michael l. parson, governor carol s. comer, director · a kiln/coal mill preheater 4) emissions...
TRANSCRIPT

Michael L. Parson, Governor
MAR 2 6 2019
Mr. Robert Budnik Environmental Manager Continental Cement Company, LLC 10107 Highway 79 Hannibal, MO 63401
RE: New Source Review Permit Amendment - Permit Number: 072007-008F Project Number: 2018-09-003; Installation Number: 173-0001
Dear Mr. Budnik:
Carol S. Comer, Director
Enclosed is a permit amendment. If you were adversely affected by this permit decision, you may be entitled to pursue an appeal before the administrative hearing commission pursuant to Sections 621.250 and 643.075.6 RSMo. To appeal, you must file a petition with the administrative hearing commission within thirty days after the date this decision was mailed or the date it was delivered, whichever date was earlier. If any such petition is sent by registered mail or certified mail, it will be deemed filed on the date it is mailed; if it is sent by any method other than registered mail or certified mail, it will be deemed filed on the date it is received by the administrative hearing commission, whose contact information is: Administrative Hearing Commission, United States Post Office Building, 131 West High Street, Third Floor, P.O. Box 1557, Jefferson City, Missouri 65102, phone: 573-751-2422, fax: 573-751-5018, website: www.oa.mo.gov/ahc.
If you have any questions regarding this amendment, please do not hesitate to contact David Little, at the department's Air Pollution Control Program, P.O. Box 176, Jefferson City, MO 65102 or at (573) 751-4817. Thank you for your attention to this matter.
Sincerely,
AIR POLLUTION CONTROL PROGRAM
~~~1chC[) rs . He Cc
Kendall B. Hale Permits Section Chief
KBH:shj
Enclosures
c: Northeast Regional Office PAMS File: 2018-09-003
•'\ ..... Recycled paper

SPECIAL CONDITIONS:
Project No. 2018-09-003 Permit No. 072007-00BF
The permittee is authorized to construct and operate subject to the following special conditions:
The special conditions listed in this permit were included based on the authority granted the Missouri Air Pollution Control Program by the Missouri Air Conservation Law (specifically 643.075) and by the Missouri Rules listed in Title 10, Division 10 of the Code of State Regulations (specifically 10 CSR 10-6.060). For specific details regarding conditions, see 10 CSR 10-6.060 paragraph (12)(A)10. "Conditions required by permitting authority."
Continental Cement Company, LLC Ralls County, S02, T56N, R04W
1. Superseding Condition The conditions of this permit supersede special conditions 13.A.4) and 13.A.6), in permit 072007-00BE.
2. Record keeping Continental Cement Company, LLC shall maintain all records required by this permit for not less than five years and shall make them available immediately to any Missouri Department of Natural Resources' personnel upon request. These records shall include MSDS/SDS for all materials used.
3. Reporting A Continental Cement Company, LLC shall include electronic copies of all
CEMS monitored emissions, Relative Accuracy Test Audit (RATA), quality assurance data, and quality control data in the semi-annual monitoring report and in the annual compliance certification. The report and certification shall be submitted to [email protected]
B. Continental Cement Company, LLC shall report to the Air Pollution Control Program's Compliance/Enforcement Section, P.O. Box 176, Jefferson City, MO 65102, or [email protected] no later than 10 days after the end of the month during which any record required by this permit shows an exceedance of a limitation imposed by this permit.
13. Standards of Performance for BACT for CO and voe A Kiln/Coal Mill Preheater
4) Emissions from the main stack of the PH/PC kiln system (stack ID number 318SK1) shall not exceed the following inclusive of startup and shutdown:
a) 0.75 pounds of VOC per ton of clinker, during raw mill on conditions, test method average
b) 0.87 pounds of VOC per ton of clinker, during raw mill off conditions, test method average.
- 2 -

SPECIAL CONDITIONS:
Project No. 2018-09-003 Permit No. 072007-008F
The permittee is authorized to construct and operate subject to the following special conditions:
6) Continental Cement Company, LLC shall use VOC emission testing to demonstrate compliance with the VOC limit.
a) Continental Cement Company, LLC shall test voe emissions from the PH/PC kiln system annually for raw mill on, and once every 2 years for raw mill off. voe testing shall be conducted using EPA Method 25A, with methane and ethane subtracted. Methane and ethane shall be determined using EPA Method 18. Testing procedures indicated in Special Condition 20 of Permit No. 072007-002E shall be followed, except as established in Special Condition 13 of the same amendment.
- 3 -

REVIEW OF APPLICATION FOR AUTHORITY TO AMEND SECTION (8) REVIEW
Project Number: 2018-09-003 Installation ID: 173-0001
Permit: 072007-008F
Installation Address: Parent Company: Continental Cement Company, LLC 10107 Highway 79
Continental Cement Company, LLC 10107 Highway 79
Hannibal, MO 63401 Hannibal, MO 63401
Ralls County, S02, T56N, R04W
REVIEW SUMMARY
• Continental Cement Company, LLC (Continental) has applied for authority to reevaluate the BACT analysis for VOC and the increase permitted voe emissions from the main stack (318SK1 ).
• The application was deemed complete as of August 30, 2018.
• HAP emissions are expected from the proposed equipment. A potential increase in volatile HAP emissions was presumed with the increase in VOC emissions.
• NSPS, MACT, and NESHAP standards apply to the installation. However, this project does not change the applicability status (existing, new, modified) and no additional requirements apply because of this project. The VOC increase does not trigger NSPS modification because NSPS Subpart F does not contain VOC emission standards. MACT Subpart EEE contains standards for dioxins/furans and hydrocarbons. The installation remains a new source and the applicable emission standards are unchanged.
• Good combustion practices are being used to control VOC emissions.
• This review was conducted in accordance with Section (8) of Missouri State Rule 1 O CSR 10-6.060, Construction Permits Required. Potential voe emissions are increasing and remain above the PSD significant emission rate and major source threshold.
• This installation is located in Ralls County, an attainment/unclassifiable area for all criteria pollutants.
• This installation is on the List of Named Installations found in 10 CSR 10-6.020(3)(8), Table 2. The installation is classified as item No. 3 Portland cement
- 4 -
plants. The installation's major source level is 100 tons per year and fugitive emissions are counted toward major source applicability.
