micro thread mills & forming taps thread mills... · m2 - m5 fresado de roscas pequeñas m2 -...
TRANSCRIPT

SOLUTIONS FOR INDUSTRIES
Micro Thread Mills & Forming Taps
www.osgeurope.comwww.osgeurope.com
2
Machining equipment constaints
Along with the need for ultra-high speed and high precision operations, small machining centers without reverse function (tap cycles) have emerged.
High precision and high quality of internal threads
The demands for internal threads are becoming increasingly diffi cult, such as "no room in pilot holes", "high quality with no burrs", and "high precision internal threads".
WH-VM-PNC OSG'S answer to couter these various problems is WH-VM-PNC.
The 3-crest thread lenght reduces cutting
forces and applies a low load to the tool
and equipment
A short overall lenght of 40mm for superb
ease of use.
It uses WXS Coating, with a proven track
record on end mills for high hardened
materials, and an exclusive carbide base
material.
1P
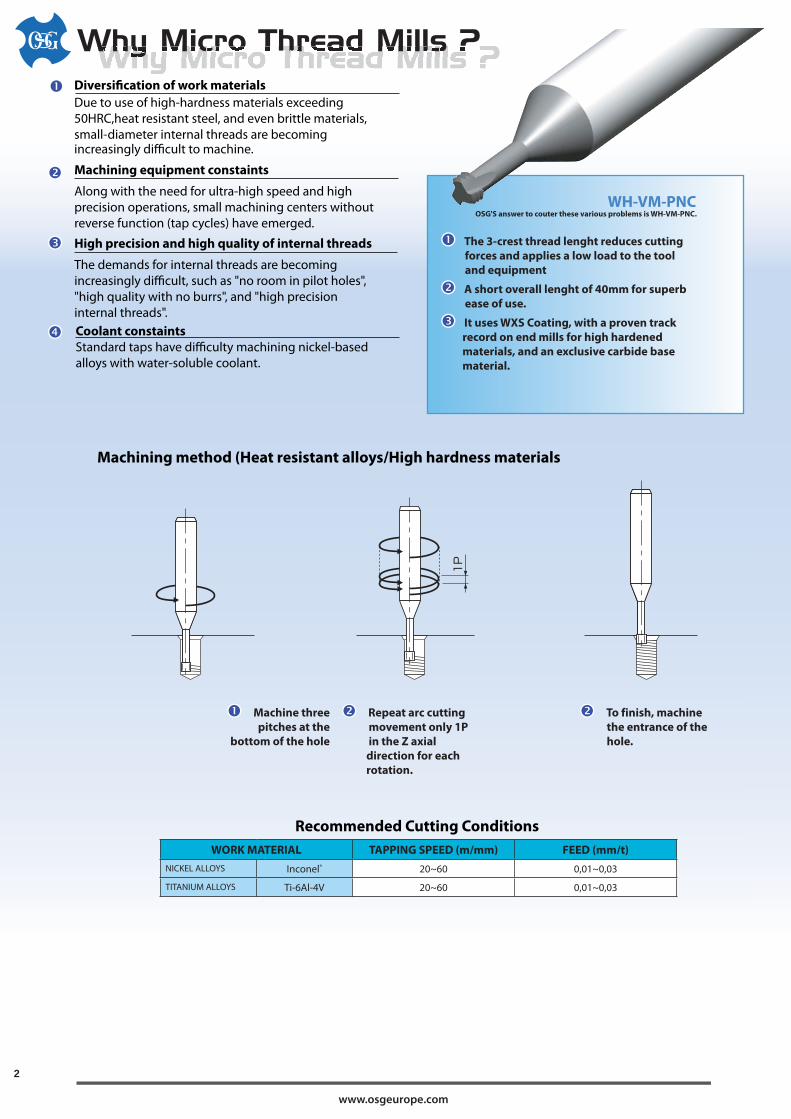
Machining method (Heat resistant alloys/High hardness materials
Recommended Cutting Conditions
Machine three
pitches at the
bottom of the hole
Repeat arc cutting
movement only 1P
in the Z axial
direction for each
rotation.
