materials of engineering engr 151 characteristics, … · 2017-04-24 · 2 polymer formation...
TRANSCRIPT

CHARACTERISTICS, APPLICATIONS AND
PROCESSING OF POLYMERS
Materials of Engineering
ENGR 151

2
POLYMER FORMATION
Synthesis of large (polymer) molecules is called
polymerization.
There are two types of polymerization
Addition (or chain) polymerization
Monomer units are attached one at a time to form a linear
macromolecule
Composition of resultant product molecule is exact multiple of
original reactant monomer
Condensation (step) polymerization
Formation of polymers by stepwise intermolecular chemical
reactions that may involve more than one monomer species
Usually small molecular weight by-product, e.g. water

3
ADDITION (CHAIN) POLYMERIZATION
Three distinct steps:
Initiation, propagation, termination
Initiation: An active center capable of propagation is
formed by a reaction between an initiator (or catalyst)
species and the monomer unit
E.g. Polyethylene

4
ADDITION (CHAIN) POLYMERIZATION
Three distinct steps:
Initiation, propagation, termination
Propagation: Linear growth of polymer chain by sequential
addition of monomer units to active growing chain molecule

5
ADDITION (CHAIN) POLYMERIZATION
Three distinct steps:
Initiation, propagation, termination
Termination: May occur in different ways
Active ends of two propagating chains may link together to form one
molecule (combination)

6
ADDITION (CHAIN) POLYMERIZATION
Three distinct steps:
Initiation, propagation, termination
Termination: May occur in different ways
Two growing molecules react to form “dead chains”
(disproportionation)

7
CONDENSATION (STEP) POLYMERIZATION
Condensation (step) polymerization
Formation of polymers by stepwise intermolecular
chemical reactions that may involve more than
one monomer species
Usually small molecular weight by-product, e.g.
water
No reactant species has the has the chemical
formula of the repeat unit
Reaction times are generally slower than those for
addition polymerization

8
CONDENSATION (STEP) POLYMERIZATION
E.g. Polyester

9
CONDENSATION (STEP) POLYMERIZATION

10
POLYMER ADDITIVES
Improve mechanical properties, tensile and compressive strengths, abrasion resistance, toughness, dimensional and thermal stability, processability, durability, etc.
Fillers
Added to improve tensile strength & abrasion resistance, toughness & decrease cost
ex: carbon black, silica gel, wood flour, glass, limestone, talc, etc.

11
POLYMER ADDITIVES
• Plasticizers
• Improve the flexibility, ductility and toughness of polymers
• Added to reduce the glass transition temperature Tg below room temperature
• Presence of plasticizer transforms brittle polymer to a ductile one
• Commonly added to PVC - otherwise it is brittle
Stabilizers
Antioxidants
UV protectants

12
POLYMER ADDITIVES (CONT.)
• Lubricants
– Added to allow easier processing
– polymer “slides” through dies easier
– ex: sodium stearate
• Colorants
– Dyes and pigments
• Flame Retardants (e.g. textiles and children’s toys)
– Substances containing chlorine, fluorine, and boron

13
PROCESSING OF PLASTICS
Thermoplastic
can be reversibly cooled & reheated, i.e. recycled
heat until soft, shape as desired, then cool
ex: polyethylene, polypropylene, polystyrene.
• Thermoset
– when heated forms a molecular network (chemical reaction)
– degrades (doesn’t melt) when heated
– a prepolymer molded into desired shape, then
chemical reaction occurs
– ex: urethane, epoxy

