meeting lean deburring challenge min
DESCRIPTION
High Speed and High Intensity mechnical finishing methods change the face of finishing within American manufacturingTRANSCRIPT
Meeting the
Lean Deburring
Challenge
SOCIETY OF MANUFACTURING ENGINEERS
David A. Davidson; Michael Massarsky Ph.D;
Jack ClarkDeburring, Edge-Finish, Surface Conditioning Technical Group
Lean2Green Resource Center
EASTEC – Springfield MA May 20, 2009
Meeting the Lean Deburring Challenge
Terry Begnoche, SME Manager for Lean Activities and Programming adjusts
microphone clip for Dave Davidson, SME DESC Group Chair at the SME
Lean2Green Conference Program area
A
B
C
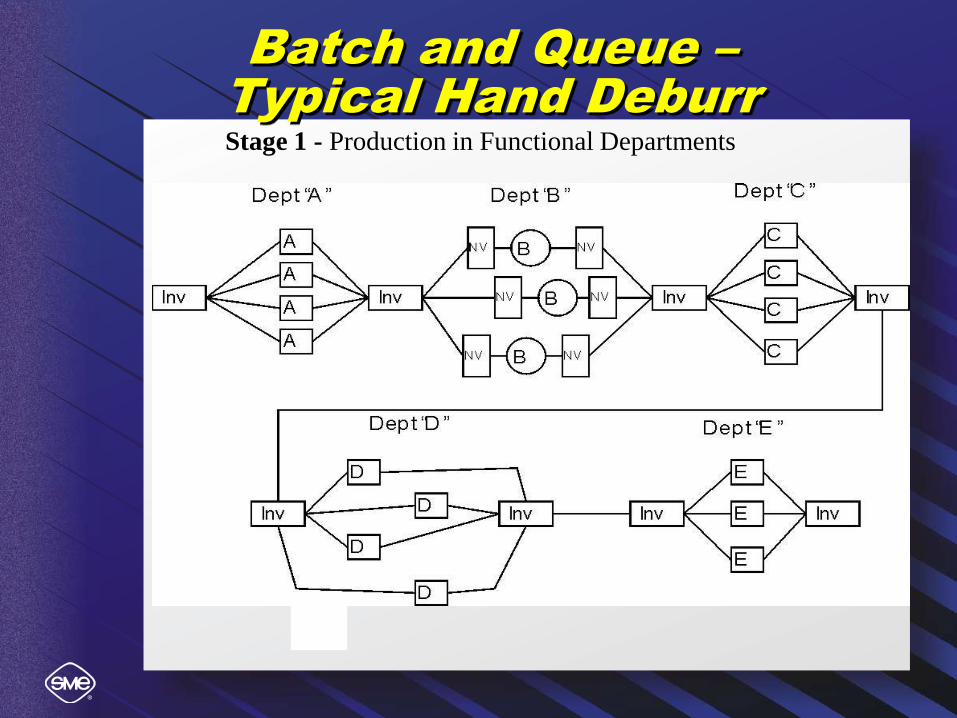
Batch and Queue –
Typical Hand Deburr
Stage 1 - Production in Functional Departments

Batch and Queue Hand Deburring at
MacKay before Lean Deburring
implementation with Centrifugal
Meeting the Lean Deburring Challenge
This presentation ws developed with
materials provided by members of the
Deburring, Edge and Surface
Conditioning Technical Group. One
of the technical committees that
comprise the Technical Community
Network of the Society of Manufact-
uring Engineers.
A major focus of the Society in
recent years has been to proliferate
LEAN by providing resources as well
as educational and certification
opportunities for those who wish to
utilize LEAN in their production and
business processes. This presentation
was developed to highlight how
LEAN and mass finishing
technologies can be meshed….
