metals,mining&more - semantic scholarmetals,mining&more news on power and automation systems...
TRANSCRIPT

Leading the Rest in Ore Grinding Mill Drives
The Best Product at a CompetitivePrice from Algoma Steel
1 The Best Product at aCompetitive Price from Algoma Steel
1 Leading the Rest in Ore Grinding Mill Drives
3 Major Revamp of Koppel SteelTube Mill
3 First-Ever AC Drives for FlyingSaw Applications at Lone StarSteel in Texas
4 CSP Sequence Planning andOptimization
6 New Developments in Remote Commissioning
7 From System Supplier toProblem Solver with HYBREX
8 Siemens at the SEAISI 1999Taiwan Conference
8 Siemens to Modernize StelcoMcMaster Bar Mill in Canada
Right from the start, Algoma Steel’snew direct-strip production com-plex in Sault St. Marie, Canada wasplanned to supply the best qualitysteel at a competitive price. Theoperating team of technicians fromAlgoma, Danieli, Bricmont, andSiemens has professionally andconsistently managed the rollingoperations. And, the automationsystems have performed extremelywell in terms of response time andcontrollability of the rolling para-meters. The author tells how.
In August of 1995, Siemensfound itself in an enviable posi-tion involving a unique dilem-
ma: three nearly concurrent or-ders for new hot strip mills forAlgoma, Nucor and TRICO withthe need of a specialist team foreach project.
Specifically with regard to theAlgoma project, engineers had tobe gathered from around theworld, forming a truly interna-tional team from diverse technicalbackgrounds. To optimize the de-sign, the hardware/auxiliary soft-ware design team was based inAlpharetta, U.S.A., and the techno-logical team was based in Erlan-gen, Germany. This approachgave Siemens the best access to internal resources needed to de-sign a new hot strip mill from theground up while capitalizing onthe worldwide experience fromsimilar projects to build the new mill.
This was Siemens first hot millproject with the customer, Algo-ma Steel, and the mill builder,Danieli. Highlighting the globalscope of Siemens operations is thefact that Algoma Steel is from
Canada, the mill builder fromItaly, and Siemens was represent-ed by its operating companies inCanada, Germany, and the U.S.A.
Project overview
The Algoma Steel hot strip millcomprises a two stranded slabcaster, tunnel furnace, single-stand roughing mill, heated trans-fer table, six-stand finishing mill,and two down coilers. Siemens
shelf components can operate.Capital investment costs are rela-tively low, and the system can payfor itself in as little as two years ofoperation.
Canada’s Agnico Eagle SAG mill
To expand ore-processing ca-pability in Canada, Agnico Eagledecided to install a new 4500 HPSAG mill. Just the right challengefor the new Siemens mid-voltageconverters. Given a mid-voltage
The grinding of large chunksof ore-rich rock into a moremanageable size does not
necessarily have to be expensive,and we have the mid-voltage drivetechnology to prove it. The use ofinexpensive standard compo-nents is by no means at odds withthe desire of our customers for in-dividualized solutions. On thecontrary, this market segmentprovides excellent examples ofjust how inexpensively off-the-
input of 4.16 kV, a SIMOVERT®MV converter with an output of 4 MVA controls a 3.4 MW H-modul AC motor at the AgnicoEagle facility. In terms of operat-ing costs, this innovative mid-voltage solution provides clearbenefits through lower losses, bet-ter controllability, and excellent
Continued on Page 2 B
F o r u m
Published bySiemens AGIndustrial Projects and Technical ServicesMetals and Mining Division, ATD MPSchuhstrasse 60, 91052 ErlangenFederal Republic of Germany
Editorial StaffHeinz Weinberger, ATD BK WArmin Kratzer, ATD MP TMJeffrey Vollmar, AsiaConcept
ArtworkReinhard Sorger, Publicis MCD Werbeagentur GmbH
PhotographsBurkhard Geisselbrecht, Tony Stone
Reprints, in whole or in part,permitted with reference to source.Printed in Germany
I m p r e s s u m
C o n t e n t s
Continued on Page 3 B
May 2|99
Metals, Mining &MoreN E W S O N P O W E R A N D AU TO M AT I O N SYS T E M S F O R T H E M I N I N G A N D P R I M A RY M E TA L S I N D U S T RY
Fig. 1 Algoma Steel is a Direct Steel
Production steel plant rated for
3 million tons/year output
METEC ’99
True to its exhibition motto“Partnership for Metals” at thisyear’s METEC fair in Düsseldorf,Siemens Industrial Projects andTechnical Services Group will pre-sent itself as the right partner forthe entire steelmaking process, upto and including the production of
Experience Siemens Metals andMining Capabilities June 9–15, 1999 in Düsseldorf
PARTNERS IN MININ
G
M I N E T I M E '9 9
YOUR
PARTNER IN METALS
M E T E C ' 9 9
marketable product and aftersales service for equipment andsystems. Specific products andinnovations featured in Hall 8 ofthe Exhibition Center at SiemensBooth 8A14 will include: the tech-nological simulation of the rollingmill process using offline models,a Level 3 production control sys-

The Best Product at aCompetitive Price from
Algoma Steel
gramming with one of 3 STRUC-G graphical program-ming stations that are connectedto the maintenance bus. Fiber op-tic rack coupling is used for high-speed communication betweenthe SIMADYN D master con-trollers and subordinated con-trollers.
Process data acquisition (PDA)computers connect to the mastercontroller over fiber optic cablesand use the pass-through logic to enable data acquisition from
all subordinated controllers. AllPDA stations are on a network for access by remote supportpersonnel.
Communication to external in-terface modules, drives andET200 remote I/O is over aProfibus L2-DP bus, using fiberoptic cable for long stretches.
Siemens project scope
Siemens scope of the Algomaproject involved the followingequipment:
Metals, Mining & More 2|99Page 2
Descaling and edging
The purpose of the roughingmill descaler (second descalingunit) is to remove scale from thesurface of a transfer bar for thefirst reduction, to ensure the pro-duction of high-quality strip.
The hydraulic vertical edger isused to enhance width control ca-pabilities and to improve metal-lurgical properties at the edge ofthe slab. This allows larger reduc-tions in slab thickness in theroughing stand. With an edgingcapacity of 35 mm and more, theedger compensates for widthchanges in the caster by recover-ing the tapered slabs, thus in-creasing overall yield.
One-stand roughing mill
The roughing mill stand is de-signed for rolling slabs of thick-ness from 70–90 mm down to the30–45 mm thickness of the trans-fer bar. It is a single-pass, non-re-versing, high-speed unit. This
unique layout guarantees a trans-fer bar with a thickness needed tofeed the finishing mill operating atthreading speeds similar to thoseachieved in an integrated steelplant, thus avoiding irregularscale growth and temperatureproblems with work rolls.
Siemens was responsible for thewidth control including positionand load control, mill drives, millspeed control, mill gap control,setup computer, HMI system, op-erator controls, and interface toother systems.
Descaling
The third descaler, located be-fore the finishing mill, ensures thesurface cleanliness of the bar priorto final rolling, leading to opti-mum strip surface quality. Alldescaling units are equipped withentry and exit pinch rolls to pre-vent water from exiting thedescaling unit. A rotary-drumcrop shear, located before thedescaling box, is designed to cutbars of thickness up to 45 mm andhas shaped knives for head andtail cutting and a quick inter-changeable cassette unit for easeof offline adjustment and mainte-nance.
Six-stand finishing mill
Siemens was responsible for theAC main mill drives, mill speedcontrol, mill gap control, loopercontrol, set-up computer, HMIsystem, operator desks and con-
B Continued from Page 1 was done by Siemens Energy &Automation.
Automation system overview
The basic automation systemand cycloconverter-fed main drives used in the Algoma Steelhot strip mill is based onthe SIMADYN® D controller.Siemens COROS® HMI system isused for visualization.
The Level 2 computers, the vi-sualization systems and the mas-ter controllers communicate overthe industrial Ethernet bus. Traf-fic is localized on islands corre-sponding to areas of the mill. Allislands are connected via bridges,as are the furnaces, caster, andcustomer corporate computers.