To finish, machine
the entrance of the
hole.
WORK MATERIAL TAPPING SPEED (m/mm) FEED (mm/t)
NICKEL ALLOYS Inconel® 20~60 0,01~0,03
TITANIUM ALLOYS Ti-6Al-4V 20~60 0,01~0,03
Why Micro Thread Mills ?Why Micro Thread Mills ?
Coolant constaints
Standard taps have diffi culty machining nickel-basedalloys with water-soluble coolant.
Diversifi cation of work materials
Due to use of high-hardness materials exceeding50HRC,heat resistant steel, and even brittle materials,small-diameter internal threads are becomingincreasingly diffi cult to machine.

www.osgeurope.com
GGG0.45%
BsC
C
Cu BS
SCM
PB Al AC,ADC MC ZDC
SUS
Ti
SKD
Ni
SC
Plast.
GG
Vinyl
Applications - Anwendungen - Applicazioni - Applications - Applikation - Applikation - Aplicaciones - Применение - Uygulama - Zastosowania
TAPS
3
l1l
L
dD
l1l
L
dDh611°CARBIDEMMMMM
WH-VM-PNC
WORK MATERIAL TAPPING SPEED (m/min) FEED (mm/tooth)
LOW TENSILE STRENGTH Steel C~0,25% 60~90 0,02~0,08MEDIUM TENSILE STRENGTH Steel C~0,25% ~ 0,45% 60~90 0,02~0,08HIGH TENSILE STRENGTH Steel C0,45%~ 60~90 0,02~0,08ALLOY Steel SCM 30~60 0,01~0,03
HARDENED Steel
25~45 HRC 30~60 0,01~0,0345~55 HRC 30~60 0,01~0,0350~60 HRC - -
STAINLESS Steel SUS 60~90 0,02~008TOOL Steel SKD - -CAST Steel SC 40~65 0,02~0,09CAST IRON FC 50~100 0,03~0,1DUCTILE CAST IRON FCD 50~70 0,03~0,1COPPER Cu - -BRASS Bs - -BRASS CASTING BsC 50~100 0,02~0,06BRONZE PB 50~100 0,02~0,06ALUMUNIUM ROLLED Steel AL 50~100 0,02~0,06ALUMINIUM ALLOY CASTING AC, ADC 50~100 0,02~0,06MAGNESIUM ALLOY CASTING MC 50~100 0,02~0,06ZINC ALLOY CASTING ZDC 50~100 0,02~0,06TITANIUM ALLOYS Ti-6AL-4V 20~60 0,01~0,03NICKEL ALLOYS Inconel® 20~60 0,01~0,03THERMO SETTING PLASTIC - 50~100 0,02~0,06THERMO PLASTIC - 50~100 0,02~0,06
60~90m/min
60~90m/min
60~90m/min
50~100m/min
50~100m/min
50~100m/min
50~100m/min
50~100m/min