14
PROCESSING PLASTICS – COMPRESSION
MOLDING
Thermoplastics and thermosets polymer and additives placed in mold cavity
mold heated and pressure applied
fluid polymer assumes shape of mold
Fig. 15.23, Callister & Rethwisch 9e. (From F. W. Billmeyer, Jr., Textbook of
Polymer Science, 3rd edition. Copyright ©
1984 by John Wiley & Sons, New York.
Reprinted by permission of John Wiley &
Sons, Inc.)
15
PROCESSING PLASTICS – INJECTION MOLDING
Fig. 15.24, Callister & Rethwisch 9e. (From F. W. Billmeyer, Jr., Textbook of
Polymer Science, 3rd edition. Copyright ©
1984 by John Wiley & Sons, New York.
Reprinted by permission of John Wiley &
Sons, Inc.)
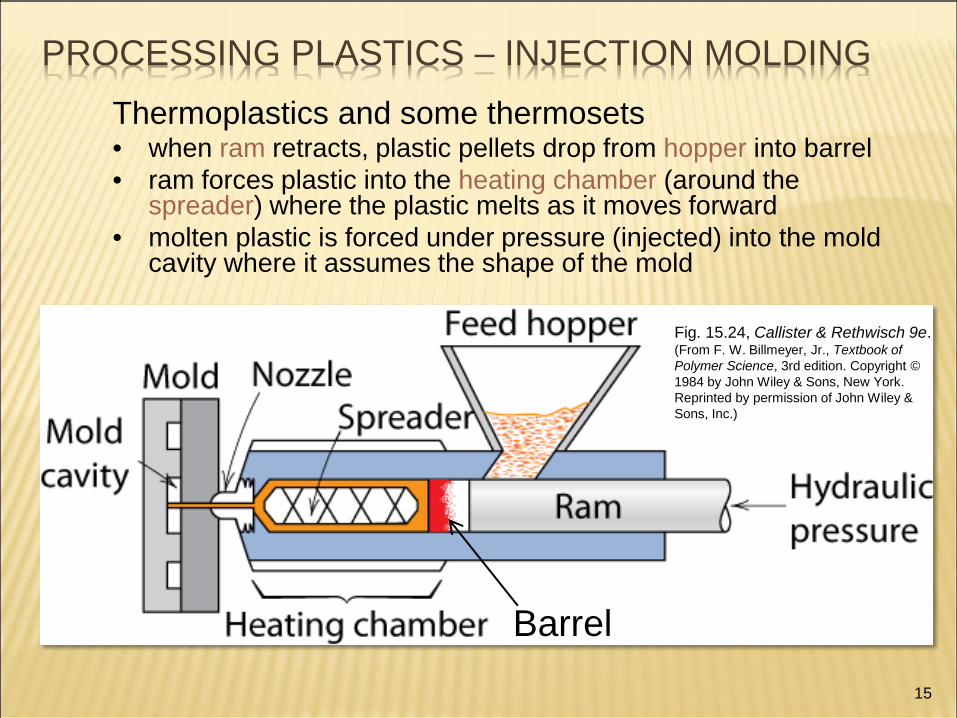
Thermoplastics and some thermosets • when ram retracts, plastic pellets drop from hopper into barrel
• ram forces plastic into the heating chamber (around the spreader) where the plastic melts as it moves forward
• molten plastic is forced under pressure (injected) into the mold cavity where it assumes the shape of the mold
Barrel

16
PROCESSING PLASTICS – EXTRUSION
Fig. 15.25, Callister & Rethwisch 9e. (Reprinted with permission from Encyclopædia
Britannica, © 1997 by Encyclopædia Britannica, Inc.)
Thermoplastics • plastic pellets drop from hopper onto the turning screw
• plastic pellets melt as the turning screw pushes them forward by the heaters
• molten polymer is forced under pressure through the shaping die to form the final product (extrudate)

17
PROCESSING PLASTICS – BLOWN-FILM
EXTRUSION
Fig. 15.26, Callister & Rethwisch 9e. (Reprinted with permission from Encyclopædia
Britannica, © 1997 by Encyclopædia Britannica, Inc.)

18
POLYMER TYPES – FIBERS
Fibers - length/diameter >100 Primary use is in textiles. Fiber characteristics:
high tensile strengths high degrees of crystallinity structures containing polar groups
• Formed by spinning
– extrude polymer through a spinneret (a die containing many small orifices)
– the spun fibers are drawn under tension
– leads to highly aligned chains - fibrillar structure

19
POLYMER TYPES – MISCELLANEOUS
Coatings – thin polymer films applied to surfaces – i.e., paints, varnishes
protects from corrosion/degradation
decorative – improves appearance
can provide electrical insulation
• Adhesives – bonds two solid materials (adherands)
– bonding types:
1. Secondary – van der Waals forces
2. Mechanical – penetration into pores/crevices
• Films – produced by blown film extrusion
• Foams – gas bubbles incorporated into plastic

20
ADVANCED POLYMERS
Molecular weight ca. 4 x 106 g/mol
Outstanding properties
high impact strength
resistance to wear/abrasion
low coefficient of friction
self-lubricating surface
Important applications
bullet-proof vests
golf ball covers
hip implants (acetabular cup)
UHMWPE
Adapted from chapter-
opening photograph,
Chapter 22, Callister 7e.
Ultrahigh Molecular Weight Polyethylene (UHMWPE)

21
ADVANCED POLYMERS
styrene
butadiene
Thermoplastic Elastomers
Styrene-butadiene block copolymer
hard
component
domain
soft
component
domain
Fig. 15.22, Callister & Rethwisch 9e. Fig. 15.21(a), Callister & Rethwisch 9e.