A
B
C
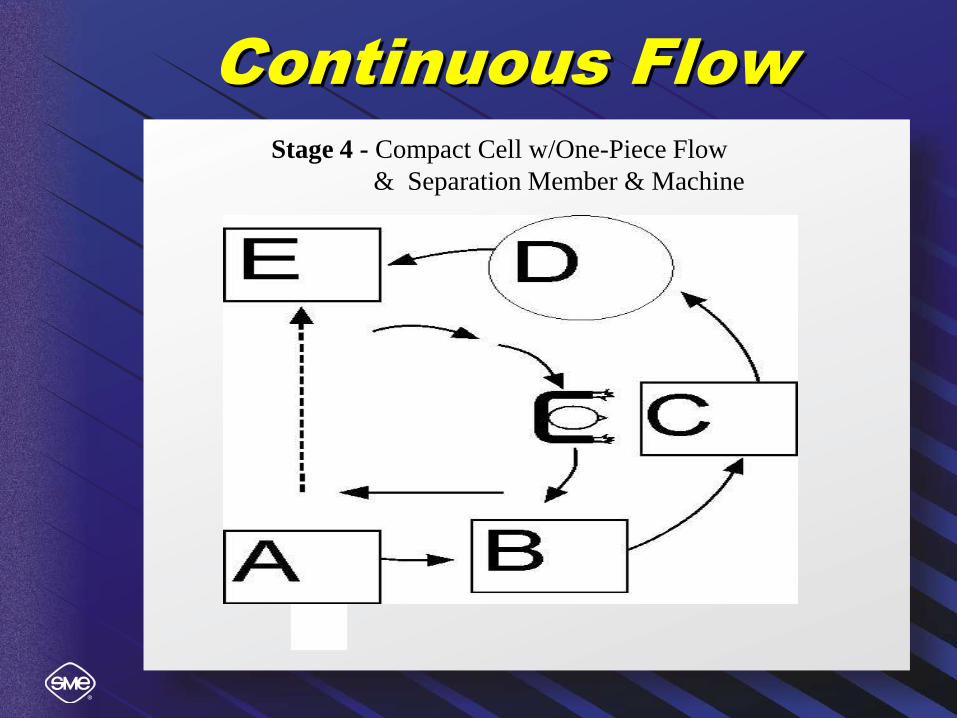
Continuous Flow
Stage 4 - Compact Cell w/One-Piece Flow
& Separation Member & Machine

CBF machine center of cell

High Speed Finishing with CBF cellular flow

The High energy centrifugal principle
Rapid turret rotation and rapid barrel counter-rotation
• High Speed Processing
• Quick-change over
• High-Mix, Low Volume
capability

Parts processed in bulk