A pass-through facility in themaster controllers allows access toall subordinated controllers. Thiseliminates the need to switchamong controllers when pro-
drive and automation equipmentwas utilized for the caster, tunnelfurnace, and rolling mill processcontrol. Caster systems integra-
tion was handled by Danieli Au-tomation using Siemens SIMA-TIC® PLCs and MASTERDRIVEAC drives. The tunnel furnacesystem was by Bricmont, Inc., alsousing Siemens SIMATIC PLCsand MASTERDRIVE AC drives.The roughing mill; finishing mill;roller table with laminar cooling;and down coiler, including Level2 process automation and HMI,
Product specifications
Slab Thickness 70 mm
Slab Min. – Max. Width 800–1600 mm
Max. Slab Length 34.500 mm
Max. Slab Weight 29.4 tons
Strip Min. – Max. Thickness 1.0–16 mm
Strip Min. – Max. Width 800–1600 mm
Coil Nominal I.D. O.D 762–1900 mm
Max. Coil Specific Weight 18 kg/mm
Max. Coil Weight 28.8 tons
Fig. 2 Automation systems integrated
into the finishing mill pulpit
Fig. 3 Integrated System Test
concludes with strip rolling
simulation
Planning
Installation
Optimization
OperationalControl
Maintenance
Commissioning
Engineering
Modernization
tem, remote monitoring of the Sal-danha Steel production processwith live ISDN transmission to andfrom South Africa, multi-level drivetechnology, the automation of theAceralia blast furnace, a Level 2 EAFsimulation model, and others.
Alternating display and explana-tion of these and other features willbe supplemented by short presen-tations of the new Saldanha refer-ence video and informative slideshows.
MINETIME ’99
As a leading supplier of systemsand components for open-cast min-ing and ore benefication, Siemenswill also use the MINETIME forum topresent new and proven solutionsand products in drive technology,plant automation, and technical ser-vices to an international public.
At Booth 5A05 in Hall 5 of theDüsseldorf Exhibition Center,Siemens specialists will be availableto handle inquiries on energy-sav-
ing, reducing maintenance costswith load-dependent speed con-trollers for large belt conveyors;multimedia communication fortotal control; stockyard manage-ment with unmanned systems thatenhance the efficiency of operations;efficient and reliable AC drives forlarge mine trucks; high-efficiency,gearless drives for large ore-grind-ing mills; and many other areas.
A special feature of the Siemensbooth will be the presentation by
Siemens ATEA (communications)and Pirelli Cable and Systems oftypical communication products for mining.
See you June 9–15, 1999 in Düsseldorf!METEC: Hall 8, Booth 8A14MINETIME: Hall 5, Booth 5A05

Especially important in this re-gard is our wealth of studiesaimed at providing the best tech-nical and economical solution foreach drive application. Thanks to
these calculations, our customersget a realistic idea of the results tobe expected from different plantconcepts in later operation.
Apart from advanced technolo-gy, our services encompass pro-ject consultation and the design,supply, installation, installationsupervision, commissioning, andservice of mill drives. Whether themill drive required is custom-made or standard, we always pro-vide the optimal solution to getthe job done.
Andreas Eberhorn
Siemens AG, Erlangen
helps guarantee uniform and re-producible properties in the finalproduct.
Coiler area
The hydraulic downcoiler hashydraulic entry guides and a rock-ing pinch roll to ensure safethreading and coiling even whenhandling ultra-thin gauges. Thepinch roll is capable of optimumtension control when coiling ultra-thin gauges and during tail-
end coiling. It has a retractabledouble expansion mandrel withoutboard support and fully hy-draulic jump control to minimizehead-end marking.
Two coiler drive systems weresupplied for the wrapper rolls,pinch rolls, and mandrel. Eachcoiler system has a common DCbus with a synchronous motor onthe mandrel. Siemens suppliedcoiler drives; coiler speed and ten-sion control; and coiler techno-logical, control including wrapperroll jump control, pinch roll gapcontrol and side-guide control,coiler sequencing, and coil han-dling.
Level II
The Level II system generatesrolling mill setup schedules,which include target gauges, tem-peratures, and mill cooling set-points. These are comprised of in-ter-stand, as well as runout tablecooling values. In addition, thesystem monitors and computesroll wear, strip profile, and stripflatness. Model adaptation iscomprised of both long- andshort-term components and is ac-complished using neural networktechnology. Level II control in-cludes an interface to the customorder entry system at Level III sothat production schedules can beautomatically received and rollingschedules easily generated.
A design team spanning severalcontinents
The hardware design team in-cluded engineers from the UnitedStates, India, and Britain. Soft-ware design was done by engi-neers from the U.S., Austria,Czech Republic, Germany, Ro-mania, and South Africa. The de-sign approach comprised a stan-dard controller layout so thatboth teams could work from acommon basis and standard soft-ware. Collection and transfer ofinformation between the hard-ware and software design teams
Page 3
trols, as well as interface to othersystems with feedback for thick-ness, control of flatness, and pro-file in the six-stand finishing mill.
The mill is equipped with hy-draulic automatic gauge control(HAGC) with long stroke cylin-ders and oil compression control.
Roll thermal crown (RTC) con-trol is employed to keep the evo-lution of uneven thermal crownunder control, thus reducing theneed to compensate this effect by
using the roll bending systems. Aroll star system is incorporated toavoid scale imprinting on backuprolls and subsequent imprintingon the work rolls and on the stripitself.
The objective of work roll shift-ing, ± 150 mm, is to control thedistribution of work-roll wear,thus making it possible to per-form true schedule-free rollingwith beneficial effects on primequality strip and on productionlevels.
The use of a double-jack, work-roll bending system enables toapply up to 150 tons of negativebending and 200 tons of positivebending with the bending forcealways centered on roll bearingsirrespective of actual shift value.This gives the mill a wide capabili-ty of strip profile control usingonly one work-roll mechanicalcrown.
The hydraulic loopers areequipped with load cells to keepstrip tension constantly undercontrol. The loopers, in conjunc-tion with the automatic gaugecontrol facility, ensure that toler-ances on geometrical perfor-mances are typically one-quarterof ASTM values.
Laminar cooling area
Siemens supplied the setupcomputer, laminar cooling, andall of the drives for the runouttable.
The runout table is designed toconvey strip of a minimum thick-ness of 0.8 mm. In order to avoidall possible airborne effects during strip travel, a special tablewas designed with small diameterrolls and close spacing, and with low-pressure, aspirating-type nozzles performing bottomcooling. The cooling system en-sures a very tight temperature tolerance along the strip, which
availability. Moreover, the use of standard components hasreduced capital investmentnoticeably.
Because we can rely on decadesof experience in the successful re-alization of a number of ore andcement mills, we continue tomake it our business, in this andother market segments, to keepcustomers like Agnico Eagle atechnological step ahead of therest. The ongoing feedback ofknowledge from the design andoperation of such facilities en-sures long-term cooperation withour customers, who benefit fromour steadily-expanding capa-bility.
First-Ever AC Drives for Flying Saw Applications at
Lone Star Steel in Texas
The Industrial Systems Division of Siemens Energy & Automation,Inc., has announced the signing of an agreement with Lone StarSteel Company of Dallas, Texas, to revamp two flying saws at the
company’s tubular steel plant in Lone Star, Texas.A first in the industry, Siemens will integrate its 110HP AC motors and
AC SIMOVERT MASTERDRIVES drives for control of two flying saws.Lone Star’s tubular products are used in the automotive industry,
fluid power, and in the oil and gas market for exploration, production,and transmission. The project is to be completed by June 1999.
Fig. 4 Onsite commissioning of
cycloconverter-fed AC-main drives
and among team members them-selves took place primarily overthe Internet.
Once the hardware design wasfinished, both the hardware andsoftware teams merged to formone team in Erlangen, which pro-vided continuity between the de-sign and the system test of theproject. Particular attention wasgiven to the custom HMI screensand the operator desk functionsrequested by the customer. Infor-mation was passed on a daily basisbetween the hardware build-upteams and the development teamto tie-up any loose ends.