22
ISSUES TO ADDRESS...
• How does corrosion occur?
• Which metals are most likely to corrode?
• What environmental parameters affect
corrosion rate?
• How do we prevent or control corrosion?
CHAPTER 17:
CORROSION AND DEGRADATION OF
MATERIALS

23
• Corrosion: -- the destructive
electrochemical
attack of a material.
-- Ex: Rusting of
automobiles and
other equipment
• Cost: -- 4 to 5% of the Gross National Product (GNP)*
-- in the U.S. this amounts to just over $400 billion/yr**
* H.H. Uhlig and W.R. Revie, Corrosion and Corrosion Control: An Introduction
to Corrosion Science and Engineering, 3rd ed., John Wiley and Sons, Inc.,
1985.
**Economic Report of the President (1998).
THE COST OF CORROSION
© E
HS
tock/iS
tockphoto

24
ELECTROCHEMICAL CORROSION
For metallic materials, corrosion process is normally electrochemical Transfer of electrons from one species to the other
Metals give up electrons – Oxidation reaction
Electrons may be taken up by hydrogen to form hydrogen gas – Reduction reaction

25
• Two reactions are necessary: -- oxidation reaction:
-- reduction reaction:
• Other reduction reactions in solutions with dissolved oxygen:
-- acidic solution -- neutral or basic solution
Adapted from Fig. 17.1,
Callister & Rethwisch 9e. (From M. G. Fontana, Corrosion
Engineering, 3rd edition. Copyright
© 1986 by McGraw-Hill Book
Company. Reproduced with
permission.)
ELECTROCHEMICAL CORROSION
Zinc
Oxidation reaction Zn Zn 2+
2e - Acid solution
reduction reaction
H + H +
H 2 (gas)
H +
H +
H +
H +
H +
flow of e- in the metal
Ex: consider the corrosion of zinc in an acid solution
26
ELECTRODE POTENTIALS
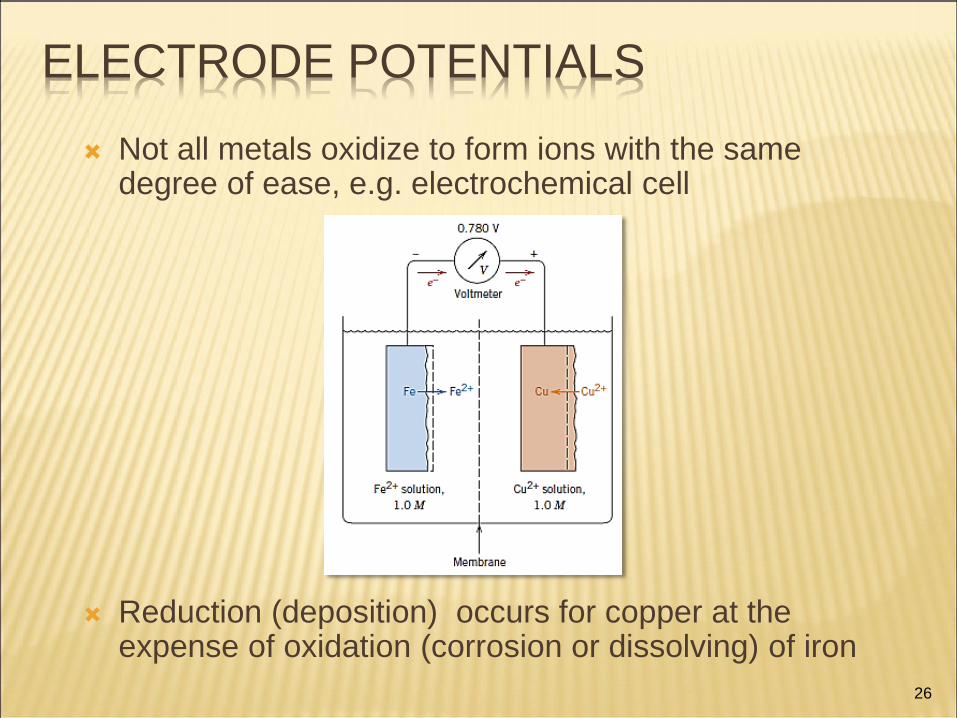
Not all metals oxidize to form ions with the same degree of ease, e.g. electrochemical cell
Reduction (deposition) occurs for copper at the expense of oxidation (corrosion or dissolving) of iron

