metal replacement – high performance plastics for … read... · metal replacement – high...
TRANSCRIPT

Metal Replacement – High Performance Plastics for Healthcare
Presented by a Network of Industry ExpertsSolvay Specialty Polymers Maria Gallahue-WorlQuadrant EPP Jim HebelPMC Jay Haverstraw
OMTEC – June 15, 2011

© 2011 Solvay Specialty Polymers2
Agenda
SOLVAY SPECIALTY POLYMERSIntroductionHealthcare market today – trending towards high performance plasticSelection criteria – Which plastic do I use?
QUADRANT EPPWhy Choose Stock ShapesHow to be Successful Designing with Plastic ShapesEvolution of Plastics and Application Examples
PMCWhen to Choose Injection MoldingDesign BasicsInjection Molding Process OverviewTooling, Moldability and Case Studies
Guided Tour – Converting Pellets to a Plastic Part

© 2011 Solvay Specialty Polymers3
Solvay Group – Who are we?
International Industrial Group Active in Chemistry
EUR 7.1 billion Turnover in 2010
16,800 employees in 40 countries
Pending purchase of Rhodia will add EUR 5.2 billion in sales and 14,000 employeesHeadquarters in Brussels, Belgium
Solvay Solexis
Solvay Advanced Polymers
Solvay Padanaplast
SolVin PVDC
Four Leading Companies Create One Global Business Unit

© 2011 Solvay Specialty Polymers4
Solvay Specialty Polymers …
Leading in discovering, developing and deliveringhigh-performance specialty polymersthat meet the challenges facing society

© 2011 Solvay Specialty Polymers5
Fluorinated Fluids
Fluoro/Perfluorelastomers
Partially-Fluorinated Polymers
Fluoropolymer Coatings
Fully-Fluorinated Polymers
Polymer Processing Aids
Cross-Linkable Compounds
Spire® Ultra Polymers
Solviva® Biomaterials
Sulfone Polymers
Semi-Aromatic Polyamides
Liquid Crystal Polymers
High-Barrier Polymers
PRODUCT FAMILIES
More Products with More Performance™

© 2011 Solvay Specialty Polymers6
Summary of Healthcare Trends
Healthcare trends influencing material selection
Pressures to control costs
Long-term benefits by shifting away from all-metal implants
Ever-changing regulatory environment
Focus on preventing spread of infectiousdiseases
Desire to improve practitioner comfort
Differentiation of products using color
Ability to improve efficiency of procedures

© 2011 Solvay Specialty Polymers7
External Factors - Costs
Driving cost pressures
Challenging insurance reimbursement climate globally
Healthcare reform legislation in US
Excise tax - $20B over 10 years
More limited venture capital funding
Get product to market as cheaply and quickly as possible
© 2011 Solvay Specialty Polymers8
Internal Factors - Costs
Cost of high performance metal & metal alloys
Expense associated with producing & maintaining metal instruments
High central service costs
Effect on Material Selection
Single-use instruments
Metal-to-plastic conversions
Replacing metal with plastics can lower costs
© 2011 Solvay Specialty Polymers9
Shift Away from Metals - Implants
Metal-on-Metal ImplantsConcern related to toxicity due to metal particulates
Stress Shielding in load bearing componentsBone resorption leads to higher revision rates
Effect on Material SelectionHybrid technologies incorporating both metals, plastics and other materials
Opportunities for materials with strength to weight ratio similar to bone
Metal-to-plastic conversions for all applications

© 2011 Solvay Specialty Polymers10
Regulatory Requirements
Challenging regulatory landscape
Evolving requirements for 510(k) clearance
More stringent CE Mark requirements
Greater requirements on all tiered suppliers
Effect on Material Selection
Materials desired that have precedence and known regulatory path
Onus on raw material suppliers to provide extensive data to support biocompatibility of materials

© 2011 Solvay Specialty Polymers11
Preventing Spread of Infectious Disease
Hospitals must control the spread of infectious disease, especially resistant microbes
More aggressive cleaners and disinfectants used on more devices and equipment
Effect on Material Selection
Pushing the performance limits of many traditional plastics, such as PC/ABS blends

© 2011 Solvay Specialty Polymers12
Practitioner comfort
Ergonomic designs
Reduce fatigue
Improve comfort and control
Effect on Material Selection
Overmolded silicone grips
Metal-to-plastic conversions
Lightweight plastics improve practitioner comfort

