metalwrking fluid additives for 240 62infohouse.p2ric.org/ref/30/29062.pdf · metalwrking fluid...
TRANSCRIPT
240 62 .PbF METALWRKING FLUID ADDITIVES FOR W E MINIWIZATION
PRESENTED AT:
SPONSORED BY:
i Jean C. Childers ’ Director of Marketing C1 imax Performance Materials Corporation
Sumnit, IL
Metal work i ng F 1 u i ds (I March 12-14, 1991 Dearborn, MI
The Society o f Manufacturing Engineers Courses and Cl inics Department One SME Drive, P.O. Box 930 Dearborn, MI 48121-0930 Phone: (313) 271-1500 FAX: (313) 271-2861

METALWORKING FLUID 'ADDITIVES
FOR
WASTE
MINIMIZATION ''
\
BY Jean C. Childers (Member, STLE)
Climax Performance Materials Corp. Summit, Illinois
and ShuJen Huang and Michael Romba
Nalco Chemical Company Napenlille, Illinois s INTRODUCTION
Waste disposal of metalworking fluids is a major issue confronting the metalworking industry. Rising costs of waste disposal and environmental concems arc forcing fluid u x r s to choose products for their casc of disposal. In addition. metalworking fluids that provide long tank life through product stabiliry and f l u d maintenance can d u c e the frequency of disposal. For many users. wasre disposal is the key criterion for fluid evaluation. The idea is simple: the less waste produced. the less disposal required.
TERMS 'Ihe requirements on effluenr waurs are based
on easc of separation and degradation of chemical additives in metalworking fluids. The following descnbes the paramcters checkd and the significancc of each.
Biochemical Oxygen Demand (BOD) This standard can estimatc the dcgree of
contamination in an industnal water supply BOD is a test that determines the oxyien
degradation of organic matcrial fcartmnaceousl and inorganic matcrials like sulfides and ferrous iron. It may also measure the oxygen used to oxidize reduced forms of nitrogen unless this is prevented by an inhibitor . ( I ) . BOD is imponant because high values lead to oxygen depletion which leads to fish kills in rivers and lakes. The BOD value is dependent on tunc over which a t a t is run.
Chemical Oxygen Demand (COO) COD is a measure of the oxygen equivalent
from strong chemical oxidants that can degrade organic material ( I ) . The COD valuc is independent of timc. One sample gives onc result. Chromate and sulfuric acid systems are used to oxidize the carbon and hydrogen in organic additives. Nitrogen in alkanolamines and inhibitors arc not oxidizablc. This value does not correlate with the BOD valuc since i t
doesn't differentiair stable from unstable organic matter.
The ratio of BOD to COD IS oftcn uscd as an indcx of waste disposability. whcre a high B0D:COD raiio is drsircd.

fcmruuud fm prruouc paw)
Fats, Oils, and Grease (FOG) For most citics. then should be no floatable grease of any origin.
Solid gruses can cause obstruction to the flow in sewen. Thedore. all floatable grease should bc eliminated. Other oils. fats. or fatty acids whether emulsified or not. in excess of on the average 150 mg./l.. detected by f m n extraction. arc prohibited. Mined oils and other nondegradable hydrocarbons are the source of the problem. Vegetable oils and animal fats are degradable in waste tmtment facilities. However, they arc regulated beuuse excess amounts could overload the seed-bacteria degradation system, solidify or become viscous. thus interfering with the WaSfe water system. The f m n extT;Lction 1#t will solubilize m y othtr organic additives. making low FOG requirements diScu1t to achieve.
Total Suspended Solids (TSS)
can bc filtcted. It is not a total chemical solids measure.
GEOGRAPHICAL REQUJAEMENTS Mawfaauring facilities that use cfiemicals such as metalworking
fluids. cleylas. cooling water. and paint booth floceulaMs ultimately discharge these solutions to their local Smer with or without aeaanenttoremovethcmrJls ' .Eachfaciiitymustcomplywithlocal ordinances as well as state and federal E.P.A. requirements regarding the quality of water discharged to the sewer. If the user d i e s directly to a warenway. the requirements arc much stricter. This is ne~essary to pmtect the envimment as well as the pbl i ' s health and safety.