• An analysis of the project emissions show that VOC emissions are not likely to cause or contribute to a violation of the ozone NAAQS. The complete write-up on the analysis is found in the memorandum entitled Ambient Air quality Impact Analysis (AAQIA) for the Continental Cement Company, LLC-Prevention of Significant Deterioration (PSD) Air Quality Analysis, dated November 20, 2018.
• The VOC emission BACT rate will be verified using emission testing.
• Submittal of an application to update the Part 70 operating permit application under project 2016-03-040 is required for this installation within 1 year of this permit's issuance.
• Approval of this permit is recommended with special conditions.
INSTALLATION DESCRIPTION
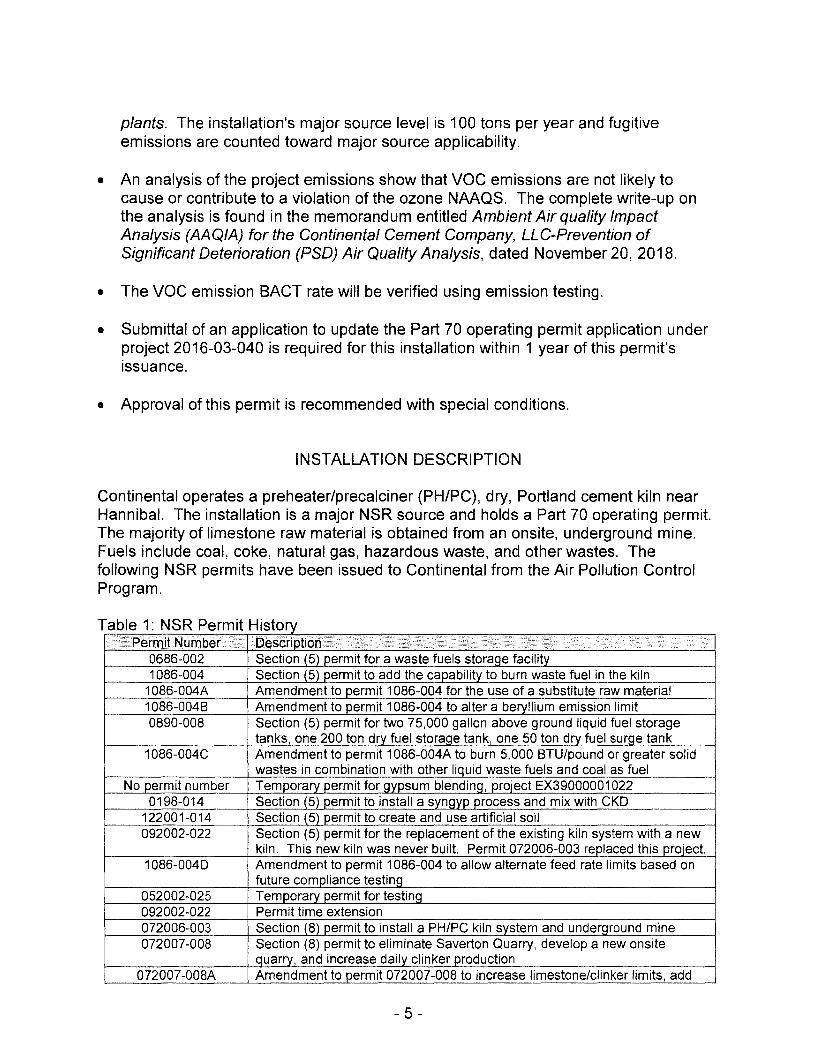
Continental operates a preheater/precalciner (PH/PC), dry, Portland cement kiln near Hannibal. The installation is a major NSR source and holds a Part 70 operating permit. The majority of limestone raw material is obtained from an onsite, underground mine. Fuels include coal, coke, natural gas, hazardous waste, and other wastes. The following NSR permits have been issued to Continental from the Air Pollution Control Program.
T bl 1 NSR P a e ·t H' t ermI IS Ory Permit Number Description
0686-002 Section (5) permit for a waste fuels storaqe facility 1086-004 Section (5) permit to add the capability to burn waste fuel in the kiln
1086-004A Amendment to permit 1086-004 for the use of a substitute raw material 1086-0048 Amendment to permit 1086-004 to alter a beryllium emission limit 0890-008 Section (5) permit for two 75,000 gallon above ground liquid fuel storage
tanks, one 200 ton dry fuel storaqe tank, one 50 ton drv fuel surqe tank 1086-004C Amendment to permit 1086-004A to burn 5,000 BTU/pound or greater solid
wastes in combination with other liquid waste fuels and coal as fuel No permit number Temporary permit for qypsum blending, proiect EX39000001022
0198-014 Section (5) permit to install a synqyp process and mix with CKD 122001-014 Section (5) permit to create and use artificial soil 092002-022 Section (5) permit for the replacement of the existing kiln system with a new
kiln. This new kiln was never built. Permit 072006-003 replaced this project. 1086-004D Amendment to permit 1086-004 to allow alternate feed rate limits based on
future compliance testinq 052002-025 Temporary permit for testinq 092002-022 Permit time extension 072006-003 Section (8) permit to install a PH/PC kiln system and underground mine 072007-008 Section (8) permit to eliminate Saverton Quarry, develop a new onsite
quarry, and increase daily clinker production 072007-008A Amendment to permit 072007-008 to increase limestone/clinker limits, add
- 5 -

new sources 032009-002 Temporary permit for roller press
072007-0088 Amendment to permit 072007-008 to change shale/clay limits, add new sources, relocate existing sources
072007-008C Amendment to permit 072007-008 to change shale/clay/limestone limits, clarify PM10 limit, add temporary storage pile
072007-008D Amendment to permit 072007-008 to increase voe limit 102012-003 Section (5) permit to haul limestone from offsite, iron ore/bottom ash/fly ash
as raw material, waste fuel handling system, bottom ash system for syngyp 092012-003 Section (5) permit for undernround limestone mine 092013-017 Section (5) permit to process and use non-hazardous fuel
072007-008E Amendment to permit 072007-008 to increase CO BACT, change SO2 control device, and remove tiered emission limits for PM,o, SO2, CO, and voe
022018-009 Section (5) permit for finish mill changes pending PSD permit for new line 2 kiln
Notices of violation and notices of excess emissions were issued for CO, SO2, PM10, and voe in 2013, 2014, and 2015, with co continuing into 2016, and voe into 2018.