© 2011 Solvay Specialty Polymers13
Stand out in a competitive marketplace
Visual communication
Create brand awareness
Effect on Material Selection
Biocompatible pigments
Autoclavable colored plastics
Colored plastics give you the look you want and the performance you need
Product differentiation

© 2011 Solvay Specialty Polymers14
Improved Efficiency
Lower costs & reduce potential for errors
More Efficient Procedures Improve inventory tracking and management
Quick visual confirmation
Placement verification
Effect on Material SelectionRFID tags
Color coding
Transparency
Radio-opacity

© 2011 Solvay Specialty Polymers15
Overwhelming Number of Plastics Available
How do I find the best plastic for my healthcare application?

© 2011 Solvay Specialty Polymers16
Key Criteria for Healthcare Applications
Six Key Considerations for Material Selection
1. Duration of Contact
2. Biocompatibility
3. Product Life Cycle
4. Sterilization Method
5. Cleaning and Disinfecting
6. Property Requirements

© 2011 Solvay Specialty Polymers17
Duration of Contact
How long is the device in contact with bodily fluids or surgically formed body cavity?
Limited Exposure <24 hoursProlonged Exposure >24 hours <30 daysPermanent Exposure >30 days
Important to confirm with the supplier that their materials are offered for use in implantable devices

© 2011 Solvay Specialty Polymers18
Biocompatibility
Fundamental requirement
Testing standards are defined by ISO 10993:1-2009 and FDA G-95 Guidance document
based on duration and type of contact with human body
USP Class VI compliance is typically not sufficient, especially for implantable devices
Does your material supplier have an Master Access File (MAF) registered with the FDA and, if so, how/when may you receive an access letter?
MAF’s typical for materials used in implantable devices but not typically available to those used in limited exposure devices

© 2011 Solvay Specialty Polymers19
Product Life Cycle
Single-Use Devices
Sterilized once
Cleaning & disinfecting are not required
As-molded properties
Reusable devices require higher performing plastics
Reusable Devices
Sterilized repeatedly
Cleaned & disinfected repeatedly
Long-term properties(up to 3+ years)
OR

© 2011 Solvay Specialty Polymers20
Sterilization Method
High-Energy Gamma RadiationRadiation kills microorganism(25 or 40 KGy)Common for single-use devices
Ethylene Oxide GasDisrupts microorganism’s DNA to prevent reproductionFor materials that degrade with heat or irradiation
Vaporized Hydrogen PeroxideLow-temperature sterilizationCycle times 30 or 40 minutes
Methods
Steam AutoclavePressurized steam up to 134C for 20 minutes50 to 1,000+ cyclesCommon for reusable devices

© 2011 Solvay Specialty Polymers21
Compatibility with Sterilization Methods
Only plastics with high heat resistance and excellent hydrolytic stability can withstand repeated steam sterilization
PEEK
Steam (up to 134°C for 18 minutes)
Ethylene Oxide
Hydrogen Peroxide
Gamma Radiation
10 cycles
500 cycles
1,000 cycles
100 cycles
25 cycles 40 kGy
Polycarbonate
Polysulfone
Polyphenylsulfone

© 2011 Solvay Specialty Polymers22
Chemical resistance varies greatly among plastics and is largely dependent on molecular structure
Other influential factors include
Type of reagent
Temperature
Reagent concentration
Frequency of exposure
Stress on fabricated part
Cleaning & Disinfection

© 2011 Solvay Specialty Polymers23
Compatibility with Common Disinfectants
at Room Temperature PC PSU PPSU PEEK
Bleach Solution, 10%
CaviCide®
Cidex®
Enivirocide®
Manu-Klenz®
Quaternaries®
Sani-Cloth® HB
Vesphene® IISE
Wex-Cide®
Excellent
Good
Poor
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Excellent
Good
Good
Poor
Poor
Poor

© 2011 Solvay Specialty Polymers24
Retention of Mechanical Properties
Look past the data sheet (as-molded properties)
Strength and toughness for the life of the product (2-3 years)
1,000+ cycles of cleaning, disinfecting and steam sterilization
Property Requirements
Consider the cumulative effects of chemical environment and sterilization method