The SPE engineering tool wasused to ensure that all the neces-sary interfaces were defined, in-cluding messages between Level IIand Level I, interprocessor com-munication, interrack communi-cation, and remote I/O. Theteams merged in Erlangen, againto ensure that all the designelements were combined to form the complete operating system.When the hardware manufactur-ing and software programmingwas complete, the design andcommissioning teams met at theSiemens Energy & Automation,Inc. systems manufacturing facili-ty in Alpharetta to participate inthe system integration test.
The final goal of the integratedsystem test was to roll a strip in atest situation without the mill pre-sent. This was achieved followingthree months of testing and se-quencing. The customer wit-nessed a ghost rolling, and thesystem was shipped to the site forinstallation and commissioning.
First of many milestones for thecustomer
The first strip was run on Octo-ber 6, 1997, with a first milestonebeing reached six weeks later byachieving sub-2mm thickness.Some significant applications inthe Algoma Steel hot strip mill in-clude:• Width feed-forward and taper
control at the roughing mill edge• Laminar cooling control on the
runout table• Hydraulic looper control in the
finishing mill• Inter-stand flow curtains• Roll thermal crown control• Finishing mill exit temperature
control• Inter-stand and roll bite cooling
control of exit temperature, in-stead of speed.
The process technology andlayout of the plant meet the chal-lenge of casting and rolling thetypical steel grades of a major in-tegrated plant with tight toler-ances and high quality standards.
The new plant allows AlgomaSteel to satisfy market demand flatproducts by producing the wholeproduct mix in an integratedplant. The mill is capable ofschedule-free rolling in the pro-duction of enhanced quality stripto one-quarter of ASTM standardtolerances. Although DSPC plantis designed for the production ofup to 3 million tons of strip peryear, the current availability ofliquid steel is 2 million tons/year.
Peter O’Neill
Siemens Energy & Automation, Inc.
Alpharetta, GA
Metals, Mining & More 2|99
• 24 ft. diameter• 4500 HP, 900 rpm motor• Simovert MV – 4000 KVA• Squirrel Cage Induction Motor – 4500 HP• Dry-type transformer• Connection to Modicon
Agnico Eagle variable speed SAG mill
Major Revamp of Koppel Steel Tube Mill
The Industrial Systems Divi-sion of Siemens Energy &Automation, Inc. recently
signed an agreement with Kop-pel Steel Corporation to performa complete control and automa-tion revamp of the company’stubular steel plant in Ambridge,Pa., near Pittsburgh/USA.
The contract involves thecomplete modernization of thepiercing, mandrel, and stretchreduction mill operations.
Koppel’s seamless tubularproducts are used primarily inthe oil and gas market for explo-ration, production, and trans-mission. The company is up-
grading the plant to improveproduct quality, increase systemreliability and to increasethroughput.
Siemens will install and com-mission 42 of its SIMOREG DCdrives and the new automationfor both process and productioncontrol. Process control will behandled by S7 PLCs. Siemens willalso build and install new opera-tor desks for all the pulpits. Themodernization will be complet-ed in two phases. The drive por-tion is scheduled for completionin July 1999, and the new au-tomation will be completed laterin the year.
Leading the Rest in Ore Grinding Mill Drives
B Continued from Page 1
Metals, Mining & More 2|99Page 4
Today, more than ever before,intelligent planning systems areneeded to cope with the increasingcomplexity of productionprocesses. With a good workingknowledge of manufacturingprocess, and the help of advanceddecision-making tools, it is nowpossible to tune the productionprocess in order to ensure flexibilityin lot sizes, resource allocations,schedules and order sequences,while meeting deadlines and qual-ity requirements. The author out-lines how these concepts are beingapplied to integrate compact stripplants (CSP) and their products.
Integrated CSPs couple theprocesses of the steelmakingplant and rolling mill for
greater efficiency in investment,energy, and labor costs. The pro-duced steel is cast continuouslyand rolled in a single heat. Be-tween the casting facilities and therolling mill, a soaking furnaceequalizes the temperature gradi-ent inside the slabs and acts as anemergency buffer in case ofrolling changes or trouble in themill.
To increase the capacity of suchplants, the output of the steelmak-ing equipment can be doubled.Caster output can also be dou-bled, or it can be designed as atwo-strand caster. Each strand issupplied with steel via its owntundish, or both strands are sup-plied via a common tundish. Thesoaking furnace supplement foreach additional strand is an addi-tional furnace line, which runs in-to a single rolling mill.
Scheduling a compact strip plant
Scheduling a compact stripplant is very different from tradi-tional scheduling. The problem ofcomplex scheduling evolves fromthe fact that, between the steel-making plant and the rolling mill,there is no buffer to reassemblethe production-run into the bestsequence for each unit. The maingoal of complex scheduling is todeliver the ordered products ontime and to satisfy the technicalconstraints of all lines with opti-mal productivity.
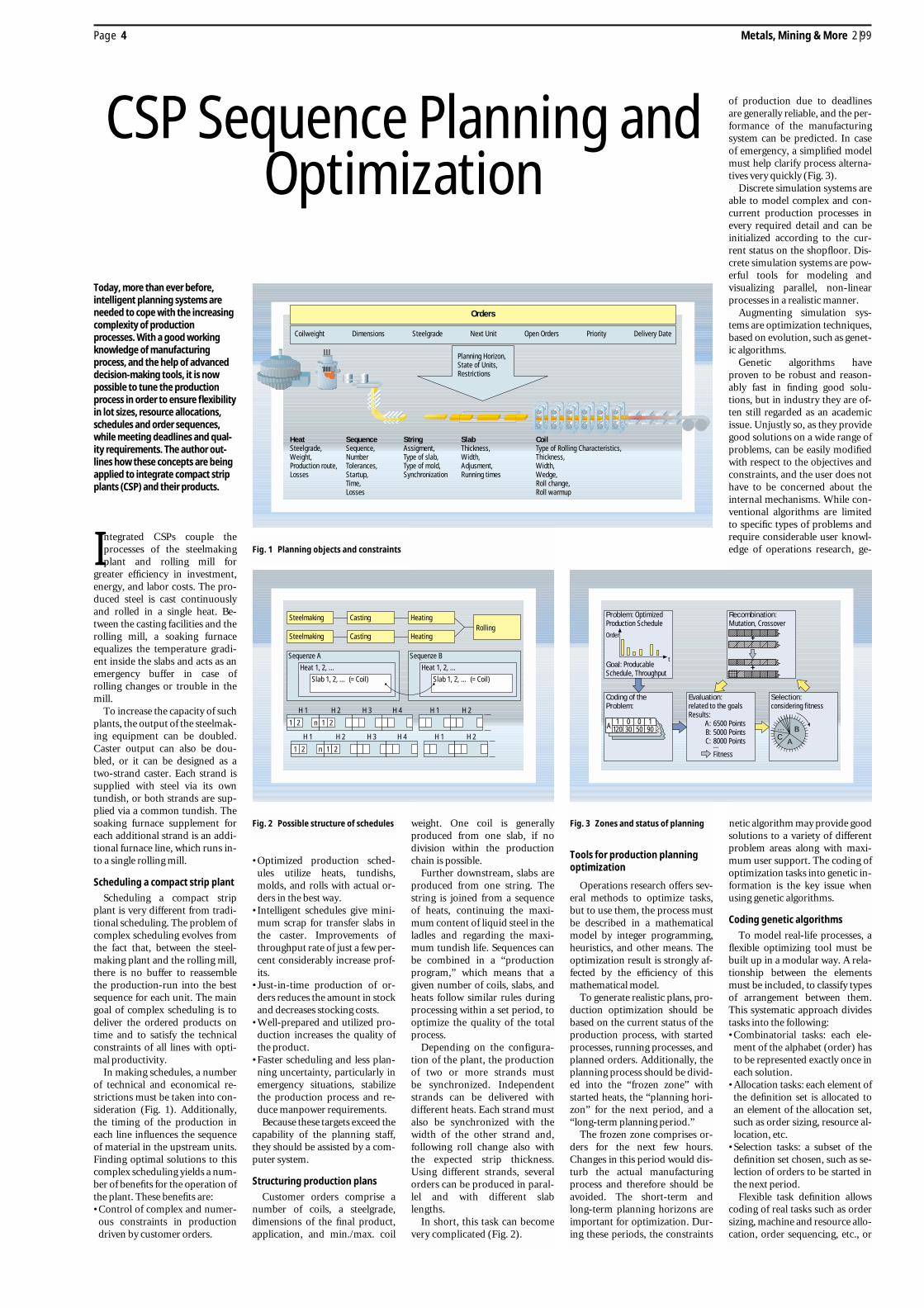
In making schedules, a numberof technical and economical re-strictions must be taken into con-sideration (Fig. 1). Additionally,the timing of the production ineach line influences the sequenceof material in the upstream units.Finding optimal solutions to thiscomplex scheduling yields a num-ber of benefits for the operation ofthe plant. These benefits are:• Control of complex and numer-
ous constraints in productiondriven by customer orders.