20~60m/min
20~60m/min
50~100m/min
50~100m/min
30~60m/min
30~60m/min
30~60m/min
30~60m/min
60~90m/min
40~65m/min
50~100m/min
50~70m/min
WH-VM-PNC TAPS
M,SU,UNJ
M,SU,UNJ
EDP ThreadMin. Cutting
bore dia.P L l l1 D d ZΔ Stock Price
3900495 M M1 0,25 40 0,25 2,75 0,72 3 3 ●3900496 M M1,2 0,25 40 0,25 3,25 0,92 3 3 ●3900497 M M1,4 0,3 40 0,3 3,8 1,05 3 3 ●3900498 M M1,6 0,35 40 0,35 4,35 1,2 3 3 ●3900499 M M1,7 ~ M1,8 0,35 40 0,35 4,85 1,3 3 3 ●3900500 M M2 0,4 40 1,2 4,4 1,5 6 3 ●3900501 M M2,5 ~ M2,6 0,45 40 1,4 5,6 1,9 6 3 ●3900502 M M3 0,5 40 1,5 6,5 2,4 6 3 ●3900503 M M4 0,7 40 2,1 8,7 3,1 6 3 ●3900504 M M5 0,8 40 2,4 10,8 4 6 3 ●
EDP ThreadMin. Cutting
bore dia.P L l l1 D d ZΔ Stock Price
3900495 S S1 0,25 40 0,25 2,75 0,72 3 3 ●3900496 S S1,2 0,25 40 0,25 3,25 0,92 3 3 ●3900497 S S1,4 0,3 40 0,3 3,8 1,05 3 3 ●
EDP ThreadMin. Cutting
bore dia.P L l l1 D d ZΔ Stock Price
3900513 U, UNJ N°8 32 40 2,4 9,1 3,2 6 3 ●
NewSizes
NewSizes
NewSizes
NewSizes
NewSizes
NewSizes
NewSizes
NewSizes
h611°CARBIDESSSSSS
h611°CARBIDEUNJUUUUUNNNNNJJJJJUUUUUUUU
NEWsiz
esNEWsiz
es
Number of fl utes - Anzahl Schneiden - Numero di denti - Nombre de lèvres - Liczba ostrzyAntal skær - Antal skär - Numero de ranuras - Число режущих кромок - Kanal sayısı
Z∆=
METRISK, U & UNCMETRISK, U & UNC METRICO, U & UNC МETPИЧECKИЙ, U & UNC
METRISCH, U & UNC METRICO, U & UNC METRIQUE, U & UNCMETRIC, U & UNC
Thread mill for small size
M2 - M5
Gewindefräser für kleineAbmessungenM2 - M5
Micro Frese a filettare
M2 - M5
Fraises à fileter de petitesdimensionsM2 - M5
METRIK, U & UNC
Küçük ölçüler için diş frezesi
M2 - M5
Gevindfræser for små størrelser
M2 - M5
Gängfräsar för små diametrar
M2 - M5
Fresado de roscas pequeñas
M2 - M5
Резьбофреза для малых серий
M2 - M5
METRYCZNY, U & UNC
Frez do małych wymiarówgwintówM2 - M5
WXSWXS
