mÉmoire - biblio.univ-annaba.dzbiblio.univ-annaba.dz/wp-content/uploads/2014/06/memoire11.pdf ·...
TRANSCRIPT
FACULTE DES SCIENCES DE L’INGENIEUR Année 2010DEPARTEMENT DE GENIE CIVIL
MMÉMOIREÉMOIRE
Présenté en vue de l’obtention du diplôme de MagisterMagister
Option :
Mécanique des Structures
ParMelle Nadia KOUIDER
RAPPORTEUR : Dr YAZID HADIDANE M.C Université de Annaba
DEVANT LE JURY
PRESIDENT :
EXAMINATEUR :
EXAMINATEUR :
DJEGHABA KAMEL
MERZOUD MILOUD
HACENE CHAOUCH A/MADJID
M.C Université de Annaba
M.C Université de Annaba
M.C Université de Annaba
Analyse d’éléments de structure métallique à réhabiliter
BADJI MOKHTAR-ANNABA UNIVERSITYUNIVERSITE BADJI MOKHTAR-ANNABA
جامعة باجي متار-عنابةوزارة التعليم العال و البحث العلمي
Tout d’abord, je tiens à remercier Dieu clément et le miséricordieux de m’avoir donné la force et le courage de mener à bien ce modeste travail.
J’exprime ma profonde reconnaissance et ma parfaite gratitude à mon encadreur
Mr : HADIDANE YAZID
pour les orientations et les conseils qu’il a su me prodiguer durant l’évolution de ce projet.
Je tiens à remercier particulièrement Messieurs les membres du jury pour avoir accepté : De Présider la soutenance :
DJEGHABA KAMEL
Et pour m’avoir honoré par leur participation a l’examen de ce travail
Messieurs :
M.C MERZOUD MOULOUD
M.C HACENE CHAOUCH A/MADJID
à tous les membres du Département et de Génie Civil surtout Monsieur GOUISMIA et MR BENTORKI pour leurs soutiens et leurs aides.
Merci aussi à mon directeur de travail de l’APC de SIDI AMAR
Mr : CHERGUI AMOR Pour son soutien constant et son aide qui ma apporté tout le longPour son soutien constant et son aide qui ma apporté tout le long de cettede cette étude étude et tout mes collèges de travail
Mes remerciements vont aussi aMes remerciements vont aussi a ::Ma collègeMa collège BOUABDALAH FOUZIA BOUABDALAH FOUZIA
Mes Amis et Mes collèges de Génie Civil notammentMes Amis et Mes collèges de Génie Civil notamment ::Mounira, Naima, Fatiha, FoulaMounira, Naima, Fatiha, Foula , Nawel , Hagira, Nadjet , Leila , Houda,Sihèm,Samira, Nawel , Hagira, Nadjet , Leila , Houda,Sihèm,Samira
,Farida, Elhachmi,Lahcen , Mohamed Chérif,Farida, Elhachmi,Lahcen , Mohamed Chérif
Mes remerciements vont également à tous ceux et celles qui de près ou de loin m’ont apporté aide et encouragement. Qu’ils trouvent ici l’expression de ma profonde gratitude.
** Nadia KOUIDER
Je dédie ce travail :
A ma mère et mon père
A mes sœurs: Samia, Alia, Amel, Meriem, basma
A mes frères: Salah, Zouheir et surtout Farouk qui m’a aidé
A petits mes sœurs: Nour El Rozlène, Rihèbe et le bébé Wassim
Et à toute ma famille
الملخـــــــص
ــذه الهتمـام المستقبلـي بالصناعـات المعدنيـة سيكـون منحصـرا في تقويـة البنايـات من الهياكل المعدنيـة ، و لكن هـ
ــا ا ــرض علينـ ــة تفـ ــت،التقويـ ــي، التثبيـ ــة : البراغـ ــب مختلفـ ــدام أساليـ ــن استخـ ــع و يمك ــل تجميـ ــدام وسائـ ستخـ
ــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــق،التلحيــم. التلصيـ
الحراريـةهــا تفــرض علينــا الجمــع بيـن عـدة ظواهـر وضـع نمــاذج لعمليـة التلحيـم هي مشكلـة معقـدة للغايـة لن
الميكانيكيــة و المعدنيــة التـي تــؤدي إلى خلـق عــدة اجهـــادات و و تشوهـــات التــي يتـم توزيعهـا بشكـــل غيـــر
نقــــاط). ( إختبـــار النحنـــاء لثــلث منتظـــم علـى المساحــة الملحملــة.
التقليـصللعثــور على أفضـل تقنيــة للتلحيــم مـــن ناحيــة و يكــون التصــاق عناصـر التعزيــز نتطبيـق اللحامــات،
الطفيليـة وبذلــك تحقيــق أحسـن اداء للرافــدة المقــواة أثنــاء استغللـها ، لذلـك قمنــا بدراســة مــن الجهــادات
.حالتيـــن : - رافــدة مقــواة بتلحيــم مستمــر – رافـــدة مقــواة بتلحيـم متقطــع
تمـت دراســــة هـــذه النمــــاذج بواسطـــة طريقـــة رقميـــة مركـــزة علـــى برنامـــج مــنو لتعزيـز النتائــج المخبريـة ،
يؤخـذ إثرهــا بعيــن العتبــارنظريـة ، إلـى جانــب طريقــة حسـاب ABAQUS 6.5.1العناصـر الدقيقــة
عــن عمليـــة التلحيــــم . تأثيـر الحــرارة الناجمـة
ات المفتــــــاحــــــكلمالجهـــاد الطفيليـة ، التلحيـــم ، النمذجـة ، الباكيــس ، عناصــر دقييقـــة. :
RESUME Les futures industries pour les structures métalliques seront de plus en plus concernées par les aspects de renforcement, mais la liaison des éléments de renforts exige l’utilisation d’un moyen d’assemblage , divers procédés peuvent être utilisés : boulonnage, rivetage, collage, soudage, … La modélisation du procédé de soudage est un problème très complexe car elle implique des couplages entre des phénomènes mécaniques, thermiques et métallurgiques, qui conduit à la création des contraintes et des déformations résiduelles qui sont irrégulièrement distribuées au niveau de la section soudée .Ce mémoire porte sur une étude expérimentale du comportement mécanique d’une poutre isostatique en profilée laminée renforcée par des éléments métalliques et sollicitée par une charge concentrée ( Essai de flexion trois points) . Le raccordement des éléments de renfort est assuré par l'application des soudures. Pour trouver une meilleure technique de soudage ,de point de vue minimisation des contraintes résiduelles qui donnent un bon comportement de poutre renforcée à l’état d’exploitation, deux cas sont traités : -poutre renforcée avec soudure continue , - poutre renforcée avec soudure discontinue. Afin de calibrer les résultats expérimentaux, ces modèles seront étudiés numériquement sous le logiciel de calcul par éléments finis ABAQUS 6.5.1 en plus un calcul analytique est fait en prennant en considération l’effet de la température due à l’opération de soudage .
MOTS CLES : Contraintes résiduelles , soudage , modélisation, ABAQUS , élément finieABSTRACT The future industries for metal structures will interreced with aspects of the reinforcement, but the connection of elements of reinforcement requires the use means of assembly, various methodscan be used: bolting, riveting,gluing,welding ...The modeling of welding processes is a very complex problem because it involves the coupling between mechanical ,thermal and metallurgical phenomenes; leading to create of residual stresses and strains that are irregularly distributed in the welded section.This memory concerne an experimental study of mechanical behavior of isostatic laminated shaped beam reinforced with a metallic elements and urged by a concentrated load (Test of Three point bending). To find best of welding technique , point of view minimize residual stresses to give a good performance of reinforced beam-state operation, two cases are treated,:-beam reinforced with continuous weld Beam reinforced with discontinuous weld .To calibrate the experimental results , these models will be stadied numerically with software of finit element method ,ABAQUS 6.5.1 and un analytique calculation is made taking into account the effect of temperature caused by the welding operation.
KEY WORDS : Redidual stress , welding , modeling , ABAQUS , finite element
T able des Matières i
Liste des Tableaux et Figures v Notations ix Introduction générale 01
Chapitre 0I : Recherche bibliographique1.1 Les raisons, provoquant l’obligation de renforcer les constructions métalliques. 04 1.1.1 Les étapes d’analyse des causes d’un sinistre. 04 1.1.2 Les origines de sinistres d’une structure métallique. 06 1.1.3 Etat d’équilibre stable et instable. 06 1.1.3.1 Les critères d’instabilités élastiques des sections. 10 1.1.3.1. a Flambement des colonnes . 10 1.1.3.1. b Voilement des plaques. 10 1.1.3.1. c Déversement des poutres. 111.1.41.21.2. a Les précautions à prendre lord de la réhabilitation d’une structure métallique.Méthodes générales de renforcement.Changement des conditions d’exploitation des 111212 1.2.B 1.2.C 1.2.D Changement des schémas constructifs et de calcul des constructions.Redistribution des efforts dans les constructions Renforcement des éléments individuels des structures et de leurs assemblages 131414
1.2.11.31.3.11.3.2Schémas de renforcement des éléments de construction Renforcement des poutres et des structures de constructions métalliques.Renforcement par l'introduction des distributeurs spéciaux.Renforcement des toitures de constructions par l’ajout de poutres et des colonnes supplémentaires
151616171.3.31.3.4 1.3.51.4 1.4.1Renforcement des constructions par l’ajout d’appuis supplémentaires…Renforcement des poutres continues par le réglage des efforts.Renforcement de poutres transformées au niveau des points de jonction (appuis) Renforcement des poutres par l’emplacement des contrefiches, et des suspentes.Renforcement des poutres par les systèmes de câble.
1819191920 1.4.2 1.4.31.51.61.71.8 Le renforcement des poutres par l'introduction des systèmes arqués….Renforcement des poutres par les systèmes des contres fiches et des retards…Renforcement des poutres dans les planchers mixtes.Renforcement des poutres par une augmentation de leur section..Renforcement des âmes de poutres.Garantie de la stabilité générale des poutres.
2020202122251.9 1.9.1 1.101.111.12 1.12.1 1.12.2 1.12.31.131.14
Renforcement des fermes.Renforcement par un changement des concepts de constructionRenforcements nodaux des fermesGarantie de rigidité tridimensionnelle et stabilité des fermes Le renforcement des colonnes … 29Le renforcement par la diminution de la longueur de flambement 29Le renforcement par l'introduction des contreventements et des tirants. 29Le renforcement par les tubes télescopiques. 29Le renforcement des éléments par l’augmentation de leurs sections. 3311Renforcement des constructions métalliques
25262728292929293131
1.14.1 1.14.2 1.14.3 1.14.4 1.14.51.15
Renforcement des armatures par les charnières fermantes 31Renforcement des hangars par l'introduction des tirantsRenforcement des hangars par le dispositif des types et des systèmes de contreforts 32Redistribution des efforts dans les structures par une augmentation de la rigidité des disques liés horizontalement. .33Renforcement des rames de structure par la création des extrémités rigides du bâtiment. Garantie de stabilité tridimensionnelle des rames de constructions métalliques
3132323333332.12.1.12.22.3
Chapitre 02 : Analyse de l’état contrainte-déformation de l’élément renforcé par l’augmentation de sectionsModèle de conception de l’élément. Étapes du travail de la barre renforcée.. Calcul de l'histoire de la charge. Calcul de l’état contraint – déformation de la poutre renforcée.
35444446
3.1.1 3.1.2 3.1.3 3.1.43.23.3 3.3.1 3.3.2 3.3.33.4 3.4.1 3.4.2 3.4. a 3.4. b 3.4. c3.5 3.5. a 3.5.b 3.5.c 3.6 3.6.1 3.6.1.1 3.6.1.23.7 3.7.13.83.93.104.1 4.2 4.2.1 4.2.2
Chapitre 03 : Déformation et effort de soudure pendant le renforcementLa zone fondue. La zone affectée thermiquement.La zone de liaison.
Le métal de base Avantage de l’acier Note sur la simulation numérique de. Cycle et répartition thermique. Problème de fissuration après le processus de soudure.
Simulation numérique des contraintes résiduelles dues à l’opération de soudage .Les déformations en soudage. Généralités Contraintes résiduelles. Les contraintes résiduelles directes.Les contraintes résiduelles de bridage. Les contraintes résiduelles parasites.
Différent types de retrait. Le retrait longitudinal (RL .(Le retrait transversal (RT ( Le retrait suivant l’épaisseur. Les conséquences mécaniques du soudage. Les déformations liées aux phénomènes de retrait.
Les déformations longitudinales.Les déformations dues au retrait transversal.Déformation et effort de soudure pendant le renforcement des éléments par une augmentation des sections. Usages technologiques spéciaux de la soudure pendant le renforcement. Evaluation des efforts et des déformations de soudure.
. Calcul de champ de la température pendant l’opération de soudage .Détermination de l’état de contrainte déformation des éléments pendant le processus de soudageChapitre 04 : Etude numérique de la poutre renforcéeIntroduction Approximation de la flexion.Famille d’éléments de plaques.Éléments plaques.
54555555565758596060606161616161626262626464656669758082838384
4.34.4 4.4.1 4.4.2 4.4.2.a 4.4.2.b 4.4.44.5 4.5.1 4.5.2 4.5.3 4.5.4 4.5.4.a 4.5.4.b 4.5.4.c. 4.6. 4.6.1 4.6.2 4.6.3 4.6.4 4.6.5 4.6.6 4.6.6.1 4.6.7. a 4.6.7.b4.7 4.7.1 4.7.1.a 4.7.1.b 4.7.2 4.7.3 4.7.4 4.7.5 4.7.6 4.84.94.104.11 4.11.14.11.2 4.124.12.1 4.13 4.13.14.14 4.15 4.15.14.15.2 4.16 4.16.14.16.2
Descriptions et emploi de l’élément poutre.Description du modèle) sans transformation métallurgique).Discrétisation et définition des modèles numériques étudiés.La modélisation numérique avec le logiciel ABAQUS 6.5.1.Définition de logiciel de calcul par éléments finis ABAQUS 6.5.1.Description du logiciel.Principe de la méthode des éléments finis.Interprétation des résultats de la poutre seule.Etude numérique de la poutre non renforcée.Etat de déformation de la poutre seule.Flexion simple de la poutre sous la charge concentrée permanente.Comportement de la poutre non renforcée sous la charge ponctuelle.Evolution du déplacement en fonction de l’augmentation de la charge concentré. Evolution des contraintes en fonction de l’augmentation de la charge concentrée.Evolution de déplacement U3 en fonction de l’augmentation de la charge concentrée.Interprétation des résultats de la poutre renforcée.Modélisation du comportement du matériau pour l’étude du soudage.La simulation numérique de l’assemblage soudée sous ABAQUS.Modélisation du cordon de soudure.Le renforcement des poutres par l’ajout des éléments métalliques avec des cordons (continus-discontinu) .Type d’interaction sous ABAQUS.Le maillage. Aspects géométriques.Comportement non linéaire matériel de la poutre renforcée avec soudure continue.Renforcement de la poutre par soudure discontinue Interprétation des résultats des raisons pour le calcul non linéaire.Les critères de plasticités.Critère de Tresca .Le critère de Von Mises.Représentation graphique des critères de Tresca et de Von Mises.Calcul du moment plastique.Présentation du facteur de forme pour la section en I .Etendue et loi de répartition.Les étapes de modélisation des éléments sous ABAQUS Comportement non linéaire de la poutre non renforcée.Comportement linéaire et non linéaire a mi-travée de la poutre renforcée avec soudure discontinueComportement linéaire et non linéaire a mi-travée de la poutre renforcée avec soudure continue(σ-ε) Comportement linéaire de la poutre (seule-renforcée avec soudure continue- renforcée avec soudure discontinue). Comparaison entre le comportement linéaire et le comportement non linéaire. Comparaison entre le comportement non linéaire de la poutre renforcée.L’influence de la température sur la poutre renforcée-calcul analytique.Sans tenir en compte de l’influence de la soudure. Détermination des contraintes residuelles de soudure.Modèle thermo-mécanique. Distribution de la température lors de l’opération de soudure sur l’élément de poutre IPE. Soudure continue.distribution de la temperature.distribution de la temperature au niveau du cordon continu. Soudure discontinue.la distribution de la temperature selon la longueur de la poutre.Déformation totale après l’opération de soudage.
85858687878889909090919292939394 959597989898 98101103103103104104104107108109111114117119120120121121123123123124126126127129131
5.1 5.1.15.2 5.2.15.3 5.3.1 5.3.2 5.2.35.35.4 5.4.1 5.4.2 5.4.3 5.4.3.a5.5 5.5.1 5.5.2 5.5.35.65.7 5.7.1 5.7.2 5.7.3 5.7.4 5.7.5 5.7.6 5.7.7 5.7.85.8 5.8.15.95.105.115.125.135.14
. Chapitre 05 : Etude expérimentale de la poutre renforcéeRenforcement des poutres métalliques But de d'essai.Type d’essai. Flexion trois points.Hypothèses fondamentales de la théorie des poutres. Principe de saint- venantPrincipe de Navier- Bernoulli.Loi de Hooke. Démonstration de la contrainte de flexion. .Détermination de la résistance a la flexion d’une poutre sous charge concentrée.Description de l’essai.Présentation du dispositif d’essai. Les appareils utilisés pour la réussite de l’essai.la machine de flexion.Appareillages de mesuresJauge de déformation. Principe de mesure de la jauge. Mesure des déflections.
1er essai Résultats et interprétations.Courbe de l’état (charge-déplacement) de poutre renforcée avec soudure discontinue.A mi-travée de la poutre renforcée. Au quart de la poutre renforcée. Au trois quart de la poutre renforcée. Comparaison courbe charge – déplacement dans le (1/4) et le (3/4) de la poutre.Comparaison de l’état (σ-ε) a mi-travée de la poutre renforcée avec soudure discontinue.Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée avec soudure discontinue.Comparaison de l’état (charge-déplacement) a mi-travée de la poutre renforcée avecsoudure discontinue.Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée avec soudure discontinue . 2 ème essai Poutre renforcée avec soudure continue. Résultats et interprétations.Comparaison courbe charge – déplacement dans le (1/4) et le (3/4) de la poutre.Comparaison des résultats expérimentaux.Comparaison de l’état contrainte-déformation a mi-travée de la poutre renforcée avec soudure continue (ABAQUS linéaire- ABAQUS non linéaire-expérimentale) .Comparaison de l’état contrainte-déformation a mi-travée de la poutre renforcée avec soudure discontinue :(expérimentale – anaclitique).Comparaison de l’état contrainte-déformation de la poutre renforcée avec soudure continue (expérimentale – anaclitique).Calcul analytique de variation de module de Young l’ords de l’opération de soudage.
Chapitre 06 : Conclusions et Recommandations
132132132132133133133134 134135135136137 137 137 137138 138141144144144145145146147148148149152156157 158159160162163
N° Titre Page
4.14.24.35.15.25.35.55.65.75.85.9
les propriétés géométriques de la poutre en IPE.les propriétés géométriques de cornière 50*50*5Propriétés mécaniques et thermiques du corps élastique Résultats du 1er chargement (soudure discontinue)Résultats du 1er déchargement (soudure discontinue)Résultats du 2ème chargement (soudure discontinue)Résultats du 1er chargement (soudure continue)Résultats du 1er déchargement (soudure continue)Résultats du 2ème chargement (soudure continue)Résultats du 2ème déchargement (soudure continue) Résultats du 3ème chargement (soudure continue)
868797140150150151151151
1.1 Imperfections géométriques 071.2 Contraintes normales résiduelles après laminage dans un HEA200 071.3 Imperfections des caractéristiques mécaniques. 071.4 Les trois états d’équilibres : (a) stable ; (b) instable ; (c) neutre. 081.5 Le phénomène de flambement 091.6 Le phénomène de voilement total de l’âme. 101.7 Voilement local de la membrure de l’âme supérieure 101.8 Le phénomène de déversement des poutres 111.9 Le remplacement des planchers lourds par des planchers métalliques. 121.10 Renforcement des nœuds : 131.11 Renforcement par création des nœuds rigides 141.12 Répartition des efforts au moyen de l'introduction des distributeurs spéciaux. 161.13 Redistribution des efforts au moyen de l'introduction des poutres supplémentaires 171.14 Renforcement des constructions par l'introduction des appuis supplémentaires 181.15 Transformation des poutres simples en poutres continue. 191.16 Renforcement des poutres. 191.17 Renforcement des poutres par les systèmes. 201.18 Renforcement des poutres par une augmentation des sections 211.19 Schémas de renforcement des âmes de poutres 231.20 Coupe transversale du renforcement d’âme par l’addition des plats boulonnés 241.21 Le renforcement des éléments par des raidisseurs. 241.22 Diagrammes de renforcement des fermes. 251.23 Renforcement des barres constituant les fermes 261.24 Renforcement des cornières 261.26 Nœuds de liaison à la ferme d’éléments supplémentaires et leurs renforcements 27 1.26 a diagrammes de renforcement des nœuds 27 29 1.27 Renforcement des colonnes 1.27 a Renforcement des colonnes. 30 1.28 Renforcement des profilés par l’augmentation de section. 301.29 Renforcements des constructions métalliques. 32
2.1 Schémas principaux de renforcement des éléments des constructions métalliques 362.2 Diagrammes de renforcement des barres et types de sections transversales. 362.3 Orientation des plats sur le plan x-y 382.4 Schéma de modélisation en surfaces élémentaires 392.5 Schéma de considération d’une demi- section 412.6 Détermination du moment statique de la section partagée du plat sur le contour de la section 422.7 Détermination des forces tangentielles dans les sections de forme complexe 43
N° Titre Page
2.8 Diagramme de travail de la barre renforcée dans les coordonnées généralisées 452.9 Variation du coefficient de poisson domaine de travail d’un élément 472.10 Contraintes et déformations dans l’élément renforcé 533.7 Répartition des contraintes résiduelles lors d’un soudage bout à bout 553.1 Coupe transversale d’un joint soudé 563.2 Différent type de joints soudés 563.3 Évolution de la température en fonction du temps pour un point situé au voisinage de la ligne3.4 Évolution de la température en fonction du temps pour des points situés à des distances croissantes de l’origine du cordon 59 3.5 Les effets engendrés lords de processus de soudure 603.6 Répartition des contraintes résiduelles lors d’un soudage bout à bout. 623.6 Répartition des contraintes résiduelles lors d’un soudage bout à bout. 643.8 Déformations dues au phénomène de retrait après l’opération de soudage 653.9 Schéma de distribution des soudures sur la longueur de la barre et selon sa section transversale663.10 Les caractéristiques thermo-mécaniques pour les aciers à faible teneur en carbone 733.11 La dépendance approximative de la limite élastique basée sur la température. 733.12 Diagramme de répartition des cordons dans l’élément renforcé 794.1 Points d’intégration d’un élément plaque. 844.2 Bi moment dans une poutre en I. 854.3 Poutre en profilé laminé IPE100. 864.4 Cornière 50*50*5. 874.5 La technique de renforcement choisit 874.6 Les catégories d’éléments dans le logiciel ABAQUS. 894.7 Etude numérique d’un élément subit à la flexion trois points. 904.8 Schéma statique d’une poutre isostatique soumise à l’essai de flexion trois points. 914.8 a .Iso-valeurs des contraintes de Von Mises sous la charge concentrée 50000N. 914.8 b . Iso-valeurs des déplacements dans la direction (2) sous charge=50000N. 914.8 c . Iso-valeurs des déplacements dans la direction (3) sous charge=50000N. 914.8 d . Iso-valeurs des déplacements dans la direction U1 sous charge=50000N. 924.9 Déplacements U2 le long de la semelle inférieure de la poutre non renforcée. 924.10 Contraintes σ22 le long de la semelle inférieure de la poutre non renforcée. 934.11 Déplacement U3 le long de la semelle inférieure de la poutre non renforcée 934.12 Phénomène en jeu lors de l’opération de soudage. 944.13 Description schématique du modèle thermomécanique. 944.14 Modélisation de la soudure par des éléments géométriques rigides 964.15 Connexion type soudure (WELD) sous ABAQUS. 984.16 Vus en plan de la poutre renforcée par soudure continue 984.17 Modélisation de la poutre renforcement par soudure continue sous ABAQUS- 994.17 a Interaction de type WELD sous ABAQUS dans l’élément renforcé. 994.17 b Distribution des contraintes de Von Mises dans la poutre renforcée. 1004.17 c L’influence de la charge concentrée sur la déformée dans la poutre renforcée. 100.4.18 Vus en plan de la poutre renforcée par soudure discontinue 1014.19 Interaction de type Weld sous ABAQUS, cas élément renforcé par soudure discontinue 1014.19 a Distribution des contraintes de VON MISES dans la poutre renforcée par soudure 1024.19 c L’influence de la charge concentrée sur la déformée U2 dans la poutre renforcée. 1024.20 Le comportement non linéarité 1034.21 Représentation graphique des critères de plasticités TRESCA et VON MISES 1044.22 Comportement de la poutre en I. 1044.23 a présentation de diagramme moment-courbure d’une poutre isostatique sous une charge concentrée. 1084.23 b. Etendue lord de la création d’une rotule plastique 1084.24 Comparaison l’état (σ-ε) dans la poutre non renforcée. 1114.25 Comparaison du déplacement au milieu de la poutre non renforcée 1124.26 Comparaison du déplacement au quart de la poutre non renforcée. 1124.27 Comparaison du déplacement au trois quart de la poutre non renforcée. 1134.28 Comparaison de l’état (σ-ε) au milieu de la poutre renforcée par soudure discontinue. 1144.29 Comparaison du déplacement au trois quart de la poutre renforcée par soudure discontinue 1154.30 Comparaison du déplacement au milieu de la poutre renforcée par soudure discontinue 1154.31 Comparaison du déplacement au quart de la poutre renforcée par soudure discontinue. 116
4.32 Comparaison de l’état (σ-ε) au milieu de la poutre renforcée par soudure continue. 1174.33 Comparaison du déplacement au milieu de la poutre renforcée par soudure continue 1174.34 Comparaison du déplacement au quart de la poutre renforcée par soudure continue 1184.35 Comparaison du déplacement au trois quart de la poutre renforcée par soudure continue 1184.36 Comparaison linéaire de l’état (σ-ε) au milieu de la poutre. 1194.37 Comparaison linéaire du déplacement U2 au milieu de la poutre 1194.38 Comparaison non linéaire de l’état (σ-ε) au milieu de la poutre. 1204.39 Comparaison non linéaire de l’état (σ-ε) au milieu de la poutre renforcée. 1204.40 Distribution de la température pendant la soudure continue 1244.41 Distribution de la température dans les éléments de renforcement pendant la soudure continue1254.42 Distribution de la température dans l’élément renforcé le cas du cordon continu 1254.43 Distribution de la température dans l’élément renforcé au niveau du cordon continu 1264.44 Distribution de la température selon la largeur de l’élément renforcé par soudure continu. 1264.45 Concentration du champ thermique au niveau des cordons. 1274.46 Distribution de la température dans les éléments de renforcement pendant la soudure 128 discontinue4.47 L’influence de la température dans la poutre renforcée, le cas du cordon discontinu 1284.48 Distribution de la température au niveau de l’àme de l’élément renforcé par soudure discontinue 1294.49 Distribution de la température dans la semelle de la poutre au niveau de la ligne de liaison. 1294.50 Distribution de la température selon la largeur de l’élément renforcé par soudure discontinue. 1305.1 Sollicitations (M, T, F) d’une poutre isostatique en flexion trois points. 1335.2 Essai a de la flexion 3 points. 134 5.3 L’essai de flexion trois points de la poutre renforcée 1355.4 Diffusion de la chaleur l’ord de l’opération de soudage 1365.5 Renforcement de la poutre par soudure continue. 1365.6 Renforcement de la poutre par soudure discontinue. 1365.7 Machine de flexion «STRASSENTEST» 1375.8 Jauge de déformation 1375.9 Un pont de Wheatstone 1385.10 Le détail du type de comparateur et de son montage 1385.11 Collage et branchement d’une jauge de déformation 1395.12 Essai de flexion trois points : le cas d’une poutre renforcée avec soudure discontinue. 1395.13 L’influence du cycle de chargement-déchargement sur les déformations dans la poutre renforcée a 1415.14 Droite de déformation selon le principe de Navier pour le 1er cycle de chargement 142 5.15 Droite de déformation selon le principe de Navier Pour le 2ème cycle de chargement. 1435.16 Courbe de Charges déflexions à mi-travée de la poutre renforcée avec soudure discontinue 1445.17 Courbe de Charges déflexions au quart de la poutre renforcée avec soudure discontinue 1445.18 Courbe de Charges déflexions au trois quart de la poutre renforcée avec soudure discontinue 1455.19 Comparaison courbe charge – déflexions dans le (1/4) et le (3/4) de la poutre 1455.20 Évolution de déformation plastique peut engendrer une rotule plastique. 1465.21 Etat de déformation de la poutre renforcée avec soudure discontinue 1465.22 Concentration de champs de température au niveau des cordons de soudure. 1475.23 Comparaison de l’état de déplacement entre les résultats numérique et expérimentaux 1475.24 Comparaison de l’état de déplacement entre les résultats numériques et expérimentaux 148.5.25 Comparaison de l’état de déplacement entre les résultats numériques et expérimentaux 1485.26 Essai de flexion trois points le cas de poutre renforcée avec soudure continue 1495.27 L’influence du cycle de chargement-déchargement sur les déformations dans la poutre renforcée avec soudure continue. 1525.28 Navier au milieu de la poutre renforcée avec soudure discontinue pour le 1er cycle de chargement. 1535.29 Navier au milieu de la poutre renforcée avec soudure discontinue pour le 1er cycle 1535.30 Droite de déformation selon le principe de Navier pour le 3éme cycle de chargement 1545.31 Courbe chargement-déchargement au milieu de la poutre renforcée avec soudure continue. 1545.32 Courbe chargement-déchargement au quart de la poutre renforcée avec soudure continue. 1555.33 Courbe chargement-déchargement au trois quart de la poutre renforcée avec soudure continue. 155
Comparaison de l’état de déplacement entre le quart et le trois quart de la poutre renforcée par soudure continue. 156
5.35 Comparaison de l’état (σ-ε) le cas de la poutre renforcée par soudure continue et discontinue 1575.36 Comparaison de l’état (charge-déplacement) au milieu de la poutre renforcée par soudurecontinue et discontinue. 1585.37 Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée par soudure Continue et discontinue. 1585.38 Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée par soudure continue et discontinue. 1595.39 Comparaison entre les résultats de déformations numériques et expérimentaux de la poutre renforcée par soudure continue. 159 5.40 Comparaison entre les résultats de déformations analytiques et expérimentaux de la poutre renforcée par soudure discontinue. 160 5.41 Comparaison entre les résultats de déformations analytiques et expérimentales de la poutre renforcée par soudure continue. 1615.42 Calcul analytique de la variation de module de Young avec la variation de température lord de l’opération de soudage. 162
Notations liées à la géométrie:
b : base de l’élément en (mm) : moment d’inertie de l’élément S : moment statique (mm3)
: section de l’élément plaque (mm2)
: L’épaisseur de l’élément plaque (mm) , : déformation longitudinale et transversale dans le secteur « n » P : la barre renforcéeNotations liées à la thermique :T : Température (K)t : temps λ : conductivité thermique (W.M-1.K-1)
: Capacité de chaleur volumétrique : Coefficient de dilatation thermique linéaire : Intervalle de temps : Fonction de source de la chaleur : Épaisseur de l’élément
: Température ambiante et : coefficient de dispersion
a :pas de cordon de soudure
(LH) : longueur des soudures au début (LK) : longueur des soudures d’extrémité (Ly) : longueur des soudures intermédiaires : vitesse de soudure (m/s)q : la puissance de la chaleur dégagée (j/s)FH : section de la soudure d'angle : Coefficient d’amplification : la perpendiculaire de la soudure : le coefficient de surfaçage : la densité (g/ ) : Intensité du courant de soudure (A)
: la tension du courant de soudure
q : La puissance de l'arc de soudure k , k-1 : l’étape précédente et l’étape arrière Ф : le rapport de la limite élastique de l'acier par rapport à la limite élastique à une température TNotations liées à la mécanique :
: Contrainte normale dans le nœud n (MPa)
: Contrainte tangentiel dans le nœud n (MPa)Mx ,My ,Mxy : Moments dans la plaque Nx ,Ny ,Nxy : Efforts normales dans la plaqueP : charge concentréex ,y,z : les axes de coordonnées
et : des pas dans le sens Zet y Ei : Module de Young dans la direction i-éme matériau=210000 N/mm2G: Module de cisaillement dans le plan σ : Contraintesε : Déformationsυ : Module de Poisson∂ : dérivée partielleλ : paramètre de chargement
: Les déformations résiduelles tangentielles. : Module relatif de l'écrouissage linéaireh = Hauteur totale de la section bf = Largeur des semelles tw = Épaisseur de l’âme tf = Épaisseur des semelles A = Aire de la section en cm2It = Inertie de torsion fy = Limite d’élasticité 240 N/mm2Mp = Moment Plastique
Symboles :1,2,3 : les axes de coordonnées orthotropiques correspond à x,y ,z∫ : Intégrale ∑ : somme
• Introduction générale: De nos jours, l'industrie de la construction considère avec un intérêt particulier la restauration de notre héritage architectural. Le futur de cette industrie sera de plus en plus concerné par des aspects de renforcement, réutilisation et modernisation de vieux bâtiments qui peuvent avoir été endommagés, par exemple, par l'action atmosphérique ou un tremblement de terre ou qui doivent être modifiés en fonction du changement d'utilisation, du remplacement de composants non structurels tels que les utilités ou afin de supporter des installations additionnelles. Idéalement, la possibilité de remise en état devrait être considérée dès le projet original en veillant à la flexibilité et l'adaptabilité de la forme structurelle utilisée.Malheureusement, beaucoup de bâtiments actuellement remis en état ont été conçus et construits il y a longtemps, bien avant l'introduction de caractéristiques techniques telles que les systèmes modernes de conditionnement d'air, les réseaux de télécommunication et les cloisons légères. Même si les besoins de rééquipement du bâtiment ont été pris en considération, il était difficile de prévoir l'ensemble des progrès qui ont été réalisés et la possibilité de remplacer les principaux composants des installations des bâtiments après un temps relativement court. La facilité de modernisation des constructions est devenue de nos jours une préoccupation importante au niveau du projet.Certains des bâtiments à rénover peuvent être d'un type courant, mais nombreux sont les bâtiments d'intérêt historique ou architectural. Dans tous les cas, l'acier est un matériau idéal pour les travaux de rénovation à la fois du point de vue structurel et du point de vue architectural.La charpente métallique fournit une base adaptée à toutes les formes de rénovation et de reconstruction aussi bien temporaire que permanente. Parce qu'elle est fabriquée en atelier, elle minimise les besoins en espace sur site qui sont souvent restreints et encombrés. Elle peut être installée rapidement dans nombreux cas, sans qu'il soit besoin de matériel de levage important, parce qu'elle représente une forme relativement légère de construction. L'interruption du fonctionnement normal dans le bâtiment existant est minimisée à cause de l'absence de phase liquide dans les travaux de réparation et la nouvelle structure est capable de porter des charges immédiatement, sans soutènement provisoire.
Mais le raccordement des pièces de renforcement avec l’élément de base exige l’utilisation d’un moyen d’assemblage soit par rivetage , boulonnage , soudage. Cette dernière qui est technologiquement le plus commode. Cependant, l'application des soudures conduit à la création de contraintes et de déformations, qui sont irrégulièrement distribuées créant ainsi au niveau de la section des déplacements de l’axe de l’élément pendant le processus de soudure et de refroidissement.• Objectif du travail :L’objectif de ce travail est de donner les définitions générales des différents degrés de réparation et les techniques correspondantes. Décrire les différentes formes de travaux temporaires requises dans de tels projets et fournir une introduction au problème du renforcement des structures à l'aide de sections métalliques. Identifier les avantages de l'acier dans ces activités, et évaluer l’effet de l’assemblage soudé sur les pièces à assembler.• Organisation du mémoire :Le mémoire est organisé en cinq chapitres :
• Dans le premier chapitre nous présentons des différentes méthodes et techniques de renforcement des structures métalliques qui comprennent différentes mesures, assurant leurs fiabilité pour le comportement futur et de satisfaire les exigences d'exploitation pour garantir une durée d’exploitation prolongée en service de la construction renforcée. • Le deuxième chapitre concerne une démonstration de l’état contrainte-déformation de l’élément renforcée sous un cycle de chargement- déchargement et la détermination des déformations plastiques résiduelles dues à cette opération toute en se basant sur la méthode des éléments finis.• Dans le chapitre trois une présentation d’une méthode analytique pour l’obtention des déformations résiduelles due à l’opération de soudage la conséquence du raccordement des éléments de renforts. Cependant, l'application des soudures conduit à la création de contraintes et de déformations, qui sont irrégulièrement distribuées.
• Le chapitre quatre présente une modélisation numérique sous le logiciel ABAQUS 6.5.1 d’unepoutre isostatique en profilé laminé (IPE 100) de un mètre de longueur renforcée par une des techniques présentée dans la partie bibliographique sous une charge concentrée variant en intensité ; ce renforcement a pour but d’assurer une durée d’exploitation prolongée en service de l’élément dans la construction en charpente métallique. Tout en faisant varier les modes de raccordement des
éléments entre eux c.-à-d des soudures continues et des soudures discontinues, cette modélisation sera calibré par un calcul analytique basé sur les formules présentées dans les chapitres 2 et 3 pour l’estimation de l’effet de la température d’ou la création des déformations résiduelles puis aboutir à la meilleure technique de raccordement des pièces entre elles.• Le chapitre cinq concerne la présentation d’une étude expérimentale afin de calibrer le modèle numérique pour évaluer le renforcement et la meilleure technique. Du point de vue type et disposition de cordons des soudures qui donnent le minimum des déformations plastiques résiduelles ainsi le bon comportement des éléments renforcés aux futurs services. • En fin le chapitre six résume les différentes conclusions obtenues et des recommandations pour des travaux futurs.
SPECIFICITES DE LA CONCEPTION ET DU CALCUL DES ELEMENTS DE
CONSTRUCTION RENFORCES
1.1. LES RAISONS, PROVOQUANT L’OBLIGATION DE RENFORCER LES
CONSTRUCTIONS METALLIQUES : La reconstruction des entreprises industrielles et de leur équipement technique est conditionnée, en règle générale, par une augmentation des charges d'exploitation agissant sur les constructions et bâtiments existants. La rénovation ou la modernisation des équipements, qui se fait dans une période de 8-10 ans, nécessite souvent (2 fois et plus) une augmentation significative des charges technologiques [8]. Le remplacement nécessaire des éléments de constructions parfois, est causé par l’augmentation de charges permanentes.Une augmentation des charges oblige obligatoirement une augmentation de la capacité portante des constructions et c'est la raison essentielle pour renforcer les éléments principaux. Dans un certain nombre de cas le besoin de renforcement local des constructions métalliques est dicté par des erreurs ou défauts, qui surgissent pendant l'étape de leur conception, fabrication ou installation. Les erreurs dans la conception sont caractéristiques pour les projets anciens ou exécutés par les organismes non spécialisés. Dans les vieux bâtiments il est exigé particulièrement et fréquemment de renforcer les éléments comprimés, à cause de l'imperfection des méthodes d'analyse de stabilité des éléments de compression, avant l’étape de la conception. Parfois il n’a pas été tenu compte de la compression d’éléments conçus seulement pour travailler uniquement en traction. Les défauts, caractéristiques des constructions, qui ont apparus pendant l'étape de leur fabrication, peuvent être une sous estimation des caractéristiques mécaniques de l’acier composant les éléments, une courbure ou une section initiale plus petite des éléments. Les courbures initiales sont la conséquence d’un mauvais assemblage, d’un mauvais soudage ou de mauvais redressement de sections de profilés soudées.
L'apparition des défauts et de courbures se produit pendant les processus du chargement et déchargement, avec le transport ou l'installation des constructions. Non seulement leur nombre augmente mais aussi leur flèche évolue. Dans un certain nombre de cas la surcharge des constructions et le besoin de leur renforcement apparaissent, en raison de l’ajout de charges ou panneaux supplémentaires, aux dispositifs, équipement de chauffage et autres en comparaison avec celles du projet. La raison qui suit, qui nécessite le besoin de renforcer les constructions métalliques, est leur usage en raison du fonctionnement intensif ou incorrect prolongé. D'abord l’attaque des métaux par la corrosion, diminue brusquement la capacité portante des éléments, des nœuds ou des constructions en général. Dans les ateliers métallurgiques, le besoin de renforcer les constructions en acier est du aux grandes déformations résiduelles des éléments, qui subissent des températures intensives.Les ruines des constructions semblent être le non respect des règles de leur fonctionnement. Pour les éléments en treillis (colonnes , fermes etc.…) ils sont sujets particulièrement à des déformations résiduelles significatives, à des courbures et flexions , provoquées par l'application des charges supplémentaires pendant la réparation ou l'assemblage des équipements, la suspension des conduits technologiques, ascenseur de différentes charges et ainsi de suite en combinaison avec les défauts, qui apparaissent pendant l'étape de la fabrication, du transport et de l'installation, ceci mène à des dommages ou ruines en masse des constructions.Ainsi, selon les données, 83% des fermes inspectées ont eu des dommages, et 82% de ces dommages concernent la flèche (recourbement) de leurs éléments. Les valeurs de flèche des éléments en compression atteignent des grandeurs significatives, ce qui nécessite leur renforcement.Pendant le transport, l’installation et le fonctionnement, les constructions subissent des dommages localement (fissures, dommages des bords, courbures locales, sections fléchies et rupture des ailes et des âmes de profilés etc.…). Une structure peut être sinistrée :
• Soit par effondrement total ou partiel sous l’effet de chargement ; • Soit par des déformations importantes rendant la structure inexploitable. [1]
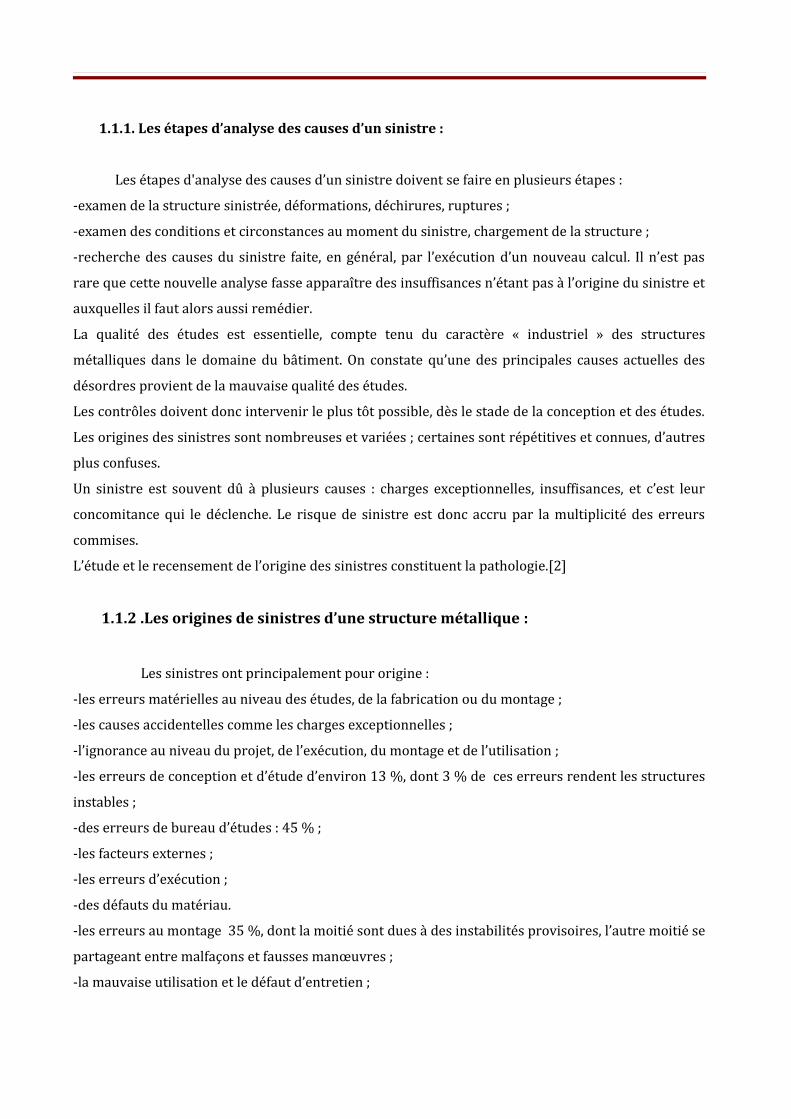
1.1.1. Les étapes d’analyse des causes d’un sinistre :
Les étapes d'analyse des causes d’un sinistre doivent se faire en plusieurs étapes :-examen de la structure sinistrée, déformations, déchirures, ruptures ; -examen des conditions et circonstances au moment du sinistre, chargement de la structure ; -recherche des causes du sinistre faite, en général, par l’exécution d’un nouveau calcul. Il n’est pas rare que cette nouvelle analyse fasse apparaître des insuffisances n’étant pas à l’origine du sinistre et auxquelles il faut alors aussi remédier.La qualité des études est essentielle, compte tenu du caractère « industriel » des structures métalliques dans le domaine du bâtiment. On constate qu’une des principales causes actuelles des désordres provient de la mauvaise qualité des études.Les contrôles doivent donc intervenir le plus tôt possible, dès le stade de la conception et des études. Les origines des sinistres sont nombreuses et variées ; certaines sont répétitives et connues, d’autres plus confuses.Un sinistre est souvent dû à plusieurs causes : charges exceptionnelles, insuffisances, et c’est leur concomitance qui le déclenche. Le risque de sinistre est donc accru par la multiplicité des erreurs commises.L’étude et le recensement de l’origine des sinistres constituent la pathologie.[2] 1.1.2 .Les origines de sinistres d’une structure métallique :
Les sinistres ont principalement pour origine :-les erreurs matérielles au niveau des études, de la fabrication ou du montage ; -les causes accidentelles comme les charges exceptionnelles ; -l’ignorance au niveau du projet, de l’exécution, du montage et de l’utilisation ; -les erreurs de conception et d’étude d’environ 13 %, dont 3 % de ces erreurs rendent les structures instables ;-des erreurs de bureau d’études : 45 % ;-les facteurs externes ; -les erreurs d’exécution ; -des défauts du matériau.-les erreurs au montage 35 %, dont la moitié sont dues à des instabilités provisoires, l’autre moitié se partageant entre malfaçons et fausses manœuvres ; -la mauvaise utilisation et le défaut d’entretien ;
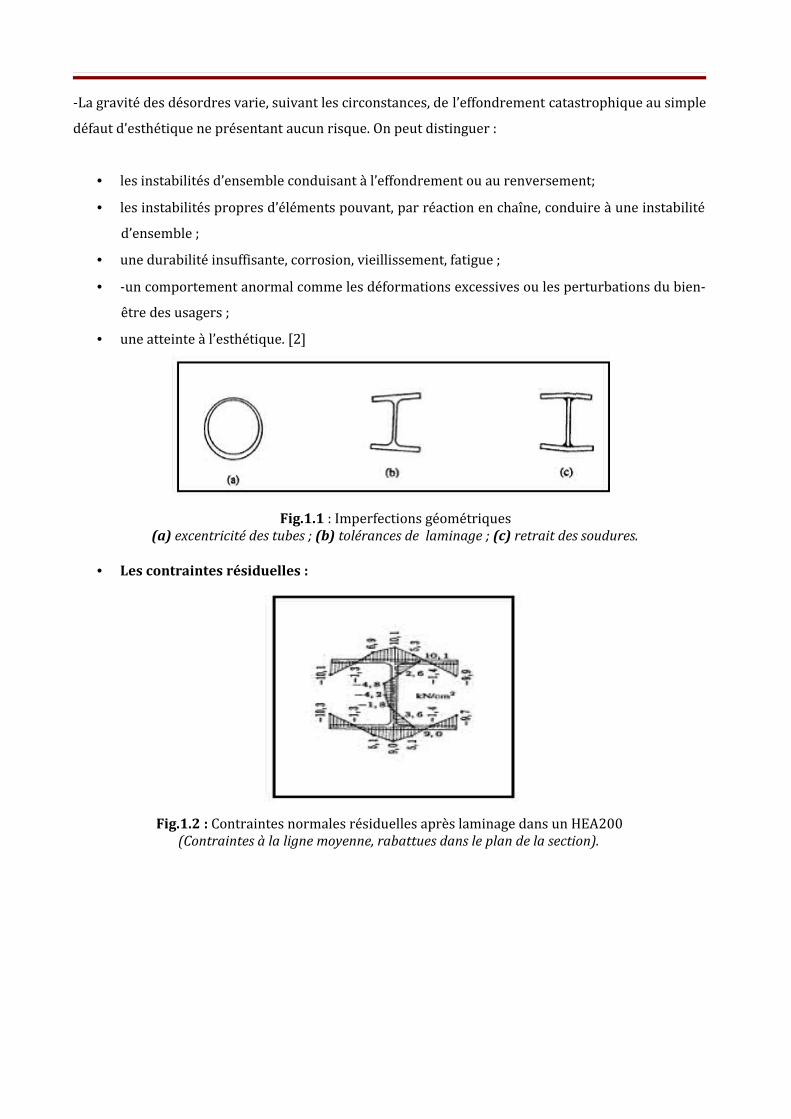
-La gravité des désordres varie, suivant les circonstances, de l’effondrement catastrophique au simple défaut d’esthétique ne présentant aucun risque. On peut distinguer :• les instabilités d’ensemble conduisant à l’effondrement ou au renversement; • les instabilités propres d’éléments pouvant, par réaction en chaîne, conduire à une instabilité d’ensemble ; • une durabilité insuffisante, corrosion, vieillissement, fatigue ; • -un comportement anormal comme les déformations excessives ou les perturbations du bien-être des usagers ; • une atteinte à l’esthétique. [2]
Fig.1.1 : Imperfections géométriques(a) excentricité des tubes ; (b) tolérances de laminage ; (c) retrait des soudures.
• Les contraintes résiduelles :
Fig.1.2 : Contraintes normales résiduelles après laminage dans un HEA200(Contraintes à la ligne moyenne, rabattues dans le plan de la section).
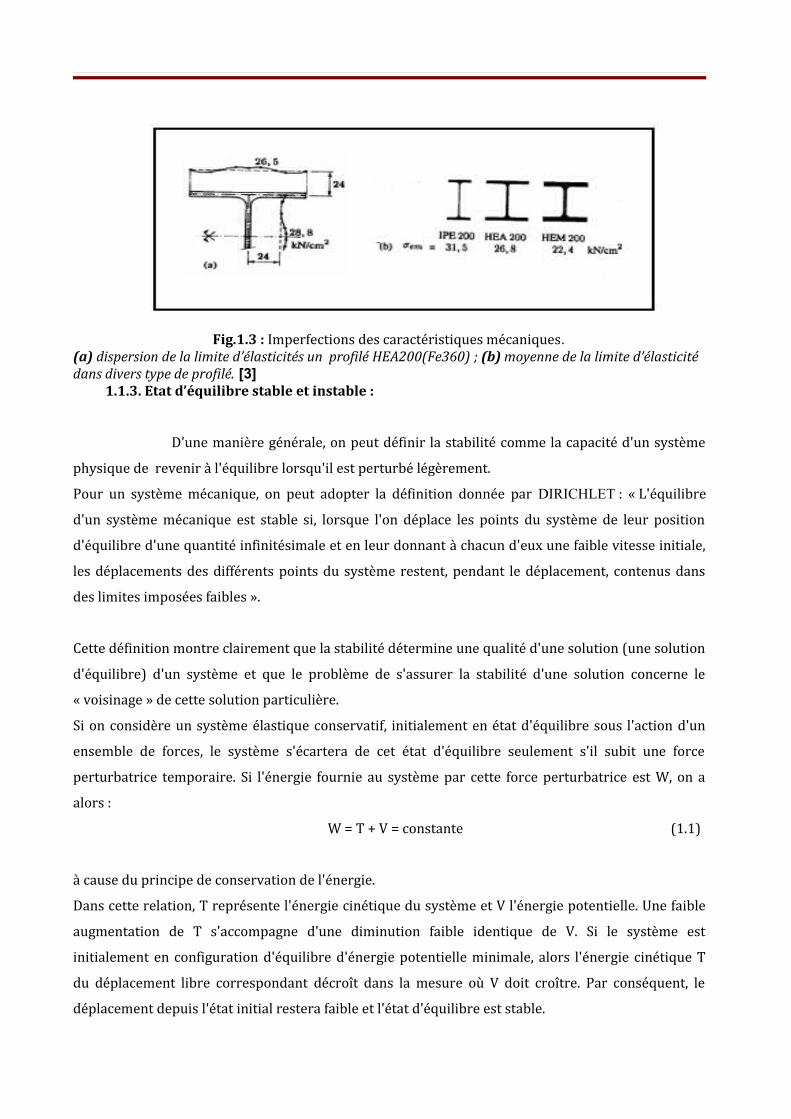
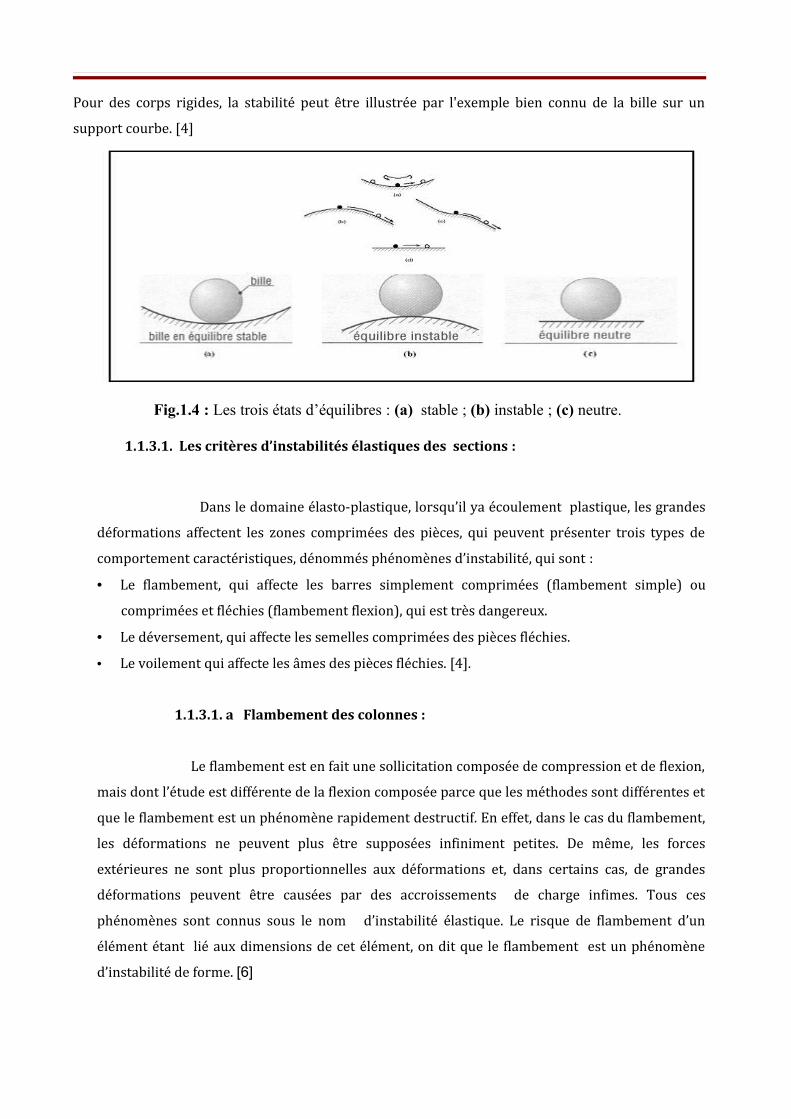
Fig.1.3 : Imperfections des caractéristiques mécaniques.
(a) dispersion de la limite d’élasticités un profilé HEA200(Fe360) ; (b) moyenne de la limite d’élasticité dans divers type de profilé. [3] 1.1.3. Etat d’équilibre stable et instable :
D'une manière générale, on peut définir la stabilité comme la capacité d'un système physique de revenir à l'équilibre lorsqu'il est perturbé légèrement.Pour un système mécanique, on peut adopter la définition donnée par DIRICHLET : « L'équilibre d'un système mécanique est stable si, lorsque l'on déplace les points du système de leur position d'équilibre d'une quantité infinitésimale et en leur donnant à chacun d'eux une faible vitesse initiale, les déplacements des différents points du système restent, pendant le déplacement, contenus dans des limites imposées faibles ».Cette définition montre clairement que la stabilité détermine une qualité d'une solution (une solution d'équilibre) d'un système et que le problème de s'assurer la stabilité d'une solution concerne le « voisinage » de cette solution particulière.Si on considère un système élastique conservatif, initialement en état d'équilibre sous l'action d'un ensemble de forces, le système s'écartera de cet état d'équilibre seulement s'il subit une force perturbatrice temporaire. Si l'énergie fournie au système par cette force perturbatrice est W, on a alors : W = T + V = constante (1.1)à cause du principe de conservation de l'énergie.Dans cette relation, T représente l'énergie cinétique du système et V l'énergie potentielle. Une faible augmentation de T s'accompagne d'une diminution faible identique de V. Si le système est initialement en configuration d'équilibre d'énergie potentielle minimale, alors l'énergie cinétique T du déplacement libre correspondant décroît dans la mesure où V doit croître. Par conséquent, le déplacement depuis l'état initial restera faible et l'état d'équilibre est stable.
Pour des corps rigides, la stabilité peut être illustrée par l'exemple bien connu de la bille sur un support courbe. [4]
Fig.1.4 : Les trois états d’équilibres : (a) stable ; (b) instable ; (c) neutre.
1.1.3.1. Les critères d’instabilités élastiques des sections :
Dans le domaine élasto-plastique, lorsqu’il ya écoulement plastique, les grandes déformations affectent les zones comprimées des pièces, qui peuvent présenter trois types de comportement caractéristiques, dénommés phénomènes d’instabilité, qui sont :• Le flambement, qui affecte les barres simplement comprimées (flambement simple) ou comprimées et fléchies (flambement flexion), qui est très dangereux.• Le déversement, qui affecte les semelles comprimées des pièces fléchies.• Le voilement qui affecte les âmes des pièces fléchies. [4]. 1.1.3.1. a Flambement des colonnes :
Le flambement est en fait une sollicitation composée de compression et de flexion, mais dont l’étude est différente de la flexion composée parce que les méthodes sont différentes et que le flambement est un phénomène rapidement destructif. En effet, dans le cas du flambement, les déformations ne peuvent plus être supposées infiniment petites. De même, les forces extérieures ne sont plus proportionnelles aux déformations et, dans certains cas, de grandes déformations peuvent être causées par des accroissements de charge infimes. Tous ces phénomènes sont connus sous le nom d’instabilité élastique. Le risque de flambement d’un élément étant lié aux dimensions de cet élément, on dit que le flambement est un phénomène d’instabilité de forme. [6]
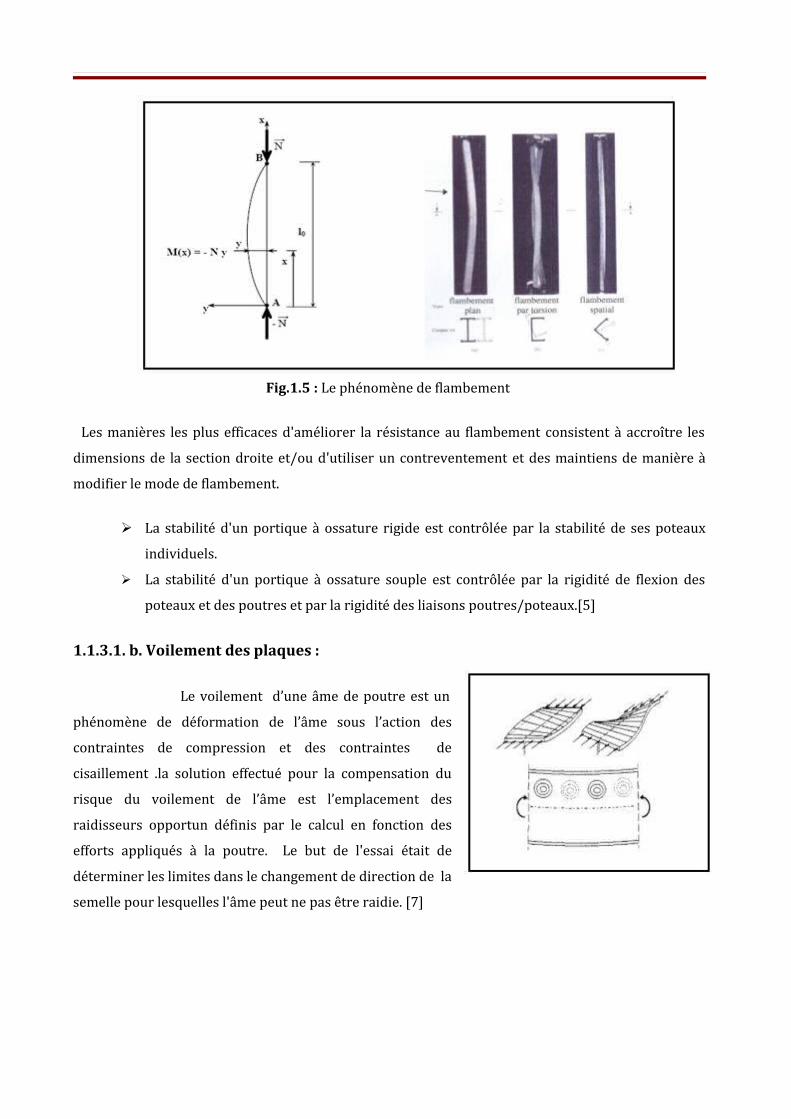
Fig.1.5 : Le phénomène de flambement Les manières les plus efficaces d'améliorer la résistance au flambement consistent à accroître les dimensions de la section droite et/ou d'utiliser un contreventement et des maintiens de manière à modifier le mode de flambement.
La stabilité d'un portique à ossature rigide est contrôlée par la stabilité de ses poteaux individuels. La stabilité d'un portique à ossature souple est contrôlée par la rigidité de flexion des poteaux et des poutres et par la rigidité des liaisons poutres/poteaux.[5]
1.1.3.1. b. Voilement des plaques :
Le voilement d’une âme de poutre est un phénomène de déformation de l’âme sous l’action des contraintes de compression et des contraintes de cisaillement .la solution effectué pour la compensation du risque du voilement de l’âme est l’emplacement des raidisseurs opportun définis par le calcul en fonction des efforts appliqués à la poutre. Le but de l'essai était de déterminer les limites dans le changement de direction de la semelle pour lesquelles l'âme peut ne pas être raidie. [7]
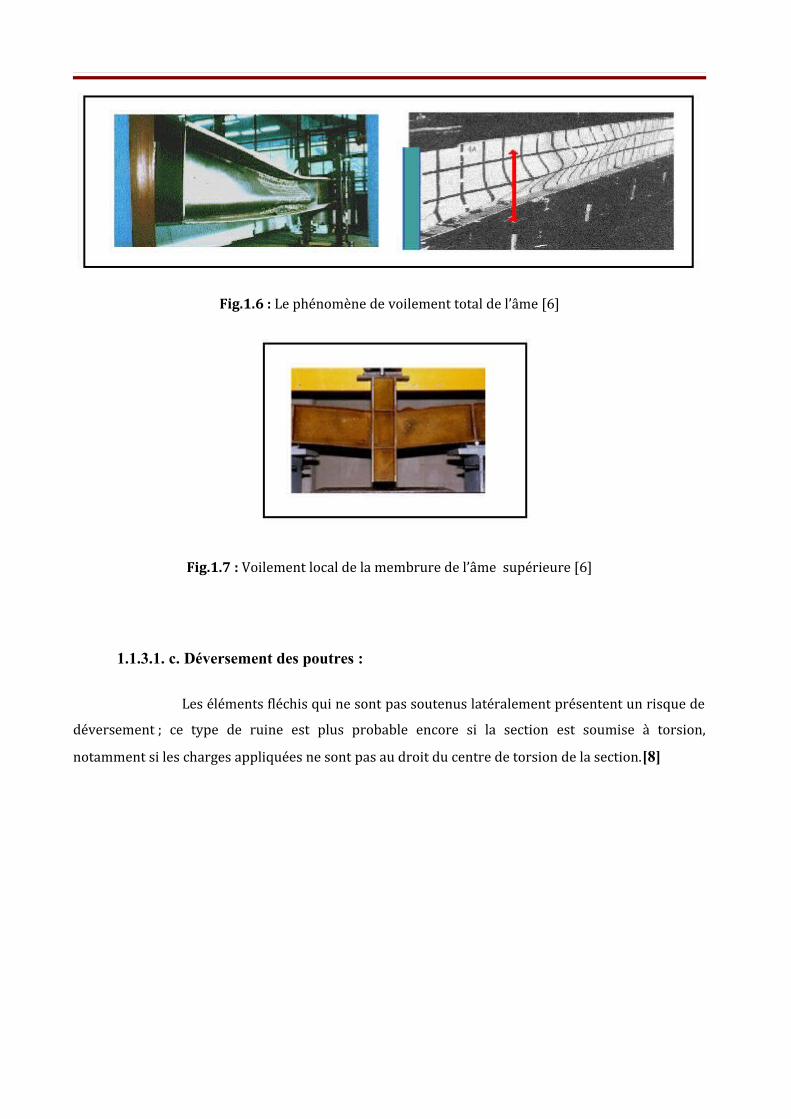
Fig.1.6 : Le phénomène de voilement total de l’âme [6]
Fig.1.7 : Voilement local de la membrure de l’âme supérieure [6] 1.1.3.1. c. Déversement des poutres :
Les éléments fléchis qui ne sont pas soutenus latéralement présentent un risque de déversement ; ce type de ruine est plus probable encore si la section est soumise à torsion, notamment si les charges appliquées ne sont pas au droit du centre de torsion de la section.[8]
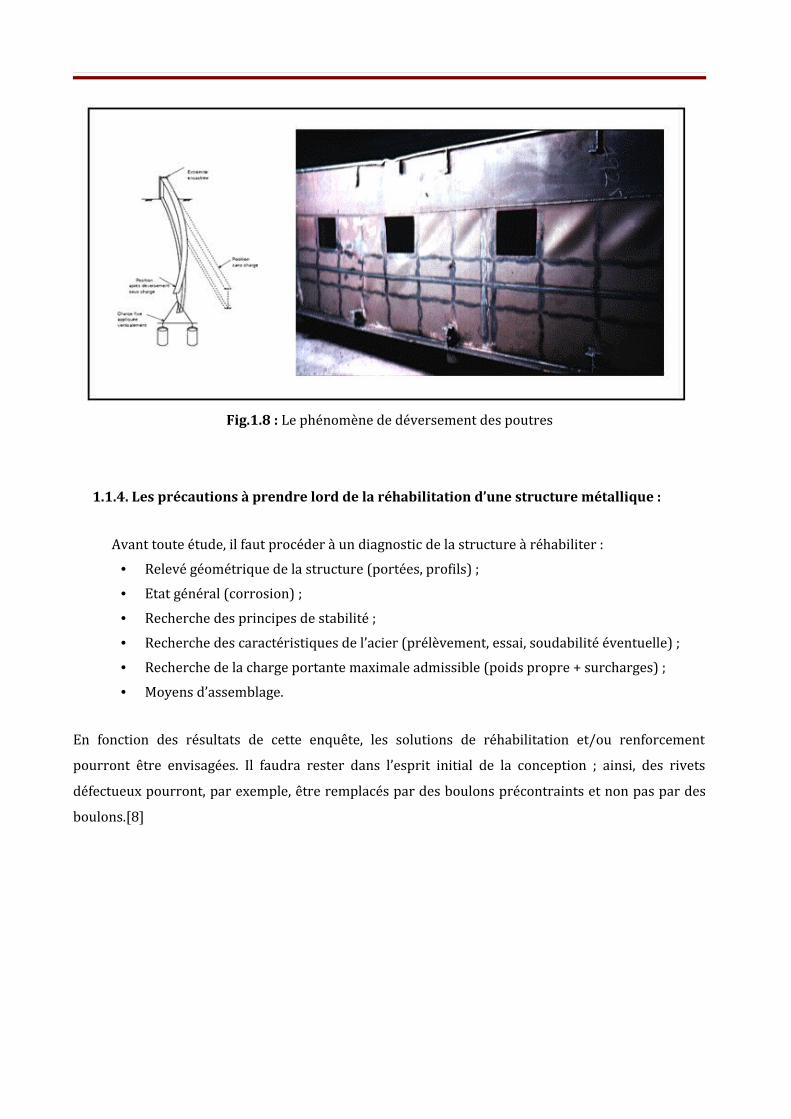
Fig.1.8 : Le phénomène de déversement des poutres 1.1.4. Les précautions à prendre lord de la réhabilitation d’une structure métallique :
Avant toute étude, il faut procéder à un diagnostic de la structure à réhabiliter :• Relevé géométrique de la structure (portées, profils) ;• Etat général (corrosion) ;• Recherche des principes de stabilité ;• Recherche des caractéristiques de l’acier (prélèvement, essai, soudabilité éventuelle) ;• Recherche de la charge portante maximale admissible (poids propre + surcharges) ;• Moyens d’assemblage.
En fonction des résultats de cette enquête, les solutions de réhabilitation et/ou renforcement pourront être envisagées. Il faudra rester dans l’esprit initial de la conception ; ainsi, des rivets défectueux pourront, par exemple, être remplacés par des boulons précontraints et non pas par des boulons.[8]
1.2. METHODES GENERALES DE RENFORCEMENT :
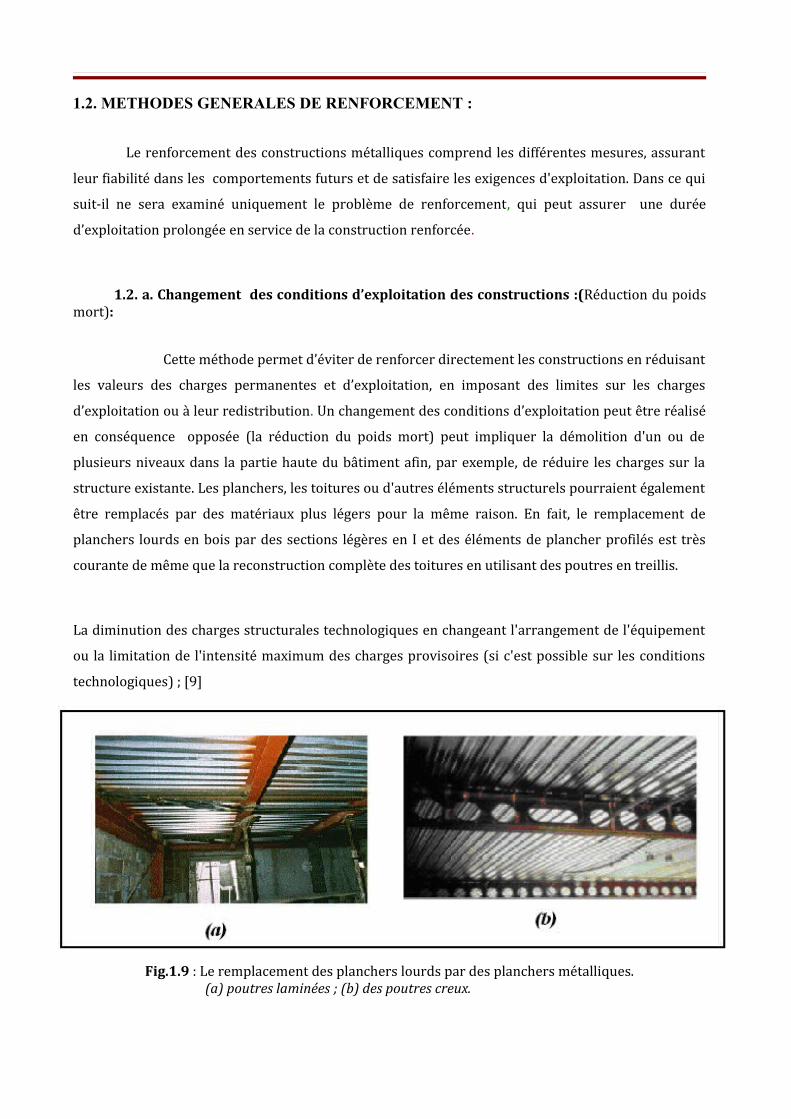
Le renforcement des constructions métalliques comprend les différentes mesures, assurant leur fiabilité dans les comportements futurs et de satisfaire les exigences d'exploitation. Dans ce qui suit-il ne sera examiné uniquement le problème de renforcement, qui peut assurer une durée d’exploitation prolongée en service de la construction renforcée. 1.2. a. Changement des conditions d’exploitation des constructions :(Réduction du poids mort): Cette méthode permet d’éviter de renforcer directement les constructions en réduisant les valeurs des charges permanentes et d’exploitation, en imposant des limites sur les charges d’exploitation ou à leur redistribution. Un changement des conditions d’exploitation peut être réalisé en conséquence opposée (la réduction du poids mort) peut impliquer la démolition d'un ou de plusieurs niveaux dans la partie haute du bâtiment afin, par exemple, de réduire les charges sur la structure existante. Les planchers, les toitures ou d'autres éléments structurels pourraient également être remplacés par des matériaux plus légers pour la même raison. En fait, le remplacement de planchers lourds en bois par des sections légères en I et des éléments de plancher profilés est très courante de même que la reconstruction complète des toitures en utilisant des poutres en treillis.La diminution des charges structurales technologiques en changeant l'arrangement de l'équipement ou la limitation de l'intensité maximum des charges provisoires (si c'est possible sur les conditions technologiques) ; [9]
Fig.1.9 : Le remplacement des planchers lourds par des planchers métalliques. (a) poutres laminées ; (b) des poutres creux.
1.2. b Changement des schémas constructifs et de calcul des constructions :
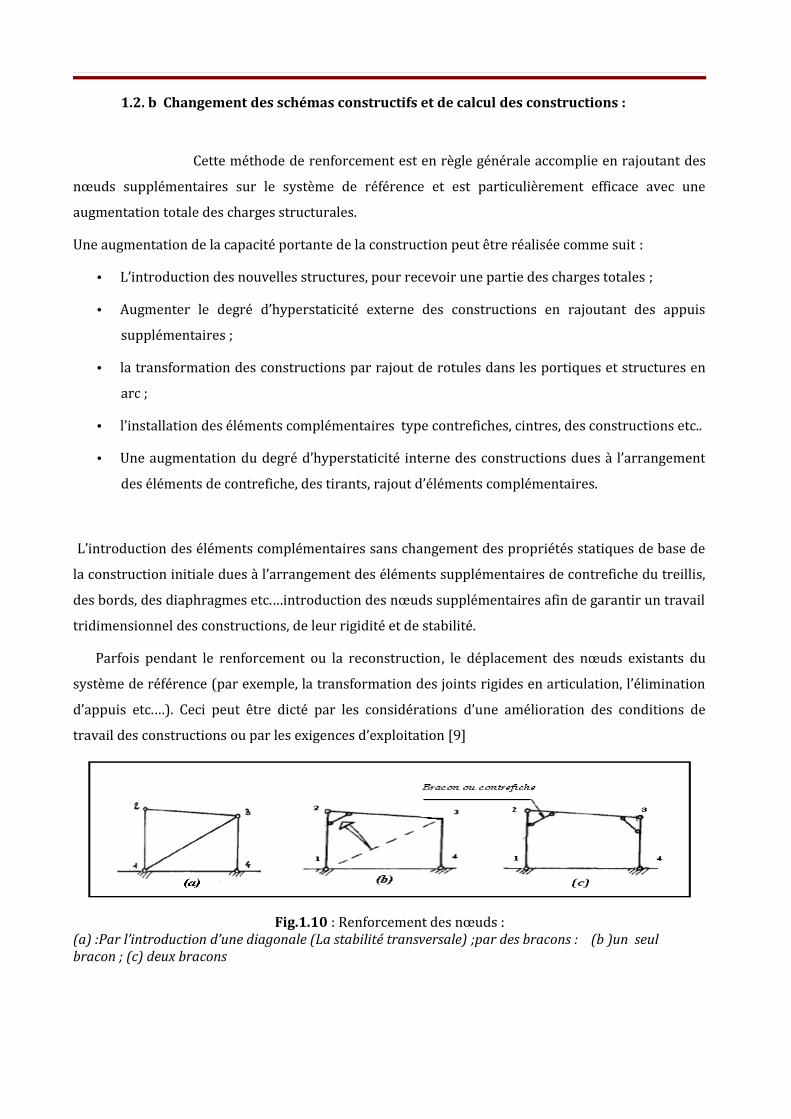
Cette méthode de renforcement est en règle générale accomplie en rajoutant des nœuds supplémentaires sur le système de référence et est particulièrement efficace avec une augmentation totale des charges structurales. Une augmentation de la capacité portante de la construction peut être réalisée comme suit :• L’introduction des nouvelles structures, pour recevoir une partie des charges totales ; • Augmenter le degré d’hyperstaticité externe des constructions en rajoutant des appuis supplémentaires ; • la transformation des constructions par rajout de rotules dans les portiques et structures en arc ; • l’installation des éléments complémentaires type contrefiches, cintres, des constructions etc..• Une augmentation du degré d’hyperstaticité interne des constructions dues à l’arrangement des éléments de contrefiche, des tirants, rajout d’éléments complémentaires.
L’introduction des éléments complémentaires sans changement des propriétés statiques de base de la construction initiale dues à l’arrangement des éléments supplémentaires de contrefiche du treillis, des bords, des diaphragmes etc.…introduction des nœuds supplémentaires afin de garantir un travail tridimensionnel des constructions, de leur rigidité et de stabilité. Parfois pendant le renforcement ou la reconstruction, le déplacement des nœuds existants du système de référence (par exemple, la transformation des joints rigides en articulation, l’élimination d’appuis etc.…). Ceci peut être dicté par les considérations d’une amélioration des conditions de travail des constructions ou par les exigences d’exploitation [9]
Fig.1.10 : Renforcement des nœuds :(a) :Par l’introduction d’une diagonale (La stabilité transversale) ;par des bracons : (b )un seul bracon ; (c) deux bracons
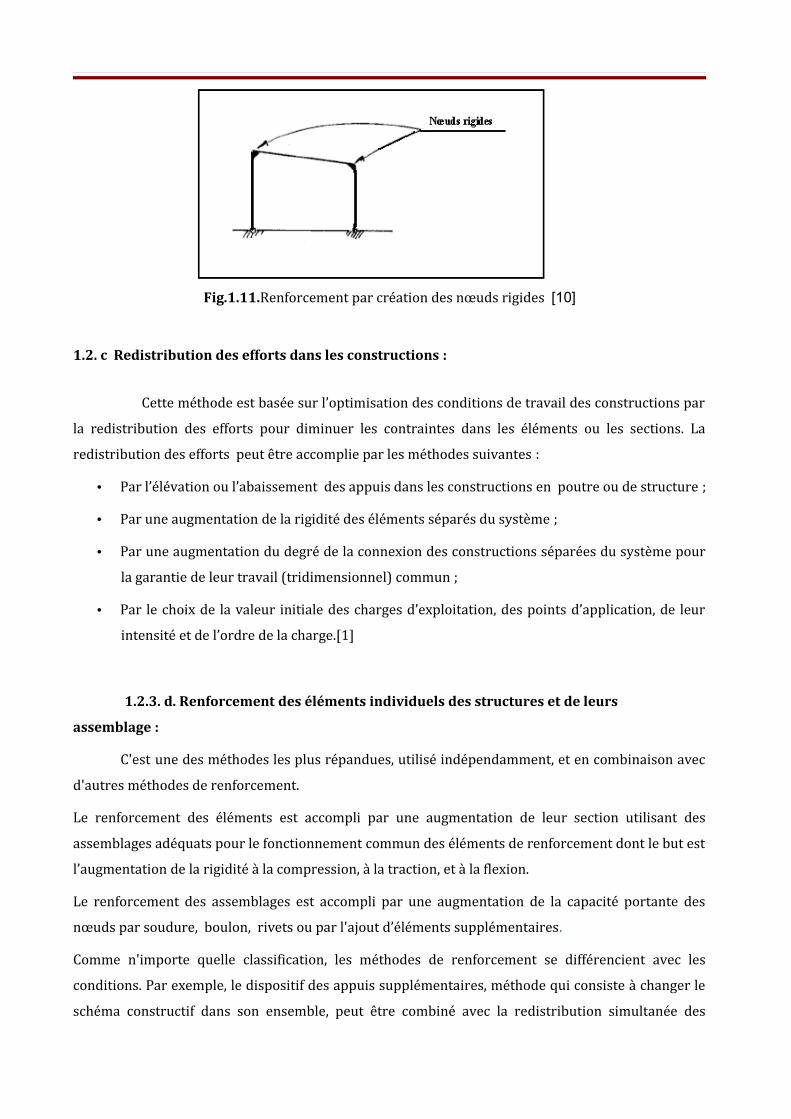
Fig.1.11.Renforcement par création des nœuds rigides [10]
1.2. c Redistribution des efforts dans les constructions :
Cette méthode est basée sur l’optimisation des conditions de travail des constructions par la redistribution des efforts pour diminuer les contraintes dans les éléments ou les sections. La redistribution des efforts peut être accomplie par les méthodes suivantes :• Par l’élévation ou l’abaissement des appuis dans les constructions en poutre ou de structure ;• Par une augmentation de la rigidité des éléments séparés du système ;• Par une augmentation du degré de la connexion des constructions séparées du système pour la garantie de leur travail (tridimensionnel) commun ;• Par le choix de la valeur initiale des charges d’exploitation, des points d’application, de leur intensité et de l’ordre de la charge.[1]
1.2.3. d. Renforcement des éléments individuels des structures et de leurs
assemblage : C'est une des méthodes les plus répandues, utilisé indépendamment, et en combinaison avec d'autres méthodes de renforcement.Le renforcement des éléments est accompli par une augmentation de leur section utilisant des assemblages adéquats pour le fonctionnement commun des éléments de renforcement dont le but est l’augmentation de la rigidité à la compression, à la traction, et à la flexion. Le renforcement des assemblages est accompli par une augmentation de la capacité portante des nœuds par soudure, boulon, rivets ou par l'ajout d’éléments supplémentaires.Comme n'importe quelle classification, les méthodes de renforcement se différencient avec les conditions. Par exemple, le dispositif des appuis supplémentaires, méthode qui consiste à changer le schéma constructif dans son ensemble, peut être combiné avec la redistribution simultanée des
efforts par le déplacement obligatoire de l'appui supplémentaire et du raidissage des parties par une augmentation des sections des éléments de la construction pris séparément.En outre, les méthodes séparées de renforcement peuvent être simultanément liées à deux ou à plusieurs méthodes. L’exemple concret consiste en l’évolution du système d’assemblage de la paillasse inférieure des barres de traverse des structures de bâtiment : d'un côté, on change le schéma constructif de la construction, d’un autre côté, on assure le travail tridimensionnel de la l’ossature et par suite on obtient une redistribution des efforts dans la construction.1.2.2. Schémas de renforcement des éléments de construction :
La possibilité d'appliquer différentes méthodes de renforcement (changement du diagramme et des conditions statiques, la redistribution des efforts et des endroits de renforcement etc.…) doivent être prise en considération lors de réparation. Un certain nombre de diagrammes est basé sur l'introduction des éléments précontraints de renforcement.L’utilisation de la précontrainte dans les constructions pour le renforcement peut être accompli par l'utilisation des méthodes conseillées de constructions en précontrainte habituelle, ou les méthodes spéciales. Le caractère particulier de la précontrainte et de la redistribution des efforts pendant le renforcement est la possibilité de transmettre une partie des efforts aux constructions voisines, qui doivent être vérifiées pendant l’exploitation et pour d’autres cas définis par les calculs.Pendant le renforcement des constructions sans précontrainte il est nécessaire que les éléments soient introduits avec fiabilité avec le fonctionnement général de la construction principale. Le choix du matériel des éléments du renforcement dépend de la méthode de renforcement et des conditions de travail des constructions. Pour les éléments en précontrainte il est avantageux d’utiliser des aciers haute résistance. L'application des aciers de haute résistance peut s'avérer efficace et lorsqu'il s'agit du renforcement sans effort de précontrainte, cela se fait en faisant travailler les aciers dans le domaine élasto-plastique de la construction renforcée. Cependant, dans la majorité des cas il est avantageux de projeter les éléments du renforcement avec des aciers ordinaires, puisqu'ils reçoivent des efforts seulement quand la charge augmente après le renforcement.
1.3. RENFORCEMENT DES POUTRES ET DES STRUCTURES DE CONSTRUCTIONS
METALLIQUES :
1.3.1. Renforcement par l'introduction des distributeurs spéciaux (Fig.1.12).
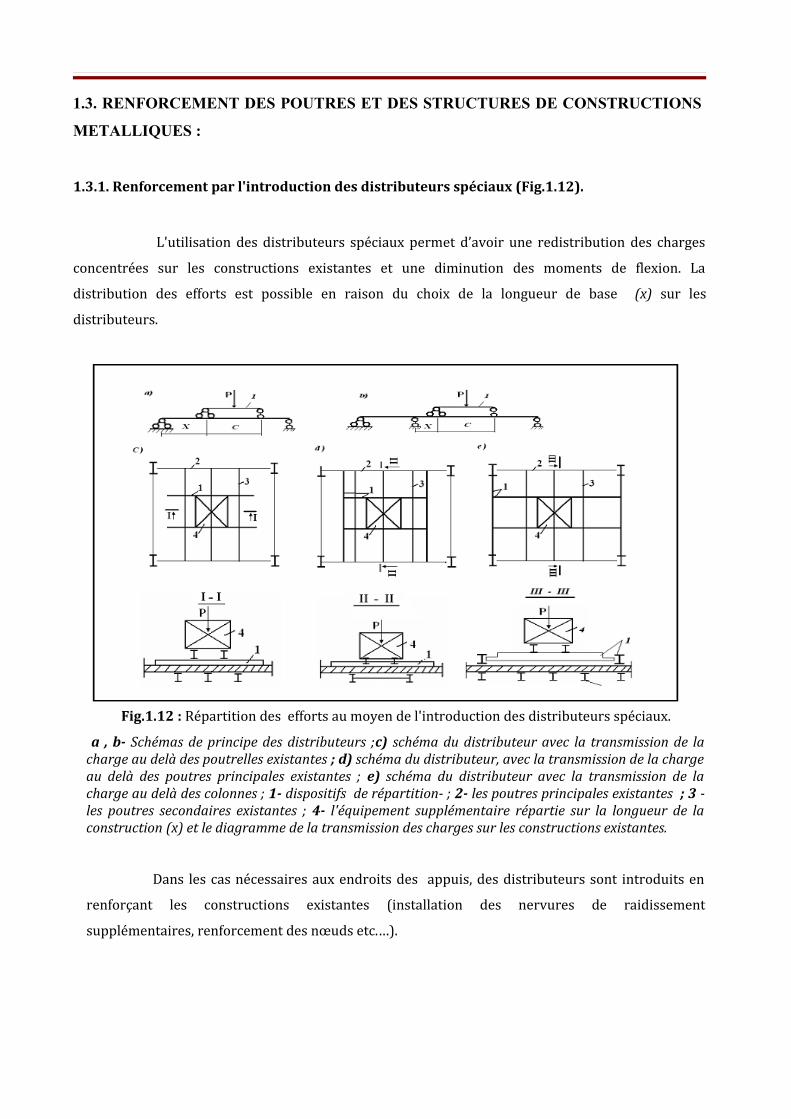
L'utilisation des distributeurs spéciaux permet d’avoir une redistribution des charges concentrées sur les constructions existantes et une diminution des moments de flexion. La distribution des efforts est possible en raison du choix de la longueur de base (x) sur les distributeurs.
Fig.1.12 : Répartition des efforts au moyen de l'introduction des distributeurs spéciaux. a , b- Schémas de principe des distributeurs ;c) schéma du distributeur avec la transmission de la charge au delà des poutrelles existantes ; d) schéma du distributeur, avec la transmission de la charge au delà des poutres principales existantes ; e) schéma du distributeur avec la transmission de la charge au delà des colonnes ; 1- dispositifs de répartition- ; 2- les poutres principales existantes ; 3 - les poutres secondaires existantes ; 4- l'équipement supplémentaire répartie sur la longueur de la construction (x) et le diagramme de la transmission des charges sur les constructions existantes.
Dans les cas nécessaires aux endroits des appuis, des distributeurs sont introduits en renforçant les constructions existantes (installation des nervures de raidissement supplémentaires, renforcement des nœuds etc.…).
1.3.2. Renforcement des toitures de constructions par l’ajout de poutres et des
colonnes supplémentaires (Fig.1.13):
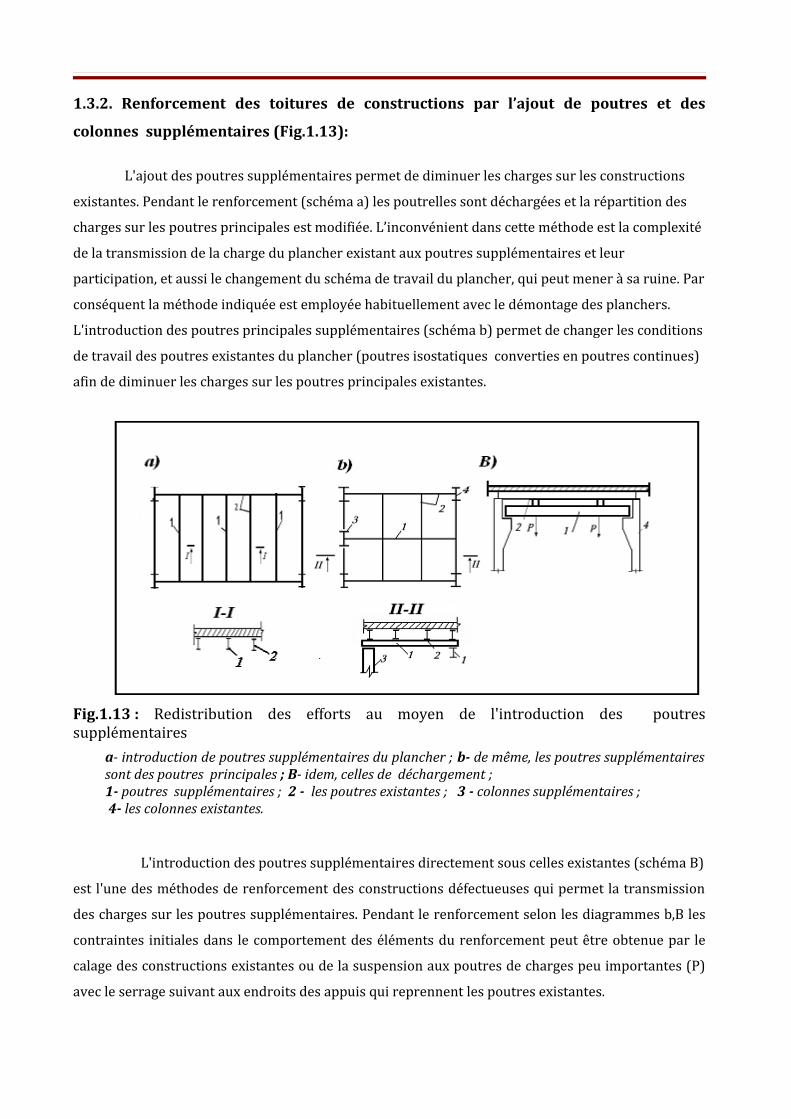
L'ajout des poutres supplémentaires permet de diminuer les charges sur les constructions existantes. Pendant le renforcement (schéma a) les poutrelles sont déchargées et la répartition des charges sur les poutres principales est modifiée. L’inconvénient dans cette méthode est la complexité de la transmission de la charge du plancher existant aux poutres supplémentaires et leur participation, et aussi le changement du schéma de travail du plancher, qui peut mener à sa ruine. Par conséquent la méthode indiquée est employée habituellement avec le démontage des planchers.L'introduction des poutres principales supplémentaires (schéma b) permet de changer les conditions de travail des poutres existantes du plancher (poutres isostatiques converties en poutres continues) afin de diminuer les charges sur les poutres principales existantes.
Fig.1.13 : Redistribution des efforts au moyen de l'introduction des poutres supplémentairesa- introduction de poutres supplémentaires du plancher ; b- de même, les poutres supplémentaires sont des poutres principales ; B- idem, celles de déchargement ; 1- poutres supplémentaires ; 2 - les poutres existantes ; 3 - colonnes supplémentaires ; 4- les colonnes existantes.
L'introduction des poutres supplémentaires directement sous celles existantes (schéma B) est l'une des méthodes de renforcement des constructions défectueuses qui permet la transmission des charges sur les poutres supplémentaires. Pendant le renforcement selon les diagrammes b,B les contraintes initiales dans le comportement des éléments du renforcement peut être obtenue par le calage des constructions existantes ou de la suspension aux poutres de charges peu importantes (P) avec le serrage suivant aux endroits des appuis qui reprennent les poutres existantes.
1.3.3. Renforcement des constructions par l’ajout d’appuis supplémentaires (Fig. 1.14) :
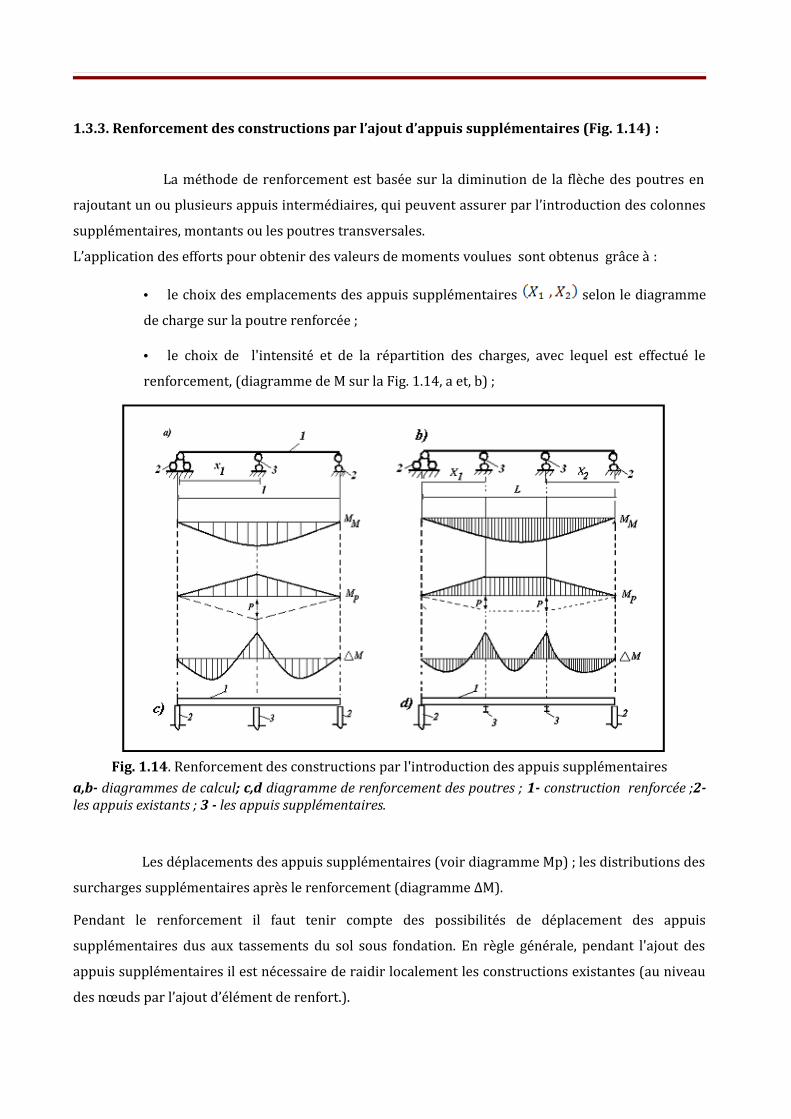
La méthode de renforcement est basée sur la diminution de la flèche des poutres en rajoutant un ou plusieurs appuis intermédiaires, qui peuvent assurer par l’introduction des colonnes supplémentaires, montants ou les poutres transversales.L’application des efforts pour obtenir des valeurs de moments voulues sont obtenus grâce à : • le choix des emplacements des appuis supplémentaires selon le diagramme de charge sur la poutre renforcée ; • le choix de l'intensité et de la répartition des charges, avec lequel est effectué le renforcement, (diagramme de M sur la Fig. 1.14, a et, b) ;
Fig. 1.14. Renforcement des constructions par l'introduction des appuis supplémentairesa,b- diagrammes de calcul; c,d diagramme de renforcement des poutres ; 1- construction renforcée ;2- les appuis existants ; 3 - les appuis supplémentaires.
Les déplacements des appuis supplémentaires (voir diagramme Mp) ; les distributions des surcharges supplémentaires après le renforcement (diagramme ΔM).Pendant le renforcement il faut tenir compte des possibilités de déplacement des appuis supplémentaires dus aux tassements du sol sous fondation. En règle générale, pendant l'ajout des appuis supplémentaires il est nécessaire de raidir localement les constructions existantes (au niveau des nœuds par l’ajout d’élément de renfort.).
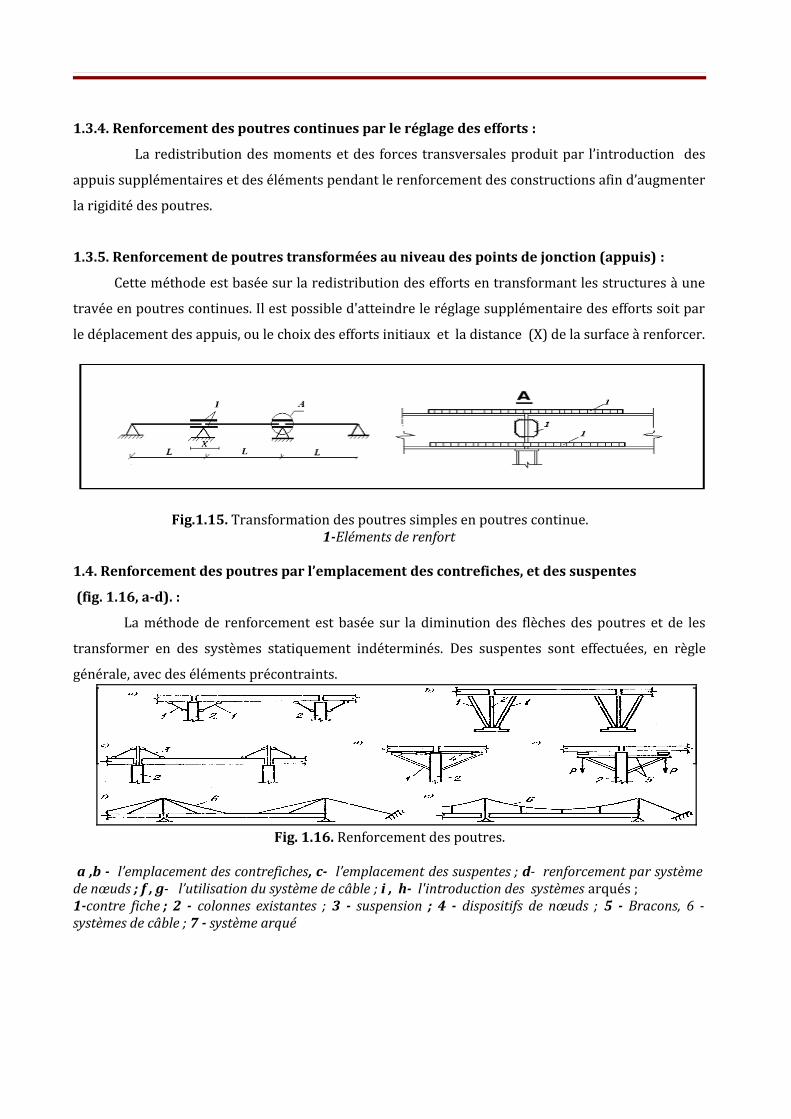
1.3.4. Renforcement des poutres continues par le réglage des efforts : La redistribution des moments et des forces transversales produit par l’introduction des appuis supplémentaires et des éléments pendant le renforcement des constructions afin d’augmenter la rigidité des poutres.1.3.5. Renforcement de poutres transformées au niveau des points de jonction (appuis) : Cette méthode est basée sur la redistribution des efforts en transformant les structures à une travée en poutres continues. Il est possible d'atteindre le réglage supplémentaire des efforts soit par le déplacement des appuis, ou le choix des efforts initiaux et la distance (X) de la surface à renforcer.
Fig.1.15. Transformation des poutres simples en poutres continue.1-Eléments de renfort
1.4. Renforcement des poutres par l’emplacement des contrefiches, et des suspentes
(fig. 1.16, a-d). : La méthode de renforcement est basée sur la diminution des flèches des poutres et de les transformer en des systèmes statiquement indéterminés. Des suspentes sont effectuées, en règle générale, avec des éléments précontraints.
Fig. 1.16. Renforcement des poutres. a ,b - l’emplacement des contrefiches, c- l’emplacement des suspentes ; d- renforcement par système de nœuds ; f , g- l’utilisation du système de câble ; i , h- l'introduction des systèmes arqués ;1-contre fiche ; 2 - colonnes existantes ; 3 - suspension ; 4 - dispositifs de nœuds ; 5 - Bracons, 6 - systèmes de câble ; 7 - système arqué
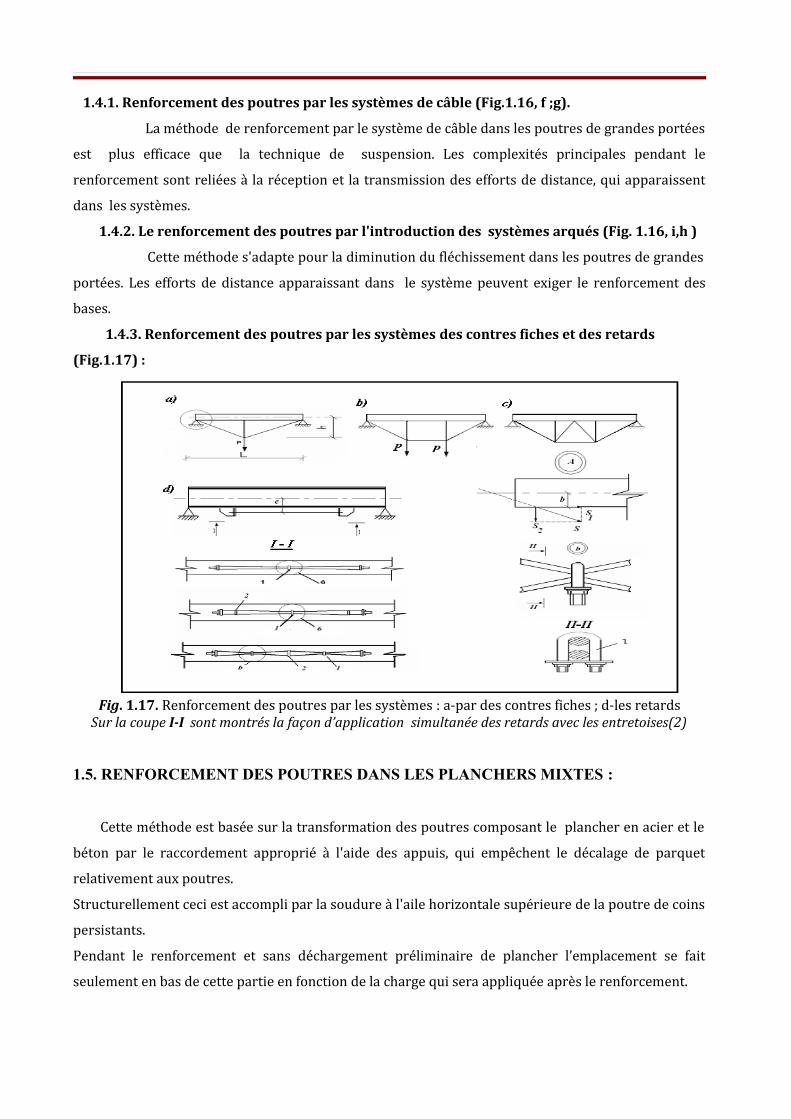
1.4.1. Renforcement des poutres par les systèmes de câble (Fig.1.16, f ;g). La méthode de renforcement par le système de câble dans les poutres de grandes portées est plus efficace que la technique de suspension. Les complexités principales pendant le renforcement sont reliées à la réception et la transmission des efforts de distance, qui apparaissent dans les systèmes. 1.4.2. Le renforcement des poutres par l'introduction des systèmes arqués (Fig. 1.16, i,h ) Cette méthode s'adapte pour la diminution du fléchissement dans les poutres de grandes portées. Les efforts de distance apparaissant dans le système peuvent exiger le renforcement des bases. 1.4.3. Renforcement des poutres par les systèmes des contres fiches et des retards
(Fig.1.17) :
Fig. 1.17. Renforcement des poutres par les systèmes : a-par des contres fiches ; d-les retards Sur la coupe I-I sont montrés la façon d’application simultanée des retards avec les entretoises(2)
1.5. RENFORCEMENT DES POUTRES DANS LES PLANCHERS MIXTES :
Cette méthode est basée sur la transformation des poutres composant le plancher en acier et le béton par le raccordement approprié à l'aide des appuis, qui empêchent le décalage de parquet relativement aux poutres.Structurellement ceci est accompli par la soudure à l'aile horizontale supérieure de la poutre de coins persistants.Pendant le renforcement et sans déchargement préliminaire de plancher l’emplacement se fait seulement en bas de cette partie en fonction de la charge qui sera appliquée après le renforcement.
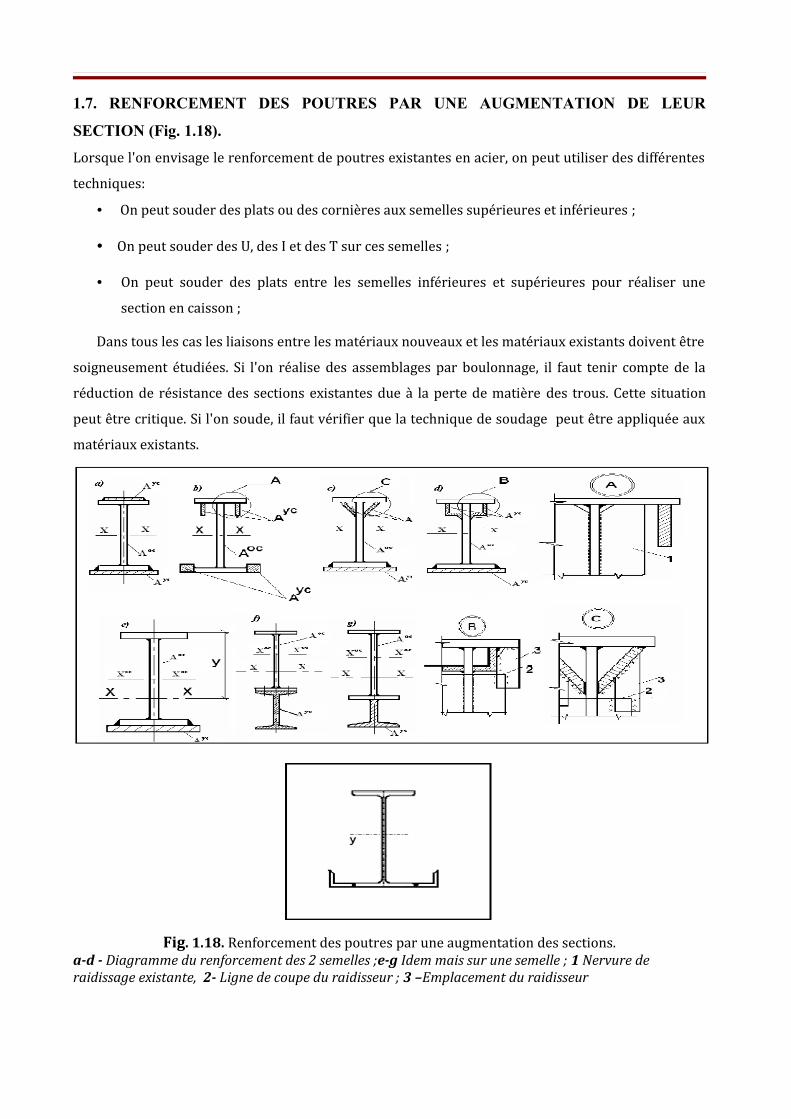
1.7. RENFORCEMENT DES POUTRES PAR UNE AUGMENTATION DE LEUR
SECTION (Fig. 1.18).Lorsque l'on envisage le renforcement de poutres existantes en acier, on peut utiliser des différentes techniques:• On peut souder des plats ou des cornières aux semelles supérieures et inférieures ;• On peut souder des U, des I et des T sur ces semelles ;• On peut souder des plats entre les semelles inférieures et supérieures pour réaliser une section en caisson ; Dans tous les cas les liaisons entre les matériaux nouveaux et les matériaux existants doivent être soigneusement étudiées. Si l'on réalise des assemblages par boulonnage, il faut tenir compte de la réduction de résistance des sections existantes due à la perte de matière des trous. Cette situation peut être critique. Si l'on soude, il faut vérifier que la technique de soudage peut être appliquée aux matériaux existants.
Fig. 1.18. Renforcement des poutres par une augmentation des sections.a-d - Diagramme du renforcement des 2 semelles ;e-g Idem mais sur une semelle ; 1 Nervure de raidissage existante, 2- Ligne de coupe du raidisseur ; 3 –Emplacement du raidisseur
Une méthode semblable être employée comme méthode indépendante de renforcement ou en combinaison avec les méthodes de régularisation des efforts dans les constructions. Pendant le renforcement le choix du diagramme est déterminé d'abord par des considérations technologiques sur la base de la convenance et les possibilités du raccordement des éléments du renforcement.Du point de vue de la croissance de la rigidité de la section, plusieurs schémas de renforcement ont été montrés pour les poutres symétriques dont le centre de gravité est pratiquement fixe (schéma 1.18). Le choix des dimensions des éléments du renforcement est dicté par la possibilité de l'application des soudures dans la position inférieure; habituellement pour renforcer les ailes horizontales des poutres, des bandes d’acier sont employées.Au renforcement unilatéral asymétrique selon le diagramme d, le renforcement à côté double est économiquement et techniquement inopportune (en raison du besoin de démontage du plancher, de complexité de la mise en œuvre des travaux). On devrait considérer que le renforcement de type présenté au diagramme d est inefficace avec la possibilité d'employer seulement l'étape élastique du travail des poutres intensives, puisque pratiquement il n'assure pas la croissance du moment de la résistance de la zone comprimée de la section. (Simultanément avec une augmentation dans le moment de l'inertie qu'elle se développe). C'est pourquoi ceci qui renforce peut être accompli seulement avec l'utilisation d'un comportement élasto-plastique du travail des poutres renforcées.Les diagrammes f et g du renforcement asymétrique à l'aide des T-sections ou au double T sont plus efficaces ; cependant, ils sont reliés pour le besoin de recourbement préliminaire des éléments rigides du renforcement selon la forme de la courbure des poutres renforcées, et donc pendant le renforcement sous la charge qu'ils exigent l'application des crics puissants. Un inconvénient dans ces diagrammes est et la complexité de l'attache des éléments du renforcement à l'aide de la soudure (diagramme f) ou boulons de haute résistance (diagramme g).
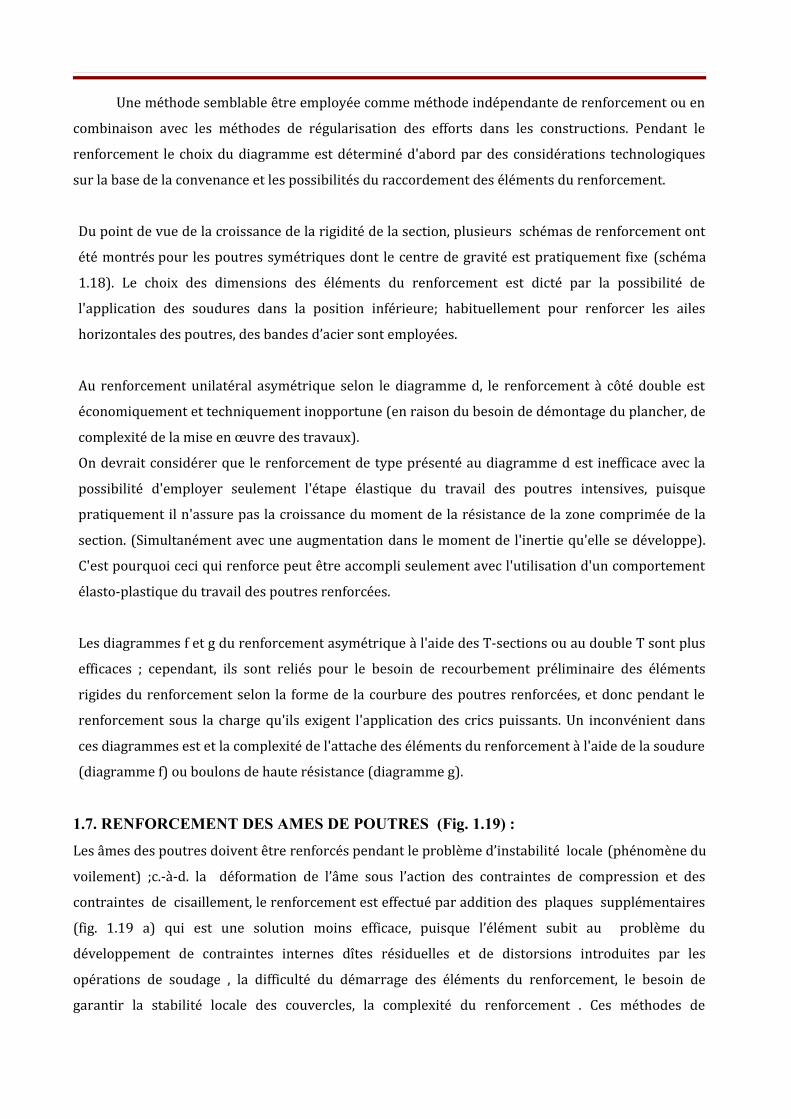
1.7. RENFORCEMENT DES AMES DE POUTRES (Fig. 1.19) :Les âmes des poutres doivent être renforcés pendant le problème d’instabilité locale (phénomène du voilement) ;c.-à-d. la déformation de l’âme sous l’action des contraintes de compression et des contraintes de cisaillement, le renforcement est effectué par addition des plaques supplémentaires (fig. 1.19 a) qui est une solution moins efficace, puisque l’élément subit au problème du développement de contraintes internes dîtes résiduelles et de distorsions introduites par les opérations de soudage , la difficulté du démarrage des éléments du renforcement, le besoin de garantir la stabilité locale des couvercles, la complexité du renforcement . Ces méthodes de
renforcement sont plus acceptables structurellement et technologiquement pour l'arrangement des nervures de raidissement transversales, longitudinales ou inclinées supplémentaires.Les nervures supplémentaires servent à la perception et à la transmission en bas de poutre des forces concentrées importantes (dans les endroits de l'appui des poutres transversales supplémentaires, contrefiches,) ou de la garantie de la stabilité locale des sections de l’âme dans la zone de l'action des forces transversales significatives (où décisifs, du point de vue de la stabilité locale, sont les efforts de cisaillement).Des bords longitudinaux supplémentaires peuvent être établis afin de la garantie de la stabilité locale des âmes de poutres, où l'influence actuelle de la stabilité locale rend des efforts normaux.
Fig. 1.19. Schémas de renforcement des âmes de poutres
1- plats supplémentaires ; (2-3-4-5) - nervures de raidissement transversales, longitudinales,
courtes et diagonales supplémentaires ; 6- les plaques de jonction supplémentaires
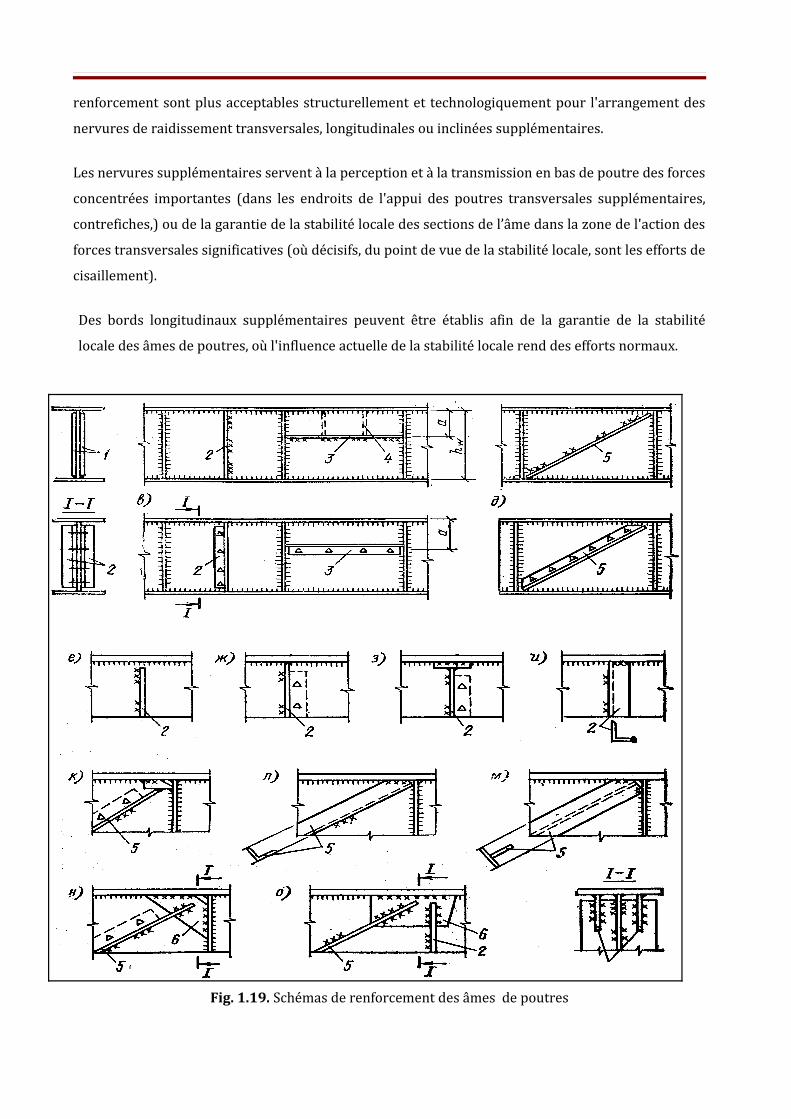
Fig1.20 : Coupe transversale du renforcement d’âme par l’addition des plats boulonnés [11]
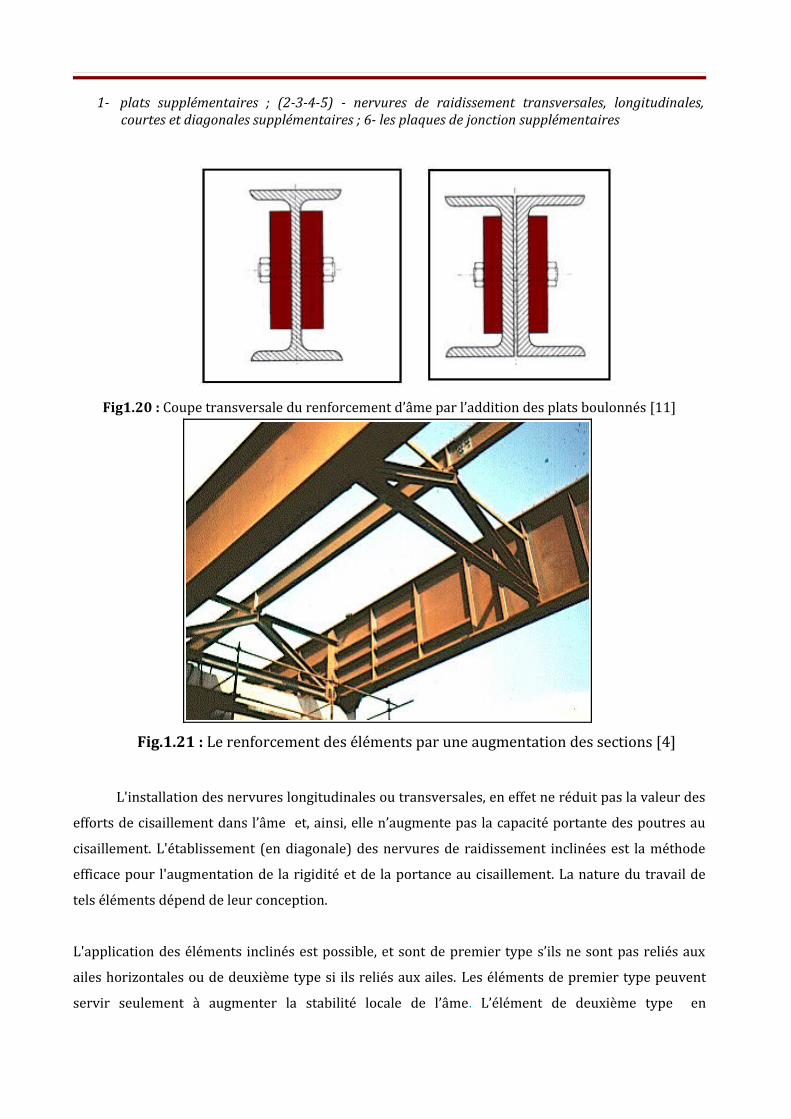
Fig.1.21 : Le renforcement des éléments par une augmentation des sections [4] L'installation des nervures longitudinales ou transversales, en effet ne réduit pas la valeur des efforts de cisaillement dans l’âme et, ainsi, elle n’augmente pas la capacité portante des poutres au cisaillement. L'établissement (en diagonale) des nervures de raidissement inclinées est la méthode efficace pour l'augmentation de la rigidité et de la portance au cisaillement. La nature du travail de tels éléments dépend de leur conception.L'application des éléments inclinés est possible, et sont de premier type s’ils ne sont pas reliés aux ailes horizontales ou de deuxième type si ils reliés aux ailes. Les éléments de premier type peuvent servir seulement à augmenter la stabilité locale de l’âme. L’élément de deuxième type en
combinaison avec les nervures transversales existantes forment l'armature et permettent de réduire considérablement les efforts de cisaillement dans l’âme. 1.8 GARANTIE DE LA STABILITE GENERALE DES POUTRES : La stabilité commune des poutres peut être assurée par la diminution de leur longueur libre due aux mesures supplémentaires de conception (en créant des raccordements pour le plancher rigide, l'introduction des contraintes supplémentaires, des poutres transversales, de diaphragmes.),
1.9. RENFORCEMENT DES FERMES :
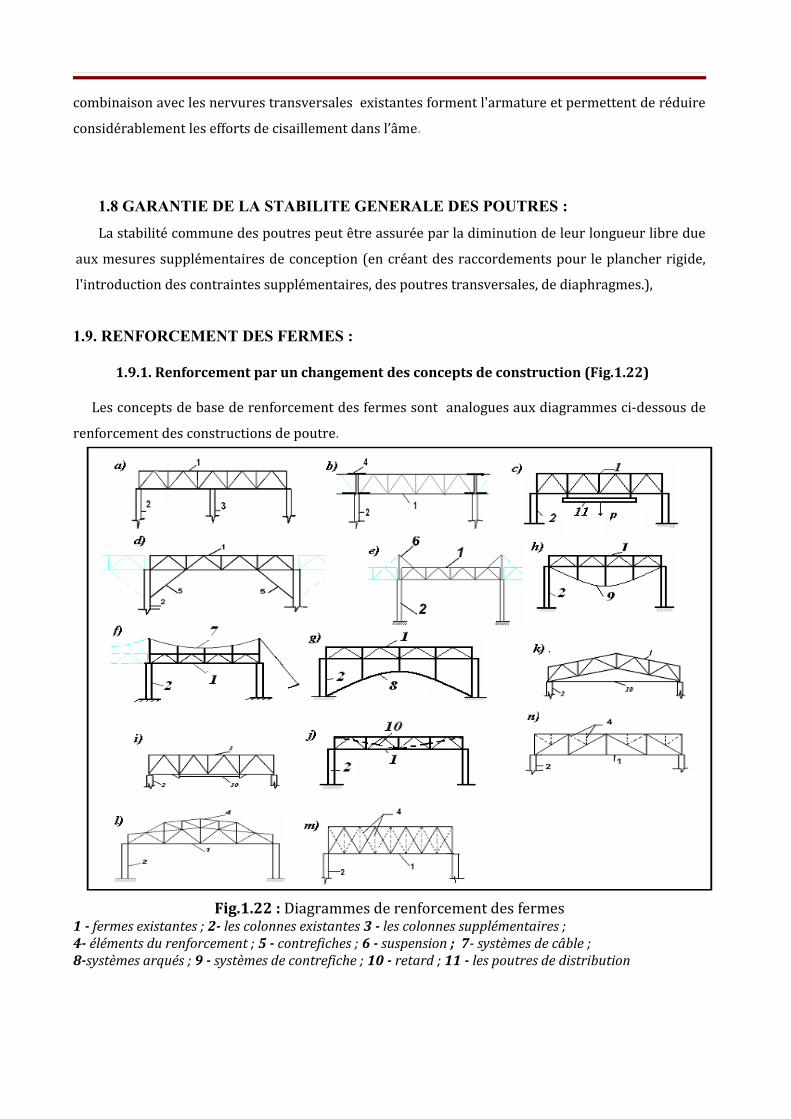
1.9.1. Renforcement par un changement des concepts de construction (Fig.1.22)Les concepts de base de renforcement des fermes sont analogues aux diagrammes ci-dessous de renforcement des constructions de poutre.
Fig.1.22 : Diagrammes de renforcement des fermes1 - fermes existantes ; 2- les colonnes existantes 3 - les colonnes supplémentaires ;4- éléments du renforcement ; 5 - contrefiches ; 6 - suspension ; 7- systèmes de câble ;8-systèmes arqués ; 9 - systèmes de contrefiche ; 10 - retard ; 11 - les poutres de distribution
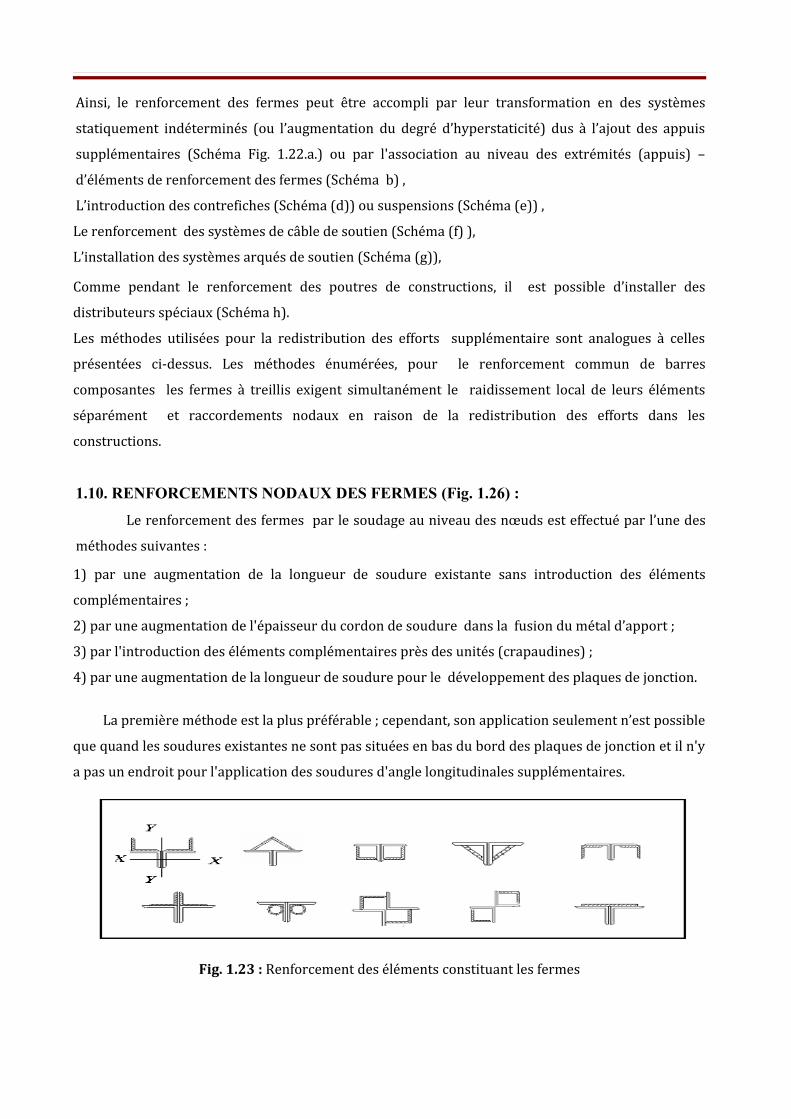
Ainsi, le renforcement des fermes peut être accompli par leur transformation en des systèmes statiquement indéterminés (ou l’augmentation du degré d’hyperstaticité) dus à l’ajout des appuis supplémentaires (Schéma Fig. 1.22.a.) ou par l'association au niveau des extrémités (appuis) – d’éléments de renforcement des fermes (Schéma b) ,L’introduction des contrefiches (Schéma (d)) ou suspensions (Schéma (e)) ,Le renforcement des systèmes de câble de soutien (Schéma (f) ),L’installation des systèmes arqués de soutien (Schéma (g)),Comme pendant le renforcement des poutres de constructions, il est possible d’installer des distributeurs spéciaux (Schéma h).Les méthodes utilisées pour la redistribution des efforts supplémentaire sont analogues à celles présentées ci-dessus. Les méthodes énumérées, pour le renforcement commun de barres composantes les fermes à treillis exigent simultanément le raidissement local de leurs éléments séparément et raccordements nodaux en raison de la redistribution des efforts dans les constructions.1.10. RENFORCEMENTS NODAUX DES FERMES (Fig. 1.26) : Le renforcement des fermes par le soudage au niveau des nœuds est effectué par l’une des méthodes suivantes :1) par une augmentation de la longueur de soudure existante sans introduction des éléments complémentaires ;2) par une augmentation de l'épaisseur du cordon de soudure dans la fusion du métal d’apport ;3) par l'introduction des éléments complémentaires près des unités (crapaudines) ;4) par une augmentation de la longueur de soudure pour le développement des plaques de jonction. La première méthode est la plus préférable ; cependant, son application seulement n’est possible que quand les soudures existantes ne sont pas situées en bas du bord des plaques de jonction et il n'y a pas un endroit pour l'application des soudures d'angle longitudinales supplémentaires.
Fig. 1.23 : Renforcement des éléments constituant les fermes
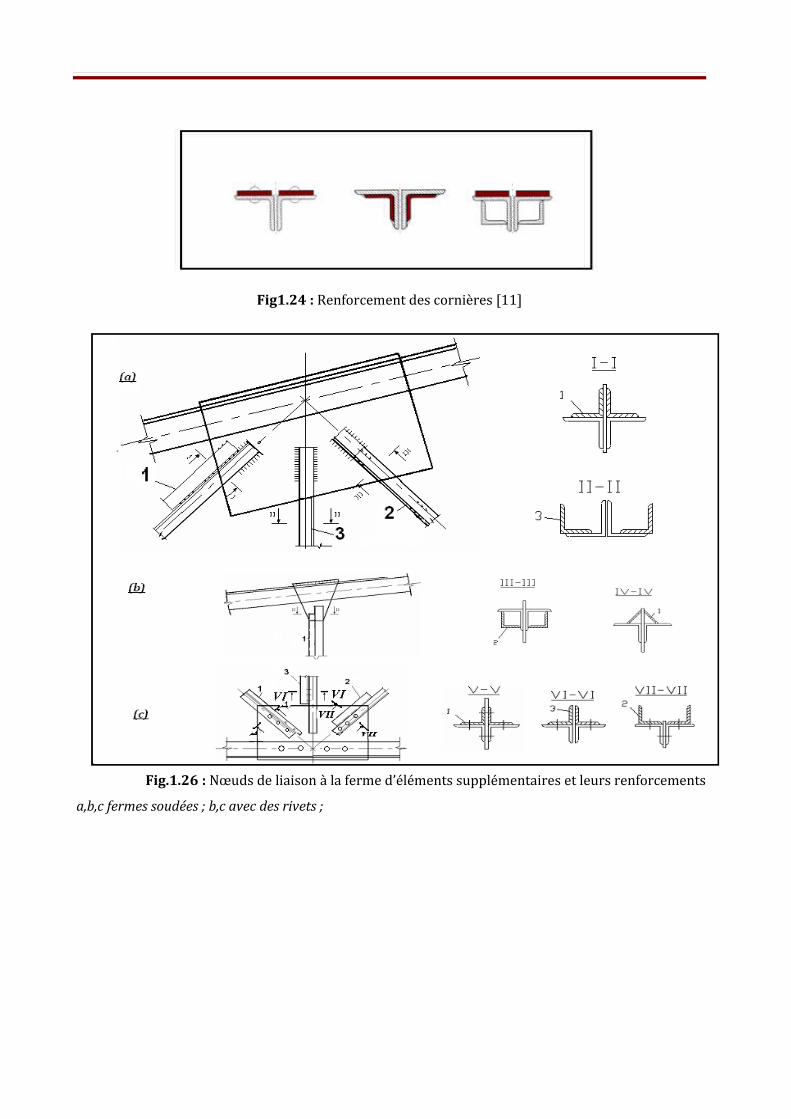
Fig1.24 : Renforcement des cornières [11]
Fig.1.26 : Nœuds de liaison à la ferme d’éléments supplémentaires et leurs renforcements a,b,c fermes soudées ; b,c avec des rivets ;
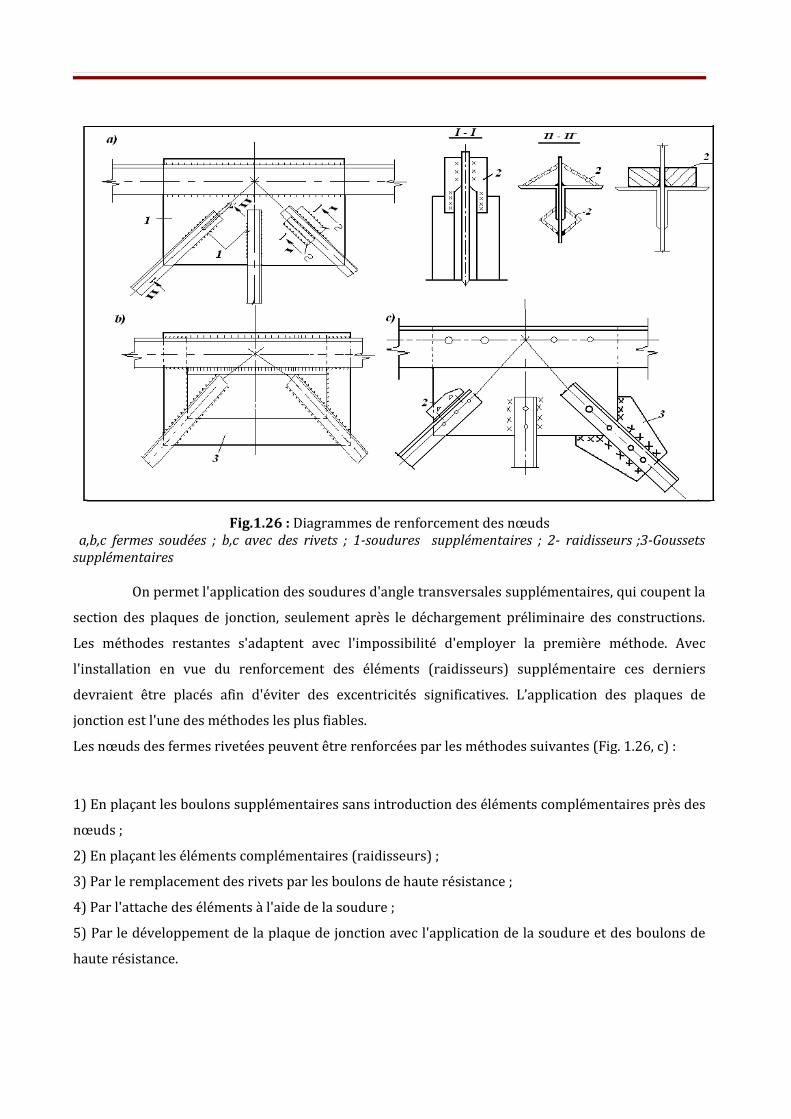
Fig.1.26 : Diagrammes de renforcement des nœuds a,b,c fermes soudées ; b,c avec des rivets ; 1-soudures supplémentaires ; 2- raidisseurs ;3-Goussets supplémentaires On permet l'application des soudures d'angle transversales supplémentaires, qui coupent la section des plaques de jonction, seulement après le déchargement préliminaire des constructions. Les méthodes restantes s'adaptent avec l'impossibilité d'employer la première méthode. Avec l'installation en vue du renforcement des éléments (raidisseurs) supplémentaire ces derniers devraient être placés afin d'éviter des excentricités significatives. L’application des plaques de jonction est l'une des méthodes les plus fiables.Les nœuds des fermes rivetées peuvent être renforcées par les méthodes suivantes (Fig. 1.26, c) :1) En plaçant les boulons supplémentaires sans introduction des éléments complémentaires près des nœuds ;2) En plaçant les éléments complémentaires (raidisseurs) ;3) Par le remplacement des rivets par les boulons de haute résistance ;4) Par l'attache des éléments à l'aide de la soudure ;5) Par le développement de la plaque de jonction avec l'application de la soudure et des boulons de haute résistance.
La première méthode est possible avec la présence de l'endroit pour des distributions des boulons supplémentaires. Son inconvénient est le fait qu'avec le serrage du paquet (le processus de la tension des boulons) peut se produire un affaiblissement des rivets existants, qui exigeront leur remplacement. La deuxième méthode est reliée à la naissance des excentricités supplémentaires et pour la transmission indirecte des efforts. Son efficacité peut être augmentée par l'attache des raidisseurs à l'aide des boulons de haute résistance. Le remplacement des rivets par des boulons de haute résistance est possible seulement après le déchargement des constructions et nécessite un travail volumineux, quand il n’y a pas de possibilités d'employer d'autres méthodes de renforcement.Les pièces de raccordements par rivet et par les soudures d'angle longitudinales est la méthode efficace de renforcement et s'adapte dans les cas quand le matériel et les conditions pour le travail des constructions permet l'application de la soudure.1.11. GARANTIE DE RIGIDITE TRIDIMENSIONNELLE ET STABILITE DES
FERMES : La rigidité tridimensionnelle des constructions est assurée par l'introduction des raccordements horizontaux et verticaux supplémentaires, en plaçant des entretoises, soulevant sensiblement des fermes de stabilité de leur appui. Les éléments supplémentaires dans la majorité des cas sont établis sans déchargement préliminaire des constructions.1.12. LE RENFORCEMENT DES COLONNES :
1.12.1. Le renforcement par la diminution de la longueur de flambement
(fig.1.27 a-c) :Cette méthode est la plus efficace de renforcer les colonnes comprimées (poteaux) de grande ou moyenne flexibilité. La diminution de la longueur du flambement calculée peut être effectuée par l'arrangement des contraintes supplémentaires, entretoises (Schéma a et b), contrefiches (Schéma c) ou de changement des conditions de l'ancrage des poteaux (par la transformation des bases articulées en bases rigides et ainsi de suite).
1.12.2. Le renforcement par l'introduction des contreventements et des tirants (fig.
1.27).La méthode raisonnable pour régler le problème d’instabilité élastique dans les colonnes est effectuée par l’introduction des contreventements (Fig.1.27 a,b) à mi porté du poteau afin de diminuer la longueur de flambement , ou bien par l’emplacement des tirants (Fig.1.27c.d)Par le choix de la valeur de l’effort préliminaire des renforts et du type de leur rigidité, il est possible d'exclure l’introduction des appuis supplémentaires. La valeur de l'effort préliminaire est normalisée par des états de force des colonnes.1.12.3. Le renforcement par les tubes télescopiques (fig. 1.27, g).: Les tubes télescopiques forment des constructions complexes précontraintes du type « tube dans un tube », où le tube interne est comprimé, et l'externe est tendu. L'effort de précontrainte des tubes est accompli par une méthode mécanique ou thermique. Le tube externe est coupé après l'installation des tubes télescopiques et leurs réglages se fait aux extrémités et aux bases des colonnes existantes, et l'effort de la précontrainte du tube interne est transférée comme « anti-charge » sur la colonne comprimée renforcée.
Fig.1.27: Renforcement des colonnes
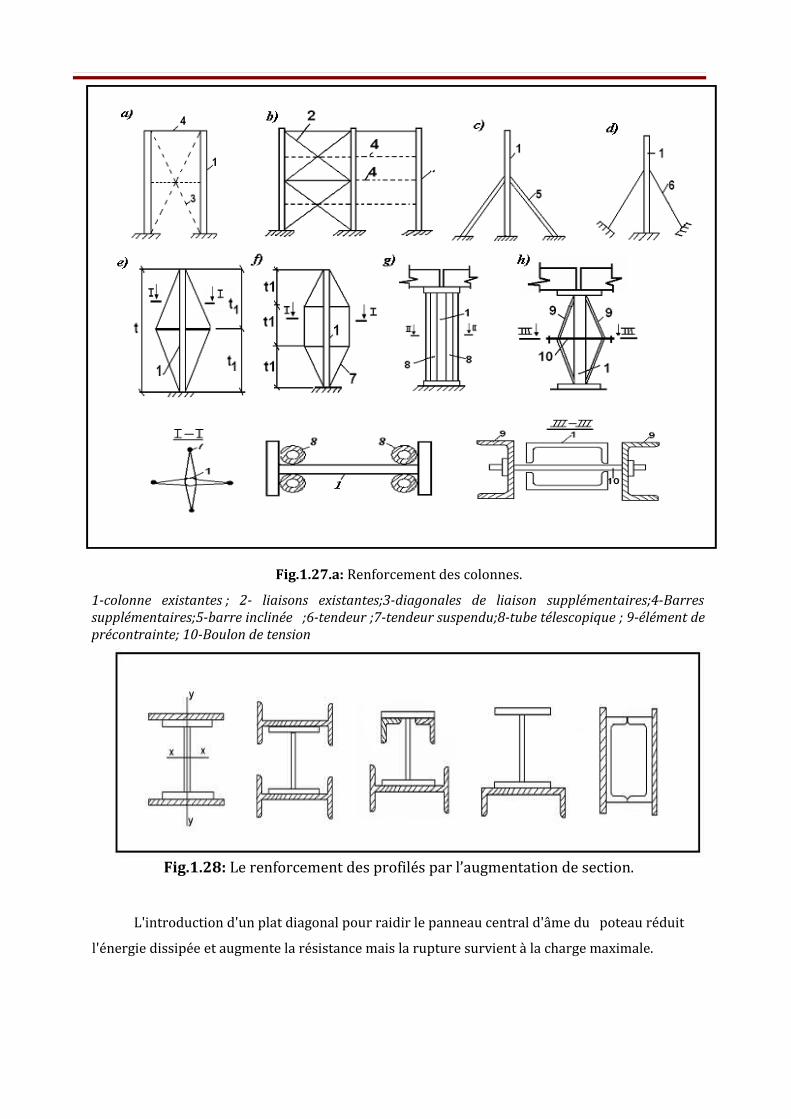
Fig.1.27.a: Renforcement des colonnes.1-colonne existantes ; 2- liaisons existantes;3-diagonales de liaison supplémentaires;4-Barres supplémentaires;5-barre inclinée ;6-tendeur ;7-tendeur suspendu;8-tube télescopique ; 9-élément de précontrainte; 10-Boulon de tension
Fig.1.28: Le renforcement des profilés par l’augmentation de section. L'introduction d'un plat diagonal pour raidir le panneau central d'âme du poteau réduit l'énergie dissipée et augmente la résistance mais la rupture survient à la charge maximale.
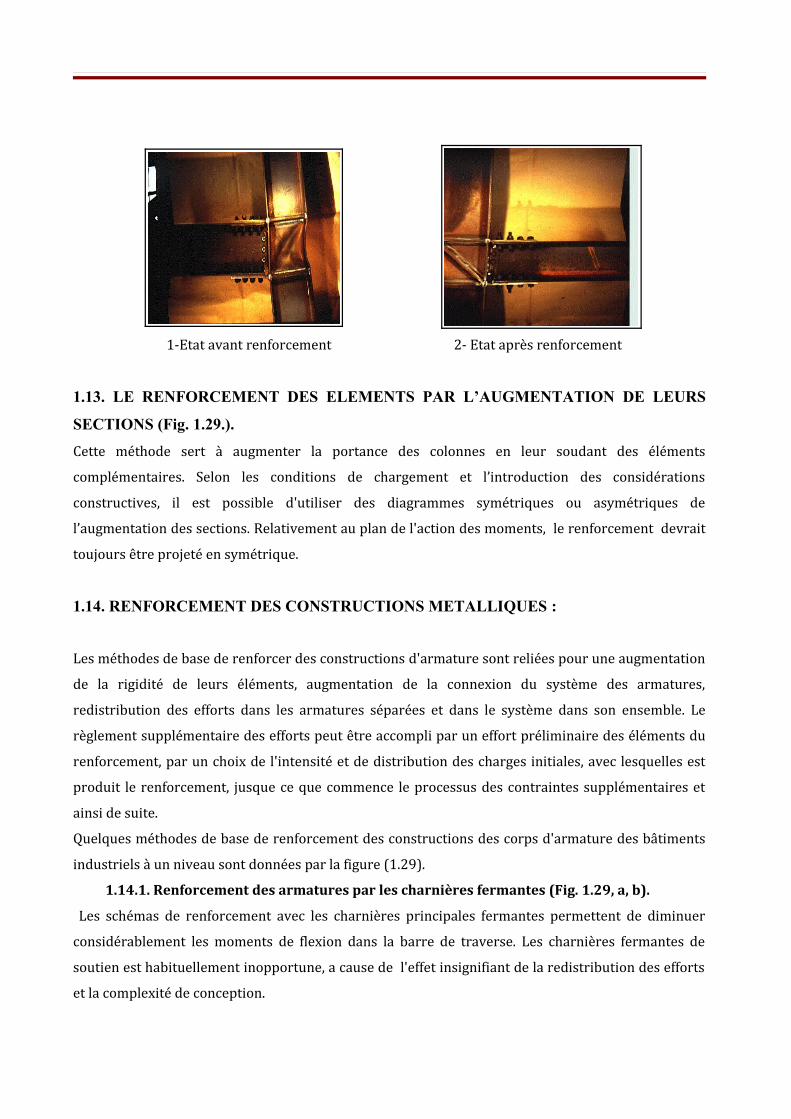
1-Etat avant renforcement 2- Etat après renforcement 1.13. LE RENFORCEMENT DES ELEMENTS PAR L’AUGMENTATION DE LEURS
SECTIONS (Fig. 1.29.). Cette méthode sert à augmenter la portance des colonnes en leur soudant des éléments complémentaires. Selon les conditions de chargement et l’introduction des considérations constructives, il est possible d'utiliser des diagrammes symétriques ou asymétriques de l’augmentation des sections. Relativement au plan de l'action des moments, le renforcement devrait toujours être projeté en symétrique. 1.14. RENFORCEMENT DES CONSTRUCTIONS METALLIQUES :
Les méthodes de base de renforcer des constructions d'armature sont reliées pour une augmentation de la rigidité de leurs éléments, augmentation de la connexion du système des armatures, redistribution des efforts dans les armatures séparées et dans le système dans son ensemble. Le règlement supplémentaire des efforts peut être accompli par un effort préliminaire des éléments du renforcement, par un choix de l'intensité et de distribution des charges initiales, avec lesquelles est produit le renforcement, jusque ce que commence le processus des contraintes supplémentaires et ainsi de suite.Quelques méthodes de base de renforcement des constructions des corps d'armature des bâtiments industriels à un niveau sont données par la figure (1.29). 1.14.1. Renforcement des armatures par les charnières fermantes (Fig. 1.29, a, b). Les schémas de renforcement avec les charnières principales fermantes permettent de diminuer considérablement les moments de flexion dans la barre de traverse. Les charnières fermantes de soutien est habituellement inopportune, a cause de l'effet insignifiant de la redistribution des efforts et la complexité de conception.
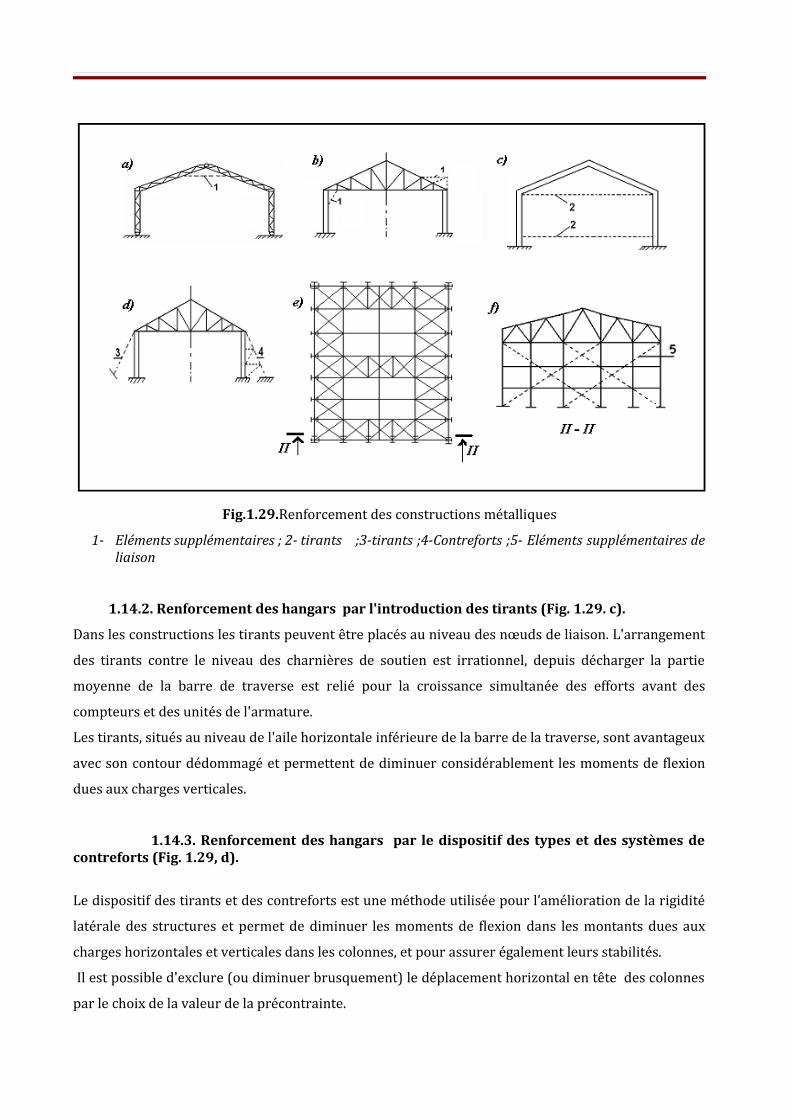
Fig.1.29.Renforcement des constructions métalliques1- Eléments supplémentaires ; 2- tirants ;3-tirants ;4-Contreforts ;5- Eléments supplémentaires de
liaison
1.14.2. Renforcement des hangars par l'introduction des tirants (Fig. 1.29. c). Dans les constructions les tirants peuvent être placés au niveau des nœuds de liaison. L'arrangement des tirants contre le niveau des charnières de soutien est irrationnel, depuis décharger la partie moyenne de la barre de traverse est relié pour la croissance simultanée des efforts avant des compteurs et des unités de l'armature.Les tirants, situés au niveau de l'aile horizontale inférieure de la barre de la traverse, sont avantageux avec son contour dédommagé et permettent de diminuer considérablement les moments de flexion dues aux charges verticales. 1.14.3. Renforcement des hangars par le dispositif des types et des systèmes de contreforts (Fig. 1.29, d).
Le dispositif des tirants et des contreforts est une méthode utilisée pour l’amélioration de la rigidité latérale des structures et permet de diminuer les moments de flexion dans les montants dues aux charges horizontales et verticales dans les colonnes, et pour assurer également leurs stabilités. Il est possible d'exclure (ou diminuer brusquement) le déplacement horizontal en tête des colonnes par le choix de la valeur de la précontrainte.
Une augmentation de la rigidité de la structure du bâtiment industriel peut être accomplie en renforçant toutes les éléments ou seulement des éléments séparés. 1.14.4. Redistribution des efforts dans les structures par une augmentation de la rigidité des
disques liés horizontalement (Fig. 1.29, e).Une augmentation de la rigidité des disques liés permet d’assurer le travail tridimensionnel de la structure du bâtiment dû à l'association des rames séparées dans le système tridimensionnel. Cette méthode de renforcement mène au déchargement des rames séparées sous l'influence des charges concentrées (par exemple, grue) sur elles en conséquence la redistribution d’une partie des charges aux rames adjacentes. La création des disques liés rigides (ou une augmentation de la rigidité de ceux existants) est réalisée en plaçant des diagonales et entretoises supplémentaires dans le plan des ailes horizontales inférieures (barres de traverse), qui forment l'armature horizontale rigide de la poutre.Une augmentation de la rigidité des disques liés peut être employée comme méthode indépendante de renforcement (avec de petite surcharge des montants de la rame) ou en combinaison avec d'autres méthodes, avec l'augmentation de la rigidité latérale des rames indépendantes de la structure ou de la création des disques rigides d'extrémité. 1.14.5. Renforcement des rames de structure par la création des extrémités rigides du
bâtiment (Fig. 1.29, f).
Cette méthode de renforcement peut être employée en étudiant le développement du système de contreventement du système horizontal sur les ailes horizontales inférieures des barres de traverse des armatures. La création des extrémités rigides du bâtiment est réalisée par une augmentation de la rigidité des cadres d'extrémité par le découplage de leurs barres diagonales. Une méthode semblable peut être employée pendant le renforcement des rames de constructions de bâtiments de petite ampleur, et elle est efficace pour les hauts bâtiments.1.15. GARANTIE DE STABILITE TRIDIMENSIONNELLE DES RAMES DE
CONSTRUCTIONS METALLIQUES :
La stabilité des rames de constructions à partir de rames planes peut être garantie en fonction du développement approprié du système de contreventement horizontal et vertical, qui diminue les longueurs libres des éléments de la structure à partir de la rame plane.Les méthodes générales indiquées et les exemples de renforcement pris en compte peuvent être employées dans les bâtiments à une seule ou plusieurs portées. Les méthodes de base d'une augmentation de la portance des rames de bâtiments à plusieurs étages sont également reliées par
une augmentation de la rigidité des éléments liés, des éléments séparés des structures et de leurs liaisons. La variété de types et de diagrammes de constructions à barres ne permet pas d’examiner tous les cas possibles. Les schémas de principe de leur renforcement sont semblables comme donnés ci-dessus. Ainsi, le renforcement des barres de traverse de treillis des rames est accompli par les méthodes, ceux présentés pour les fermes ; les barres de traverse continues des rames - par les méthodes, présentées pour les poutres ; les systèmes arqués- elle est semblable aux rames et ainsi de suite. Presque que toutes les méthodes de renforcement exigent une augmentation simultanée des sections des éléments séparés du système.
2.1. MODÈLE DE CONCEPTION DE L’ELEMENT :
Comme il a été déjà noté, une des méthodes les plus répandues pour augmenter la capacité portante des constructions en acier est le renforcement des éléments par l’augmentation de sections.Une augmentation de sections est réalisée au moyen du raccordement des éléments de renforcement. En conséquence de ce renforcement, la rigidité de la barre en traction (compression) et en flexion augmente. Les diagrammes de renforcement peuvent être différents et sont dictés par la forme de la section de l'élément renforcé, par les conditions de son assemblage et de son chargement avant et après le renforcement, par les considérations technologiques et de conception (la convenance dans l’assemblage des éléments de renforcement, la garantie de transfert sur eux des efforts, convenance dans la mise en oeuvre des travaux de soudure, la diminution des déformations de soudure). Dans la Fig. 2.1 sont indiqués certains systèmes répandus de renforcement des profilés en T ou en I.Ce qui est caractéristique pour tous les schémas est la complexité des formes de renforcement des sections et de la possibilité d’une orientation différente des composants de leurs éléments sur le plan x-y. Comme les éléments des constructions métalliques, en règle générale, possèdent au moins un plan de symétrie, dans ce qui suit-on considérera la présence dans la barre (renforcée) d’un plan de symétrie (plan z y), celui-ci coïncide avec le plan d’action des forces. Considérons aussi que le renforcement est également symétrique par rapport au plan de chargement. [9]
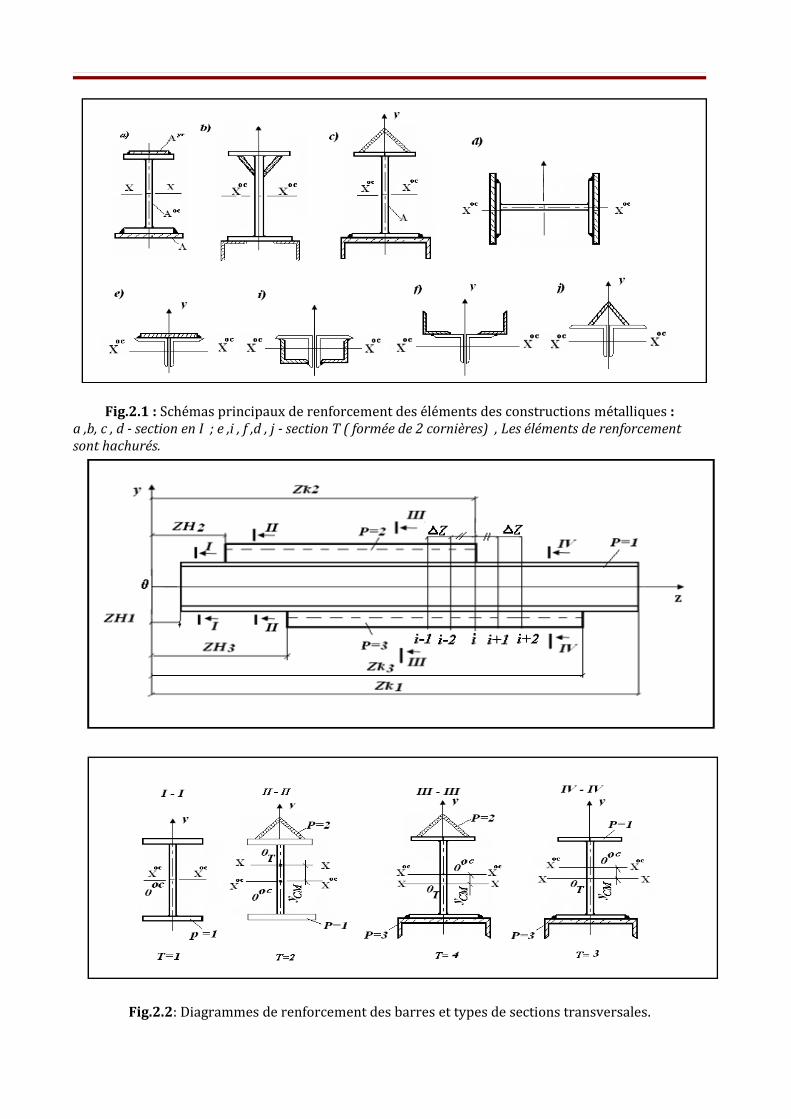
Fig.2.1 : Schémas principaux de renforcement des éléments des constructions métalliques :a ,b, c , d - section en I ; e ,i , f ,d , j - section T ( formée de 2 cornières) , Les éléments de renforcement sont hachurés.
Fig.2.2: Diagrammes de renforcement des barres et types de sections transversales.
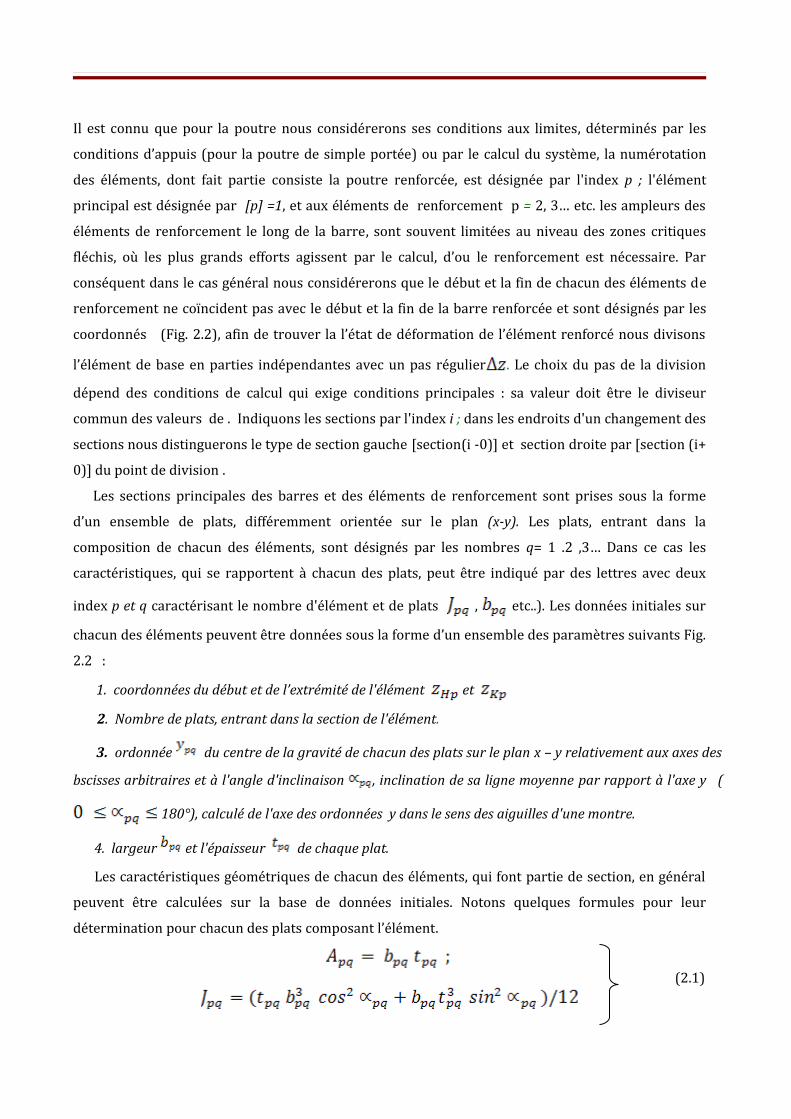
Il est connu que pour la poutre nous considérerons ses conditions aux limites, déterminés par les conditions d’appuis (pour la poutre de simple portée) ou par le calcul du système, la numérotation des éléments, dont fait partie consiste la poutre renforcée, est désignée par l'index p ; l'élément principal est désignée par [p] =1, et aux éléments de renforcement p = 2, 3… etc. les ampleurs des éléments de renforcement le long de la barre, sont souvent limitées au niveau des zones critiques fléchis, où les plus grands efforts agissent par le calcul, d’ou le renforcement est nécessaire. Par conséquent dans le cas général nous considérerons que le début et la fin de chacun des éléments de renforcement ne coïncident pas avec le début et la fin de la barre renforcée et sont désignés par les coordonnés (Fig. 2.2), afin de trouver la l’état de déformation de l’élément renforcé nous divisons l’élément de base en parties indépendantes avec un pas régulier . Le choix du pas de la division dépend des conditions de calcul qui exige conditions principales : sa valeur doit être le diviseur commun des valeurs de . Indiquons les sections par l'index i ; dans les endroits d'un changement des sections nous distinguerons le type de section gauche [section(i -0)] et section droite par [section (i+ 0)] du point de division .Les sections principales des barres et des éléments de renforcement sont prises sous la forme d’un ensemble de plats, différemment orientée sur le plan (x-y). Les plats, entrant dans la composition de chacun des éléments, sont désignés par les nombres q= 1 .2 ,3… Dans ce cas les caractéristiques, qui se rapportent à chacun des plats, peut être indiqué par des lettres avec deux index p et q caractérisant le nombre d'élément et de plats , etc..). Les données initiales sur chacun des éléments peuvent être données sous la forme d’un ensemble des paramètres suivants Fig. 2.2 :
1. coordonnées du début et de l’extrémité de l'élément et
2. Nombre de plats, entrant dans la section de l'élément.
3. ordonnée du centre de la gravité de chacun des plats sur le plan x – y relativement aux axes des
bscisses arbitraires et à l'angle d'inclinaison , inclination de sa ligne moyenne par rapport à l'axe y (
180°), calculé de l'axe des ordonnées y dans le sens des aiguilles d'une montre.
4. largeur et l'épaisseur de chaque plat.Les caractéristiques géométriques de chacun des éléments, qui font partie de section, en général peuvent être calculées sur la base de données initiales. Notons quelques formules pour leur détermination pour chacun des plats composant l’élément. (2.1)