© 2011 Solvay Specialty Polymers25
Criteria to Narrow Material Choices
Product Life Cycle
Biocompatibility
Retention of Properties
Sterilization, Cleaning and Disinfection
Depends on level of compliance needed
PC, ABS, PC/ABS, PARASingle Use Reusable
PSU, PPSU, PEEK
PSU, PPSU, PEEK
PPSU, PEEK
Increased performance requirements significantly decreases the number of suitable materials
Duration of ContactNon-Implant Implant
PSU, PPSU, PEEK, PEKKPEI, PSU, PPSU, PEEK

© 2011 Solvay Specialty Polymers26
Now What?
Designing in PlasticIsn’t Harder
It’s Just Different

Quadrant – Who are we? How do we fit?
Why Choose Stock Shapes
How to be Successful Designing with Plastic Shapes
Evolution of Plastics and Application Examples
Agenda Topics

• Polymer Corporation
• Polypenco
• DSM Engineering Plastic Products
• ERTA Inc.
• Symalit
• Poly-Hi Solidur
A global company formed by joining top regional leaders:• Quadrant consists of over 2,400 employees located in 43 sites around the world. Corporate
headquarters in Zurich, Switzerland.
• Currently an all plastics company owned by 50% Mitsubishi Plastics.
• Heavy focus on Advanced Engineered Thermoplastic STOCK SHAPES.
Quadrant Engineered Plastic Products
Over 60 years of innovation in engineering plastics

Part size
Production quantity
Large
800 kg
Small
0.01 kg
Medium
Low
1 pcs
High
10,000 pcs
Custom Casting- best choice for large parts of any quantity- economical alternative to machining
for quantities as low as 50 pcs- several parts can be made from one mould,
improving design, flexibility and costLow Pressure Casting
Machining- limited to stock size availability- high production cost for 500 or more piece quantities
Injection molding- Cost effective for high
volume parts.- High design and
tooling cost.- Size and shape
limitations.
Some Pellet-to-Part Conversion Options?

Why Choose Stock Shape Thermoplastics?
What is a stock shape thermoplastic?
• Rod, sheet, tube that can be machined into a final component.
• Standard materials to highly specialized Advanced Engineered materials.
Why choose a stock shape thermoplastics?
• Prototype Parts
• Small volume machineable quantities where cost of injection molding tool is not cost effective.
• Size and shape is not conducive to injection molding.
Biocompatibility – Available on Shapes Too!!

Quadrant’s Life Science Grade (LSG) Materials - Full range of biocompatibility testing on stock shape material in full accordance with USP and ISO 10993 guidelines.
QUADRANT LSG PC
QUADRANT LSG PSU
DURATRON LSG (Ultem) PEI
QUADRANT LSG (Radel) PPSU
KETRON® LSG PEEK
KETRON® - CA30 LSG PEEK
KETRON® - GF30 LSG PEEK
ACETRON® LSG 7 colors POM
Proteus® LSG PP (heat stabilized)
• - Systemic Toxicity (acute)
• - Intracutaneous Reactivity
• - Implantation test
• - Sensitization
• - Cytotoxicity
• - Human blood compatibility
• - USP-Physicochemical
• - Heavy metal content
USP VI
ISO
USP V
ISO
ISO
ISO
ISO
ISO
Documentation of Test Results accompany every material shipment.
Why Choose Stock Shape Thermoplastics?

75°C
140°C
240°C
PE-LD
PE-HD
POM
PA
PAI
PET-P
PBT
UHMW-PE
PPS
PP
P E E K
PTFE
PMMAABS
PS
PVC
PC
P B I
PPSU
PSU
PPO
P E I
a m o r p h o u s(transparent)c r y s t a l l i n e
T h
e r m
a l
/ C h
e m
i c
a l
P e
r f o
r m
a n
c e
465°F
285°F
165°F
General Purpose
Engineering Plastics(GEP)
Advanced Engineering
Plastics(AEP)
Commodity Plastics
660°F / 350°C
Broad Material Portfolio – Material Selection is Critical
How to be Successful Designing with Plastic Shapes

Avoid the common pit-falls which can lead to “failures” resulting in lost time, lost money, and lost confidence in your plastic design.
Often times, such failures are the result of poor material selection or poor design.
How to be Successful Designing with Plastic Shapes
Reasons for machined plastic component failures?• Temperature or chemical exposure• Improper clearance• Cracking due to impact or fatigue• Unable to hold desired tolerances• Material movement…i.e. bowing or warping
Component design with machined plastic is much different than traditional materials.
Machining with Plastics is not hard.Machining with Plastics is just different versus traditional materials.
Understanding a few simple tips can make the difference!