27
ELECTRODE POTENTIALS
Electron motion results in electric current

28
ELECTRODE POTENTIALS
If copper electrode is replaced by zinc electrode, reaction is reversed Zinc corrodes while iron deposits
29
ELECTRODE POTENTIALS
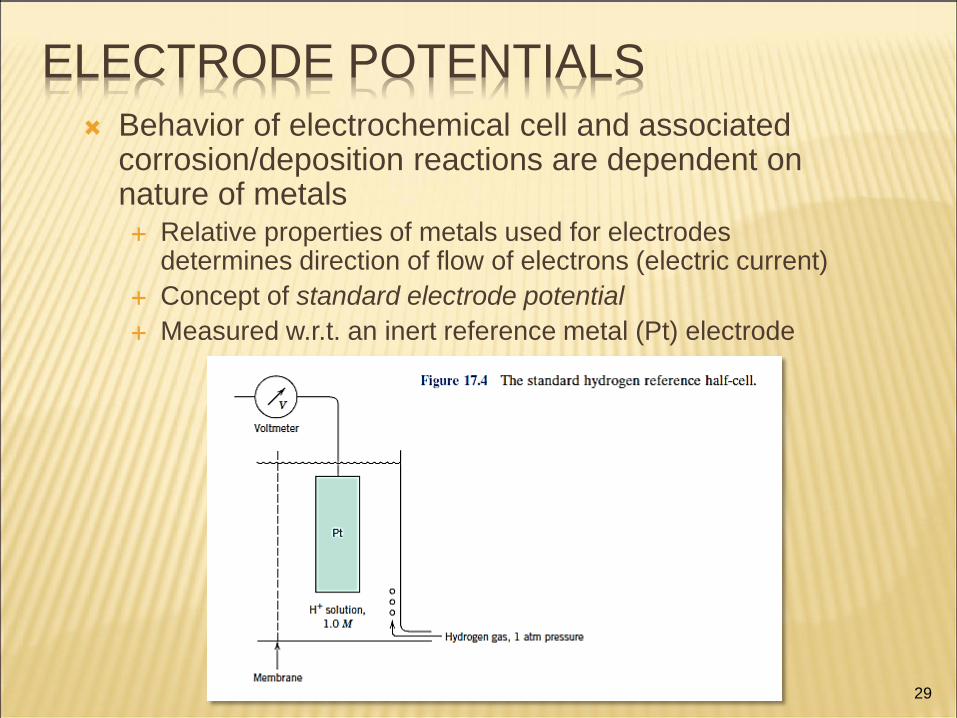
Behavior of electrochemical cell and associated corrosion/deposition reactions are dependent on nature of metals Relative properties of metals used for electrodes
determines direction of flow of electrons (electric current)
Concept of standard electrode potential
Measured w.r.t. an inert reference metal (Pt) electrode
30
STANDARD HYDROGEN ELECTRODE
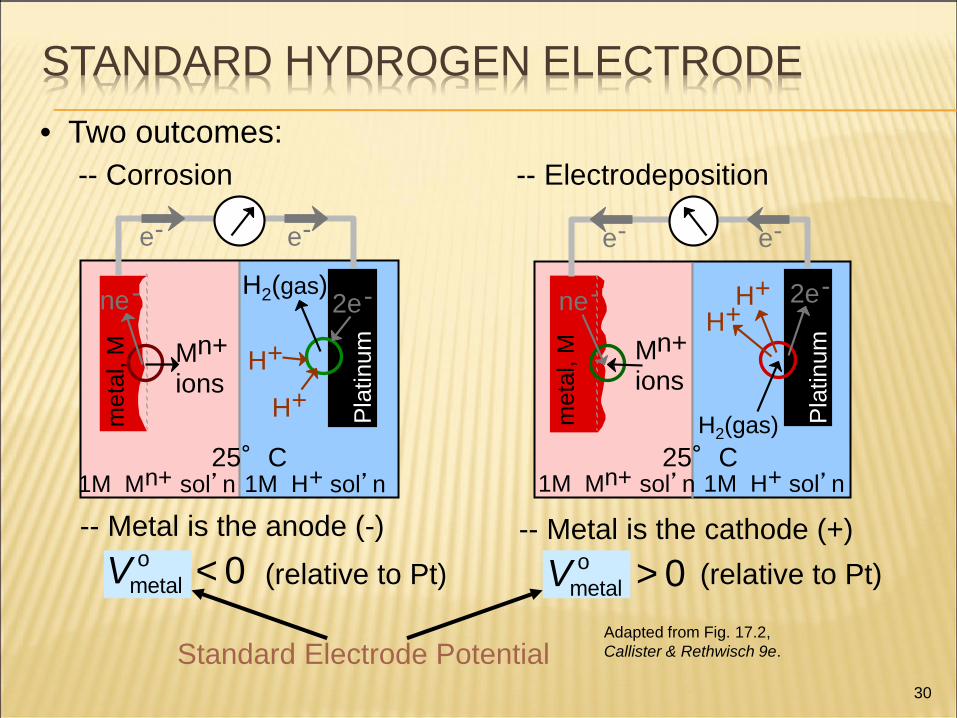
• Two outcomes:
0o
metal <V (relative to Pt)
Standard Electrode Potential Adapted from Fig. 17.2,
Callister & Rethwisch 9e.
-- Corrosion
-- Metal is the anode (-)
