mechanical properties of steel with...
TRANSCRIPT
18. - 20. 5. 2011, Brno, Czech Republic, EU
MECHANICAL PROPERTIES OF STEEL WITH VARIOUS MICROALLOYING ADDITIONS AFTER PARTICULAR THERMOMECHANICAL PROCESSING
MECHANICKÉ VLASTNOSTI OCELI S RŮZNÝMI MIKROLEGOVANÝMI PŘÍSADAMI PO KONKRÉTNÍM TERMOMECHANICKÉM ZPRACOVÁNÍ
Pavel PODANÝ a, Petr Martínek a, Martin BALCARb
a COMTES FHT, a. s., Průmyslová 995, 334 41 Dobřany, Česká republika, [email protected]
b ŽĎAS, a.s. Strojírenská 6, 591 71 Žďár nad Sázavou, Česká republika [email protected]
Abstract
The article deals with production of the micro alloyed steel forged products for oil industry. Customer requires
high toughness in lowered temperatures, guaranteed weldability and also relatively high yield strength.
Applied heat of steel has 0,1 of carbon content and 1,5 percent of manganese. Conventional alloying with
conventional heat treatment not always leads to consistency in mechanical properties. Application of usual
heat treatment (quenching and subsequent tempering) ensures only close compliance of requirements in
yield strength. Toughness at -46°C (minimum 45 KV) is usually 20 to 120 KV (considering the transition
area), therefore it is very complicated to meet these requirements and ensure the reproducibility of the
results by applying conventional heat treatment. New heats with combination of several microalloying
elements (Ti, V, Nb, Zr ) and theirs amount were prepared. Physical simulation of forging on real specimens
was done on unique device with possibilities of temperature and deformation controlling. The main goal of
this experiment was to assess mechanical and microstructural properties of steel after addition of various
amounts of various microalloying elements.
Keywords: microalloyed steels, thermomechanical processing
1. INTRODUCTION
THigh-strength low-alloy (HSLA) steels, or microalloyed steels, are designed to provide better mechanical
properties and/or greater resistance to atmospheric corrosion than conventional carbon steels. They are not
considered to be alloy steels in the normal sense because they are designed to meet specific mechanical
properties rather than a chemical composition. [1] In order to realize the full strengthening potential of
microalloying additions, it is necessary to use a soaking temperature prior to forging that is high enough to
dissolve all vanadium-bearing precipitates. [1] A soaking temperature above 1100 °C (2010 °F) is preferred.
For Nb–Ti microalloyed steel the single step austenite reheating temperature at 1150 °C provided better
austenite conditioning than the higher reheating temperature at 1240 °C. [2]. According to [3] and [4]
complete dissolution of carbonitride precipitates occurs at 1140 °C respectively in interval between 1100 –
1200°C. Illustration about dissolution of NbC, TiC a VN precipitates offers fig. 1 where individual isotherms
show dissolubility of precipitates for different carbon content in HSLA steels. [5]
Further processing after austenitisation should consist of two phase forging. A higher amount of deformation
at elevated temperature (ca 1100 °C) facilitates dynamic recrystallization. In this stage a critical amount of
strain is required for austenite grain refinement through repeated recrystallization. The second stage should
be carried out below 900°C i.e. in below recrystallization temperature (TR) with an intention of making the
austenite grain pancaked and to introduce interfacial defects in hot austenite. These interfacial defects in
turn lead to an increase in effective grain boundary areas and enhances the nucleation potency of ferrite.
Subsequently, the microalloying elements come out of solution with decrease in temperature, which inhibit
austenite grain growth by forming microalloying carbides or carbonitrides at these interfacial defects.

18. - 20. 5. 2011, Brno, Czech Republic, EU
Controlled cooling after forging leads to desired microstructure. Subsequent tempering could bring another
strengthening due to the precipitation of microalloying elements. Tempering temperature 600°C and holding
time 4 hours are used in this experiment to meet customer requirements.