Simple Design Modifications and the Right Approach can make the difference:
How to be Successful Designing with Plastic Shapes
Machining• Heat generation during machining is one of the largest problems we see and
can lead to tolerance limitations, brittleness, burring, poor surface finish, and rapid tool wear.
• Factors critical to machining success:Fixturing techniquesProper feed-rates and tooling speedsProper tooling and correct geometriesUse of water-based coolant

How to be Successful Designing with Plastic Shapes
Tolerance Expectations for Machined Parts:
• Keep the part cool during machining to maintain tolerance control. Utilize Quadrant recommended machining guidelines.
• For typical thermoplastics expect to hold 0.1% to 0.2% tolerance on all dimensions.
• For tighter tolerance control, consider rough machining (within .030”) and allowing the part to stress relieve for 24 to 48 hrs.
Extreme Finish:Vapor polished medical components.
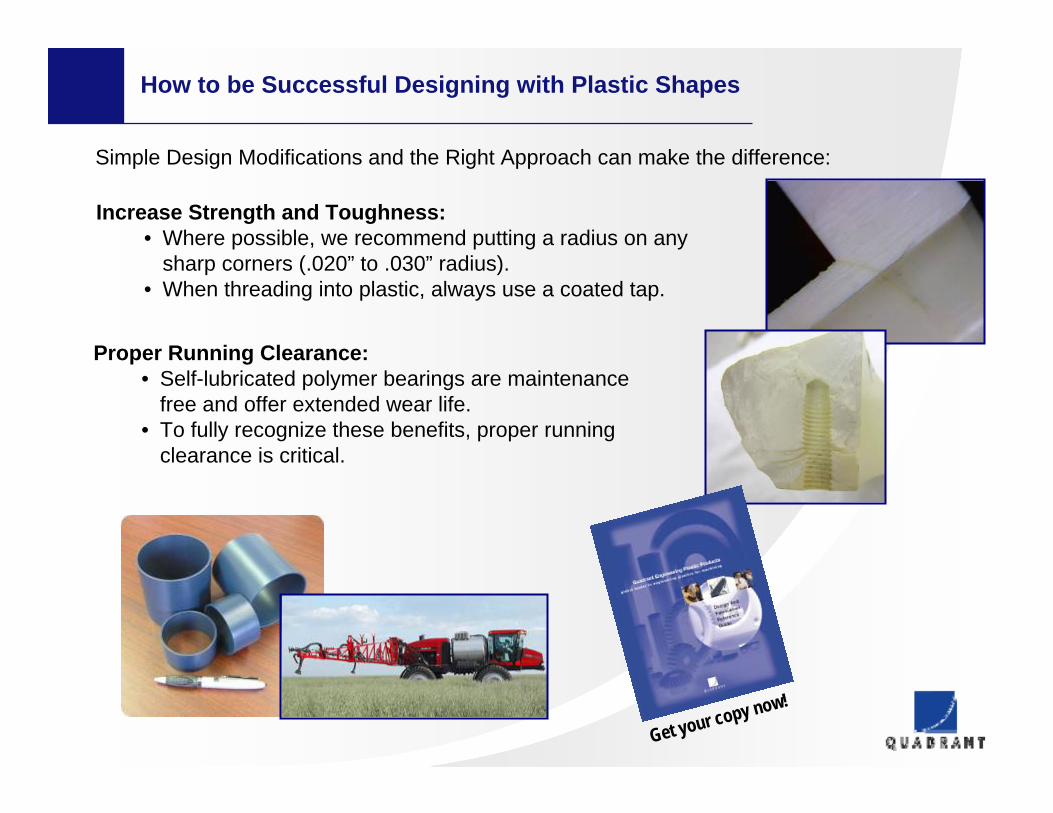
Simple Design Modifications and the Right Approach can make the difference:
How to be Successful Designing with Plastic Shapes
Increase Strength and Toughness:• Where possible, we recommend putting a radius on any
sharp corners (.020” to .030” radius).• When threading into plastic, always use a coated tap.
Proper Running Clearance:• Self-lubricated polymer bearings are maintenance
free and offer extended wear life.• To fully recognize these benefits, proper running
clearance is critical.
Get your copy now!