WXSWXS
WXSWXS
www.osgeurope.com
GGG0.45%
BsC
C
Cu BS
SCM
PB Al AC,ADC MC ZDC
SUS
Ti
SKD
Ni
SC
Plast.
GG
Vinyl
Applications - Anwendungen - Applicazioni - Applications - Applikation - Applikation - Aplicaciones - Применение - Uygulama - Zastosowania
TAPS
4
C/2 371DINDIDIDIDIDIDIDIDIDIDIDINNNNNNNNNNN
6HXISO 2ISOISOISOISOISOISOISO 222222 2VV
HSS-CoMMMMM
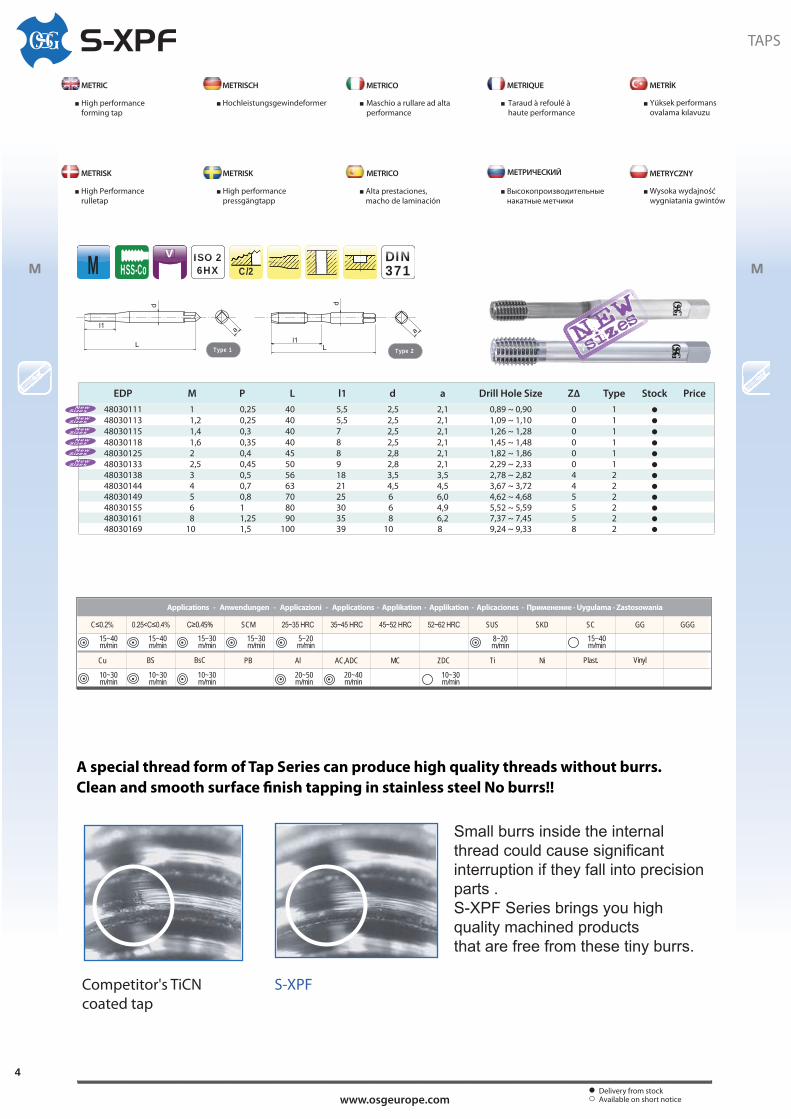
EDP M P L l1 d a Drill Hole Size ZΔ Type Stock Price
48030111 1 0,25 40 5,5 2,5 2,1 0,89 ~ 0,90 0 1 ●48030113 1,2 0,25 40 5,5 2,5 2,1 1,09 ~ 1,10 0 1 ●48030115 1,4 0,3 40 7 2,5 2,1 1,26 ~ 1,28 0 1 ●48030118 1,6 0,35 40 8 2,5 2,1 1,45 ~ 1,48 0 1 ●48030125 2 0,4 45 8 2,8 2,1 1,82 ~ 1,86 0 1 ●48030133 2,5 0,45 50 9 2,8 2,1 2,29 ~ 2,33 0 1 ●48030138 3 0,5 56 18 3,5 3,5 2,78 ~ 2,82 4 2 ●48030144 4 0,7 63 21 4,5 4,5 3,67 ~ 3,72 4 2 ●48030149 5 0,8 70 25 6 6,0 4,62 ~ 4,68 5 2 ●48030155 6 1 80 30 6 4,9 5,52 ~ 5,59 5 2 ●48030161 8 1,25 90 35 8 6,2 7,37 ~ 7,45 5 2 ●48030169 10 1,5 100 39 10 8 9,24 ~ 9,33 8 2 ●
S-XPF
M M
● Delivery from stock○ Available on short notice
METRISKMETRISK METRICO МETPИЧECKИЙ
METRISCH METRICO METRIQUEMETRIC
High performanceforming tap
Hochleistungsgewindeformer Maschio a rullare ad alta performance
Taraud à refoulé à haute performance
METRİK
Yüksek performansovalama kılavuzu
High Performancerulletap
High performancepressgängtapp
Alta prestaciones,macho de laminación
Высокопроизводительныенакатные метчики
METRYCZNY
Wysoka wydajnośćwygniatania gwintów
NEW
size
sNEW
size
sa
d
Ll1L
l1
d
a
Type 1 Type 2
NewSizes
NewSizes
NewSizes
NewSizes
NewSizes
NewSizes
Clean and smooth surface fi nish tapping in stainless steel No burrs!!
A special thread form of Tap Series can produce high quality threads without burrs.
GGG0.45%
BsC
C
Cu BS
SCM
PB Al AC,ADC MC ZDC
SUS
Ti
SKD
Ni
SC
Plast.