The local regulation is to prevent introduction of pollutants into thewasrewarasyslan~hwiUeitherinrerferrwiththearaanent system (P.O.T.W.) or pose a hazard to the health and weltarr of the public. Themundpll requirrmenrsvary basedon thecapabiii of the treatment system and in EPA stMdvds set for the municipalii. Figurr 1 SUmmarizeJ the dwharge require". Each municipal area has specifx requirmrents for pH and FOG. (fatt. oils. and grease). Generally. a pH in the range of 5-10 units is required while the FOG values average round I50 ppm. Detroit is unusual with their <2000 ppm maximum level. However. hey have a surcharge for any FOG over 100 ppm. Conversely, a UMUer city likc Trenton. Michigan requires <25 ppm FOG. There are special nquirrmmts for each area. Detroit requires <500 ppm
TSS is the did floating or dispersed maurial in the effluent which
- C I T Y Chicago Cincinnati Cleveland Dallas Detroit Indianapolis b s Angela Miami Milwaukee Minneapolis Newark New York Pittsburgh St. Louis
FIG. 1
GEOGRAPHICAL WATER DISCHARGE REQUIREMENTS
PH 5-10 6-10 5-10 5.5-10.5 5-10 5-10 5.5- I 1 5.5-9.5 5.5 5-10 5-10.5 5-9.5 5-10 5.5-10.5
Max PPM FOG (Fats. Oils. G r e w ) 250 50. 250 100 2000 200 600 100 100' 100 100 50+ 200 100
*Non-dcgradahlc hydrocarbons vegetable & animal fats higher
3%
phosphorous. There are no limits on BOD. TSS or COD in m n y major Publicly Owned Trcatmcnt Works (P.O.T.W.). However. through property taxes and surcharges. the user pays s sewengc commission to process their water. The higher the organic yrd -?lids loading, the higher the user's surcharge. Users are assessed based on t o d volume, BOD, TSS and nitrogen content. Other pollutants often limited arc various metals. phenols. and halogenated organics. The temperature of the effluent should not exceed HOOF for most P.0.T.W.s. Each user industry m y have special rcquirements and restrictions for disposal of their effluent based on SIC (Standard Industry Classification) code.
WASTE TREATABILITY OF ADDITIVES The primary emphasis in minimization of waste from
metalworking fluids is in formulating fluids with additives that arc easy to waste treat by most systems. This study focused on thirty-one of the most pnvalently used
additives in the metalworking fluids indusay (Appendu I ) . Although there an many variations on similar chemistries supplied to compoundcrs. only one of each type was evaluated. The followhg emulsifiers, lubricants, and corrosion inhibitors
were evaluated by a waste treatment chemical company for their relative waste treatability:
Emulsifiers Natural Sodium Sulfonate MW-470. Synthetic Sodium Sulfonate MW-475. Sulfonate Bax. Alkyl Sulfamido Carboxylic Acid Salt. Ocryl Phenol Ethoxylate HLB 10.4. Nonyl Phcnol Ethoxylate HLB 13.4. Alkali Fatry Acid Soap. 2:1 DEA Tall Oil Fatty Acid Alkanolamide. 2:1 DEA Lard Oil Alkanolamide, Soaped. Glycerol Monooleate. Sorbitan Monooleate.
Corrosion Jnhlbi ton Triethanolamine. Alcohol Amines. Monoerhanolamine Bocate Ester. Amine Diciarboxylate Salt. Aryl Sulfamido Carboxylic Acid. Alkyl Amido Carboxylic Acid. Calcium SulfonatelAdditive Blend.
Lubricants Inverse soluble Ester.- Complex Polymeric Fatty Acid. Sulfated Castor Oil. Block Polymer of Ethylene Diamine. Block Polymer of EO & PO. Revem Block Polymer of PO & EO. Random Polyalkylene Glycol. Acid Grafted Polyalkylene Glycol Salt. Phosphate Ester (Low Phenol). Phosphate Ester (Ethoxylated Alcohol). phosphate Ester (Ethoxylated Phenol). Amphoteric Carboxylate Salt. Imidazoline.
TES? PROCEDURE All additives were tested at a concentration of lo00 ppm in an
oily waste emulsion. This emulsion is a typical representation of the waste s~ream before treatment in an automotive plant. It's a combination of oils. cleaners. hydraulic fluids. and surfaclants ddulcd to So00 ppm. Conventiodly large mcuiworlung fluid uxrs tmIK their fluids either by xdalum split or by charge neutralization with polyelectrolytes. This test prognm used the polyelectrolyte method because it produces less sludge and is more cost cffcaive.
The chemical treatment consisted oi a cationic coagulant (Appedk 3. caustic. dum. and an anionic tlocculmi ' ( A p p e d u
I I i 1 s 1 I I I 1 1 5 I E a II 1
- c

2). The optimum dosage of the coagulant was determined by jar testing each additive with varying dosages until optimum clarity was obtained. The alum, caustic. and flocculant levels were held constant at typical use levels.
Figure 2 shows the TEA neutralized acid grafted polyalkylene glycol. This additive gave excellent clarity at the same treatment level as the emulsion and has a very wide "window" of effective clarity. This molls waste treatment engineers can use a wide range of chemical tieatment. There is more tolerance for application variation. The multing water was then tested for residual ch&& in solution. In this case, although the dosage rating and turbidity rating are excellent. the COD tested high because this very water soluble lubricant was not split out of solution. Figure 3 shows an Wi fatty acid soap with good clarity after m c n t but at a slightly higher treatment rate requirement of coagulant.
6 5
Rating Alum Dosage = 150ppm I 1
\ .... \, I
-0 50 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 ppm Nalco 7722
..e.-. Additive t Control -Control Emulsion
6=No Activit I 5=Slight Activit 4=Ver Clou~y.3Cloud .2=Sligkly Cloudy l=Slight Haze, O=Crysta! Clear
FIG. 2 - Waste Treatability Study loo0 ppm. TEA/Acid Grafted Polyalkylene Glycol.
Rating Alum Dosage = i50ppm t I
"0 50 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 ppm Naico 7722
.----. Additive t Control - Control Emulsion
6=No Activit , 5=Siight Activit 4=Ver Clouly.3=Cloud .2=Sl&ly Cloudy l=SIig)lt Haze, O=Crystd Clear
I FIG. 3 - Waste Treatability Study loo0 ppm. Potassium Soap.