Pour la section de l’élément de base non renforcé et chacun des éléments du renforcement en applique les formules (2.1) (2.2) ; = Dans les formules (2.2) le signe somme est appliqué à tous les plats, entrant dans la composition de l’élément. C.à.d. dans l’ensemble de la section. (2.3) Ici l'index « T » caractérise le type de section selon le nombre des éléments entrant dans la composition de la barre renforcée (voir la Fig. 2.2) , et le signe somme s'applique à tous les éléments de la section considérée. Les ordonnées et , déterminent la position du centre de gravité de chacun des éléments, qui composent la barre.
Fig.2.3 : Orientation des plats sur le plan x-y. Dans ce qui suit pour la détermination de l'état déformation-contrainte de barre dans le domaine élasto-plastique, on ne prendra pas les sections comme un ensemble de plats, mais comme un ensemble de surfaces , sur lesquelles sont divisés des plats parallèlement et perpendiculairement par rapport à leur ligne moyenne (Fig. 2.4, a).
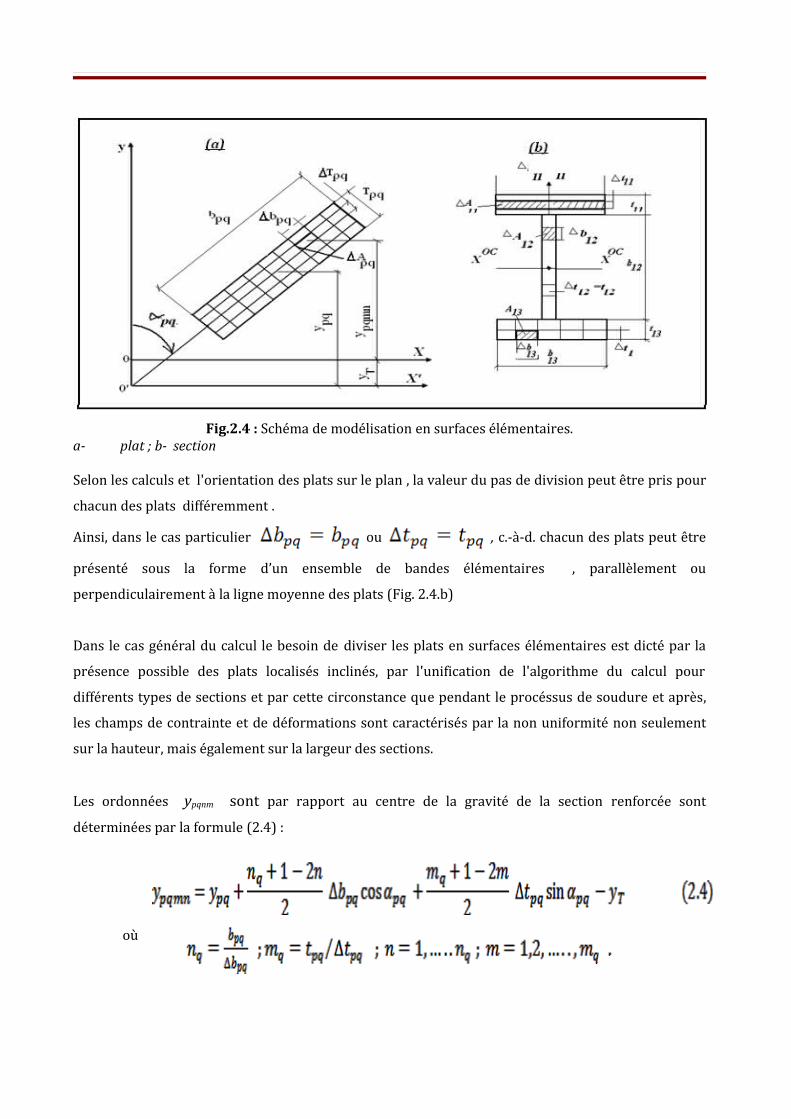
Fig.2.4 : Schéma de modélisation en surfaces élémentaires.a- plat ; b- sectionSelon les calculs et l'orientation des plats sur le plan , la valeur du pas de division peut être pris pour chacun des plats différemment . Ainsi, dans le cas particulier ou , c.-à-d. chacun des plats peut être présenté sous la forme d’un ensemble de bandes élémentaires , parallèlement ou perpendiculairement à la ligne moyenne des plats (Fig. 2.4.b)Dans le cas général du calcul le besoin de diviser les plats en surfaces élémentaires est dicté par la présence possible des plats localisés inclinés, par l'unification de l'algorithme du calcul pour différents types de sections et par cette circonstance que pendant le procéssus de soudure et après, les champs de contrainte et de déformations sont caractérisés par la non uniformité non seulement sur la hauteur, mais également sur la largeur des sections.Les ordonnées ypqnm sont par rapport au centre de la gravité de la section renforcée sont déterminées par la formule (2.4) :
où