Evolution of Plastics & Application Examples
Traditional Plastics– UHMW PE– nylon (PA)– acetals (POM)– Polycarbonate– PEEK
Improvedperformance
Advanced Plastics withEnhanced Technology:– Ertalyte TX PET (240° F)– Quadrant Udel PSU (350° F)– Quadrant Radel PPSU (380° F)– Duratron Torlon PAI (532oF)– Duratron PBI (up to 800° F)
Highestperformance
Metals– stainless steel– aluminum– bronze– cast iron
Standardperformance
Ongoing Materials Evolution
Newer materials, blends, &
fillers continue to push
performance envelope

Case Study – Fluid Control Valve
Problem: Aggressive fluids resulted in corrosion problems in metal components and unreliable service.
Benefits:• Corrosion of parts was completely eliminated• Bonus of weight savings vs metal equates to higher fuel efficiencies • Dimensional control improved via lower CLTE vs Vespel• Lower part cost for Duratron (Torlon) T4203 PAI vs Vespel
Duratron® (Torlon®) PAI
Application: Precision Fluid Control Needle Valve Accurate and reliable fluid control on a commercial airplane is maintained via this miniature valve.
Application Requirements:• Dimensional stability via low CLTE and fine machining features• Minimal dimensional change at temperatures down to -50° F• Resist aggressive fluids and aircraft fuel.
Stainless Steel
Material Evolution
Vespel® PI
®Vespel is a registered trademark of DuPontTorlon is a registered trademark of Solvay Advanced PolymersDuratron is a trademark of Quadrant EPP

Case Study – Surgical Instrument
Problem: Prior materials did not offer ideal transparency combined with repeat autoclavablity for long life.
Benefits:• PSU provided significant increase in autoclavability vs polycarbonate for added part life• Quadrant’s Life Science Grade (LSG) PSU offered biocompatibility certification on stock shape for
added peace-of-mind• Surgeons greatly preferred improved transparence vs Ultem
Quadrant (Udel®) PSU
Application: Breast Cancer Treatment Applicator.Surgeons required pin-point accuracy and clarity for applicator placed directly in tumor bed. Used to deliver low energy, high dosage and spare surrounding tissue.
Application Requirements:• ISO 10993 / USP biocompatibility for 24 hour contact• Optical clarity with excellent machinability /polishing for fine features• Resist repeated steam exposure
Polycarbonate
Material Evolution
Ultem® PEI
®Ultem is a registered trademark of DuPontUdel is a registered trademark of Solvay Advanced Polymers

Case Study – Medical Device
Problem: Prior materials were too heavy and repeated autoclave cycles resulted in corrosion and material breakdown.
Benefits:• PPSU provided significant increase in autoclavability vs other polymers for added part life.• Quadrant’s Life Science Grade (LSG) PPSU offered biocompatibility certification on stock shape for
added peace-of-mind
Quadrant (Radel®) PPSU
Application: Surgical Instrument TraysLife Science Industry requires long-life, light-weight, and durable material for surgical instrument caddy.
Application Requirements:• ISO 10993 / USP biocompatibility for 24 hour contact• Dimensional stability with excellent machine-ability for tolerance control.• Resist repeated steam exposure
Stainless Steel
Material Evolution
®Radel is a registered trademark of Solvay Advanced Polymers

Tips for the Design and Maintenance Engineers
• documented ISO Quality Systems with the capability to provide lot-to-lot traceability, specification review, and material certifications.
• technical support including, application and design assistance
• assistance and support that will enable you to shorten the learning curve associated with selecting and machining plastics.
• a technical safety net that offers people and resources to assist in your project.
When selecting machineable plastics look for:
www.quadrantepp.com
Goto “Machinist’s Toolkit”

PMC, LLC Confidential Information 42PMC, LLC Confidential Information
Fundamentals of Injection Molding
Who is PMC
When to choose injection molding
Functionality considerations
Design basics
Injection molding process overview
Part moldablity and tooling implications
Case Study