GG
Vinyl
Applications - Anwendungen - Applicazioni - Applications - Applikation - Applikation - Aplicaciones - Применение - Uygulama - Zastosowania
10~30m/min
10~30m/min
10~30m/min
15~30m/min
15~40m/min
15~40m/min
15~30m/min
20~50m/min
20~40m/min
10~30m/min
8~20m/min
5~20m/min
15~40m/min
Competitor's TiCNcoated tap
S-XPF
Small burrs inside the internalthread could cause signifi cantinterruption if they fall into precisionparts .S-XPF Series brings you highquality machined productsthat are free from these tiny burrs.
www.osgeurope.comwww.osgeurope.com
5
Selective use of small Forming TapsSelective use of small Forming Taps
Description-Type Eff ect of tap root
diameter
Internal thread Thread shape after
tapping
Use
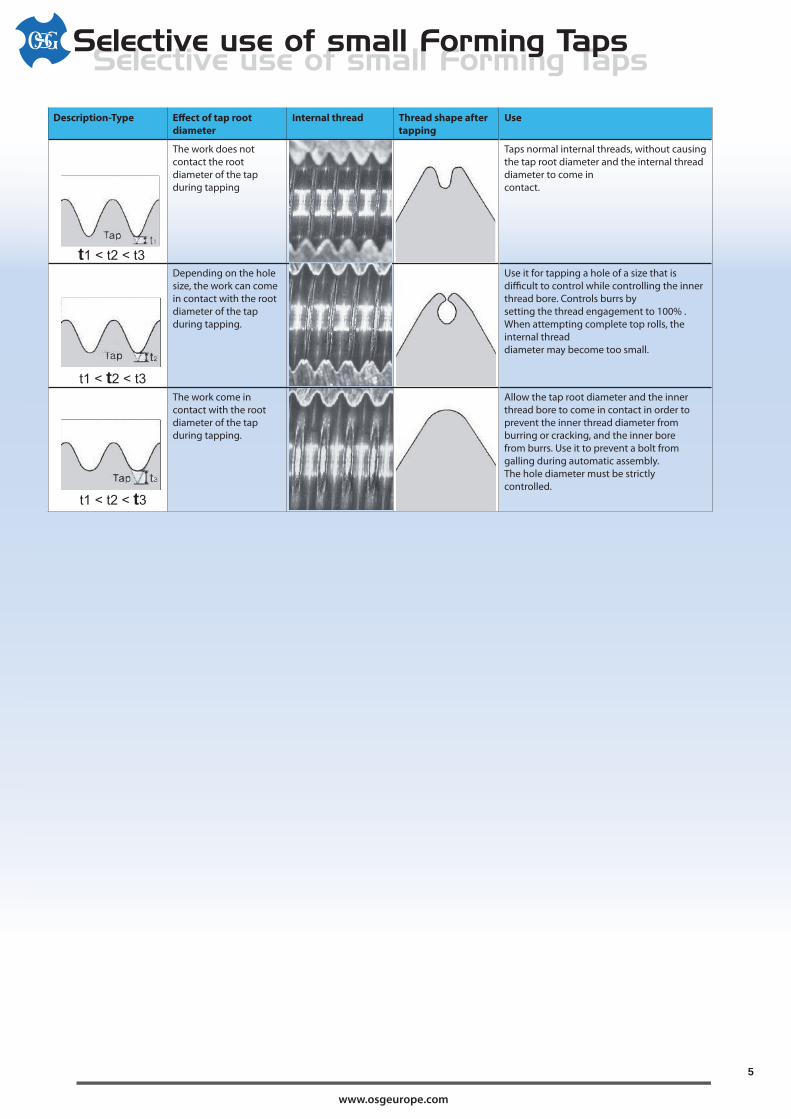
The work does not contact the rootdiameter of the tap during tapping
Taps normal internal threads, without causing the tap root diameter and the internal threaddiameter to come incontact.
Depending on the hole size, the work can come in contact with the root diameter of the tap during tapping.
Use it for tapping a hole of a size that isdiffi cult to control while controlling the inner thread bore. Controls burrs bysetting the thread engagement to 100% .When attempting complete top rolls, the internal threaddiameter may become too small.
The work come in contact with the root diameter of the tap during tapping.