PROJECT DESCRIPTION
The BACT limits for VOC were initially reevaluated in an amendment issued in March of 2012 (Permit No 072007-0080) due to various factors that were not taken into account in the original BACT analysis. Continental has emitted voe in higher amounts than permitted in Permit No. 072007-0080. Through applying the criteria in the EPA Ogden memo, the voe BACT emission limit has again been reevaluated and is being increased as explained in the next section.
EMISSIONS/CONTROLS EVALUATION
As explained in the amendment to Permit 072007-0080, the original BACT analysis was based on limited samples of kiln feed and did not adequately account for the variability of organic material in the limestone. In addition, faulty assumptions and calculations were made in translating the total organic content of the raw feed to a VOC limit. Previous special conditions for VOC BACT had several voe limits based on the percentage of Kimmswick limestone contained in the limestone feed. Due to the depletion of the Brunswick limestone source, this tiered limit was removed in 072007-008E and replaced with a singular limit of 0.33 lbs of voe per ton of clinker on a 30-day rolling average. The Kimmswick limestone source will remain the main limestone source. This limit is being changed to 0. 75 lb/ton clinker when the raw mill is on and 0.87 lb/ton clinker when the raw mill is off. Further discussion on the basis for these limits can be found in the BACT Analysis portion of the permit.
VOC Increase This project is an amendment to correct emissions based upon faulty data submitted in the original permit application. The annual clinker production limit has not increased.
- 6 -

No information is available at this time that would result in the kiln system not being able to reach its permitted capacity or that the kiln system is being debottlenecked. The VOC emissions have met and exceeded the existing limit while the percentage of Kimmswick limestone increased. The project is meant to represent the potential emissions as if the original permit were correct. The new VOC limit was determined by analyzing THC CEMS data from May 2018 and the organics content of the feed materials.
Criteria from the November 19, 1987, EPA memo titled, Request for Determination on Best Available Control Technology (BACT) Issues - Ogden Martin Tulsa Municipal Waste Incinerator Facility were used to justify increasing the BACT limit. The criteria include:
• the emission units were constructed in conformity with the original permit • errors or faulty data contained in the original permit application resulted in
inappropriate BACT limits, and there is no indication that the applicant intentionally acted to mispresent data
• the source investigated all available options to reduce VOC emissions to a lower level in order to meet the permitted level
GHG Increase GHG emissions originate from two known sources in the kiln system; from fuel combustion and calcination. GHG may also emit from partial oxidation of limestone organics in the preheater. The limestone switch was originally permitted before GHG were subject to NSR; therefore GHG emissions were not calculated at that time. Amendment 072007-008D was issued after GHG became subject to regulation. The amendment said there should be no GHG increase.
However, there may have been an increase in GHG when switching limestone. The Intergovernmental Panel on Climate Change has developed a GHG equation where the clinker lime content is an input. According to the equation, if the clinker lime content increases, then there is a calculated increase in CO2 emissions. The calculation is also based upon clinker tonnage, and there has been no permitted increase of in annual clinker production. As the limestone organic content increased, and the VOC and CO emissions increased, then the CO2 emissions may have also increased. Any GHG increase remains not subject to NSR as the increase would be associated with the original project where GHG were not NSR regulated. Since the increase would not be subject to NSR and since an accurate increase would be difficult to calculate given the available data, then no increase was shown for this project.
HAP Increase The original permit 072007-008 considered the increase in VOC emissions when switching limestone and amendment 072007-008D further increased the VOC limit. VOC may contain volatile HAPs, but the amendment did not calculate a HAP increase. A volatile HAP PTE increase was included in amendment 072007-008E.
- 7 -

This amendment considered another volatile HAP PTE increase. Emission factors were obtained from multiple sources,
• Permit application citing values for several HAPs from trial burns. The factors are of unknown quality.
• AP-42, Chapter 11.6, Portland Cement Manufacturing, January 1995. The same emission factors were used in the original permit. The factors are of low quality.
• MACT EEE standards. The standards are for metal HAPs and are based upon flowrate. Permitted flowrate is not changing; therefore there is no calculated increase in metal HAPs.
The factors are based on clinker tonnage, and there has been no permitted increase in annual clinker production. HAPs also emit from fuel combustion, but the fuel and amount have not changed. So any calculated HAP increase is also of low quality. However, an increase was calculated by multiplying the increase in the VOC limit by the volatile HAP emission factors. The increase is of little importance for NSR applicability because the increase comes from units subject to a MACT and a major review is not required. Also, since the calculated increase is a true-up associated with the original permit, and it was program practice at that time to not conduct ambient modeling for units subject to a MACT, then no HAP ambient modeling is required for this project. No increase in particulate HAPs was calculated.
Emissions Summary The following table provides an emissions summary for this project.
T
• Existing potential emissions were obtained from the sum of permits 072007-008E and 022018-009.
• The emission increase is based upon the increase of the voe BACT limit from 0.33 to 0.76 lb/ton clinker weighted average of approximately 92% time raw mill on and 8% time raw mill off, multiplied by the clinker annual production limit. The emission increase does not represent PTE-BAE or PAE-BAE, as this project is related to the original PSD permit for the PH/PC kiln and limestone switch. The emission increase is for illustrative purposes only.
• The installation potential is the sum of the existing potential and the emission increase. HAPs that include the ">" sign are reported as the potential of the PH/PC kiln. The installation potential from other sources at the plant have not been included in the table.
able 2: Emissions Summary (tpy) De . ·, ' Existing ' Existing '
· Pollutant Minlmis Potential Actual> ·. Emission 1 nstaU~tj9ff
• Level) Emissions Emissions Increase Poten·tial2 .