La position des secteurs avec n = 1, m = 1 est caractérisée par la Fig.2.3. Les caractéristiques géométriques de la section composée des secteurs sont déterminées par les formules suivantes :
)2.5(
où - nombre total des plats, entrant dans la composition de la section .Le calcul des caractéristiques des sections par les formules (2.3) et (2.5) donne des résultats très proches . Ceci permet selon l'étape du travail de la barre renforcée et des méthodes de calcul d'employer l’une ou l’autre section. Dans ce qui suit pour la simplification on remplacera le signe de somme complexe de tous les plats et des secteurs de section, par le signe uni de la somme, et l'index complexe du secteur «pqnm » - par un symbole « n ». Acceptons d'omettre également l'index «x» dans les désignations des moments statiques S et des moments de l'inertie J, impliquant que ces caractéristiques sont toujours calculées relativement à l'axe central X de la section . Par exemple, l’écriture du moment d’inertie de la section sous la forme (2.5) est écrite en (2.6) comme suit :
(2.6) Le grand nombre de secteurs et de sections exige les dépenses élevées de la mémoire et du temps machine . Pour cela on considérera une demi-section (Fig. 2.5). Dans le calcul des barres à parois minces il est avantageux de considérer l'uniformité de la distribution des contraintes normales et de cisaillement sur l'épaisseur de chacun des plats. Pour cette raison on prendra .Examinons quelques particularités pour la détermination des caractéristiques géométriques, utilisée plus loin dans le calcul de déformation dans les sections renforcées. Ces particularités sont conditionnées par les formes complexes de sections et leur représentation sous forme d’un ensemble différemment orientès sur le plan des plats x-y et sont développés avec le calcul du moment statique S ( ) de secteurs découpé par l'ordonnée (au niveau du centre de la gravité de secteur n).
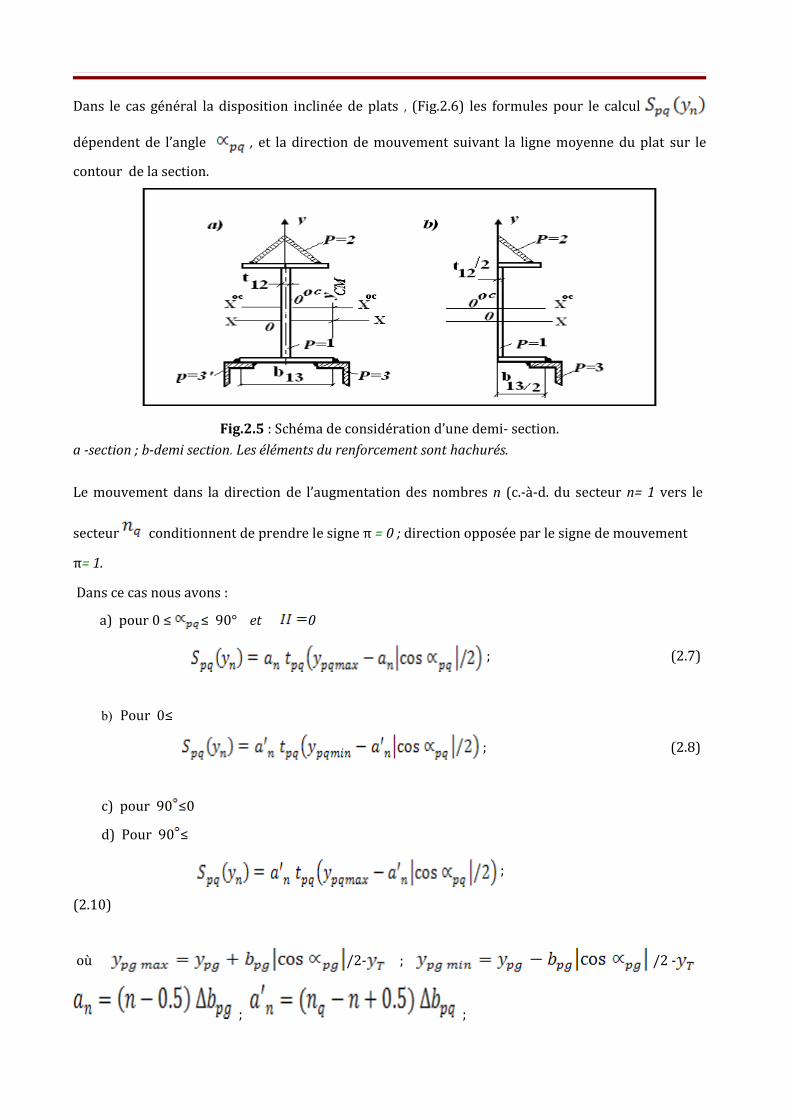
Dans le cas général la disposition inclinée de plats , (Fig.2.6) les formules pour le calcul dépendent de l’angle , et la direction de mouvement suivant la ligne moyenne du plat sur le contour de la section.
Fig.2.5 : Schéma de considération d’une demi- section.a -section ; b-demi section. Les éléments du renforcement sont hachurés.
Le mouvement dans la direction de l’augmentation des nombres n (c.-à-d. du secteur n= 1 vers le secteur conditionnent de prendre le signe π = 0 ; direction opposée par le signe de mouvement π= 1. Dans ce cas nous avons :a) pour 0 ≤ ≤ 90° et 0 ; (2.7)
b) Pour 0≤ ; (2.8)c) pour 90 ≤0 d) Pour 90 ≤ ; (2.10)
où /2- ; /2 - ; ;
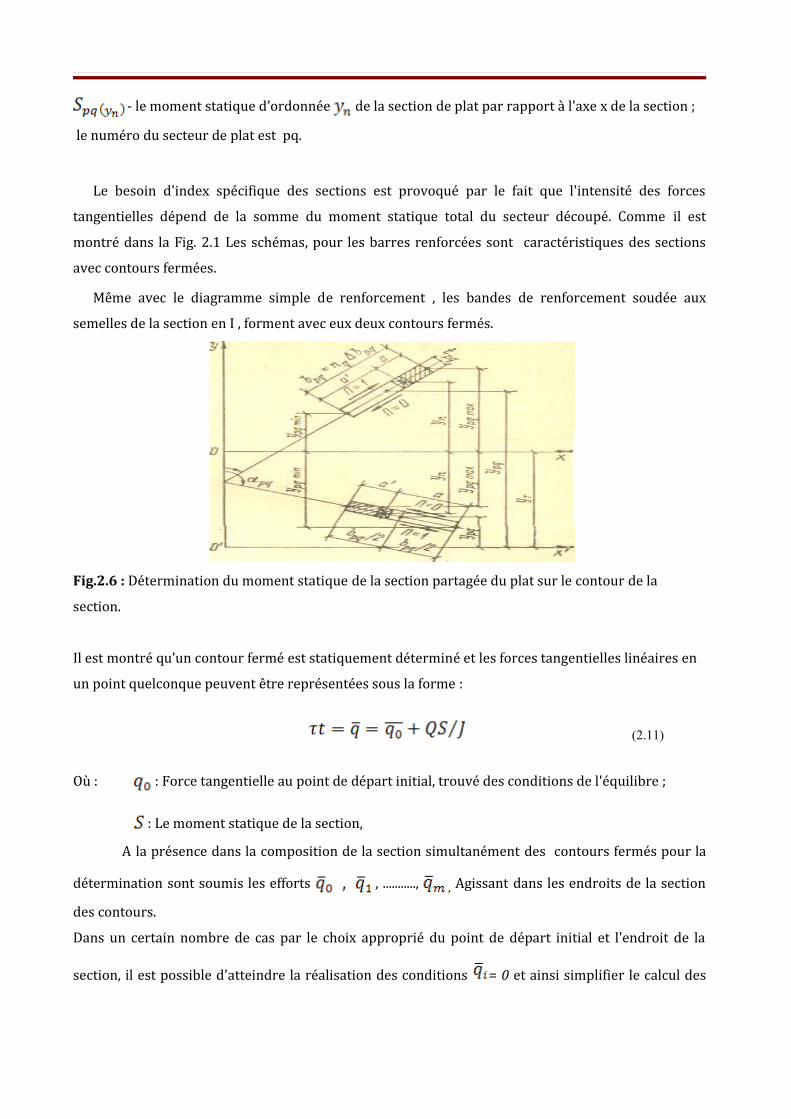
- le moment statique d’ordonnée de la section de plat par rapport à l'axe x de la section ; le numéro du secteur de plat est pq.
Le besoin d'index spécifique des sections est provoqué par le fait que l'intensité des forces tangentielles dépend de la somme du moment statique total du secteur découpé. Comme il est montré dans la Fig. 2.1 Les schémas, pour les barres renforcées sont caractéristiques des sections avec contours fermées.Même avec le diagramme simple de renforcement , les bandes de renforcement soudée aux semelles de la section en I , forment avec eux deux contours fermés.
Fig.2.6 : Détermination du moment statique de la section partagée du plat sur le contour de la section.Il est montré qu’un contour fermé est statiquement déterminé et les forces tangentielles linéaires en un point quelconque peuvent être représentées sous la forme : (2.11) Où : : Force tangentielle au point de départ initial, trouvé des conditions de l'équilibre ; : Le moment statique de la section, A la présence dans la composition de la section simultanément des contours fermés pour la détermination sont soumis les efforts , ..........., Agissant dans les endroits de la section des contours.Dans un certain nombre de cas par le choix approprié du point de départ initial et l'endroit de la section, il est possible d'atteindre la réalisation des conditions = 0 et ainsi simplifier le calcul des
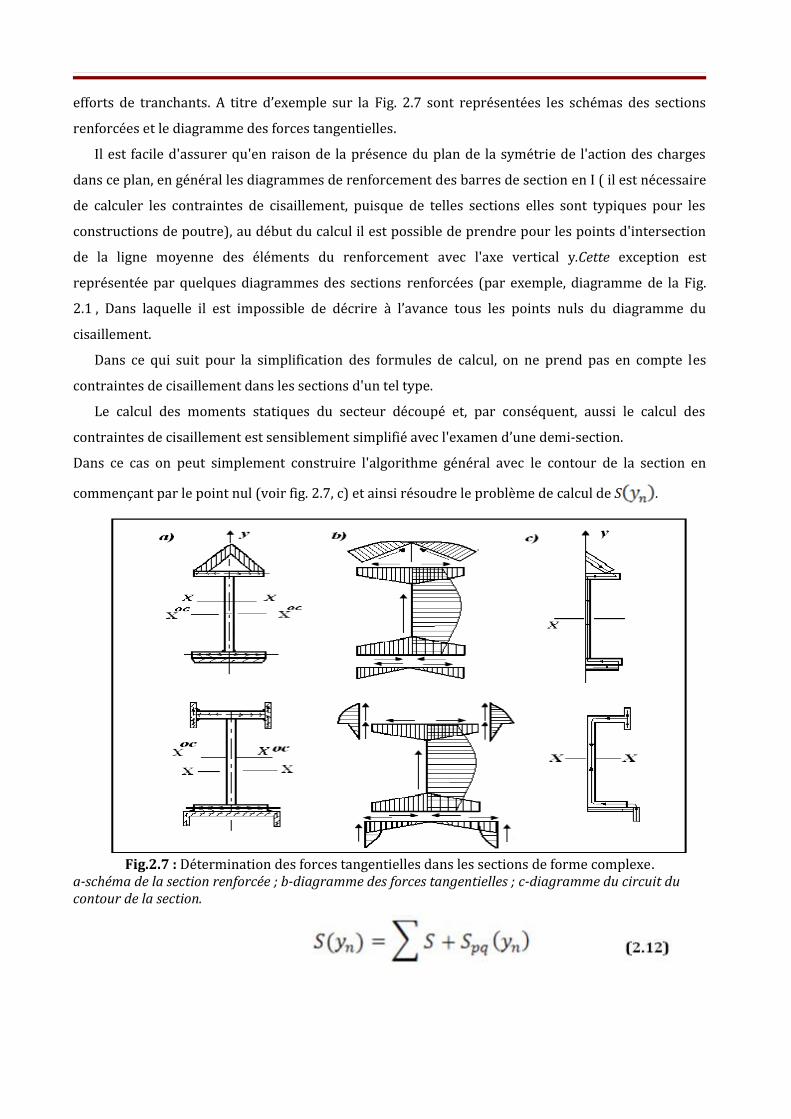
efforts de tranchants. A titre d’exemple sur la Fig. 2.7 sont représentées les schémas des sections renforcées et le diagramme des forces tangentielles. Il est facile d'assurer qu'en raison de la présence du plan de la symétrie de l'action des charges dans ce plan, en général les diagrammes de renforcement des barres de section en I ( il est nécessaire de calculer les contraintes de cisaillement, puisque de telles sections elles sont typiques pour les constructions de poutre), au début du calcul il est possible de prendre pour les points d'intersection de la ligne moyenne des éléments du renforcement avec l'axe vertical y.Cette exception est représentée par quelques diagrammes des sections renforcées (par exemple, diagramme de la Fig. 2.1 , Dans laquelle il est impossible de décrire à l’avance tous les points nuls du diagramme du cisaillement. Dans ce qui suit pour la simplification des formules de calcul, on ne prend pas en compte les contraintes de cisaillement dans les sections d'un tel type.Le calcul des moments statiques du secteur découpé et, par conséquent, aussi le calcul des contraintes de cisaillement est sensiblement simplifié avec l'examen d’une demi-section.Dans ce cas on peut simplement construire l'algorithme général avec le contour de la section en commençant par le point nul (voir fig. 2.7, c) et ainsi résoudre le problème de calcul de S .
Fig.2.7 : Détermination des forces tangentielles dans les sections de forme complexe.a-schéma de la section renforcée ; b-diagramme des forces tangentielles ; c-diagramme du circuit du contour de la section.
Avec - Somme de moment statique de la surface de l’élément ; - Le moment statique du
secteur découpé du plat, contenant le point en question n. Tenir compte des types de sections de la barre à travers sa longueur et le besoin d'utilisation répétée des valeurs pendant le calcul itératif, avec l'utilisation des moyens informatiques, il est plus rationnel de calculer ces valeurs au début du calcul et de les préserver en mémoire pour chaque type de section. 2.2. ÉTAPES DU TRAVAIL DE LA BARRE RENFORCÉE :
2.2.1. Calcul de l'histoire de la charge :
L’histoire de travail de la barre renforcées sous chargement, se divise en quatre étapes : la première étape est avant le renforcement c.-à-d. sous chargement initial ; la seconde étape est addition des éléments de renforcements à l’élément de base , qui mène généralement et obligatoirement à la flexion des fibres inférieures ; la troisième étape est le travail de la barre avant le processus de soudure des éléments du renforcement et après son refroidissement (qui provoque le développement et l'accumulation des déformations sous l’effet thermique dus à la soudure, qui changent d’une manière significative le comportement contrainte-déformation de barre de base) ; le quatrième étape est la barre après le renforcement.Les charges, qui agissent sur la barre , se divisent en trois catégories : initiale, stabilisatrice et croissante. Charges initiales agissent au moment du renforcement et au cours du travail et pendant le calcul sont constantes. Charges stables et croissantes, qui simulent des charges temporaires et permanentes appliqué après le renforcement,sont considérées agissant après l'accomplissement du travail de renforcement. Acceptons ensuite la totalité entière des charges croissantes qui changeant pendant le processus
de l’augmentation proportionnelles de la charge avec un paramètre , qui est le facteur de la proportionnalité. Ainsi, les charges dans la barre après le renforcement sont déterminées des formules : ; P = + + ; (2.13) ; N = + = où q, p, M et N caractérisent le type de la charge, et l'index indique sa catégorie.

Les méthodes d ’ affectation du paramètre pendant le processus du calcul.
Comme exemple, dans la Fig. 2.8 est donné le principe fondamental de travail de la barre renforcée dans le repère d’axes S= f(f).
Fig.2.8 : Diagramme de travail de la barre renforcée dans les coordonnées généralisées « l’ordonné S est les charges et l’abcice f – flèches La courbe OA caractérise le travail de la barre avant le renforcement, la section AB -déformation de la barre avec le raccordement des l’élément de renforcement, section [e B] -déformation pendant le processus de la soudure avec un chargement constant . La courbe [Bkf] répond au travail de la barre après son renforcement sous charges constantes et croissantes. Pendant le processus du travail de la construction réelle, les charges temporaires peuvent être absentes ou agissant sous différentes combinaisons, ce qui cause la possibilité de décharger la barre au niveau charges initiales et stabilisatrices et sa répétition par les charges provisoires par différentes combinaisons. En relation avec ça nous considérerons que, pendant le travailde la barre et après le renforcement, il est possible d’alterner le déchargement de la barre (courbes fg et hi) ,et de nouveau le chargement par des charges provisoires (courbes hg , ij), Cette tâche est particulièrement d’actualité dans le calcul des systèmes de barres renforcées sous chargement, puisque en conséquence du renforcement , comme il est noté dans le chapitre 1, le diagramme statique et les conditions de chargement des constructions peuvent sensiblement changer, et le travail des éléments est caractérisé par le développement intensif des déformations plastiques même avant les charges, qui ne dépasse pas la charge limite .
L’accumulation des déformations plastiques résiduelles se produit comme le résultat du chauffage thermique inégal dans la construction pendant la soudure (même avec des charges constantes sur la construction). Dans l'approche du cadre de calcul des systèmes des éléments renforcées sous la non linéarité matérielle sera étudiée . 2.3. CALCUL DE L’ETAT CONTRAINTE –DEFORMATION DE LA POUTRE
RENFORCEE : Examinons la méthode approchée ‘’Iliouchin’’, qui permet d’évaluer l’état de déformation de la poutre renforcée. Les conditions de chargement sont telles que dans la section agit les sollicitations suivantes :Un effort normal, un effort tranchant et un moment fléchissant, dans ce cas - l'état de contrainte – déformation de la section est caractérisé par les composantes de déformation longitudinale et transversale .Pour trouver la solution du système nous basons sur la théorie de petites déformations c.à.d. domaine élasto-plastique, en prenant en compte le critère énergétique de la plasticité.L’expression de l'intensité des déformations longitudinales et transversales a la forme suivante : = ; = et supposant, qu’au stade de la plasticité = 0.5 , alors on réécrit la formule (2.15) sous la forme : =1 (2.17)la zone ω limite la région de travail élastique du matériau, la région limite le domaine plastique, l’intervalle entre les deux régions ω1 c’est le domaine élasto-plastique. Quand le coefficient de poisson augmente au delà des limites de proportionnalité, il approche vers sa valeur limite =0,5 qui est supérieure à la limite élastique =0,3. (Fig.2.9)
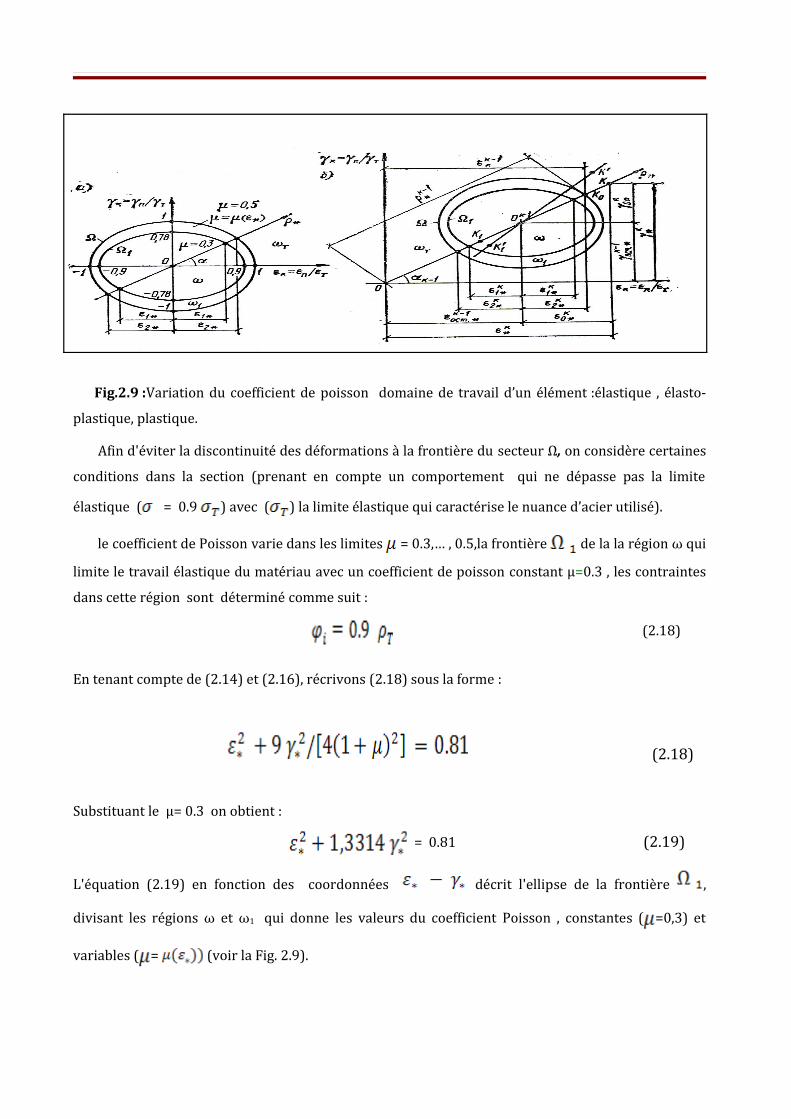
Fig.2.9 :Variation du coefficient de poisson domaine de travail d’un élément :élastique , élasto-plastique, plastique. Afin d'éviter la discontinuité des déformations à la frontière du secteur Ω, on considère certaines conditions dans la section (prenant en compte un comportement qui ne dépasse pas la limite élastique ( = 0.9 ) avec ( ) la limite élastique qui caractérise le nuance d’acier utilisé). le coefficient de Poisson varie dans les limites = 0.3,… , 0.5,la frontière de la la région ω qui limite le travail élastique du matériau avec un coefficient de poisson constant µ=0.3 , les contraintes dans cette région sont déterminé comme suit : (2.18)En tenant compte de (2.14) et (2.16), récrivons (2.18) sous la forme :
(2.18)Substituant le µ= 0.3 on obtient : = 0.81 (2.19)L'équation (2.19) en fonction des coordonnées décrit l'ellipse de la frontière , divisant les régions ω et ω1 qui donne les valeurs du coefficient Poisson , constantes ( =0,3) et variables ( = (voir la Fig. 2.9).

Examinons d’abord le cas de la charge active, quand des déformations et se développent proportionnellement en fonction d’un seul paramètre. Dans l'espace, les déformations de ce type de charge est écrit se passe à travers l’origine des axes. Le cosinus directeur de cette droite est déterminé par l'expression suivante :
Dans la région , c.-à-d. dans l’intervalle : , (2.20)
La fibre travaille dans le domaine élastique avec un coefficient constant de Poisson ( = 0,3), et la contrainte est déterminée par les formules (2.21) = ; / . (2.21)Dans la région , c.-à-d. dans l’intervalle le coefficient de Poisson est considéré linéaire , dépendant de la déformation relative , il est défini par : Les contraintes dans cette région sont également déterminés par (2.21). En conclusion, pour , ou : les fibres travaillent dans le domaine plastique et les contraintes dans cette région peuvent être trouvées par les formules :
= ; = .Les déformations plastiques résiduelles sont obtenues dans ce cas par : ; .Maintenant passons au cas d'alternance répétée de la charge statique et son déchargement complet ou partiel sur l’élément, dans les zones plastiques déformées se produit une augmentation ou une diminution des déformations. Les déformations de déchargement seront déterminées suivant la loi élastique et de signe contraire que les déformations obtenues par augmentation de chargement,
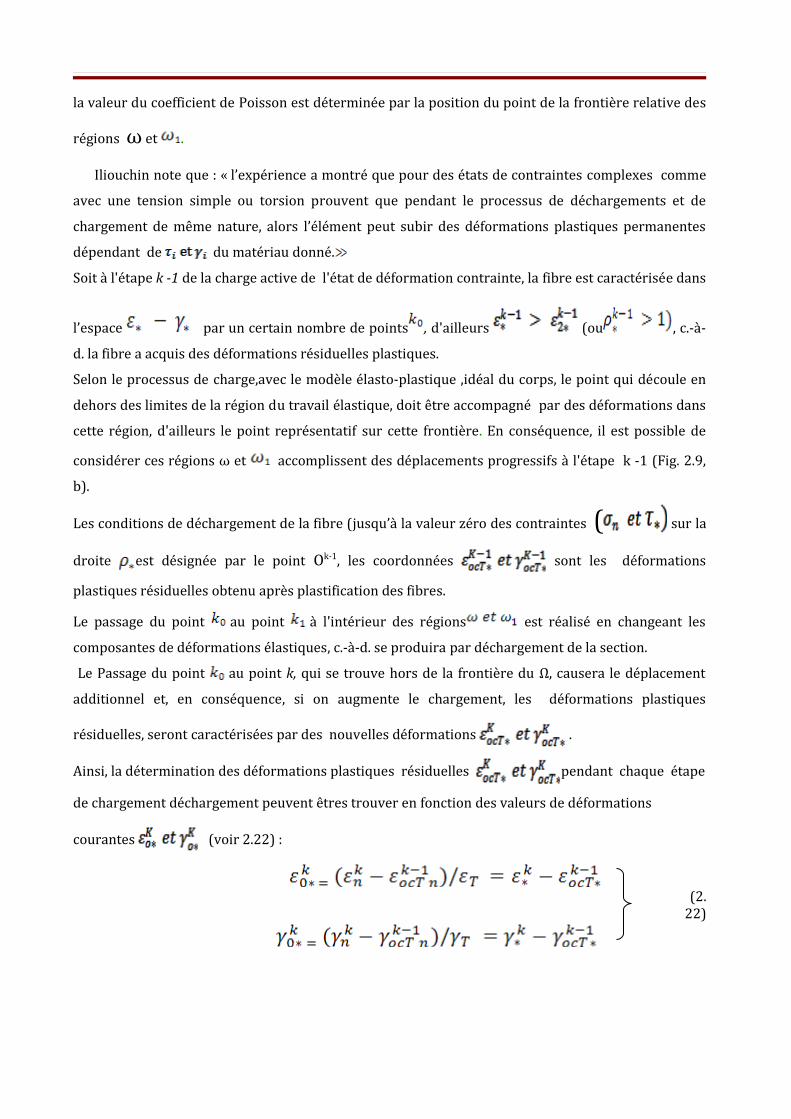
la valeur du coefficient de Poisson est déterminée par la position du point de la frontière relative des régions ω et . Iliouchin note que : « l’expérience a montré que pour des états de contraintes complexes comme avec une tension simple ou torsion prouvent que pendant le processus de déchargements et de chargement de même nature, alors l’élément peut subir des déformations plastiques permanentes dépendant de du matériau donné.Soit à l'étape k -1 de la charge active de l'état de déformation contrainte, la fibre est caractérisée dans l’espace par un certain nombre de points , d'ailleurs (ou , c.-à-d. la fibre a acquis des déformations résiduelles plastiques. Selon le processus de charge,avec le modèle élasto-plastique ,idéal du corps, le point qui découle en dehors des limites de la région du travail élastique, doit être accompagné par des déformations dans cette région, d'ailleurs le point représentatif sur cette frontière. En conséquence, il est possible de considérer ces régions ω et accomplissent des déplacements progressifs à l'étape k -1 (Fig. 2.9, b).Les conditions de déchargement de la fibre (jusqu’à la valeur zéro des contraintes ( sur la droite est désignée par le point Ok-1, les coordonnées sont les déformations plastiques résiduelles obtenu après plastification des fibres. Le passage du point au point à l'intérieur des régions est réalisé en changeant les composantes de déformations élastiques, c.-à-d. se produira par déchargement de la section. Le Passage du point au point k, qui se trouve hors de la frontière du Ω, causera le déplacement additionnel et, en conséquence, si on augmente le chargement, les déformations plastiques résiduelles, seront caractérisées par des nouvelles déformations .Ainsi, la détermination des déformations plastiques résiduelles pendant chaque étape de chargement déchargement peuvent êtres trouver en fonction des valeurs de déformations courantes (voir 2.22) : (2.22)

Verser : (2.23) là où ;
Pour : (2.24)Après détermination des valeurs des déformations résiduelles, il est possible de trouver les déformations élastiques résiduelles et les contraintes dans la surface n. (2.25) (2.26) (2.27) / = / (2.28)
Dans la formule (2.29) : 0.3 pour = 0.3+0.2 pour 0.5 pour
)2.29(Ici (2.30)