2. EXPERIMENT
First part of experiment was focused on numerical simulation according [7]. It consists of controlled last step
of forging from 500 mm bar diameter to 460 (440) mm bar diameter. Forging takes place in the range of 940
– 800°C temperature interval. One locality 40 mm below the bar surface was chosen for physical simulation.
It is the same locality, where the customer
wants to test the mechanical properties.
Second part of experiment - physical
simulation - was focused on samples with
various microalloying additions. Also different
deformation process was applied. Base heat
B (with no microalloys) and heat 8
underwent physical simulation of forging in
the range of 980 – 840°C for forging from
Ø500 mm of bar to Ø460 mm. Decreasing of
finishing temperature (of forging) to 940 –
800°C was applied on heats 8, 16, 19, 9
and 12. Heats 9, 15 and 12 were subjected
to simulation of forging in full range of
deformation (from 500 to 440 of bar
diameter). Chemical composition of heats is
summarized in table 1. There were prepared samples for tensile and minicharpy tests after the physical
simulation and subsequent heat treatment. The microstructure was observed by means of optical
microscope Nikon Epiphot 200 with quantitative image analysis software NIS Elements 3.2. Detailed
observation with EDX measurement was done on scanning electron microscope JEOL 6380. Last
experiment was focused on real experimental forging on hydraulic press. One heat with no microalloys and
one heat with Ti, Nb, V were subjected to the identical forging process. The aim was to compare
microstructure and mechanical properties of nonmicroalloyed and microalloyed heat.
3. RESULTS AND DISCUSSION – SAMPLES AFTER PHYSICAL SIMULATION
All of the samples underwent the physical simulation with parameters simulating forging at lower