SMAL ·, (2017 °EIQ) .. ••... • :):.<''
PM 25.0 Major N/D N/A Major
PM10 15.0 525.17 221.22 N/A 525.17
PM2.s 10.0 N/D 161.48 N/A Major
S02 40.0 1,162.35 675.38 N/A 1,162.35
NOx 40.0 1,629.58 964.83 N/A 1,629.58
- 8 -

De Existing Exi~ting
rvtlnimis Actual Emission Installation Pollutant
Level/ Potential
Emissions Increase Potential2
SMAL Emissions (2017EIQ)
voe 40.0 199.06 78.77 246.23 445.29
co 100.0 3,614.02 2,229.83 N/A 3,614.02
Lead 0.6 0.05 2.7E-03 N/A 0.05
Fluorides excluding HF 3.0 0.61 N/D N/A 0.61
Sulfuric Acid Mist 7.0 N/0 N/D N/A N/0 Hydrogen Sulfide 10.0 N/0 N/0 N/A N/0
Total Reduced Sulfur 10.0 N/0 N/D NIA N/0 Reduced Sulfur Compounds 10.0 N/0 N/D N/A N/0
GHG (CO2e) 75,000 Major 964,3481 See above Major
GHG (mass) 0.0 Major 953,832 1 See above Major
CO2 N/A N/0 953,621 1 N/0 N/0 CH4 N/A N/0 191 N/0 N/D N2O N/A N/0 20 N/0 N/0
Combined HAPs 25.0 Major 19.60 17.06 >152.74
Hydrogen Chloride 10.0 Major 15.89 N/A >84.32 Hydrogen Fluoride 100/01 Major N/D N/A >36.14
Benzene 10.0/2 Major 0.06 11.94 >21.57
Dichloromethane 10.0 N/0 0.02 0.44 >0.79
Formaldehyde 10.0/2 N/0 1.1 E-03 0.34 >0.62
Manganese Compounds 10.0/0.8 N/0 0.44 N/A >0.52
Naphthalene 10.0 N/0 3.9E-03 1.27 >2.29
Toluene 10.0 N/0 0.66 0.52 >0.94
Xylenes 10.0 N/0 0.33 0.39 >0.71
Combined POM/PAH 10.0 N/0 N/D 1.68 >3.03
Methylene Chloride 10.0 N/0 N/D 0.44 >0.79
NIA= Not Applicable; N/0 = Not Determined 1GHG actual emissions were obtained from the 2016 EPA facility level information on greenhouse gases tool, converted to short tons. 2Only the HAPs with higher PTE and actuals are shown in the table. A complete list of expected HAPs can be found in the calculations associated with this project.
APPLICABLE REQUIREMENTS
Continental shall comply with the following applicable requirements. The Missouri Air Conservation Laws and Regulations should be consulted for specific record keeping, monitoring, and reporting requirements. Compliance with these emission standards, based on information submitted in the application, has been verified at the time this application was approved. For a complete list of applicable requirements for your installation, please consult your operating permit.
- 9 -

GENERAL REQUIREMENTS
• Submission of Emission Data, Emission Fees and Process Information, 10 CSR 10-6.110
• Operating Permits, 10 CSR 10-6.065
• Restriction of Particulate Matter to the Ambient Air Beyond the Premises of Origin, 10 CSR 10-6.170
• Restriction of Emission of Visible Air Contaminants, 10 CSR 10-6.220
• Restriction of Emission of Odors, 10 CSR 10-6.165
SPECIFIC REQUIREMENTS
• Restriction of Emission of Sulfur Compounds, 10 CSR 10-6.260 applies to the installation. The 3 hour average SO2 limit from the main kiln stack is 550 lbs/hr obtained from previous PSD permits. This equates to 311 ppmv using actual stack parameters and an assumed release pressure of 1 atm. 311 is less than 500 ppmv, therefore compliance is demonstrated if the SO2 emissions remain in compliance with the 550 lb/hr emission limit and other stack parameters are unchanged. This construction permit does not change the maximum allowable sulfur compounds emission rate.
• 10 CSR 10-6.260 was rescinded on November 30, 2015, in the code of state regulations by 10 CSR 10-6.261, Control of Sulfur Dioxide Emissions. However the SIP still contains 10 CSR 10-6.260. Therefore, both 6.260 and 6.261 apply. However, there is no applicable limit in 6.261 for the main kiln system.
- 10 -

voe BAeT ANALYSIS
Any source subject to Missouri State Rule 10 CSR 10-6.060, Construction Permits Required, Section (8) must conduct a BACT analysis on any pollutant emitted in greater than de minimis levels. The BACT requirements are detailed in Section 165(a)(4) of the Clean Air Act, at 40 CFR 52.21 and 10 CSR 10-0.60(8)(8). A reevaluation of the BACT analysis is required for voe at Continental due to the increase in the voe BACT limit. BACT analysis for pollutants not affected by this project can be found in the previously issued permits 072006-003, 072007-008 and its amendments A through E.
VOe Emissions Review
Continental operates a preheater/precalciner cement manufacturing system in which the raw kiln feed is introduced to the four-stage preheater and preheated through a series of cyclones in a countercurrent flow design. Initially, fixed moisture is released from the raw feed by heat exchange with calciner/kiln exhaust gases. Then the raw meal is calcined (conversion of limestone fraction to lime) at approximately 870 °C (1,600 °F). Calcination of the raw kiln feed begins in the preheater system and is completed in the precalciner where fuel is burned to achieve the temperatures required to produce clinker in the cement rotary kiln. During the heating of the feed, organic materials naturally occurring in the raw materials (kerogen and bitumen) begin to thermally degrade. The heating at relatively low temperatures and in the presence of low oxygen concentrations allows the reaction of the organic molecules to produce VOC, along with carbon monoxide (CO) and carbon dioxide (CO2), which are carried away by the exhaust stream.
Thermal evolution of organic materials from the kiln feed occurs throughout raw material processing. The VOC generated from the kiln feed organics and the degree of complete oxidation are dependent on the nature of the organics present in the limestone. Continental has chosen to utilize shale and clay that are low in organic carbon content. It has also elected to use two types of limestone: Burlington and Kimmswick limestone. The Kimmswick limestone has a higher organic content than the Burlington but there is a limited supply of Burlington limestone. The Kimmswick limestone will be phased in as the Burlington limestone is being exhausted. Since the Kimmswick limestone has higher organic content, VOC emissions are expected to be higher when it is used.
BAeT Introduction
The BACT requirement is detailed in Section 165(a)(4) of the Clean Air Act, at 40 CFR 52.21 and 10 CSR 10-0.60(8)(8).
A BACT analysis is done on a case-by-case basis and is performed in general by using a "top-down" method. The following steps detail the top-down approach:
- 11 -

1. Identify all potential control technologies - must be a comprehensive list, it may include technology employed outside the United States and must include the Lowest Achievable Emission Rate (LAER) determinations.