• Optimized production sched-ules utilize heats, tundishs,molds, and rolls with actual or-ders in the best way.
• Intelligent schedules give mini-mum scrap for transfer slabs inthe caster. Improvements ofthroughput rate of just a few per-cent considerably increase prof-its.
• Just-in-time production of or-ders reduces the amount in stockand decreases stocking costs.
• Well-prepared and utilized pro-duction increases the quality ofthe product.
• Faster scheduling and less plan-ning uncertainty, particularly inemergency situations, stabilizethe production process and re-duce manpower requirements.
Because these targets exceed thecapability of the planning staff,they should be assisted by a com-puter system.
Structuring production plans
Customer orders comprise anumber of coils, a steelgrade,dimensions of the final product,application, and min./max. coil
weight. One coil is generally produced from one slab, if no division within the productionchain is possible.
Further downstream, slabs areproduced from one string. Thestring is joined from a sequenceof heats, continuing the maxi-mum content of liquid steel in theladles and regarding the maxi-mum tundish life. Sequences canbe combined in a “productionprogram,” which means that agiven number of coils, slabs, andheats follow similar rules duringprocessing within a set period, tooptimize the quality of the totalprocess.
Depending on the configura-tion of the plant, the productionof two or more strands must be synchronized. Independentstrands can be delivered with different heats. Each strand mustalso be synchronized with thewidth of the other strand and, following roll change also with the expected strip thickness. Using different strands, severalorders can be produced in paral-lel and with different slablengths.
In short, this task can becomevery complicated (Fig. 2).
Tools for production planningoptimization
Operations research offers sev-eral methods to optimize tasks,but to use them, the process mustbe described in a mathematicalmodel by integer programming,heuristics, and other means. Theoptimization result is strongly af-fected by the efficiency of thismathematical model.
To generate realistic plans, pro-duction optimization should bebased on the current status of theproduction process, with startedprocesses, running processes, andplanned orders. Additionally, theplanning process should be divid-ed into the “frozen zone” withstarted heats, the “planning hori-zon” for the next period, and a“long-term planning period.”
The frozen zone comprises or-ders for the next few hours.Changes in this period would dis-turb the actual manufacturingprocess and therefore should beavoided. The short-term andlong-term planning horizons areimportant for optimization. Dur-ing these periods, the constraints
of production due to deadlinesare generally reliable, and the per-formance of the manufacturingsystem can be predicted. In caseof emergency, a simplified modelmust help clarify process alterna-tives very quickly (Fig. 3).
Discrete simulation systems areable to model complex and con-current production processes inevery required detail and can beinitialized according to the cur-rent status on the shopfloor. Dis-crete simulation systems are pow-erful tools for modeling andvisualizing parallel, non-linearprocesses in a realistic manner.
Augmenting simulation sys-tems are optimization techniques,based on evolution, such as genet-ic algorithms.
Genetic algorithms haveproven to be robust and reason-ably fast in finding good solu-tions, but in industry they are of-ten still regarded as an academicissue. Unjustly so, as they providegood solutions on a wide range ofproblems, can be easily modifiedwith respect to the objectives andconstraints, and the user does nothave to be concerned about theinternal mechanisms. While con-ventional algorithms are limitedto specific types of problems andrequire considerable user knowl-edge of operations research, ge-
netic algorithm may provide goodsolutions to a variety of differentproblem areas along with maxi-mum user support. The coding ofoptimization tasks into genetic in-formation is the key issue whenusing genetic algorithms.
Coding genetic algorithms
To model real-life processes, aflexible optimizing tool must bebuilt up in a modular way. A rela-tionship between the elementsmust be included, to classify typesof arrangement between them.This systematic approach dividestasks into the following:• Combinatorial tasks: each ele-
ment of the alphabet (order) hasto be represented exactly once ineach solution.
• Allocation tasks: each element ofthe definition set is allocated toan element of the allocation set,such as order sizing, resource al-location, etc.
• Selection tasks: a subset of thedefinition set chosen, such as se-lection of orders to be started inthe next period.
Flexible task definition allowscoding of real tasks such as ordersizing, machine and resource allo-cation, order sequencing, etc., or
Fig. 2 Possible structure of schedules
Problem: OptimizedProduction Schedule
Goal: ProducableSchedule, Throughput
Coding of theProblem:
Evaluation:related to the goalsResults:
A: 6500 PointsB: 5000 PointsC: 8000 Points…
Fitness
Selection:considering fitness
ACB…
1 0 0 1120 30 50 90A
Recombination:Mutation, Crossover
+
+
Order
t
Fig. 3 Zones and status of planning
Sequenze A
Slab 1, 2, … (= Coil)
Heat 1, 2, …
Sequenze B
Slab 1, 2, … (= Coil)
Heat 1, 2, …
1 2 n 1 2
H 1 H 2 H 3 H 4 H 1 H 2
1 2 n 1 2
H 1 H 2 H 3 H 4 H 1 H 2
Steelmaking Heating
Steelmaking Heating
Casting
CastingRolling
HeatSteelgrade,Weight,Production route,Losses
SequenceSequence,NumberTolerances,Startup,Time,Losses
StringAssigment,Type of slab,Type of mold,Synchronization
SlabThickness,Width,Adjusment,Running times
CoilType of Rolling Characteristics,Thickness,Width,Wedge,Roll change,Roll warmup
Planning Horizon,State of Units,Restrictions
Coilweight Dimensions Steelgrade Next Unit Open Orders Priority Delivery Date
Orders
CSP Sequence Planning andOptimization
Fig. 1 Planning objects and constraints
Page 5
combinations thereof. This is es-pecially important for optimizingcomplex processes involving sev-eral basic tasks and reflecting real-istic dependencies among them.
The mechanism behind geneticalgorithms
Basically speaking, genetic al-gorithms combine informationexchange between individuals orsolutions with survival-of-the-fittest selection to identify goodindividuals/solutions. Addition-ally, genetic algorithms recognizeand exploit good partial solutionsand base future searches on thesebuilding blocks.
Although there are numerousgenetic operators, the algorithmsfunction quite well even when op-erators are used:• Selection for reproduction using
selection probability accordingto fitness measures.
• Crossover to exchange and re-combine information.
• Mutation to alter individual in-formation to the pool of solu-tions.