Connaissant l’état de contrainte normale et tangentiel et , pour les surfaces correspondantes discrétisées ,il est possible de trouver les valeurs des modules de déformation longitudinal et transversal. (2.31) (2.32) Il est facile d'assurer que les formules données sont valides pour tous quarts de cercle de coordonnées ,le cas de l’augmentation ou la diminution des déformations. Avec le calcul informatique de et après la garantie d'une convergence des résultats à chaque étape de chargement peuvent être fixés et conservées en mémoire jusqu’au prochain pas k sous forme massive pour tous les secteurs de la section. Si la charge est simple, alors la valeur fixée de ,et les valeurs peuvent être calculées par la formule : = (2.33)La méthode présentée permet de déterminer l'état de déformation contrainte des sections discrétisées, par conséquent, au cours de chargement ,déchargement des sections, les déformations plastiques apparaissent et le calcul est réalisé par étape , d'ailleurs l'étape est la phase de l’augmentation ou la diminution de la charge au niveau spécifié. Cette méthode peut être employée également au moment où les petites déviations des lois de simple de chargement ou déchargeant,
Avec les déviations plus significatives des lois simples de chargement, il est possible de modifier légèrement les méthodes présentées. Supposons que ,dans l'étape k se produit la déviation du caractère de la charge précédente et l’état de déformation contrainte de la fibre est déterminé par les points k’ ou ,(voir Fig. 2.9, b). Il est possible d'admettre que dans ce cas les contraintes et les déformations plastiques résiduelles sont déterminées avec la position du point représentatif par rapport à l’origine des coordonnées .Cependant, alors qu’il est nécessaire dans chaque étape de calcul de stocker dans la mémoire de l’ordinateur les deux composante des déformations résiduelles ,les angles directeurs ne coïncident pas. Il est normal que cette méthode de cheminement va donner seulement des résultats approchées. En ignorant l'influence des déformations transversales sur le développement des déformations plastiques, on arrive au modèle de l'état de contrainte uni-axiale, dans lequel le chargement et le

déchargement coïncide avec les coordonnées de l'axe ε* et le chargement de la fibre est toujours considéré simple. Les formules pour la détermination des déformations résiduelles peuvent être simplifiés et présentés sous la forme suivante :
(2.34) = Pour (2.35) où (2.36)Les composantes élastiques des déformations, des contraintes normales et tangentielles pour la fibre n sont déterminés par les formules (2.25), (2.27) et (2.30).L’utilisation du modèle élasto-plastique idéal utilisé ci-dessus décrit suffisamment le processus de l'accumulation des déformations plastiques dans les éléments, composés à partir d’un acier faible en carbone. Si le matériau de la barre de base ou les éléments de renforcement sont en acier à haute résistance, il est plus rationnel d’utiliser un modèle linéaire. Tous ce qui a été indiqué ci-dessus reste dans son ensemble valide pour le modèle simple, Les points et caractérisent la condition de déplacement dans l'espace pour deux étapes de charge successives. Les formules pour la détermination des déformations résiduelles élastiques et plastiques restent valides.
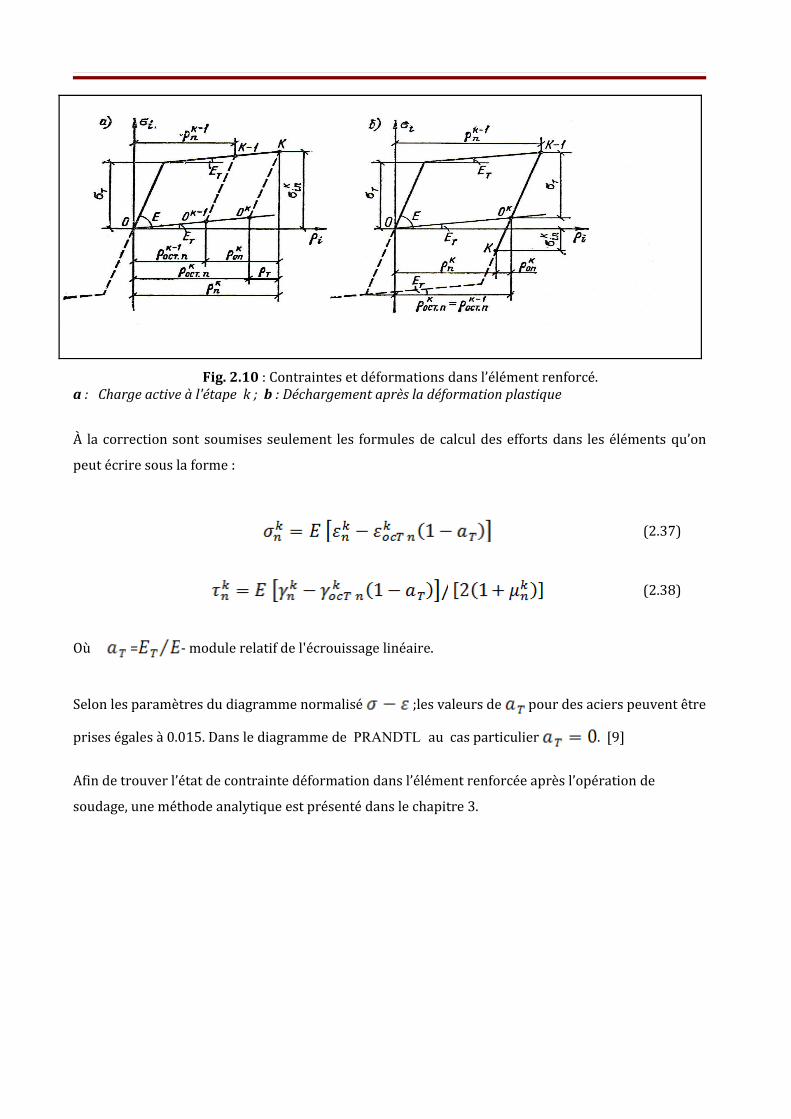
Fig. 2.10 : Contraintes et déformations dans l’élément renforcé.a : Charge active à l'étape k ; b : Déchargement après la déformation plastique
À la correction sont soumises seulement les formules de calcul des efforts dans les éléments qu’on peut écrire sous la forme : (2.37) (2.38)Où = - module relatif de l'écrouissage linéaire. Selon les paramètres du diagramme normalisé ;les valeurs de pour des aciers peuvent être prises égales à 0.015. Dans le diagramme de PRANDTL au cas particulier . [9]Afin de trouver l’état de contrainte déformation dans l’élément renforcée après l’opération de soudage, une méthode analytique est présenté dans le chapitre 3.
3 . DEFORMATION ET EFFORT DE SOUDURE PENDANT LE RENFORCEMENT DES
ELEMENTS PAR UNE AUGMENTATION DES SECTIONS :
3.1 .DEFINITION DE L’OPERATION DE SOUDAGE :
Le soudage est une opération consistant à assembler deux éléments métalliques, par fusion et re-solidification. En d’autres termes, il s’agit d’assurer la continuité mécanique entre les parties à assembler avec ou sans l’aide d’un produit d’apport permettant un meilleur lien entre les pièces. Dans le cas de l’utilisation d’un métal d’apport, ce compose doit avoir des propriétés au moins égales et une température de fusion du même ordre de grandeur que celle des matériaux à assembler. Différents types d’assemblage peuvent être rencontres en fonction des contraintes appliquées a la structure réalisée, de la nature et des dimensions de l’élément à assembler (Figure 3.1).Durant la phase de soudage, le métal d’apport ainsi que le métal de base (C.à.d. les éléments à assembler) sont portes à la température de fusion permettant ainsi un mélange des éléments (figure 3.2). L’utilisation du métal d’apport répond à deux besoins : tout d’abord, il est nécessaire d’apporter de la matière afin de combler une préparation de joint (chanfrein) assurant une section efficace entre les deux parties a assembler et d’autre part, il est aussi nécessaire de changer la composition métallographique de la zone fondue afin de lui donner des caractéristiques mécaniques voulues.
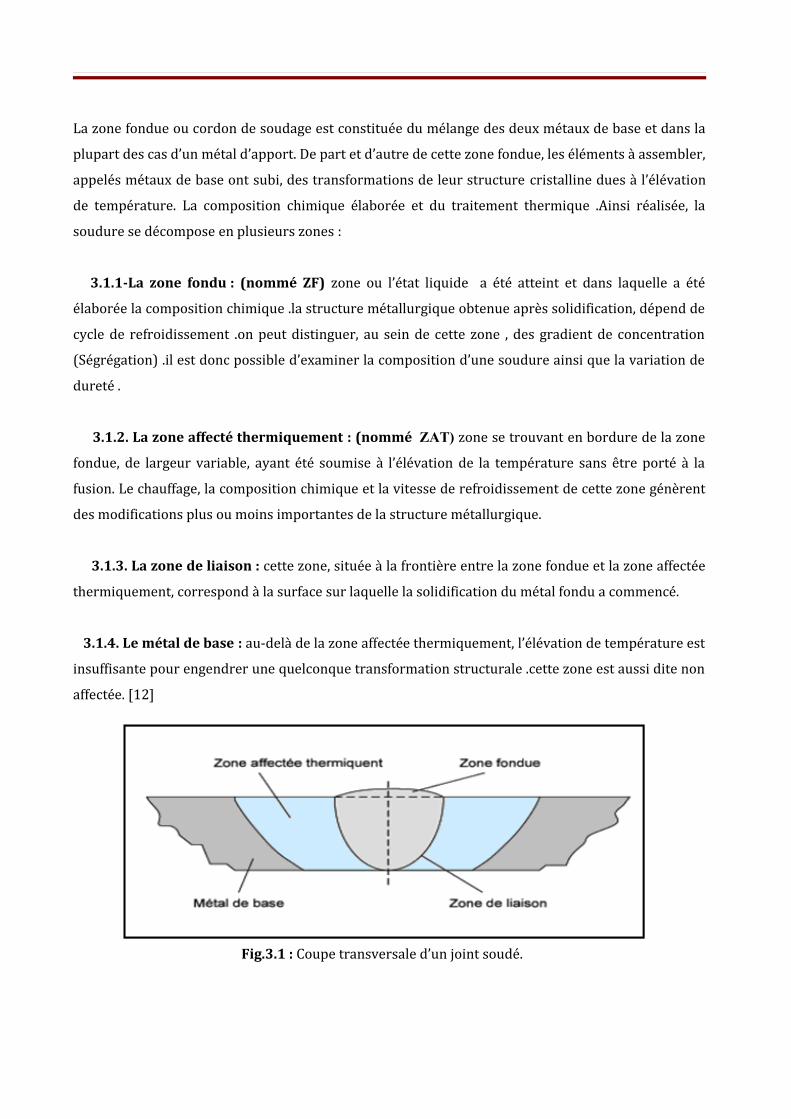
La zone fondue ou cordon de soudage est constituée du mélange des deux métaux de base et dans la plupart des cas d’un métal d’apport. De part et d’autre de cette zone fondue, les éléments à assembler, appelés métaux de base ont subi, des transformations de leur structure cristalline dues à l’élévation de température. La composition chimique élaborée et du traitement thermique .Ainsi réalisée, la soudure se décompose en plusieurs zones : 3.1.1-La zone fondu : (nommé ZF) zone ou l’état liquide a été atteint et dans laquelle a été élaborée la composition chimique .la structure métallurgique obtenue après solidification, dépend de cycle de refroidissement .on peut distinguer, au sein de cette zone , des gradient de concentration (Ségrégation) .il est donc possible d’examiner la composition d’une soudure ainsi que la variation de dureté . 3.1.2. La zone affecté thermiquement : (nommé ZAT) zone se trouvant en bordure de la zone fondue, de largeur variable, ayant été soumise à l’élévation de la température sans être porté à la fusion. Le chauffage, la composition chimique et la vitesse de refroidissement de cette zone génèrent des modifications plus ou moins importantes de la structure métallurgique. 3.1.3. La zone de liaison : cette zone, située à la frontière entre la zone fondue et la zone affectée thermiquement, correspond à la surface sur laquelle la solidification du métal fondu a commencé. 3.1.4. Le métal de base : au-delà de la zone affectée thermiquement, l’élévation de température est insuffisante pour engendrer une quelconque transformation structurale .cette zone est aussi dite non affectée. [12]
Fig.3.1 : Coupe transversale d’un joint soudé.
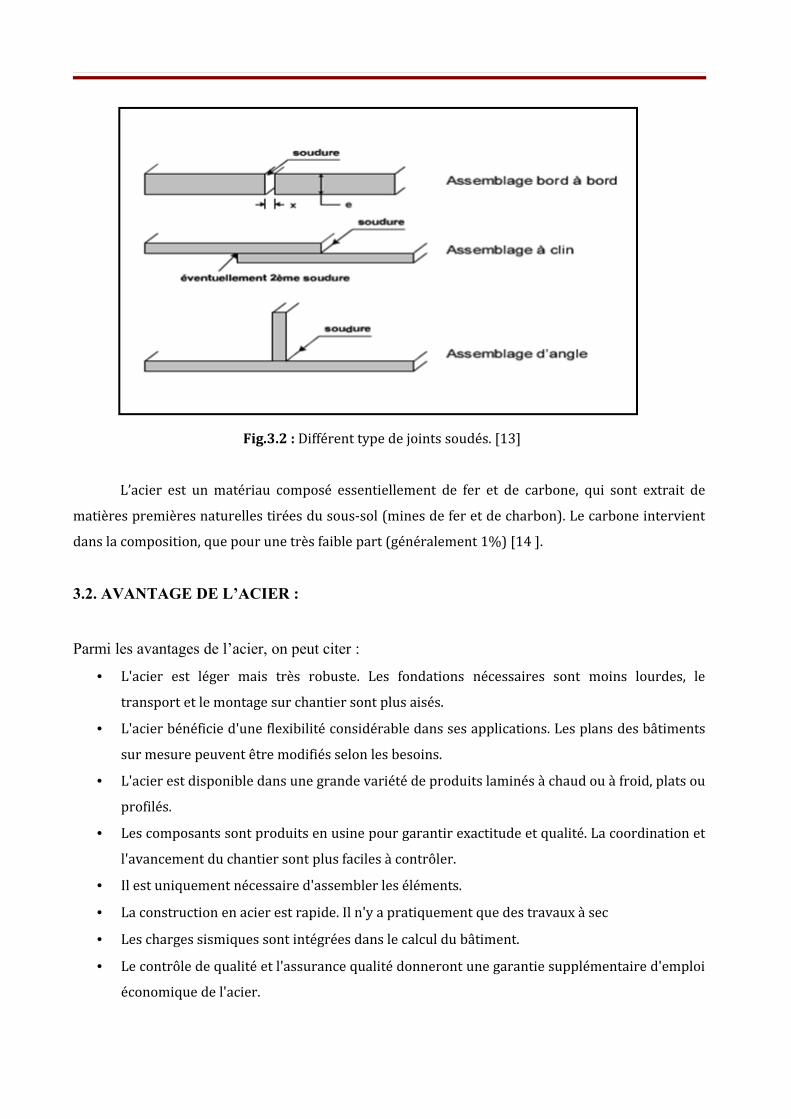
Fig.3.2 : Différent type de joints soudés. [13]L’acier est un matériau composé essentiellement de fer et de carbone, qui sont extrait de matières premières naturelles tirées du sous-sol (mines de fer et de charbon). Le carbone intervient dans la composition, que pour une très faible part (généralement 1%) [14 ].
3.2. AVANTAGE DE L’ACIER :
Parmi les avantages de l’acier, on peut citer :
• L'acier est léger mais très robuste. Les fondations nécessaires sont moins lourdes, le transport et le montage sur chantier sont plus aisés.• L'acier bénéficie d'une flexibilité considérable dans ses applications. Les plans des bâtiments sur mesure peuvent être modifiés selon les besoins.• L'acier est disponible dans une grande variété de produits laminés à chaud ou à froid, plats ou profilés.• Les composants sont produits en usine pour garantir exactitude et qualité. La coordination et l'avancement du chantier sont plus faciles à contrôler.• Il est uniquement nécessaire d'assembler les éléments.• La construction en acier est rapide. Il n'y a pratiquement que des travaux à sec• Les charges sismiques sont intégrées dans le calcul du bâtiment.• Le contrôle de qualité et l'assurance qualité donneront une garantie supplémentaire d'emploi économique de l'acier.
• Réhabilitation et renforcement des structures.• L’acier est un matériau qui se marie bien avec son environnement •
− Liberté de formes :Si l'insertion d'un bâtiment dans le paysage est avant tout affaire d'architecture et non de matériaux, opter pour un bâtiment à ossature métallique offre au concepteur une liberté de forme, une souplesse d'intervention, qui va lui permettre de s'adapter au mieux aux contraintes du site. − Transparence : De surcroît, les ossatures en acier favorisent la transparence, la pénétration de la lumière naturelle, ce qui se traduit par un moindre impact visuel. • Adaptation à tous les types de sites :
Utilisé en élément de façade ou d'enveloppe, l'acier apporte à l'architecte un éventail de textures, de géométries et de coloris, qui vont l'aider à répondre aux contraintes environnementales, du site le plus contemporain au centre-ville classé monument historique, en passant par la pleine campagne. [15]3.3. NOTE SUR LA SIMULATION NUMERIQUE DE SOUDAGE :
Plusieurs techniques ont été développées concernant le mode de liaison par soudage. Les constructeurs de structures mécano-soudées sont régulièrement confrontés au problème du développement de contraintes internes dîtes résiduelles et de distorsions introduites par les opérations de soudage, particulièrement délicat à résoudre empiriquement.La réalisation d'un ensemble soudé passe en général par la fusion locale des jonctions à assembler. L'existence même d'une zone fondue est à l'origine de modifications radicales de l'état interne de l'assemblage. D'une part, la solidification de cette zone produit une microstructure particulière, distincte de l'état initial ; d'autre part, le "retrait" dimensionnel de soudage introduit contraintes et déformations résiduelles, plus particulièrement dans la Zone Affectée Thermiquement (ZAT), à proximité de la zone fondue. Ces déformations sont concentrées autour du cordon de soudure mais elles induisent en pratique des déplacements à l'échelle de la pièce qui modifient notablement ses caractéristiques dimensionnelles.
L'homme de métier est régulièrement confronté au problème du développement des contraintes résiduelles et des distorsions après soudage. Si dans le cas d'un assemblage simple, il peut s'en accommoder et prévoir grossièrement l'effet d'un bridage des pièces, dans le cas de structures comportant plusieurs jonctions soudées, les effets cumulés de chaque assemblage sont difficilement maîtrisables empiriquement. Les distorsions successives peuvent s'ajouter ou au contraire tendre à se compenser selon le mode opératoire et en particulier selon l'ordre de réalisation des soudures. Le développement de contraintes résiduelles à proximité des cordons de soudure conduit, lors de l’usage de l’équipement au risque d’amorçage de fissures et à leurs développements. Des essais de mise au point de la liaison soudée constituent alors une phase préliminaire particulièrement longue et coûteuse. Ceci d'autant plus que l'optimisation du mode opératoire peut ensuite imposer de réviser la conception de la structure en adaptant le dessin des joints et le dimensionnement des pièces. En effet, les distorsions sont étroitement liées à la forme et au volume des cordons de soudure, de même que l'état des contraintes résiduelles (dépendant de l'état des déformations) doit être pris en compte dans la prédiction de durée de vie de la structure en service. Dans l’industrie mécanique, une des contraintes majeures des constructeurs est de réduire les temps et les coûts de développement des nouveaux produits. Le passage obligé pour atteindre cet objectif est incontestablement l’utilisation croissante de la simulation numérique en corrélation étroite avec les essais encore incontournables.- La compétitivité, l’accroissement de la qualité et de la reproductibilité, la maîtrise des marges et des durées de vie, la création, sont des objectifs nécessitant de s’appuyer plus intensément sur les outils virtuels. L’objectif à atteindre avec ces outils est de prédire le comportement du joint soudé et de la structure à différents moments du processus de fabrication, en passant par les produits finis jusqu’à la fin de vie en considérant les différentes situations de services et accidentelles. [16]
3.3.1. Cycle et répartition thermique : Pour interpréter les phénomènes qui prennent naissance, durant l’opération de soudage, en un point donné de l’assemblage, il faut connaître le cycle thermique de soudage, c'est-à-dire la variation de la température T en fonction du temps t. Ce cycle thermique est caractérisé par un bref passage à très haute température suivi d’un refroidissement libre ou forcé. La courbe correspondante T(M0,t), tracée en un point M0 voisin d’une soudure (figure 3.3.1) nous renseigne sur :– la température maximale atteinte Tm ;– la durée de séjour Δta au dessus d’une température Ta
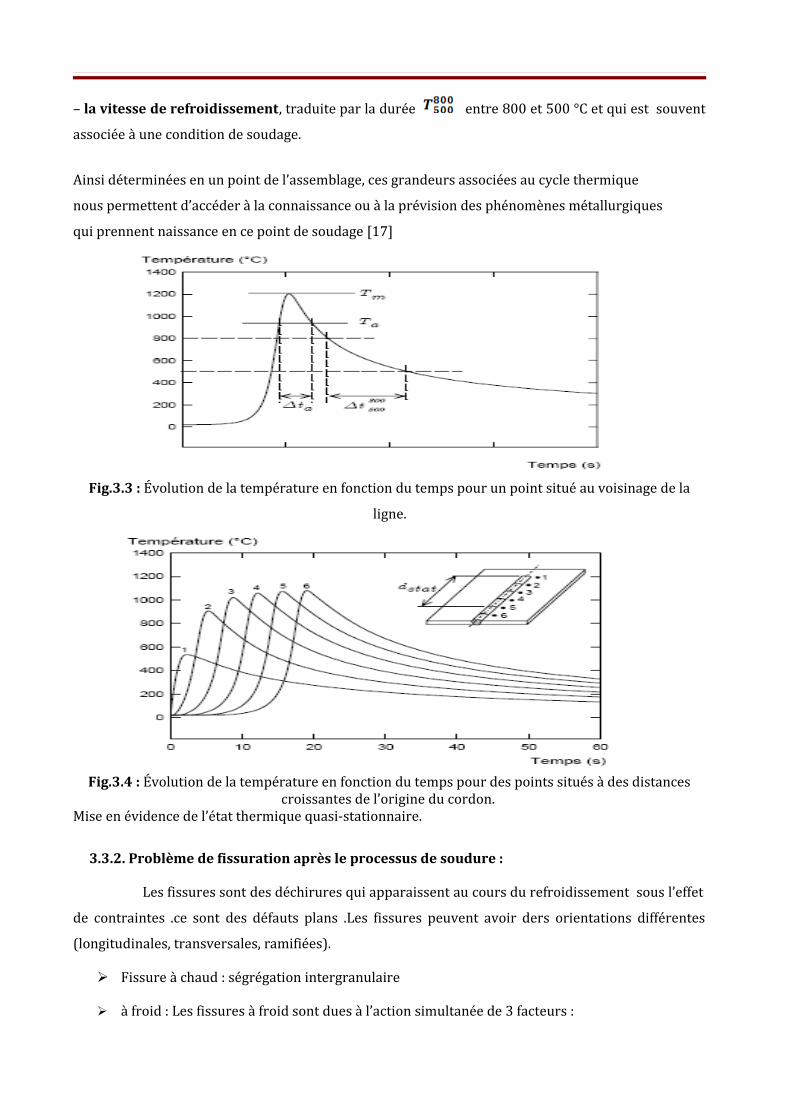
– la vitesse de refroidissement, traduite par la durée entre 800 et 500 °C et qui est souvent associée à une condition de soudage. Ainsi déterminées en un point de l’assemblage, ces grandeurs associées au cycle thermiquenous permettent d’accéder à la connaissance ou à la prévision des phénomènes métallurgiquesqui prennent naissance en ce point de soudage [17]
Fig.3.3 : Évolution de la température en fonction du temps pour un point situé au voisinage de la ligne.
Fig.3.4 : Évolution de la température en fonction du temps pour des points situés à des distances croissantes de l’origine du cordon. Mise en évidence de l’état thermique quasi-stationnaire. 3.3.2. Problème de fissuration après le processus de soudure : Les fissures sont des déchirures qui apparaissent au cours du refroidissement sous l’effet de contraintes .ce sont des défauts plans .Les fissures peuvent avoir ders orientations différentes (longitudinales, transversales, ramifiées).
Fissure à chaud : ségrégation intergranulaire à froid : Les fissures à froid sont dues à l’action simultanée de 3 facteurs :
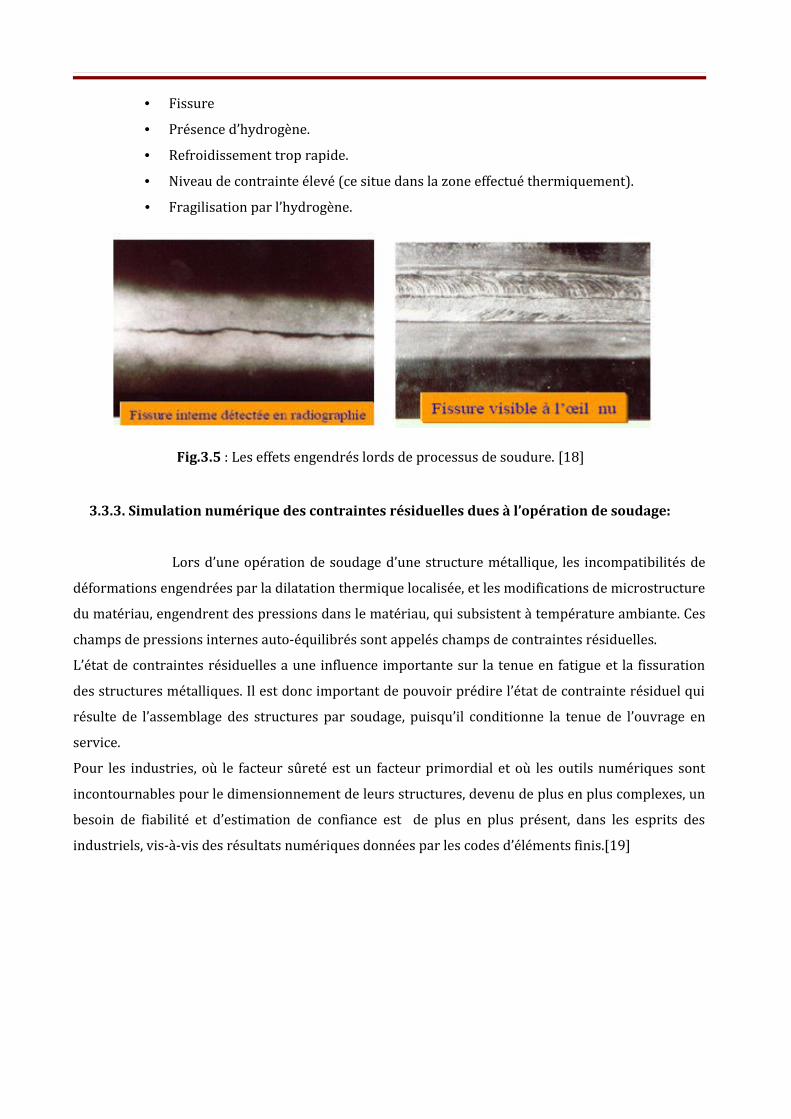
• Fissure• Présence d’hydrogène.• Refroidissement trop rapide.• Niveau de contrainte élevé (ce situe dans la zone effectué thermiquement).• Fragilisation par l’hydrogène.
Fig.3.5 : Les effets engendrés lords de processus de soudure. [18]
3.3.3. Simulation numérique des contraintes résiduelles dues à l’opération de soudage:
Lors d’une opération de soudage d’une structure métallique, les incompatibilités de déformations engendrées par la dilatation thermique localisée, et les modifications de microstructure du matériau, engendrent des pressions dans le matériau, qui subsistent à température ambiante. Ces champs de pressions internes auto-équilibrés sont appelés champs de contraintes résiduelles. L’état de contraintes résiduelles a une influence importante sur la tenue en fatigue et la fissuration des structures métalliques. Il est donc important de pouvoir prédire l’état de contrainte résiduel qui résulte de l’assemblage des structures par soudage, puisqu’il conditionne la tenue de l’ouvrage en service.Pour les industries, où le facteur sûreté est un facteur primordial et où les outils numériques sont incontournables pour le dimensionnement de leurs structures, devenu de plus en plus complexes, un besoin de fiabilité et d’estimation de confiance est de plus en plus présent, dans les esprits des industriels, vis-à-vis des résultats numériques données par les codes d’éléments finis.[19]
3.4. LES DEFORMATIONS EN SOUDAGE : 3.4.1. Généralités : Trop souvent, après le soudage d’un ensemble, nous constatons la déformation de certains éléments, véritable problème que nous subissons et qu’il nous faut réduire par des moyens qui ne sont pas toujours favorables à la résistance mécanique du joint soudé.Il est naturellement toujours préférable d’éviter les déformations à chaque fois que cela est possible ou de les réduire dans les meilleures conditions et c’est notre but.Sous l’effet du cycle thermique de soudage, non uniforme dans la masse des pièces, la dilatation empêchée conduit toujours à des déformations de retrait (raccourcissement de certaines zones) et à des contraintes résiduelles.Nous admettons, pour simplifier l’approche du problème, de considérer séparément déformations et contraintes résiduelles alors qu’en fait, ce sont les contraintes qui engendrent, dans certaines conditions, des déformations. 3.4.2. Contraintes résiduelles :
3.4.2.a) les contraintes résiduelles directes : Elles sont dues à un empêchement à la libre dilatation dans le joint soudé. Les parties restées froides s’opposent à la dilatation et au retrait du métal. (Auto bridage) On ne peut pas les éviter car elles sont dues à la répartition non uniforme du flux thermique. 3.4.2.b) Les contraintes résiduelles de bridage : Les naissent à chaque fois que les éléments à souder sont bridés en position ou en raison de la conception de l’ensemble (exemple : Poutre triangulée). Nous ne pouvons les éviter totalement mais il est possible de les réduire en adoptant des séquences de soudage qui retardent le bridage des éléments. 3.4.2.c) Les contraintes résiduelles parasites : Elles sont extérieures à l’opération de soudage, elles s’exercent sur le joint pendant l’opération (exemple : masse de l’ensemble en porte à faux).Il est possible de les éviter en adoptant des dispositions en conséquence (exemple : soutien de l’ensemble pour éviter l’effet de flexion.)
3.5. DIFFERENT TYPES DE RETRAIT : Les déformations de retrait, engendrées par la dilatation empêchée suivent nécessairement la symétrie axiale de la répartition du flux thermique, Leur apparition est liée aux facteurs suivants :a) La quantité de chaleur introduite dans le joint soudé,b) La géométrie du joint,c) La nature du matériau,d) Les facteurs d’exécution (procédé, nombre de passes, position, …etc.)e) Les facteurs de bridage ou d’auto bridage des éléments à souder. 3.5. a ) Le retrait longitudinal (RL) :
Le raccourcissement se produit parallèlement à la direction du cordon de soudure. C’est l’effet de la contraction du métal d’apport qui est prépondérant. Le décalage du cordon de soudure par rapport à l’axe neutre de la pièce, entraîne secondairement une flexion longitudinale. 3.5. b) Le retrait transversal (RT) :
Il se produit perpendiculairement à la direction du cordon de soudure, dans le plan des pièces. Il est lié à la largeur du joint soudé, influencé par la section du métal fondu, la forme des chanfreins, le jeu entre les pièces, le mode opératoire (nombres de passes) et par les facteurs de bridage. 3.5. c ) Le retrait suivant l’épaisseur :
Celui-ci peut être négligé car il est peu important. Par contre, il peut dans certains cas, engendrer des contraintes résiduelles importantes propices à la naissance de fissures (fortes épaisseurs) Arrachement.3.6. LES CONSEQUENCES MECANIQUES DU SOUDAGE :
D’un point de vue mécanique, l’opération de soudage engendre de façon inéluctable des contraintes résiduelles (figure 3.6) liées aux déformations plastiques induites lors du procédé de soudage. Ces dernières ont pour origine trois phénomènes :• les dilatations thermiques différentielles dues à la présence d’importants gradients de température dans la zone de soudage ;• la chute des propriétés mécaniques du matériau, notamment la limite d’élasticité, aux hautes températures ;
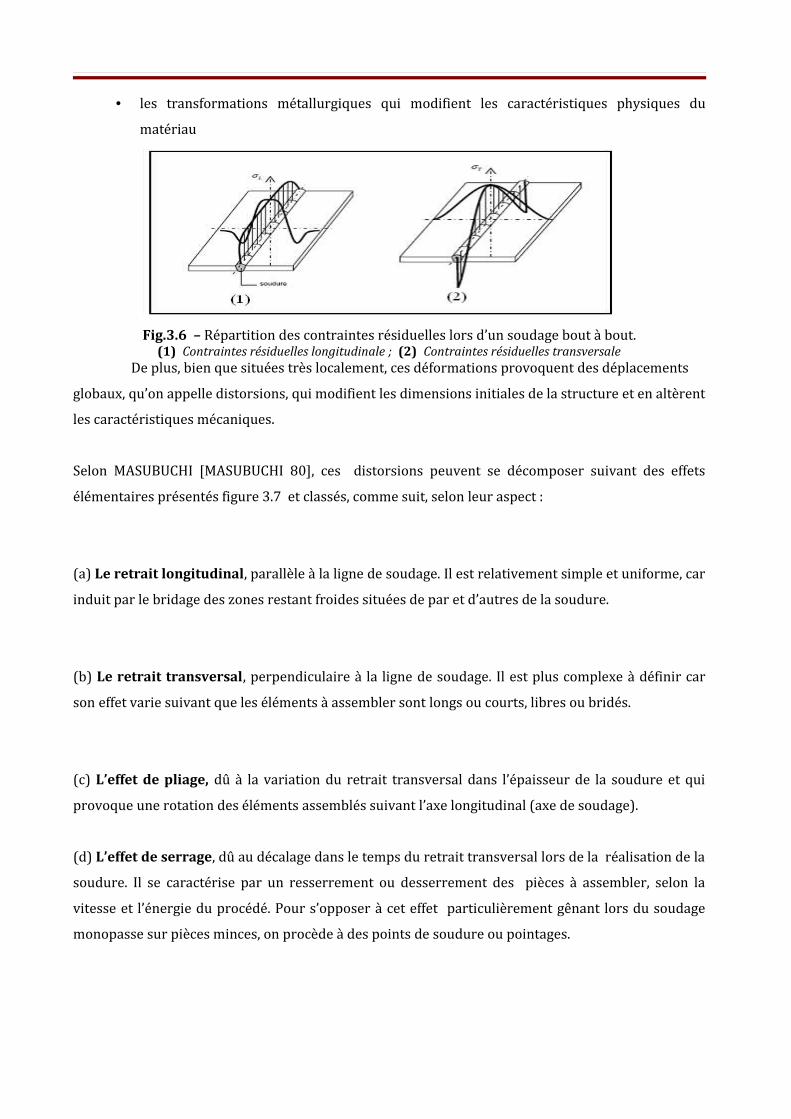
• les transformations métallurgiques qui modifient les caractéristiques physiques du matériau
Fig.3.6 – Répartition des contraintes résiduelles lors d’un soudage bout à bout.(1) Contraintes résiduelles longitudinale ; (2) Contraintes résiduelles transversale De plus, bien que situées très localement, ces déformations provoquent des déplacements globaux, qu’on appelle distorsions, qui modifient les dimensions initiales de la structure et en altèrent les caractéristiques mécaniques.
Selon MASUBUCHI [MASUBUCHI 80], ces distorsions peuvent se décomposer suivant des effets élémentaires présentés figure 3.7 et classés, comme suit, selon leur aspect :(a) Le retrait longitudinal, parallèle à la ligne de soudage. Il est relativement simple et uniforme, car induit par le bridage des zones restant froides situées de par et d’autres de la soudure.(b) Le retrait transversal, perpendiculaire à la ligne de soudage. Il est plus complexe à définir car son effet varie suivant que les éléments à assembler sont longs ou courts, libres ou bridés.(c) L’effet de pliage, dû à la variation du retrait transversal dans l’épaisseur de la soudure et qui provoque une rotation des éléments assemblés suivant l’axe longitudinal (axe de soudage).(d) L’effet de serrage, dû au décalage dans le temps du retrait transversal lors de la réalisation de la soudure. Il se caractérise par un resserrement ou desserrement des pièces à assembler, selon la vitesse et l’énergie du procédé. Pour s’opposer à cet effet particulièrement gênant lors du soudage monopasse sur pièces minces, on procède à des points de soudure ou pointages.
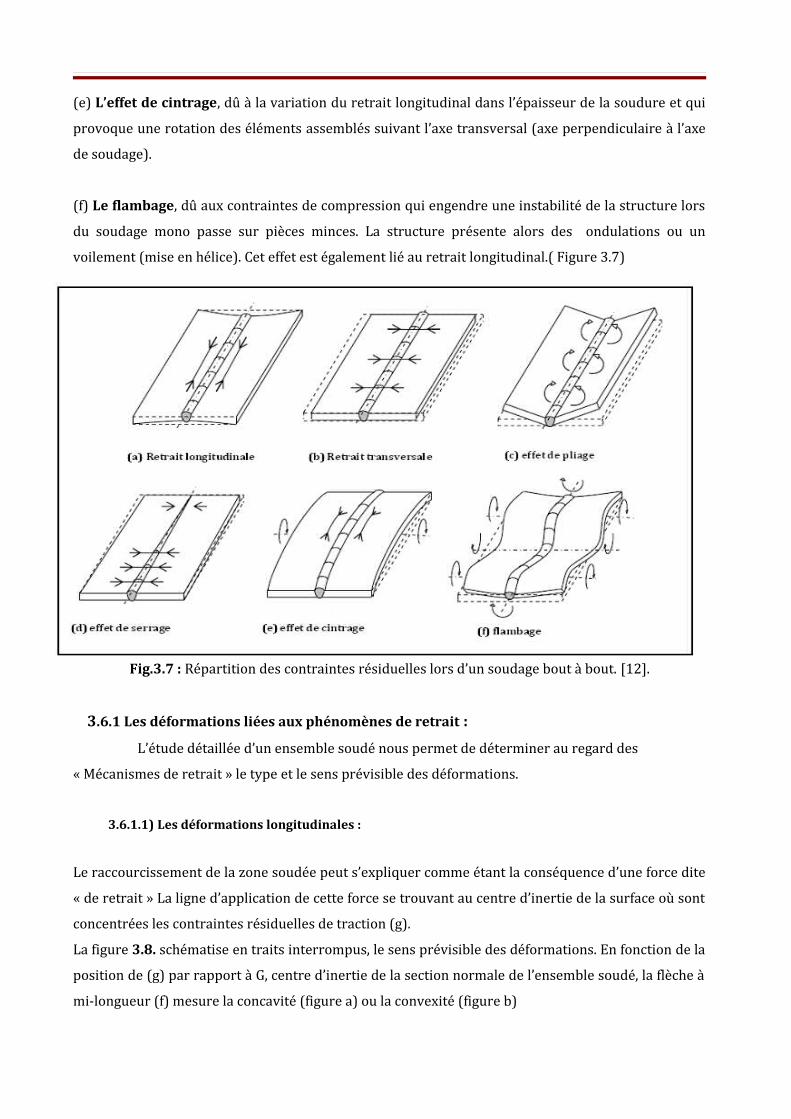
(e) L’effet de cintrage, dû à la variation du retrait longitudinal dans l’épaisseur de la soudure et qui provoque une rotation des éléments assemblés suivant l’axe transversal (axe perpendiculaire à l’axe de soudage).(f) Le flambage, dû aux contraintes de compression qui engendre une instabilité de la structure lors du soudage mono passe sur pièces minces. La structure présente alors des ondulations ou un voilement (mise en hélice). Cet effet est également lié au retrait longitudinal.( Figure 3.7)
Fig.3.7 : Répartition des contraintes résiduelles lors d’un soudage bout à bout. [12]. 3.6.1 Les déformations liées aux phénomènes de retrait : L’étude détaillée d’un ensemble soudé nous permet de déterminer au regard des « Mécanismes de retrait » le type et le sens prévisible des déformations. 3.6.1.1) Les déformations longitudinales :
Le raccourcissement de la zone soudée peut s’expliquer comme étant la conséquence d’une force dite « de retrait » La ligne d’application de cette force se trouvant au centre d’inertie de la surface où sont concentrées les contraintes résiduelles de traction (g).La figure 3.8. schématise en traits interrompus, le sens prévisible des déformations. En fonction de la position de (g) par rapport à G, centre d’inertie de la section normale de l’ensemble soudé, la flèche à mi-longueur (f) mesure la concavité (figure a) ou la convexité (figure b)
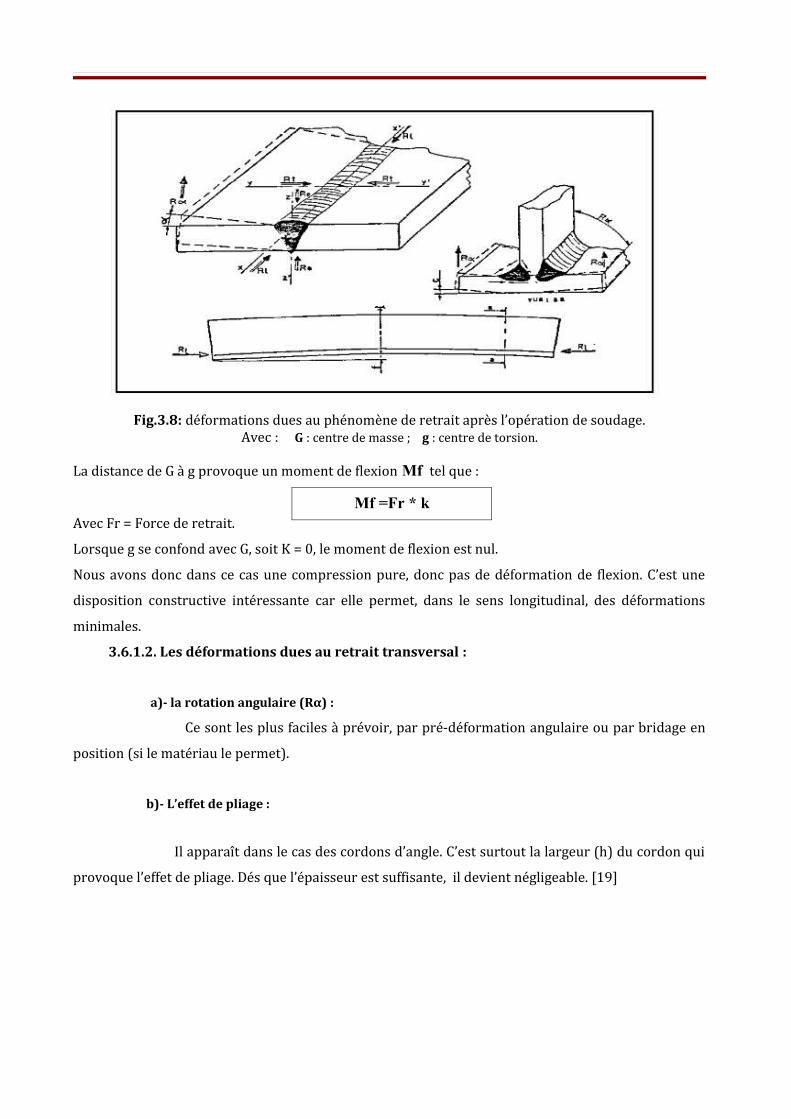
Fig.3.8: déformations dues au phénomène de retrait après l’opération de soudage.Avec : G : centre de masse ; g : centre de torsion.La distance de G à g provoque un moment de flexion Mf tel que :Avec Fr = Force de retrait.Lorsque g se confond avec G, soit K = 0, le moment de flexion est nul.Nous avons donc dans ce cas une compression pure, donc pas de déformation de flexion. C’est une disposition constructive intéressante car elle permet, dans le sens longitudinal, des déformations minimales. 3.6.1.2. Les déformations dues au retrait transversal :
a)- la rotation angulaire (Rα) : Ce sont les plus faciles à prévoir, par pré-déformation angulaire ou par bridage en position (si le matériau le permet). b)- L’effet de pliage :
Il apparaît dans le cas des cordons d’angle. C’est surtout la largeur (h) du cordon qui provoque l’effet de pliage. Dés que l’épaisseur est suffisante, il devient négligeable. [19]
Mf =Fr * k
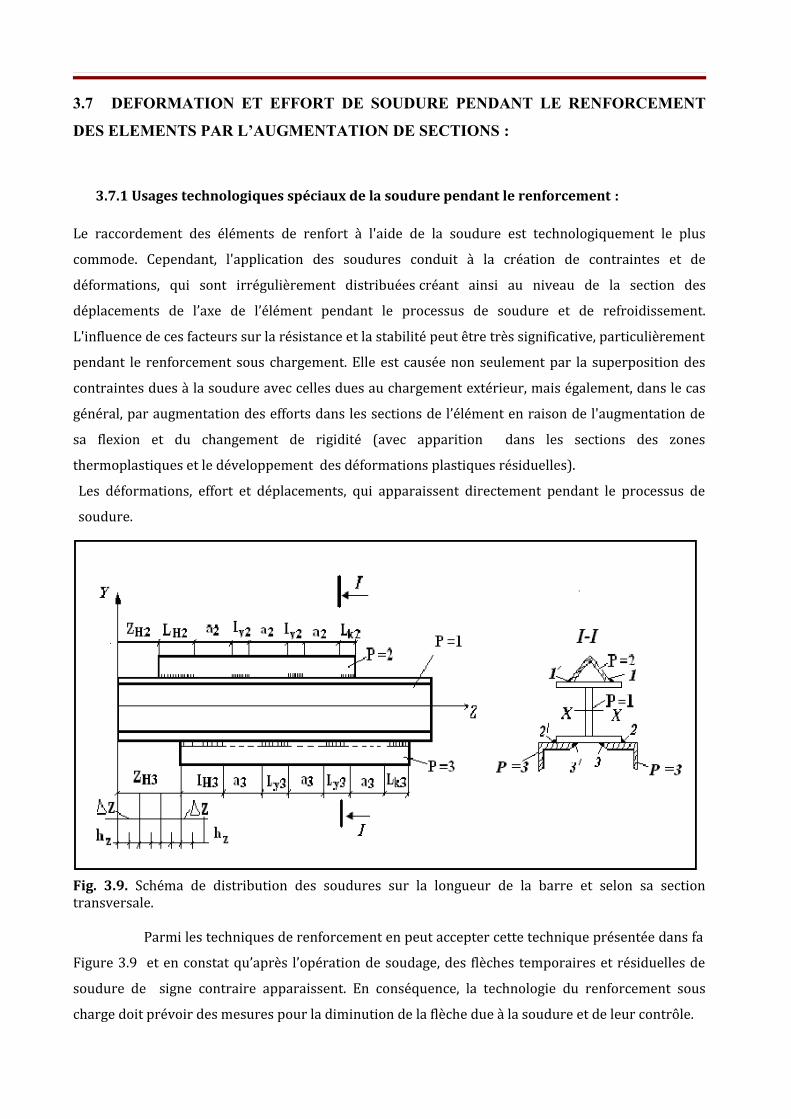
3.7 DEFORMATION ET EFFORT DE SOUDURE PENDANT LE RENFORCEMENT
DES ELEMENTS PAR L’AUGMENTATION DE SECTIONS :
3.7.1 Usages technologiques spéciaux de la soudure pendant le renforcement :Le raccordement des éléments de renfort à l'aide de la soudure est technologiquement le plus commode. Cependant, l'application des soudures conduit à la création de contraintes et de déformations, qui sont irrégulièrement distribuées créant ainsi au niveau de la section des déplacements de l’axe de l’élément pendant le processus de soudure et de refroidissement. L'influence de ces facteurs sur la résistance et la stabilité peut être très significative, particulièrement pendant le renforcement sous chargement. Elle est causée non seulement par la superposition des contraintes dues à la soudure avec celles dues au chargement extérieur, mais également, dans le cas général, par augmentation des efforts dans les sections de l’élément en raison de l'augmentation de sa flexion et du changement de rigidité (avec apparition dans les sections des zones thermoplastiques et le développement des déformations plastiques résiduelles).Les déformations, effort et déplacements, qui apparaissent directement pendant le processus de soudure.
Fig. 3.9. Schéma de distribution des soudures sur la longueur de la barre et selon sa section transversale. Parmi les techniques de renforcement en peut accepter cette technique présentée dans fa Figure 3.9 et en constat qu’après l’opération de soudage, des flèches temporaires et résiduelles de soudure de signe contraire apparaissent. En conséquence, la technologie du renforcement sous charge doit prévoir des mesures pour la diminution de la flèche due à la soudure et de leur contrôle.
Une des méthodes efficaces pour diminuer les déformations des éléments dues au assemblage soudée est la diminution de toute la longueur de soudures, qui peut être effectué par l'application des soudures discontinues.Les soudures, qui assemblent les éléments de renforcement sur l’élément principal à l'exception des sections d’extrémité, travaillent au cisaillement ; elles sont faiblement chargées, elles jouent essentiellement le rôle d’assemblage et leurs dimensions sont souvent dictées par des considérations de conception. Les soudures d'extrémité dans un certain nombre de cas assurent la transmission des forces longitudinales sur les éléments du renforcement ; donc les longueurs et les épaisseurs des soudures d'extrémité sont fréquemment plus grandes que dans les soudures intermédiaires.
Le schéma particulier de renforcement exige que chacun des éléments du renforcement doivent lier à l’élément principal par au moins deux cordon de soudures (voir fig. 3.9.). Pour la diminution des déformations parasites (supplémentaires) dans l’élément renforcé, il faudrait employer une technologie de renforcement, qui assure la symétrie du champ de la température, pour cela il faut exécuter les deux cordons en même temps (soudures 1 et 1’, 2 et 2 ' sur la fig.3.9) ou, plus réellement, par des soudures séquentielles avec de petites sections. Dans ce qui suit nous appellerons la soudure « parallèle » des soudures conjuguées, cette notification dans le cas d'exécution de soudure manuelle pendant le renforcement, elle est technologiquement la plus commode.L'ordre de soudage des éléments de renforcement peut être différent. Avec la présence des éléments situé sur les côtés convexes et concaves de l’élément de base, la soudure habituellement est accomplie près de deux étapes successives, au moment où lesquelles sont soudés les éléments, placés de part et d’autre du plan XZ. La soudure de deux éléments conjugués, symétriquement placés (éléments p=3 sur la fig.3.9), effectue rationnellement et simultanément, sans permettre le déplacement de l'axe de l’élément.L'ordre d'application des soudures sur la longueur de la poutre peut avoir un effet essentiel sur son comportement. Particulièrement une grande influence de la façon de soudure (sa vitesse, l'ordre d’exécution des sections des soudures, les intervalles de temps entre la soudure des sections etc.…) sur les flèches provisoires, qui apparaissent. Comme le montre les études expérimentales , une augmentation de la vitesse de soudure sans interruptions, menant vers un échauffement inégal intensif des sections, pouvant causer une

augmentation significative des flèches provisoires et même mener à une perte de stabilité des éléments comprimés ,afin de diminuer l’effet des contraintes résiduelles due à l’influence thermique lord de la liaison des éléments entre eux , selon les conditions et la façon de renforcement, on emploie pratiquent différents ordres de soudage : au passage d’une extrémité à l'autre de l’élément, de l’extrémité de l’élément vers le milieu, se quant appelle la soudure dispersée par des sections, avec ou sans les interruptions .[9]Les flèches dues à la soudure des éléments renforcées augmentent avec la croissance de leur flexibilité, accompagnée par une diminution de la rigidité des sections. Ces circonstances doivent être considérées avec le développement de la technologie de renforcement, c’est pour cela les soudures en étaient normalisées (une longueur de 20-30 millimètres avec un pas ou bien un espacement entre les cordons de 300-500 millimètres) assure que le fonctionnement de l’élément renforcé apporte à une forte diminution des flèches du à la soudure. Les cordons absorbent les forces de cisaillement insignifiantes, qui apparaissent lords d’apparition des courbures accompagné par un changement de la rigidité de la poutre renforcée. Comme nous montre les calculs et les études expérimentales, que lord de la liaison des éléments par des soudures continue, la capacité portante diminue et en ne peut pas garantir le travail de l’élément renforcée dans le temps.En tenant compte de ce qui a été dit ci-dessus, Les paramètres des soudures sont supposés donnés avec une longueur des cordons de soudure : au début (LH), à l’extrémité (LK) et intermédiaires (Ly), les ouvertures (a) entre les soudures, ces paramètres peuvent être différents pour les éléments impairs du renforcement (voir la Fig 3.9). Les soudures continues sont considérées comme un cas particulier de soudures discontinues.Les conditions qui caractérisent cette technique d’assemblage est la vitesse de soudure (m/s), le déplacement de l'arc et la puissance de la chaleur dégagée q (j/s), ces caractéristiques dans le cas de la soudure d’angle peuvent être déterminées par les formules : (3.1) (3.2)Où : section transversale de la soudure d'angle ;
: le coefficients d’amplification, selon le diamètre de l'électrode ;
: La perpendiculaire de la soudure ;
: Le coefficient de surfaçage ;
: Densité l’acier, g/ ;
: Intensité du courant de soudure ; η : le facteur de disponibilité de la chaleur de l'arc de soudure;
: la tension du courant de soudure ;Avec la soudure manuelle l'énergie linéaire (j/s) peut être approximativement déterminée par la
formule : ; (3.3) Où est pris en cm.La puissance de l'arc est liée à l'énergie linéaire par la relation : (3.4) Dans le cas général du calcul, prenons des caractéristiques de régime de soudure différentes en fin et en sections intermédiaires de chacun des éléments de renforcement (selon l’épaisseur de la soudure requis). L’ordre de souder les éléments du renforcement, le déplacement d'arc sur la longueur de l’élément de base, ainsi que les sections des cordons de soudures sont supposés connus. Avec le calcul sur ordinateurs cet ordre peut être stipulé dans l’introduction des données ou bien par un sous-programme spécial selon l'ordre d’exécution de la soudure. Les intervalles de temps entre les soudures, qui sont employées pour diminuer l’effet de chauffage de l’élément. 3.8. EVALUATION DES EFFORTS ET DES DEFORMATIONS DE SOUDURE :
La simulation du processus d’évolution des efforts et des déformations de soudure est complexe. Ces complexités proviennent du caractère particulier du chauffage de l’élément par la source de chaleur où la température (souvent au sujet des lois complexes), qui cause une distribution irrégulière de la température dans l'espace et dans le temps. Pendant le processus de soudure la température varie selon un intervalle important ce qui provoque un changement des caractéristiques mécaniques et physiques du métal. Les causes énumérées ci-dessus nous obligent à prendre en compte un certain nombre de simplifications pour la détermination des digrammes des efforts et des déformations. Ces simplifications concernent l’idéalisation, des facteurs (c.-à-d champ de la température pendant la soudure) et de l'idéalisation du milieu déformable, soumis à la température. Un aperçu détaillé et une analyse des méthodes existantes pour l’évaluation du développement des efforts et des déformations de soudure. Ci-dessous nous considérerons seulement les propriétés
particulières en concordance avec la détermination de l'état contrainte – déformation de l’élément renforcé pendant le processus de soudure et de refroidissement. Pour le calcul de la température, ces caractéristiques spéciales causent, en premier lieu, une complexité à configurer les sections des éléments renforcées et aussi l'ordre complexe de l'application des soudures. Dans la majorité des tâches pour l'évaluation des efforts et des déformations on utilise des méthodes de calcul analytiques pour la détermination des températures, se basant sur la théorie de propagation de la chaleur. Pendant la construction de cette théorie, il est accepté un certain nombre de conditions préalables de simplification (modèle soudable sous forme de corps semi-infini formé de plaques d'épaisseur constant, la constance des propriétés thermo-physiques du matériel, un déplacement graduel supposé rectiligne due la source de chaleur le long du corps soudable), qui limitent l'application des méthodes analytiques développées. Ces dernières hypothèses sont acceptables seulement pour les formes les plus simples des sections d’éléments, qui peuvent être représentées pour les éléments minces, composés des plaques comme profilés laminé soudées renforcés par des soudures simples. Dans le cas du renforcement des sections composées, cette procédure est très complexes (par exemple section doublet). Le débordement de la chaleur en bas des plaques, qui ne touchent pas directement la soudure, n’est pas pris en compte.La complexité de la forme des sections des éléments renforcées est reliées au flux thermique, la variation des épaisseurs et des limites dimensionnelles des éléments constitutifs de grand nombre (quatre et plus avec quelques diagrammes de renforcement)du cordons de soudures dans les sections et la possibilité de l'application des soudures par points à ligne directe de leurs sections (en conséquence dont le champ de la température dans un certain nombre de cas, il ne peut pas être considéré comme régulier) font que les calculs analytiques du champ de la température pour la majorité des diagrammes du renforcement est inacceptable. Les exceptions présentent seulement quelques cas spéciaux du renforcement, pour lesquels au moment où les cordons continus peuvent être employées les modifications de la méthode analytique, proposés par [A]. [V]. [STOLBOV].Plus efficacement pour les tâches en question s’avérer être les méthodes numériques, qui permettent pour renoncer à la majorité de simplifications des solutions analytiques. Les mérites significatifs dans le champ d'application de ces méthodes pour calculer la température sur différents modèles des corps, pour être soudés entre eux appartiennent à [v]. [I].[MAKHNENKO].

La méthode de différence-finie a été utilisée comme base de calculs, en particulier, parce que la poutre est à parois minces et le diagramme employé est localement unidimensionnel des équations à différences, dont la solution a été accomplie par la méthode de dispersion.La prétention au sujet de l'indépendance de la propagation de la chaleur au niveau des cordons de soudure, leurs effets converge vert les section adjacentes à cause des la conductivité de l’acier. Il soit nécessaire pour considérer la pluralité des unités du contact des éléments composant la poutre, pour considérer la possibilité de l'application parallèle de plusieurs soudes.L’élan général à la solution des équations de la conductivité thermique pour les tâches en question. La prétention au sujet de la constance du champ de la température le long de l'épaisseur des éléments est assumée comme base de ces solutions. Une erreur dans cette prétention en raison du principe de l'influence locale.Comme l’épaisseur de la poutre est petite, le champ de la température pour l'élément de la base peut être décrit avec l'équation bidimensionnelle de la conductivité thermique suivante: (3.5) Où : l'opérateur différentiel du deuxième ordre.Dans le cas général les opérateurs peuvent être enregistrés sous cette forme : (3.6) Avec : (x, t) : les coefficients variables, qui dépendent de la température T.Construisons sur le rectangle avec des côtés , qui rapproche l'élément, avec discrétisation uniforme dans les directions , et nous remplaçons l’opérateur , par l'opérateur de différence : (3.7) Le coefficient est choisi de sorte que l'opérateur soit au deuxième ordre de l'approximation, par exemple sous la forme : (3.8) Avec et l’intervalle de temps.Les équations différentielles des directions variables, les solutions de l'équation (3.5) qui assurent la stabilité, peuvent être enregistrées sous la forme ci-dessous : (
(3.9) ( La solution du système (3.9) peut être accomplie par différentes méthodes. Si nous prenons que les dérivés de l'opérateur seulement dans une direction , alors il va être unidimensionnel, dans ce cas la solution de l'équation (3.5) est remplacée par la solution séquentielle des équations unidimensionnelles (3.9) correspondant au diagramme unidimensionnel local. Comme il a été déjà mentionné, la solution de cette méthode a été employée par V. I. [MAKHNENKO], pour évaluer le champ de la température dans les parois minces des éléments soudées localement. Le diagramme unidimensionnel converge avec la vitesse de la valeur , avec , Ceci exige le choix d’une augmentation du nombre de cycles de calcul. En tenant compte que la différence de pas le long de l'axe de l’élément avec la solution des problèmes est reliée à l'intervalle de temps (afin d'assurer la position instantanée de la source de chaleur au nœud de la région de la structure), l'utilisation d'un diagramme unidimensionnel local de l’élément sur sa longueur. En conséquence il ya élévation non seulement du temps de calcul, mais également la mémoire des machines de calcul (puisque les données initiales pour le calcul de la température en n'importe quelle nœuds sont les valeurs des températures pour le noeud k).Il serait plus raisonnable pour résoudre l'équation (3.5) qu’on utilise, les diagrammes longitudinaux et transversaux, dans lesquels les opérateurs , les dérivés à travers les deux axes. Ce diagramme est régulier et dans le cas de la région rectangulaire assure déjà le deuxième ordre de l'approximation avec la précision . La simulation des propriétés thermo-physiques (le coefficient est la conductivité thermique, diffusion de la chaleur et également, la capacité de chaleur volumétrique) pour les aciers à faible teneur en carbone selon la graphique Fig. 3.10.Pour la majorité de métaux un changement de la température pendant le processus de soudure est accompagné par un changement des propriétés mécaniques et physiques du matériaux , provoquant des transformations structurales qui conduit au développement des déformations dues à la plasticité du matériau ,le fluage, relaxation etc.…En tenant compte de tous ces facteurs avec l'élaboration des méthodes pratiques d'évaluation des efforts de soudure et les contraintes ont mené à considérer certaines conditions simplificatrices de calcul. En règle générale, les transformations volumétriques et structurales ne sont pas considérés, on tiendra compte seulement des déformations et des efforts initiales, qui sont équilibrés par la structure macroscopique de la matière.
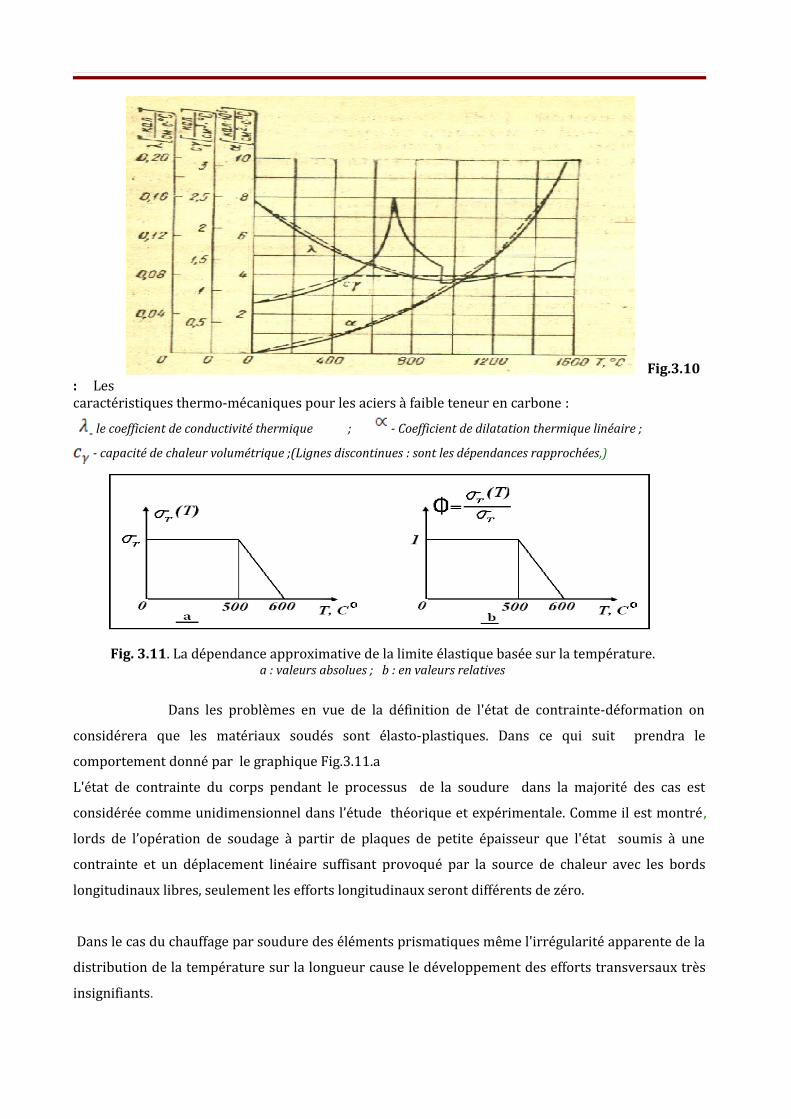
Fig.3.10 : Les caractéristiques thermo-mécaniques pour les aciers à faible teneur en carbone : - le coefficient de conductivité thermique ; - Coefficient de dilatation thermique linéaire ;
- capacité de chaleur volumétrique ;(Lignes discontinues : sont les dépendances rapprochées,)
Fig. 3.11. La dépendance approximative de la limite élastique basée sur la température.a : valeurs absolues ; b : en valeurs relatives Dans les problèmes en vue de la définition de l'état de contrainte-déformation on considérera que les matériaux soudés sont élasto-plastiques. Dans ce qui suit prendra le comportement donné par le graphique Fig.3.11.aL'état de contrainte du corps pendant le processus de la soudure dans la majorité des cas est considérée comme unidimensionnel dans l’étude théorique et expérimentale. Comme il est montré, lords de l’opération de soudage à partir de plaques de petite épaisseur que l'état soumis à une contrainte et un déplacement linéaire suffisant provoqué par la source de chaleur avec les bords longitudinaux libres, seulement les efforts longitudinaux seront différents de zéro.
Dans le cas du chauffage par soudure des éléments prismatiques même l'irrégularité apparente de la distribution de la température sur la longueur cause le développement des efforts transversaux très insignifiants.
Tenant compte des conditions de chargement pour le renforcement de l’élément au moment de soudure, plus loin dans le cas général de calcul nous considérons seulement les efforts longitudinaux différents de zéro, dirigé le long de l’axe de l’élément, et la contrainte tangentielle, dont la présence est causée par l'action des charges transversales. Pour un certain nombre de cas spéciaux du calcul (éléments tendus et comprimés fléchies avec de petites forces transversales), l'influence des déformations dues aux contraintes de cisaillement sont négligées, en supposant τ = 0. Le problème important est l’évaluation de l'influence des déformations de torsion et des déformations du plan de flexion de l’élément à souder. Avec l'application de la soudure de grande ampleur, qui ne se trouve pas dans le plan de la symétrie de la poutre, les sections étant chauffées non symétriquement mènera à la déformation de l'axe de l’élément à partir du plan de la symétrie (forces planes) et l’apparition des déformations de torsion. Cependant comme il est mentionné ci-dessus ces déformations parasites peuvent être enlevés ou sensiblement affaiblis avec de la soudure parallèle aux paires de soudures. Dans ces conditions déjà à une distance petite du champ de température de l'arc devient pratiquement symétrique, et la déformation de la tige due aux forces de surface est négligeable.Il est montré, pour les éléments à parois minces asymétriques l'influence des déformations de torsion sur la cinétique des déplacements et des efforts n’est pas importante, ce qui permet de déterminer les déformations de flexion indépendamment des celles de la torsion, tandis que devant la majorité des cas de calcul et pour négliger l'influence de ce dernier, Cela est d'autant plus juste pour les éléments de section symétrique, chargées dans le plan de la symétrie.Pendant l'évaluation de l'état de contrainte-déformation de sections tenant compte des déformations de cisaillement nous emploierons la théorie de déformation de plaques, considérant que la nature du chargement des fibres pendant le procédé de soudure est simple.Un certain nombre d’investigations, les conditions de réalisations du chargement simple avec la soudure remarquable restent discutables. Néanmoins la théorie de déformation de plaques s'adapte largement pour résoudre la majorité des problèmes de la température.Dans beaucoup des travaux est posé le problème de l'évaluation approximative des déformations et des efforts résiduels, qui apparaissent après refroidissement du corps soudé. Habituellement dans ces cas on délimite deux régions : la zone du chauffage élevé avec les déformations purement thermoplastiques et la zone des déformations élastiques. Avec le choix approprié du niveau de la

température, qui détermine la plus grande largeur de la zone thermoplastique, il est possible de trouver le niveau maximum des déformations plastique résiduelles, qui apparaissent après refroidissement de la section.Cette approche permet de simplifier considérablement la solution. L'interaction de la charge externe avec le chauffage dû à la soudure cause des déformations supplémentaires de la tige, une augmentation des efforts dans ses sections et le cumul des déformations et des efforts de la charge externe avec des efforts et des déformations temporaires de soudure. Ceci dicte le besoin de tracer le développement des déformations de soudure dans le temps. Sur cette base mettons une méthode itérative, divisant la période entière de la soudure et de refroidissement par des étapes séparées, dans des intervalles de temps .3.9. CALCUL DE CHAMP DE LA TEMPERATURE PENDANT L’OPERATION DE SOUDAGE : Nous résolvons le problème de la température avec l’utilisation de différents schémas longitudinale –transversale de différence, décrit en de 3.8. La distribution de la chaleur dégagée de l’arc entre les éléments à souder est prise proportionnellement à leurs épaisseurs dans la zone de soudure. Cette disposition suppose que le champ de la température est constant sur l’épaisseur des éléments. L’équation de la conductivité thermique pour chacun des éléments est sous la forme suivante: = (3.10)Où T – température ; t – temps ; - capacité de chaleur volumétrique ; -coefficient de conductivité
thermique ; - épaisseur ; - fonction de source de la chaleur (distribuée jusqu’à la puissance de
volume de l’arc de soudure) ; d - nombre de plans de l’émission de la chaleur de l’élément (d=1 ou 2
selon le schéma du renforcement) ; - température ambiante ; - coefficient d’émission extérieure de
la chaleur ; s et z axes de coordonnées.
Les émissions de chaleur sur les bords des éléments sont négligées et considérons que les conditions aux
limites sont sous la forme suivante : (3.11)Où n –c’est la normale à l’extrémité de la surface.

Utilisons le système des coordonnées, et z, où l’axe z est dirigé le long de l’axe de la l’élément de base, et l’axe suivant la ligne moyenne de chacun des éléments, le long de la normale à l’axe de z. Nous rapprochons des éléments par les régions de grille, ayant le long de z des pas (pour tous les éléments), et le long de les pas . La valeur que nous choisissons de telle manière que la longueur sur la longueur de l’élément avant la déformation soit multiple, (voir 3.9) Le gradient de températures est important dans les zones du chauffage élevé (près de la position du point instantanée de l’arc de soudure), pour garantir la précision de la solution du problème de la température, et l’évaluation de l’état de déformation contrainte de l’élément, on utilise l’équation (3.9), ou on peut écrire que la différence de la température pendant l’instant de la température ∆ t (Voir (3.10)) :
] (3.12)
] (3.13) Où : n , i indice des unités de la grille de différence le long de et z, k-nombre de moment de temps. La valeur de est prise différente de zéro seulement pour les points n , i au moment

t= k ∆t ou la source de chaleur se trouve localisée. La valeur g peut être trouvée par la formule :
(3.14) : où : a et b caractérisent les numéros des éléments soudés par les cordons donnés. La désignation de l’intervalle de temps pendant le procédé de soudage est dicté par la condition / , qui assure la position instantanée de la source de chaleur mobile dans le système de coordonnées.Avec un ordre donné de soudure des sections des cordons nous considérons ces positions définies clairement.Les systèmes (3.12) et (3.13) peuvent être récrits sous la forme suivante : (3.15) (3.16)Où :
La solution des systèmes (3.13) et (3.16) est obtenue avec l’utilisation de la méthode de dispersion. Ecrivons pour le nœud n équations par la méthode de dispersion sur l’axe z (avec i=constante) : (3.17) Pour le nœud n- 1 et en tenant compte de (3.17) on a :
= + (3.18)
Substituant (3.17) et (3.18) dans (3.13), après simplifications nous obtiendrons : (3.19)
De (3.17) et (3.19), on voit que l’équation (3.13) sera satisfaite, si nous considérons que,
Ainsi nous obtiendrons la relation de récurrence pour déterminer les coefficients de dispersion et :
(3.20)
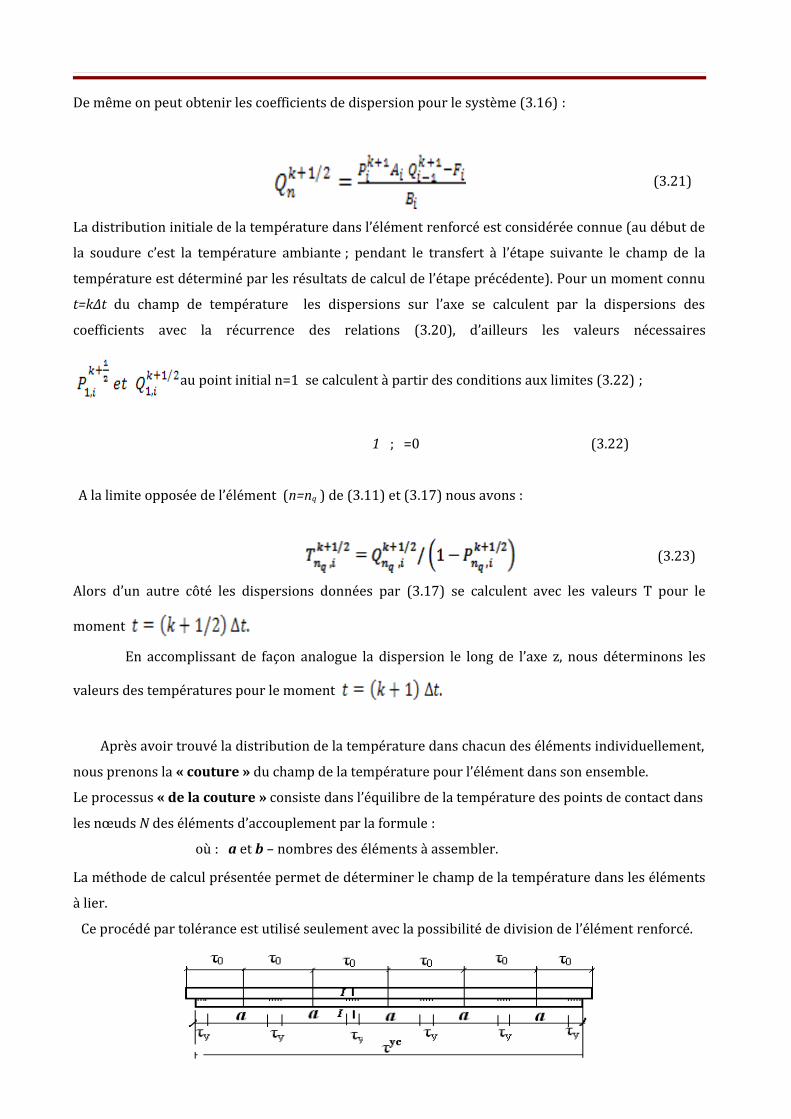
De même on peut obtenir les coefficients de dispersion pour le système (3.16) : (3.21)
La distribution initiale de la température dans l’élément renforcé est considérée connue (au début de la soudure c’est la température ambiante ; pendant le transfert à l’étape suivante le champ de la température est déterminé par les résultats de calcul de l’étape précédente). Pour un moment connu t=kΔt du champ de température les dispersions sur l’axe se calculent par la dispersions des coefficients avec la récurrence des relations (3.20), d’ailleurs les valeurs nécessaires
au point initial n=1 se calculent à partir des conditions aux limites (3.22) ; 1 ; =0 (3.22)
A la limite opposée de l’élément (n=nq ) de (3.11) et (3.17) nous avons : (3.23)Alors d’un autre côté les dispersions données par (3.17) se calculent avec les valeurs T pour le moment En accomplissant de façon analogue la dispersion le long de l’axe z, nous déterminons les valeurs des températures pour le moment
Après avoir trouvé la distribution de la température dans chacun des éléments individuellement, nous prenons la « couture » du champ de la température pour l’élément dans son ensemble.Le processus « de la couture » consiste dans l’équilibre de la température des points de contact dans les nœuds N des éléments d’accouplement par la formule : où : a et b – nombres des éléments à assembler.La méthode de calcul présentée permet de déterminer le champ de la température dans les éléments à lier.Ce procédé par tolérance est utilisé seulement avec la possibilité de division de l’élément renforcé.