,Rating . Alum Oosage = 150mm
Y
5 4 3 2 1.
F;t 1 . . . . .. ..-e. I
\ I 1
-
\ I I 1
I I I
ppm Nalco 7722
.---+- Additive t Control - Control Emulsion 6=No Activit , 5=Slight Pctivit 44er Cloud;.3=~k1ud Slighii y Cloudy l=SligKt Haze, O=Crysh%ear
FIG. 4 - Wane Treatability Study lo00 ppm. Inverse !hluble Euer.
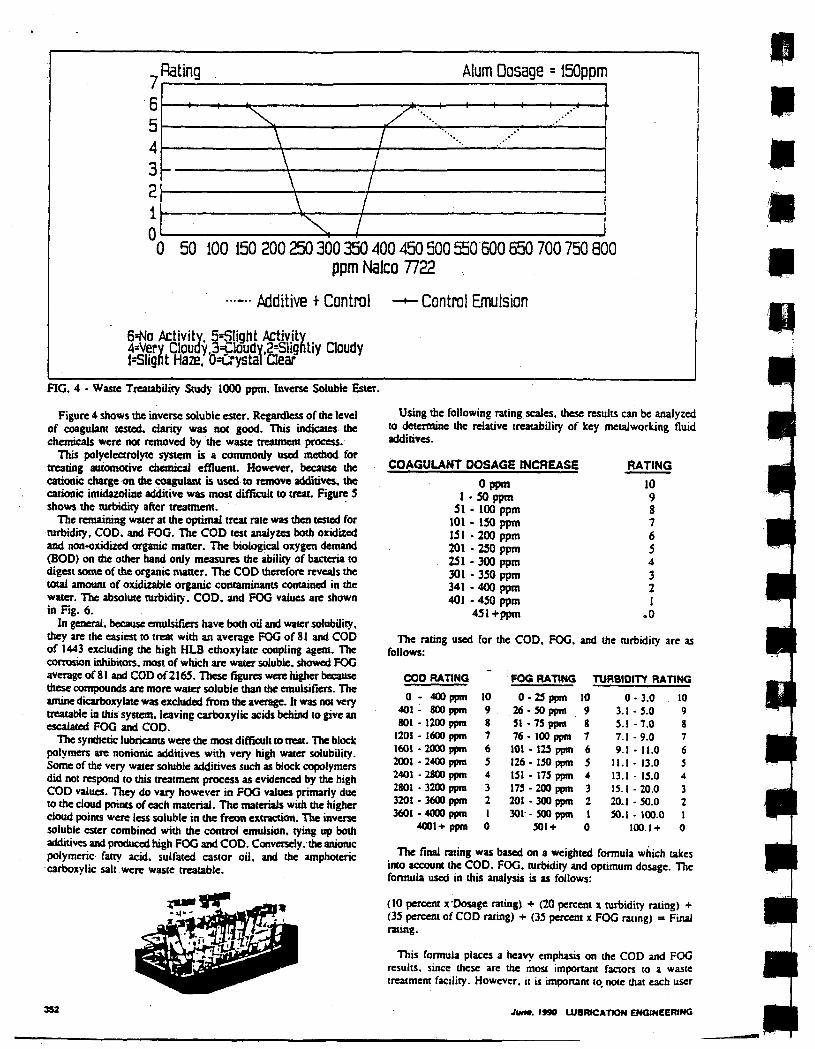
Figure 4 shows the inverse soluble ester. Regardless of the level of coagulvn tested. clarity was not good. This indicates the chemicals were not removed by the waste treaMKnt process.
This polyelectrolyte system is a commonly used mahad for treating auiomocive chemical effluent. However, becwse the cationic charge on the coagulant is u 4 . w remove additives. the cationic imidazoline additive was most difficult to treat. Figure 5 shows the turbidity after trcamunt.
The remaining water at the 0ptimal.tnat rate was then tested for turbidity. COD, and FOG. The COD test analyzes borh oxidized and non-oxidizcd organic m a r . The biological oxygen demand (BOD) on che other hand only measures the ability of h e r i a to digest some of the organic nuner. The COD therefore reveals the maI amount of oxidizable organic contaminants contained in he water. Thc absolute turbidity. COD. and FOG values are shown in Fig. 6.
In g d . because emulsifiers have M oil and waur solubility. they are the easiest to tmt with an avenge FOG of 81 and COD of 1443 excluding the high HLB cthoxylate coupling agent. The a m i o n inhibitors. most of which am water soluble. showed FOG avmge of 8 1 and COD of 2165. Thcx figunx wm higher becausc these compounds arc more water soluble than the emulsifiers. The amine dicarboxylatc was excluded f” thc average. It was IK# very treatable in this s y m . leaving carboxylic acids M i n d to give an escalated FOG and COD. The synthetic lubricants were the most difficult 10 ma. TRC block
polymers am nonionic additives with very high water solubility. Some of the very water soluble additives such as block copolymers did not respond to this treatment process as evidenced by the high COD values. They do vary however in FOG values primarly due 10 the cloud points of each material. The maurials with the higher cloud points were less soluble in he froon e x d o n . The inverse soluble ester combined with the control emulsion. tying up lmh additives and produced high FOG and COD. Conwrse1y:the anionic polymeric f a g acid. sulfated castor oil. and the amphoteric -carboxylic sa11 .were waae treatable.