temperatures with subsequent cooling of whole bar directly into water. Some samples (see table 2) were
also annealed at 600°C for 4 hours after physical simulation for further precipitation strengthening. Results of
mechanical testing are summarized in table 2.
Table 1 – Chemical composition of heats
Tab. 1 – Chemické složení taveb
Heat C Mn Si P S Cr Ni Cu Mo Ti Nb V Zr
B 0,10 1,47 0,14 0,004 0,001 0,15 0,09 0,11 0,04 - - - -
8
Identical composition (exept of microalloys)
- 0,06 0,042 -
9 - 0,09 0,049 -
15 - 0,13 0,051 0,195
12 - 0,13 0,042 -
19 0,17 0,11 0,045 -
Fig. 1 - Physical simulator of temperature/deformation cycles
Obr. 1 – Fyzikální simulátor tepelně deformačních cyklů
18. - 20. 5. 2011, Brno, Czech Republic, EU
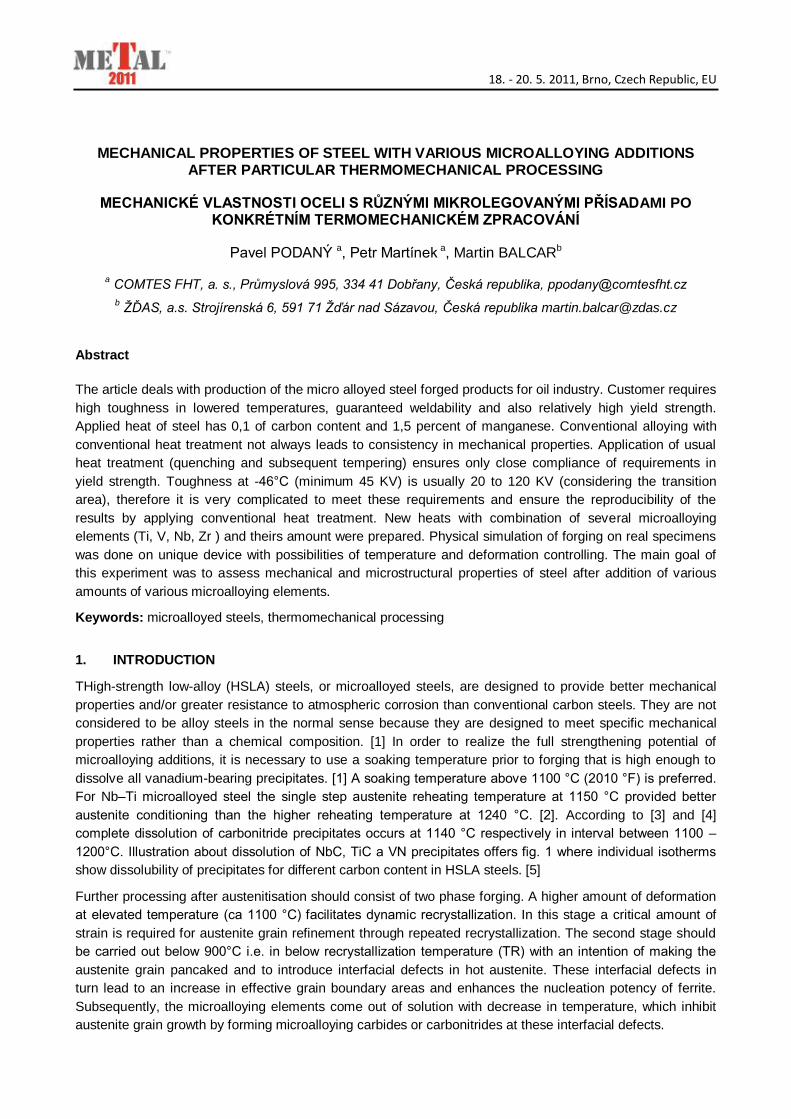
Table 2 – Mechanical properties of samples after physical simulation and HT
Tab. 2 – Mechanické vlastnosti vzorků po fyzikální simulaci a TZ
Heat Rp0,2 Rm KV mini A
Microalloys [MPa] [MPa] [J] [%]
B – as quenched1 365 606 6,9 24 -
8 – as quenched 415 543 6,2 28 0,06 Nb; 0,042 V
8 – as quenched2 430 538 6,9 26 0,06 Nb; 0,042 V
19 – as quenched 400 525 8,9 28 0,11 Nb; 0,17 Ti; 0,036 V
19 - annealed 422 547 10 54 0,11 Nb; 0,17 Ti; 0,036 V
9 -as quenched3 410 614 8,9 45 0,09 Nb; 0,049 V
9 - annealed 480 624 9,3 44 0,09 Nb; 0,049 V
15 – as quenched 355 601 3,5 46 0,13 Nb; 0,051 V; 0,195 Zr
15 - annealed 482 625 3,3 44 0,13 Nb; 0,051 V; 0,195 Zr
12 - annealed 481 593 8 25 0,Nb Ti; 0,042 V
1 – Simulation of forging from Ø500 mm of bar to Ø460 mm in the range 980 – 840°C
2 - Simulation of forging from Ø500 mm of bar to Ø460 mm in the range 940 – 800°C
3 - Simulation of forging from Ø500 mm of bar to Ø440 mm in the range 940 – 800°C
Requirements on mechanical properties are following: Rp0.2 = min. 415 MPa, Rm = min. 530 MPa and
KV(for mini charpy) = min. 2 J. These values were met in all samples which were annealed. Samples with