PMC, LLC Confidential Information 43PMC, LLC Confidential Information
Who is PMC?
HistoryContinuous operation & private ownership since 1929Markets served
Medical, Commercial Electronics, Automotive
Medical Market Focus1. High-Temperature & Implantable Biomaterials
Implantable devices and instrumentation
Metal-to-plastic conversion expertise
Innovative process development of new materials and applications
Variety of specialty, high-temperature & biomaterialsPEEK, TPU, PPS, PPSU, PSU, Ixef® (Polyarlyamide), Bioabsorbables
Highly-filled materials (Glass (standard & long), Minerals, PTFE, Carbon (Fiber & Black), Silicone)
2. Medical/Surgical Device & Instrumentation• Injection molding & complete contract manufacturing of finished devices
• Special vertical molding machine for innovative insert molding of instruments
• Assembly, kitting and sterile packaging

PMC, LLC Confidential Information 44PMC, LLC Confidential Information
Manufacturing Process Selection
When is injection molding a good choice?Higher volume – >500
Low cost per partHigher initial investment - $10k or more
Complex geometryPart cosmetics – colors, texturesInsert molding – bi-material assembliesPart design strength requirements benefit from flow orientation and fiber alignment.Tight tolerancesScrap reduction

PMC, LLC Confidential Information 45PMC, LLC Confidential Information
Functionality – End Use Environment
AssemblyAssembly techniques may dictate material selection.
Production quantitiesThe number of parts needed may influence decisions, including processing methods, mold design, material choice, assembly techniques, and finishing methods.
Cost constraintsMarket will only bear a finite cost.
Processing Processing method will effect design.
StressTensile, compression, flexural, torsion, shear, cyclic, impact

PMC, LLC Confidential Information 46PMC, LLC Confidential Information
Functionality - Environmental exposure
Consider all environments - manufacturing, shipping, sterilization, storage, end-use, disposal
TemperatureChemical ExposureElectrical Performance – insulate or conduct? Weather Resistance – Humidity, UV.Radiation – Light and sterilizationAppearance – Color, light transmissivity, texture.Agency Approvals – USP Class VI, ISO 10993.Life Expentancy – reusable or single use?
PMC, LLC Confidential Information 47PMC, LLC Confidential Information
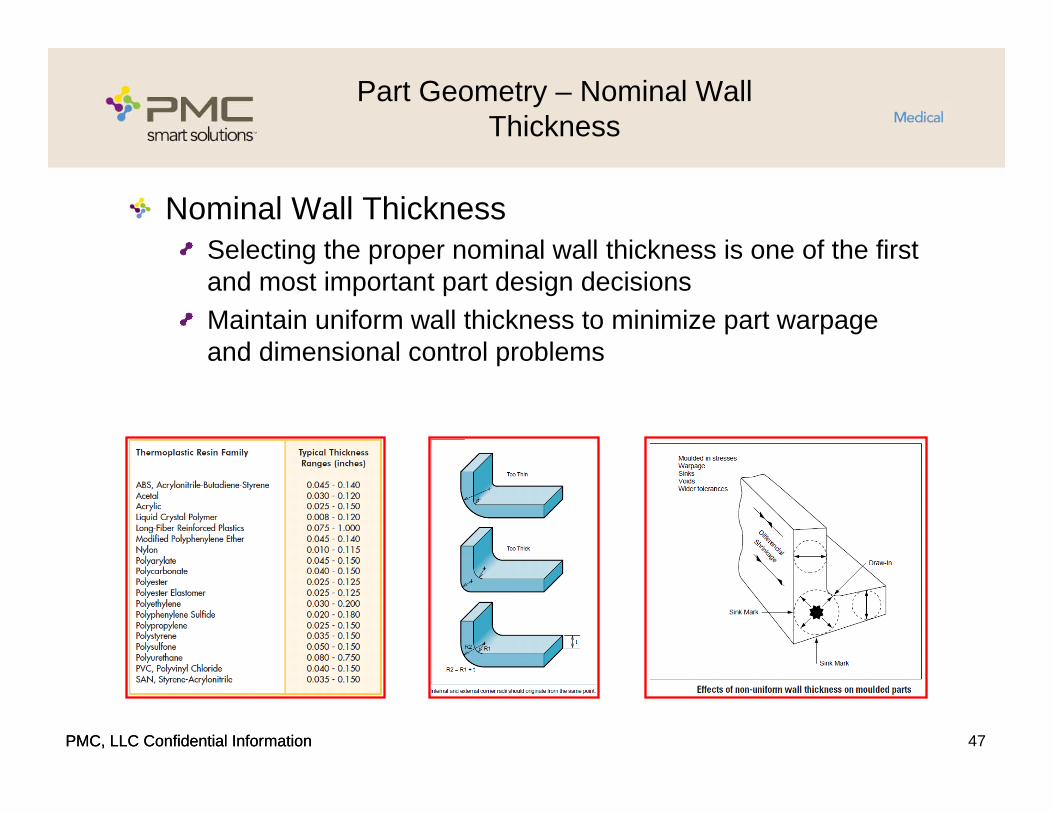
Part Geometry – Nominal Wall Thickness
Nominal Wall ThicknessSelecting the proper nominal wall thickness is one of the first and most important part design decisionsMaintain uniform wall thickness to minimize part warpageand dimensional control problems