Using the following rating scales. these results can be analyzed to detcnninc the relative tieatability of key metalworking fluid additives.
COAGULANT DOSAGE INCREASE RATING
0 w m 1-Mppm
51 - 100 ppm 101 - 150 ppm 151 - 200 ppm
251 - 300 ppm MI - 350 ppm 341 - 400 ppm 401 - 450 ppm
451 +ppm
201 - 250 ppm
10 9 8 7 6 5 4 3 2 1
-0
The rating used for the COD. FOG. and the mrbidity are as follows:
- COO RATING FOG RATiNG TURBIDITY RATlNG
0 - u l o p p n 401- 800ppm 801 - l200ppn
1201 - la0 ppn 1601 - 2000 ppm 2001 - 2400 ppn 2401 - 2800 ppn
Mol -uw)opPm u l o I + ppn
2801 - 3200 p ~ m 3201 - 3600 p ~ m
10 9 8 7 6 5 4 3 2 I 0
0-2SpPm IO 0 - 3.0 10 2 6 - 5 0 ~ 9 3.1-5.0 9 J1-7Sppn 8 S . l -7 .0 8 76- 100 p ~ n 7 7.1 - 9.0 7 101 - 125 p ~ m 6 9.1 - 11.0 6 126- I 5 0 p p ~ 5 11.1 - 13.0 5 151 - 175 p ~ m 4 13.1 - 15.0 4 175 - 200 p ~ m 3 15.1 - 20.0 3 201 -3OOppn 2 20.1 -50.0 2 3ol-uK)ppn I 50.1-100.0 1
mi+ o 5ol+ 0
The final rating was bascd on a weighted formula which takes into account the COD. FOG. Nrbidity and optimum dosage. The formula used in this analysis is as follows:
(IO per~mt x l h a g e rating) + (20 percent x turbidity rating) + (35 pexmt of COD rating) + (35 pexem x FOG rating) = Final mmg.
This formula places a heavy emphasis on the COD and FOG mults. smce these are the most ~mpoonant factors to a w a l e treatment facility. However. i t is imponant 10- note h t each user
’ - ‘ 1
- 1

I I I E I I I I
I i
I 1
4 3 .
.. ..
\ I I If \ I / 0' \ I 1 0 50 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800
ppm Nalco 7722
e- - - - - Additive + Control - Control Emulsion 6=No Pctivit , F l i g h t Activeit 44er ClouJy,3=%ud .2=Slig~tly Cloudy l=SligKt Haze. 0q.ysd Clear
FIG. 5 - Waste Treatability Study lo00 ppm. Imidarolk.
ADDITIVES
Control PPm
Emulsifiers Natural Sodium Sulfonate Synthetic Sodium Sulfonate Sulfonate Base Alkyl Sulfamido Carboxylic Salt Oayl Phenol Erhoxyiare 10.4 Nonyl Phenol Ethoxylate 13.4 Alkali Facry Acid Soap 2:1 DEA Fatty Acid Amide 2:1 DEA Fatty Amide Glycerol Monooleate Sorbitan Monooleate
Corrosion Inhibitors Triethulolunine Alcohol Amines Amine Borate Amine Dicarboxylate Arylsulfarmdo Carboxylic Acid Alkyl Amido Carboxylic Acid Calcium SulfonatelBlend
Lubricants Invenc Soluble Ester Complexed Polymeric Fany Acid Sulfated Castor Oil BlockCopolrmerEthy IeneDiamine Block Copolymer Reverse Block Copolymer Random Polyalkylene Glycol TEAIAcid Grafted Poly Glycol Phosphate Ester-Law Phenol Phosphate Ester (Alcohol) Phosphate Ester (Phenol) Amphotenc Carboxylic Salt Imtdazoline