Allow the tap root diameter and the inner thread bore to come in contact in order to prevent the inner thread diameter fromburring or cracking, and the inner borefrom burrs. Use it to prevent a bolt from galling during automatic assembly.The hole diameter must be strictlycontrolled.
t1 < t2 < t3
t1 < t2 < t3
t1 < t2 < t3
www.osgeurope.com
GGG0.45%
BsC
C
Cu BS
SCM
PB Al AC,ADC MC ZDC
SUS
Ti
SKD
Ni
SC
Plast.
GG
Vinyl
Applications - Anwendungen - Applicazioni - Applications - Applikation - Applikation - Aplicaciones - Применение - Uygulama - Zastosowania
TAPS
6
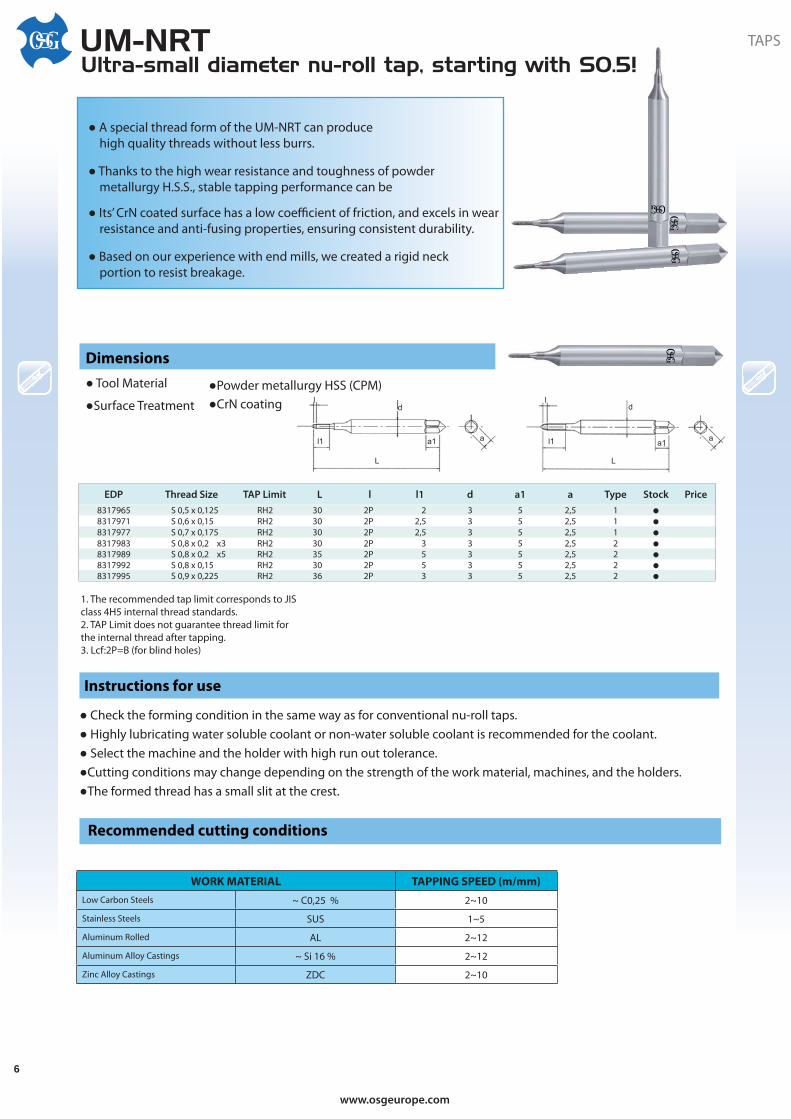
UM-NRTUltra-small diameter nu-roll tap, starting with S0.5!
● A special thread form of the UM-NRT can produce high quality threads without less burrs.
● Check the forming condition in the same way as for conventional nu-roll taps.● Highly lubricating water soluble coolant or non-water soluble coolant is recommended for the coolant.● Select the machine and the holder with high run out tolerance.●Cutting conditions may change depending on the strength of the work material, machines, and the holders.●The formed thread has a small slit at the crest.
● Thanks to the high wear resistance and toughness of powder metallurgy H.S.S., stable tapping performance can be
● Its’ CrN coated surface has a low coeffi cient of friction, and excels in wear resistance and anti-fusing properties, ensuring consistent durability.