MacKay Manufacturing utilizes
centrifugal finishing as a part of
Its lean implementation

Compartmentalization for critical parts

Centrifugal Barrel Processing
Replacement of Hand Deburr
and Finish
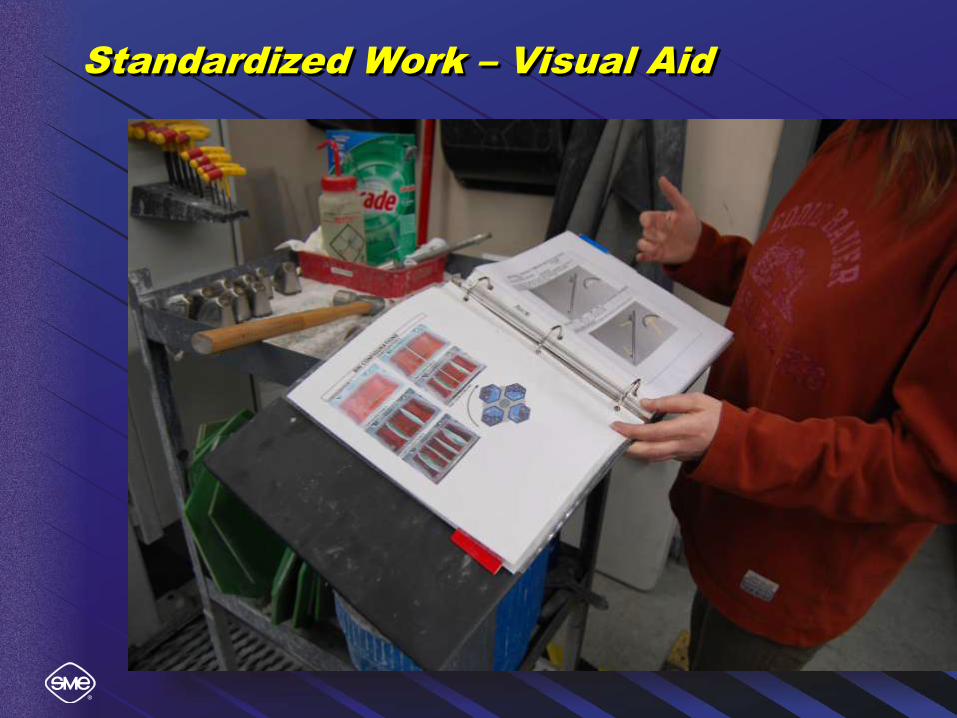
Standardized Work – Visual Aid
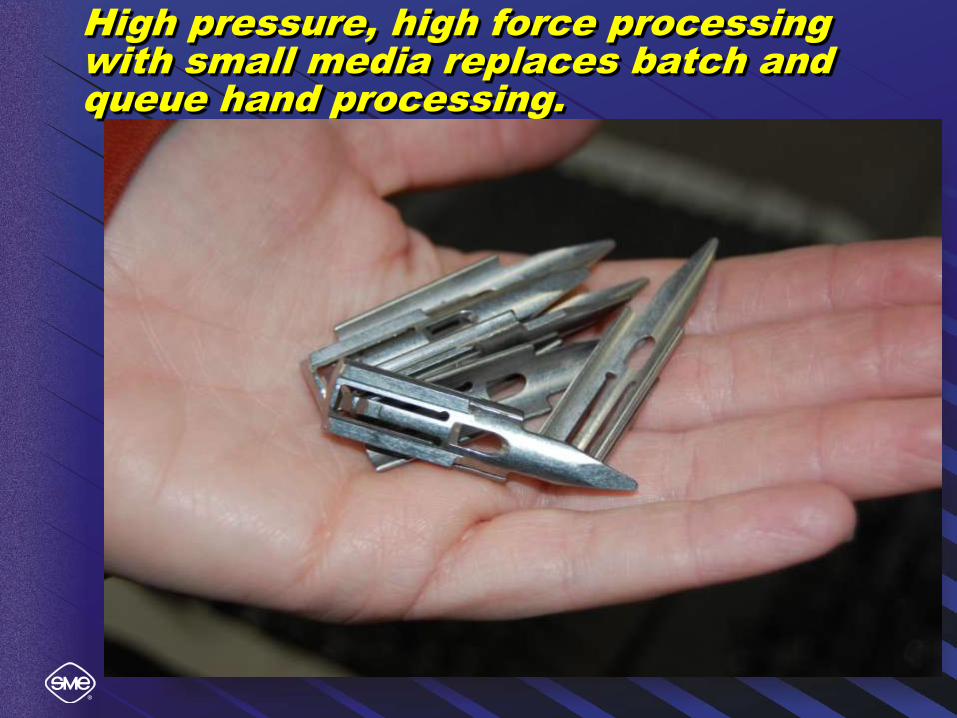
High pressure, high force processing
with small media replaces batch and
queue hand processing.