FIG. 6
TREATMENT AFI'ER TREATMENT Coagulcnc ppm Turbidity N.T.U. FOG ppm COD ppm 300 2.75 10 694
750 500 500 700 Mo 350 400 450 550 300 350
350 300 350 300 300 300 350
550 450 600 300 350 350 350 300 350 400 300 450 300
5.20 11.00 3.70 3.50 4.95
390.00 3.50 14.00 6.00 5.40 3.30
- 4.70 7.30 3.30 5.20 3.90 5.60 5.90
260.00 7.20 3.60 2.20 2.70 2.90 4.20 2.60 5.45 20.00 12.00 3.00
lOoO+
48 67 160 55 100 256 83 28 93 10 1 72
64 88 75
1175 99 100 60
224 140 103 104 98 532 720 104 73 108 68 66
2290
1149 1009 1754 1243 I265 61 15 1642 1834 1921 1336 1279
3024 2030 2377 2413 2408 1684 1222
4742 1397 1284 3039 34 54 3434 3294 3202 2805 2335 2782 1248 . 5208

Additive Control - Emulsifiers N a n d Sodium Sulfonate Synthetic Sodium Sulfonate Sulfonate Base Alkyl Sulfamido Carboxylic Salt Ocryl Phenol Ethoxylate 10.4 Nonyl Phenol Ethoxylate 13.4 M i Facry Acid Soap 2:1 DEA Fatty Acid Amide 2:1 DEA Faay Amide Glycerol Monooleate Sorbitan Monooleate
Corrosion Inhibitors Tricthanolaa~ine Alcohol Amines A" Borate Amine Dicarboxylate Aryl Sulfamido Carboxylic Acid Akyl AmiQ Carboxylic Acid Calcium SulfoWBlend
Lubricaacs Inverse Soluble Ester Complexcd Polymeric Fatty Acid Sulfated Castor Oil Block Copolymer (Ethylene Diamine) Block Copolymer Reverse Blodt Copolymer Random Polyakylenc Glycol TEA/Acid G r a W Poly Glycol
Phosphate Estcr (Alcohol) Phosphate Ester (Phenol) Amphoteric Carboxylic Salt lmidpzoliw
Phosphate Ester - Low Phenol
Dosage Increase Rating 10
1 6 6 2 6 9 8 7 5
10 9
9 10 9 10 10 10 9
5 7 4 10 9 9 9 10 9 8 10 7
10
__-
FIG. 7
Turbidity Rating 10
8 6 9 9 9 0 9 4 8 8 9
9 7 9 8 9 8 8
0 7 9
10 10 10 9 10 8 3 5
10 0
FOG Rating 10
9 8 4 8 7 2 7 IO 7 6 8
8 7 8 0 7 7 8
2 5 6 6 3 0 0 6 8 6 8
0 a
COD Rating 9
8 8 6 7 7 0 . 6 6 6 7 7
3 5 5 4 4 6 7
0 9 7 3 2 2 2 2 3 5 4 7 0
-
Final Rating 9.65 - 7.65 7.40 5.90
7.30 1.60 7.15 7.10 6.65 7.15 7.95
i.25
6.55 6.60 7.2s - 4.00 6.65 - 7.15 7.75
1.20 6.30 6.75 6.15 4.65 3.60 3.40 5.80 6.35 5.25 6.20 7.95 1 .oo
h a s J p d f i c p r i a i t i c s ~ O a 9 ~ s y s t a n p a d ~ t y
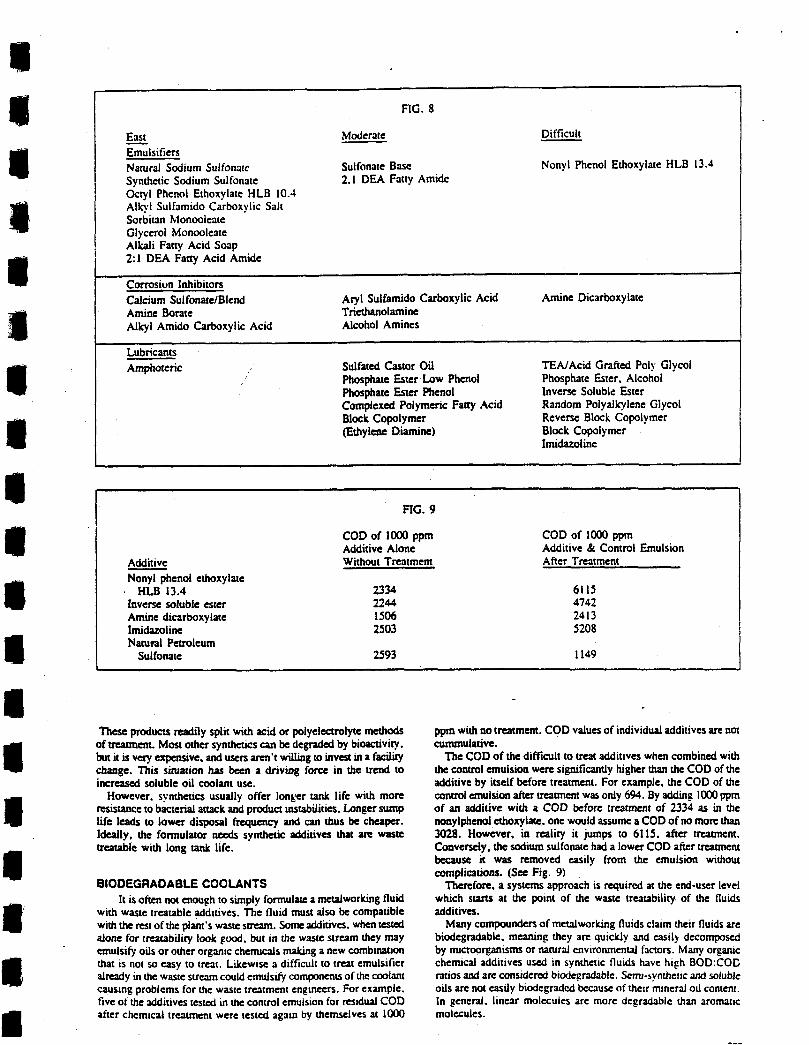
be viewed in general tams of 1) eary to a0121 modcrateaarmcnt
requirrmenu. Figm 7 shows the additives with their waste trear" values rated. These ratings arc not absolute and should
and 3) difficult to treat as shown in Fig. 8. Othcr additives conventionally used in d w o r k i n g fluids exist
but wen not tested. These include glycol ethers. oil soluble lubricants. biocides. and fungicides.