2. Eliminate technically infeasible options - must be well documented and must preclude the successful use of the control option.
3. Rank remaining control technologies - based on control effectiveness, expected emission rate, expected emission reduction, energy impact, environmental impacts and economic impacts.
4. Evaluate the most effective controls - base on a case-by-case consideration of energy, environmental and economic impacts.
5. Select BACT
The voe BACT analysis was reevaluated for the main stack (318SK1) in amendment 072007-0080. The BACT analyses for other sources of VOC emissions (storage tanks and emergency generators) and for other pollutants (i.e. PM10, SOx and CO) in the previous permits are still valid. For this amendment, the VOC BACT for the main stack is again reevaluated.
Step 1: VOC Control Technologies for Kiln System/Coal Mill Preheater
The following control technologies have been identified and evaluated as potential VOC BACT for the kiln system.
T bl 3 voe C t I T h a e on ro ec no ogIes Potential .Control Technologies .. Thermal Oxidation Catalytic Incineration Selective Quarrvinq GCP Carbon Injection Condensation Wet Scrubbinq
Step 2: Eliminate the Technically Infeasible Options In step two of the BACT analysis, each control technology which are considered to be clearly infeasible based on physical, chemical, engineering principles are eliminated. The following sections contain discussions of each of the control technologies listed in Table 4 and its technical feasibility for controlling voes from the main kiln stack.
- 12 -

T bl 4 T h . I F "blt a e ec rnca easI II:v Potential Control Technologies Technically
I, Feasible (YIN)? Thermal Oxidation y Catalytic Incineration N Selective Quarrying N GCP y Carbon Injection N Condensation N Wet Scrubbinq N
Thermal Oxidation Thermal oxidizers is performed with devices that use an open flame or combustion within an enclosed chamber to oxidize pollutants. Thermal oxidizers typically operate at temperatures that range from 1,200 °F to 2,000 °F, with a residence time of up to 2 seconds.
The three types of thermal oxidizers most commonly used in industrial plants are regeneration, recuperative and open-flame. The most energy-efficient is the regenerative thermal oxidizer (RTO), which can recover up to 95% of the heat used during oxidation under ideal conditions, thereby reducing fuel costs. However, in practice at a cement manufacturing operation, a maximum of 75% heat recovery is expected due to fouling of the heat transfer media in the RTO. The recuperative thermal oxidizer is less thermally efficient than the RTO. Heat from the treated gas is transferred to the untreated gas using a gas-to-gas heat exchanger. The open-flame is the least energy-efficient thermal oxidizer because it does not recover any heat. It is uncommon to use either of the later two oxidizers as tail pipe controls in large-scale processes such as cement kiln systems. All three technologies require the combustion of additional fuel to treat the kiln gas. Since the RTO is the most energy efficient and is applicable to large-scale processes, the BACT analysis will consider only the RTO.
There are two (2) cement plants in the U.S. that have installed RTOs: the TXI plant in Midlothian, Texas, and the Holcim plant in Dundee, Michigan. The TXI plant installed the RTO as part of PSD avoidance permitting, and the technology was not evaluated as BACT, but rather would be considered beyond BACT as it would not have otherwise been considered economically feasible. The Holcim plant installed the RTO as a result of a consent order regarding odors from the voe emissions as a result of a kiln feed with high organic material content. The RTO/scrubber combination at Holcim failed to operate continuously, and the plant has been shut down and demolished. It should be pointed out that both of these installations rely solely on natural gas for supplemental fuel.
The addition of another source of combustion emissions to the kiln could also result in an increase in criteria pollutant emissions and would result in increased energy consumption. Although RTOs are technically feasible, site-specific engineering assessments would need to be completed to fully verify the technical feasibility of an
- 13 -

RTO at the Hannibal facility. For purposes of this BACT screening analysis, this control technology will be further analyzed under Steps 3 and 4.
Catalytic Incineration In a catalytic incineration (Cl) system, the combustion gases pass over a catalyst, typically composed of platinum, where the voe is converted into CO2. Cl systems use less fuel than RTO systems because the catalyst lowers the combustion temperature of the exhaust gas. The primary environmental hazards expected from this process is poisoning of the catalyst by cement kiln dust, chlorine, and SO2 generated from the kiln pyroprocessing system. Cl systems have been applied successfully to many industrial processes to treat flue gas streams that contain low concentrations of PM, such as exhaust streams from painting operations. However, no attempt has ever been made to apply a Cl system to a cement kiln. A catalytic oxidizer operates effectively at lower temperatures than an RTO, normally within a temperature range between 600 °F and 900 °F, which minimizes fuel costs.
A Cl system on a cement kiln would likely require pretreatment with a cleaning device, such as a baghouse. Due to the sensitive nature of the catalyst bed, a Cl system is much more susceptible to plugging, fouling, and corrosion. In the event of even a small leak or a minor bag failure control device ahead of the catalytic oxidizer, the catalytic oxidizer would be flooded with harmful quantities of PM from the in-line kiln/ raw mill. This situation likely would result in catastrophic fouling of the catalyst and require its subsequent replacement. For these reasons, Cl systems are considered technically infeasible and are eliminated as an option for the purposes of BACT.
Selective Quarrying For purposes of making quality Portland cement, four key ingredients (calcium, silicon, aluminum and iron) are required. These elements are combined in set percentages in the raw mix necessary for the chemical reaction to occur in the kiln system to produce Portland cement clinker.
The primary source of VOC emIssIons are the raw materials and in particular the kerogens, long-chain organics, in the raw materials. During the heating of the raw material in the preheater tower, the kerogens are gasified and fractionated. For a given kerogen content, depending upon the rate of heating and the exposure of the raw materials to other components like oxygen, different amounts of VOC can be formed from the same raw mix. Cement kilns are built and located based upon the availability and access to limestone. A project to build a cement kiln in the United States won't typically be evaluated if access to several hundred years of supply is not immediately available. As such, between 80% and 85% of the kiln's raw material supply (the limestone portion) is fixed. Non-limestone constituents typically range between 15% and 20% of the total raw mix. Changes to these materials, either by partial or full replacement with an alternative source of the iron, silicon or aluminum can at best have a small impact on voe emissions. Therefore, as VOC emissions are raw material dependent, there is
- 14 -

limited opportunity to reduce emissions related to the limited opportunity to perform raw material substitution.