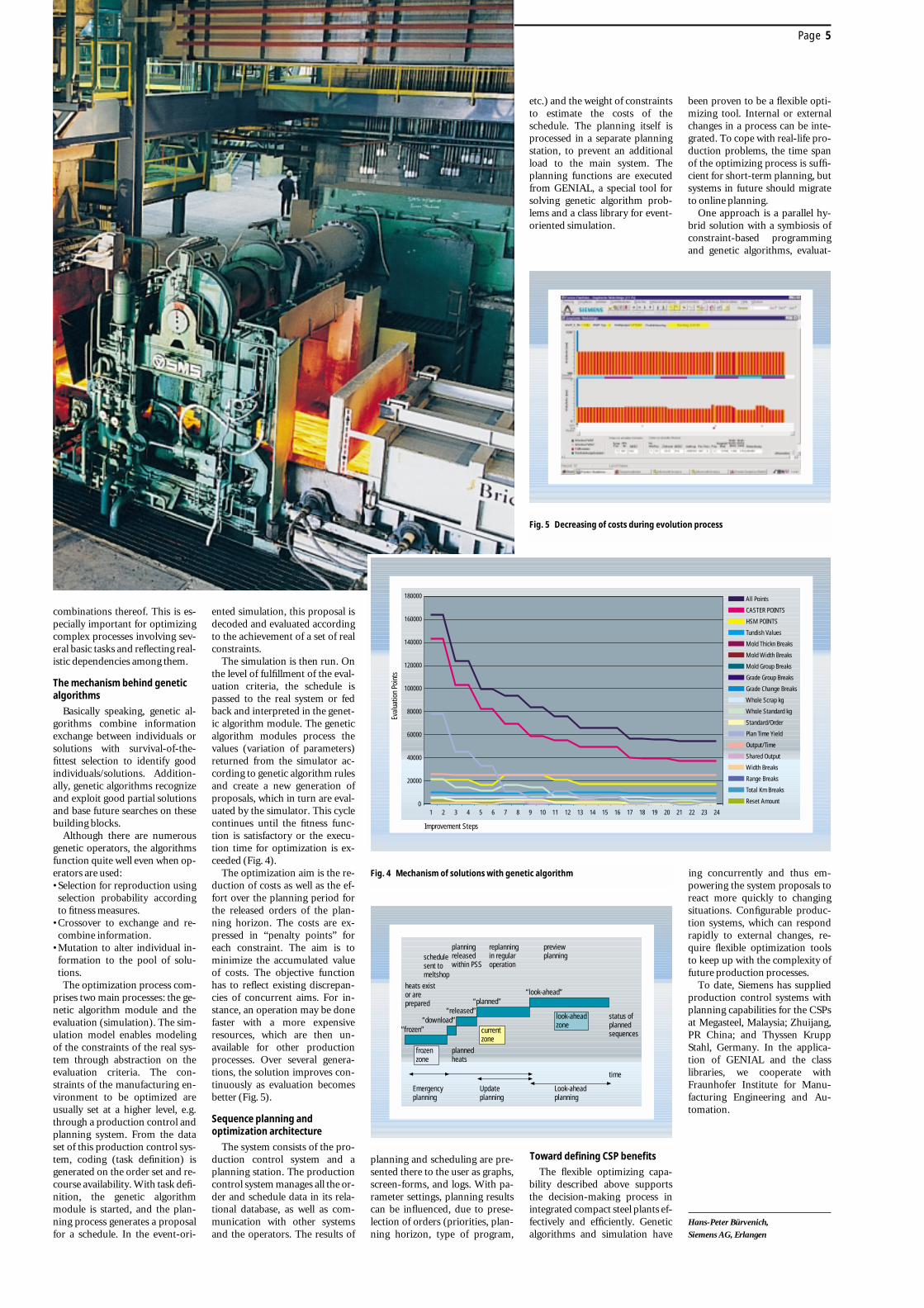
The optimization process com-prises two main processes: the ge-netic algorithm module and theevaluation (simulation). The sim-ulation model enables modelingof the constraints of the real sys-tem through abstraction on theevaluation criteria. The con-straints of the manufacturing en-vironment to be optimized areusually set at a higher level, e.g.through a production control andplanning system. From the dataset of this production control sys-tem, coding (task definition) isgenerated on the order set and re-course availability. With task defi-nition, the genetic algorithmmodule is started, and the plan-ning process generates a proposalfor a schedule. In the event-ori-
ented simulation, this proposal isdecoded and evaluated accordingto the achievement of a set of realconstraints.
The simulation is then run. Onthe level of fulfillment of the eval-uation criteria, the schedule ispassed to the real system or fedback and interpreted in the genet-ic algorithm module. The geneticalgorithm modules process thevalues (variation of parameters)returned from the simulator ac-cording to genetic algorithm rulesand create a new generation ofproposals, which in turn are eval-uated by the simulator. This cyclecontinues until the fitness func-tion is satisfactory or the execu-tion time for optimization is ex-ceeded (Fig. 4).
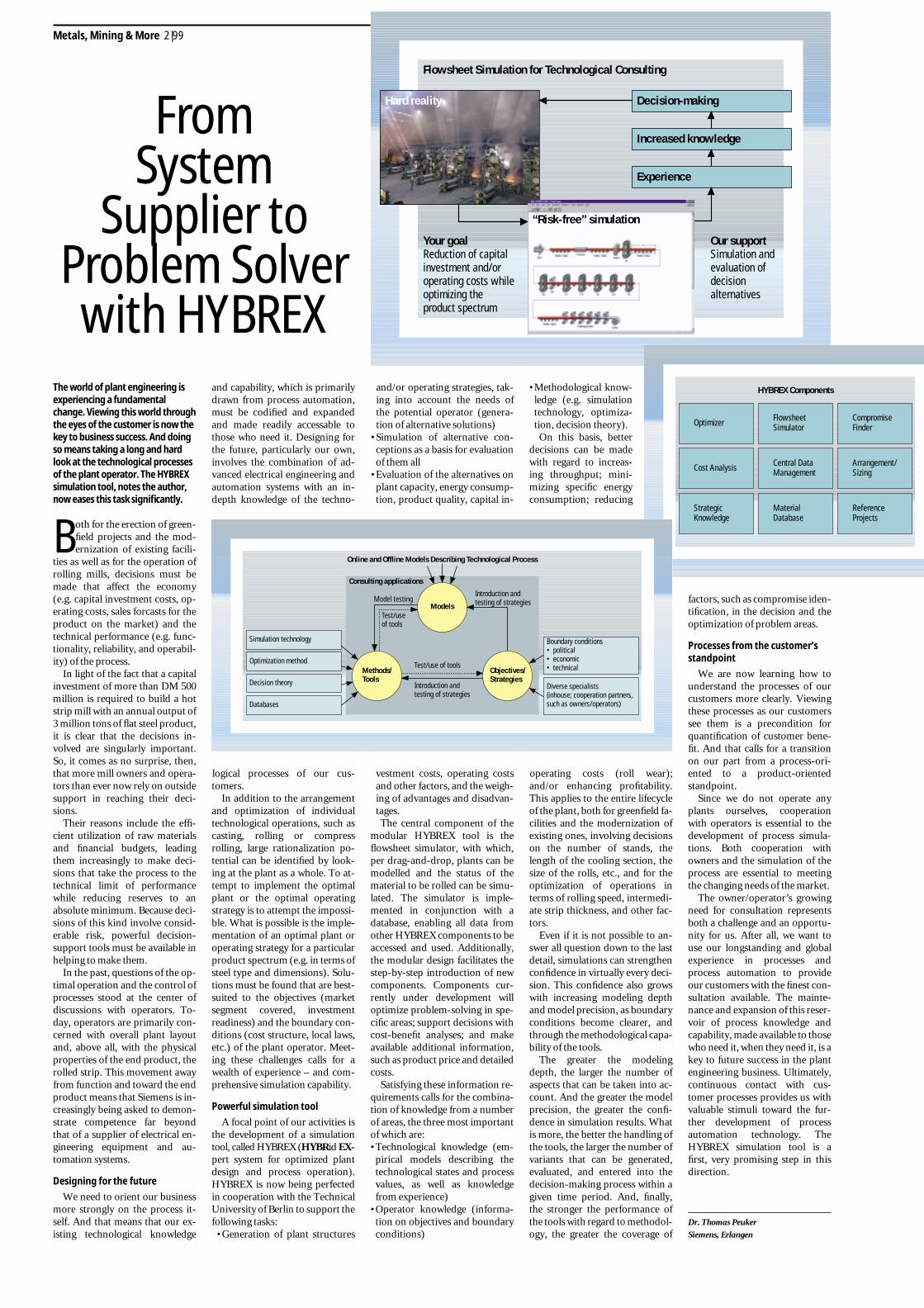
The optimization aim is the re-duction of costs as well as the ef-fort over the planning period forthe released orders of the plan-ning horizon. The costs are ex-pressed in “penalty points” foreach constraint. The aim is tominimize the accumulated valueof costs. The objective functionhas to reflect existing discrepan-cies of concurrent aims. For in-stance, an operation may be donefaster with a more expensiveresources, which are then un-available for other productionprocesses. Over several genera-tions, the solution improves con-tinuously as evaluation becomesbetter (Fig. 5).