Fig.3.12 : Diagramme de répartition des cordons dans l’élément renforcé. : Longueur de l’élément de renforcement.a : Le pas entre les cordons de soudure. : Longueur du cordon de soudure. Notons en conclusion que la méthode de solution du problème de la température présentée permet d’examiner les cas de la soudure de l’élément de renforcement arbitrairement orientés (par exemple, les nervures de raidissement longitudinales, transversales ou inclinées et autres). Une erreur dans cette méthode approximative de calcul de champ de la température sera insignifiante,
3.10 .DETERMINATION DE L'ETAT DE CONTRAINTE - DEFORMATION DES
ELEMENTS PENDANT LE PROCESSUS DE SOUDURE : Des composants élastiques et plastiques des déformations tenant en compte les déformations plastiques résiduelles, qui peuvent être trouvés, toute ont basant sur le graphique présenté la Fig. 3.11, selon l'expression de la fonction , qui caractérise le rapport de la limite élastique de l'acier à cette température T par rapport à la limite élastique à une température normale (voir la Fig. 3.11, b) :Le coefficient Ф peut êtres trouvé après l’obtention de la répartition de la température dans chaque nœud. (3.28) Les paramètres des déformations les préhistoires, peuvent être trouvés basées sur les formules :
(3.29)Si : les fibres sont plastifiées et les déformations plastique résiduels apparaissent,

; (3.30)
Si : Avec les fibres se fonctionnent dans le domaine élastique et les formules présenté dans la formule (2.21) sont applicables.Il est possible de considérer lors de chauffage là ou la température uniforme est de l’ordre > 600 C⁰, que seulement les déformations axiales sont prennes en considération et les déformations résiduelles des fibres de la section renforcée peuvent être trouvées basées sur les formules suivantes :
Ф pour
(3.31) Pour
• Un nombre important de publication consternant les contraintes résiduelles de soudage apparaisse dans la littérature mais assez peu à ce jour s’intéressent au soudage (Faure et
al .,1996 et Teng et al .,1997)
4.1 INTRODUCTION :
L’industrie crée chaque jour de nombreux produits constitués par des assemblages de pièces. Pour
relier ces pièces entre elles, divers procédés peuvent être utilisés : boulonnage, vissage, sertissage rivetage,
soudage, …
La modélisation de ce procédé de soudage est un problème très complexe car elle implique des couplages
entre des phénomènes mécaniques, thermiques et métallurgiques. De point de vue thermique, des échanges
de chaleur dépendent directement du type de contact choisi dans la modélisation. C’est pourquoi il est
important de bien comprendre et décrire les différents choix proposés par le logiciel concernant ce contact
ainsi que tous les autres aspects comme la thermique, les grandes déformations, les lois de comportement et
de frottement. Ainsi, il est intéressant de dissocier chaque aspect afin d’analyser pour chacun leur influence
sur le procédé de soudage. [20]
Ce chapitre porte sur l’analyse numérique du problème de réhabilitation telle que le renforcement
des éléments de constructions métalliques (poutres profilée laminée renforcée par des éléments
métalliques). L’analyse numérique est réalisée avec le logiciel ABAQUS 6.5-1,prenant en considération
l’influence des conditions opératoires de soudage sur les contraintes résiduelles dans les assemblages
soudés qui reste à ce jour mal connu et n’est a fortiori pas prise en compte dans le calcul par éléments finis.
On évalue dans cette étude les deux cas de soudure, afin de chercher une technique la plus efficace
d'assemblage avec un minimum de contraintes résiduelles et une meilleure adhérence entre les éléments liés
:
1er cas c’est poutre renforcée avec soudure continue.
2ème cas c’est poutre renforcée avec soudure discontinue.
4.2. APPROXIMATION DE LA FLEXION :
Le but de toute étude basée sur les éléments plaques est d’avoir un élément robuste et capable
d’analyser les plaques tant minces qu’épaisses, cependant un élément robuste et précis doit avoir certaines
caractéristiques telles que les conditions de continuité et de complétude , ce qui n’est assuré qu’à partir
d interpolation par des polynômes complets, pour satisfaire ces conditions, beaucoup d’éléments ont été
développés en se basant sur la théorie de REISSNER – MINDLIN où la flèche w et les rotations sont
considérées indépendantes et ne nécessitent que la continuité de type C0 . Cependant l’extension de ces
éléments à l analyse des plaques minces est généralement à l’origine de l’augmentation de la rigidité de la
structure lorsque la plaque devient mince (c’est le phénomène de blocage numérique au cisaillement
transversal) . Ce qui ne rend ces éléments valables que pour l’analyse des plaques épaisses, bien que
beaucoup de solutions numériques aient été proposés.
D’autres approches généralisent la plaque mince pour la rendre capable de traiter les coques minces et
épaisses. Dans ce cas la plaque est basée sur la théorie de KIRCHOFF , avec laquelle la déformation de
cisaillement est introduite pour rendre le modèle capable de traiter autant les plaques minces qu’épaisses.
La théorie de KIRCHHOFF a l’avantage d’être simple et fiable pour les plaques.
4.2.1. Famille d’éléments de plaques : Les hypothèses cinématique et statique conduisent à trois familles d’élément finis de plaque :
• Structures minces :
Pour ces structures dont le rapport (épaisseur /longueur caractéristique h /l) est inférieur à 1/20,
les effets de cisaillement transverse peuvent être négligés et la théorie de KIRCHHOFF s’applique : la
théorie de KIRCHHOFF sous forme discrète apparaît comme le bon choix pour une bonne analyse linéaire
des coques minces.
• Structures épaisses :
Quand le rapport (épaisseur/ longueur caractéristique) est de l’ordre de 1/10, pour ces structures, on
utilisera des éléments de plaque qui tiennent compte du cisaillement transverse. Nous nous limitons à la
théorie du premier ordre de REISSNER – MINDLIN.L’analyse linéaire des structures minces sera ensuite
étendue à l’analyse non linéaire en grands déplacements.
• Structures d’épaisseur modérée :
Cette structure vérifie aussi l’hypothèse de REISSNER – MINDLIN.
Ainsi notre travail concerne un seul type de structure qui est le type de structures minces. [21]
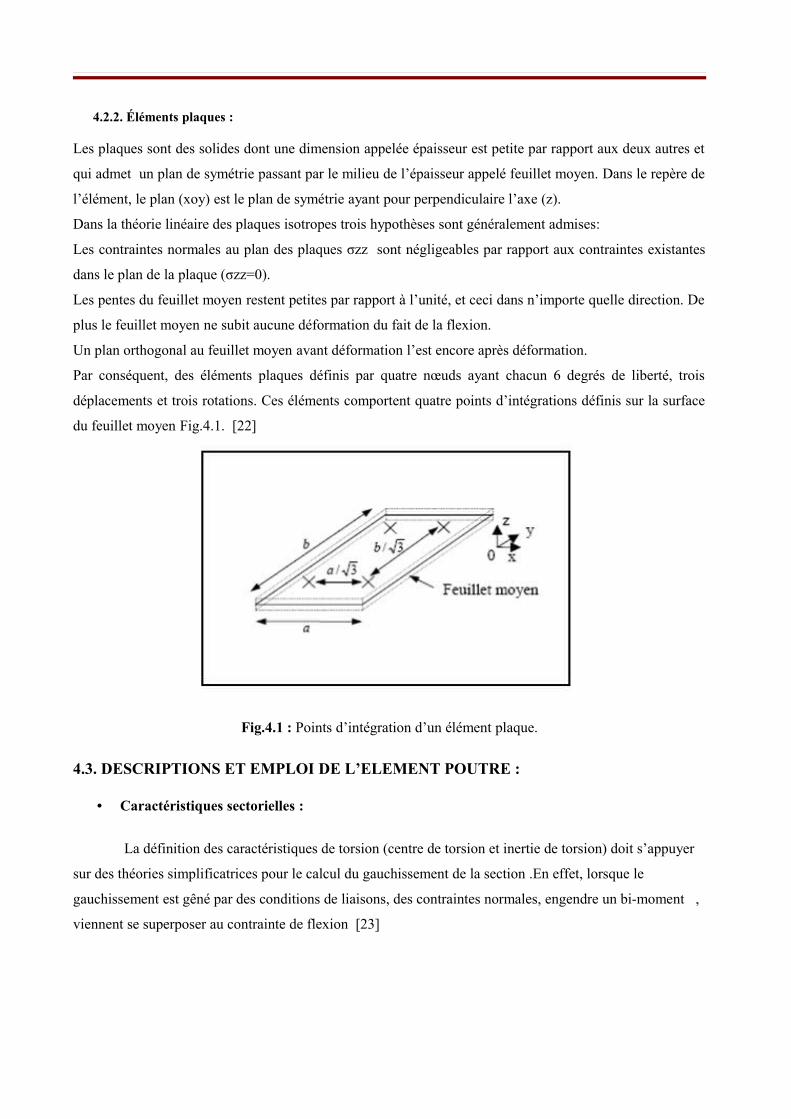
4.2.2. Éléments plaques :
Les plaques sont des solides dont une dimension appelée épaisseur est petite par rapport aux deux autres et
qui admet un plan de symétrie passant par le milieu de l’épaisseur appelé feuillet moyen. Dans le repère de
l’élément, le plan (xoy) est le plan de symétrie ayant pour perpendiculaire l’axe (z).
Dans la théorie linéaire des plaques isotropes trois hypothèses sont généralement admises:
Les contraintes normales au plan des plaques σzz sont négligeables par rapport aux contraintes existantes
dans le plan de la plaque (σzz=0).
Les pentes du feuillet moyen restent petites par rapport à l’unité, et ceci dans n’importe quelle direction. De
plus le feuillet moyen ne subit aucune déformation du fait de la flexion.
Un plan orthogonal au feuillet moyen avant déformation l’est encore après déformation.
Par conséquent, des éléments plaques définis par quatre nœuds ayant chacun 6 degrés de liberté, trois
déplacements et trois rotations. Ces éléments comportent quatre points d’intégrations définis sur la surface
du feuillet moyen Fig.4.1. [22]
Fig.4.1 : Points d’intégration d’un élément plaque.
4.3. DESCRIPTIONS ET EMPLOI DE L’ELEMENT POUTRE :
• Caractéristiques sectorielles :
La définition des caractéristiques de torsion (centre de torsion et inertie de torsion) doit s’appuyer
sur des théories simplificatrices pour le calcul du gauchissement de la section .En effet, lorsque le
gauchissement est gêné par des conditions de liaisons, des contraintes normales, engendre un bi-moment ,
viennent se superposer au contrainte de flexion [23]
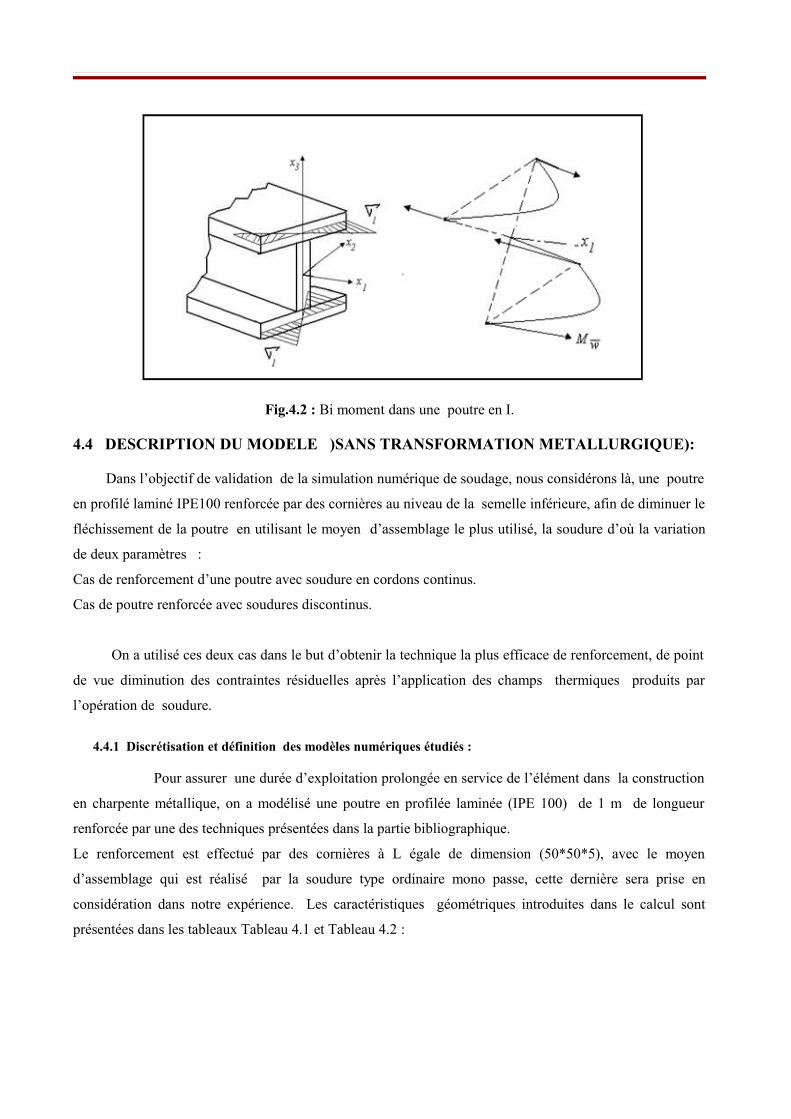
Fig.4.2 : Bi moment dans une poutre en I.
4.4 DESCRIPTION DU MODELE )SANS TRANSFORMATION METALLURGIQUE):
Dans l’objectif de validation de la simulation numérique de soudage, nous considérons là, une poutre
en profilé laminé IPE100 renforcée par des cornières au niveau de la semelle inférieure, afin de diminuer le
fléchissement de la poutre en utilisant le moyen d’assemblage le plus utilisé, la soudure d’où la variation
de deux paramètres :
Cas de renforcement d’une poutre avec soudure en cordons continus.
Cas de poutre renforcée avec soudures discontinus.
On a utilisé ces deux cas dans le but d’obtenir la technique la plus efficace de renforcement, de point
de vue diminution des contraintes résiduelles après l’application des champs thermiques produits par
l’opération de soudure.
4.4.1 Discrétisation et définition des modèles numériques étudiés :
Pour assurer une durée d’exploitation prolongée en service de l’élément dans la construction
en charpente métallique, on a modélisé une poutre en profilée laminée (IPE 100) de 1 m de longueur
renforcée par une des techniques présentées dans la partie bibliographique.
Le renforcement est effectué par des cornières à L égale de dimension (50*50*5), avec le moyen
d’assemblage qui est réalisé par la soudure type ordinaire mono passe, cette dernière sera prise en
considération dans notre expérience. Les caractéristiques géométriques introduites dans le calcul sont
présentées dans les tableaux Tableau 4.1 et Tableau 4.2 :
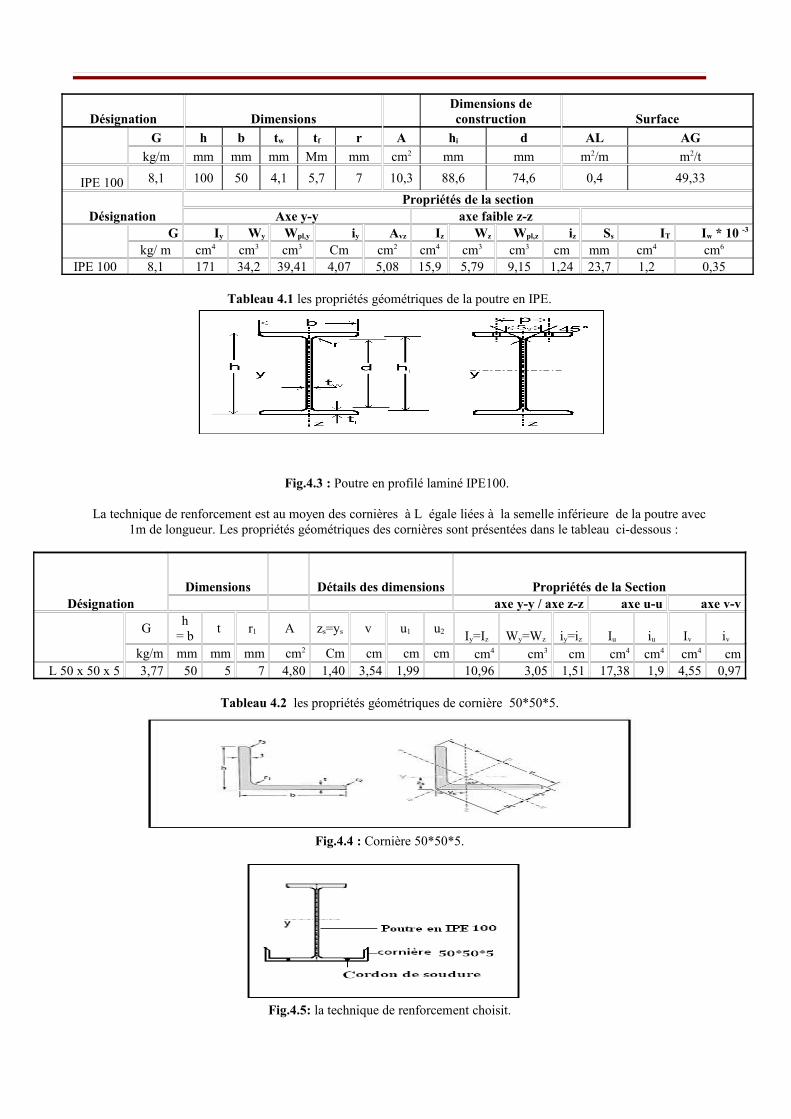
Désignation Dimensions
Dimensions de construction Surface
G h b tw tf r A hi d AL AG
kg/m mm mm mm Mm mm cm2 mm mm m2/m m2/t
IPE 100 8,1 100 50 4,1 5,7 7 10,3 88,6 74,6 0,4 49,33
DésignationPropriétés de la section
Axe y-y axe faible z-z
G Iy Wy Wpl,y iy Avz Iz Wz Wpl,z iz Ss IT Iw * 10 -3
kg/ m cm4 cm3 cm3 Cm cm2 cm4 cm3 cm3 cm mm cm4 cm6
IPE 100 8,1 171 34,2 39,41 4,07 5,08 15,9 5,79 9,15 1,24 23,7 1,2 0,35
Tableau 4.1 les propriétés géométriques de la poutre en IPE.
Fig.4.3 : Poutre en profilé laminé IPE100.
La technique de renforcement est au moyen des cornières à L égale liées à la semelle inférieure de la poutre avec 1m de longueur. Les propriétés géométriques des cornières sont présentées dans le tableau ci-dessous :
DésignationDimensions Détails des dimensions Propriétés de la Section
axe y-y / axe z-z axe u-u axe v-v
G h= b t r1 A zs=ys v u1 u2 Iy=Iz Wy=Wz iy=iz Iu iu Iv iv
kg/m mm mm mm cm2 Cm cm cm cm cm4 cm3 cm cm4 cm4 cm4 cmL 50 x 50 x 5 3,77 50 5 7 4,80 1,40 3,54 1,99 10,96 3,05 1,51 17,38 1,9 4,55 0,97
Tableau 4.2 les propriétés géométriques de cornière 50*50*5.
Fig.4.4 : Cornière 50*50*5.
Fig.4.5: la technique de renforcement choisit.
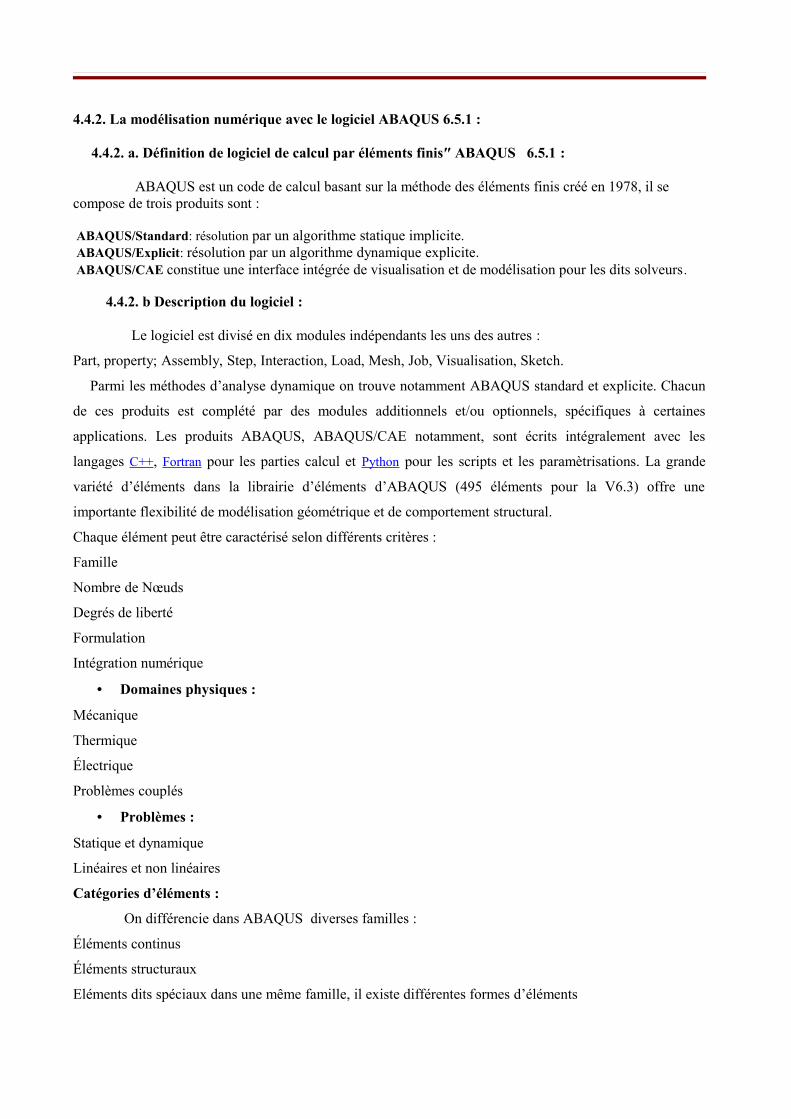
4.4.2. La modélisation numérique avec le logiciel ABAQUS 6.5.1 :
4.4.2. a. Définition de logiciel de calcul par éléments finis″ ABAQUS 6.5.1 :
ABAQUS est un code de calcul basant sur la méthode des éléments finis créé en 1978, il se compose de trois produits sont :
ABAQUS/Standard: résolution par un algorithme statique implicite. ABAQUS/Explicit: résolution par un algorithme dynamique explicite. ABAQUS/CAE constitue une interface intégrée de visualisation et de modélisation pour les dits solveurs.
4.4.2. b Description du logiciel :
Le logiciel est divisé en dix modules indépendants les uns des autres :
Part, property; Assembly, Step, Interaction, Load, Mesh, Job, Visualisation, Sketch.
Parmi les méthodes d’analyse dynamique on trouve notamment ABAQUS standard et explicite. Chacun
de ces produits est complété par des modules additionnels et/ou optionnels, spécifiques à certaines
applications. Les produits ABAQUS, ABAQUS/CAE notamment, sont écrits intégralement avec les
langages C++, Fortran pour les parties calcul et Python pour les scripts et les paramètrisations. La grande
variété d’éléments dans la librairie d’éléments d’ABAQUS (495 éléments pour la V6.3) offre une
importante flexibilité de modélisation géométrique et de comportement structural.
Chaque élément peut être caractérisé selon différents critères :
Famille
Nombre de Nœuds
Degrés de liberté
Formulation
Intégration numérique
• Domaines physiques :
Mécanique
Thermique
Électrique
Problèmes couplés
• Problèmes :
Statique et dynamique
Linéaires et non linéaires
Catégories d’éléments :
On différencie dans ABAQUS diverses familles :
Éléments continus
Éléments structuraux
Eléments dits spéciaux dans une même famille, il existe différentes formes d’éléments
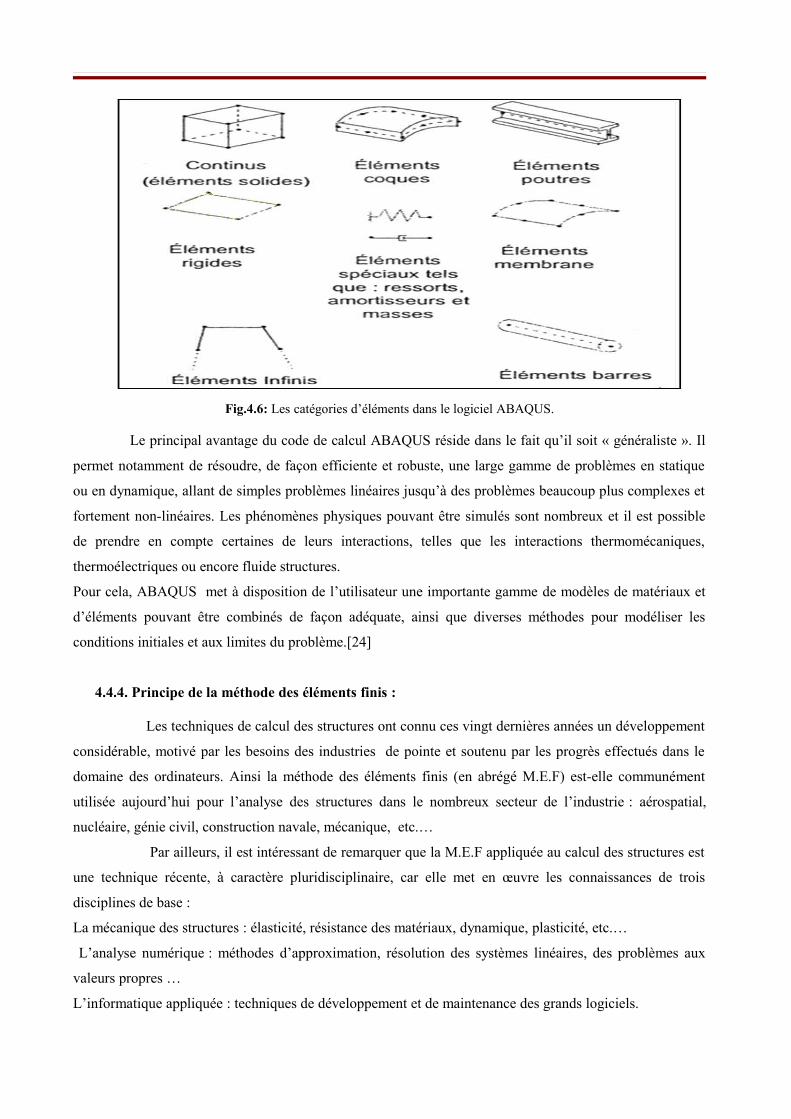
Fig.4.6: Les catégories d’éléments dans le logiciel ABAQUS.
Le principal avantage du code de calcul ABAQUS réside dans le fait qu’il soit « généraliste ». Il
permet notamment de résoudre, de façon efficiente et robuste, une large gamme de problèmes en statique
ou en dynamique, allant de simples problèmes linéaires jusqu’à des problèmes beaucoup plus complexes et
fortement non-linéaires. Les phénomènes physiques pouvant être simulés sont nombreux et il est possible
de prendre en compte certaines de leurs interactions, telles que les interactions thermomécaniques,
thermoélectriques ou encore fluide structures.
Pour cela, ABAQUS met à disposition de l’utilisateur une importante gamme de modèles de matériaux et
d’éléments pouvant être combinés de façon adéquate, ainsi que diverses méthodes pour modéliser les
conditions initiales et aux limites du problème.[24]
4.4.4. Principe de la méthode des éléments finis :
Les techniques de calcul des structures ont connu ces vingt dernières années un développement
considérable, motivé par les besoins des industries de pointe et soutenu par les progrès effectués dans le
domaine des ordinateurs. Ainsi la méthode des éléments finis (en abrégé M.E.F) est-elle communément
utilisée aujourd’hui pour l’analyse des structures dans le nombreux secteur de l’industrie : aérospatial,
nucléaire, génie civil, construction navale, mécanique, etc.…
Par ailleurs, il est intéressant de remarquer que la M.E.F appliquée au calcul des structures est
une technique récente, à caractère pluridisciplinaire, car elle met en œuvre les connaissances de trois
disciplines de base :
La mécanique des structures : élasticité, résistance des matériaux, dynamique, plasticité, etc.…
L’analyse numérique : méthodes d’approximation, résolution des systèmes linéaires, des problèmes aux
valeurs propres …
L’informatique appliquée : techniques de développement et de maintenance des grands logiciels.
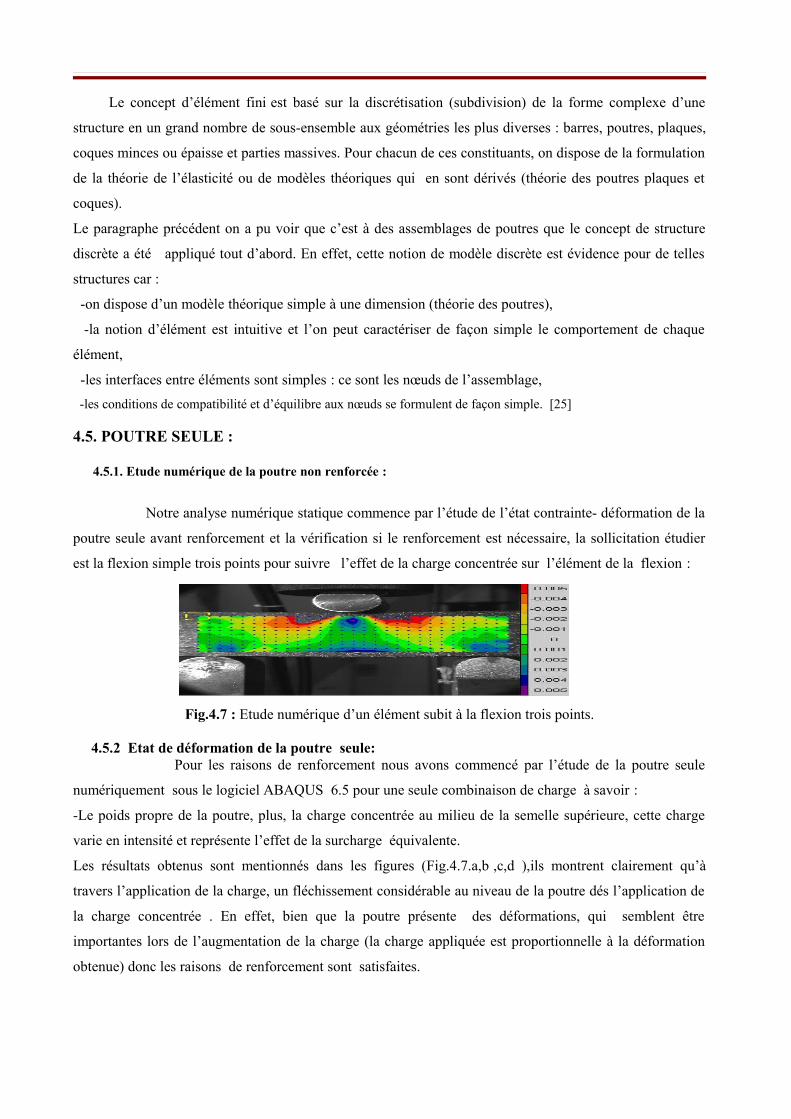
Le concept d’élément fini est basé sur la discrétisation (subdivision) de la forme complexe d’une
structure en un grand nombre de sous-ensemble aux géométries les plus diverses : barres, poutres, plaques,
coques minces ou épaisse et parties massives. Pour chacun de ces constituants, on dispose de la formulation
de la théorie de l’élasticité ou de modèles théoriques qui en sont dérivés (théorie des poutres plaques et
coques).
Le paragraphe précédent on a pu voir que c’est à des assemblages de poutres que le concept de structure
discrète a été appliqué tout d’abord. En effet, cette notion de modèle discrète est évidence pour de telles
structures car :
-on dispose d’un modèle théorique simple à une dimension (théorie des poutres),
-la notion d’élément est intuitive et l’on peut caractériser de façon simple le comportement de chaque
élément,
-les interfaces entre éléments sont simples : ce sont les nœuds de l’assemblage, -les conditions de compatibilité et d’équilibre aux nœuds se formulent de façon simple. [25]
4.5. POUTRE SEULE :
4.5.1. Etude numérique de la poutre non renforcée :
Notre analyse numérique statique commence par l’étude de l’état contrainte- déformation de la
poutre seule avant renforcement et la vérification si le renforcement est nécessaire, la sollicitation étudier
est la flexion simple trois points pour suivre l’effet de la charge concentrée sur l’élément de la flexion :
Fig.4.7 : Etude numérique d’un élément subit à la flexion trois points.
4.5.2 Etat de déformation de la poutre seule: Pour les raisons de renforcement nous avons commencé par l’étude de la poutre seule
numériquement sous le logiciel ABAQUS 6.5 pour une seule combinaison de charge à savoir :
-Le poids propre de la poutre, plus, la charge concentrée au milieu de la semelle supérieure, cette charge
varie en intensité et représente l’effet de la surcharge équivalente.
Les résultats obtenus sont mentionnés dans les figures (Fig.4.7.a,b ,c,d ),ils montrent clairement qu’à
travers l’application de la charge, un fléchissement considérable au niveau de la poutre dés l’application de
la charge concentrée . En effet, bien que la poutre présente des déformations, qui semblent être
importantes lors de l’augmentation de la charge (la charge appliquée est proportionnelle à la déformation
obtenue) donc les raisons de renforcement sont satisfaites.
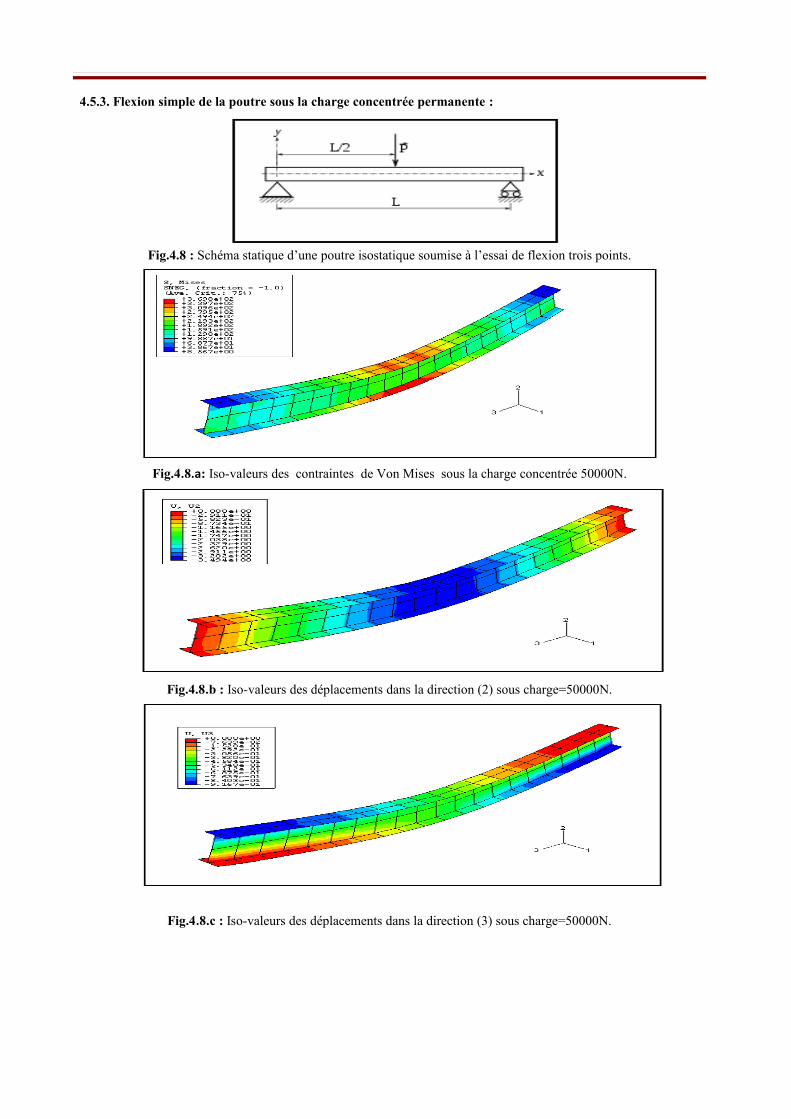
4.5.3. Flexion simple de la poutre sous la charge concentrée permanente :
Fig.4.8 : Schéma statique d’une poutre isostatique soumise à l’essai de flexion trois points.
Fig.4.8.a: Iso-valeurs des contraintes de Von Mises sous la charge concentrée 50000N.
Fig.4.8.b : Iso-valeurs des déplacements dans la direction (2) sous charge=50000N.
Fig.4.8.c : Iso-valeurs des déplacements dans la direction (3) sous charge=50000N.
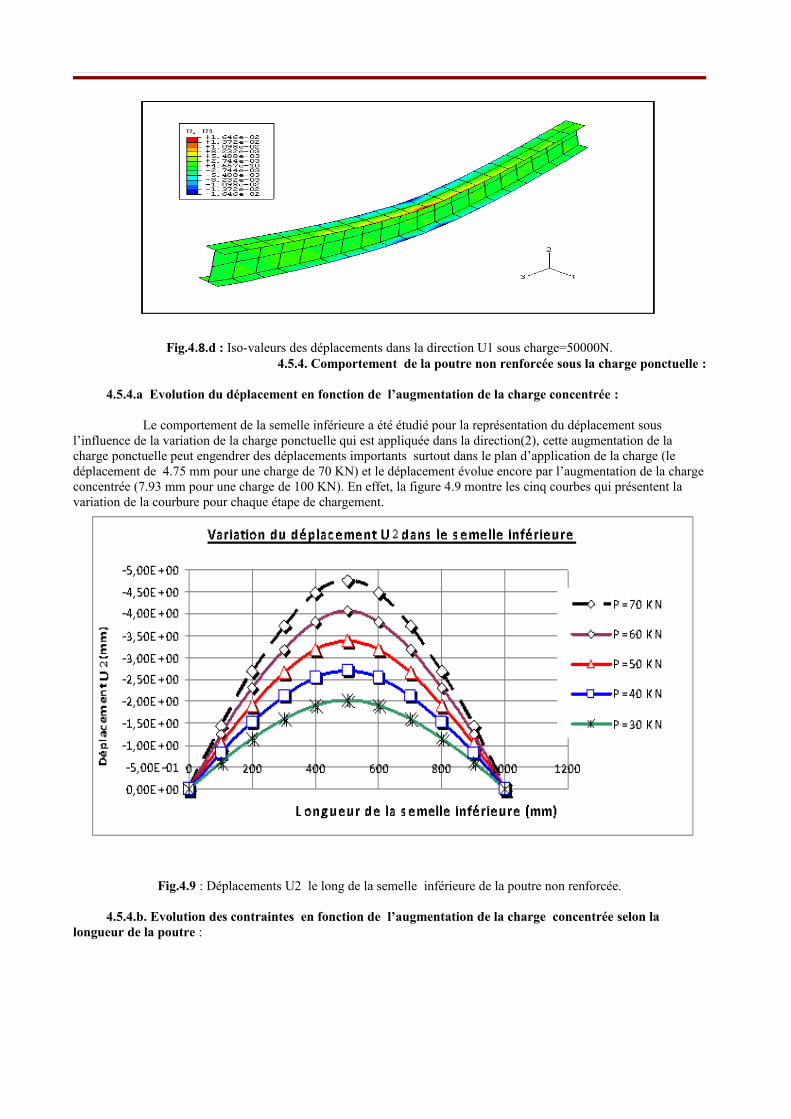
Fig.4.8.d : Iso-valeurs des déplacements dans la direction U1 sous charge=50000N. 4.5.4. Comportement de la poutre non renforcée sous la charge ponctuelle :
4.5.4.a Evolution du déplacement en fonction de l’augmentation de la charge concentrée :
Le comportement de la semelle inférieure a été étudié pour la représentation du déplacement sous l’influence de la variation de la charge ponctuelle qui est appliquée dans la direction(2), cette augmentation de la charge ponctuelle peut engendrer des déplacements importants surtout dans le plan d’application de la charge (le déplacement de 4.75 mm pour une charge de 70 KN) et le déplacement évolue encore par l’augmentation de la charge concentrée (7.93 mm pour une charge de 100 KN). En effet, la figure 4.9 montre les cinq courbes qui présentent la variation de la courbure pour chaque étape de chargement.
Fig.4.9 : Déplacements U2 le long de la semelle inférieure de la poutre non renforcée.
4.5.4.b. Evolution des contraintes en fonction de l’augmentation de la charge concentrée selon la longueur de la poutre :
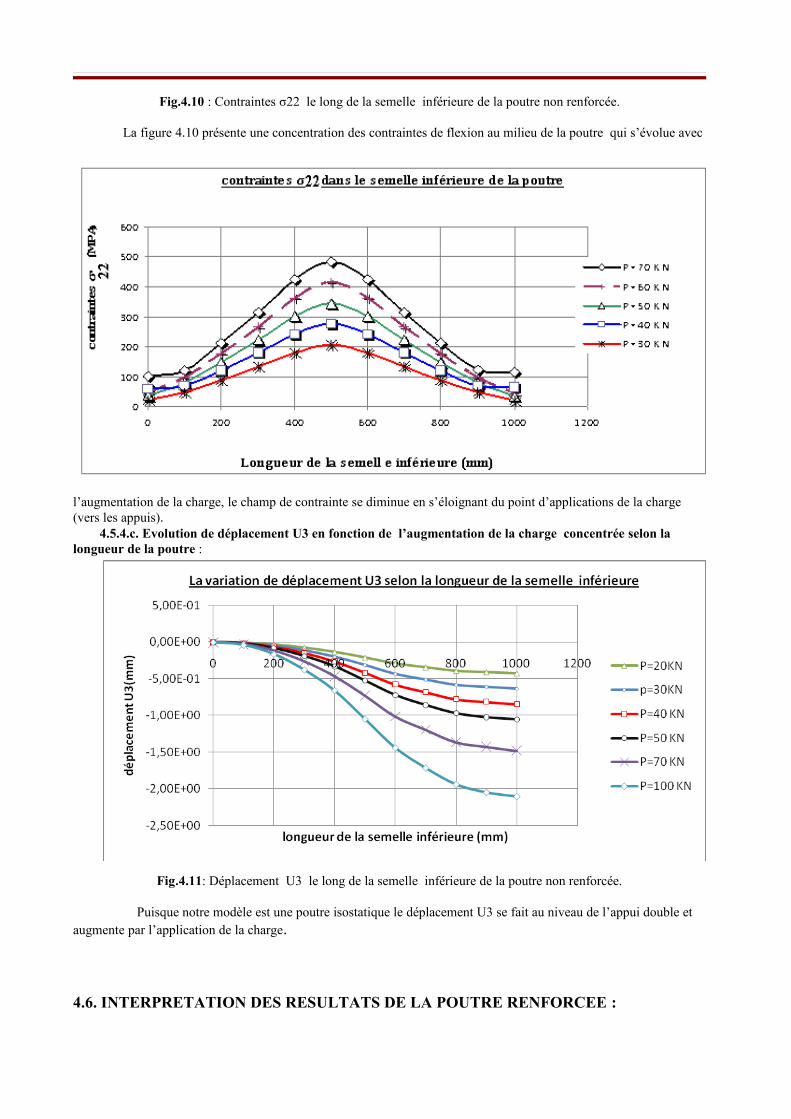
Fig.4.10 : Contraintes σ22 le long de la semelle inférieure de la poutre non renforcée.
La figure 4.10 présente une concentration des contraintes de flexion au milieu de la poutre qui s’évolue avec
l’augmentation de la charge, le champ de contrainte se diminue en s’éloignant du point d’applications de la charge (vers les appuis). 4.5.4.c. Evolution de déplacement U3 en fonction de l’augmentation de la charge concentrée selon la longueur de la poutre :
Fig.4.11: Déplacement U3 le long de la semelle inférieure de la poutre non renforcée.
Puisque notre modèle est une poutre isostatique le déplacement U3 se fait au niveau de l’appui double et augmente par l’application de la charge.
4.6. INTERPRETATION DES RESULTATS DE LA POUTRE RENFORCEE :
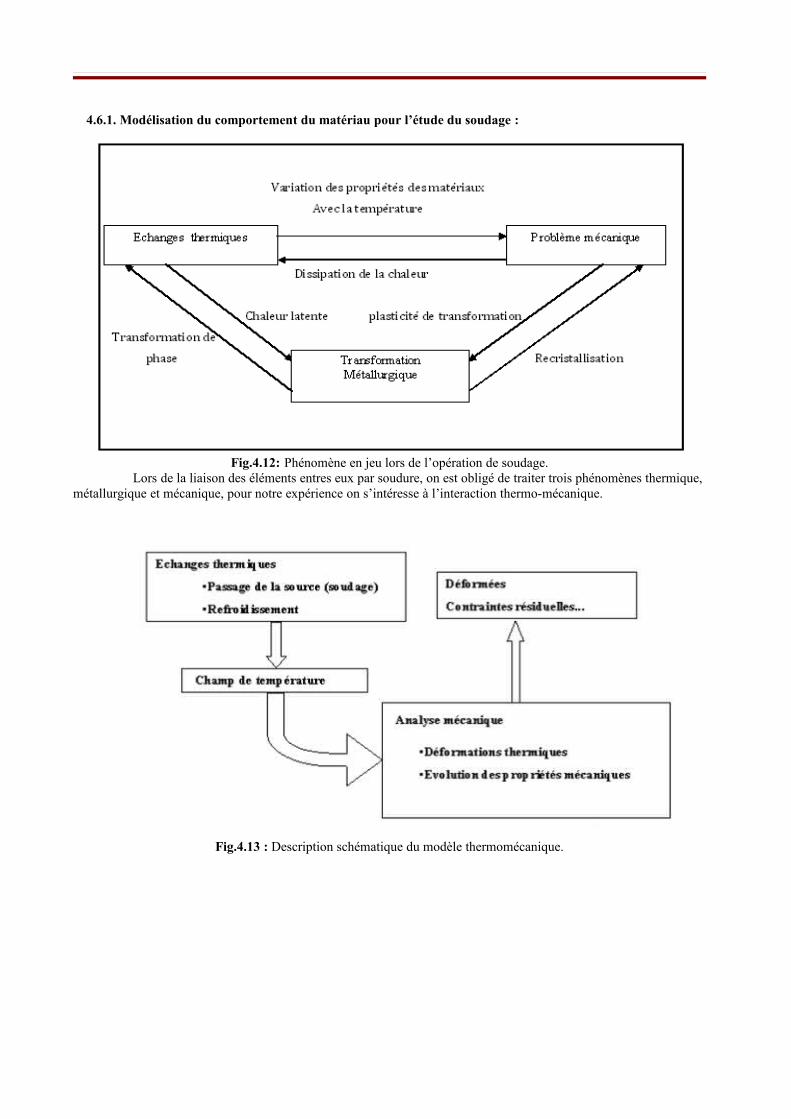
4.6.1. Modélisation du comportement du matériau pour l’étude du soudage :
Fig.4.12: Phénomène en jeu lors de l’opération de soudage. Lors de la liaison des éléments entres eux par soudure, on est obligé de traiter trois phénomènes thermique, métallurgique et mécanique, pour notre expérience on s’intéresse à l’interaction thermo-mécanique.
Fig.4.13 : Description schématique du modèle thermomécanique.
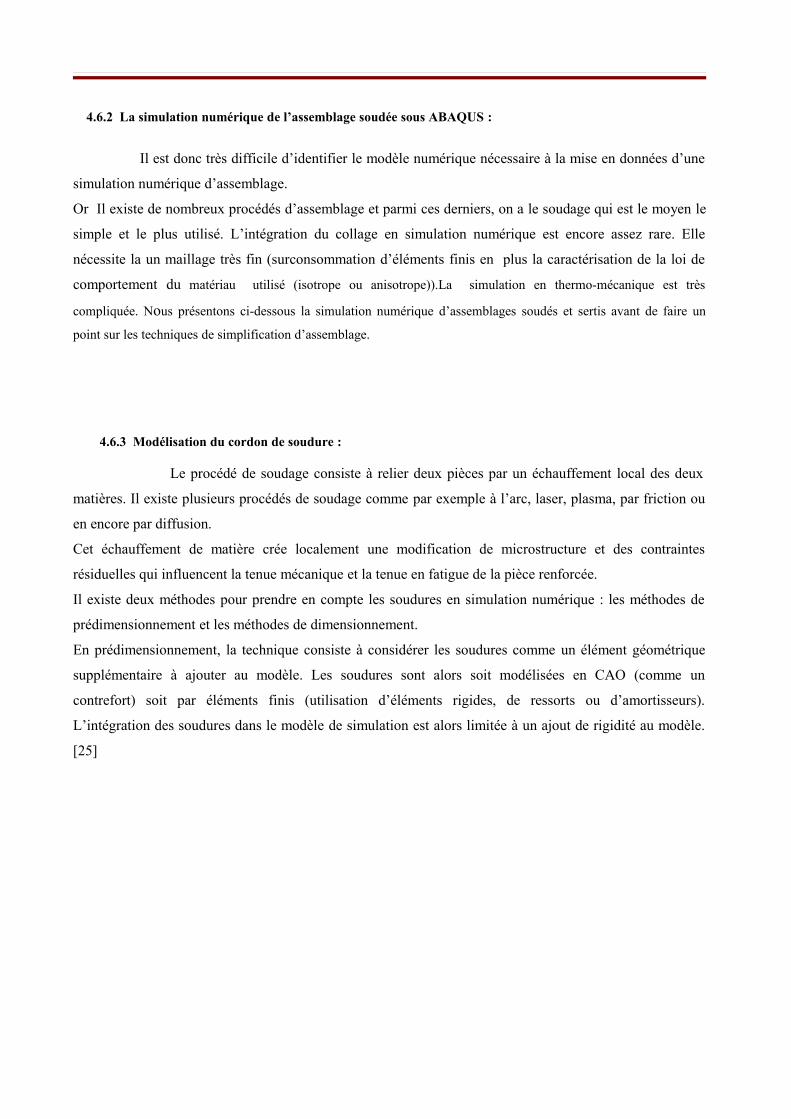
4.6.2 La simulation numérique de l’assemblage soudée sous ABAQUS :
Il est donc très difficile d’identifier le modèle numérique nécessaire à la mise en données d’une
simulation numérique d’assemblage.
Or Il existe de nombreux procédés d’assemblage et parmi ces derniers, on a le soudage qui est le moyen le
simple et le plus utilisé. L’intégration du collage en simulation numérique est encore assez rare. Elle
nécessite la un maillage très fin (surconsommation d’éléments finis en plus la caractérisation de la loi de
comportement du matériau utilisé (isotrope ou anisotrope)).La simulation en thermo-mécanique est très
compliquée. Nous présentons ci-dessous la simulation numérique d’assemblages soudés et sertis avant de faire un
point sur les techniques de simplification d’assemblage.
4.6.3 Modélisation du cordon de soudure :
Le procédé de soudage consiste à relier deux pièces par un échauffement local des deux
matières. Il existe plusieurs procédés de soudage comme par exemple à l’arc, laser, plasma, par friction ou
en encore par diffusion.
Cet échauffement de matière crée localement une modification de microstructure et des contraintes
résiduelles qui influencent la tenue mécanique et la tenue en fatigue de la pièce renforcée.
Il existe deux méthodes pour prendre en compte les soudures en simulation numérique : les méthodes de
prédimensionnement et les méthodes de dimensionnement.
En prédimensionnement, la technique consiste à considérer les soudures comme un élément géométrique
supplémentaire à ajouter au modèle. Les soudures sont alors soit modélisées en CAO (comme un
contrefort) soit par éléments finis (utilisation d’éléments rigides, de ressorts ou d’amortisseurs).
L’intégration des soudures dans le modèle de simulation est alors limitée à un ajout de rigidité au modèle.
[25]
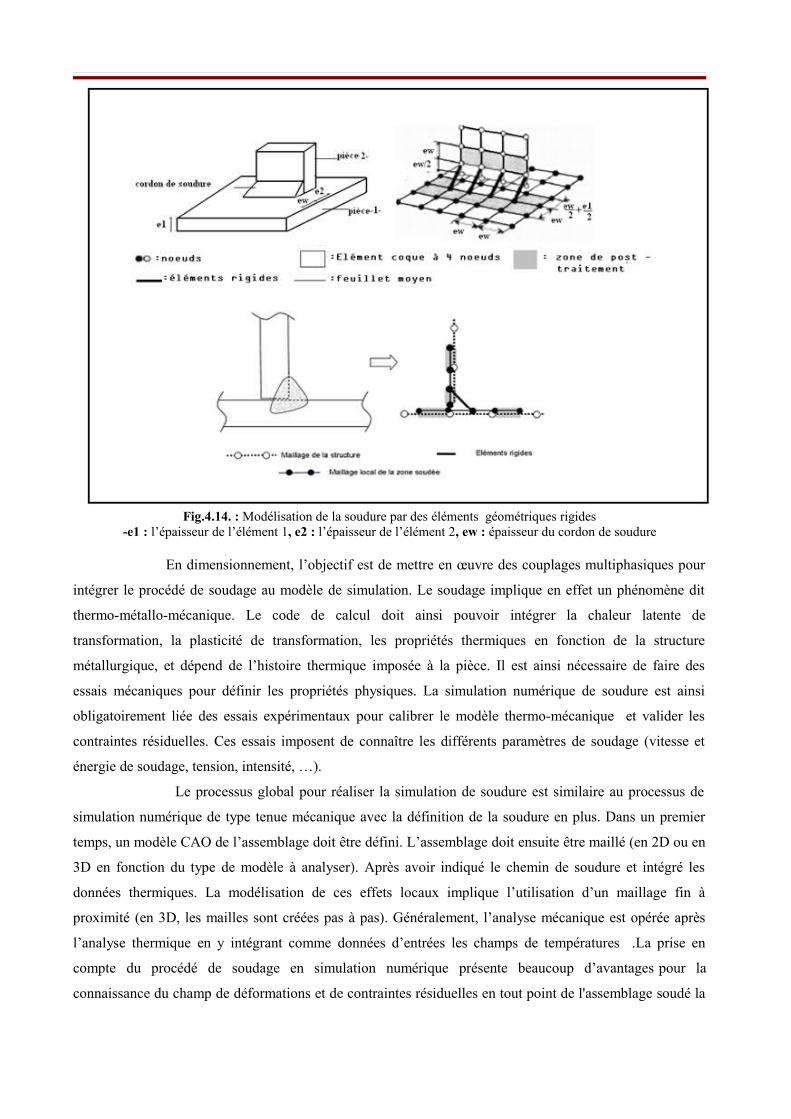
Fig.4.14. : Modélisation de la soudure par des éléments géométriques rigides-e1 : l’épaisseur de l’élément 1, e2 : l’épaisseur de l’élément 2, ew : épaisseur du cordon de soudure
En dimensionnement, l’objectif est de mettre en œuvre des couplages multiphasiques pour
intégrer le procédé de soudage au modèle de simulation. Le soudage implique en effet un phénomène dit
thermo-métallo-mécanique. Le code de calcul doit ainsi pouvoir intégrer la chaleur latente de
transformation, la plasticité de transformation, les propriétés thermiques en fonction de la structure
métallurgique, et dépend de l’histoire thermique imposée à la pièce. Il est ainsi nécessaire de faire des
essais mécaniques pour définir les propriétés physiques. La simulation numérique de soudure est ainsi
obligatoirement liée des essais expérimentaux pour calibrer le modèle thermo-mécanique et valider les
contraintes résiduelles. Ces essais imposent de connaître les différents paramètres de soudage (vitesse et
énergie de soudage, tension, intensité, …).
Le processus global pour réaliser la simulation de soudure est similaire au processus de
simulation numérique de type tenue mécanique avec la définition de la soudure en plus. Dans un premier
temps, un modèle CAO de l’assemblage doit être défini. L’assemblage doit ensuite être maillé (en 2D ou en
3D en fonction du type de modèle à analyser). Après avoir indiqué le chemin de soudure et intégré les
données thermiques. La modélisation de ces effets locaux implique l’utilisation d’un maillage fin à
proximité (en 3D, les mailles sont créées pas à pas). Généralement, l’analyse mécanique est opérée après
l’analyse thermique en y intégrant comme données d’entrées les champs de températures .La prise en
compte du procédé de soudage en simulation numérique présente beaucoup d’avantages pour la
connaissance du champ de déformations et de contraintes résiduelles en tout point de l'assemblage soudé la
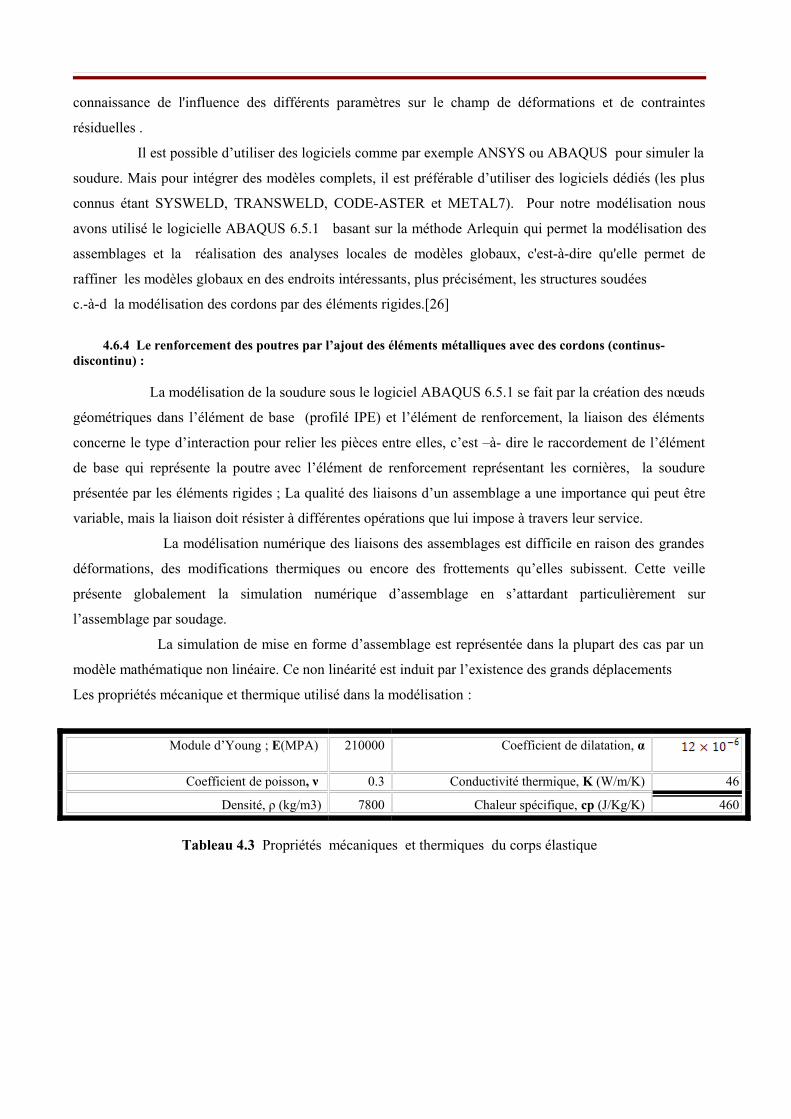
connaissance de l'influence des différents paramètres sur le champ de déformations et de contraintes
résiduelles .
Il est possible d’utiliser des logiciels comme par exemple ANSYS ou ABAQUS pour simuler la
soudure. Mais pour intégrer des modèles complets, il est préférable d’utiliser des logiciels dédiés (les plus
connus étant SYSWELD, TRANSWELD, CODE-ASTER et METAL7). Pour notre modélisation nous
avons utilisé le logicielle ABAQUS 6.5.1 basant sur la méthode Arlequin qui permet la modélisation des
assemblages et la réalisation des analyses locales de modèles globaux, c'est-à-dire qu'elle permet de
raffiner les modèles globaux en des endroits intéressants, plus précisément, les structures soudées
c.-à-d la modélisation des cordons par des éléments rigides.[26]
4.6.4 Le renforcement des poutres par l’ajout des éléments métalliques avec des cordons (continus-discontinu) :
La modélisation de la soudure sous le logiciel ABAQUS 6.5.1 se fait par la création des nœuds
géométriques dans l’élément de base (profilé IPE) et l’élément de renforcement, la liaison des éléments
concerne le type d’interaction pour relier les pièces entre elles, c’est –à- dire le raccordement de l’élément
de base qui représente la poutre avec l’élément de renforcement représentant les cornières, la soudure
présentée par les éléments rigides ; La qualité des liaisons d’un assemblage a une importance qui peut être
variable, mais la liaison doit résister à différentes opérations que lui impose à travers leur service.
La modélisation numérique des liaisons des assemblages est difficile en raison des grandes
déformations, des modifications thermiques ou encore des frottements qu’elles subissent. Cette veille
présente globalement la simulation numérique d’assemblage en s’attardant particulièrement sur
l’assemblage par soudage.
La simulation de mise en forme d’assemblage est représentée dans la plupart des cas par un
modèle mathématique non linéaire. Ce non linéarité est induit par l’existence des grands déplacements
Les propriétés mécanique et thermique utilisé dans la modélisation :
Module d’Young ; E(MPA) 210000 Coefficient de dilatation, α
Coefficient de poisson, ν 0.3 Conductivité thermique, K (W/m/K) 46
Densité, ρ (kg/m3) 7800 Chaleur spécifique, cp (J/Kg/K) 460
Tableau 4.3 Propriétés mécaniques et thermiques du corps élastique
4.6.5. Type d’interaction sous ABAQUS :
La représentation de la soudure dans le logiciel ABAQUS 6.5 se fait par la création
des interactions de type WELD qui exige une adhérence parfaite dans toutes les directions de point de vue degré de liberté entre les nœuds des pièces à assemblées donc les éléments rigides qui représentent le cordon de soudure est les moyens de liaison entre l’élément poutre et les éléments de renforcements par la connexion de type weld .
Fig.4.15: Connexion type soudure (WELD) sous ABAQUS.
Avec : a – l’élément de base, b- l’élément de renforcement
4.6.6. Le maillage :
4.6.6.1. Aspects géométriques :
Les importantes ressources en calcul que nécessite une simulation tridimensionnelle du
soudage ont amené les chercheurs à simplifier la géométrie des modèles numériques en utilisant des
simulations bidimensionnelles. Ces simulations sont généralement réalisées sur une section transverse,
perpendiculaire au sens de soudage, dans une hypothèse de déformation plane, éventuellement généralisée,
ou axisymétrique. Ces simulations permettent de décrire correctement les contraintes transverses dans le
plan modélisé mais, surestiment notablement les contraintes dans le sens longitudinal.
4.6.7. a.-Comportement non linéaire matériel de la poutre renforcée avec soudure continue :
Fig.4.16 : Vus en plan de la poutre renforcée par soudure continue.
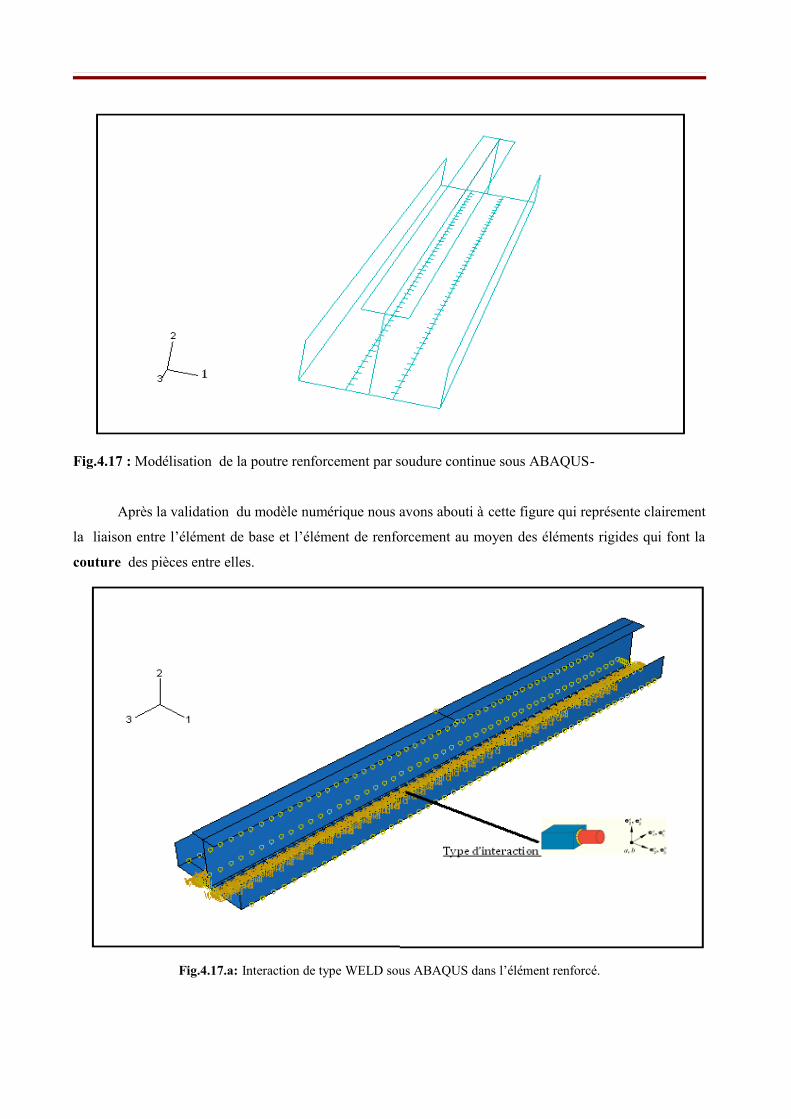
Fig.4.17 : Modélisation de la poutre renforcement par soudure continue sous ABAQUS-
Après la validation du modèle numérique nous avons abouti à cette figure qui représente clairement
la liaison entre l’élément de base et l’élément de renforcement au moyen des éléments rigides qui font la
couture des pièces entre elles.
Fig.4.17.a: Interaction de type WELD sous ABAQUS dans l’élément renforcé.
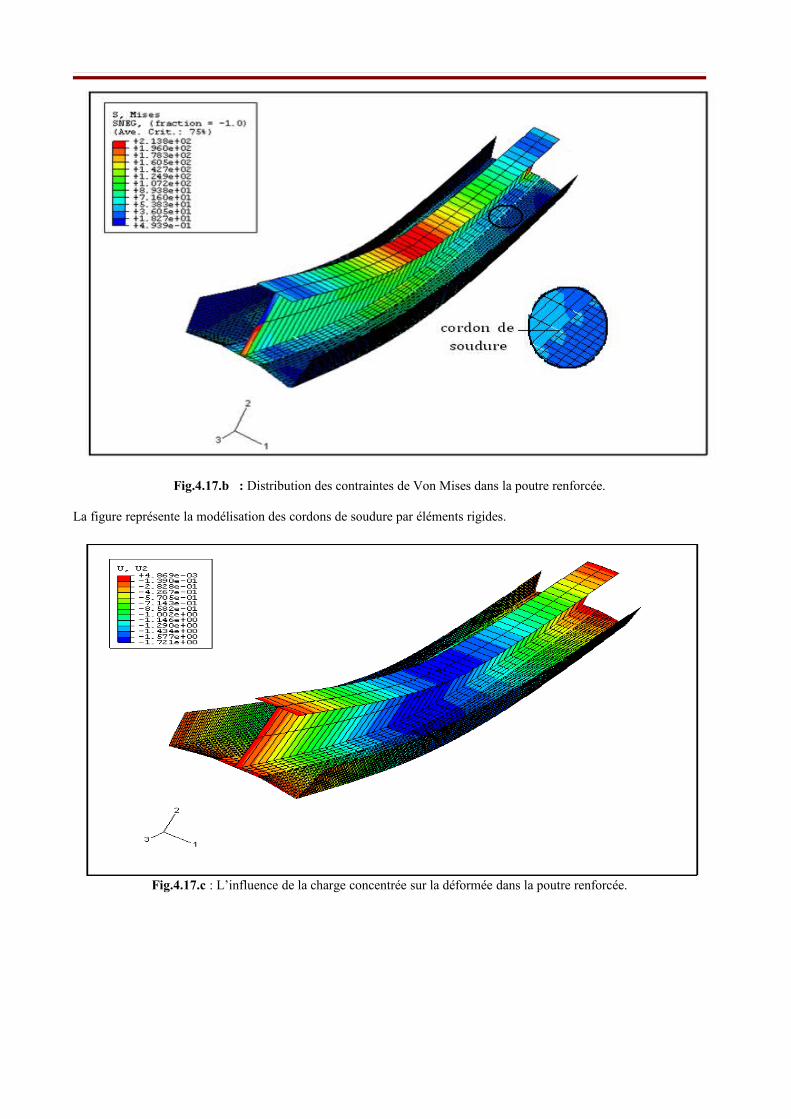
Fig.4.17.b : Distribution des contraintes de Von Mises dans la poutre renforcée.
La figure représente la modélisation des cordons de soudure par éléments rigides.
Fig.4.17.c : L’influence de la charge concentrée sur la déformée dans la poutre renforcée.
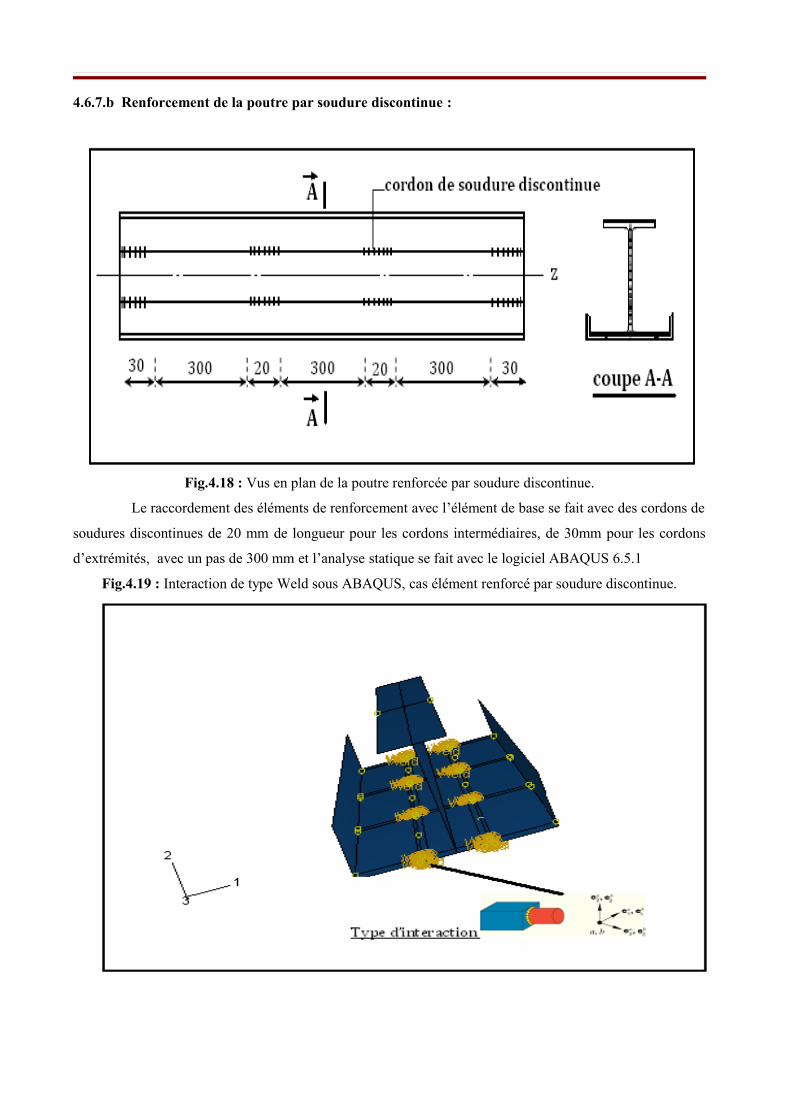
4.6.7.b Renforcement de la poutre par soudure discontinue :
Fig.4.18 : Vus en plan de la poutre renforcée par soudure discontinue.
Le raccordement des éléments de renforcement avec l’élément de base se fait avec des cordons de
soudures discontinues de 20 mm de longueur pour les cordons intermédiaires, de 30mm pour les cordons
d’extrémités, avec un pas de 300 mm et l’analyse statique se fait avec le logiciel ABAQUS 6.5.1
Fig.4.19 : Interaction de type Weld sous ABAQUS, cas élément renforcé par soudure discontinue.
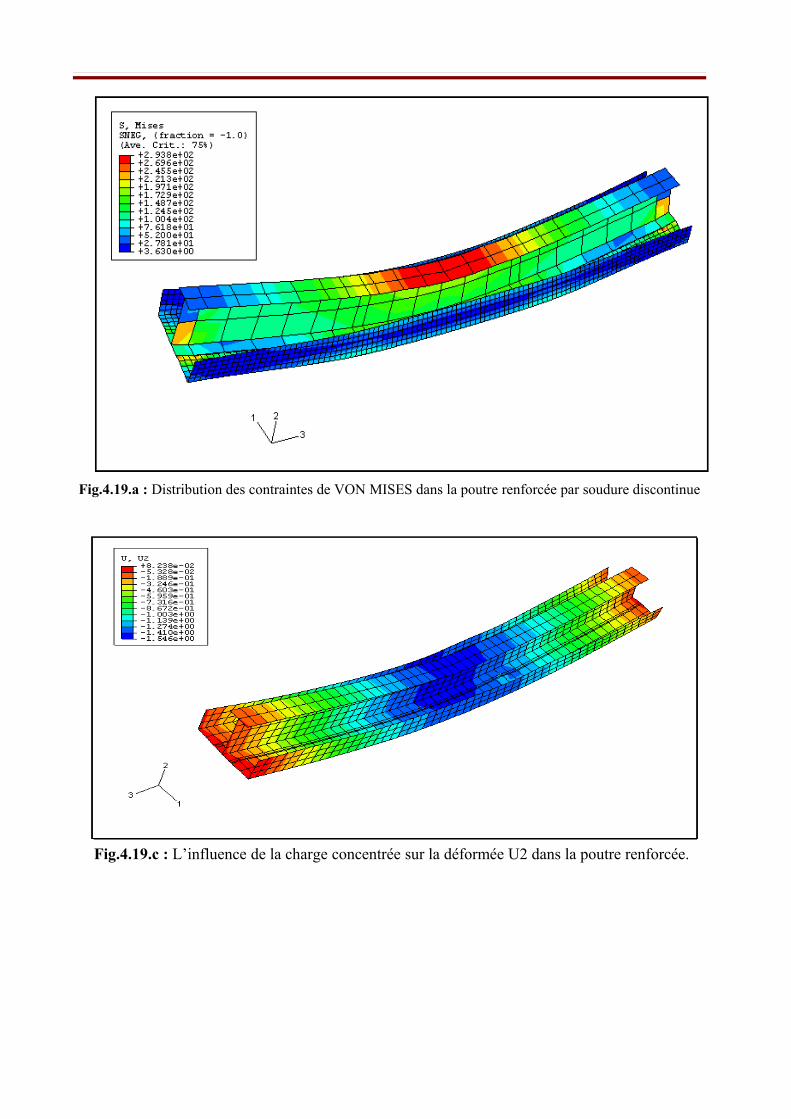
Fig.4.19.a : Distribution des contraintes de VON MISES dans la poutre renforcée par soudure discontinue
Fig.4.19.c : L’influence de la charge concentrée sur la déformée U2 dans la poutre renforcée.
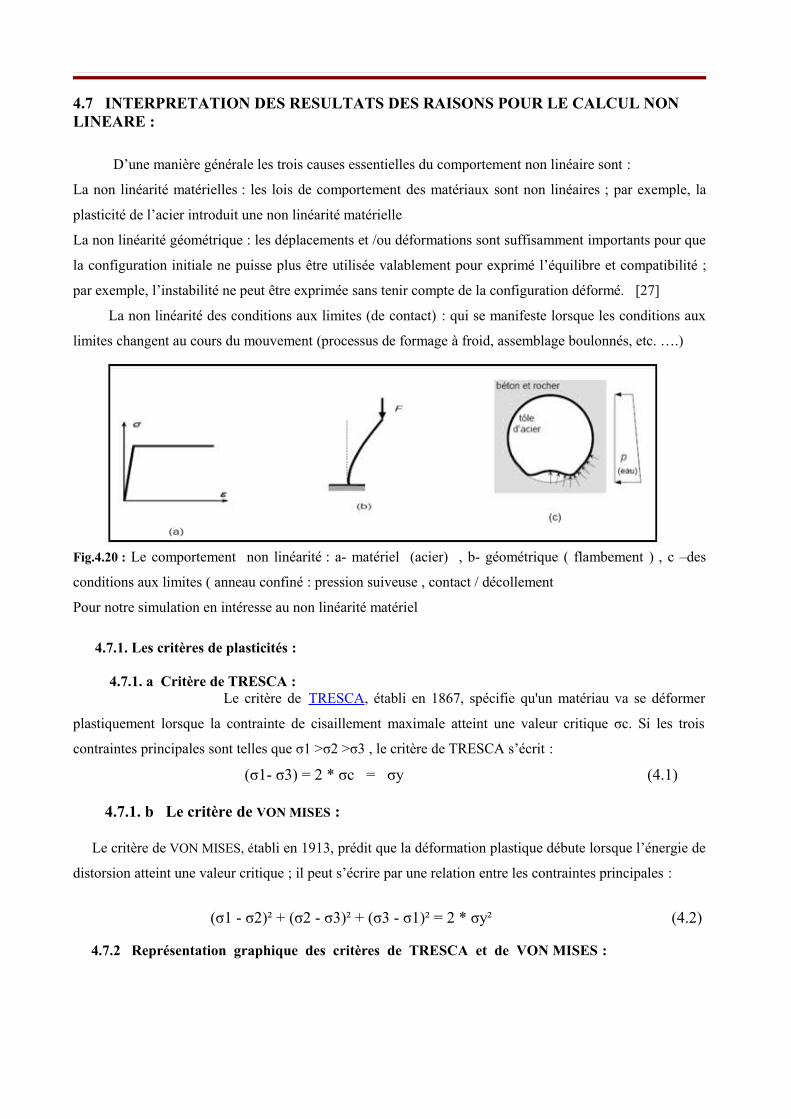
4.7 INTERPRETATION DES RESULTATS DES RAISONS POUR LE CALCUL NON LINEARE :
D’une manière générale les trois causes essentielles du comportement non linéaire sont :
La non linéarité matérielles : les lois de comportement des matériaux sont non linéaires ; par exemple, la
plasticité de l’acier introduit une non linéarité matérielle
La non linéarité géométrique : les déplacements et /ou déformations sont suffisamment importants pour que
la configuration initiale ne puisse plus être utilisée valablement pour exprimé l’équilibre et compatibilité ;
par exemple, l’instabilité ne peut être exprimée sans tenir compte de la configuration déformé. [27]
La non linéarité des conditions aux limites (de contact) : qui se manifeste lorsque les conditions aux
limites changent au cours du mouvement (processus de formage à froid, assemblage boulonnés, etc. ….)
Fig.4.20 : Le comportement non linéarité : a- matériel (acier) , b- géométrique ( flambement ) , c –des
conditions aux limites ( anneau confiné : pression suiveuse , contact / décollement
Pour notre simulation en intéresse au non linéarité matériel
4.7.1. Les critères de plasticités :
4.7.1. a Critère de TRESCA : Le critère de TRESCA, établi en 1867, spécifie qu'un matériau va se déformer
plastiquement lorsque la contrainte de cisaillement maximale atteint une valeur critique σc. Si les trois
contraintes principales sont telles que σ1 >σ2 >σ3 , le critère de TRESCA s’écrit :
(σ1- σ3) = 2 * σc = σy (4.1)
4.7.1. b Le critère de VON MISES :
Le critère de VON MISES, établi en 1913, prédit que la déformation plastique débute lorsque l’énergie de
distorsion atteint une valeur critique ; il peut s’écrire par une relation entre les contraintes principales :
(σ1 - σ2)² + (σ2 - σ3)² + (σ3 - σ1)² = 2 * σy² (4.2)
4.7.2 Représentation graphique des critères de TRESCA et de VON MISES :
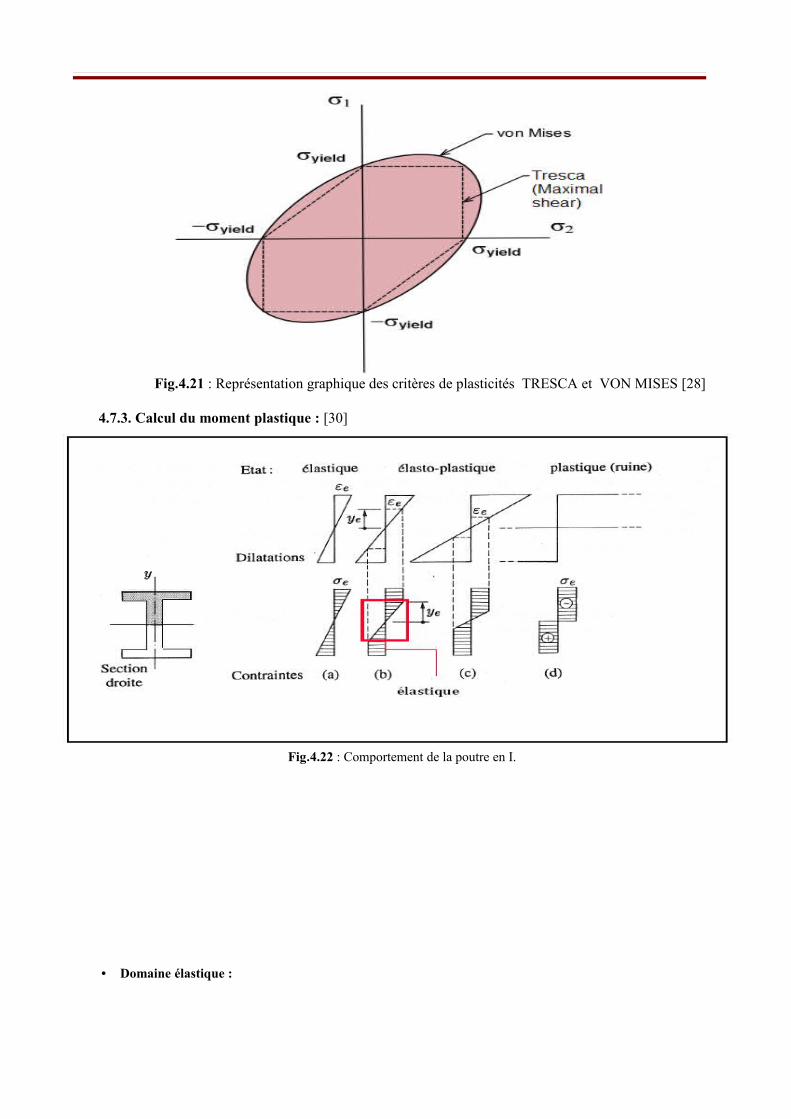
Fig.4.21 : Représentation graphique des critères de plasticités TRESCA et VON MISES [28]
4.7.3. Calcul du moment plastique : [30]
Fig.4.22 : Comportement de la poutre en I.
• Domaine élastique :
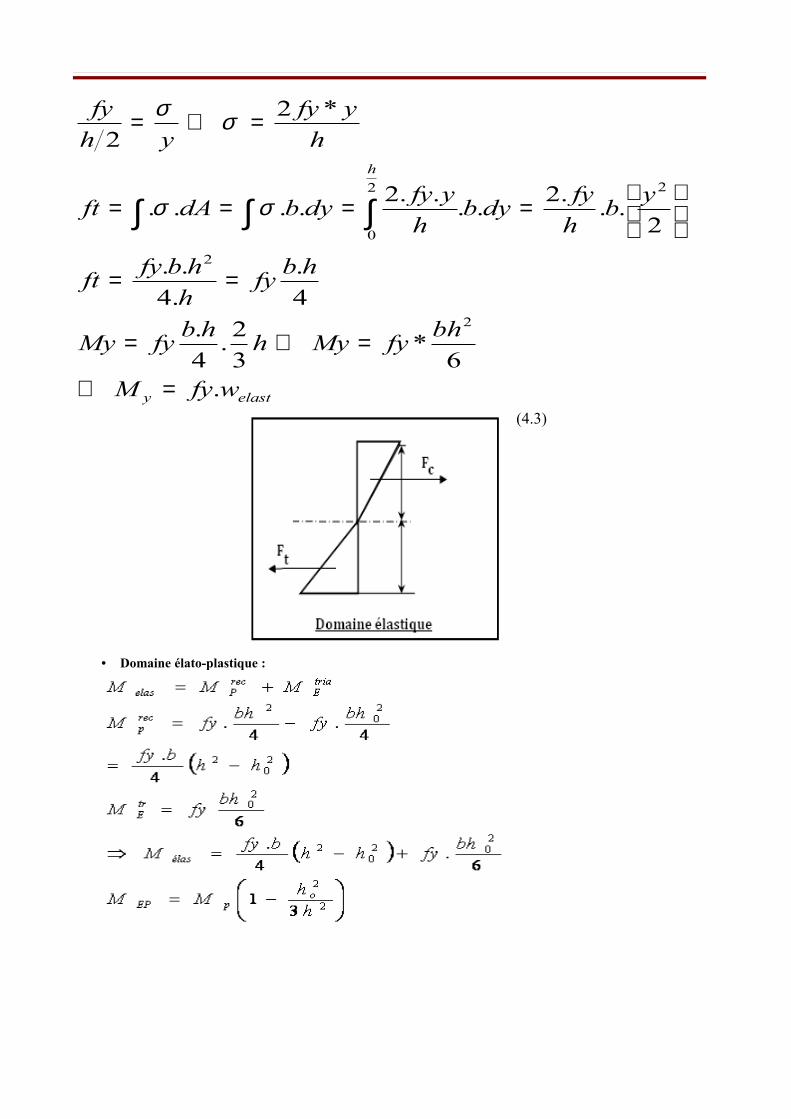
elasty
h
wfyM
bhfyMyhhbfyMy
hbfyhhbfyft
ybhfydyb
hyfydybdAft
hyfy
yhfy
.6
*32.
4.
4.
.4..
2...2....2....
*22
2
2
22
0
=⇒
=⇒=
==
====
=⇒=
∫ ∫∫ σσ
σσ
(4.3)
• Domaine élato-plastique :
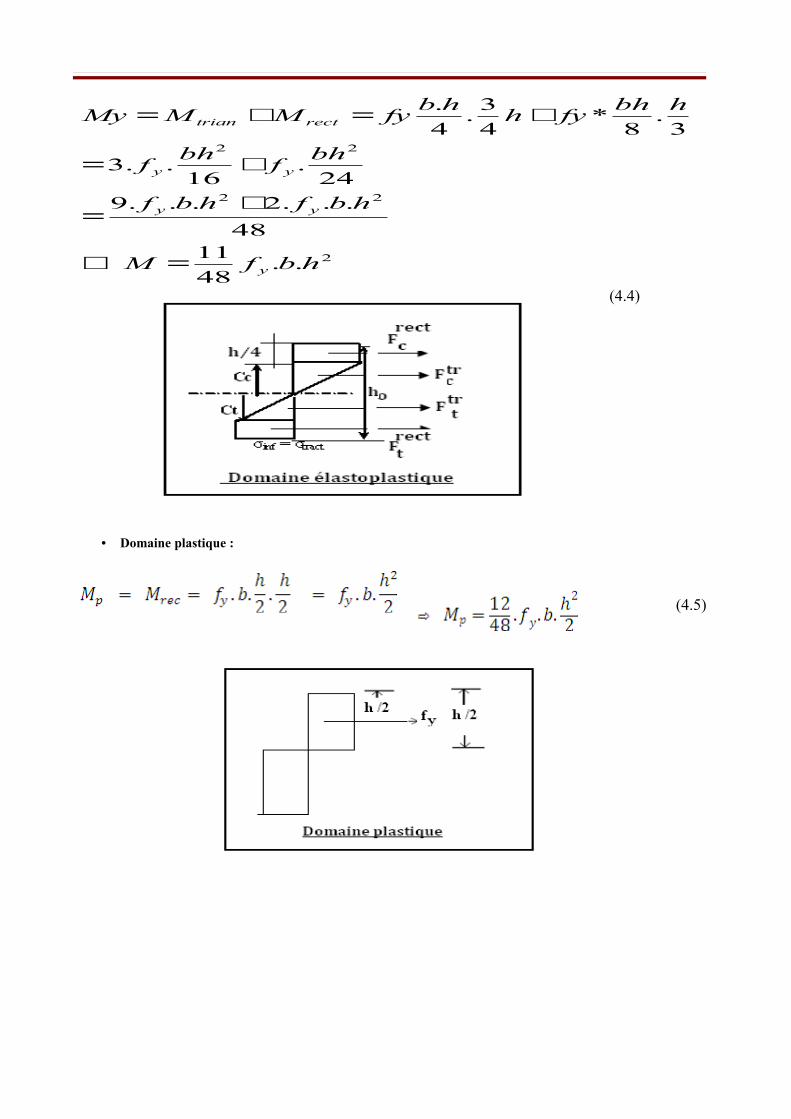
2
22
22
..4811
48...2...9
24.
16..3
3.
8*
43.
4.
hbfM
hbfhbf
bhfbhf
hbhfyhhbfyMMMy
y
yy
yy
recttrian
=⇒
+=
+=
+=+=
(4.4)
•
•
•
•
•
• Domaine plastique :
(4.5)
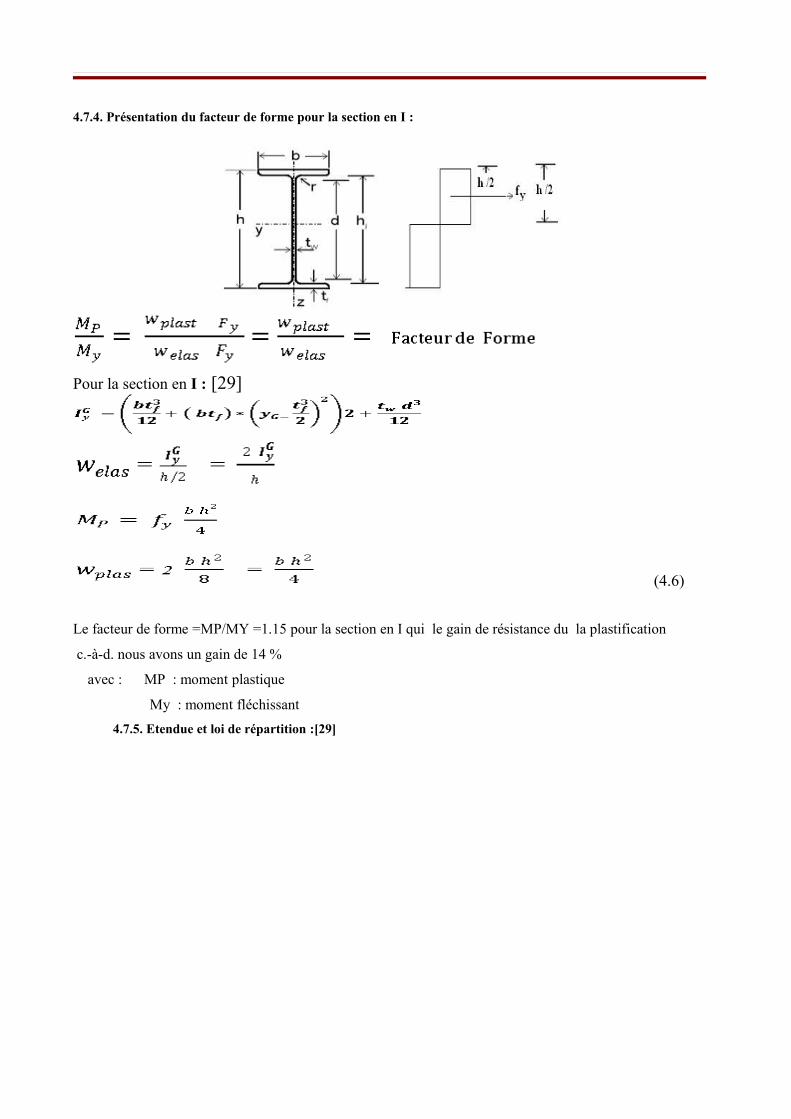
4.7.4. Présentation du facteur de forme pour la section en I :
Pour la section en I : [29]
(4.6)
Le facteur de forme =MP/MY =1.15 pour la section en I qui le gain de résistance du la plastification
c.-à-d. nous avons un gain de 14 %
avec : MP : moment plastique
My : moment fléchissant 4.7.5. Etendue et loi de répartition :[29]