It is common )sowledge that g l y d ahen usad ascarpling agents in soluble oils and scmi-synthetics M not very treatable. Again. their e ~ " e water solubility and capacity for pllling in other additives into the water phase makes them "undesirable" in this waste treatment system. Oil soluble lubricant additives like chlorinated paraffin and lard
oils werc also not tested. It was assumed thap since they have no water solubility. they would be crearable as long as the emulsifier system is trearable in the metalworking fluid.
Biocides and fungicides hinder the decomposition of a fluid by killing the bacteria that biodegrades the chemicals. Thercforc. if the fluid is to k tested for waste treatability, biocides should be removed. In actual use, a biocide usually will be consumed prior to disposal. and. due to rhe dilution factor in the total effluent of the plant. the efficacy of the biocde is negligible.
The diluaoa factor of a fluid in the entire waste treatment stream for a plant should be considered when evaluating BODlFOG values. An FOG value of 100 in a metalworking fluid mated in a lab would decnase after ditution in the total plant's effluent.
Kecp in mind that the combination of additives in a particular fluid may act diffcmtly than the sum of the individual components of a wasfc stream. Later, we will combine this waste treatability of metalworking fluid additives with other waste minunuation factors.
DIBPOSABIUTY BY FLUID TYPE In gcncrd. soluble oils are easier to treat than synthetics or semi-
synthetic fluids. Because additives an water insoluble or only dispersable in water, separation is easier by conventioMt mans that werc designed to treat emulsions. The more water soluble an additive, the mom Micult it is to treat. Thenforc, synthetic fluids that conrain water soluble and. in many casts. nonionic additives and alkanolamines arc more difficult to treat. Chemicals which remain in the water phase conmbute to oganic loadiag and resulting high FOG, COD, and BOD levels of the pia" effluent.
Many plants have treatment facilities that arc set up io handle only soluble oils and synthetics with anionic chemical additives.
t I 3 1 3 f I ! I R I I L
JUftO, 1- LUIRtCATION ENGINEERING
.-
I FIG. 8 I
,-
Moderate Difficult - I Emulsifiers Narural Sodium Sulfonatc Synthetic Sodium Sulfonate Ocryl Phenol Ethoxylate HLB 10.4 Alkyl Sulfamido Carboxylic Salt Sorbitan Monooleate Glycerol Monooleate Alkali Fatty Acid Soap 2:1 DEA Fatty Acid Amide
Sulfonate Bax 2.1 DEA Fatty Amide
Nonyl Phenol Ethoxylate HLB 13.4
Comsiun Inhibitors I Calcium SulfonatdBlend Aryl Sulfamido Carboxylic Acid Amine Dicarboxylate
I Amine Borate Triethanolamine Alkyl Amido Carboxylic Acid Alcohol Amines
Sulfated Castor Oil Phosphate Ester Low Phenol Phosphate Ester Phenol Complexed Polymeric Fany Acid Block Copolymer Reverse Block Copolymer (Ethylme Diamine) Block Copolymer
TENAcid Grafted Poly Glycol Phosphate Ester. Alcohol Inverse Soluble Ester Random Polyalkylene Giycol
Imidazoline
I FIG. 9 I
Additive Nonyl phenol ethoxylaie
Inverse soluble ester Amine dicarboxylate Imidazoline Natural Petroleum
Sulfonate
HLB 13.4
COD of IO00 ppm Additive Alone Without Treatment
2334 2244 1506 2503
2593
COD of lo00 ppm Additive & Control Emulsion After Treatment
61 15 4142 2413 5208
I149
These products readily split with acid or polyelcc!rolyte mahods of treatment. Most other synthetics can k degraded by bioactivity. but it is very expensive. and users aren't willing to inven in a facility change. This situation has been a driving force in the trend to increased soluble oil coolant use.
However, synthetics usually offer longer wlr life with more fesisrance to bacterial anack and product insubiiities. Longer sump life leads to lower disposal frequency and can thus k cheaper. Ideally, thc fonrmlator needs symhetic additives thpc am waste treatable with long tank life.
BIOOEGRAOABLE COOLANTS It is often no( enough to sunply formulate a maalworlung fluid
with waste treatable additives. The fluid must also be compatible
alone for trcatabdicy look good. but in the waste Stream they m y muL& ods or other organic c h m o l s maLLng a new combmion that is not so easy to treat. Llkcwise a difficult to treat emulsifier already UI the waste sueam could cmulslfy componenrs of the cwlant causing problems for the waste treatment engineen. For example. five ot the additives tauxi m the control cmulsmn for midual COD after chemical treatment were tested again by rhemsclves at lo00
Wlth thc rest of the plant's waslc saran. somc addmves. when muxi
ppm with no treatment. COD values of individual additives an not cummulauve.
The COD of the difficult to treat additives when combined with the control emulsion were significantly higher than the COD of the additive by itself before treatment. For example, the COD of the control emulsion after truanent was only 694. By adding lo00 ppm of an additive with a COD before treatment of 2334 as in rhe nonylphenol ahoxylacc. one would assume a COD of no more than 3028. However. in reality it jumps to 6115. after trcaunent. Convenely. the sodium sulfonate had a lower COD after treatment because it was removed easily from thc emulsion without complications. (See Fig. 9)
Therefore. a systems approach is rquircd at the end-user level which starts at the point of the waste treatability of the fluids additives. Many compounders of melalworking fluids claim their fluids are
biodegradable. meaning they are quickly and easily decomposed by mcmorganisms or natural environmental factors. Many organic chemical additives used in synthetic fluids have high B0D:COC mtios and are considered biodegradable. Sem-synrhecic and soluble oils an? not easily biodegraded because of their mineral od content. In general. linear molecules are more degradable than aromatic molecules.