PMC, LLC Confidential Information 48PMC, LLC Confidential Information
Part Geometry – Nominal Wall Thickness
Core out or redesign thick sections for a more uniform wall thicknessWhen wall thickness can not be uniform, round or taper the thickness transitions to minimize molded-in stress

PMC, LLC Confidential Information 49PMC, LLC Confidential Information
Part Geometry – Ribs
To increase part stiffness, ribs are typically a better option than increasing nominal wall thickness
Ribs widths should not exceed 80% of nominal wall to avoid causing sink marks or surface blemishes.For a given stiffness, it is better to increase the number of ribs rather than the height.
For thick ribs "core out" the rib from the back to maintain a uniform wall thickness.

PMC, LLC Confidential Information 50PMC, LLC Confidential Information
Part Geometry – Holes
Holes are easily produced in molded parts.Core pins that protrude into the mold cavity make the holes when the part is molded. Through holes in molded parts are easier to produce than blind holes, which do not go all the way through a part. Blind holes are made by core pins supported on one end only. The pins can be deflected and pushed off center by the pressures of the molten plastic material during the molding process.

PMC, LLC Confidential Information 51PMC, LLC Confidential Information
Part Geometry – Bosses
Bosses are used for locating, mounting, and assembly purposes.
Avoid bosses that merge into sidewalls. Use ribs and gussets for support.Avoid tall bosses – required draft can cause the top of the boss to be too thin to fill or the bottom of the boss too thick. Also, long thin core pins are difficult to core properly. Consider using cores from both sides or gussetsBoss wall thickness should be less than that of the nominal wall to avoid sink and warp issues.

PMC, LLC Confidential Information 52PMC, LLC Confidential Information
Injection Molding Machine/Process Overview
Plastic pellets are normally dried and fed through a hopper into the reciprocating screw.The material melts as it travels forward when the screw turns.Screw movement forces the molten material into the moldAfter the material in the mold solidifies, the mold opens and the part is ejected.

PMC, LLC Confidential Information 53PMC, LLC Confidential Information
Moldability
Moldability is the ease with which a material is processed in the part design. The key elements of the molding sequence are:
Fill → Pack → Cool → Eject

PMC, LLC Confidential Information 54PMC, LLC Confidential Information
Moldability – Fill & Pack
Fill – The first stage of plastic injectionFlow length — the distance from the gate to the last area fill — must be within acceptable limits for the plastic resin chosen. Excessively thin walls may develop high molding stresses, cosmetic problems, and filling problems
Pack - Adding material to the mold for complete fill of the cavity and for compensating the shrinkage that occurs during cooling.

PMC, LLC Confidential Information 55PMC, LLC Confidential Information
Moldability – Cool & Eject
Part design has a large impact on part cooling.Uneven wall thickness will cause a cooling rate differential within the part.
Differential shrink causes molded-in stress which can lead to part warp.
The increased shrink of thicker wall sections can cause the formation of sink marks on the outside wall of the part or internal, non-visible voids.
Eject - Cooling is complete when a dimensionally stable part can be ejected without distortion or excessive stress.