xhl
h
hh
Lx
MM
MMM
Lx
xMM
LM
XMM
LMM
LM
étendueLLL
LLMM
LLL
MML
M
LMM
LM
p
EP
P
EPPEPPP
EPP
P
yPP
P
yp
P
yPP
P
yPP
p
..63
1121
121
.2.2
22
'3
3321.1.
22
220
2
20
=⇒
−−=⇒
−=−=⇒−=
−=−
=
==
=
−=
−=⇒
−=
−=
(4.7)h0 : hauteur de l’âmeh : hauteur de la poutre L : longueur de la poutre x : larguer de la parabole de plastification [30]
Fig.4.23.a: Présentation de diagramme moment-courbure Fig.4.23.b: Etendue lord de la d’une poutre isostatique sous une charge concentrée. création d’une rotule plastique
4.7.6. Les étapes de modélisation des éléments sous ABAQUS :
• Géométrie :
Les modélisations de poutres dans ABAQUS/CAE doivent s’appuyer sur des géométries adaptées, c’est-
à-dire qu’au moment de créer les pièces supports, on créera des géométries de type Shell les poutres en
plaque mince.
• Définition des propriétés du modèle
Le modèle appliqué est défini au niveau du module Property . Du fait qu’on a réduit une ou deux
dimensions du modèle, on doit définir les caractéristiques de la structure dans les dimensions éliminées :
épaisseur pour une coque, profil de la section pour une poutre.
Pour les coques : on se contentera de donner l’épaisseur de la coque au moment de la création de la Section
à assigner à la pièce.
Pour les poutres : on doit au préalable déterminer les caractéristiques de la section (essentiellement son aire
et ses moments d’inertie).
• Maillage
Le choix de l’élément fini de coque ou de poutre est fait dans le module Mesh. Ce choix d’élément s’opère
à partir de l’icône , dans la colonne de gauche. En sélectionnant ou non les options proposées, on
retrouve dans la boîte de dialogue le nom de l’élément ainsi choisi dans la bibliothèque des éléments
ABAQUS, ainsi qu’un bref descriptif de celui-ci. On se reportera à la documentation sur ces éléments pour
approfondir la formulation quand cela sera nécessaire.
4.7.7 Le calcul non-linéaire Matériel sous ABAQUS :
• Introduction :
Faire un calcul en non-linéaire matériel signifie que l’on abandonne l’hypothèse que la configuration
courante peut-être confondue avec la configuration initiale. Cela a pour conséquence que la configuration
sur laquelle doivent être calculés les termes des travaux virtuels, c’est-à-dire la configuration actuelle,
devient une inconnue, ce qui introduit une non-linéarité dans le problème. Pour résoudre le problème, il faut
donc partir d’une prédiction de cette configuration inconnue (on prend en général la configuration de
départ), puis itérer en corrigeant cette configuration à chaque itération.
Si on considère des chargements dépendant de la géométrie (typiquement des chargements en pression
normale), ceux-ci deviennent dépendants de la solution dès qu’on passe en non-linéaire géométrique.
La résolution des problèmes non-linéaires nécessite la mise en œuvre d’algorithmes adaptés, mais dont la
convergence n’est pas forcément garantie. Dès qu’on se lance dans un calcul non-linéaire, on ne peut pas
être sûr d’obtenir une solution quelque soit les données et chargements du problème.
ABAQUS est censé se débrouiller au maximum pour résoudre de lui-même les problèmes non-linéaires. Il
tente de mettre en œuvre les algorithmes adaptés, de corriger adéquatement la solution au cours des
itérations, d’adapter le pas de chargement, bref de trouver les stratégies les plus efficaces. Malgré ses
efforts, il y a toujours des cas où la solution diverge : c’est la dure vie du travail en non-linéaire. Dans ces
cas, l’utilisateur doit essayer de comprendre ce qui se passe, ce qui peut rendre instable le calcul, pour aider
le logiciel et remédier si possible aux situations de non convergence.
Mise en œuvre dans ABAQUS :
L’activation du non linéarité matérielle dans le logiciel se fait en ABAQUS dans l’option property c’est à
dire la définition de la loi de comportement du matériau c.-à-d. le critère de plasticité au contraire du calcul
non linéaire géométrique qui s’effectue au niveau de la définition de la phase de calcul ("step"), dans le
module Step. Apparaît en troisième colonne l’option de non-linéarité géométrique (Nlgeom). Pour passer
l’indicateur à On ou Off, il suffit de cliquer sur le bouton "Nlgeom" en-dessous, et de sélectionner ensuite
les phases de calcul que l’on souhaite effectuer ou non en non-linéaire géométrique. Un autre aspect pour le
calcul non linéaire matériel c’est l’adaptation de l’incrémentation
Ayant défini un chargement pour le problème, ABAQUS a la possibilité d’appliquer ce chargement
progressivement, en particulier pour aider à la convergence des algorithmes sur des incréments plus faibles.
Ceci est défini sous l’onglet "Incremetation" au niveau de la création d’un step. On indique dans le nombre
de sous-incréments qu’il pourra utiliser pour appliquer le chargement indiqué,
la valeur de l’incrément initial. ABAQUS commence par faire un calcul avec cet incrément. S’il ne parvient
pas à converger, il va réduire progressivement cet incrément, mais n’effectuera qu’un certain nombre de
fois cette opération. En cas de non convergence dès le départ, on pourra essayer de réduire cet incrément
initial,
— les valeurs minimale et extrémale des incréments que le logiciel ne dépassera. En cas de non
convergence à ces valeurs, le calcul s’arrête avec un message d’erreur.[31]
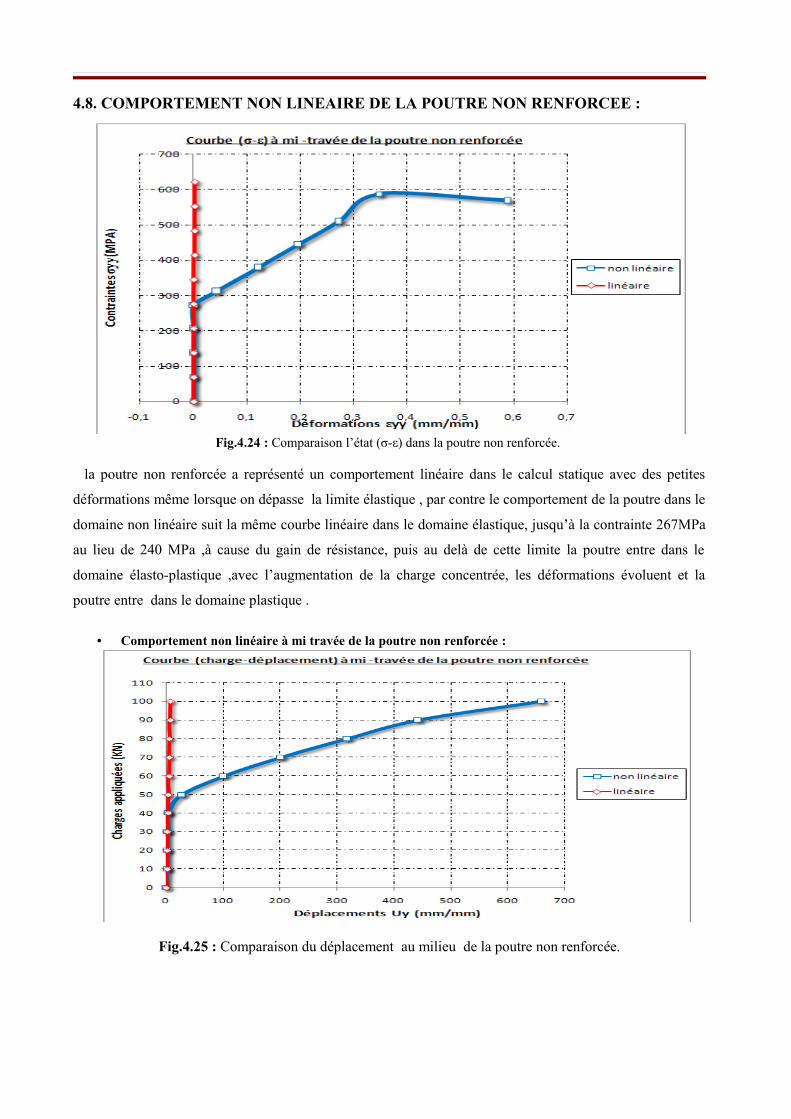
4.8. COMPORTEMENT NON LINEAIRE DE LA POUTRE NON RENFORCEE :
Fig.4.24 : Comparaison l’état (σ-ε) dans la poutre non renforcée.
la poutre non renforcée a représenté un comportement linéaire dans le calcul statique avec des petites
déformations même lorsque on dépasse la limite élastique , par contre le comportement de la poutre dans le
domaine non linéaire suit la même courbe linéaire dans le domaine élastique, jusqu’à la contrainte 267MPa
au lieu de 240 MPa ,à cause du gain de résistance, puis au delà de cette limite la poutre entre dans le
domaine élasto-plastique ,avec l’augmentation de la charge concentrée, les déformations évoluent et la
poutre entre dans le domaine plastique .
• Comportement non linéaire à mi travée de la poutre non renforcée :
Fig.4.25 : Comparaison du déplacement au milieu de la poutre non renforcée.
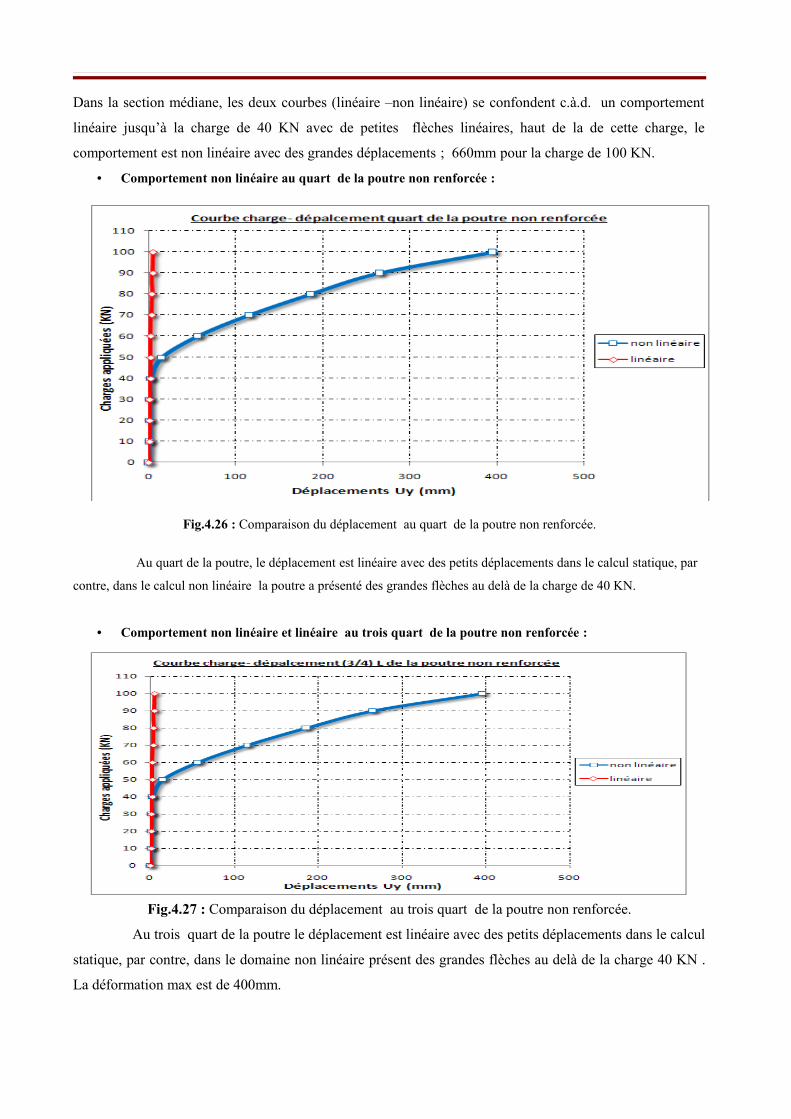
Dans la section médiane, les deux courbes (linéaire –non linéaire) se confondent c.à.d. un comportement
linéaire jusqu’à la charge de 40 KN avec de petites flèches linéaires, haut de la de cette charge, le
comportement est non linéaire avec des grandes déplacements ; 660mm pour la charge de 100 KN.
• Comportement non linéaire au quart de la poutre non renforcée :
Fig.4.26 : Comparaison du déplacement au quart de la poutre non renforcée.
Au quart de la poutre, le déplacement est linéaire avec des petits déplacements dans le calcul statique, par
contre, dans le calcul non linéaire la poutre a présenté des grandes flèches au delà de la charge de 40 KN.
• Comportement non linéaire et linéaire au trois quart de la poutre non renforcée :
Fig.4.27 : Comparaison du déplacement au trois quart de la poutre non renforcée.
Au trois quart de la poutre le déplacement est linéaire avec des petits déplacements dans le calcul
statique, par contre, dans le domaine non linéaire présent des grandes flèches au delà de la charge 40 KN .
La déformation max est de 400mm.
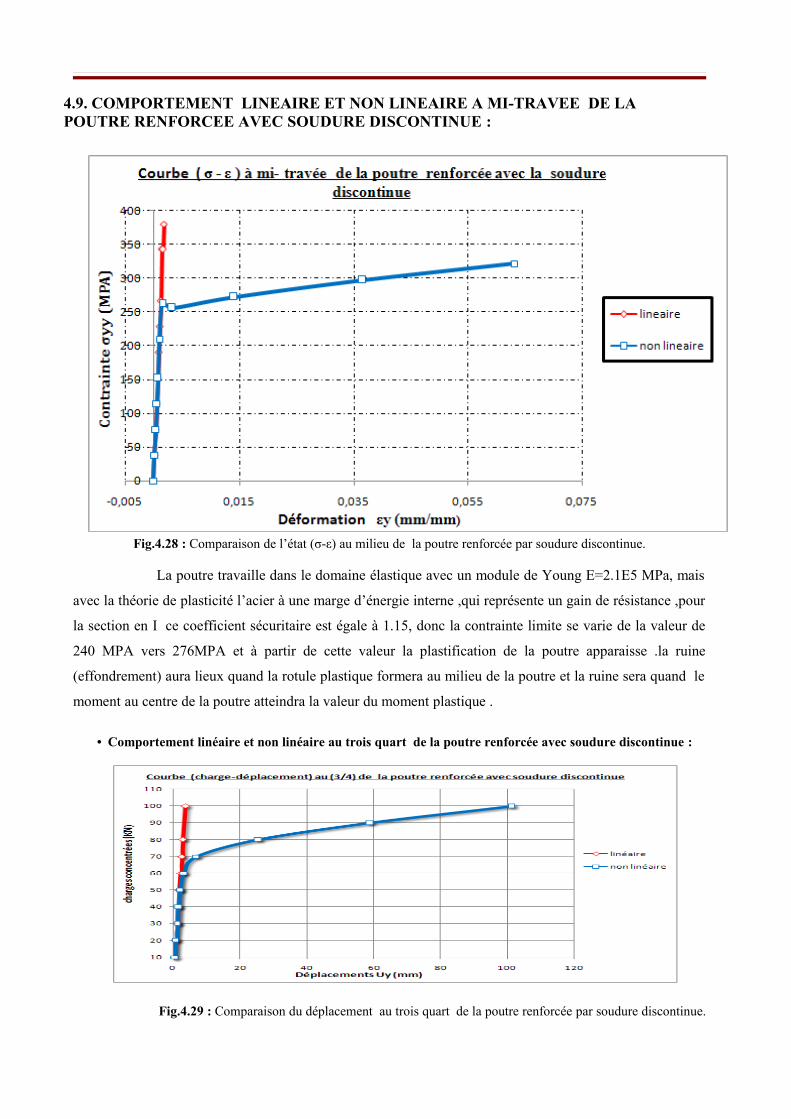
4.9. COMPORTEMENT LINEAIRE ET NON LINEAIRE A MI-TRAVEE DE LA POUTRE RENFORCEE AVEC SOUDURE DISCONTINUE :
Fig.4.28 : Comparaison de l’état (σ-ε) au milieu de la poutre renforcée par soudure discontinue.
La poutre travaille dans le domaine élastique avec un module de Young E=2.1E5 MPa, mais
avec la théorie de plasticité l’acier à une marge d’énergie interne ,qui représente un gain de résistance ,pour
la section en I ce coefficient sécuritaire est égale à 1.15, donc la contrainte limite se varie de la valeur de
240 MPA vers 276MPA et à partir de cette valeur la plastification de la poutre apparaisse .la ruine
(effondrement) aura lieux quand la rotule plastique formera au milieu de la poutre et la ruine sera quand le
moment au centre de la poutre atteindra la valeur du moment plastique .
• Comportement linéaire et non linéaire au trois quart de la poutre renforcée avec soudure discontinue :
Fig.4.29 : Comparaison du déplacement au trois quart de la poutre renforcée par soudure discontinue.
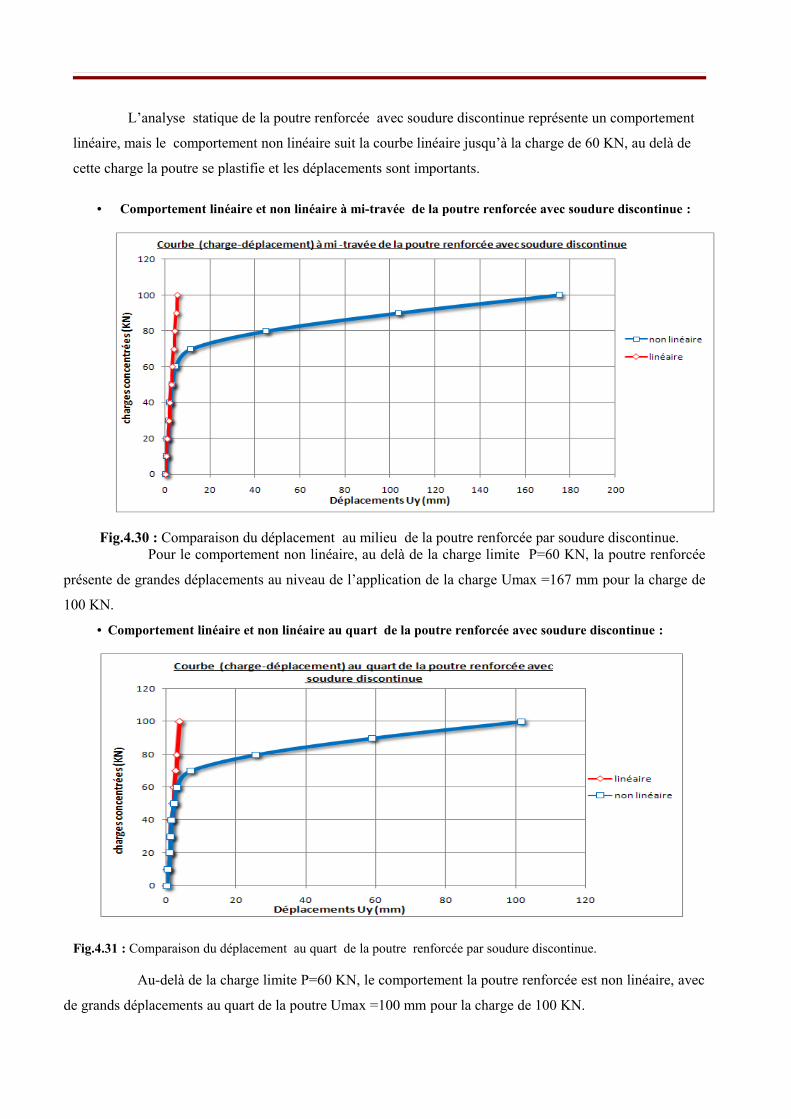
L’analyse statique de la poutre renforcée avec soudure discontinue représente un comportement
linéaire, mais le comportement non linéaire suit la courbe linéaire jusqu’à la charge de 60 KN, au delà de
cette charge la poutre se plastifie et les déplacements sont importants.
• Comportement linéaire et non linéaire à mi-travée de la poutre renforcée avec soudure discontinue :
Fig.4.30 : Comparaison du déplacement au milieu de la poutre renforcée par soudure discontinue. Pour le comportement non linéaire, au delà de la charge limite P=60 KN, la poutre renforcée
présente de grandes déplacements au niveau de l’application de la charge Umax =167 mm pour la charge de
100 KN.
• Comportement linéaire et non linéaire au quart de la poutre renforcée avec soudure discontinue :
Fig.4.31 : Comparaison du déplacement au quart de la poutre renforcée par soudure discontinue.
Au-delà de la charge limite P=60 KN, le comportement la poutre renforcée est non linéaire, avec
de grands déplacements au quart de la poutre Umax =100 mm pour la charge de 100 KN.
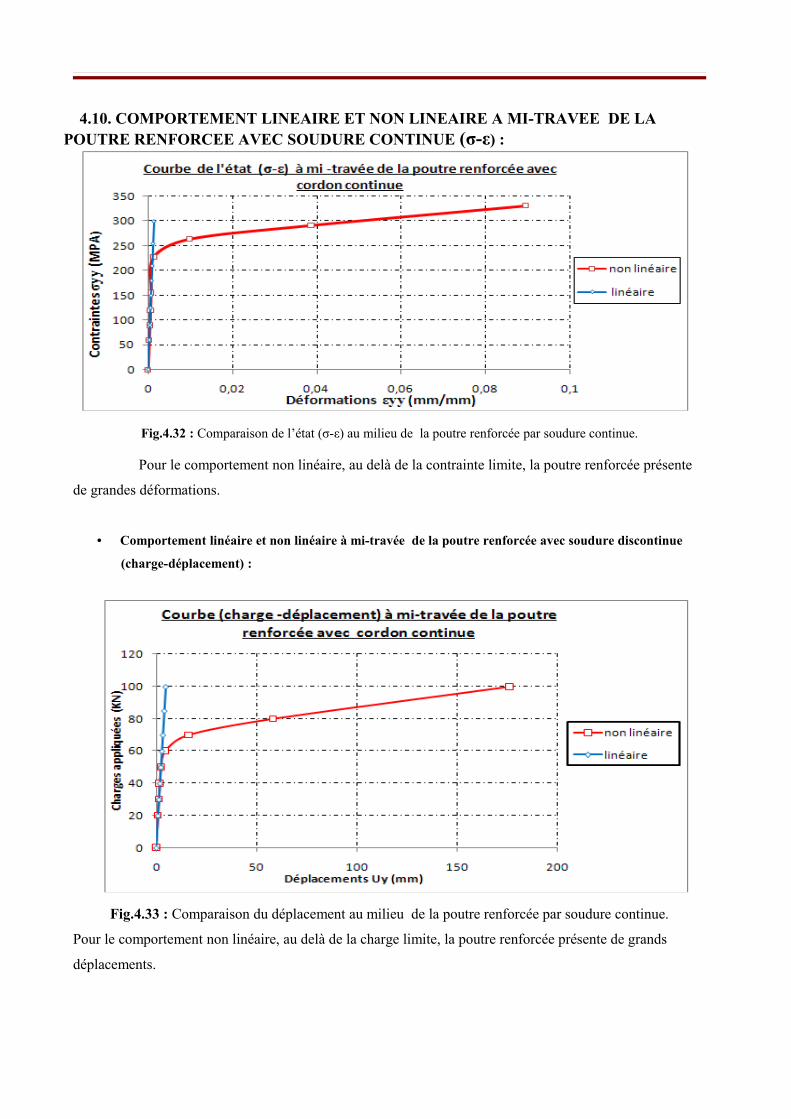
4.10. COMPORTEMENT LINEAIRE ET NON LINEAIRE A MI-TRAVEE DE LA POUTRE RENFORCEE AVEC SOUDURE CONTINUE (σ-ε) :
Fig.4.32 : Comparaison de l’état (σ-ε) au milieu de la poutre renforcée par soudure continue.
Pour le comportement non linéaire, au delà de la contrainte limite, la poutre renforcée présente
de grandes déformations.
• Comportement linéaire et non linéaire à mi-travée de la poutre renforcée avec soudure discontinue
(charge-déplacement) :
Fig.4.33 : Comparaison du déplacement au milieu de la poutre renforcée par soudure continue.
Pour le comportement non linéaire, au delà de la charge limite, la poutre renforcée présente de grands
déplacements.
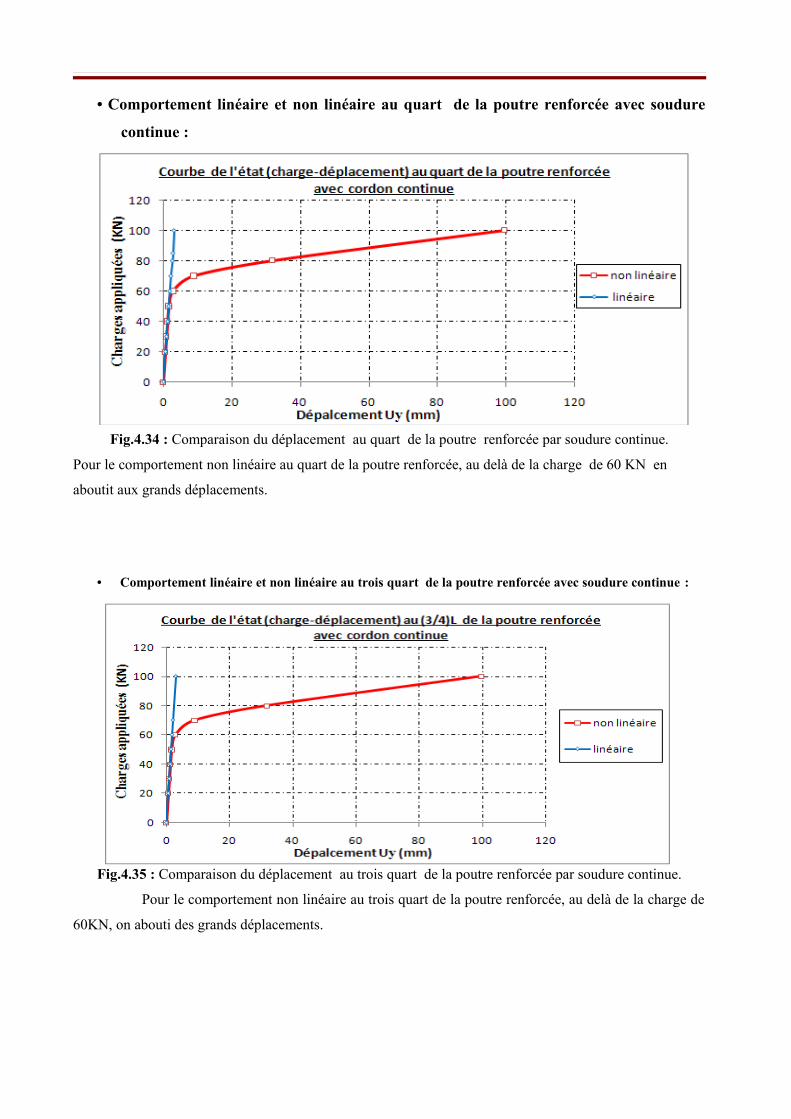
• Comportement linéaire et non linéaire au quart de la poutre renforcée avec soudure
continue :
Fig.4.34 : Comparaison du déplacement au quart de la poutre renforcée par soudure continue.
Pour le comportement non linéaire au quart de la poutre renforcée, au delà de la charge de 60 KN en
aboutit aux grands déplacements.
• Comportement linéaire et non linéaire au trois quart de la poutre renforcée avec soudure continue :
Fig.4.35 : Comparaison du déplacement au trois quart de la poutre renforcée par soudure continue.
Pour le comportement non linéaire au trois quart de la poutre renforcée, au delà de la charge de
60KN, on abouti des grands déplacements.
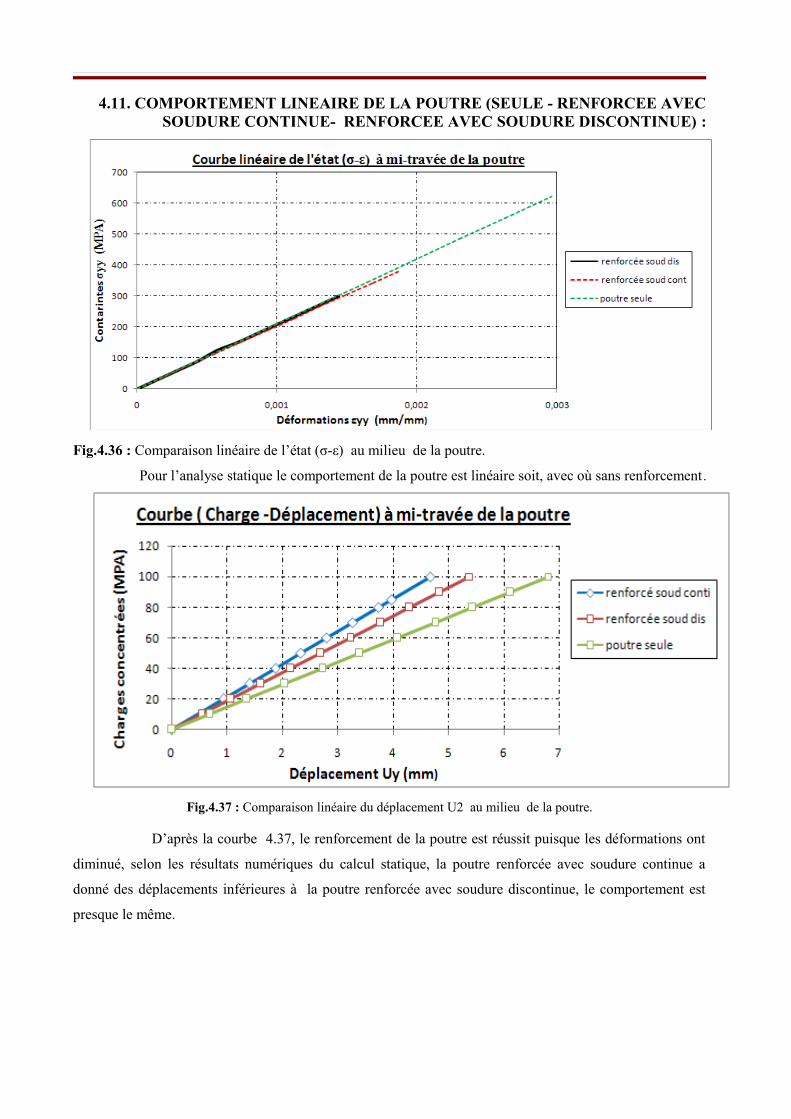
4.11. COMPORTEMENT LINEAIRE DE LA POUTRE (SEULE - RENFORCEE AVEC
SOUDURE CONTINUE- RENFORCEE AVEC SOUDURE DISCONTINUE) :
Fig.4.36 : Comparaison linéaire de l’état (σ-ε) au milieu de la poutre.
Pour l’analyse statique le comportement de la poutre est linéaire soit, avec où sans renforcement .
Fig.4.37 : Comparaison linéaire du déplacement U2 au milieu de la poutre.
D’après la courbe 4.37, le renforcement de la poutre est réussit puisque les déformations ont
diminué, selon les résultats numériques du calcul statique, la poutre renforcée avec soudure continue a
donné des déplacements inférieures à la poutre renforcée avec soudure discontinue, le comportement est
presque le même.
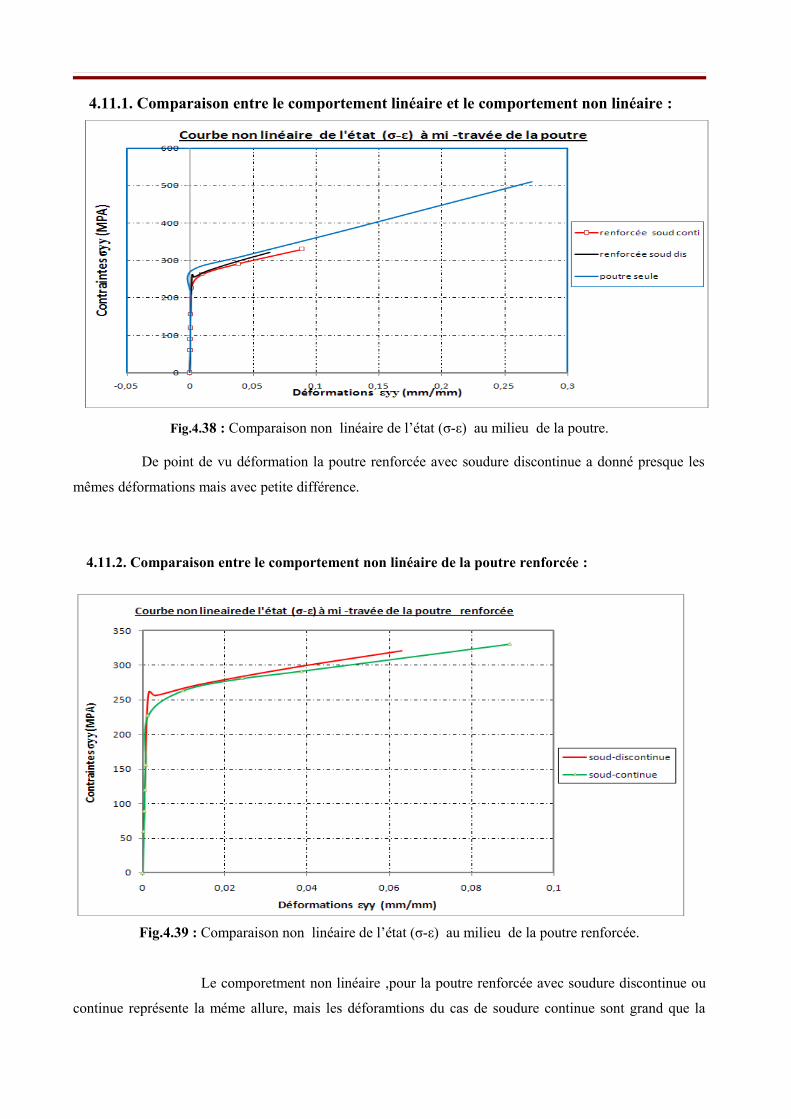
4.11.1. Comparaison entre le comportement linéaire et le comportement non linéaire :
Fig.4.38 : Comparaison non linéaire de l’état (σ-ε) au milieu de la poutre.
De point de vu déformation la poutre renforcée avec soudure discontinue a donné presque les
mêmes déformations mais avec petite différence.
4.11.2. Comparaison entre le comportement non linéaire de la poutre renforcée :
Fig.4.39 : Comparaison non linéaire de l’état (σ-ε) au milieu de la poutre renforcée.
Le comporetment non linéaire ,pour la poutre renforcée avec soudure discontinue ou
continue représente la méme allure, mais les déforamtions du cas de soudure continue sont grand que la

soudure discontinue , les deux courbe commence son plastification à partier de la contrainte limite de
plastification σ =276 MPA.
4.12 L’INFLUENCE DE LA TEMPERATURE SUR LA POUTRE RENFORCEE-CALCUL
ANALYTIQUE:
L’effet de la température sur la section renforcée reste à ce jour mal connu c’est pour cela une
méthode analytique à été faite pour réglé ce problème :
4.12.1 Sans tenir en compte de l’influence de la soudure :
Pour la détermination des contraintes résiduelles dues à l’influence de l’opération de
soudage, une méthode analytique a été présentée dans le chapitre 01 et 02 .On commencent en premier lieu
par la détermination des déformations dues au phénomène de chargement –déchargement à la température
ambiante :
On calcule les déformations qui limitent les zones :
1-La zone élastique par la formule suivante :
; µ =0.3 (4.8)
2-La zone élasto-plastique avec µ varie linéairement selon la formule suivante :
(4.9) 3-domaine plastique qui représente une plastification des zones; c-à-dire le comportement non
linéairement
d’où µ = 0.5 et
1 er cas : Si les déformations relatives (4.10)
Les fibres de la poutre ont un comportement élastique avec le coefficient constant de Poisson ( = 0,3), et les contraintes dans cette région sont déterminées par les formules suivantes:
= ; / . (4.11)
avec :
2 ème cas :
Si le coefficient de Poisson est considéré linéaire et
dépendant de la déformation relative et défini par :
(4.12)
Les contraintes dans cette région sont déterminées par les formules :
= ; / . (4.13)