Continental's raw mix has traditionally consisted of limestone (Burlington and Kimmswick), lesser amounts of high-magnesium limestone, clay mined and transported from Owensville Missouri, floor shale mined on site, and a small amount of an iron source. Both clay and floor shale contain slightly elevated and variable levels of kerogens, however they are needed for alumina and silica as well as other elements required to produce clinker and cement meeting quality standards.
A complication presented by the transition to Kimmswick limestone is the underground mining of Kimmswick. In certain cases, deposits of higher kerogen containing material can be discarded. However, the types of geological formations required to gain benefit from selective mining do not exist in the Hannibal underground mine. The spatial distribution within the deposit is both lateral and vertical, and cannot be mitigated by selective mining. Underground mining methods do not allow for extensive blending of stone from various depths and locations within the mine, as is common for above ground quarrying.
Since 2014, Continental has begun using a low-kerogen sandstone material to supplement the silica and reduce the shale to the extent possible, with modest results on VOC emissions. Continental monitors sources of iron for the raw mix, and has found a particular source of mill scale that is low in kerogens. However, the availability of mill scale from any particular source changes frequently as mills are closed or find other uses and/or users for their mill scale. Another change is the mix now includes a small amount of baghouse dust from a clay calcining operation and some ash from a power plant. These materials are handled as clay substitutes and serve the purpose of drying clay when it comes in wet. Although Continental continues to investigate available options to reduce VOC emissions, only minimal impacts, if any, have resulted in the changes that have been possible to date. Because the non-limestone composition of the raw mix is small, comprising between 15% and 20%, and the concentration of kerogens in those components have also been found to be low, only very minimal changes in voe are possible. Continental has made extensive efforts to identify and substitute, where possible, alternative raw materials for those raw materials other than the limestone component of the raw mix and has exhausted currently available options to reduce VOC emissions from these sources.
Good Combustion Practices (GCP) A properly designed and operated Portland cement kiln system minimizes voe formation from fuel combustion. GCP, however, has little to no effectiveness in controlling the volatilization of VOC that emanates from raw materials used in the process. The kiln operator desires to minimize combustion VOC formation because excess VOC indicates unutilized thermal energy potential which results in increased operating costs. The RBLC indicates that GCP is the predominant BACT technology used for the control of voe emissions.
- 15 -
GCP at Portland cement plants include 1) good combustion at the main kiln burner and calciner, 2) addition of tertiary air from the kiln hood and clinker cooler; and 3) varying degrees of calciner sizes and duct lengths to complete burnout. Staged calciner combustion and hot excess air from the kiln hood and clinker cooler allows for proper mixing and complete oxidation.
The Hannibal plant ensures GCP by implementing process controls based on feedback from several sources in the kiln system that are intrinsically interconnected. For example, the combustion process of the main burner is monitored closely by the analysis of gases at the inlet of the kiln system. Further, an analyzer is used at stage 3 of the preheater tower to ensure that there is enough excess air to accomplish good combustion. Hot gases from the kiln hood and cooler also supplement the combustion process in the calciner, which is balanced by the tertiary air damper and the speed of the ID fan of the kiln.
Carbon Injection Industrial processes with VOCs in exhaust gas streams at low temperatures frequently use activated carbon systems for control, such as printing and coating operations, or removing organics from the breathing losses of tanks containing volatile organics. Generally, the VOCs are adsorbed into the pore structure of the carbon at low temperature (on the order of 100°F) and the carbon is later replaced or thermally regenerated (the VOCs are driven back out of the carbon at higher temperatures in the 200°F and higher range). The exhaust stream at Continental is at a relatively high temperature (310°F), and thus the benefits of activated carbon are expected to be minimal.
Carbon injection has been successfully used at a number of cement plants for mercury and dioxin/furan adsorption by introducing the carbon into the kiln bagfilter system, or a polishing bagfilter after the kiln bagfilter, during the raw mill down periods (approximately 10% of kiln operating time). However, these pollutants are found to adsorb at higher temperatures than the VOCs being emitted in this case. And, there is no data available from these facilities regarding any overlapping benefits observed for voe control if any has occurred.
Calgon Carbon Corporation (Calgon) was contacted to determine if they could recommend an activated carbon for Continental. In correspondence between Troy York of Calgon and Robert Budnik of Continental (10/1/2018 email), Calgon indicated that at temperatures above 100°F, the capacity for organic loading diminishes quickly, and that at temperatures greater than 200°F they would assume the control efficiency would be "single digit if any at all."
As the exhaust temperate of the kiln exhaust gas at Continental is typically in the 310°F range, carbon injection is not expected to have measurable benefit and thus is not considered technically feasible; therefore, no further analysis will be conducted.
- 16 -

Condensation VOCs can theoretically be removed from high VOC concentration gas streams by reducing the gas stream temperature to a temperature where the species becomes
saturated and liquid is produced (i.e. dew point). However, in this case, the gas stream contains water vapor at 13% to 18% by volume (on the order of 100,000 ppm) whereas the VOC concentrations are much lower (on the order of 100 ppm). As the normal boiling point of water (212°F) is much higher than that of many of the various voe species likely to be present, propane (-44°F), butane (30°F), pentane (97°F), etc., the water would condense before the organic species. The condensing water would then react with inorganic constituents in the gas stream, such as HCI and SO2, forming acid gases that would lead to an unacceptable level of equipment fouling/corrosion damage. As such, condensers are viewed as technically infeasible for cement kilns for VOC control; therefore, no further analysis will be conducted.
Wet Scrubbing The ability of water to remove voe is controlled by the solubility of each individual species in water (i.e. Henry's Law). The concentration of the kiln gas voe (on the order of 100 ppm) is too low to provide a significant driving force (i.e. diffusion coefficient) for the non-polar organic species to be captured by the water. There are no published data regarding capture of cement kiln VOCs using wet scrubbing. Consequently, wet scrubbing is not believed to be a technically feasible option for VOC control, and no further analysis has been conducted.