b u l d m P- war/ However, even though a fluid is biodegradable in the drum, it
can easily emulsify tramp oil once in use, making it no longer biodegradable. A simple shake test with oil and the synthetic fluid can be misleading. The shear forces in the cycling of fluid through the operations can easily disperse or emulsify vamp oil into the fluid.
Also, some hydraulic fluids contain additives that may act as emulsifiers or dispersing agents. In the end, most all metalworking fluids in the waste effluent stnam must be treated before disposal 'to the sewers. The total organic loading. BOD, and FOG are the determinants on the user's cost for disposal.
MAXIMIZE COOLANT LIFE In addition to formulating products with additives that are easy
to treat. there an other ways to minimite waste from metalworking fluids. My maximizing the usable life of the fluid, disposal is less frequent resulting in less waste.
From a fonnulation standpoint, one can look at the hard water stability of metalworking fluid additives. The more stable the additive is to calcium and magnesium salts, the ionger the tank life of the fluid. The key metalworking fluid additives were tested for their hard wafer stabiiity. Each was diluted at loo0 ppm in 500 ppm CaCl, synthetic hard water and was observed after 24 hours for any haze or separation. The perfom~ce is reponed in Fig. 10. The additives with the best hard watcr stability are mostly ~ O I I ~ O N C
d i f i e r s and lubricants. and allcanolamine b a d additives. Thcse additives an more difficult to mt due to their extreme water solubility. The additives with the worst hard water stability were soaps and sulfonates. They, conversely are easy to treat with acidalum or polymer systems. The additives that gave a stable haze may be the best middle of
the road additives, providing modcrate hard watcr stability with moderate waste treatability.
Some of the additives w e hazy because they M emulsifien with water dupersabiliry only.
RUlO MAINTENANCE In addition to formulating with additives that an stable in hard
watcr for longer tank life. users can grrarly limit disposal with good fluid maintenance. This practice became very popular in the early 1970s with the skyrocketing cost of oil. In addition to lowering coolant costs. good fluid maintenance can lower the costs of downtime and waste disposal. Pmdent additions of biocides. fungicides. pH adjusters. and squestrants can lengthen the fluids useful life. Biocides and fungicides will control the g r o h of microorganisms that will deteriorate the chemicals in the fluid. Biodegradable additives for casy waste acatmcnt arc also degradable by bactuia in the systems. By W i g the bacteria. one can use waste treatable additives.
pH adjusters like sodium hydroxide and ethanolamines can taix the pH to thc prrferred 8.8-9.0 "in rust protcftioa and errmlsion stabiliv. Ethanoiamims have bcner pH buffering capabilities but are more costly. Saps" chelate calcium and magnesium ions that cause water
hardness allowing emulsions to recmulsify and synthetic soaps to rcsolubille. Care should be used to not exceed the vcat level rcquimncm. An ~XCCSS of sequestrant wiil cause rust by chelating the d. Mort h-tly from a waste veatmmt point of view. excess sequestrant wiil also tie up m d ions making them difficult to remove in the waste treatment system.
Mechanical systems that can recycle the coolants. by removing swarf and Vamp oil C~II also help extend the life exptcmcy of a maalworking fluid.
to help hinder -ria growth.
SUMMARY By combining waste uutability ratings with hard water stability
results. waste minimization results are given in Fig. 11. The best Wiuvcs testcd for both waste trrntabilicy ;md hard water
stability were the amine bora~e and alkyl amido carboxylic acid synthetic corrosion inhibiton. The amine bomae is also a known biostat. which further increases its attractiveness. The alkyl amido wrboxytic acid was not neutdized before being uddcd to the control
dum. 1990 LUBRICATION ENGINEERING

I I I I I
CLEAR
Emulsifiers Oayl phenol ethoxylate
-
HLB 13.4
FIG. 10
STABLE HAZE HAZELSCUM
AlAyI sulfamido carboxylic
Ocry lphenolethoxy late 2:1 DEA fatty acid amide
acid salt 2:1 DEA fatty amide Natural petrolcum sulfonate Synthetic petroleum sulfonate Alkali fatty acid soap sulfonate base
Corrosion Inhibitors Triethanolamine Amine dicarboxylic acid Alkyl sulfamido carboxylic acid Aryl amido carboxylk acid Amine borate Alcohol amine
Lubricants Block poly" Complexed polymerized acid Reverse block polymer Ethylm diamine block polymer W a c i d gnftcd poly glycol Random block polymer Imidazoline Phosphate ester low phenol phosphate ester (alcohol) Phosphate esfci (phenol) Inverse soluble csur
Sulfonated castor oil Amphoteric carboxylate salt
Three dditivts w e n insoluble in waw. Calcium SUlfonaCemlcnd, glycerol mono~lcat~, and sorbilvl ~~onooleate, therefore. were not tested for hard water stability.