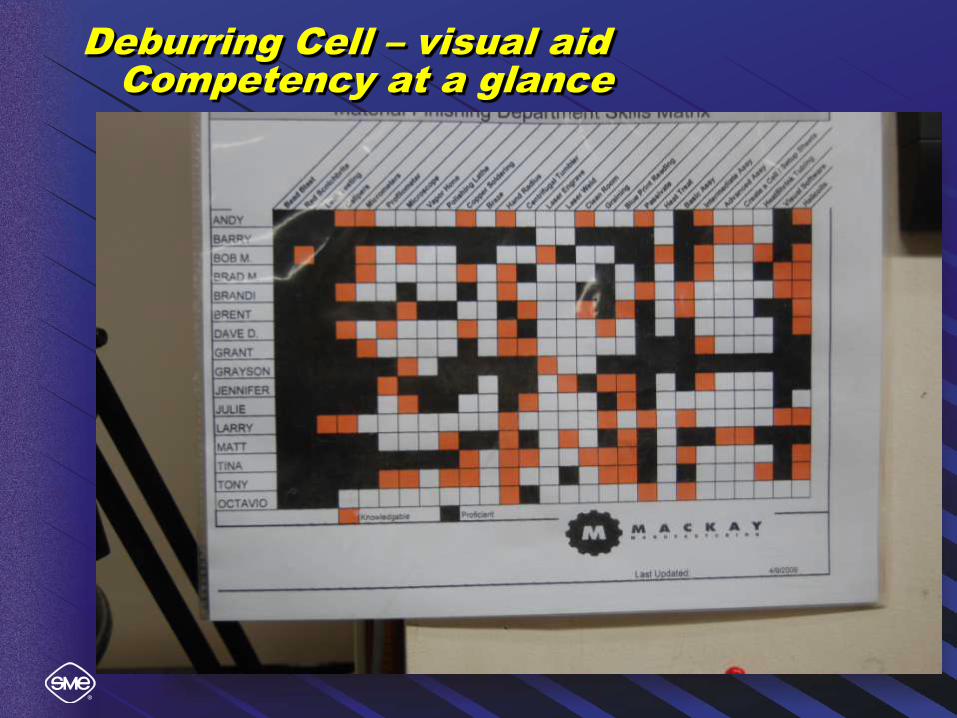
Deburring Cell – visual aid
Competency at a glance
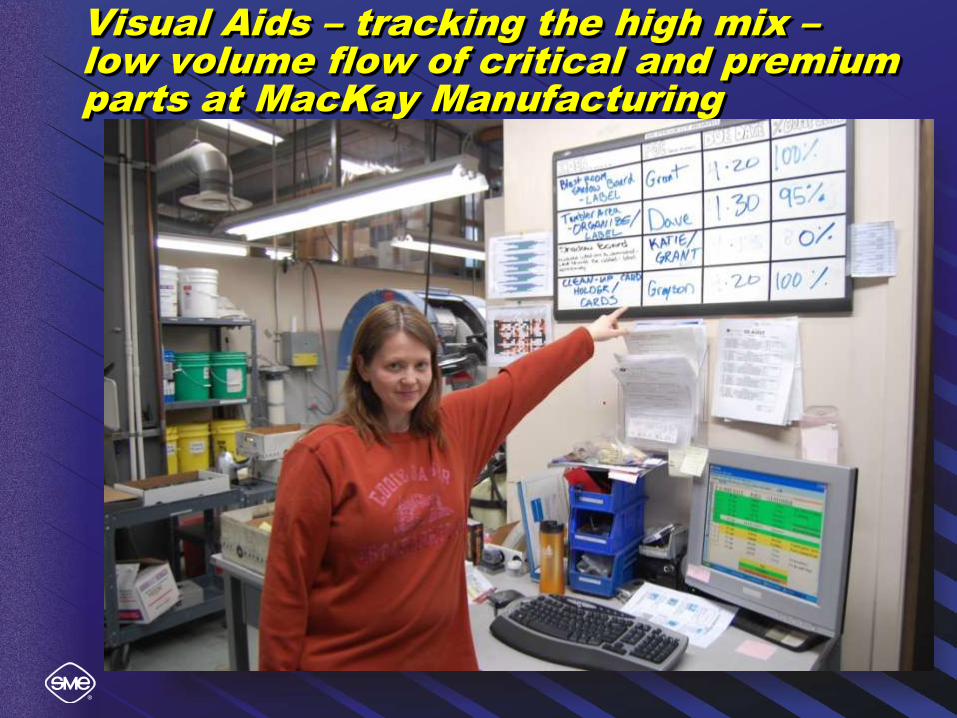
Visual Aids – tracking the high mix –
low volume flow of critical and premium
parts at MacKay Manufacturing

Turbo Abrasive Machining – Lean Deburring
This machine was built to deburr and edge-contour turbine and compressor
disks up to 20 inches in diameter [500mm]
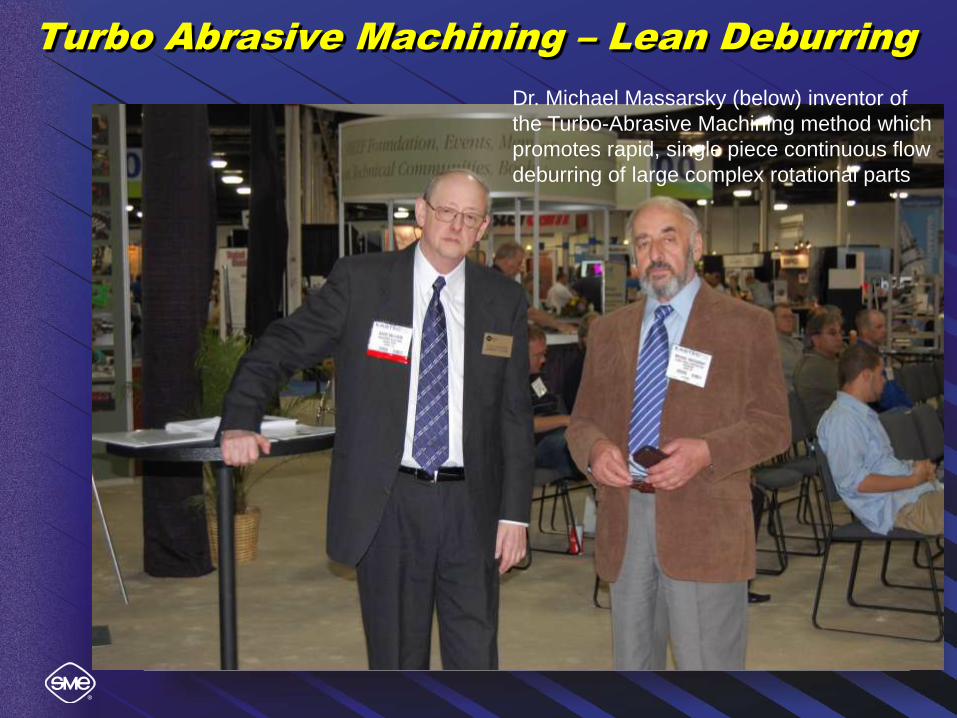
Turbo Abrasive Machining – Lean Deburring
Dr. Michael Massarsky (below) inventor of
the Turbo-Abrasive Machining method which
promotes rapid, single piece continuous flow
deburring of large complex rotational parts
Turbo Abrasive Machining Basics