3 ème cas : les fibres travaillent dans le domaine plastique et les contraintes dans cette région peuvent
être trouvées par les formules (4.14) :
= ; = (4.14)
Et les déformations plastiques résiduelles sont obtenues dans ce cas par :
; . (4.15)
A cet effet, après détermination des valeurs des déformations résiduelles (εoct , γoct), on calcule les
déformations totales longitudinales et transversales de l'élément et qui sera identifié par:
/ = / (4.16)
Avec k représente l’étape de chargement
Pour la correction des contraintes normales et tangentielles, il faut prendre en considération l'effet
d'écrouissage linéaire:
(4.17)
(4.18)
Où (aT) est le module relatif de l'écrouissage linéaire qui est égale = -.
Selon les paramètres du diagramme normalisé , les valeurs du coefficient pour des aciers
,égales :0.015.
4.13. DETERMINATION DES CONTRAINTES RESIDUELLES DE SOUDURE :
4.13.1. Modèle thermo-mécanique :
• Hypothèses d'interaction thermo- mécanique :
• Contraintes planes ou déformations planes généralisées.
• Loi de comportement : élasto-plastique ou élasto-visco-plastique.
• Plasticité avec écrouissage isotrope.
• Avec ou sans plasticité de transformation.
(4.19)
Avec : : Les déformations élastiques
: Les déformations thermiques résiduelles dues à la soudure
: Les déformations plastiques de transformations
: Les déformations viscoplastiques
- Pour notre étude les transformations métallurgiques ne seront pas prises en considération donc
les déformations totales sous l’effet de la température sont :
(4.20)
4.14 DISTRIBUTION DE LA TEMPERATURE LORS DE L’OPERATION DE SOUDURE SUR
L’ELEMENT DE POUTRE IPE :
Afin de trouver les déterminations du champ de la température lors de l’opération de soudage et
qui est très délicat à cause du problème de l’échauffement de l’élément par la source de chaleur provoquant
une distribution irrégulière de la température dans l'espace et dans le temps, influant directement sur les
caractéristiques mécaniques et physiques du métal. Les causes énumérées ci-dessus nous obligent à
prendre en compte un certain nombre de simplifications pour la détermination des diagrammes des efforts
et des déformations résiduelles dues à la température. Ces simplifications concernent l’idéalisation des
facteurs (champ de la température pendant la soudure) et du milieu déformable soumis à la température.
Une méthode de calcul analytique détaillé présentée dans le chapitre 2, basant sur la théorie de propagation
de la chaleur est destinée pour le calcul de la température .Ces dernières hypothèses sont acceptables
seulement pour les formes les plus simples des sections d’éléments, qui peuvent être représentées dans les
plaques des profilés soudées par une soudure simple.
On commence en premier lieu par la détermination de la température dans chaque élément individuellement c'est-à-dire une application d’un champ de température dans la poutre en IPE et les éléments de renforcement séparément.
4.15 SOUDURE CONTINUE :• Dans le cas du cordon continu on applique une température constante de 1200 C° d’intensité dans l’endroit du
cordon et on trouve la distribution suivante :
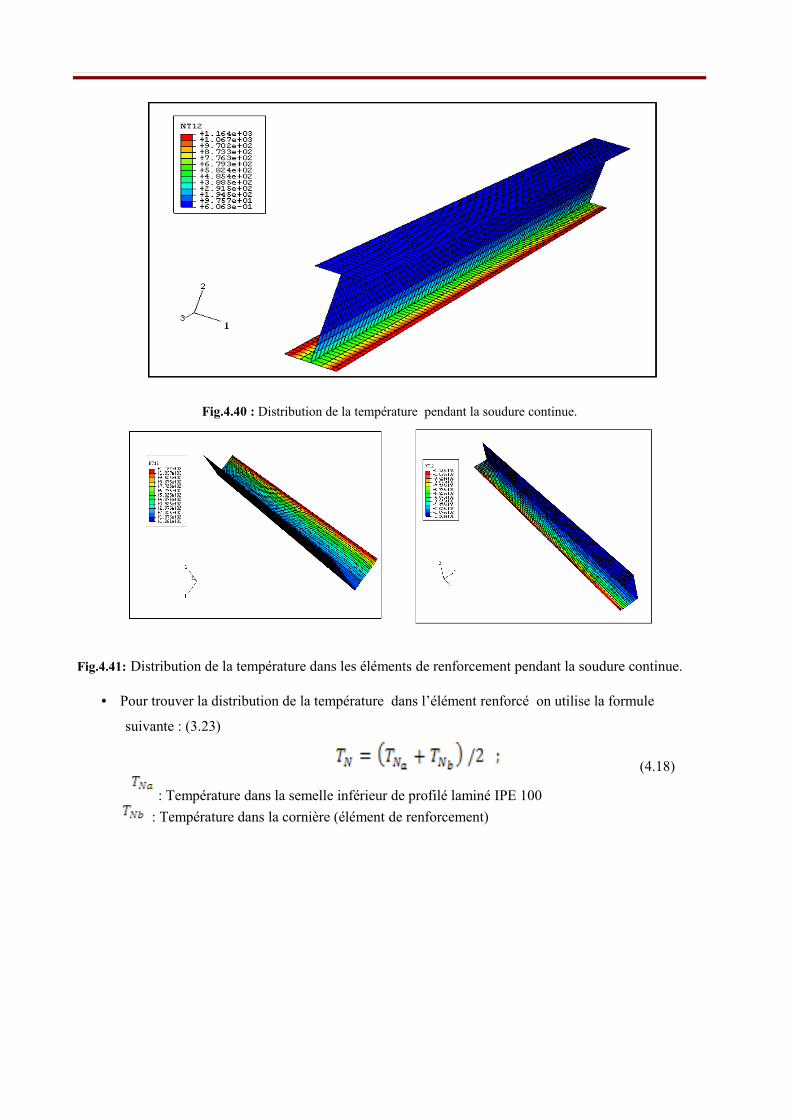
Fig.4.40 : Distribution de la température pendant la soudure continue.
Fig.4.41: Distribution de la température dans les éléments de renforcement pendant la soudure continue.
• Pour trouver la distribution de la température dans l’élément renforcé on utilise la formule
suivante : (3.23)
(4.18)
: Température dans la semelle inférieur de profilé laminé IPE 100 : Température dans la cornière (élément de renforcement)
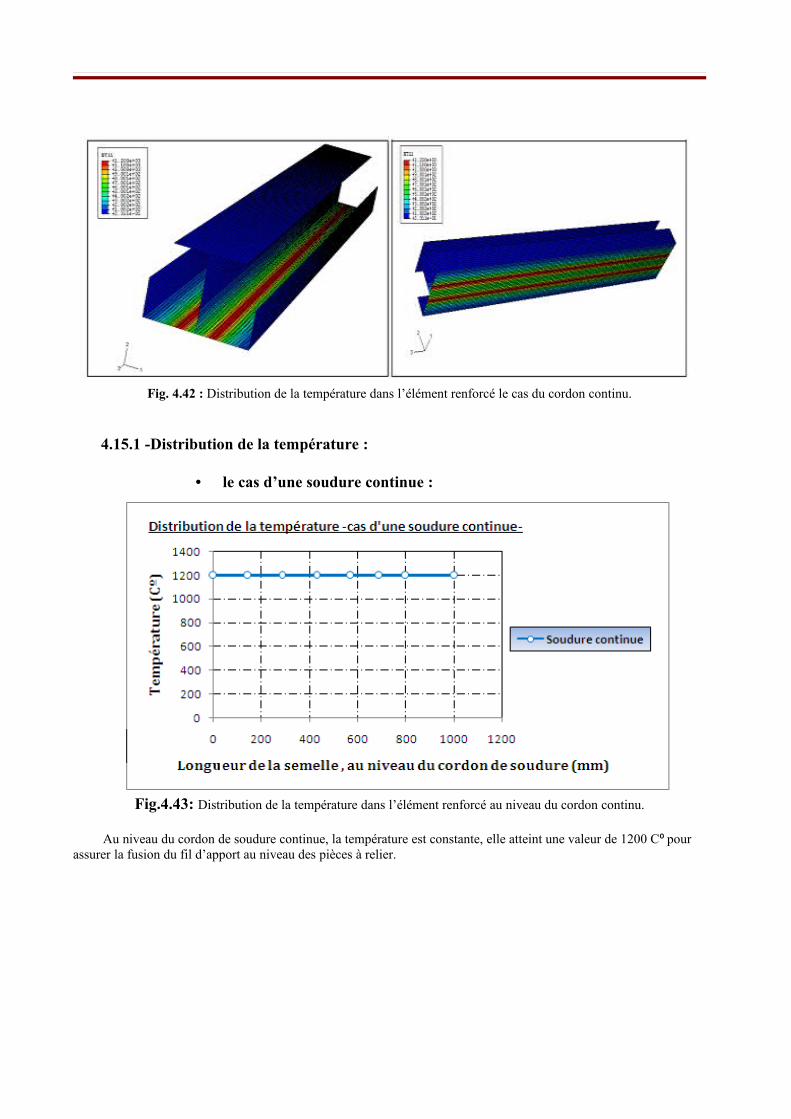
Fig. 4.42 : Distribution de la température dans l’élément renforcé le cas du cordon continu.
4.15.1 -Distribution de la température :
• le cas d’une soudure continue :
Fig.4.43: Distribution de la température dans l’élément renforcé au niveau du cordon continu.
Au niveau du cordon de soudure continue, la température est constante, elle atteint une valeur de 1200 C pour⁰ assurer la fusion du fil d’apport au niveau des pièces à relier.
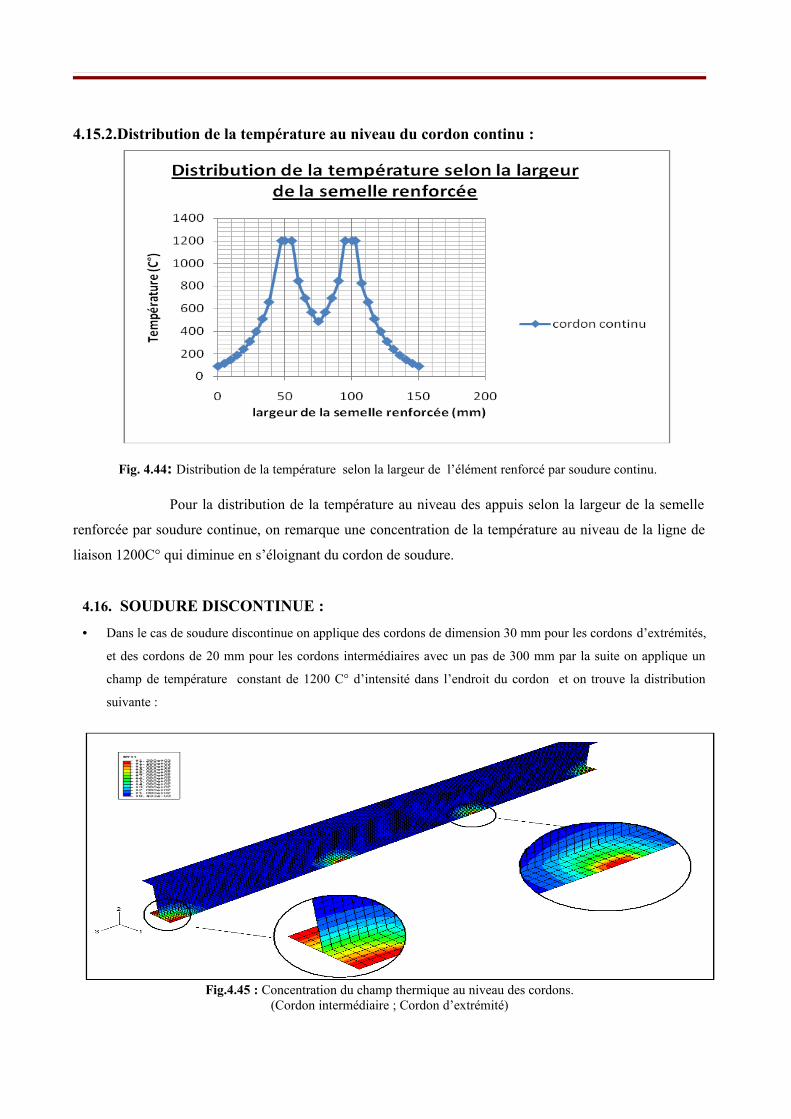
4.15.2.Distribution de la température au niveau du cordon continu :
Fig. 4.44: Distribution de la température selon la largeur de l’élément renforcé par soudure continu.
Pour la distribution de la température au niveau des appuis selon la largeur de la semelle
renforcée par soudure continue, on remarque une concentration de la température au niveau de la ligne de
liaison 1200C° qui diminue en s’éloignant du cordon de soudure.
4.16. SOUDURE DISCONTINUE :• Dans le cas de soudure discontinue on applique des cordons de dimension 30 mm pour les cordons d’extrémités,
et des cordons de 20 mm pour les cordons intermédiaires avec un pas de 300 mm par la suite on applique un
champ de température constant de 1200 C° d’intensité dans l’endroit du cordon et on trouve la distribution
suivante :
Fig.4.45 : Concentration du champ thermique au niveau des cordons.(Cordon intermédiaire ; Cordon d’extrémité)
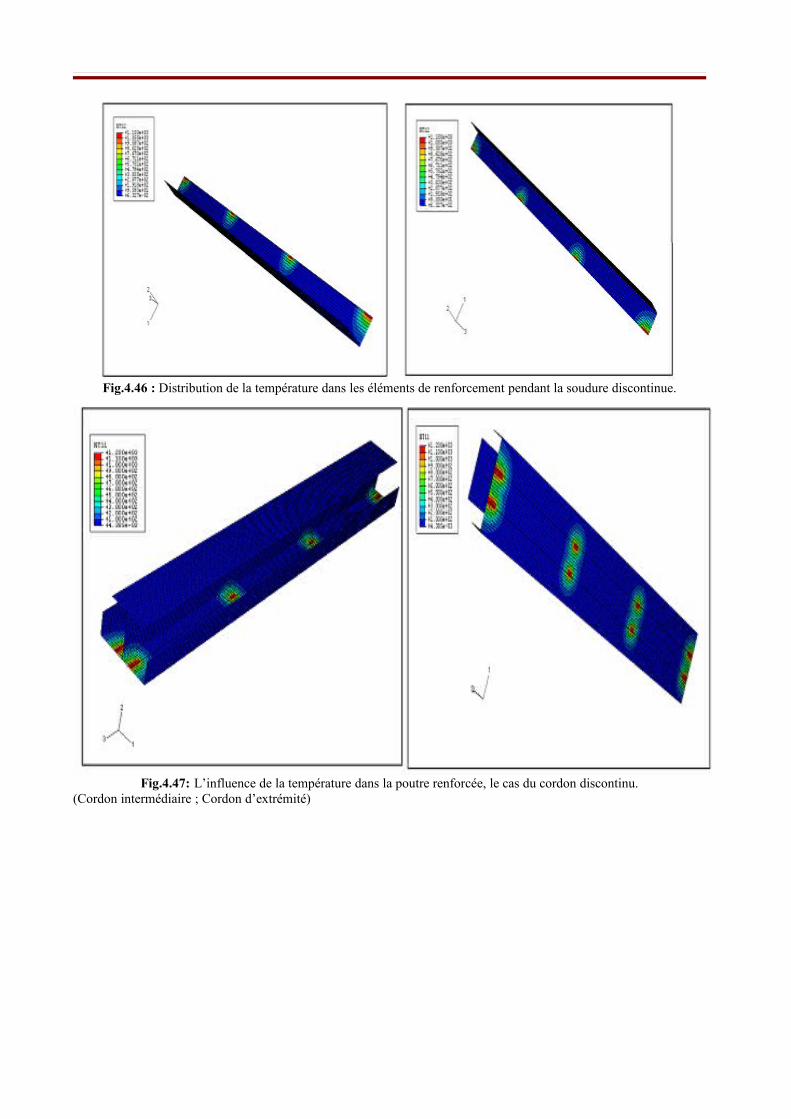
Fig.4.46 : Distribution de la température dans les éléments de renforcement pendant la soudure discontinue.
Fig.4.47: L’influence de la température dans la poutre renforcée, le cas du cordon discontinu.(Cordon intermédiaire ; Cordon d’extrémité)
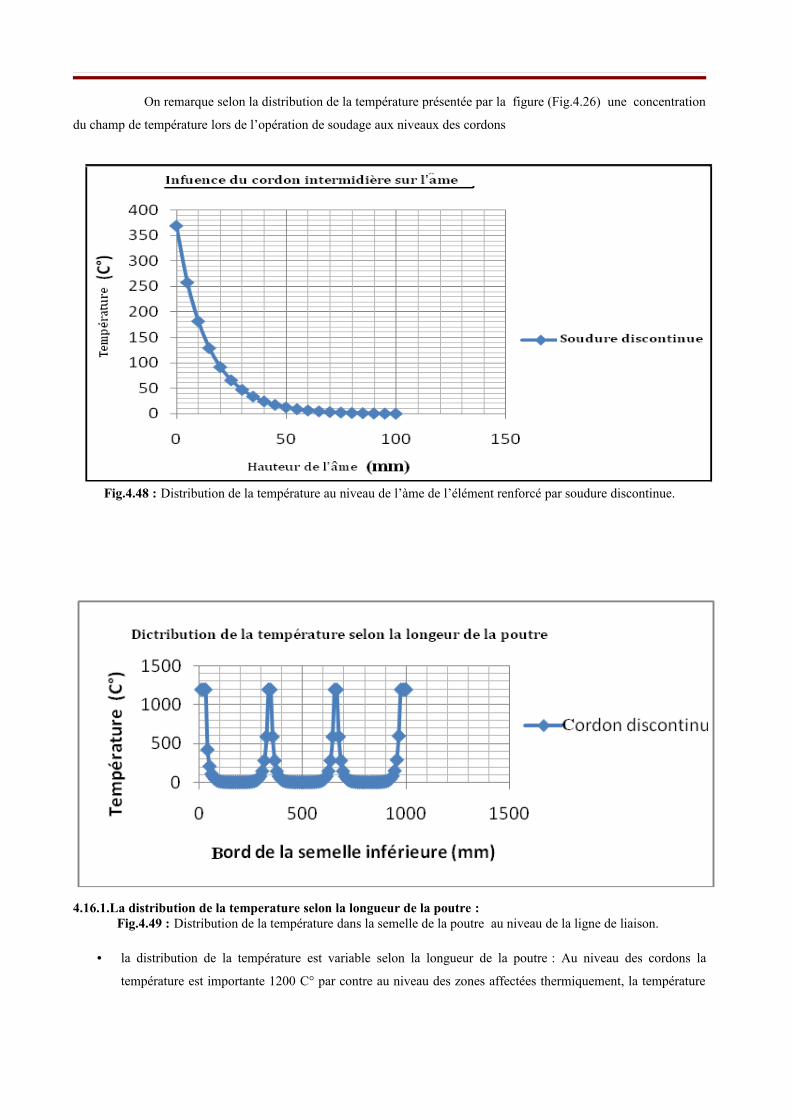
On remarque selon la distribution de la température présentée par la figure (Fig.4.26) une concentration
du champ de température lors de l’opération de soudage aux niveaux des cordons
Fig.4.48 : Distribution de la température au niveau de l’àme de l’élément renforcé par soudure discontinue.
4.16.1.La distribution de la temperature selon la longueur de la poutre :Fig.4.49 : Distribution de la température dans la semelle de la poutre au niveau de la ligne de liaison.
• la distribution de la température est variable selon la longueur de la poutre : Au niveau des cordons la
température est importante 1200 C° par contre au niveau des zones affectées thermiquement, la température
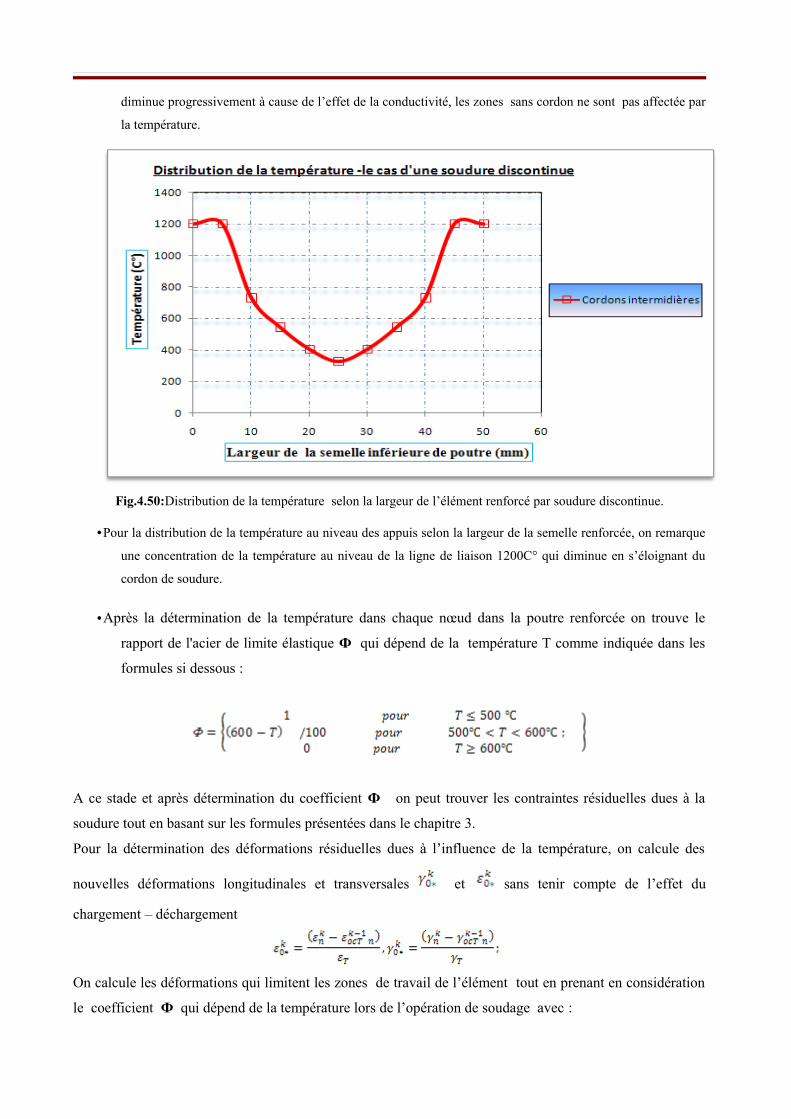
diminue progressivement à cause de l’effet de la conductivité, les zones sans cordon ne sont pas affectée par
la température.
Fig.4.50:Distribution de la température selon la largeur de l’élément renforcé par soudure discontinue.
•Pour la distribution de la température au niveau des appuis selon la largeur de la semelle renforcée, on remarque
une concentration de la température au niveau de la ligne de liaison 1200C° qui diminue en s’éloignant du
cordon de soudure.
•Après la détermination de la température dans chaque nœud dans la poutre renforcée on trouve le
rapport de l'acier de limite élastique Ф qui dépend de la température T comme indiquée dans les
formules si dessous :
A ce stade et après détermination du coefficient Ф on peut trouver les contraintes résiduelles dues à la
soudure tout en basant sur les formules présentées dans le chapitre 3.
Pour la détermination des déformations résiduelles dues à l’influence de la température, on calcule des
nouvelles déformations longitudinales et transversales et sans tenir compte de l’effet du
chargement – déchargement
On calcule les déformations qui limitent les zones de travail de l’élément tout en prenant en considération
le coefficient Ф qui dépend de la température lors de l’opération de soudage avec :

La déformation limite du domaine élastique présentée par la formule :
La déformation limite du domaine plastique présentée par la formule :
Si les déformations plastiques résiduelles sont égales :
Si les déformations sont élastiques et les formules (2.21) sont applicables.
Dans le cas ou on ne tiens compte que des déformations axiales, les déformations résiduelles des fibres
peuvent être trouvées par les formules suivantes :
4.16.2. Déformation totale après l’opération de soudage :
- La simulation numérique de soudure reste, pour l’instant, une affaire d’expert. En effet, pour une
simulation en dimensionnement, il est nécessaire de pouvoir associer des essais expérimentaux à l’essai
numérique pour calibrer le modèle.
5.1. RENFORCEMENT DES POUTRES METALLIQUES :
5.1.1. But d'essai :
L’étude expérimentale est un moyen d’expertise des résultats pour la comparaison avec le modèle numérique, appliquer un degré de réparation et sa technique correspondante pour augmenter la rigidité de la poutre la flexion ,d’écrire les différentes formes de travaux temporaires requises dans de tels projets et fournir une introduction au problème du renforcement des structures à l'aide de sections métalliques. Identifier les avantages de l'acier dans ces activités, trouver une meilleure façon pour le renforcement des poutres et la disposition des cordons de soudure de point de vue minimum des déformations plastiques résiduelles et bonne comportement de l’élément renforcé lors de son service.5.2. TYPE D’ESSAI :
5.2.1. Flexion trois points :
L'essai de flexion 3 points décrit dans l'ISO 178 et l'ASTM D 790 est un essai souvent employé en génie civil vu sa simplicité de mise en œuvre. Il consiste à charger une poutre au milieu de la travée et de relever les mesures projetées pour chaque palier de charge. On ne dispose pas d’une zone où le moment de flexion est constant. L’appareillage de mesures est donc installé, selon le cas, au point où ses mesures sont maximales le long de la travée. Généralement, les poutres en acier peuvent être essayées dans ce type d’essai. Les mesures effectuées sont, dans la plupart des cas, sont des relevés de flèches et de déformations dans les sections critiques de la travée. Ils peuvent arriver aussi que des mesures soient effectuées ailleurs pour des études spéciales. Les objectifs typiques,
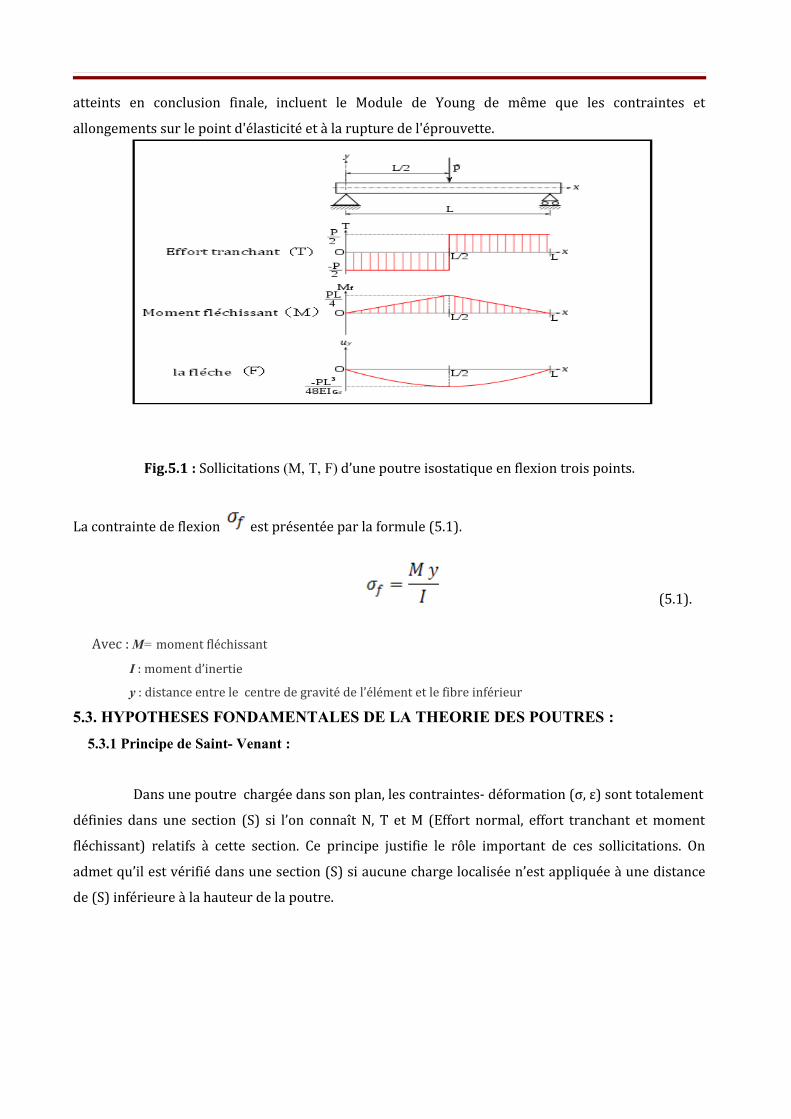
atteints en conclusion finale, incluent le Module de Young de même que les contraintes et allongements sur le point d'élasticité et à la rupture de l'éprouvette.
Fig.5.1 : Sollicitations (M, T, F) d’une poutre isostatique en flexion trois points.La contrainte de flexion est présentée par la formule (5.1).
(5.1).Avec : M= moment fléchissant
I : moment d’inertie y : distance entre le centre de gravité de l’élément et le fibre inférieur 5.3. HYPOTHESES FONDAMENTALES DE LA THEORIE DES POUTRES : 5.3.1 Principe de Saint- Venant :
Dans une poutre chargée dans son plan, les contraintes- déformation (σ, ε) sont totalement définies dans une section (S) si l’on connaît N, T et M (Effort normal, effort tranchant et moment fléchissant) relatifs à cette section. Ce principe justifie le rôle important de ces sollicitations. On admet qu’il est vérifié dans une section (S) si aucune charge localisée n’est appliquée à une distance de (S) inférieure à la hauteur de la poutre.
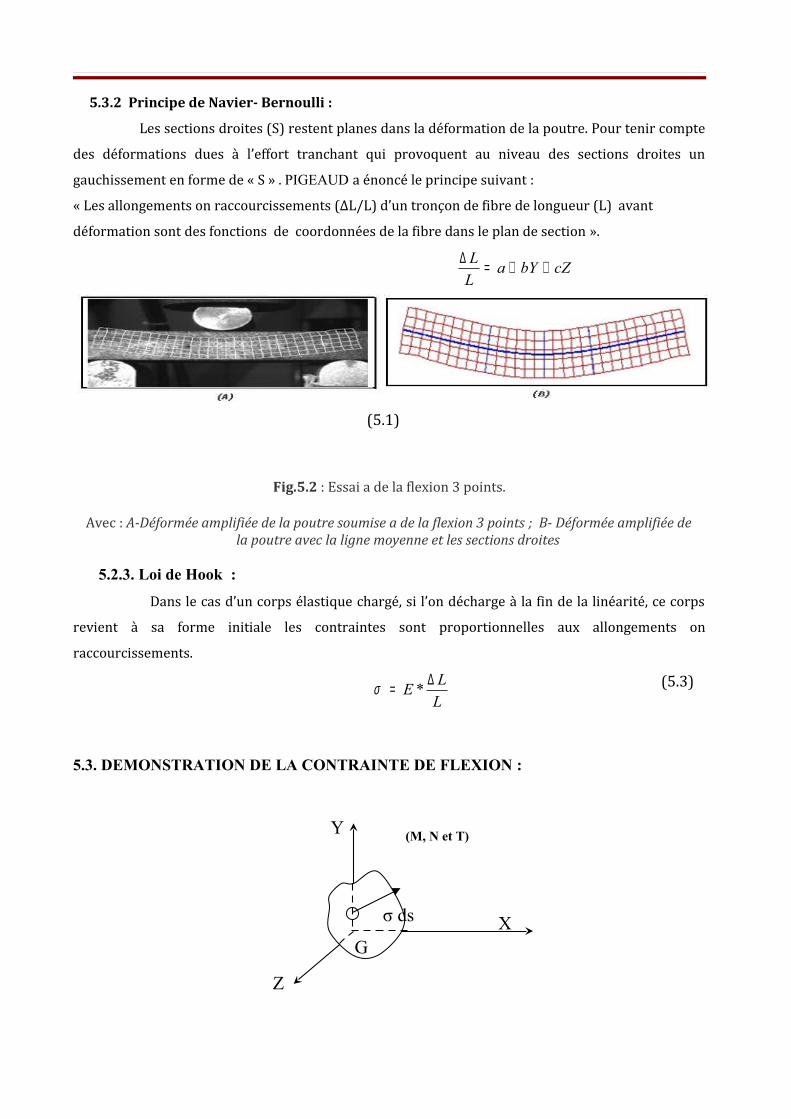
5.3.2 Principe de Navier- Bernoulli :
Les sections droites (S) restent planes dans la déformation de la poutre. Pour tenir compte des déformations dues à l’effort tranchant qui provoquent au niveau des sections droites un gauchissement en forme de « S » . PIGEAUD a énoncé le principe suivant :« Les allongements on raccourcissements (ΔL/L) d’un tronçon de fibre de longueur (L) avant déformation sont des fonctions de coordonnées de la fibre dans le plan de section ». cZbYa
LL ++=∆
(5.1) Fig.5.2 : Essai a de la flexion 3 points.Avec : A-Déformée amplifiée de la poutre soumise a de la flexion 3 points ; B- Déformée amplifiée de
la poutre avec la ligne moyenne et les sections droites 5.2.3. Loi de Hook : Dans le cas d’un corps élastique chargé, si l’on décharge à la fin de la linéarité, ce corps revient à sa forme initiale les contraintes sont proportionnelles aux allongements on raccourcissements.
LLE ∆= *σ (5.3)
5.3. DEMONSTRATION DE LA CONTRAINTE DE FLEXION :
Xσ ds
Y
Z
G
(M, N et T)

Ceci se traduit par les trois relations suivantes : ∫ ∫
∫ ∫
∫ ∫
=
=
=
S
S
S
dsz
Mdsy
ds
0..
..
0.
σ
σ
σ
(5.4) Or, il résulte de l’hypothèse de Bernoulli et de la loi de Hooke que :
CZBYA ++=σPar définition du centre de gravité et du centre d’inertie, nous avons : ∫ ∫ ∫ ∫
∫ ∫ ∫ ∫==
==
S S
S S
Idsyetdszy
dszdsy
²..0...
0.. (5.5)On obtient alors, en remplaçant (σ) par sa valeur voir (5.6):
∫ ∫
∫ ∫
∫ ∫
=⇒=
=⇒=
=⇒=
S
S
S
Cdsz
Ads
IMBMdsy
00..
00.
.
σ
σ (5.6)Dans le moment de flexion (M) produit sur la fibre d’ordonnée Y, la contrainte normale de flexion est :
IYM .=σ (5.7)
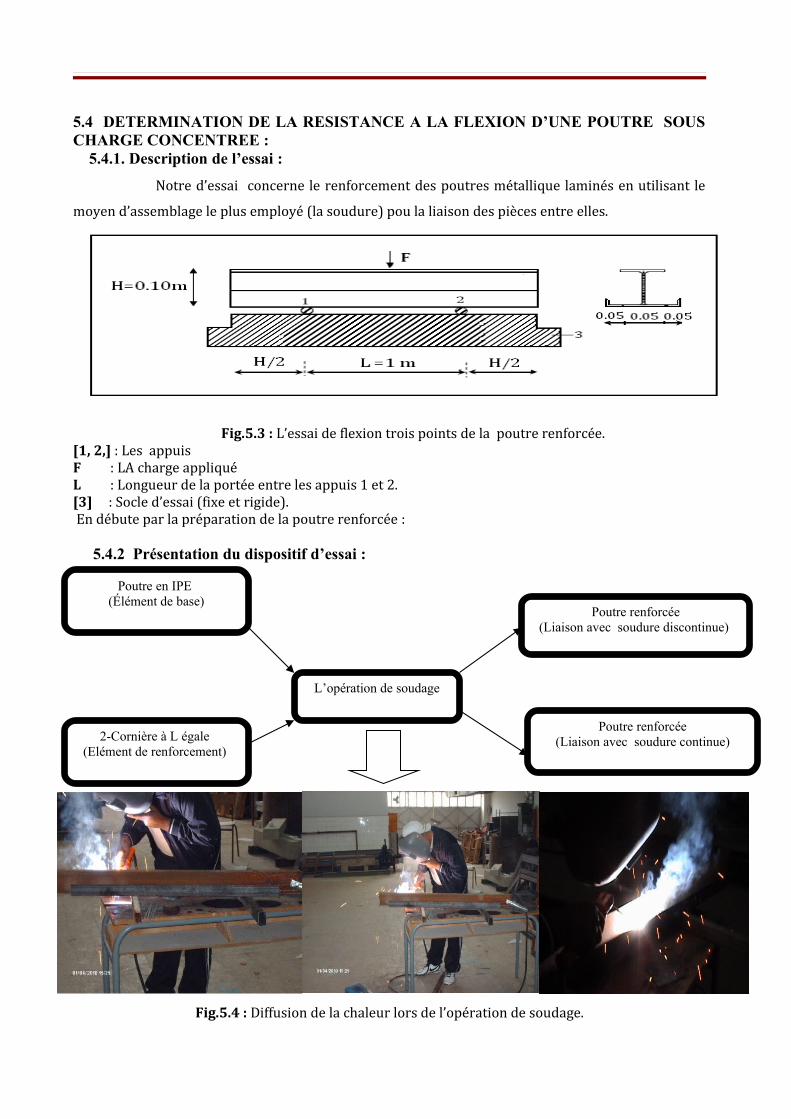
5.4 DETERMINATION DE LA RESISTANCE A LA FLEXION D’UNE POUTRE SOUS CHARGE CONCENTREE : 5.4.1. Description de l’essai : Notre d’essai concerne le renforcement des poutres métallique laminés en utilisant le moyen d’assemblage le plus employé (la soudure) pou la liaison des pièces entre elles.
Fig.5.3 : L’essai de flexion trois points de la poutre renforcée.[1, 2,] : Les appuis F : LA charge appliquéL : Longueur de la portée entre les appuis 1 et 2.[3] : Socle d’essai (fixe et rigide). En débute par la préparation de la poutre renforcée : 5.4.2 Présentation du dispositif d’essai :
Fig.5.4 : Diffusion de la chaleur lors de l’opération de soudage.
Poutre renforcée(Liaison avec soudure discontinue)
L’opération de soudage
Poutre renforcée(Liaison avec soudure continue)2-Cornière à L égale
(Elément de renforcement)
Poutre en IPE (Élément de base)
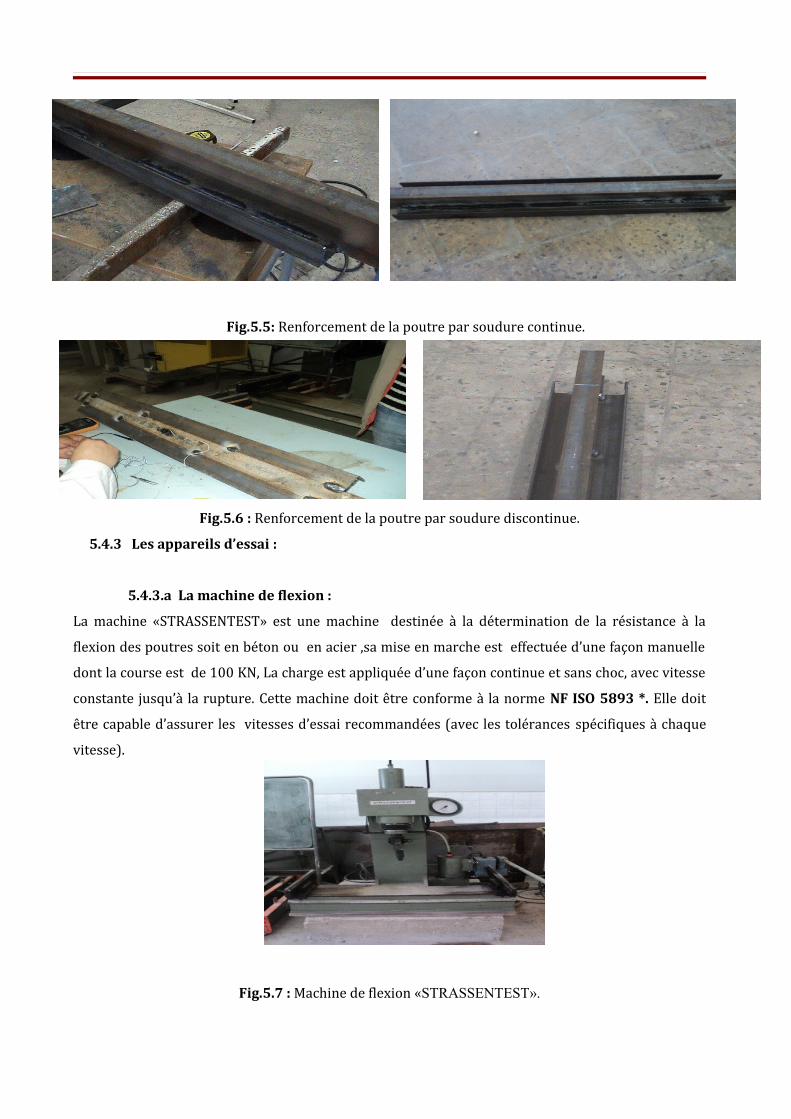
Fig.5.5: Renforcement de la poutre par soudure continue.
Fig.5.6 : Renforcement de la poutre par soudure discontinue. 5.4.3 Les appareils d’essai :
5.4.3.a La machine de flexion :La machine «STRASSENTEST» est une machine destinée à la détermination de la résistance à la flexion des poutres soit en béton ou en acier ,sa mise en marche est effectuée d’une façon manuelle dont la course est de 100 KN, La charge est appliquée d’une façon continue et sans choc, avec vitesse constante jusqu’à la rupture. Cette machine doit être conforme à la norme NF ISO 5893 *. Elle doit être capable d’assurer les vitesses d’essai recommandées (avec les tolérances spécifiques à chaque vitesse).
Fig.5.7 : Machine de flexion «STRASSENTEST».