EASY -
FIG. 11 WASTE 7REArAB1m
MODERATE DIFFICULT Block copolymerIthylenc diamine Acid grafted polyglycol salt
Random polyalkylene glycol Reverse block copolymer
Amine borate Aryl sulfamido carboxylic acid Block copolymer EXCELLENT Alkyl amido carboxylic acid
Triethanolamine Amtne dicarboxylate Alcohol amines Phosphate ester (alcohol) Phosphate mer (low phenol) Inverse soluble ester
Phosphate ester (phenol)
Sulfaud ustot oil -1 phenol ethoxylatc HLB 10.4
GOOD Alkyl sulfamido acid salt Complexed polymeric acid Imidatoline 2:1 DEA fany acid amide Amphoteric carboxylate
Natural sodium sulfonate
Alkali fatty acid soqp
2:1 DEA fatty m d e FAIR Synthetic sodium sulfonate Sulfonate base
- Not included calcium sulfonate/blcnd. glyceryl moroolcate. sorbitan monookate.

FIG. I2
USER CHARGES 1989 Municipality BOD YLB. TSS StLB. FOG SILB. TOTAL FLOW StMM GALS.
Cincinnati 0.153 0.089 1123 Chicago 0.080 0.087 93.*
Cleveland 0.080 0.131 Detroit 0.102 0.116 Indianapolis 0.086 0.097 Newark 0.057 0.038
1310 0.03 1 782
1188 240
emulsion. A nc~pralintion with caustic soda w d most r i y retain the pcrfomrance here. but an allwnolamine ncutraliion will reduce its waste treatability to the moderate to difficult range.
After m i e w of the matrix. the formulator can choose the additives to include in a product based on the customer’s ne& for waste minimization. Other parameters such as product performance and cost would round out the formulator’s evaluation.
DISPOSAL COSTS AN0 RISKS Metalworking fluid users have several options ih disposal
methods. The most expensive method is to have the fluids hauled away for maanem by a waste atat” company. Costr rang from $00.30/gallon in the Midwest up ro S1.00tgallon on the East and West Coasts. Without treatment to remove the chemicals. the total volume of a 10,OOO gallon system could cost 51O.OOO to dispose of. This practice can also be somewhat risky. It could result in a superfund situation if a drsposal site cleanup becomes ncccsary. Whether you have disposed of a pound or a ton of waste. you can be a potentially responsible pany. Choose your waste hauier carefully.
1
CONCLUSION It can be frustrating to the metalworking fluid compounder who
spivcs to make fluids that an easily waste trrated by various disposal systans. conceparally most methods can vull the anionic. sparingly water soluble additives. There are systems available for splitting or treating all the chmiuries available. However, not all USCK have a given system. or will invest in a new system. The fluids must match the disposal system in most cases. By formulating with additives with generally good tank life expectancy that are easily ueatcd in rhe waste stream. the metalworking fluid compounders can minimize the amount and cost of waste ueaunent.
REFERENCES 1) Standard Methods for thc Examinadon of Water and Wastewater.
2) Ikd. p 489.
.’
fifteenth edition. p 485 (1980).
Treating the waste metalworking fluid prior to disposal to the sewers is the most common choice. The sludge from the Vtatmcnt is the volume which must be disposed. not the total coolant volume. The cost of disposing nonhazardous sludge is;--a70 per cubic yard. It is then mixed with garbage in a disposal site. There an small d e pmcessej that can allow even a small user to treat his fluids. Ultratidtxation and centrifuges to separye oil and chemic& can a h reduce the organic chemical loading prior to disposal.
‘Evaporation is another option for waste minimization. If the user hasmough pmpmy toaerateeffluent water ina lincdpond. dispos?l volumes a, reduced. Another option is to use the waste heat from plant operations to drive the evapontion of the fluids. These practices may work well for small volume usas.
If the user chooses to dispose of their fluids direaly to the sewer without treatment. the initial cost may sam low. However. the user may have to pay the P.T.O.W. surcharges for tocal flow, BOD. COD, TSS and FOG. Therefore, if the fluids am not treated to remove the chemicals. the users’ qmts bccomc significant. Fig. I2 shows typical user charges for six major metalworking cities. Increasingly. the COS& of disposal are mandating means of waste minimuation.
APPENDIX 2
TEST PROCEDURE Cl1EMICAW;
CIimWMaca E” Chnnuda CIimJAMAX Hoschu Cclurra Rohm & H u r Rohm & Hur C l idAMAX CIimWAMAX CIimulAMAX M U d P P G Muer/PW Tcrro C h m d Old CIinulAMAX AIOS Cap. NoaM Celma~? H a J r u c J u r v Alor KelUFma K C l U h Cl idAMAX BASF BASF BASF Unm c.rwC Unm CUWC MurrlPffi CIimdAMAX ClimJAMAX M i n d M i n d
Nakn 7722 Nalca N a b 7768 Nako a
J-. lp00 LUBRICATION ENGINEERING
)I
I b I I 1 I J I I
I I
fC /t.r /7
/( lo
METALWORKING FLUIDS
MARCH 12-14,1991 DEARBORN INN HOTEL
DEARBORN (DETROIT), MICHIGAN
VOLUME 2
Society of Manufacturing Engineers 0