Lean Deburring, Lean Finishing
• Fluidized bed technology develops complete envelopment of parts with loose abrasive
• Rotational movement of parts produces high intensity abrasive particle contact with part edges and surfaces to develop edge contour and surface finish
• Relatively small media and high speed rotation promote processing of intricate or complex geometries and even simple interior channels
Free abrasive method uses fluidized
bed and part rotational forces
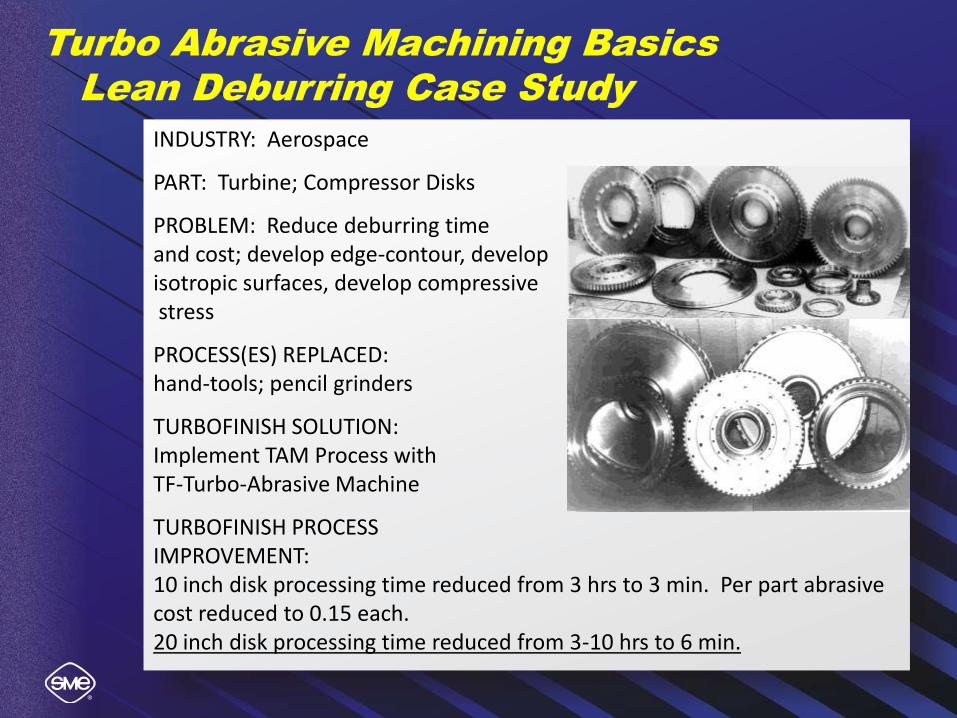
INDUSTRY: Aerospace
PART: Turbine; Compressor Disks
PROBLEM: Reduce deburring timeand cost; develop edge-contour, develop isotropic surfaces, develop compressivestress
PROCESS(ES) REPLACED:hand-tools; pencil grinders
TURBOFINISH SOLUTION:Implement TAM Process withTF-Turbo-Abrasive Machine
TURBOFINISH PROCESS IMPROVEMENT:10 inch disk processing time reduced from 3 hrs to 3 min. Per part abrasive cost reduced to 0.15 each.20 inch disk processing time reduced from 3-10 hrs to 6 min.
Turbo Abrasive Machining Basics
Lean Deburring Case Study
Michael Massarsky Ph D.
Inventor of the Turbo-Finish
method . In a “lean” context
his process has brought
single piece continuous flow
processing capability to
deburring and edge finish
challenges on large rotating
parts in the aerospace
industry. Additionally, the
method has shown to
improve service life on
critical aerospace hardware.