5.5. APPAREILLAGES DE MESURES:
5.5.1- Jauge de déformation :
Est un outil de mesure de des déformations, sa forme est très simple, elle est constituée d’un très fin fil, sous sa forme la plus simple (2 microns) conducteur collé sur un support. Les brins de fil constituant la jauge étant principalement alignés suivant la direction de mesure, on peut admettre que le fil subit les mêmes déformations que la surface sur laquelle la jauge est collée.
Fig.5.8 : Jauge de déformation Où ( R : est la résistance électrique, ρ : La résistivité du matériau, L : la longueur du fil, S : la section du fil) En prenant le logarithme népérien et la différentielle de chaque membre et en considérant que les paramètres varient très peu lors de la mesure, on obtient la relation suivante :
ss
LL
RR ∆−∆+∆=∆
ρρ (5.5)
on peut se réécrire la formule (5.5) par :
LLK
RR ∆=∆
(5.6)
Où K est appelé le facteur de jauge pour notre jauge K= 2.09
5.5.2. Principe de mesure de la jauge : La méthode la plus précise pour mesurer une variation de résistance consiste est de placer la jauge dans un pont de Wheatstone. Lorsqu’un pont est constitué de 4 résistances de valeur égale et alimenté par une source de tension (E) constante aux points C et D, on obtient par symétrie, une différence de potentiel nulle entre les points A etB.
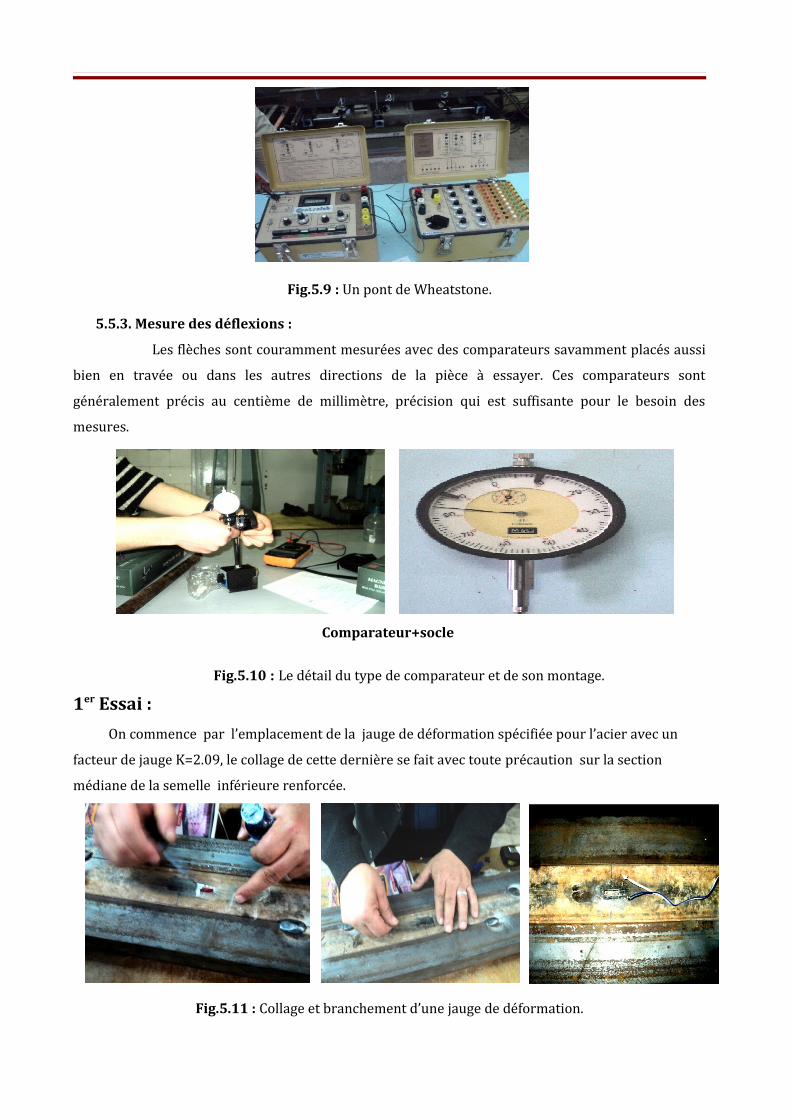
Fig.5.9 : Un pont de Wheatstone. 5.5.3. Mesure des déflexions :
Les flèches sont couramment mesurées avec des comparateurs savamment placés aussi bien en travée ou dans les autres directions de la pièce à essayer. Ces comparateurs sont généralement précis au centième de millimètre, précision qui est suffisante pour le besoin des mesures.
Comparateur+socle
Fig.5.10 : Le détail du type de comparateur et de son montage. 1er Essai : On commence par l’emplacement de la jauge de déformation spécifiée pour l’acier avec un facteur de jauge K=2.09, le collage de cette dernière se fait avec toute précaution sur la section médiane de la semelle inférieure renforcée.
Fig.5.11 : Collage et branchement d’une jauge de déformation.
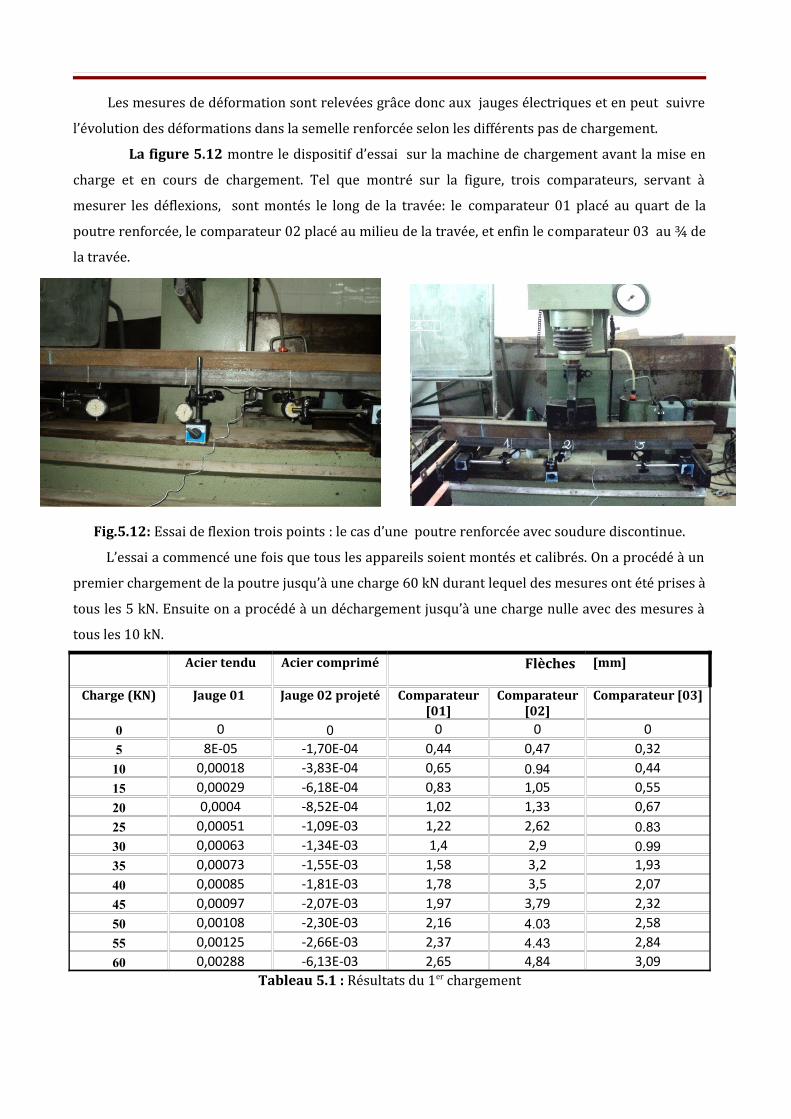
Les mesures de déformation sont relevées grâce donc aux jauges électriques et en peut suivre l’évolution des déformations dans la semelle renforcée selon les différents pas de chargement. La figure 5.12 montre le dispositif d’essai sur la machine de chargement avant la mise en charge et en cours de chargement. Tel que montré sur la figure, trois comparateurs, servant à mesurer les déflexions, sont montés le long de la travée: le comparateur 01 placé au quart de la poutre renforcée, le comparateur 02 placé au milieu de la travée, et enfin le comparateur 03 au ¾ de la travée.
Fig.5.12: Essai de flexion trois points : le cas d’une poutre renforcée avec soudure discontinue. L’essai a commencé une fois que tous les appareils soient montés et calibrés. On a procédé à un premier chargement de la poutre jusqu’à une charge 60 kN durant lequel des mesures ont été prises à tous les 5 kN. Ensuite on a procédé à un déchargement jusqu’à une charge nulle avec des mesures à tous les 10 kN. Acier tendu Acier comprimé Flèches [mm]
Charge (KN) Jauge 01 Jauge 02 projeté Comparateur [01]
Comparateur [02]
Comparateur [03]
0 0 0 0 0 05 8E-05 -1,70E-04 0,44 0,47 0,3210 0,00018 -3,83E-04 0,65 0.94 0,4415 0,00029 -6,18E-04 0,83 1,05 0,5520 0,0004 -8,52E-04 1,02 1,33 0,6725 0,00051 -1,09E-03 1,22 2,62 0.8330 0,00063 -1,34E-03 1,4 2,9 0.9935 0,00073 -1,55E-03 1,58 3,2 1,9340 0,00085 -1,81E-03 1,78 3,5 2,0745 0,00097 -2,07E-03 1,97 3,79 2,3250 0,00108 -2,30E-03 2,16 4.03 2,5855 0,00125 -2,66E-03 2,37 4.43 2,8460 0,00288 -6,13E-03 2,65 4,84 3,09
Tableau 5.1 : Résultats du 1er chargement
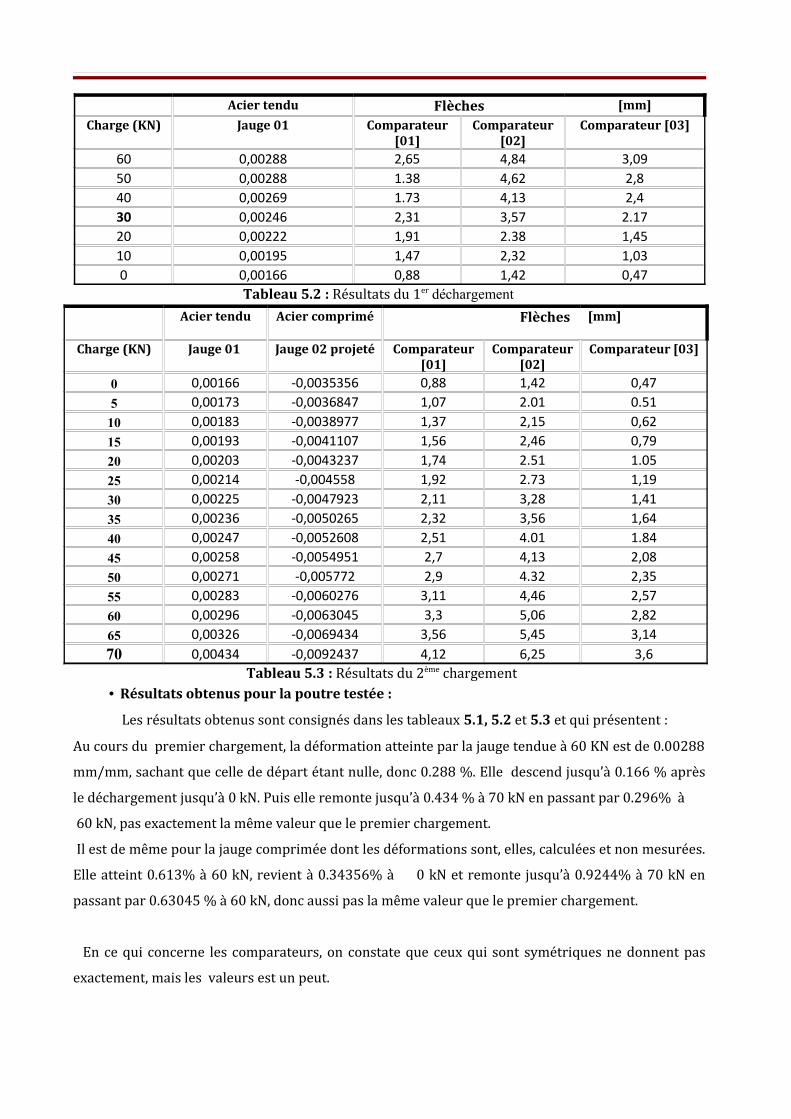
Acier tendu Flèches [mm]
Charge (KN) Jauge 01 Comparateur [01]
Comparateur [02]
Comparateur [03]
60 0,00288 2,65 4,84 3,0950 0,00288 1.38 4,62 2,840 0,00269 1.73 4,13 2,430 0,00246 2,31 3,57 2.1720 0,00222 1,91 2.38 1,4510 0,00195 1,47 2,32 1,030 0,00166 0,88 1,42 0,47
Tableau 5.2 : Résultats du 1er déchargementAcier tendu Acier comprimé Flèches [mm]
Charge (KN) Jauge 01 Jauge 02 projeté Comparateur [01]
Comparateur [02]
Comparateur [03]
0 0,00166 -0,0035356 0,88 1,42 0,475 0,00173 -0,0036847 1,07 2.01 0.5110 0,00183 -0,0038977 1,37 2,15 0,6215 0,00193 -0,0041107 1,56 2,46 0,7920 0,00203 -0,0043237 1,74 2.51 1.0525 0,00214 -0,004558 1,92 2.73 1,1930 0,00225 -0,0047923 2,11 3,28 1,4135 0,00236 -0,0050265 2,32 3,56 1,6440 0,00247 -0,0052608 2,51 4.01 1.8445 0,00258 -0,0054951 2,7 4,13 2,0850 0,00271 -0,005772 2,9 4.32 2,3555 0,00283 -0,0060276 3,11 4,46 2,5760 0,00296 -0,0063045 3,3 5,06 2,8265 0,00326 -0,0069434 3,56 5,45 3,1470 0,00434 -0,0092437 4,12 6,25 3,6
Tableau 5.3 : Résultats du 2ème chargement• Résultats obtenus pour la poutre testée :
Les résultats obtenus sont consignés dans les tableaux 5.1, 5.2 et 5.3 et qui présentent :Au cours du premier chargement, la déformation atteinte par la jauge tendue à 60 KN est de 0.00288 mm/mm, sachant que celle de départ étant nulle, donc 0.288 %. Elle descend jusqu’à 0.166 % après le déchargement jusqu’à 0 kN. Puis elle remonte jusqu’à 0.434 % à 70 kN en passant par 0.296% à 60 kN, pas exactement la même valeur que le premier chargement. Il est de même pour la jauge comprimée dont les déformations sont, elles, calculées et non mesurées. Elle atteint 0.613% à 60 kN, revient à 0.34356% à 0 kN et remonte jusqu’à 0.9244% à 70 kN en passant par 0.63045 % à 60 kN, donc aussi pas la même valeur que le premier chargement. En ce qui concerne les comparateurs, on constate que ceux qui sont symétriques ne donnent pas exactement, mais les valeurs est un peut.
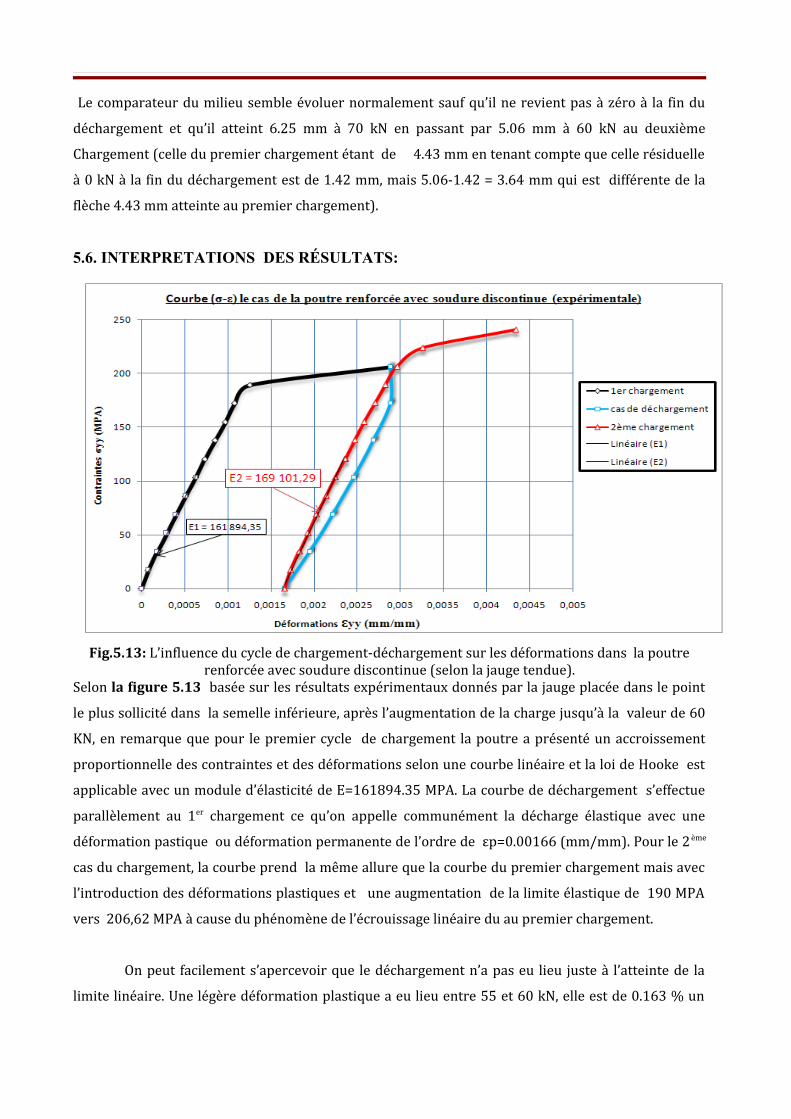
Le comparateur du milieu semble évoluer normalement sauf qu’il ne revient pas à zéro à la fin du déchargement et qu’il atteint 6.25 mm à 70 kN en passant par 5.06 mm à 60 kN au deuxième Chargement (celle du premier chargement étant de 4.43 mm en tenant compte que celle résiduelle à 0 kN à la fin du déchargement est de 1.42 mm, mais 5.06-1.42 = 3.64 mm qui est différente de la flèche 4.43 mm atteinte au premier chargement).5.6. INTERPRETATIONS DES RÉSULTATS:
Fig.5.13: L’influence du cycle de chargement-déchargement sur les déformations dans la poutre renforcée avec soudure discontinue (selon la jauge tendue).Selon la figure 5.13 basée sur les résultats expérimentaux donnés par la jauge placée dans le point le plus sollicité dans la semelle inférieure, après l’augmentation de la charge jusqu’à la valeur de 60 KN, en remarque que pour le premier cycle de chargement la poutre a présenté un accroissement proportionnelle des contraintes et des déformations selon une courbe linéaire et la loi de Hooke est applicable avec un module d’élasticité de E=161894.35 MPA. La courbe de déchargement s’effectue parallèlement au 1er chargement ce qu’on appelle communément la décharge élastique avec une déformation pastique ou déformation permanente de l’ordre de εp=0.00166 (mm/mm). Pour le 2ème cas du chargement, la courbe prend la même allure que la courbe du premier chargement mais avec l’introduction des déformations plastiques et une augmentation de la limite élastique de 190 MPA vers 206,62 MPA à cause du phénomène de l’écrouissage linéaire du au premier chargement. On peut facilement s’apercevoir que le déchargement n’a pas eu lieu juste à l’atteinte de la limite linéaire. Une légère déformation plastique a eu lieu entre 55 et 60 kN, elle est de 0.163 % un
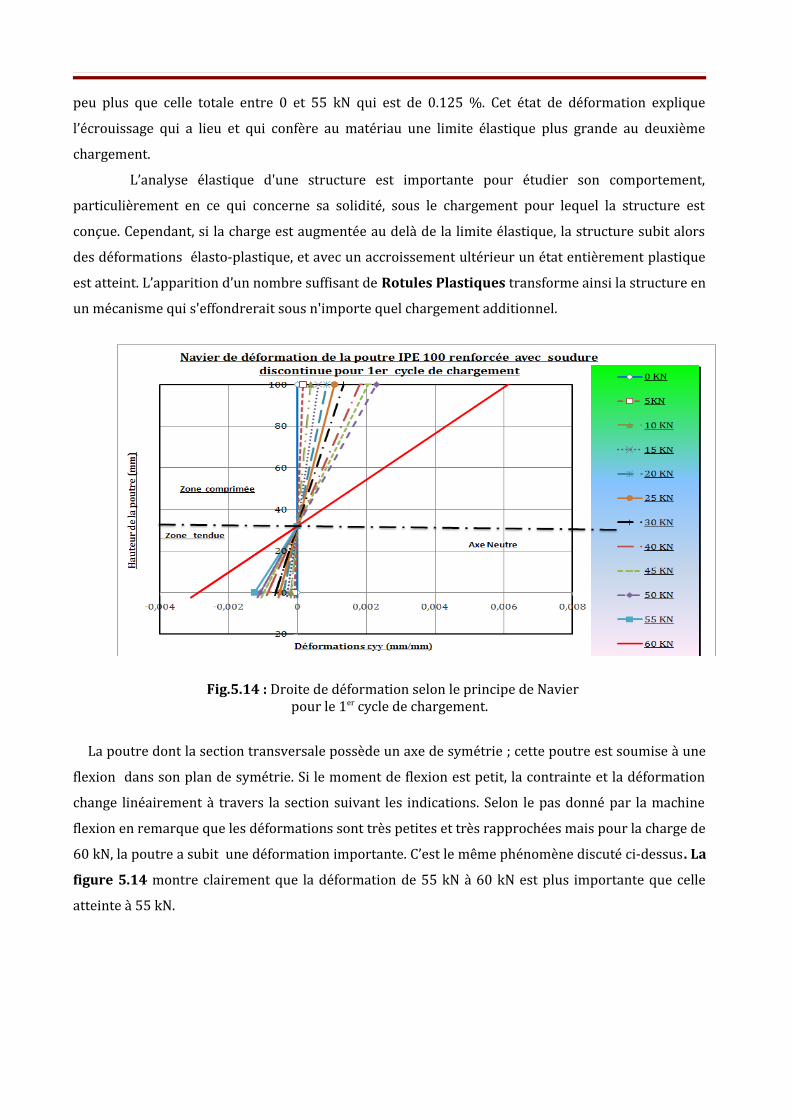
peu plus que celle totale entre 0 et 55 kN qui est de 0.125 %. Cet état de déformation explique l’écrouissage qui a lieu et qui confère au matériau une limite élastique plus grande au deuxième chargement. L’analyse élastique d'une structure est importante pour étudier son comportement, particulièrement en ce qui concerne sa solidité, sous le chargement pour lequel la structure est conçue. Cependant, si la charge est augmentée au delà de la limite élastique, la structure subit alors des déformations élasto-plastique, et avec un accroissement ultérieur un état entièrement plastique est atteint. L’apparition d’un nombre suffisant de Rotules Plastiques transforme ainsi la structure en un mécanisme qui s'effondrerait sous n'importe quel chargement additionnel.
Fig.5.14 : Droite de déformation selon le principe de Navierpour le 1er cycle de chargement. La poutre dont la section transversale possède un axe de symétrie ; cette poutre est soumise à une flexion dans son plan de symétrie. Si le moment de flexion est petit, la contrainte et la déformation change linéairement à travers la section suivant les indications. Selon le pas donné par la machine flexion en remarque que les déformations sont très petites et très rapprochées mais pour la charge de 60 kN, la poutre a subit une déformation importante. C’est le même phénomène discuté ci-dessus. La
figure 5.14 montre clairement que la déformation de 55 kN à 60 kN est plus importante que celle atteinte à 55 kN.
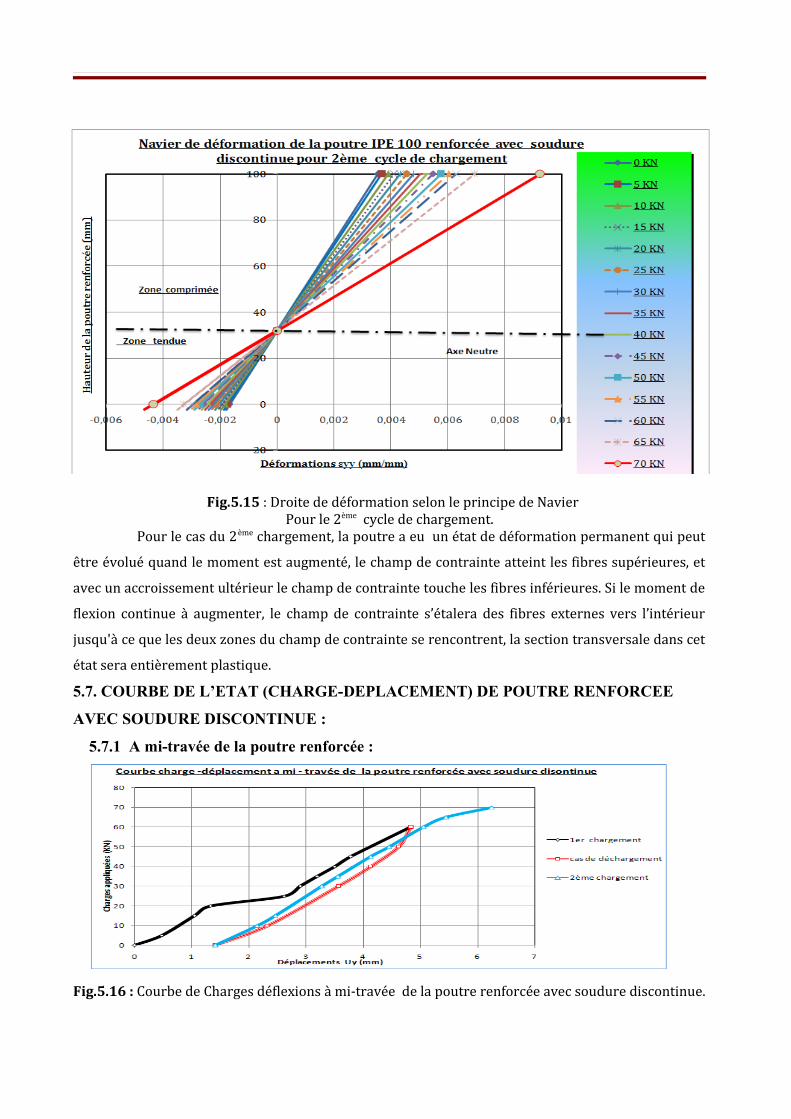
Fig.5.15 : Droite de déformation selon le principe de NavierPour le 2ème cycle de chargement. Pour le cas du 2ème chargement, la poutre a eu un état de déformation permanent qui peut être évolué quand le moment est augmenté, le champ de contrainte atteint les fibres supérieures, et avec un accroissement ultérieur le champ de contrainte touche les fibres inférieures. Si le moment de flexion continue à augmenter, le champ de contrainte s’étalera des fibres externes vers l’intérieur jusqu'à ce que les deux zones du champ de contrainte se rencontrent, la section transversale dans cet état sera entièrement plastique.5.7. COURBE DE L’ETAT (CHARGE-DEPLACEMENT) DE POUTRE RENFORCEE
AVEC SOUDURE DISCONTINUE :
5.7.1 A mi-travée de la poutre renforcée :
Fig.5.16 : Courbe de Charges déflexions à mi-travée de la poutre renforcée avec soudure discontinue.
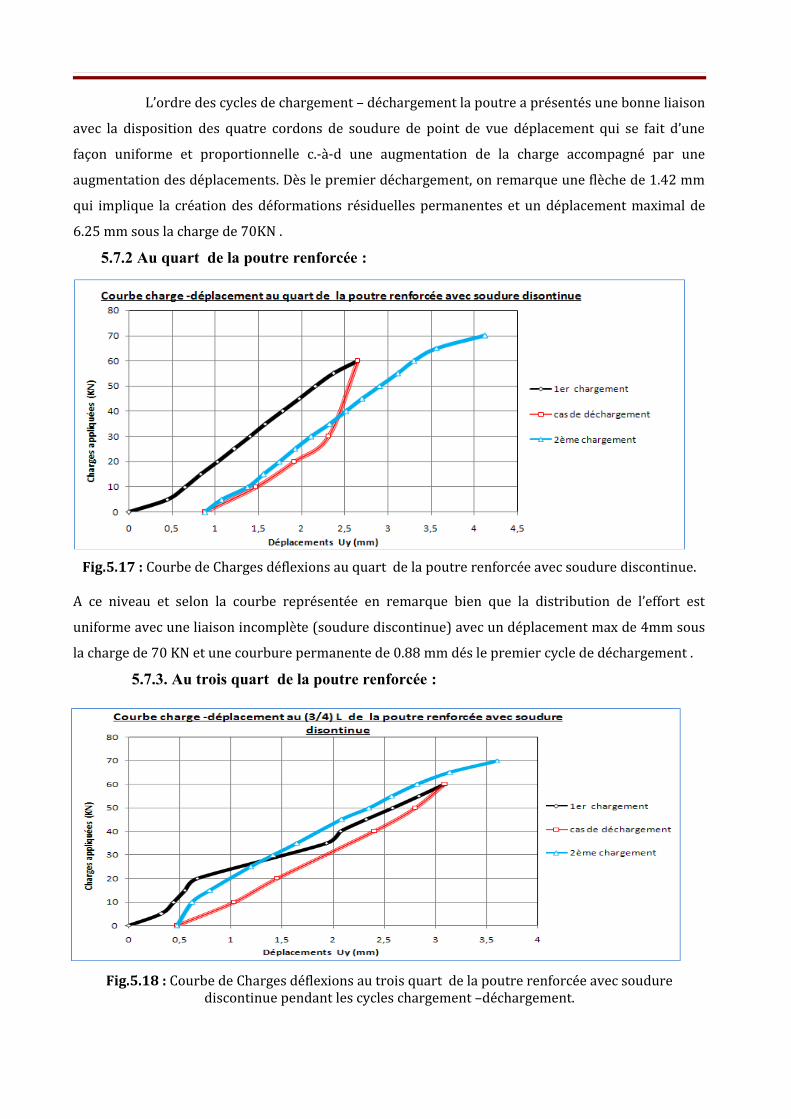
L’ordre des cycles de chargement – déchargement la poutre a présentés une bonne liaison avec la disposition des quatre cordons de soudure de point de vue déplacement qui se fait d’une façon uniforme et proportionnelle c.-à-d une augmentation de la charge accompagné par une augmentation des déplacements. Dès le premier déchargement, on remarque une flèche de 1.42 mm qui implique la création des déformations résiduelles permanentes et un déplacement maximal de 6.25 mm sous la charge de 70KN . 5.7.2 Au quart de la poutre renforcée :
Fig.5.17 : Courbe de Charges déflexions au quart de la poutre renforcée avec soudure discontinue.A ce niveau et selon la courbe représentée en remarque bien que la distribution de l’effort est uniforme avec une liaison incomplète (soudure discontinue) avec un déplacement max de 4mm sous la charge de 70 KN et une courbure permanente de 0.88 mm dés le premier cycle de déchargement . 5.7.3. Au trois quart de la poutre renforcée :
Fig.5.18 : Courbe de Charges déflexions au trois quart de la poutre renforcée avec soudure discontinue pendant les cycles chargement –déchargement.
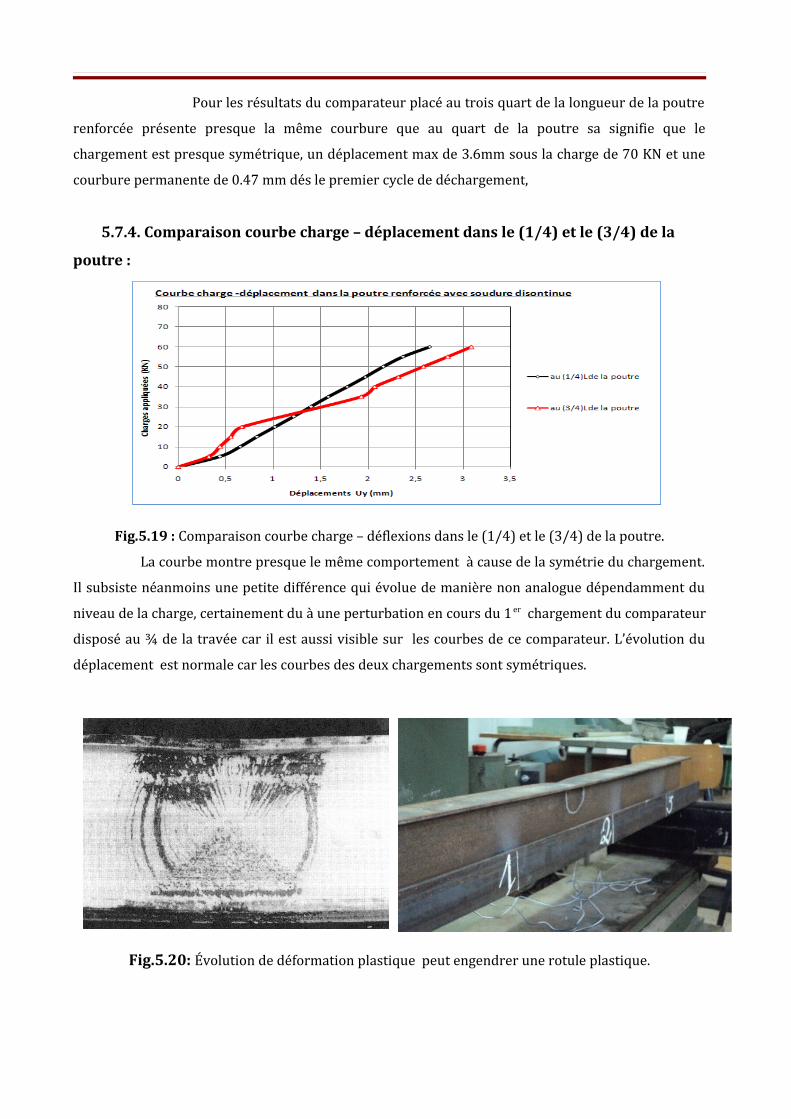
Pour les résultats du comparateur placé au trois quart de la longueur de la poutre renforcée présente presque la même courbure que au quart de la poutre sa signifie que le chargement est presque symétrique, un déplacement max de 3.6mm sous la charge de 70 KN et une courbure permanente de 0.47 mm dés le premier cycle de déchargement, 5.7.4. Comparaison courbe charge – déplacement dans le (1/4) et le (3/4) de la
poutre :
Fig.5.19 : Comparaison courbe charge – déflexions dans le (1/4) et le (3/4) de la poutre. La courbe montre presque le même comportement à cause de la symétrie du chargement. Il subsiste néanmoins une petite différence qui évolue de manière non analogue dépendamment du niveau de la charge, certainement du à une perturbation en cours du 1 er chargement du comparateur disposé au ¾ de la travée car il est aussi visible sur les courbes de ce comparateur. L’évolution du déplacement est normale car les courbes des deux chargements sont symétriques.
Fig.5.20: Évolution de déformation plastique peut engendrer une rotule plastique.
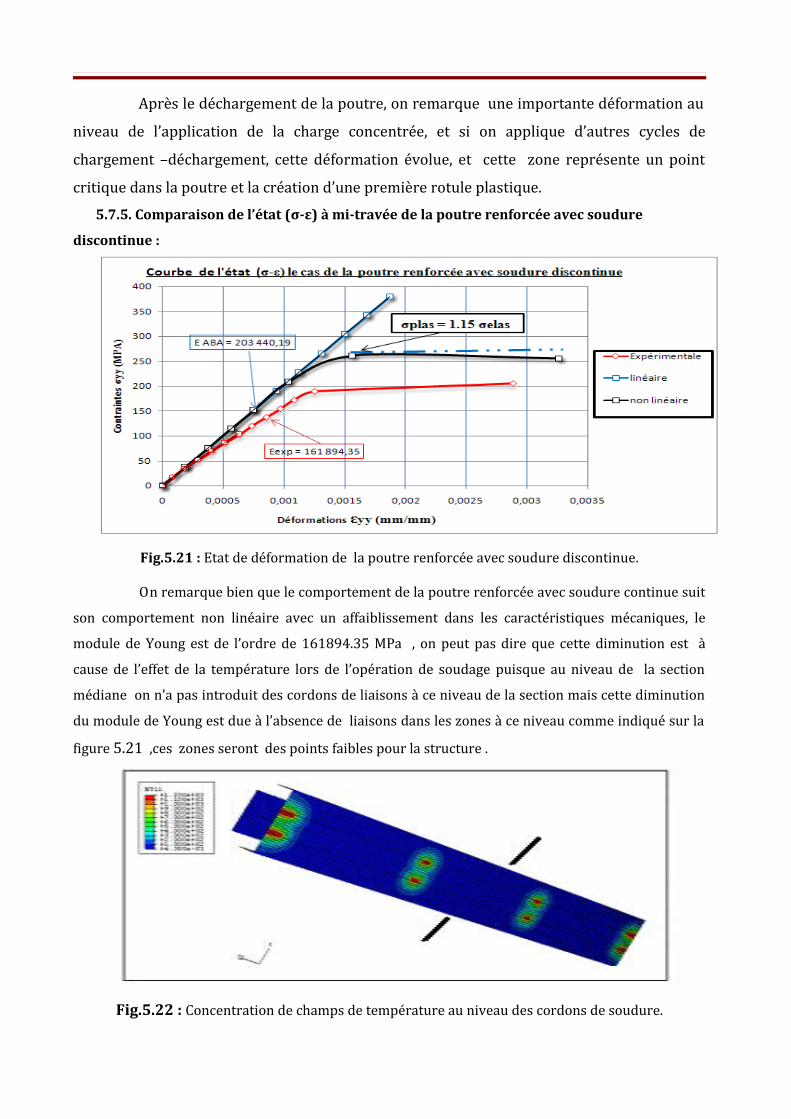
Après le déchargement de la poutre, on remarque une importante déformation au niveau de l’application de la charge concentrée, et si on applique d’autres cycles de chargement –déchargement, cette déformation évolue, et cette zone représente un point critique dans la poutre et la création d’une première rotule plastique. 5.7.5. Comparaison de l’état (σ-ε) à mi-travée de la poutre renforcée avec soudure
discontinue :
Fig.5.21 : Etat de déformation de la poutre renforcée avec soudure discontinue. On remarque bien que le comportement de la poutre renforcée avec soudure continue suit son comportement non linéaire avec un affaiblissement dans les caractéristiques mécaniques, le module de Young est de l’ordre de 161894.35 MPa , on peut pas dire que cette diminution est à cause de l’effet de la température lors de l’opération de soudage puisque au niveau de la section médiane on n’a pas introduit des cordons de liaisons à ce niveau de la section mais cette diminution du module de Young est due à l’absence de liaisons dans les zones à ce niveau comme indiqué sur la figure 5.21 ,ces zones seront des points faibles pour la structure .
Fig.5.22 : Concentration de champs de température au niveau des cordons de soudure.
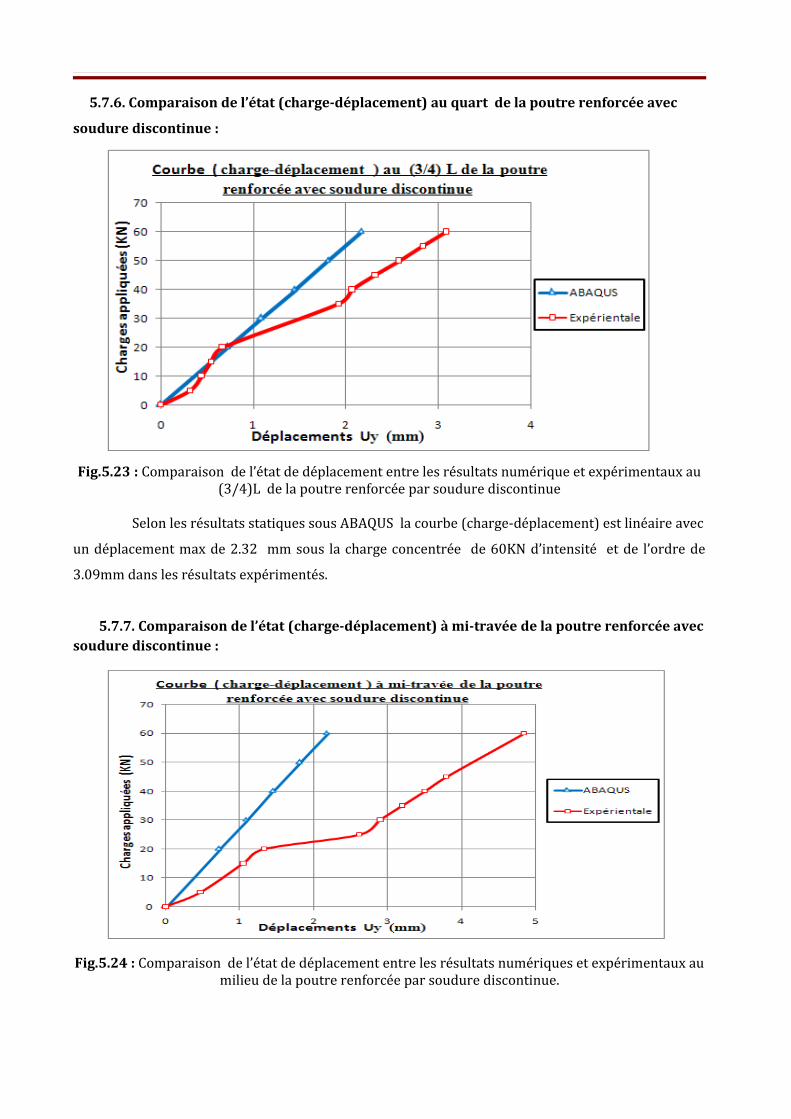
5.7.6. Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée avec
soudure discontinue :
Fig.5.23 : Comparaison de l’état de déplacement entre les résultats numérique et expérimentaux au (3/4)L de la poutre renforcée par soudure discontinue Selon les résultats statiques sous ABAQUS la courbe (charge-déplacement) est linéaire avec un déplacement max de 2.32 mm sous la charge concentrée de 60KN d’intensité et de l’ordre de 3.09mm dans les résultats expérimentés. 5.7.7. Comparaison de l’état (charge-déplacement) à mi-travée de la poutre renforcée avec soudure discontinue :
Fig.5.24 : Comparaison de l’état de déplacement entre les résultats numériques et expérimentaux au milieu de la poutre renforcée par soudure discontinue.
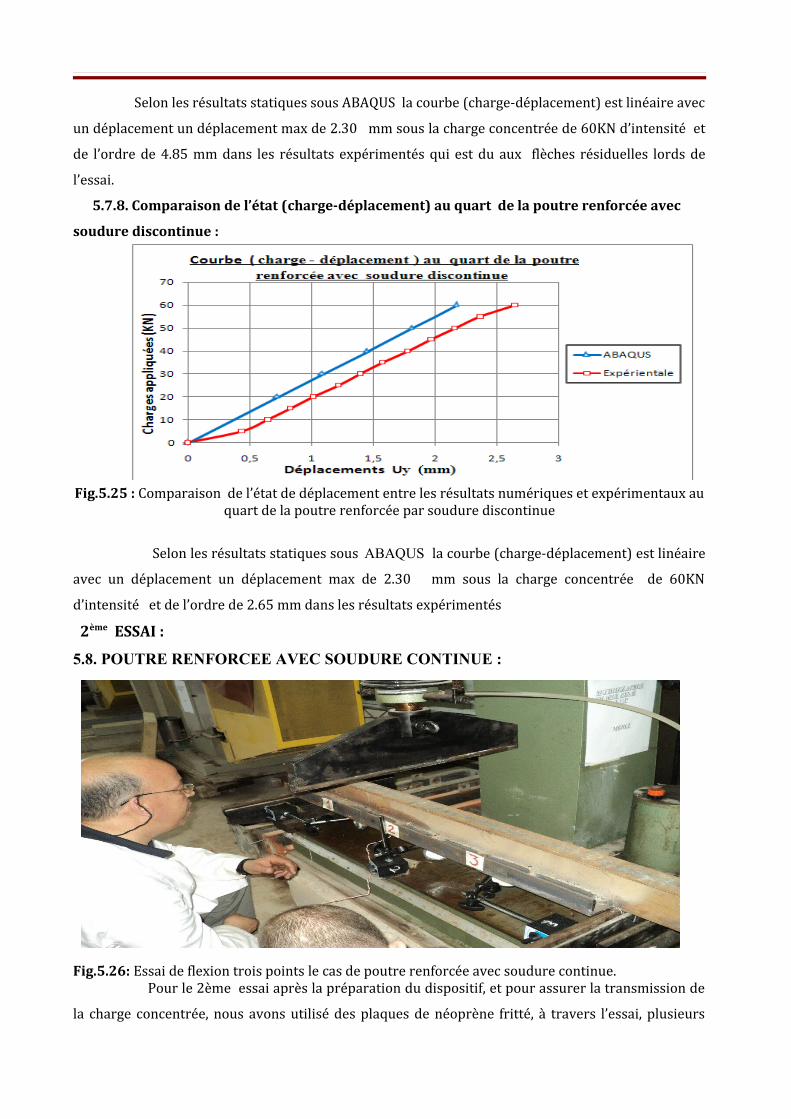
Selon les résultats statiques sous ABAQUS la courbe (charge-déplacement) est linéaire avec un déplacement un déplacement max de 2.30 mm sous la charge concentrée de 60KN d’intensité et de l’ordre de 4.85 mm dans les résultats expérimentés qui est du aux flèches résiduelles lords de l’essai. 5.7.8. Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée avec
soudure discontinue :
Fig.5.25 : Comparaison de l’état de déplacement entre les résultats numériques et expérimentaux au quart de la poutre renforcée par soudure discontinue Selon les résultats statiques sous ABAQUS la courbe (charge-déplacement) est linéaire avec un déplacement un déplacement max de 2.30 mm sous la charge concentrée de 60KN d’intensité et de l’ordre de 2.65 mm dans les résultats expérimentés 2ème ESSAI :
5.8. POUTRE RENFORCEE AVEC SOUDURE CONTINUE :
Fig.5.26: Essai de flexion trois points le cas de poutre renforcée avec soudure continue.Pour le 2ème essai après la préparation du dispositif, et pour assurer la transmission de la charge concentrée, nous avons utilisé des plaques de néoprène fritté, à travers l’essai, plusieurs
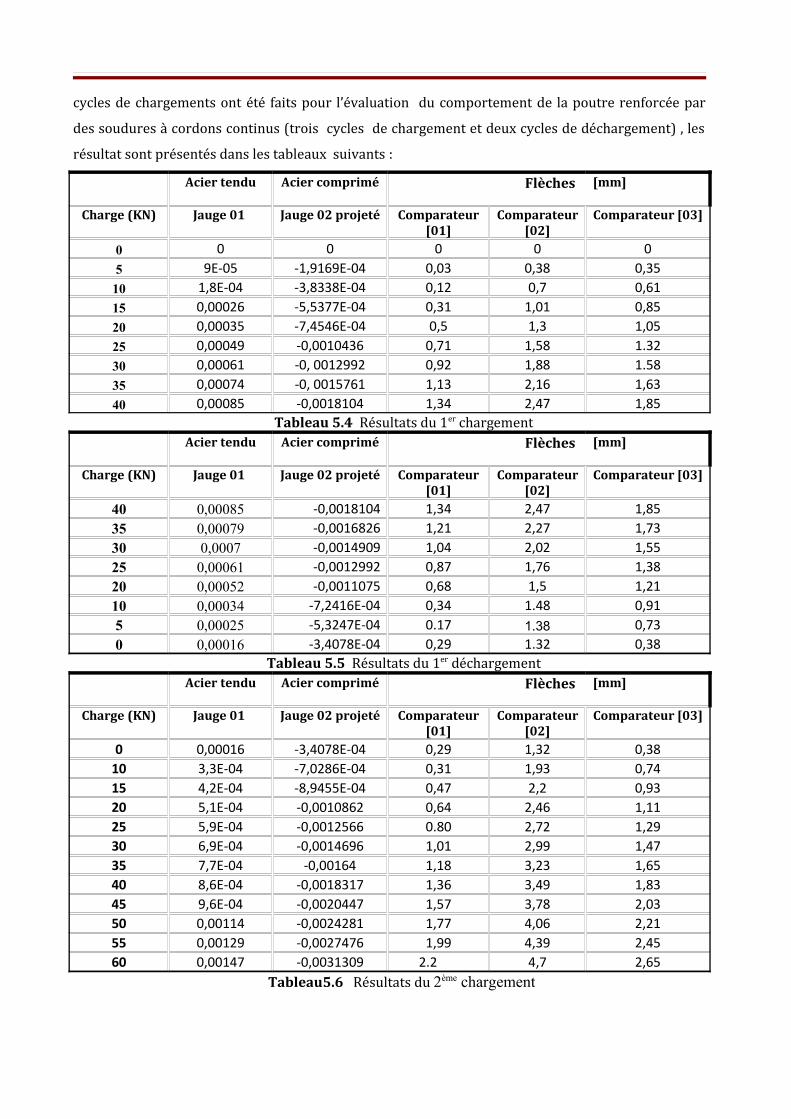
cycles de chargements ont été faits pour l’évaluation du comportement de la poutre renforcée par des soudures à cordons continus (trois cycles de chargement et deux cycles de déchargement) , les résultat sont présentés dans les tableaux suivants : Acier tendu Acier comprimé Flèches [mm]
Charge (KN) Jauge 01 Jauge 02 projeté Comparateur [01]
Comparateur [02]
Comparateur [03]
0 0 0 0 0 05 9E-05 -1,9169E-04 0,03 0,38 0,3510 1,8E-04 -3,8338E-04 0,12 0,7 0,6115 0,00026 -5,5377E-04 0,31 1,01 0,8520 0,00035 -7,4546E-04 0,5 1,3 1,0525 0,00049 -0,0010436 0,71 1,58 1.3230 0,00061 -0, 0012992 0,92 1,88 1.5835 0,00074 -0, 0015761 1,13 2,16 1,6340 0,00085 -0,0018104 1,34 2,47 1,85
Tableau 5.4 Résultats du 1er chargementAcier tendu Acier comprimé Flèches [mm]
Charge (KN) Jauge 01 Jauge 02 projeté Comparateur [01]
Comparateur [02]
Comparateur [03]
40 0,00085 -0,0018104 1,34 2,47 1,8535 0,00079 -0,0016826 1,21 2,27 1,7330 0,0007 -0,0014909 1,04 2,02 1,5525 0,00061 -0,0012992 0,87 1,76 1,3820 0,00052 -0,0011075 0,68 1,5 1,2110 0,00034 -7,2416E-04 0,34 1.48 0,915 0,00025 -5,3247E-04 0.17 1.38 0,730 0,00016 -3,4078E-04 0,29 1.32 0,38
Tableau 5.5 Résultats du 1er déchargementAcier tendu Acier comprimé Flèches [mm]
Charge (KN) Jauge 01 Jauge 02 projeté Comparateur [01]
Comparateur [02]
Comparateur [03]
0 0,00016 -3,4078E-04 0,29 1,32 0,3810 3,3E-04 -7,0286E-04 0,31 1,93 0,7415 4,2E-04 -8,9455E-04 0,47 2,2 0,9320 5,1E-04 -0,0010862 0,64 2,46 1,1125 5,9E-04 -0,0012566 0.80 2,72 1,2930 6,9E-04 -0,0014696 1,01 2,99 1,4735 7,7E-04 -0,00164 1,18 3,23 1,6540 8,6E-04 -0,0018317 1,36 3,49 1,8345 9,6E-04 -0,0020447 1,57 3,78 2,0350 0,00114 -0,0024281 1,77 4,06 2,2155 0,00129 -0,0027476 1,99 4,39 2,4560 0,00147 -0,0031309 2.2 4,7 2,65
Tableau5.6 Résultats du 2ème chargement
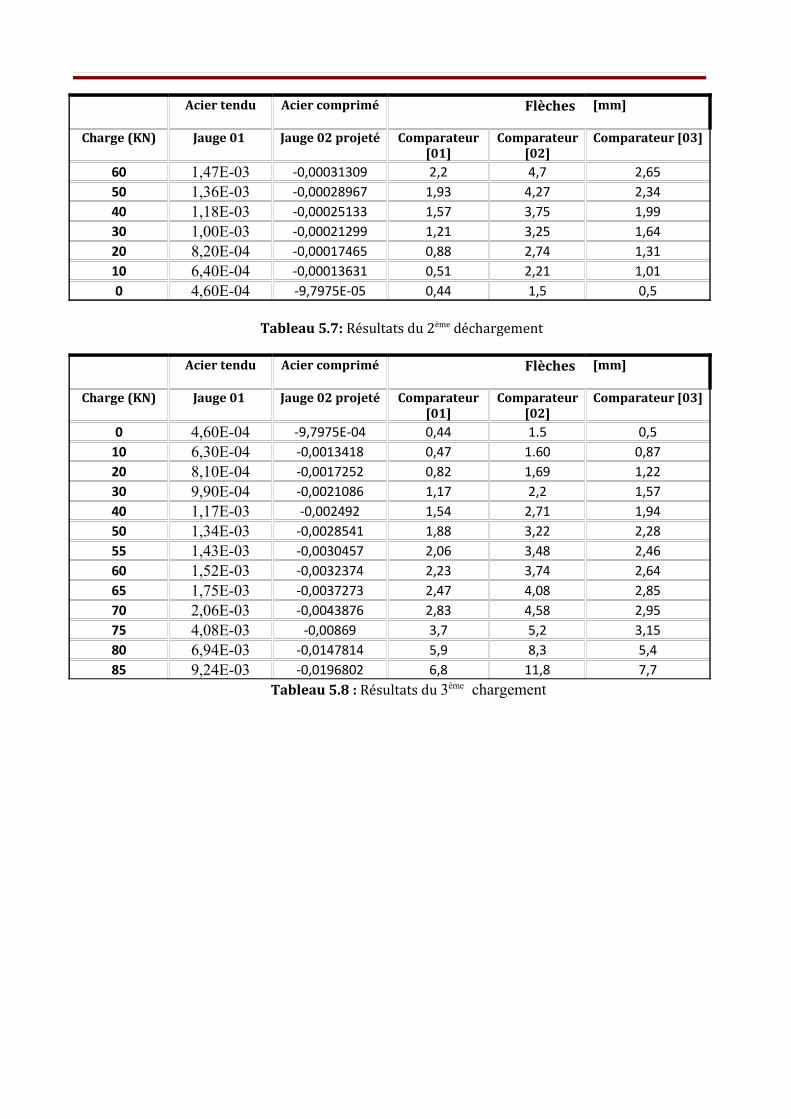
Acier tendu Acier comprimé Flèches [mm]
Charge (KN) Jauge 01 Jauge 02 projeté Comparateur [01]
Comparateur [02]
Comparateur [03]
60 1,47E-03 -0,00031309 2,2 4,7 2,6550 1,36E-03 -0,00028967 1,93 4,27 2,3440 1,18E-03 -0,00025133 1,57 3,75 1,9930 1,00E-03 -0,00021299 1,21 3,25 1,6420 8,20E-04 -0,00017465 0,88 2,74 1,3110 6,40E-04 -0,00013631 0,51 2,21 1,010 4,60E-04 -9,7975E-05 0,44 1,5 0,5
Tableau 5.7: Résultats du 2ème déchargementAcier tendu Acier comprimé Flèches [mm]
Charge (KN) Jauge 01 Jauge 02 projeté Comparateur [01]
Comparateur [02]
Comparateur [03]
0 4,60E-04 -9,7975E-04 0,44 1.5 0,510 6,30E-04 -0,0013418 0,47 1.60 0,8720 8,10E-04 -0,0017252 0,82 1,69 1,2230 9,90E-04 -0,0021086 1,17 2,2 1,5740 1,17E-03 -0,002492 1,54 2,71 1,9450 1,34E-03 -0,0028541 1,88 3,22 2,2855 1,43E-03 -0,0030457 2,06 3,48 2,4660 1,52E-03 -0,0032374 2,23 3,74 2,6465 1,75E-03 -0,0037273 2,47 4,08 2,8570 2,06E-03 -0,0043876 2,83 4,58 2,9575 4,08E-03 -0,00869 3,7 5,2 3,1580 6,94E-03 -0,0147814 5,9 8,3 5,485 9,24E-03 -0,0196802 6,8 11,8 7,7
Tableau 5.8 : Résultats du 3ème chargement
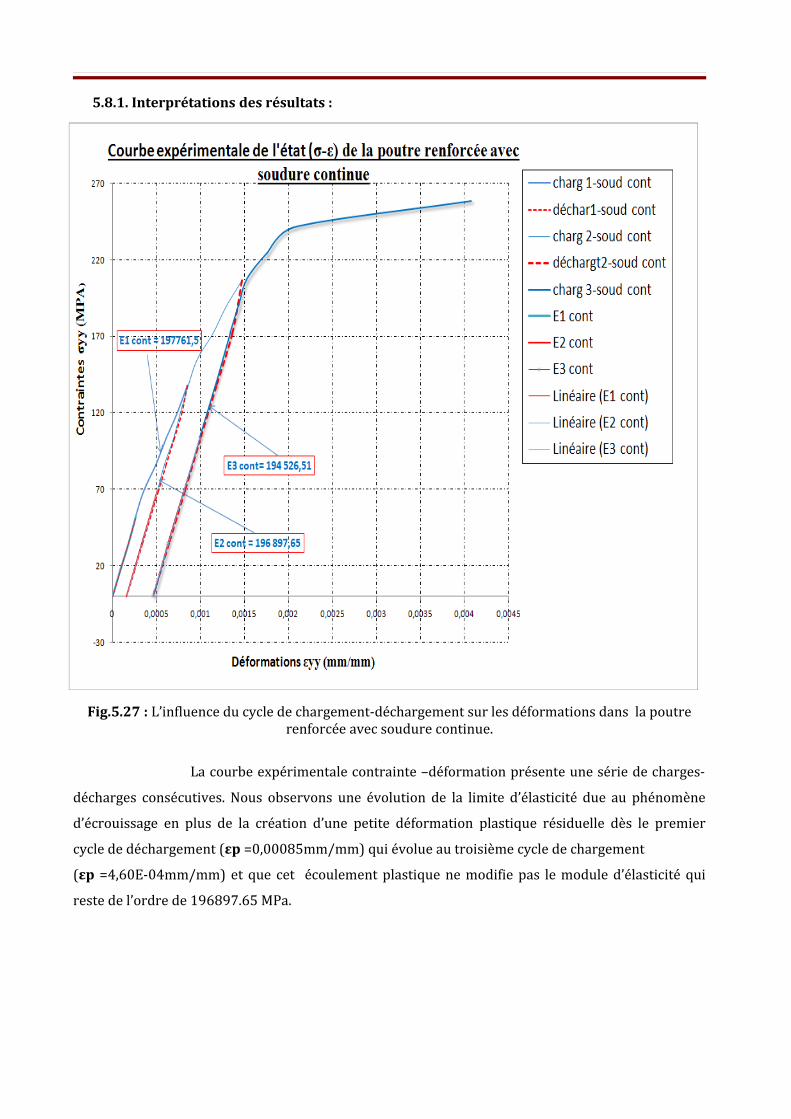
5.8.1. Interprétations des résultats :
Fig.5.27 : L’influence du cycle de chargement-déchargement sur les déformations dans la poutre renforcée avec soudure continue. La courbe expérimentale contrainte –déformation présente une série de charges-décharges consécutives. Nous observons une évolution de la limite d’élasticité due au phénomène d’écrouissage en plus de la création d’une petite déformation plastique résiduelle dès le premier cycle de déchargement (εp =0,00085mm/mm) qui évolue au troisième cycle de chargement(εp =4,60E-04mm/mm) et que cet écoulement plastique ne modifie pas le module d’élasticité qui reste de l’ordre de 196897.65 MPa.
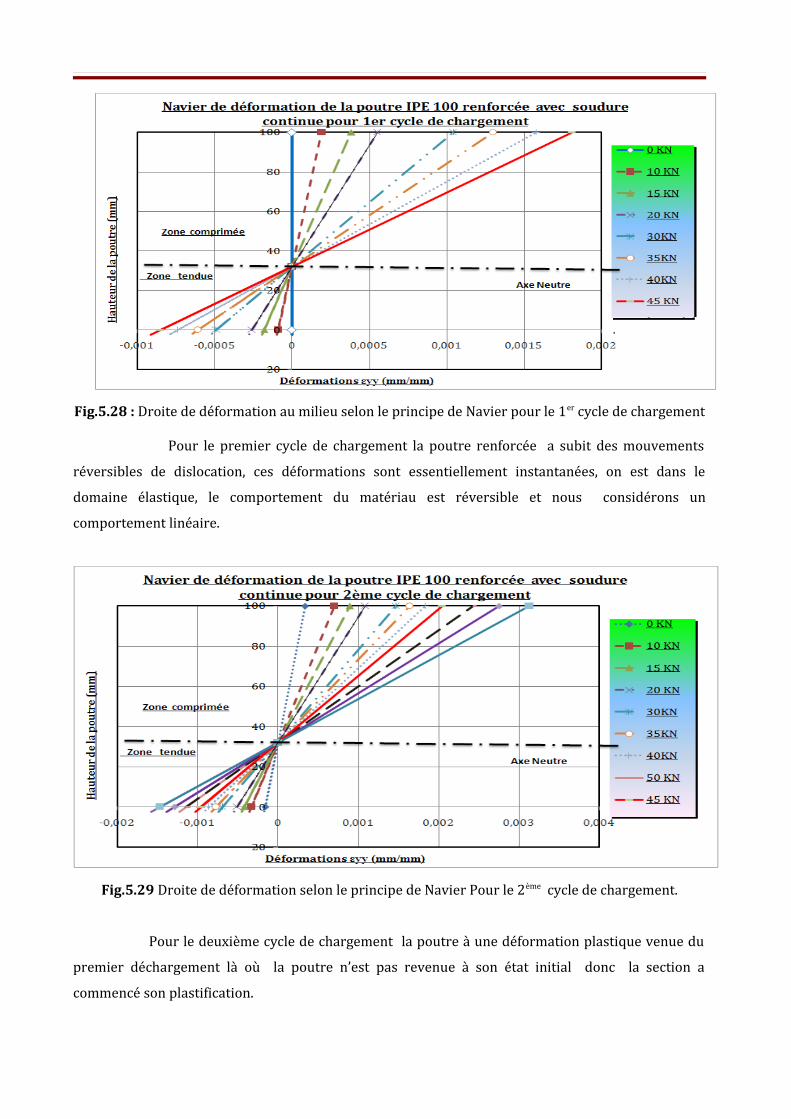
Fig.5.28 : Droite de déformation au milieu selon le principe de Navier pour le 1er cycle de chargement Pour le premier cycle de chargement la poutre renforcée a subit des mouvements réversibles de dislocation, ces déformations sont essentiellement instantanées, on est dans le domaine élastique, le comportement du matériau est réversible et nous considérons un comportement linéaire.
Fig.5.29 Droite de déformation selon le principe de Navier Pour le 2ème cycle de chargement. Pour le deuxième cycle de chargement la poutre à une déformation plastique venue du premier déchargement là où la poutre n’est pas revenue à son état initial donc la section a commencé son plastification.
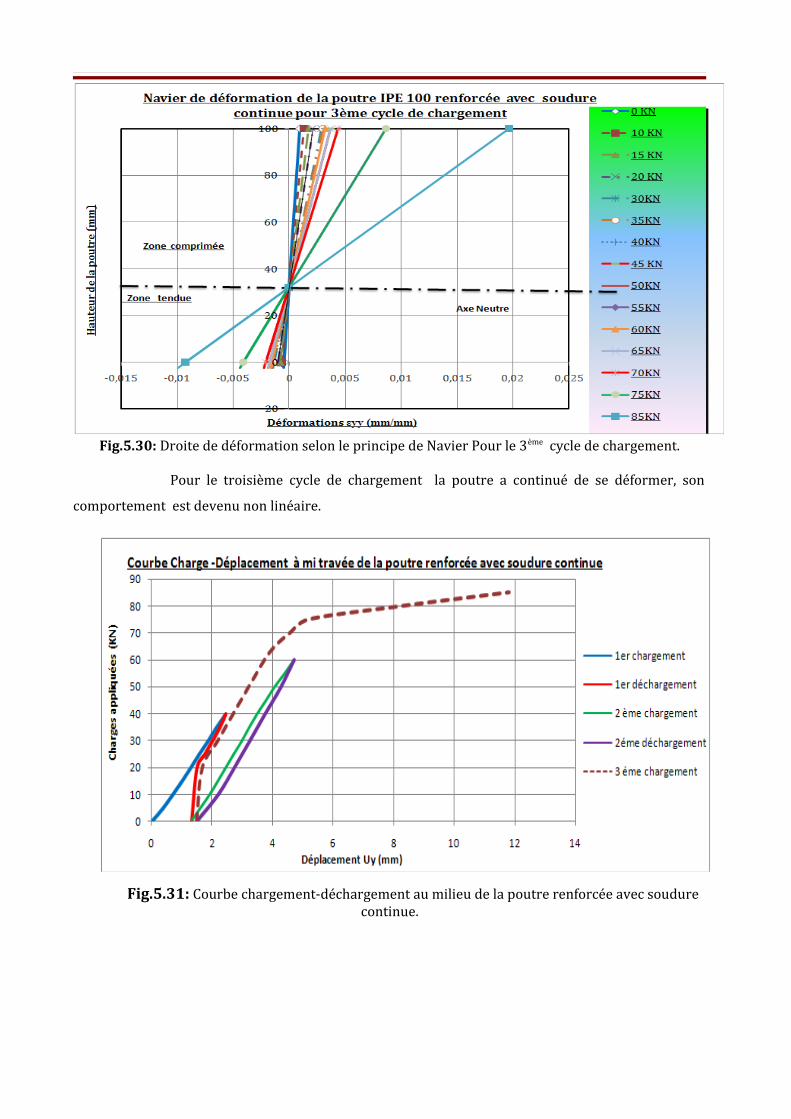
Fig.5.30: Droite de déformation selon le principe de Navier Pour le 3ème cycle de chargement. Pour le troisième cycle de chargement la poutre a continué de se déformer, son comportement est devenu non linéaire.
Fig.5.31: Courbe chargement-déchargement au milieu de la poutre renforcée avec soudure continue.
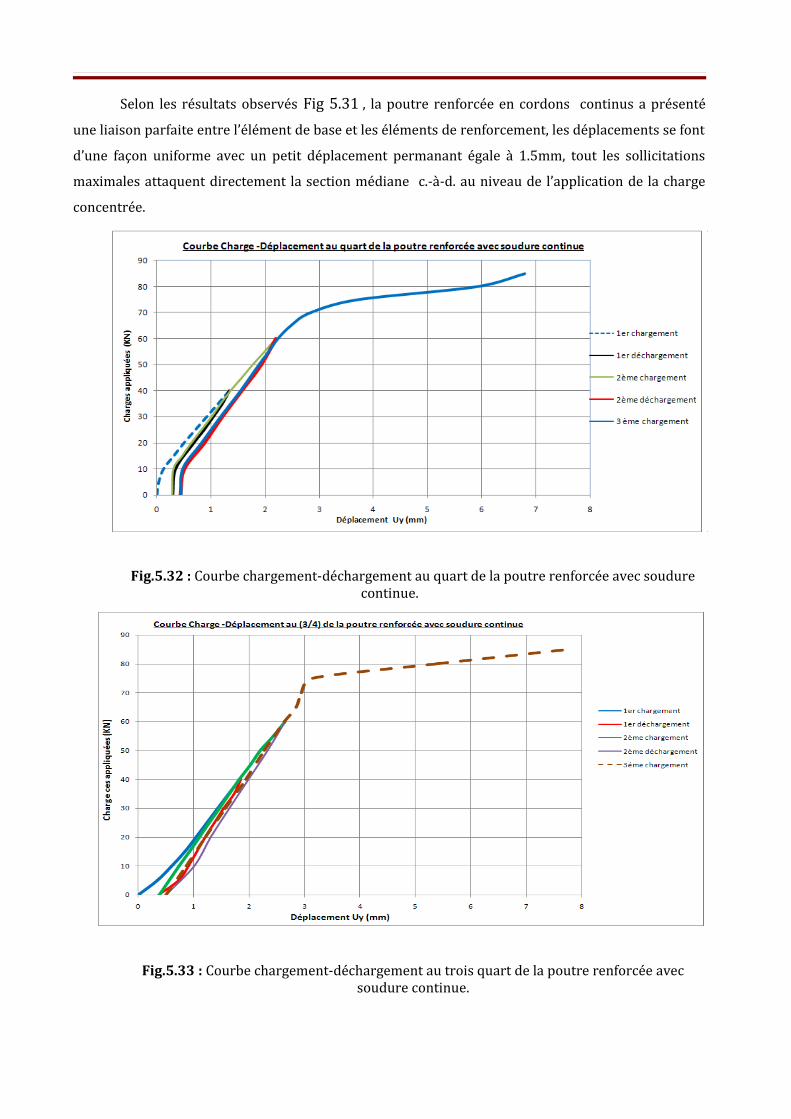
Selon les résultats observés Fig 5.31 , la poutre renforcée en cordons continus a présenté une liaison parfaite entre l’élément de base et les éléments de renforcement, les déplacements se font d’une façon uniforme avec un petit déplacement permanant égale à 1.5mm, tout les sollicitations maximales attaquent directement la section médiane c.-à-d. au niveau de l’application de la charge concentrée.
Fig.5.32 : Courbe chargement-déchargement au quart de la poutre renforcée avec soudure continue.
Fig.5.33 : Courbe chargement-déchargement au trois quart de la poutre renforcée avecsoudure continue.
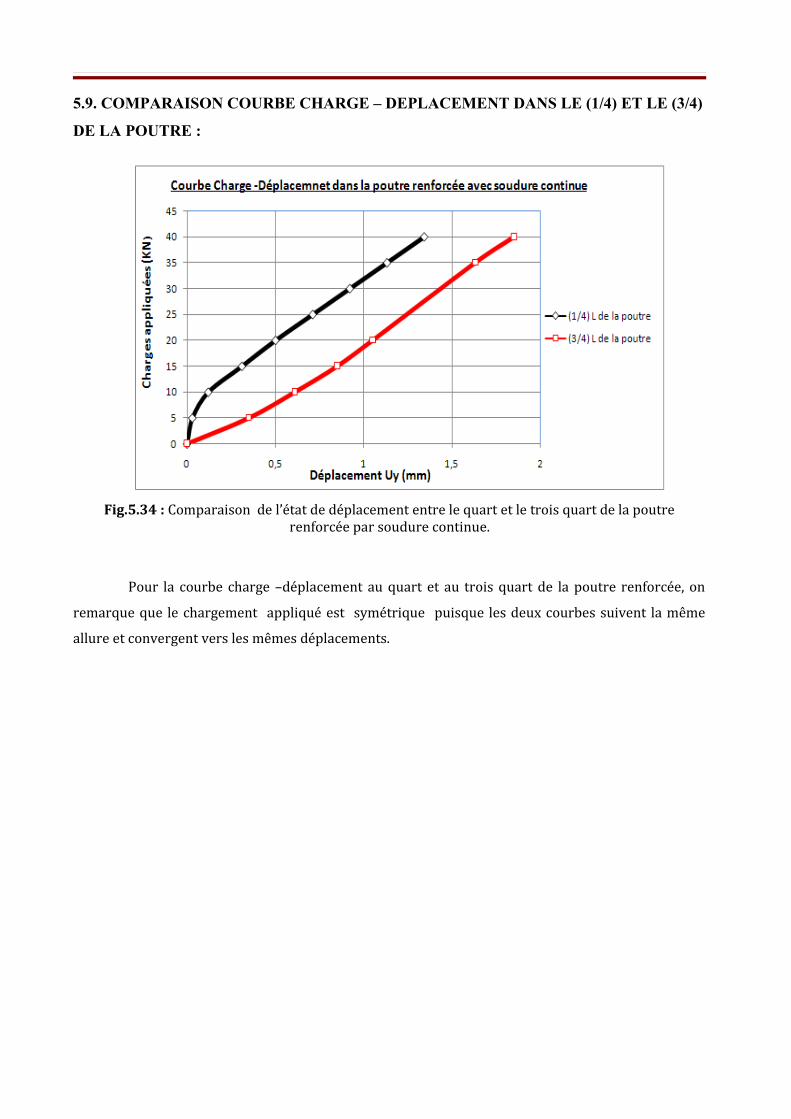
5.9. COMPARAISON COURBE CHARGE – DEPLACEMENT DANS LE (1/4) ET LE (3/4)
DE LA POUTRE :
Fig.5.34 : Comparaison de l’état de déplacement entre le quart et le trois quart de la poutre renforcée par soudure continue. Pour la courbe charge –déplacement au quart et au trois quart de la poutre renforcée, on remarque que le chargement appliqué est symétrique puisque les deux courbes suivent la même allure et convergent vers les mêmes déplacements.
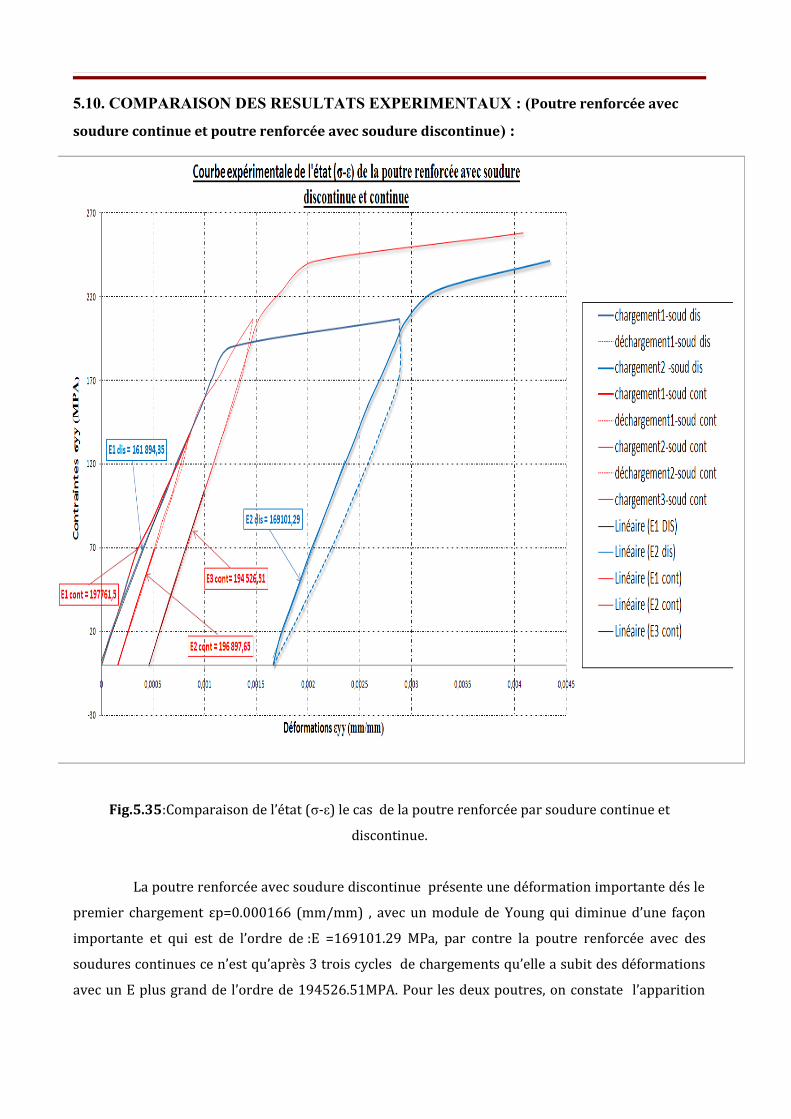
5.10. COMPARAISON DES RESULTATS EXPERIMENTAUX : (Poutre renforcée avec
soudure continue et poutre renforcée avec soudure discontinue) :
Fig.5.35:Comparaison de l’état (σ-ε) le cas de la poutre renforcée par soudure continue et discontinue. La poutre renforcée avec soudure discontinue présente une déformation importante dés le premier chargement εp=0.000166 (mm/mm) , avec un module de Young qui diminue d’une façon importante et qui est de l’ordre de :E =169101.29 MPa, par contre la poutre renforcée avec des soudures continues ce n’est qu’après 3 trois cycles de chargements qu’elle a subit des déformations avec un E plus grand de l’ordre de 194526.51MPA. Pour les deux poutres, on constate l’apparition
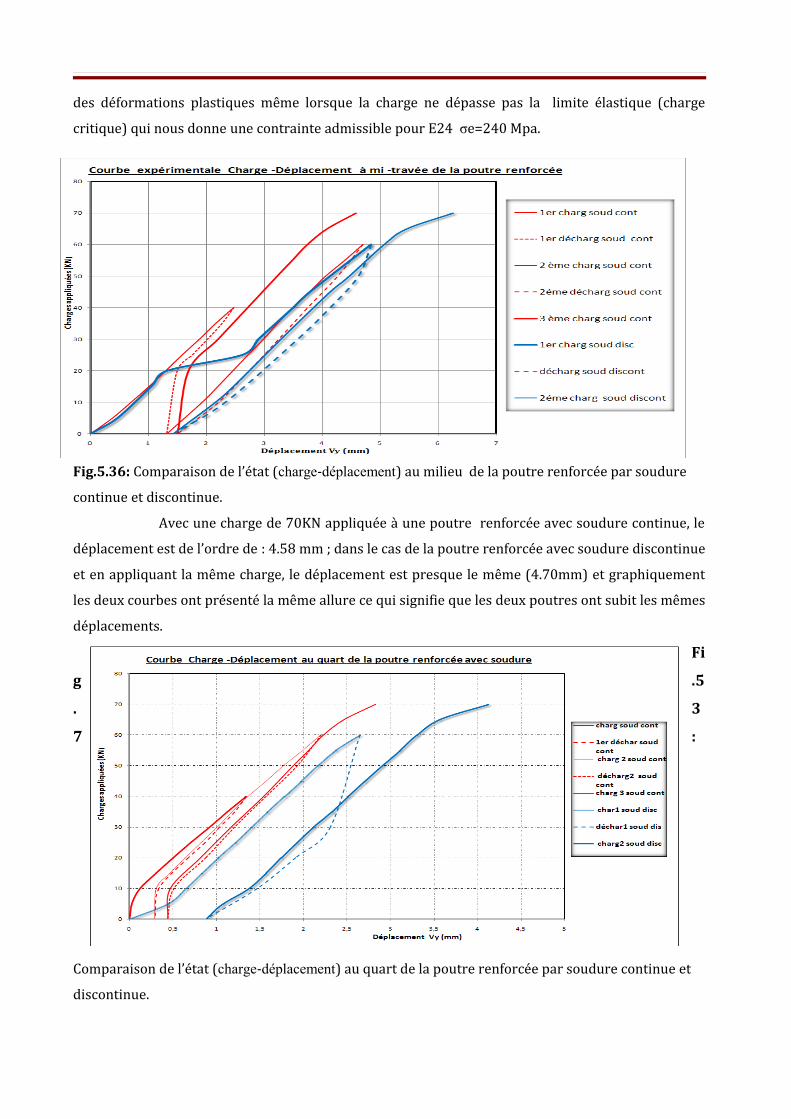
des déformations plastiques même lorsque la charge ne dépasse pas la limite élastique (charge critique) qui nous donne une contrainte admissible pour E24 σe=240 Mpa.
Fig.5.36: Comparaison de l’état (charge-déplacement) au milieu de la poutre renforcée par soudure continue et discontinue. Avec une charge de 70KN appliquée à une poutre renforcée avec soudure continue, le déplacement est de l’ordre de : 4.58 mm ; dans le cas de la poutre renforcée avec soudure discontinue et en appliquant la même charge, le déplacement est presque le même (4.70mm) et graphiquement les deux courbes ont présenté la même allure ce qui signifie que les deux poutres ont subit les mêmes déplacements. Fi
g .5
. 3
7 :
Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée par soudure continue et discontinue.
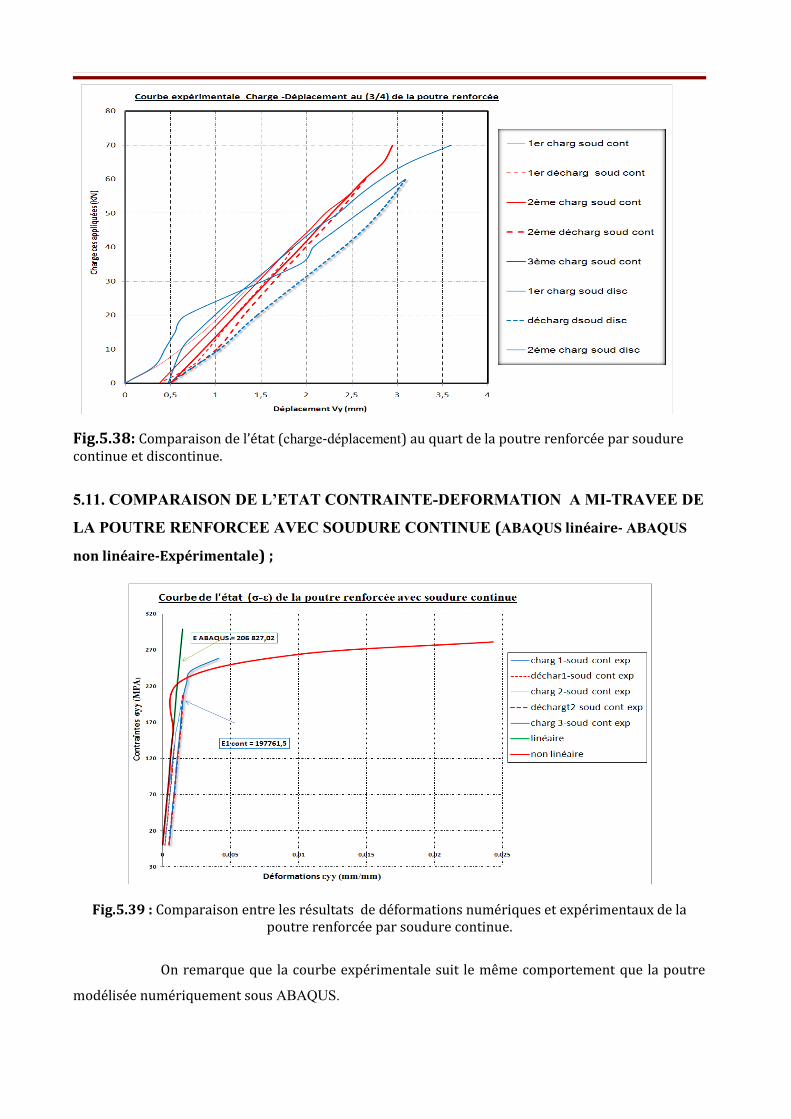
Fig.5.38: Comparaison de l’état (charge-déplacement) au quart de la poutre renforcée par soudure continue et discontinue.5.11. COMPARAISON DE L’ETAT CONTRAINTE-DEFORMATION A MI-TRAVEE DE
LA POUTRE RENFORCEE AVEC SOUDURE CONTINUE (ABAQUS linéaire- ABAQUS
non linéaire-Expérimentale) ;
Fig.5.39 : Comparaison entre les résultats de déformations numériques et expérimentaux de la poutre renforcée par soudure continue. On remarque que la courbe expérimentale suit le même comportement que la poutre modélisée numériquement sous ABAQUS.
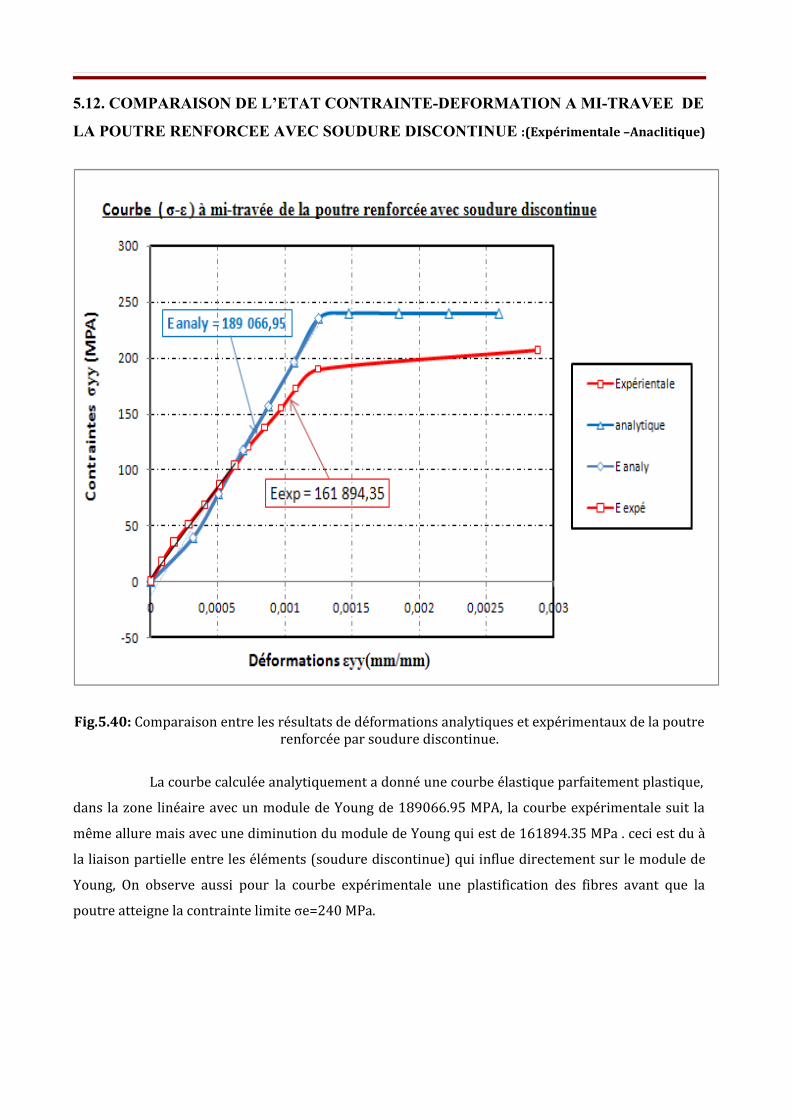
5.12. COMPARAISON DE L’ETAT CONTRAINTE-DEFORMATION A MI-TRAVEE DE
LA POUTRE RENFORCEE AVEC SOUDURE DISCONTINUE :(Expérimentale –Anaclitique)
Fig.5.40: Comparaison entre les résultats de déformations analytiques et expérimentaux de la poutre renforcée par soudure discontinue. La courbe calculée analytiquement a donné une courbe élastique parfaitement plastique, dans la zone linéaire avec un module de Young de 189066.95 MPA, la courbe expérimentale suit la même allure mais avec une diminution du module de Young qui est de 161894.35 MPa . ceci est du à la liaison partielle entre les éléments (soudure discontinue) qui influe directement sur le module de Young, On observe aussi pour la courbe expérimentale une plastification des fibres avant que la poutre atteigne la contrainte limite σe=240 MPa.
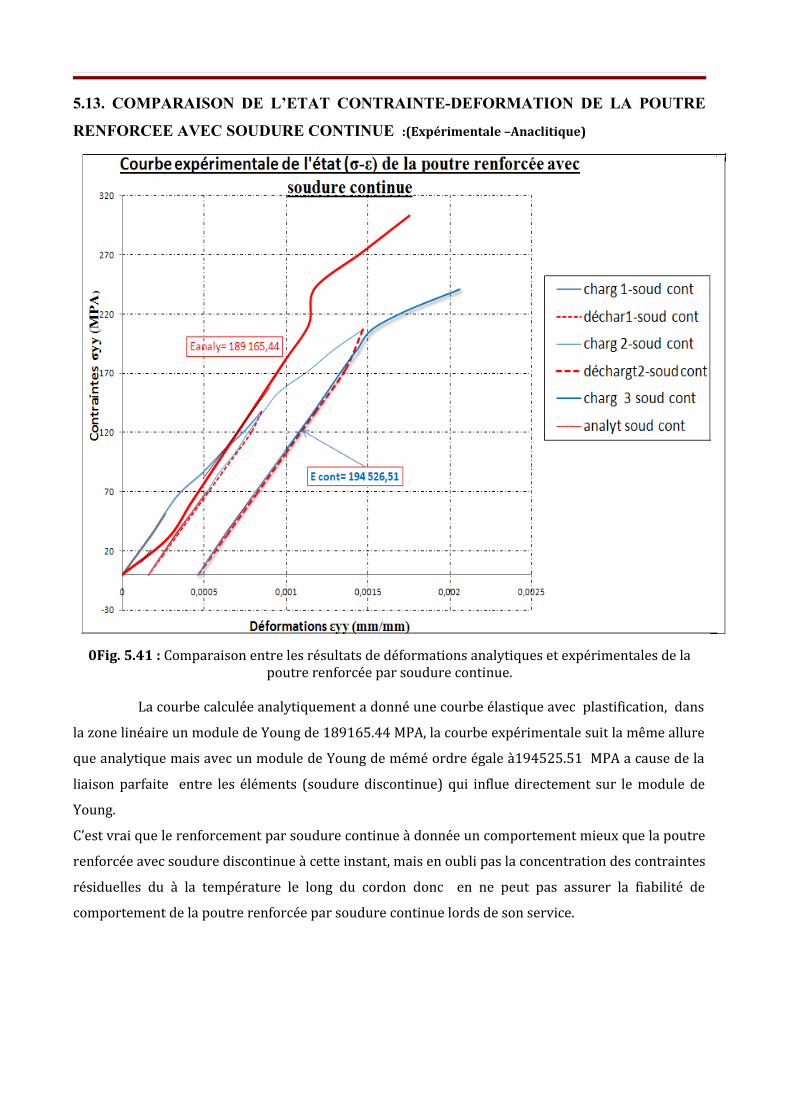
5.13. COMPARAISON DE L’ETAT CONTRAINTE-DEFORMATION DE LA POUTRE
RENFORCEE AVEC SOUDURE CONTINUE :(Expérimentale –Anaclitique)
0Fig. 5.41 : Comparaison entre les résultats de déformations analytiques et expérimentales de la poutre renforcée par soudure continue. La courbe calculée analytiquement a donné une courbe élastique avec plastification, dans la zone linéaire un module de Young de 189165.44 MPA, la courbe expérimentale suit la même allure que analytique mais avec un module de Young de mémé ordre égale à194525.51 MPA a cause de la liaison parfaite entre les éléments (soudure discontinue) qui influe directement sur le module de Young.C’est vrai que le renforcement par soudure continue à donnée un comportement mieux que la poutre renforcée avec soudure discontinue à cette instant, mais en oubli pas la concentration des contraintes résiduelles du à la température le long du cordon donc en ne peut pas assurer la fiabilité de comportement de la poutre renforcée par soudure continue lords de son service.
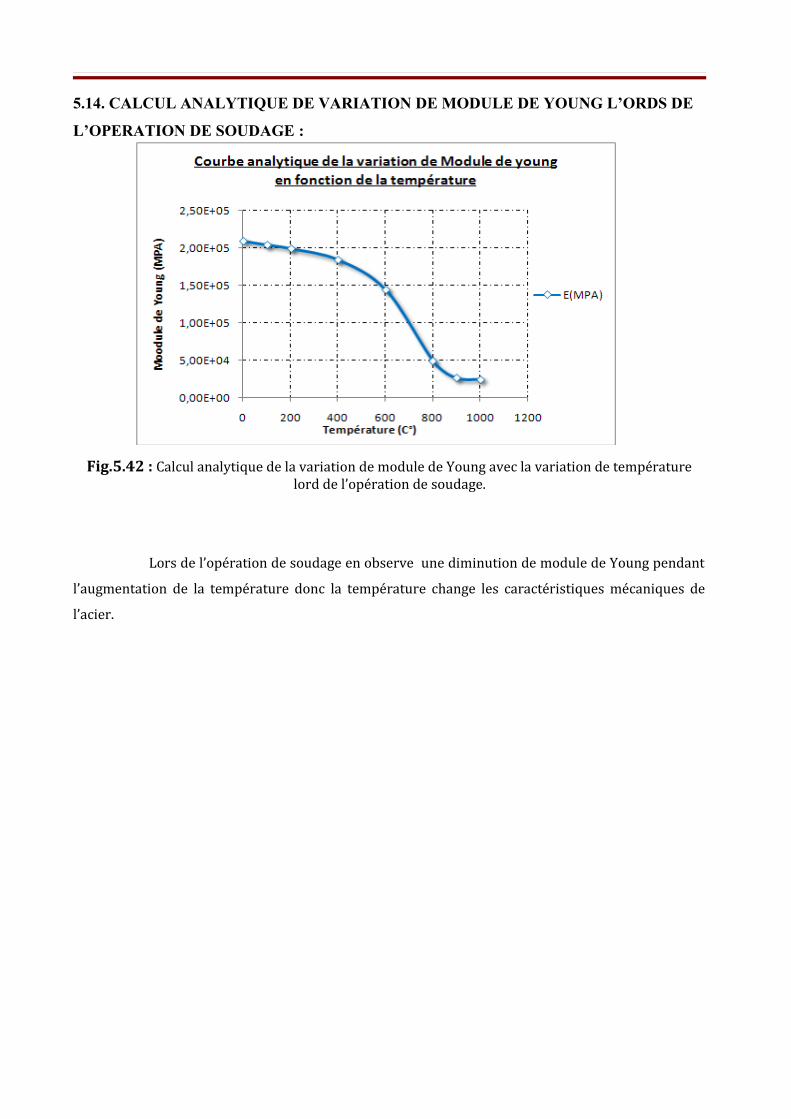
5.14. CALCUL ANALYTIQUE DE VARIATION DE MODULE DE YOUNG L’ORDS DE
L’OPERATION DE SOUDAGE :
Fig.5.42 : Calcul analytique de la variation de module de Young avec la variation de température lord de l’opération de soudage. Lors de l’opération de soudage en observe une diminution de module de Young pendant l’augmentation de la température donc la température change les caractéristiques mécaniques de l’acier.
• Les travaux de réparation et de reconstruction peuvent être classés en ordre d'importance de la manière suivante : assurer la sécurité, réparer, renforcer et restructurer.• Les avantages de la construction métallique aussi bien dans les travaux temporaires que dans les travaux de renforcement sont la préfabrication en atelier, le poids relativement léger, le caractère sec et facile à mettre en place, l'absence d'étançonnement et la disponibilité d'une capacité portante dès la mise en place.• La prise en compte du besoin de transformation de la construction devrait avoir lieu dès le projet afin de réaliser la plus grande flexibilité et adaptabilité de la construction.• Les projets de rénovation demandent une attention particulière en raison de problèmes délicats tels que les séquences de construction et les particularités de la structure existante.• Les avantages de la charpente métallique dans les travaux de rénovation sont associés à son rapport de résistance/poids élevé, son caractère de construction à sec et préfabriqué, et, sa capacité à reprendre immédiatement des charges.• L’industrie crée chaque jour de nombreux produits constitués par des assemblages de pièces. Pour relier ces pièces, divers procédés peuvent être utilisés : boulonnage, rivetage, soudage, cette dernière qui est la plus simple et la plus utilisé, des façons sont modélisées pour la liaison des pièces entre eux, soudure à cordon continue avec une concentration des contraintes résiduelles et des soudures discontinue minimisation des contraintes résiduelles• La modélisation de ce procédé de soudage est un problème très complexe car elle implique des couplages entre des phénomènes mécaniques, thermiques et métallurgiques. De point de vue thermique, des échanges de chaleur dépendent directement du type de contact choisi dans notre modélisation. C’est pourquoi il est important de bien comprendre et décrire les différents choix proposés par le logiciel concernant ce contact ainsi que tous les autres aspects.• L’analyse élastique d'une structure est importante pour étudier son comportement,particulièrement en ce qui concerne sa solidité, sous le chargement pour lequel la structure est conçue. Cependant, si la charge est augmentée au delà de la limite élastique, la structure subit alors des déformations élasto-plastique, et en conséquence un accroissement ultérieur mène à un état entièrement plastique avec l’apparition d’un nombre suffisant de rotules plastiques.. • L’essai qui concerne le renforcement des poutres par soudure discontinue a donné une déformation plastique résiduelle importante dès le premier déchargement à cause de la liaison
insuffisante de la poutre avec les éléments de renforcement, mais de point de vue contrainte résiduelle due à l’opération de soudage, on remarque des déformations localisées au niveau des cordons et dans la zone affectée thermiquement, par contre les autres zones ne sont pas affectées par la température.• L’essai qui concerne le renforcement des poutres par soudure continue a donné une petite déformation plastique résiduelle qui évolue à partir du 3ème cycle de chargement , les courbures sont petites à cause de la liaison parfaite de la poutre avec les éléments de renforcement, par contre de point de vue contrainte résiduelle due à l’opération de soudage, on remarque des déformations importantes le long du cordon et les zones affectés thermiquement ,elles augmentent jusqu’a l’âme de la poutre .C’est vrai que cette dernière a donné un meilleur comportement mais on ne peut pas assurer son comportement lors de son service.
• La simulation numérique de soudure reste, pour l’instant, une affaire d’expert. En effet, pour une simulation en dimensionnement, il est nécessaire de pouvoir associer des essais expérimentaux plus détaillés à l’essai numérique pour calibrer le modèle.• La technique de renforcement des poutres en profilés laminées sollicitées par des charges concentrées est très efficace de point de vue diminution des courbures.
• Au niveau du cordon de soudure continue, on remarque une concentration du champ de température le long de
celui ci, elle atteint une valeur de 1200 C° pour assurer la fusion du fil d’apport au niveau des pièces à relier et
qui diminue brusquement en s’éloignant du cordon.
• Pour le cordon de soudure discontinue, on a observé une distribution irrégulière du champ de température
qui est localisé au niveau des cordons, les zones sans cordon ne sont pas affectées par la température.
• Selon la méthode analytique la température a une influence sur le module de Young et le
coefficient de Poisson pour l’acier ; une augmentation de la température mène à une
diminution de module de Young.
• Selon les résultats expérimentaux, au niveau de la zone médiane de la semelle inférieure, on a remarqué pour le deux cas étudiés :• Pour la poutre renforcée avec soudure continue : nous observons une évolution de la limite d’élasticité due au phénomène d’écrouissage en plus de la création d’une petite déformation plastique résiduelle dès le premier cycle de déchargement (εp =1,6E-04mm/mm) qui évolue au troisième cycle de chargement (εp =4,60E-04mm/mm) et que cet écoulement plastique ne modifie pas le module d’élasticité qui reste de l’ordre de 196897.65 MPa.• Par contre la poutre renforcée avec soudure continue pour le premier cycle de chargement, elle a présenté un accroissement proportionnelle des contraintes et des déformations selon une courbe linéaire et la loi de Hooke est applicable avec une diminution importante du module de
d’élasticité de l’ordre de E=161894.35 MPA. Lors du premier cycle de déchargement, une grande déformation pastique est remarquable εp=0.00166 (mm/mm).• Pour les deux cas étudié, le comportement de la poutre renforcée est linéaire jusqu'à l’application de la charge de
60 KN.
• le création des rotules plastique se fait dans le cas de la pièce renforcée par soudure discontinue à cause du
nombre limité de liaison dans la zone médiane et l’introduction de cordons de soudure à ce niveau est obligatoire.
• Dans un contexte industriel très concurrentiel, les techniques et outils de simulation numérique aux éléments finis constituent donc des alliés précieux pour l’ingénieur en charge de la conception d’un produit ou d’un système. Toutefois, pour prétendre à une certaine efficacité dans leur utilisation, il convient de bien prendre en compte un certain nombre de points.• le calcul numérique statique sur le logiciel ABAQUS donne un comportement linéaire de la
poutre renforcée ou non renforcée même avec l’augmentation de la charge concentrée, par
contre dans le calcul non linéaire, le matériel présente un comportement élastique parfaitement
plastique dans les cas étudiés.
• la modélisation de la soudure doit prendre en considération l’influence de la température en
étudiant l’interaction thermomécanique pour chaque cas séparément.
PERSPECTIVES :
• Etude de renforcement peut être exploré à d’autre forme de sollicitations (flexion composé,
compression,….) avec d’autres types de sections.
• Elaboration d’un outil de calcul qui tient compte des effets de soudure sur la capacité portante
et il faut qu’il soit automatisé.
• Extrapolation de l’étude de renforcement des éléments individuels à la réhabilitation des
structures.
[1]
JACQUES MAYÈRE. INGENIEUR INSA.. Techniques de l’Ingénieur,2005.
[2]
[3]
Techniques de l’Ingénieur, C 2 690 Pathologie des structures en acier, 2002.
FRANÇOIS FREY, Analyse des structures et milieux continus mécanique des structures, (chap. 11- instabilité et flambement).
[4]
[5]
[6]
[7]
[8]
GROUPE DE TRAVAIL COURS APK, Association pour la promotion de l’enseignement de la
construction acier,1991.
Mécanique des structures et Résistance des Matériaux (Résumé du cours Résistance des matériaux |
Chapitre 7 : Flambement).
CAILLEBAUD, JEAN-LOUIS CHABOCHE, SAMUEL FOREST; HERMES ; PIERRELADEVEZE,
JEAN-PIERRE PELLE, Mécanique Non Linéaire, 2004.
MANFERD. H. ROLF BEZ, Construction métallique : Notions fondamentales et
méthodes de dimensionnement, Volume10.
PHILIPPE.BOUILLARD, Instabilités, université libre de BEUXELLES, 2002.
[9] A.REBROV, Renforcement des éléments de constructions métalliques ; Conception et Calcul- Leningrad,
1988, 288 p. [10] Site Internet, la stabilité des constructions.
[11]
[12]
[13]
[14]
Site Internet, www.constructalia.com,PIERRE ENGEL, Techniques de renforcement des poutres
,Consolidation de profilés métalliques existants par adjonction de plats ou de profils soudé.
MAKHLOUF HAMID, Modélisation numérique du soudage à l’arc de l’acier, 17 Juillet 2008.
R.CAZES, Soudage à l’arc, technique de l’ingénieur, B7730.1995.
GRANJON H.bases métallurgique du soudage .publication autogène, 1989.
[15] J .MOREL, Calcul des structures métalliques selon l’Eurocode3, 2002.
[16] DEPRADEUX, L,“Simulation numérique du soudage en vue de la prédiction des distorsions et contraintes
résiduelles, Institut National des Sciences Appliquées de Lyon, 2004.
[17] BRAHIM AMRI ,VAN NGAN LE , HENRI CHAMPLIAUD ,Étude des contraintes résiduelles causées
par les procédés de fabrication par soudage.
[18] CORNU. J, l’examen visuel des soudures, 2004.
[19] REMY AUBON, JEAN MICHEL LE MEUR, Etude expérimentale des
déformation en soudage, Centre national de ressources structures métalliques[20] Bérgheau J. M., Modélisation numérique des procédés de soudage, Techniques de l’ingénieur, Doc.
BM7758, 2004.