Step 3: Ranking of Remaining Control Technologies
Table 5: Rankin of voe Control Technolo ies
Thermal Oxidation Units U to 99.9% GCP Variable
Step 4: Evaluate the Most Effective Control In this step, the most effective controls are evaluated on a case-by-case basis considering energy, environmental and economic impacts. To better illustrate some the impacts, Continental obtained a quote from CTP Sinto America for a three RTO system capable of 99.5% percent destruction efficiency.
Energy Analysis for RTO CTP's RTO cost estimate is based on the treatment of at least 300,960 standard cubic feet per minute (scfm) of kiln exhaust gas. This level of control has energy requirements for the RTO's main fan in excess of 1,200 kW of electricity. The energy needed from approximately 25,000 standard cubic feet per hour (scfh) of natural gas to oxidize the VOC would be approximately 14 MMBtu per hour. Based on this
- 17 -

information, the annual electricity cost is estimated at approximately $750,000, while the annual natural gas cost required for VOC oxidation is approximately $1.04 million.
Environmental Analysis for RTO An RTO requires combustion of natural gas to provide the temperatures necessary for efficient VOC destruction. Based on CTP's cost estimate, an oxidizer used to control the combustion sources of this installation would require supplemental heat input. This additional heat would be added by the combustion of natural gas and would result in the formation of additional pollutants such as NOx. Around 6 tons per year of additional criteria pollutants would be formed by supplemental fuel combustion (see Appendix B).
Economic Analysis for RTO An economic analysis was performed for the RTO system installed for the kiln system exhaust at the Hannibal facility. The analysis assumes that all voe from the kiln system would be treated in a three RTO system as provided by CTP. The economic analysis, including capital and operating costs, is summarized in Table 6, with the full cost analysis and basis for calculations included in Appendix C of Continental's application. Information submitted later by Continental showed a weighted average flowrate of 224,000 cfm. The economic analysis is based on a total flowrate of 300,960. The costs were adjusted by applying the ratio of the flowrates, which is conservative since many costs won't reduce proportionally or at all. With an adjusted cost of $14,181, the addition of RTOs is still viewed as economically infeasible.
T bl 6 RTO C t A I . S a e OS naIysIs ummarv or on ro f voe c t 1
Total Cost RTO .·· ..
·•.
Total Annual Cost $11,070,646 Total Tons Pollutants Removed (99.5% of 458 tons) based on an annual average of 455 0. 76 lb/ton clinker Total Cost/Ton Pollutants Removed $24,309 I ton Adiusted Costs by Scalinq Flowrates $18,093 / ton
In summary, a total of 455 tons of VOC would be removed through the installation and operation of an RTO system, while approximately 6 tons of other criteria pollutants would be generated. Based on the economic, energy, and environmental impacts, the cost effectiveness of an RTO system is estimated to be over $18,093 per ton of pollutant removed. Addition of an RTO system will impose approximately $50 million in capital costs and over $3.8 million in annual operating costs to the Hannibal plant.
The costs associated with an RTO system are high, and will result in an undue economic burden to Continental. Therefore, the RTO system is not considered an economically feasible BACT.
Energy, Environmental and Economic Impacts - GCP A properly designed and operated kiln functions as a thermal oxidizer. VOC formation is minimized when the kiln temperature and excess oxygen availability is adequate for
- 18 -

complete combustion. There are no incremental costs associated with optimal operation of a properly designed kiln.
Hence proper design kiln and operation is the most effective control operation for VOC. This is supported by the RBLC determinations.
Step 5: Select BACT
Thermal oxidizers can be rejected as BACT control on the basis of cost and negative environmental and energy impacts, leaving only GCP as a viable option. This is consistent with BACT determinations for voe BACT on cement kilns around the country.
The difficulty in setting a voe BACT rate has partially been due to data gaps ..... . Continental conducted a four-day emission study from 5/21/2018 to 5/24/2108 to determine current voe emission levels with mostly Kimmswick limestone, look at VOC variability, analyze the correlation between CO and VOC, and develop data to project future potential voe emission levels. voe emissions were derived from measured methane and ethane, subtracted from the Total VOC, reported as Non-Methane/NonEthane Volatile Organic Carbon (NMNEVOC).
When setting a limit, there are three items that need to be considered together: 1) the value of the limit, 2) the averaging period of the limit, and 3) the compliance demonstration method.
In amendment 072007-008E, compliance with the VOC BACT was demonstrated with periodic CONOC correlation testing and usage of the CO CEMS. Analysis of data gathered during the May 2018 test shows poor regression and correlation between CO and voe. As such, the CONOC correlation method is not viewed as appropriate for demonstrating compliance with a VOC BACT limit. Further, the kiln system is regulated under HWC MACT which already requires either a THC or CO CEMS in the process. Continental utilizes a THC CEMS in the preheater tower to verify that organics in the fuel are fully combusted. An additional THC CEMS in the stack would be duplicative from the standpoint of verifying good combustion. A potential benefit of a stack THC CEMS would be to verify compliance with the annual VOC emission limit on a continuous basis. However, as there are no short term ambient air quality standards for VOCs, the additional cost of another THC CEMS, relative to annual testing, is not warranted as there is no concern that an ambient air quality standard is in danger. This amendment is replacing the compliance demonstration method to three 1-hour tests in accordance with the test method. Testing of raw mill on will be conducted once per year. Since raw mill off conditions occur only 8% of the time, testing for raw mill off will be conducted once every 2 years.
Limit value: Since 1-hour tests are being used to demonstrate compliance with the VOC limit, the 1-minute test data from May 2018 was translated into 1-hour blocks. All of the values are below 0.59 lb/ton when the raw mill is on and 0.65 lb VOC/ton of
- 19 -

clinker when the raw mill is off. However, in order to account for variations in test data, the limit was set by using the average value obtained during the testing plus 2 standard deviations. This represents a 95% confidence rate and equate to 0.56 and 0.68 lb/ton, respectively. Since organic content of the limestone has been shown to greatly influence VOC emission, the values were further adjusted to account for the differences in organic material of the limestone from the values observed during the test to those that are projected to occur when Burlington limestone is no longer available, which is expected in the next couple of years. The organic content (OC) in the Kimmswick limestone during the May test was approximately 0.31 % and consisted of approximately 88% of the limestone feed. Approximately 12% of the total limestone feed was Burlington limestone which contained only 0.07% OC. As such, the maximum of the core samples plus two standard deviations was scaled by the ratio of the future 100% Kimmswick feed mix to the test feed mix. The resulting value for the raw mill on operating condition equates to 0. 75 lb/ton. The same analysis was performed with data during raw mill off conditions. The resulting value equates to 0.87 lb/ton.