One jet engine manufacturer
found its hardware life was
improved by 50% in
rigorous spin pit testing…
Turbo Abrasive Machining – Lean Deburring
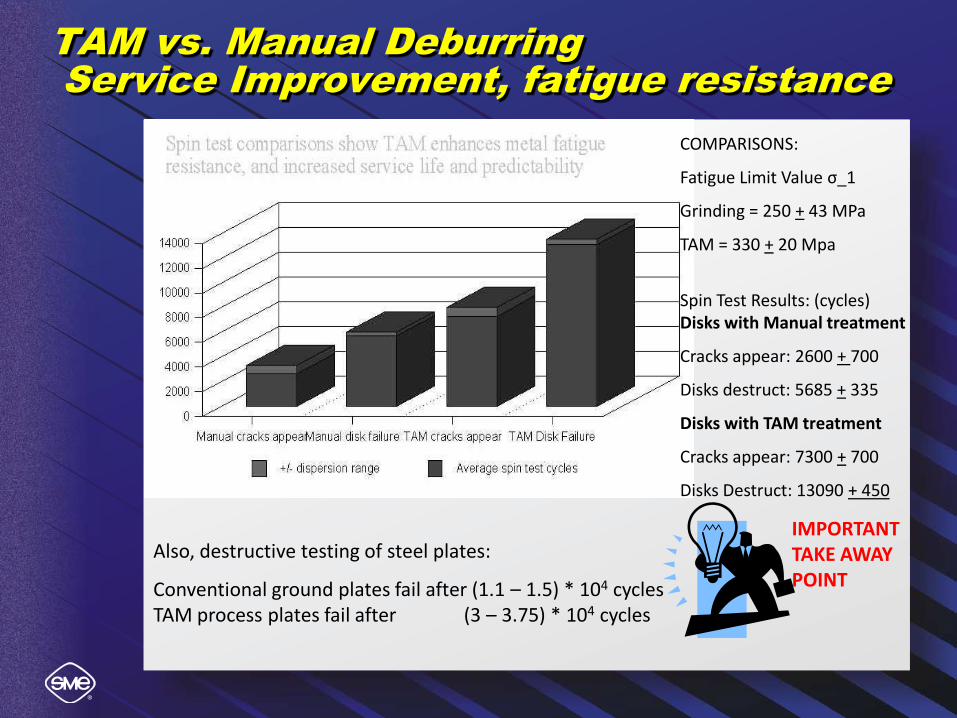
TAM vs. Manual Deburring
Service Improvement, fatigue resistance
Also, destructive testing of steel plates:
Conventional ground plates fail after (1.1 – 1.5) * 104 cyclesTAM process plates fail after (3 – 3.75) * 104 cycles
COMPARISONS:
Fatigue Limit Value σ_1
Grinding = 250 + 43 MPa
TAM = 330 + 20 Mpa
Spin Test Results: (cycles)Disks with Manual treatment
Cracks appear: 2600 + 700
Disks destruct: 5685 + 335
Disks with TAM treatment
Cracks appear: 7300 + 700
Disks Destruct: 13090 + 450
IMPORTANTTAKE AWAYPOINT
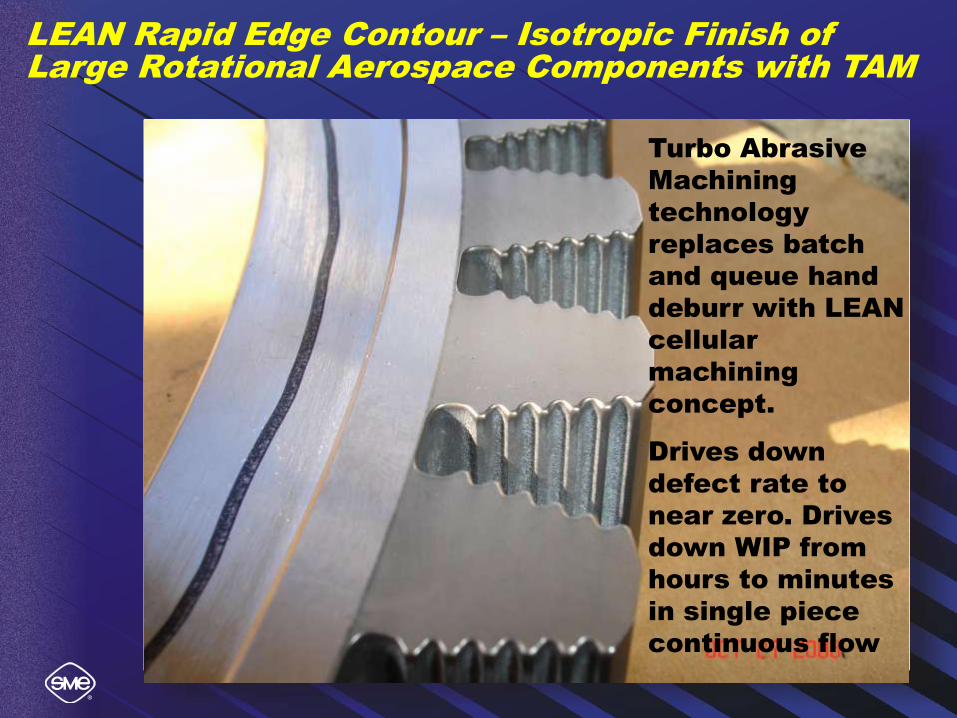
LEAN Rapid Edge Contour – Isotropic Finish of
Large Rotational Aerospace Components with TAM
Turbo Abrasive
Machining
technology
replaces batch
and queue hand
deburr with LEAN
cellular
machining
concept.