higher deformation rate, which were simulated with full deformation cycles (Ø 500 – Ø 440 mm) have
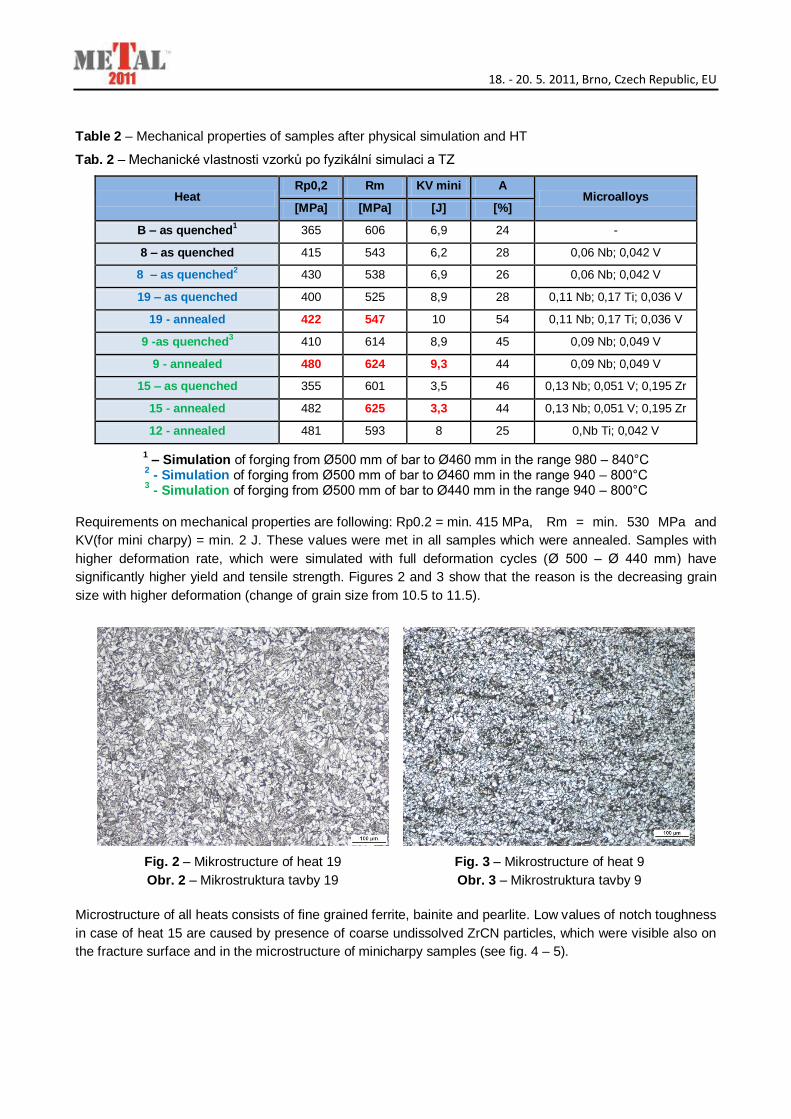
significantly higher yield and tensile strength. Figures 2 and 3 show that the reason is the decreasing grain
size with higher deformation (change of grain size from 10.5 to 11.5).
Microstructure of all heats consists of fine grained ferrite, bainite and pearlite. Low values of notch toughness
in case of heat 15 are caused by presence of coarse undissolved ZrCN particles, which were visible also on
the fracture surface and in the microstructure of minicharpy samples (see fig. 4 – 5).
Fig. 2 – Mikrostructure of heat 19
Obr. 2 – Mikrostruktura tavby 19
Fig. 3 – Mikrostructure of heat 9
Obr. 3 – Mikrostruktura tavby 9

18. - 20. 5. 2011, Brno, Czech Republic, EU
Fig. 4 – ZrCN particles in fracture surface of heat 15
Obr. 4 – ZrCN částice na lomu tavby 15
Fig. 5 – ZrCN particles in the microstructure of heat
15
Obr. 5 – ZrCN částice v mikrostruktuře tavby 15
Best values of mechanical properties were obtained with heat 9 microalloyed with niobium and vanadium. As
mentioned above, the strengthening potential of zirconium in heat 15 was reduced by presence of coarse
undissolved ZrCN in microstructure.
4. RESULTS AND DISCUSSION – SAMPLES AFTER REAL FORGING EXPERIMENT
Forging on the hydraulic press were performed according the numerical simulation calculation of deformation
in the one locality of real forged bar. Result will be the sample with the same amount of final deformation as
it is in one locality of real forged bar.
Fig. 6 – 3D Model of forging
Obr. 6 – Model výkovku ve 3D zobrazení

18. - 20. 5. 2011, Brno, Czech Republic, EU
Forging of experimental ingots was
done by means of hydraulic press
Zeulenroda (PYE 40) according to
technological procedure in table 3.