Sequence planning andoptimization architecture
The system consists of the pro-duction control system and aplanning station. The productioncontrol system manages all the or-der and schedule data in its rela-tional database, as well as com-munication with other systemsand the operators. The results of
planning and scheduling are pre-sented there to the user as graphs,screen-forms, and logs. With pa-rameter settings, planning resultscan be influenced, due to prese-lection of orders (priorities, plan-ning horizon, type of program,
etc.) and the weight of constraintsto estimate the costs of theschedule. The planning itself isprocessed in a separate planningstation, to prevent an additionalload to the main system. Theplanning functions are executedfrom GENIAL, a special tool forsolving genetic algorithm prob-lems and a class library for event-oriented simulation.
Toward defining CSP benefits
The flexible optimizing capa-bility described above supportsthe decision-making process inintegrated compact steel plants ef-fectively and efficiently. Geneticalgorithms and simulation have
been proven to be a flexible opti-mizing tool. Internal or externalchanges in a process can be inte-grated. To cope with real-life pro-duction problems, the time spanof the optimizing process is suffi-cient for short-term planning, butsystems in future should migrateto online planning.
One approach is a parallel hy-brid solution with a symbiosis ofconstraint-based programmingand genetic algorithms, evaluat-
ing concurrently and thus em-powering the system proposals toreact more quickly to changingsituations. Configurable produc-tion systems, which can respondrapidly to external changes, re-quire flexible optimization toolsto keep up with the complexity offuture production processes.
To date, Siemens has suppliedproduction control systems withplanning capabilities for the CSPsat Megasteel, Malaysia; Zhuijang,PR China; and Thyssen KruppStahl, Germany. In the applica-tion of GENIAL and the classlibraries, we cooperate withFraunhofer Institute for Manu-facturing Engineering and Au-tomation.
Hans-Peter Bürvenich,
Siemens AG, Erlangen
heats existor areprepared
schedulesent tomeltshop
planningreleasedwithin PSS
replanningin regularoperation
previewplanning
“frozen”“download”
“released”“planned”
“look-ahead”
plannedheats
status ofplannedsequences
Emergencyplanning
Updateplanning
Look-aheadplanning
time
frozenzone
currentzone
look-aheadzone
Fig. 4 Mechanism of solutions with genetic algorithm
Fig. 5 Decreasing of costs during evolution process
180000
160000
140000
120000
100000
80000
60000
40000
20000
01 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
All Points
CASTER POINTS
HSM POINTS
Tundish Values
Mold Thickn Breaks
Mold Width Breaks
Mold Group Breaks
Grade Group Breaks
Grade Change Breaks
Whole Scrap kg
Whole Standard kg
Standard/Order
Plan Time Yield
Output/Time
Shared Output
Width Breaks
Range Breaks
Total Km Breaks
Reset Amount
Eval
uatio
n Po
ints
Improvement Steps

be handled by techniques de-signed to correct errors and makecustomer modifications – again,from a remote location.• Warranty/after sales service
This phase involves tasks simi-lar to above, but, typically, withno commissioning specialist on-site. In the future, the advantagesof remote connection to the cus-tomer’s facility will become mostapparent in this monitoringphase. Research cooperationwithTKS Bochum is based on justsuch technical capability.
Despite some risks …
Remote commissioning activi-ties are not without risks, howev-er, which include:• Uncoordinated implementation
of changes
Commissioning activities mustbe discussed in detail prior toaction. Since this is not alwayspossible among widely-separatedspecialists, uncoordinated changescan lead to significant problems.• Poor tool management
Familiarity with engineeringtools sometimes causes specialiststo forget that they are performingcommissioning tasks from a re-mote location. An explosion intelephone costs can be the resultof commissioning sessions thatare not concluded in a disciplinedfashion.• Inattention to current plant
statesTesting and the activation of
changes can only be performedwithin a timeframe determined bythe customer. This state of affairs,however, can elude control if thespecialists in Erlangen do not takethe current plant status into ac-count.
… A host of benefits
Experience gained at TKSBochum shows the benefits of us-ing remote commissioning proce-dures, including:• The “product” developer is the
point of contactThis means that the developer
of the model or software compo-nents can be called on directly tohelp solve problems arising in theplant or process.• Inhouse testing system
Inhouse at Erlangen, the au-tomation system from the plant iscopied onto the test computer,enabling problem situations to berecreated and analyzed. Errorcorrections can then be tested for
Metals, Mining & More 2|99Page 6
Remote commissioning via ISDN inthe basic industries area has beenan established procedure for sev-eral years now. For that reason, thetime has come to re-examine thisaspect of plant engineering and toupdate it with regard to latestdevelopments. The authors providemore details based on a recent pro-ject to automate process control ofthe hot rolling mill at TKS inBochum, Germany.
At the forefront of the TKSproject in Bochum were ob-ject-oriented software de-
velopments (see the article onframeworks in Metals, Mining &More, 4/98), on the one hand, anda shape control and temperaturewear model, on the other. Anoth-er aspect of modernization wasthe HMI, which has been realizedon the basis of the SiiX-IS stan-dard visualization system fromSiemens.
Getting these systems up andrunning involved creating a “vir-tual” team of specialists from anumber of widely-separated loca-tions. Bringing them all togetherat one site, and keeping themthere for the duration of commis-sioning, would have meant unjus-tifiable cost, apart from the factthat the plant site offered no envi-ronment conducive to softwaredevelopment.
Yet, highly-qualified specialistsare needed to analyze model
events, using recorded data fromdiagnostics files. Only in this waycan rolling results be made toachieve the quality specified bythe customer.
A promising solution
The solution to these problemshas been remote commissioning.With it, all lines to customerplants and
systems worldwideare administered from the ISDNCenter of Siemens ATD MP TMDept. in Erlangen.
The status of each line, all activ-ities taking place over these lines,and the services on offer are dis-played for use by the commission-ing team and the project man-agers on the ATD MP TMhomepage.
Security rules apply to all lines,which are protected and adminis-tered using firewall technology.This ensures that every rollingmill or software specialist in Er-langen has access to the status ofthe process and can intervene in acorrective manner whenever nec-essary. In emergency situations,specialists can even dial into thesecure Erlangen node from anylocation worldwide.
Remote commissioning tasks
What follows are some of thetypical commissioning tasks thatcan be handled effectively by re-mote commissioning capability:
• HMI maintenanceDespite close cooperation with
the customer during the designphase, the visualization systemstill needs to be modified andadapted to the needs of the opera-tor(s). This pertains to the config-
uration of the HMI (e.g. messagedisplay), as well as the screenmasks and user dialogs. Sincethese activities are of an irregularnature and can be executed off-site, it has made sense to performthem for the TKS plant from a re-mote location.• Basic commissioning
The commissioning phase itselfcan be divided into sub-phases.During the startup phase, for in-stance, which lasts until the begin-ning of test operation, careful at-tention is paid to the stability ofthe automation system. In addi-tion to activities that can only becarried out by commissioningspecialists onsite, a number oftasks can be conducted more effi-ciently from Erlangen, includingthe testing of the stability andfunctionality of the softwareprocesses and the subordinate op-erating system.• Commissioning optimization
After commissioning has beenperformed, the rolling mill resultsmust still be optimized. This can
New Developments in Remote
Commissioning
effectiveness, prior to being trans-mitted to the customer’s system.• Utilization of rolling pauses and
standstill timeIn coordination with cus-
tomers’ schedules, software up-dates can be transmitted at justthe right time to the target system,without the system operatorneeding to be present (just-in-time updating).• Inclusion of other specialists
Because it is not possible tohave every specialist for each sub-system onsite whenever theymight be needed, remote com-missioning permits a single spe-cialist to maintain several systemsfrom one location (and even dur-ing a business trip), which savestravel time and money.• Consideration of social needs
The availability and perfor-mance of personnel has much todo with their social environment.This condition can be handledvery efficiently using remote com-missioning, which gives special-ists full performance capability infamiliar surroundings, withouttheir having to travel.
