microstructure characterization of oxide dispersion ... · microstructure characterization of oxide...
TRANSCRIPT

Microstructure Characterization of Oxide Dispersion Strengthened Steels ContainingMetallic Chromium Inclusions after High-Temperature Thermal Aging
Satoshi Ohtsuka+, Yasuhide Yano, Takashi Tanno, Takeji Kaito and Kenya Tanaka
Japan Atomic Energy Agency, Oarai, Ibaraki 311-1393, Japan
Microstructure characterizations of 9Cr-oxide dispersion strengthened (ODS) steels were carried out after high-temperature thermal agingto reproduce the anomalous microstructure change that occurred in the BOR-60 irradiation test® formation of abnormally coarse and irregularprecipitates a few tens of micrometers in size. The 750°C thermal aging for 8,000 h produced the precipitate growth in normalized-and-tempered(NTed) 9Cr-ODS steels, however, the largest precipitates were only a few micrometers. The furnace-cooling (FC) heat treatment produced thematrix structure change from tempered martensite to ¡-ferrite, but the precipitate size after the thermal aging was in the same level as that in theNTed 9Cr-ODS steel. In the case of NTed defective 9Cr-ODS steel containing metallic Cr inclusions, coarse and irregular precipitates wereformed nearby metallic Cr inclusions after the 750°C thermal aging for 8,000 h. In the case of FCed defective 9Cr-ODS steel containing metallicCr inclusions, the 750°C thermal aging for 8,000 h produced the pronounced growth of coarse and irregular precipitates, which was equivalent tothe anomalous microstructure change in the BOR-60 irradiation test. Based on the analyses using energy dispersive X-ray spectrometry (EDX)and electron backscattered pattern (EBSP), coarse and irregular precipitates were identified as M23C6. [doi:10.2320/matertrans.M2013217]
(Received June 10, 2013; Accepted July 29, 2013; Published September 13, 2013)
Keywords: oxide dispersion strengthened steel, metallic chromium inclusion, anomalous microstructure change, M23C6, thermal aging, BOR-60 irradiation test
1. Introduction
9Cr-oxide dispersion strengthened tempered martensiticsteels (9Cr-ODS steels) are recognized as an advanced heat-resistant alloy that can be used for advanced type fissionreactors, fusion reactors and high-efficiency fossil powerplants since they have adequate creep rupture strength andgood microstructure stability at high temperature. The JapanAtomic Energy Agency (JAEA) has been developing 9Cr-ODS steels for the long-life fuel cladding tubes of advancedtype fast breeder reactors.1,2) There are two types ofproduction processes for ODS steels: the pre-alloy processand the pre-mix process. The former uses pre-alloyed powderand oxide powder (Y2O3) as raw material powders. Thehigh-purity pre-alloy powder is often produced by Ar gasatomization process of vacuum melt alloy. The latter typeprocess uses the elemental powder (Fe, Cr, C, W, Ti) andoxide powder (Y2O3) as raw material powders. In bothprocess types, the raw material powders are mechanicallyalloyed (MAed) using an attritor mill. The MAed powder isconsolidated by thermo-mechanical processing, such as hotextrusion, hot isostatic pressing (HIP) or hot pressing. Thepre-mix process has an advantage over the pre-alloy processof reduced raw material cost. However, this process needshigh-level quality control to prevent occurrence of micro-structure heterogeneity. The pre-alloy process can produce amore homogeneous material than the pre-mix process since ituses the previously homogenized alloy powder as one of theraw material powders.
The neutron irradiation test of pre-mix process 9Cr-ODSsteel cladding tube having a tempered martensite matrix waspreviously carried out in the Russian experimental fastreactor BOR-60.3,4) In this irradiation test, coarse andirregular precipitates were formed in the high-temperatureregion of the cladding tube.3,4) This microstructure change
was quite anomalous, and had never been reported beforein research studies on irradiation and thermal responses offerritic steels including ODS steels. An investigation todetermine the cause of this anomalous microstructure changewas previously carried out, and the 9Cr-ODS steel tube usedfor the BOR-60 irradiation test was found to contain metallicCr inclusions. The cause was determined to be the combinedeffects of the heterogeneity of the matrix Cr composition(presence of metallic Cr inclusions) and the high-temperatureenvironment in the BOR-60 irradiation test.3,4)
In this study, the high-temperature thermal aging testsof pre-mix process 9Cr-ODS steels were carried out toreproduce the anomalous microstructure change that occurredin the BOR-60 irradiation test specimens. The mechanismproducing this microstructure change was discussed.