Drives down
defect rate to
near zero. Drives
down WIP from
hours to minutes
in single piece
continuous flow
Understanding Part Performance:
Current Condition vs. Target Condition
Dave Davidson and Jack Clark, SME members involved with the
Deburring and Edge/Surface Conditioning Technical Group
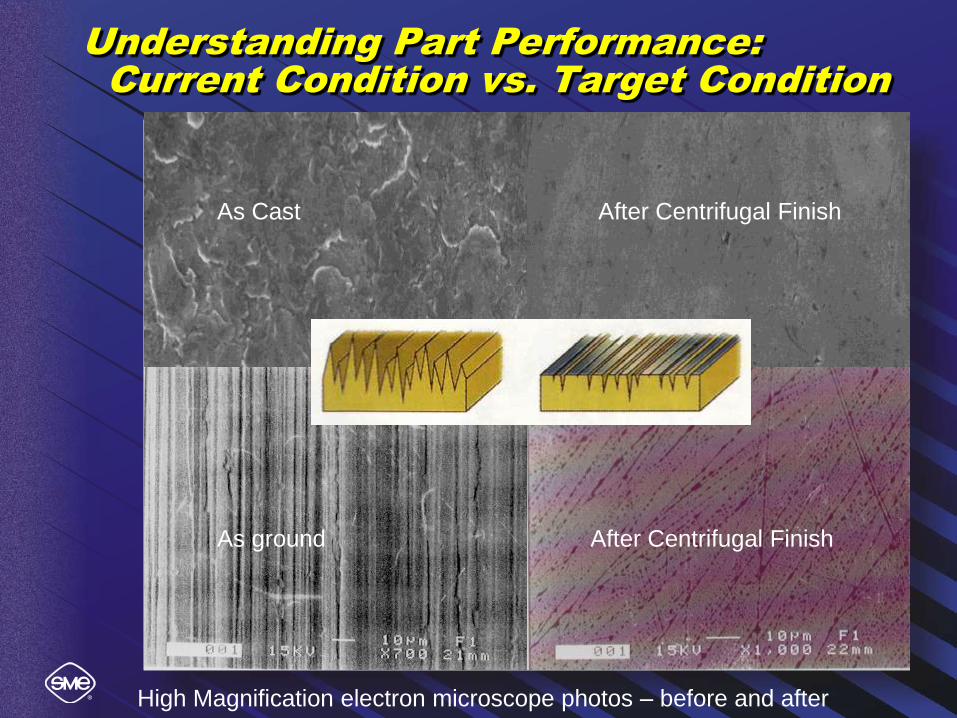
Understanding Part Performance:
Current Condition vs. Target Condition
High Magnification electron microscope photos – before and after
As Cast After Centrifugal Finish
As ground After Centrifugal Finish
Jack Clark of Surface Analytics is a nationally recognized authority on surface metrology
and the understanding of surface characterization relationships to part performance and
longevity. Jack became interested in surface finish for performance when as a leader of a
Formula One Racing Team , he could extend the life of critical engine hardware from one
race to a year. Using electron microscopes and optical interferometry Jack assists
manufacturers develop surface finishes that provide dramatic increases in service life.

Out from underneath the Microscope
Parts processed with Lean Finishing…