Outlook
Finally, after sales services aregaining in importance and are indevelopment for: • Technological updates
New versions of solution mod-ules can be developed based onknowledge gained of which au-tomation system is running atwhat customer site.• ExtraNet
Special security arrangementsmake it possible to link customernetworks to the main ATD MPnetwork at Siemens. This gives thecommissioning specialist onsiteaccess to particular informationlocated in the development cen-ter.• Reflective diagnostic units
Software units analyze givensituations in the process comput-er system or the plant process. Af-ter they have accomplished theirtask onsite, they return to Erlan-gen by themselves and present theinformation they have gained tothe module developer.• Configuration management
The use of configuration man-agement tools simplifies the ad-ministration of versions and vari-ants of an automation solutionenabling the automatic synchro-nization of distributed develop-ment sources (in Erlangen or onthe customer site). Commission-ing specialists are informed whena new version of current moduleshave been developed in Erlangen,and development specialists inErlangen are notified when sys-tem software has been changedonsite (automatic commissioningfeedback).
Apart from the advantages ofthese developments, it is impor-tant to note that their effective-ness extends well beyond theworld of the process computerand right down to the basic au-tomation system on the shop-floor. TKS in Bochum is just oneexample.
Udo Borgmann, Thomas Heimke,
Siemens AG, Erlangen
Detail of TKS
ATD MP Connection TKS (Thyssen Krupp Stahl)
IP number
Router
Bri5IP Number
c-TKSIP number
Server/ClientsIP number
ISDN Tel. no.12345678
Contactpersons
IP addresses/services
Metals, Mining & More 2|99
The world of plant engineering isexperiencing a fundamentalchange. Viewing this world throughthe eyes of the customer is now thekey to business success. And doingso means taking a long and hardlook at the technological processesof the plant operator. The HYBREXsimulation tool, notes the author,now eases this task significantly.
Both for the erection of green-field projects and the mod-ernization of existing facili-
ties as well as for the operation ofrolling mills, decisions must bemade that affect the economy(e.g. capital investment costs, op-erating costs, sales forcasts for theproduct on the market) and thetechnical performance (e.g. func-tionality, reliability, and operabil-ity) of the process.
In light of the fact that a capitalinvestment of more than DM 500million is required to build a hotstrip mill with an annual output of3 million tons of flat steel product,it is clear that the decisions in-volved are singularly important.So, it comes as no surprise, then,that more mill owners and opera-tors than ever now rely on outsidesupport in reaching their deci-sions.
Their reasons include the effi-cient utilization of raw materialsand financial budgets, leadingthem increasingly to make deci-sions that take the process to thetechnical limit of performancewhile reducing reserves to anabsolute minimum. Because deci-sions of this kind involve consid-erable risk, powerful decision-support tools must be available inhelping to make them.
In the past, questions of the op-timal operation and the control ofprocesses stood at the center ofdiscussions with operators. To-day, operators are primarily con-cerned with overall plant layoutand, above all, with the physicalproperties of the end product, therolled strip. This movement awayfrom function and toward the endproduct means that Siemens is in-creasingly being asked to demon-strate competence far beyond that of a supplier of electrical en-gineering equipment and au-tomation systems.
Designing for the future
We need to orient our businessmore strongly on the process it-self. And that means that our ex-isting technological knowledge
and capability, which is primarilydrawn from process automation,must be codified and expandedand made readily accessable tothose who need it. Designing forthe future, particularly our own,involves the combination of ad-vanced electrical engineering andautomation systems with an in-depth knowledge of the techno-
logical processes of our cus-tomers.
In addition to the arrangementand optimization of individualtechnological operations, such ascasting, rolling or compressrolling, large rationalization po-tential can be identified by look-ing at the plant as a whole. To at-tempt to implement the optimalplant or the optimal operatingstrategy is to attempt the impossi-ble. What is possible is the imple-mentation of an optimal plant oroperating strategy for a particularproduct spectrum (e.g. in terms ofsteel type and dimensions). Solu-tions must be found that are best-suited to the objectives (marketsegment covered, investmentreadiness) and the boundary con-ditions (cost structure, local laws,etc.) of the plant operator. Meet-ing these challenges calls for awealth of experience – and com-prehensive simulation capability.
Powerful simulation tool
A focal point of our activities isthe development of a simulationtool, called HYBREX (HYBRid EX-pert system for optimized plantdesign and process operation).HYBREX is now being perfectedin cooperation with the TechnicalUniversity of Berlin to support thefollowing tasks:
• Generation of plant structures
From System
Supplier toProblem Solver
with HYBREXand/or operating strategies, tak-ing into account the needs of the potential operator (genera-tion of alternative solutions)
• Simulation of alternative con-ceptions as a basis for evaluationof them all
• Evaluation of the alternatives onplant capacity, energy consump-tion, product quality, capital in-
vestment costs, operating costsand other factors, and the weigh-ing of advantages and disadvan-tages.
The central component of themodular HYBREX tool is theflowsheet simulator, with which,per drag-and-drop, plants can bemodelled and the status of thematerial to be rolled can be simu-lated. The simulator is imple-mented in conjunction with adatabase, enabling all data fromother HYBREX components to beaccessed and used. Additionally,the modular design facilitates thestep-by-step introduction of newcomponents. Components cur-rently under development willoptimize problem-solving in spe-cific areas; support decisions withcost-benefit analyses; and makeavailable additional information,such as product price and detailedcosts.
Satisfying these information re-quirements calls for the combina-tion of knowledge from a numberof areas, the three most importantof which are:• Technological knowledge (em-
pirical models describing thetechnological states and processvalues, as well as knowledgefrom experience)
• Operator knowledge (informa-tion on objectives and boundaryconditions)
• Methodological know-ledge (e.g. simulationtechnology, optimiza-tion, decision theory).
On this basis, betterdecisions can be madewith regard to increas-ing throughput; mini-mizing specific energyconsumption; reducing
operating costs (roll wear);and/or enhancing profitability.This applies to the entire lifecycleof the plant, both for greenfield fa-cilities and the modernization ofexisting ones, involving decisionson the number of stands, thelength of the cooling section, thesize of the rolls, etc., and for theoptimization of operations interms of rolling speed, intermedi-ate strip thickness, and other fac-tors.
Even if it is not possible to an-swer all question down to the lastdetail, simulations can strengthenconfidence in virtually every deci-sion. This confidence also growswith increasing modeling depthand model precision, as boundaryconditions become clearer, andthrough the methodological capa-bility of the tools.
The greater the modelingdepth, the larger the number ofaspects that can be taken into ac-count. And the greater the modelprecision, the greater the confi-dence in simulation results. Whatis more, the better the handling ofthe tools, the larger the number ofvariants that can be generated,evaluated, and entered into thedecision-making process within agiven time period. And, finally,the stronger the performance ofthe tools with regard to methodol-ogy, the greater the coverage of
factors, such as compromise iden-tification, in the decision and theoptimization of problem areas.
Processes from the customer’sstandpoint
We are now learning how tounderstand the processes of ourcustomers more clearly. Viewingthese processes as our customerssee them is a precondition forquantification of customer bene-fit. And that calls for a transitionon our part from a process-ori-ented to a product-orientedstandpoint.
Since we do not operate anyplants ourselves, cooperationwith operators is essential to thedevelopment of process simula-tions. Both cooperation withowners and the simulation of theprocess are essential to meetingthe changing needs of the market.
The owner/operator’s growingneed for consultation representsboth a challenge and an opportu-nity for us. After all, we want touse our longstanding and globalexperience in processes andprocess automation to provideour customers with the finest con-sultation available. The mainte-nance and expansion of this reser-voir of process knowledge andcapability, made available to thosewho need it, when they need it, is akey to future success in the plantengineering business. Ultimately,continuous contact with cus-tomer processes provides us withvaluable stimuli toward the fur-ther development of processautomation technology. The HYBREX simulation tool is a first, very promising step in thisdirection.