Ingots were put in atmospheric
furnace Heraus and heated up to
1150°C. Then they were forged to
finial dimension for ca 1 minute
and 10 seconds. Final temperature
on the surface of ingots was
measured by thermocouple and
reaches ca 750°C. Ingots were
then cooled on air. Microstructure
of ingots after forging shows
substantial differences. Ingot with microalloys has finer grains – 11.0 according to ASTM E 112 in
comparison to 9.5 in case of ingot with no microalloys (see fig 7 and 8). Also the yield and tensile strength of
ingot with microalloys are considerably higher - see table 4.
Table 4 – Mechanical properties of specimens forged from ingots without and with microalloys
Tab. 4 – Mechanické vlastnosti vzorků z kovaných ingotů bez a s mikrolegurami
Specimen Rp0,2 Rm A5 Z
[MPa] [MPa] [%] [%]
Base heat 325,6 480,3 33,9 78,3
Heat with 0,19 Ti, 0,036 Nb and 0,09 V 433,4 533,8 32,2 75,8
Yield strength is more than 100 MPa higher thanks to grain refinement and precipitation strengthening of
microalloys. This experiment proved the ability of technological process (designed by numerical simulation of
forging of bar) to meet customer requirements.
Fig. 7 – Microstructure of ingots from the heat with ho microalloys
Obr. 7 – Mikrostruktura ingotku z tavby bez mikrolegur
Fig. 8 – Microstructure of ingots from the heat microalloyed with Ti, Nb and V
Obr. 8 – Mikrostruktura ingotku z tavby mikrolegované Ti, Nb a V
Table 3 – Technological procedure of forging of experimental ingots
Tab. 3 – Technologický postup kování experimentálních ingotků
operation height turn
1 40 90°
2 53 90°
3 38 90°
4 43 90°
5 35 90°
6 34 90°
7 34

18. - 20. 5. 2011, Brno, Czech Republic, EU
5. CONCLUSION
The new technological processes of forging of steel for oil industry was designed by means of numerical
simulation in DEFORM 3D software. This process was applied on samples in experiment with physical
simulation. Samples were made from heats microalloyed with Ti, Nb, V and Zr. Grain refinement and
precipitation strengthening of microalloying elements ted to substantial increasing of yield strength and
tensile strength. Also good notch toughness at lowered temperatures was kept. Best mechanical properties
were reached by microalloying with vanadium and niobium.
Forging experiment with real forging on hydraulic press confirms the ability of designed technological
process. Yield strength reached thanks to microalloying was about 25% higher in comparison to heat with no
microalloys.
1. ACKNOWLEDGMENT
This project OE08009 is supported by European Union and Czech Ministry of education youth and sports
LITERATURE
[1.] ASM: Alloying – Understanding the basics, 1st edition, 2001, Materials Park, Ohio, USA, 647 p. ISBN 087170-
744-6
[2.] Zrnik J. : Effect of thermomechanical processing on the microstructure and mechanical properties of Nb-Ti
microalloyed steel, Materials science & engineering. A, Structural materials : properties, microstructure and
processing, 2001, vol. 319/21 (945 p.) (6 ref.), p. 321-325
[3.] Mishra(Pathak), S.K. : Investigation on precipitation characteristics in high strength low alkou (HSLA) steel,
Scripta Materialia, Vol. 39, No. 2, 1998, p. 253–259
[4.] Pandit, A. : Strain induced precipitation of complex carbonitrides in Nb V and Ti V microalloyed steels, Scripta
Materialia, Volume 53, Issue 11, 2005, p. 1309-1314
[5.] Hulka, K.: Characteristic Feature of Titanium, Vanadium and Niobium as Microalloy Additions to Steel [online].
[cit. 2010-03-12]. Available online: <http://www.cbmm.com.br/portug/ sources/techlib/info/charact/charact.htm>