PMC, LLC Confidential Information 56PMC, LLC Confidential Information
Anatomy of an injection tool

PMC, LLC Confidential Information 57PMC, LLC Confidential Information
Tooling Considerations – Gate Location
Defines flow direction and lengthDefines weld line positionGate into the thickest sections to avoid packing problems and sinkLocate gates so material flows in the direction of reinforcement structures (ribs)Consider cosmetic requirementsAvoid gating into or near areas that will be subject to high levels of applied stress

PMC, LLC Confidential Information 58PMC, LLC Confidential Information
Tooling Considerations – Weld Lines
Holes in the nominal wall will divide the material flow into two fronts. The point at which the two flow fronts rejoin on the opposite side is called a weld line.
Weaker than surrounding plastic material, especially with reinforced thermoplastics.Define gate location to keep weld lines in a low stress area of the part.Can exhibit poor cosmetics.

PMC, LLC Confidential Information 59PMC, LLC Confidential Information
Tooling Considerations – Draft
Draft - providing angles or tapers on product features that lie parallel to the direction of release from the mold eases part ejection.
Draft all surfaces parallel to the direction of steel separationAngle walls and other features that are formed in both mold halves to facilitate ejection and maintain uniform wall thicknessAdditional draft is needed for textured surfaces.

PMC, LLC Confidential Information 60PMC, LLC Confidential Information
Tooling Considerations – Undercuts
Undercuts are design features that place portions of the mold in the way of the ejecting plastic part.
Some undercuts can be stripped off of a core.Most undercuts need complex mold actions to create; however, clever part design can eliminate these expensive tooling investments by using bypassing steel or through holes

PMC, LLC Confidential Information 61PMC, LLC Confidential Information
Metal to Plastic ConversionCase Study 1
Orthopedic targeting guide
Objective: To replace a titanium device with a lower cost polymer design
Design Challenges: Maintain the required tolerance between the proximal and distal
guide locatorsMeet the cost targets with an annual volume of less than 2000
units
Addpicture
here

PMC, LLC Confidential Information 62PMC, LLC Confidential Information
Metal to Plastic ConversionCase Study 1
Solutions:Polymer w/ metal insert option
Metal insert added $40 to the part costTooling cost increased to add features to retain the metal insert
Polymer solutionSelected high flow composite materials with optimal flex modulusDesigned an I-beam profileModified gate size and nominal wall thickness to optimize the orientation of carbon fiber Mold flow and FEA utilized to refine the design
Cost Map:Titanium Design $ 300 (appox)Polymer w/ metal insert $ 90Polymer $ 20
Addpicture
here

PMC, LLC Confidential Information 63PMC, LLC Confidential Information
Metal to Plastic ConversionCase Study 2
Orthopedic CannulatedGuide
Objective: To replace a costly titanium guide
Design Challenges: This guide is anchored to the bone at the surgical site using a
serrated featureInjection molding features with sharp points requires special
tooling features or secondary operationsAnnual volumes of less than 1,000 units
Addpicture
here

PMC, LLC Confidential Information 64PMC, LLC Confidential Information
Metal to Plastic ConversionCase Study 2
Solutions:Polymer w/ metal insert option
Insert molding a titanium insert with sharp pointsInsert cost and tooling costs were not attractive
Polymer solutionSelected Solvay Ixef material (High flow + high flex modulus)Molded sharp points with no flash or secondary operations
Cost Map:Titanium Design $400+ with chronic quality issuesPolymer w/ metal insert $ 70Polymer solution $ 15
Addpicture
here

PMC, LLC Confidential Information 65PMC, LLC Confidential Information
Injection Molding Key Points
Injection molding offers superior cost advantages for mid to high volume product applications
Good injection molded plastic part design begins with a full definition of all part requirements and selection of a material that will satisfy those requirements
Component geometry must follow basic rules for molded part design
OEM, injection molder, and material supplier should work cooperatively early in the design cycle to insure successful product design and manufacturing execution

PMC, LLC Confidential Information 66

© 2011 Solvay Specialty Polymers67
Tradition of Scientific Innovation
SOLVAY’S Council of Physics - 1911
Solvay
Einstein
Curie
Rutherford
Nernst
Planck

© 2011 Solvay Specialty Polymers68
Summary
There is a trend toward high-performance plastics in the healthcare industry
Use key performance criteria to target material selection
Designing in plastic – it’s not hard, just different
There are multiple ways to achieve a plasticsolution that fits the needs of theapplication and project
For best chance of success – engageyour plastic supply chain expertsearly in your design

© 2011 Solvay Specialty Polymers69
How can wehelp you?