Dr. Thomas Peuker
Siemens, Erlangen
Experience
Flowsheet Simulation for Technological Consulting
Your goalReduction of capitalinvestment and/oroperating costs whileoptimizing theproduct spectrum
Our supportSimulation andevaluation ofdecisionalternatives
Hard reality Decision-making
Increased knowledge
“Risk-free” simulation
Cost Analysis Central DataManagement
Arrangement/Sizing
ReferenceProjects
MaterialDatabase
StrategicKnowledge
HYBREX Components
Optimizer FlowsheetSimulator
CompromiseFinder
Online and Offline Models Describing Technological Process
Consulting applications
Model testing
Introduction andtesting of strategies
Test/use of tools
Test/useof tools
Introduction andtesting of strategies
Objectives/Strategies
Models
Methods/Tools
Simulation technology
Optimization method
Decision theory
Databases
Diverse specialists(inhouse; cooperation partners,such as owners/operators)
Boundary conditions• political• economic• technical

speed changes and changes of theprocess parameters. That leads tocoating thickness fluctuations,which translate into problems inquality and resulting in coatingmaterial wastage. To overcomethese problems a neural networkbased controller was developed.Based on the neural network, thenew system optimizes itself bydrawing the correct conclusionsalmost instantaneously from thereal-time operating data. En-abling production to be run safelyat lower limit of permissible coat-ing values with a significant quali-ty improvement through unifor-mity of the coating layer.”
“Use of MV Switchgear withVacuum Circuit Breaker forHighly Reliable Power Supply ofElectric Arc Furnaces”
Dr. Michael Baatz, Siemens AG,ErlangenLi Jun, Joachim Schlichtig,Siemens Advanced Engineering,Singapore
“Electric Arc Furnace (EAF)duty imposes very special de-mands on the circuit breakerswhich perform the switching ofhigh power furnace transformers.Up to one hundred full-loadswitching operations per day arenormal for arc furnace applica-tions and must be carried outwithout dangerous switchingovervoltages and excessive wearof the operating mechanisms.
Siemens furnace switchgear of-fers a wide range of customer ben-efits, such as:• Individually designed surge pro-
tection, safety devices and vacu-um tube monitoring devices forhighest reliability.
• Field proven Siemens vacuumcircuit breakers (up to 36 kV,2500 A, 40 kA) with long life (upto 120,000 operating cycles) andlow maintenance.”
Industrial Projects and Technical Serviceshttp://www.atd.siemens.de
c Please send me the Saldanha Reprint E10001-T105-A5-X-7600
c Please send me the LAUBAG Reprint E10001-T105-A7-X-7600
c Please send me the “Rollling Mills and Processing Lines” CD ROM E10001-T151-Y1-X-7600
c Add my name to the newsletter mailing list:
Name
Function
Company
Country
Address
Telephone
Fax
To: Siemens AG, Info-Service, ANL Z 0083 Fax + 49 911 978 33 21
Te l e f a x c o u p o n – r e q u e s t y o u r s u b s c r i p t i o n t o d a y !
Siemens Aktiengesellschaft Order No.: E10001-T105-A11-X-7600Dispo No.: 21660 SEK 21763Printed in Germany11U1850 T105910315 69910.
Head OfficeSiemens AktiengesellschaftIndustrial Projects and Technical Services GroupATD MPErlangen, GermanyContact: Helga DrenhausTel.: +49 91 31 74 32 04Fax: +49 91 31 72 93 [email protected]
RSC Southeast AsiaSiemens Advanced Engineering Pte. Ltd.Metals & Paper Industry Div; ATD MPSingapore, Rep. of SingaporeContact: Joachim SchlichtigTel.: +65 7 40 77 56Fax: +65 7 40 71 [email protected]/atdmp
RHQ NAFTA CountriesSiemens Energy & Automation, Inc.Industrial Systems Division100 Technology Dr.Alpharetta, GA. 30005, USAContact: Vanessa BachmanTel.: +1 770-740-34 21Fax: +1 770-740-34 [email protected]
RHQ IndiaSiemens Ltd.Industrial Projects DivisionMumbai, IndiaContact: Mr. NarulaTel.: +9 12 27 56 28 32Fax: +9 12 27 57 70 [email protected]
RHQ Brazil Siemens Ltda.Soluções Tecnológicas IntegradasSão Paulo, BrazilContact: Arturo LobatoTel.: +55 11 39 08-27 96Fax: +55 11 39 08-25 [email protected]
Siemens Ltd.ATD MPBeijing, PR ChinaContact: Robert WagnerTel.: +86 10 64 36 18 88 ext. 60 90Fax: +86 10 64 33 71 [email protected]/china
Siemens Ltd.ATD DivisionJohannesburg, RSAContact: Jacobus SmitTel.: +27 11 652 24 60Fax: +27 11 652 20 [email protected]
Siemens Ltd.Industrial Projects and Technical ServicesSydney, AustraliaContact: Tony HandakasTel.: +61 (02) 94 915122Fax: +61 (02) 94 9155 [email protected]
RHQ = Regional Head QuarterRSC = Regional Support Center
If the address shown on yourmailing label is incorrect, pleasemail or fax us a corrected copy ofthe form below. If you wish to beadded to our subscription list,please fill in and return thesubscription form. Requests for
additional information on anysubject covered in the newsletterare handled by the nearest Siemensoffice – please refer to theaddresses on the right. Reader’scomments are always welcome andshould be addressed to the editors.
Siemens AGMetals & Mining NewsletterATD BK W, P.O. Box 324091050 Erlangen, Germany
To be eligible for a free subscription, the coupon must be filled in completely
R e a d e r S e r v i c e C o n t a c t A d d r e s s e s M e t a l s & M i n i n g D i v i s i o n
Modern Times
Metals, Mining & More 2|99Page 8
Once again, Siemens demonstrateda major presence at the SEAISI(South East Asia Iron and Steel Insti-tute) Conference, held May 10 –12,1999 in Kenting, Taiwan.
The main objective of Siemensparticipation in the confer-ence was to promote compa-
ny activities and capabilities to themetal industry players in the Asia-Pacific region. Some 250 confer-ence participants expressed avidinterest by visiting the Siemensbooth, where topics includedSiemens advanced neural net-work application for galvanizinglines.
A total of 75 papers were pre-sented at the technical sessions,with Siemens Advanced Engi-neering, Singapore contributingthree papers reflecting the maintheme of this year’s conference:“High Value-Added Steel Prod-ucts and Related Technologies.”The papers covered the followingsubject matter:
“New Developments in ProcessAutomation for Bar & Wire RodMills”
Guenther Reich, Siemens AG,Erlangen V. S. Kumar, Siemens AdvancedEngineering, Singapore
“A new process control systemhas recently been developedwhich embodies the “Totally Inte-grated Automation” concept ofUniformity, Productivity & OpenSystems. This system is employedin the Shijiazhuang ContinuousSmall Section Project in China,which will be operational by theend of March 2000. The ultimateaim is to increase productivity bysimplifying operator controls andto reduce downtime by the well-targeted application of serviceand maintenance tools.”
“Neural Networks in Hot Dip Galvanizing Lines”
Chia Gek Wah, Boris Weber,Siemens Advanced Engineering,Singapore W. Schlechter, Siemens AG,Erlangen
“Manufacturers of hot-dip gal-vanized steel strip must pay care-ful attention to the coating valuesin order to maintain quality. Basiccontrol concepts of the coatingthickness are based in large parton conventional list models,which have the major shortcom-ing that they take inadequate ac-count of deadtime intervals, strip
Siemens at theSEAISI 1999 Taiwan
Conference The Industrial Systems Divi-sion of Siemens Energy &Automation has signed an
agreement with Stelco McMas-ter Ltée of Contrecoeur, Que-bec/Canada to supply all of thedrive and automation equip-ment for its new 16-stand steelbar mill.
The contract calls for Siemensto supply and commission itsAC SIMOVERT MASTER-DRIVES technology with induc-tion motors for 12 of the millstands and three shears. Four ex-isting DC drives will be used topower the first four mill stands
while Siemens’ latest SIMATICPCS7 process control hardwareand related software will controlthe production process in therolling mill. Scheduled for com-pletion by Siemens in two phas-es by June 2000, the project willenable Stelco McMaster to ex-pand its product range.
Part of Stelco Inc., Canada’slargest steel producer, StelcoMcMaster Ltée produces billets,merchant bars, and special qual-ity products that include flatspring steel for the automotiveindustry.
Siemens to Modernize StelcoMcMaster Bar Mill in Canada