Pla
tinum
meta
l, M
M n+ ions
ne - H2(gas)
25°C 1M M n+ sol’n 1M H + sol’n
2e -
e - e -
H +
H +
-- Electrodeposition
-- Metal is the cathode (+)
M n+ ions
ne -
e - e -
25°C 1M M n+ sol’n 1M H + sol’n
Pla
tinum
meta
l, M
H +
H + 2e -
0o
metal >V (relative to Pt)
H2(gas)
31
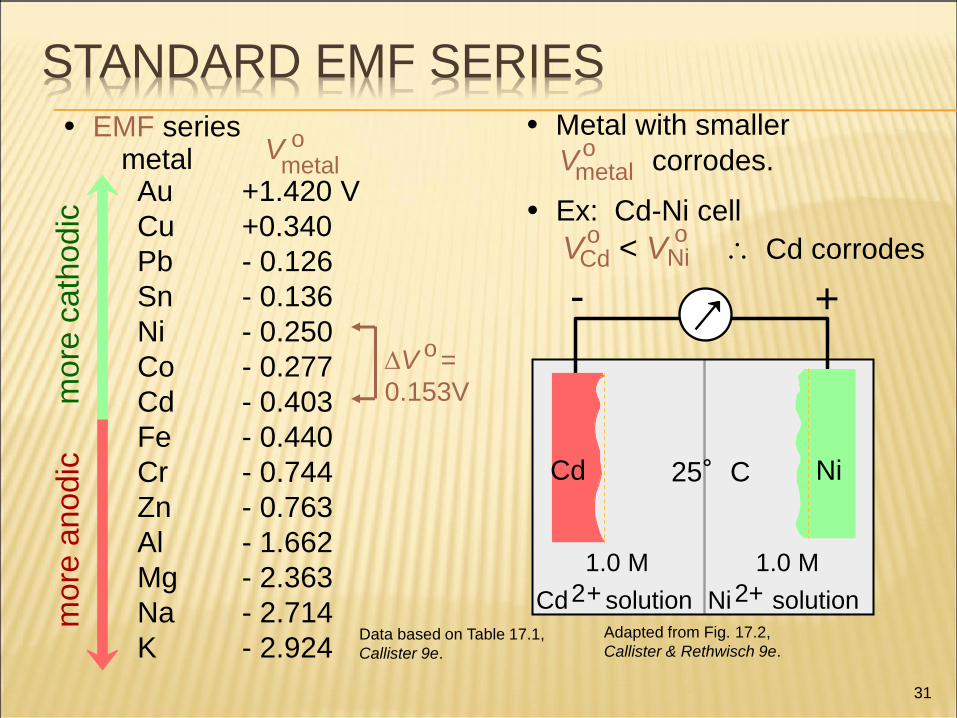
STANDARD EMF SERIES
metal o
• Metal with smaller
V corrodes. • EMF series
Au
Cu
Pb
Sn
Ni
Co
Cd
Fe
Cr
Zn
Al
Mg
Na
K
+1.420 V
+0.340
- 0.126
- 0.136
- 0.250
- 0.277
- 0.403
- 0.440
- 0.744
- 0.763
- 1.662
- 2.363
- 2.714
- 2.924
metal V metal o
Data based on Table 17.1,
Callister 9e.
mo
re a
nodic
m
ore
cath
odic
DV =
0.153V
o
Adapted from Fig. 17.2,
Callister & Rethwisch 9e.
-
1.0 M
Ni 2+ solution
1.0 M
Cd 2 + solution
+
25°C Ni Cd
Cd o
Ni o
• Ex: Cd-Ni cell
V < V Cd corrodes