When setting a BACT limit, consideration should be given to what other facilities have chosen as BACT. We recognize that that the limits proposed here are greater than the VOC BACT values contained in the RBLC. However, BACT is meant to be site specific and the limestone available to Continental is recognized to have high OC.
One of the recent voe BACT determinations of GCP for voe control was for the CEMEX, Inc. plant at Clinchfield, GA (CEMEX Clinchfield) in its permit dated January 27, 2010. The VOC BACT limit for this in-line kiln/raw mill was established as a 30-day rolling average of 0.5 pounds of voe per ton of clinker. The 0.5 lb VOC/ton clinker limit is based on the relatively high carbonaceous materials that are locally quarried and utilized by the plant as kiln feed. The CEMEX Clinchfield PSD further states that
It should be noted that because of using raw materials essentially free of organic matter, cement plants in Florida were permitted with BACT VOCITHC emission limits in the range of 0. 12 to 0. 15 lb/ton of clinker.
These statements acknowledge that other cement facilities and permitting authorities concur that the presence of carbonaceous material in the kiln feed can greatly affect VOC emissions. As stated above, changing the limestone source is not technically feasible. The department believes that the emissions testing conducted demonstrated that over a wide range of operating conditions (108 tons clinker/hr to 146 tons clinker/hr, raw mill on / raw mill off, and waste fuel on/off) that there were no alternative operating conditions that could be relied on to further reduce VOC emission levels. That is, the data suggests that the organic carbon content in the raw materials is the driver for the higher emission levels rather than combustion practices. Further, the extensive core sampling in the quarry validates that the current/future source of limestone (Kimmswick) will be consistently higher in organic carbon than the Burlington limestone which is largely depleted. Therefore, we believe that the stack test data, in combination with core sample data, warrants the higher limits.
- 20 -

AMBIENT AIR QUALITY IMPACT ANALYSIS
Ambient air quality modeling was performed to determine the ambient impact of VOC on ozone. No pre or post-construction monitoring is required. For further details see the attached memo, Ambient Air Quality Impact Analysis (AAQIA) for the Continental Cement Company, LLC-Prevention of Significant Deterioration (PSD) Air Quality Impact Analysis, November 20, 2018.
STAFF RECOMMENDATION
On the basis of this review conducted in accordance with Section (8), Missouri State Rule 10 CSR 10-6.060, Construction Permits Required, it is recommended that this amendment be granted with special conditions.
PERMIT DOCUMENTS
The following documents received from Continental Cement Company, LLC are incorporated by reference into this permit: • The Application for Authority to Construct form, dated August 30, 2018, designating
Continental Cement Company, LLC as the owner and operator of the installation.
The following documents are permit references: • Request for Determination on Best Available Control Technology (BACT) Issues -
Ogden Martin Tulsa Municipal Waste Incinerator Facility, US EPA November 18, 1987
• CO2 Emissions from Cement Production, Intergovernmental Panel on Climate Change
• EPA RACT/BACT/LAER Clearinghouse (RBCL) https://cfpub.epa.gov/rblc/ • Emails • Drafts • Modeling memo
- 21 -

APPENDIX A Abbreviations and Acronyms
% ............ percent 0 f ............ degrees Fahrenheit
acfm ....... actual cubic feet per minute
BACT ...... Best Available Control Technology
BMPs ...... Best Management Practices
Btu .......... British thermal unit
CAM ....... Compliance Assurance Monitoring
CAS ........ Chemical Abstracts Service
CEMS ..... Continuous Emission Monitor System
CFR ........ Code of Federal Regulations
CO .......... carbon monoxide
CO2 ......... carbon dioxide
C02e ....... carbon dioxide equivalent
COMS ..... Continuous Opacity Monitoring System
CSR ........ Code of State Regulations
dscf ........ dry standard cubic feet
EIQ ......... Emission Inventory Questionnaire
EP ......... .. Emission Point
EPA ........ Environmental Protection Agency
EU ........... Emission Unit
fps .......... feet per second
ft ............. feet
GACT ..... Generally Available Control Technology
GHG ....... Greenhouse Gas
gpm ........ gallons per minute
gr ............ grains
GWP .. ..... Global Warming Potential
HAP ........ Hazardous Air Pollutant
hr ............ hour
hp ........... horsepower
lb ............ pound
lbs/hr ...... pounds per hour
MACT ..... Maximum Achievable Control Technology µg/m3 ...... micrograms per cubic meter
mis ......... meters per second
Mgal ....... 1,000 gallons
MW ......... megawatt
MHDR ..... maximum hourly design rate - 22 -
MM Btu ... Million British thermal units
MMCF ..... million cubic feet
MSDS ..... Material Safety Data Sheet
NAAQS .. National Ambient Air Quality Standards
NESHAPs National Emissions Standards for Hazardous Air Pollutants
NOx .... ..... nitrogen oxides
NSPS .. .... New Source Performance Standards
NSR. ....... New Source Review
PM .......... particulate matter
PM2.s ....... particulate matter less than 2.5 microns in aerodynamic diameter
PM10 ....... particulate matter less than 10 microns in aerodynamic diameter
ppm ........ parts per million
PSD ........ Prevention of Significant Deterioration
PTE ........ potential to emit
RACT ..... Reasonable Available Control Technology
RAL ........ Risk Assessment Level
sec ........ Source Classification Code
scfm .. ..... standard cubic feet per minute
5D5 ........ Safety Data Sheet
SIC ......... Standard Industrial Classification
SIP .......... State Implementation Plan
SMAL ..... Screening Model Action Levels
SOx ......... sulfur oxides
502 ......... sulfur dioxide
THC ........ total hydrocarbons
tph .......... tons per hour
tpy .......... tons per year
VMT ........ vehicle miles traveled
voe ........ Volatile Organic Compound

COMMENTS and RESPONSES
Only one comment was received during the comment period. It was to correct verbiage on page 8 of the permit. The original permit stated that the VOC BACT limit increased from "0.33 to 0.739 lb/ton clinker weighted average ... " It was correct to read "0.33 to 0.76 lb/ton ... "
- 23 -