● Based on our experience with end mills, we created a rigid neck portion to resist breakage.
● Tool Material
●Surface Treatment
1. The recommended tap limit corresponds to JISclass 4H5 internal thread standards.2. TAP Limit does not guarantee thread limit forthe internal thread after tapping.3. Lcf:2P=B (for blind holes)
●Powder metallurgy HSS (CPM)●CrN coating
EDP Thread Size TAP Limit L l l1 d a1 a Type Stock Price
8317965 S 0,5 x 0,125 RH2 30 2P 2 3 5 2,5 1 ●8317971 S 0,6 x 0,15 RH2 30 2P 2,5 3 5 2,5 1 ●8317977 S 0,7 x 0,175 RH2 30 2P 2,5 3 5 2,5 1 ●8317983 S 0,8 x 0,2 x3 RH2 30 2P 3 3 5 2,5 2 ●8317989 S 0,8 x 0,2 x5 RH2 35 2P 5 3 5 2,5 2 ●8317992 S 0,8 x 0,15 RH2 30 2P 5 3 5 2,5 2 ●8317995 S 0,9 x 0,225 RH2 36 2P 3 3 5 2,5 2 ●
Dimensions
Instructions for use
Recommended cutting conditions
a
dd
a1a1
l
l1l1
l
a
L L
WORK MATERIAL TAPPING SPEED (m/mm)
Low Carbon Steels ~ C0,25 % 2~10
Stainless Steels SUS 1~5
Aluminum Rolled AL 2~12
Aluminum Alloy Castings ~ Si 16 % 2~12
Zinc Alloy Castings ZDC 2~10
www.osgeurope.com
GGG0.45%
BsC
C
Cu BS
SCM
PB Al AC,ADC MC ZDC
SUS
Ti
SKD
Ni
SC
Plast.
GG
Vinyl
Applications - Anwendungen - Applicazioni - Applications - Applikation - Applikation - Aplicaciones - Применение - Uygulama - Zastosowania
TAPS
7
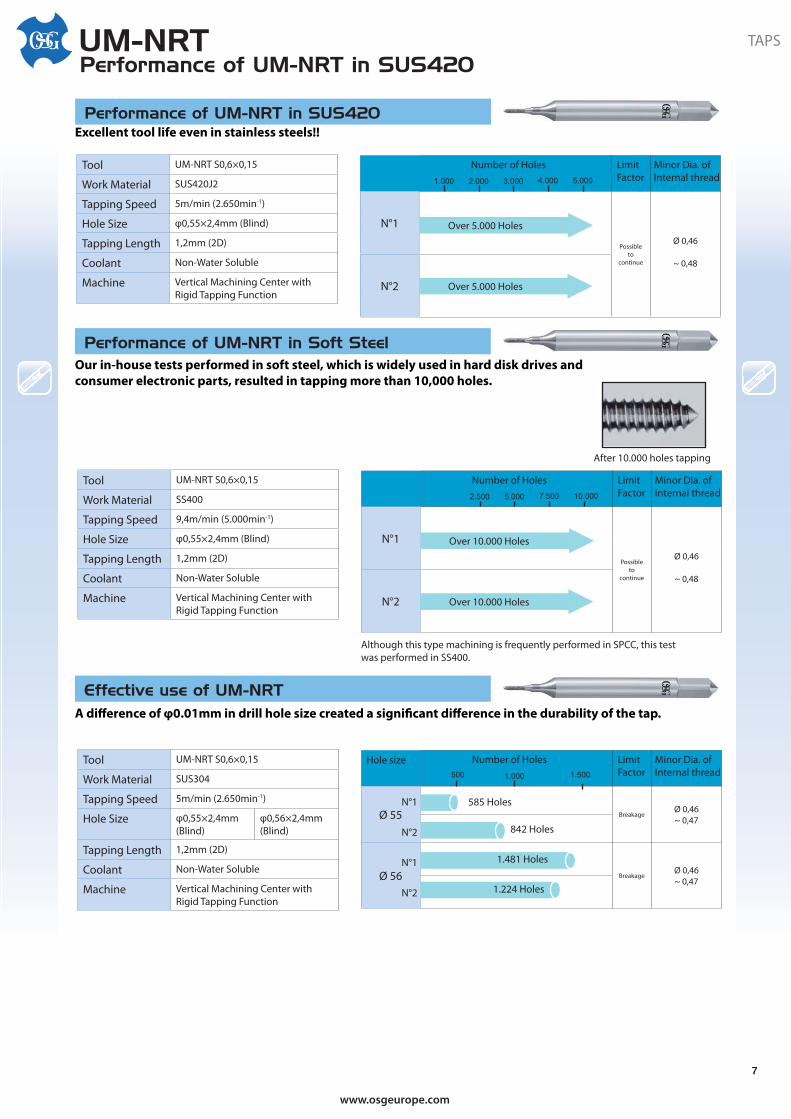
UM-NRTPerformance of UM-NRT in SUS420
Performance of UM-NRT in SUS420
Performance of UM-NRT in Soft Steel
Effective use of UM-NRT
Excellent tool life even in stainless steels!!