32
STANDARD EMF SERIES

33
GENERALIZED REACTIONS
-- Potential Difference:

34
CORROSION IN A GRAPEFRUIT
Zn 2+
2e - oxidation reaction
Acid
H + H +
H +
H +
H +
H +
H + - +
Zn (anode) Cu (cathode)
reduction reactions
35
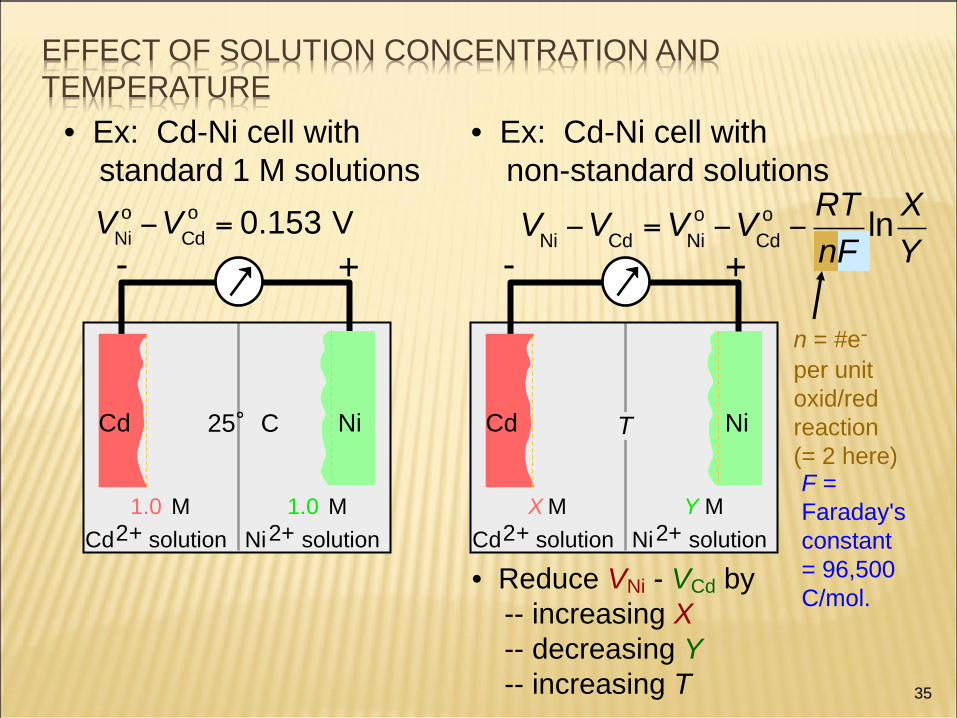
EFFECT OF SOLUTION CONCENTRATION AND
TEMPERATURE
• Ex: Cd-Ni cell with
standard 1 M solutions
-
Ni
1.0 M
Ni 2+ solution
1.0 M
Cd 2 + solution
+
Cd 25°C
• Ex: Cd-Ni cell with
non-standard solutions
n = #e- per unit
oxid/red
reaction
(= 2 here) F =
Faraday's
constant
= 96,500
C/mol. • Reduce VNi - VCd by
-- increasing X
-- decreasing Y
-- increasing T
- +
Ni
Y M
Ni 2+ solution
X M
Cd 2 + solution
Cd T

36
EFFECT OF SOLUTION CONCENTRATION AND
TEMPERATURE
• R: Gas constant
• T: absolute temperature
• n: number of electrons participating in
either of the half cell reactions
• F: Faraday’s constant

37
EFFECT OF SOLUTION CONCENTRATION AND
TEMPERATURE
• R: Gas constant
• T: absolute temperature
• n: number of electrons participating in
either of the half cell reactions
• F: Faraday’s constant

38
EXAMPLE

39
EXAMPLE