propiedades de cerámicas basadas en nitruro de silicio.
Densidad teórica (g.cm-3) 3.21Coeficiente de expansión térmica 20-1500 ºC (10-6 ºC-1) 4.4-4.9
Conductividad térmica RT (cal/cm sºC) 1.2Resistividad eléctrica RT (W.cm) ≈ 1013
Dureza Knoop (kg.cm-2) 1600-2200Módulo de Young RT (GPa) 390-460
Resistencia a la fractura RT (MPa) 400-950Resistencia a la fractura 1400 ºC (MPa) 125-450
Tenacidad a la fractura (MPa.√m) 1-3

Propiedades que lo hacen atractivo como cerámica estructural
Elevada resistencia mecánica a altas temperaturas Buena resistencia al choque térmico Buena resistencia a la oxidación, corrosión y abrasión Baja densidad
Aplicaciones
Sellos mecánicos, válvulas Intercambiadores de calor, elementos calefactores Turbinas de gas, turbocargadores

Alúmina – Al2O3
Polimorfos α y β, estructura cristalina hexagonal.
Propiedades de la Alúmina.
Densidad teórica (g.cm-3) 3.97Conductividad térmica RT (W.m-1.K-1) 27.2 a 1400K
Resistividad eléctrica RT (Ω.cm) > 1014 (25ºC)Microdureza Vickers (kg.mm-2) 2400-3300
Módulo de Young RT (GPa) 400Resistencia a la flexión RT (MPa) 400
Tenacidad (MPa.√m) 3

Propiedades que lo hacen atractivo como cerámica estructural
Elevada resistencia al desgaste Cualidades ópticas Alta resistividad Baja densidad
Aplicaciones
Sellos, revestimientos, abrasivo, boquillas de toberas Sustratos de circuitos electrónicos, dispositivos de guías y detección Aislantes eléctricos, enchufes, interruptores Biomedicina

Circonia ZrO2
Tipos de Circonias
1.Circonia Cúbica2.Circonia parcialmente Estabilizada3.Circonia tetragonal policristalina
Formas Cristalinas
Cúbica → 2370ºC → Tetragonal → 1174ºC → Monoclínica
Mecanismos para Mejorar la Tenacidad de la Circonia
1. Reducción de energía asociada al frente de una grieta por emplearse parte de ella en inducir latransformación
2. ∆V→ tensiones compresivas sobre el frente de grieta ⇒ frenado o detención3. Formación de microgrietas→ ramificación de la grieta4. Transformación superficial por pulido – rectificado → superficie a compresión

Propiedades que lo hacen atractivo como cerámica estructural
Tenacidad elevada Dureza alta Resistencia al desgaste Baja conductividad térmica Buena resistencia al choque térmico Aislante eléctrico Resistencia a la corrosión en ácidos y alcális Módulo de elasticidad parecido al acero Coeficiente de expansión térmica parecido al acero
Aplicaciones
Componentes de bombas hidráulicas Motores cerámicos Componentes de consumo Prótesis