Tool UM-NRT S0,6×0,15
Work Material SUS420J2
Tapping Speed 5m/min (2.650min-1)
Hole Size φ0,55×2,4mm (Blind)
Tapping Length 1,2mm (2D)
Coolant Non-Water Soluble
Machine Vertical Machining Center with Rigid Tapping Function
Tool UM-NRT S0,6×0,15
Work Material SS400
Tapping Speed 9,4m/min (5.000min-1)
Hole Size φ0,55×2,4mm (Blind)
Tapping Length 1,2mm (2D)
Coolant Non-Water Soluble
Machine Vertical Machining Center with Rigid Tapping Function
Tool UM-NRT S0,6×0,15
Work Material SUS304
Tapping Speed 5m/min (2.650min-1)
Hole Size φ0,55×2,4mm (Blind)
φ0,56×2,4mm (Blind)
Tapping Length 1,2mm (2D)
Coolant Non-Water Soluble
Machine Vertical Machining Center with Rigid Tapping Function
N°1
Possibleto
continue
Ø 0,46
N°2
~ 0,48
N°1
Possibleto
continue
Ø 0,46
N°2
~ 0,48
Hole size
Ø 55 BreakageØ 0,46~ 0,47
Ø 56 BreakageØ 0,46~ 0,47
Number of Holes
Number of Holes
Number of Holes
585 Holes
842 Holes
N°1
N°1
N°2
N°2
After 10.000 holes tapping
LimitFactor
LimitFactor
LimitFactor
Minor Dia. ofInternal thread
Minor Dia. ofInternal thread
Minor Dia. ofInternal thread
1.000 2.000
2.500
500
3.000
5.000
1.000
4.000
7.500
1.500
5.000
10.000
◄
◄
◄
◄
Over 5.000 Holes
Over 10.000 Holes
Over 5.000 Holes
Over 10.000 Holes
Our in-house tests performed in soft steel, which is widely used in hard disk drives and
consumer electronic parts, resulted in tapping more than 10,000 holes.
A diff erence of φ0.01mm in drill hole size created a signifi cant diff erence in the durability of the tap.
Although this type machining is frequently performed in SPCC, this testwas performed in SS400.
1.481 Holes
1.224 Holes
Tool specifications subject to change without notice
Av. Lavoisier 1B-1300 Wavre NordBelgium
Tel. + 32.10.230508Fax + 32.10.230532
E-mail: [email protected]://www.osgeurope.com
TOOL COMMUNICATION
OSG EUROPE s.a.
All rights reserved. ©OSG Europe 2009.
The contents of this catalogue are provided to you for viewing only. They are not intended for reproduction either in part or in whole in this or other medium. They cannot be copied, used to create derivation work or used for any reason, by means without the express, written permission of the copyright owner. If prices are stated, they are netto unit-prices and any eventual tax(es) have to be added. The company is not responsable for any printing error in technical, price and/or any other data.
EURMicro threads & taps05R13a
OS
G E
UR
OP
E :
http
://w
ww
.osg
euro
pe.
Combinate with OSG DRILL !