2. Experimental Procedure
Table 1 shows the chemical analysis results of ODS steelsused in this study: the standard 9Cr-ODS steels and thedefective 9Cr-ODS steels containing metallic Cr inclusions.These steels were manufactured by the pre-mix process. Amixture of elemental powder and Y2O3 powder was MAedusing an attritor ball mill with the rotation speed of 220 rpm(rotations per minute) in high-purity Ar atmosphere(99.9999mass%Ar). The MAed power was classified bysize; the MAed powder having no particles larger than125 µm was used as the standard powder for the post-process.Then, the defective powder® a mixture of standard powderand 5mass% metallic Cr powder)®was prepared. Themetallic Cr powder used in this study was granular, with anapproximate average size of 100 µm. The standard powderand the defective powder were individually put into steelcapsules and degassed at 400°C in vacuum (0.1 Pa), thenconsolidated by the hot extrusion process at 1150°C. Twotypes of final heat treatment were adopted for the hot-extruded bars: normalizing-and tempering (NT: 1050°C ©+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 54, No. 10 (2013) pp. 2018 to 2026©2013 The Japan Institute of Metals and Materials

1 h, Air-cooling ) 800°C © 1 h, Air-cooling) and furnace-cooling (FC: 1050°C © 1 h ) furnace cooling). The aim inadopting two types of final heat treatment was to be ableto study the effect of matrix structure on precipitationbehavior under high-temperature thermal aging. On the basisof the continuous cooling transformation diagram of 9Cr-ODS steel,5) the slow cooling rate, i.e., 70°C/h, was adoptedin the FC heat treatment to produce ¡-ferrite instead ofmartensite. The FC heat treatment therefore produces ¡-ferrite matrix while the NT heat treatment yields temperedmartensite matrix. The reason why the authors noticed theeffect on the matrix structure is because the grain boundarycharacter and grain size of 9Cr-ODS steels noticeably changeaccording to the thermal history at a high temperatureexceeding the Ac1 point, even for a short period of time.These changes might have had an effect on precipitationbehavior in the BOR-60 irradiation test specimens. As shownin Table 1, specimens were designated in terms of powdertype and final heat treatment: the designations ST-NT and ST-FC mean the ODS steels produced with the standard powderand finished by the NT heat treatment and the FC heattreatment, respectively; CR-NT and CR-FC mean the ODSsteels produced with the defect powder containing metallicCr inclusions and finished by the NT heat treatment and theFC heat treatment, respectively.
The round ODS steel bars manufactured in this study werethermally aged at 750°C for 8,000 h after being sealed intoquartz tubes under a vacuum (0.1 Pa). Then, their transversesections were mechanically polished and finished usingcolloidal silica. Microstructure observations and semi-quantitative chemical analyses were conducted using scan-ning electron microscopy (SEM) and energy dispersive X-rayspectrometry (EDX) with an accelerating voltage of 20 keV.The instruments used for SEM and EDX were the Hitachi-S3400N and EDAX-Apollo-X, respectively. Electron back-scattered pattern (EBSP) measurements were carried out witha mapping pitch of 0.1 µm using an orientation imagingmicroscope (OIM) produced by TSL Solutions, LLC. Theaccelerating voltage was 20 keV. The specimen surface wasfinished by vibration polishing with colloidal silica prior tothe EBSP measurement. The EBSP data were analyzed withthe general purpose software TSL OIM-Analysis 5. Thepixels which did not have a confidence index (CI) valuelarger than 0.1 were rejected due to low reliability and werenot used in the post-analysis process. Most of the rejectedpixels were on grain boundaries. All of the rejected pixels
were replaced by neighbor pixels which had CI values higherthan 0.1 by means of a cleanup command.
3. Results and Discussions
3.1 Anomalous microstructure change of 9Cr-ODS steelin BOR-60 irradiation test
Figure 1 shows the secondary electron (SE) image ofcoarse and irregular precipitates formed in the pre-mixprocess 9Cr-ODS steel cladding tube after neutron irradiationin the BOR-60 irradiation test, which is reported in Refs. 3)and 4). The histogram of precipitate size distribution wasevaluated by image thresholding in this study. The irradiationtemperature of the observed area was planned to be 670°C;however, the SUS316 temperature monitor indicated that theactual irradiation temperature exceeded 700°C and mighthave reached the highest temperature of 770°C for a certainperiod of time.3) Irradiation period and neutron dose were13,570 h and 26 dpa, respectively.3,4) The largest size of thecoarse and irregular precipitates was roughly 40 µm at firstglance; however, the magnified view revealed that the coarse
Fig. 1 Anomalous microstructure change occurring in pre-mix process9Cr-ODS steel neutron-irradiated in the BOR-60 irradiation test:3,4)
(a) secondary electron image, (b) magnified view, (c) binary imagecreated by image thresholding, (d) histogram of equivalent diameterevaluated by image thresholding of the secondary electron image (a).
Table 1 Chemical analysis results of ODS steels manufactured for this study.
IDFinal heattreatment*1
Defectpowder
Chemical analysis result (mass%) Calculated value (mass%)
C Si Mn P S Ni Cr W Ti Y O N Ar Y2O3*2 Ex.O*3
ST-NT NTNo addition 0.14 <0.01 <0.01 <0.005 0.002 <0.01 8.9 1.9 0.19 0.28 0.15 0.004 0.005 0.36 0.08
ST-FC FC
CR-NT NT MetallicCr powder
0.13 <0.01 <0.01 <0.005 0.001 <0.01 13.5 1.9 0.18 0.27 0.15 0.008 0.005 0.34 0.08CR-FC FC
*1NT: Normalizing and Tempering (1050°C © 1 h, air-cooling ) 800°C © 1 h, air-cooling), FC: Furnace-cooling (1050°C © 1 h, furnace-cooling(70°C/h)).*2Estimated from yttrium content with the assumption that yttrium exists as Y2O3.*3Defined as the value obtained by subtracting oxygen concentration in Y2O3 from the total oxygen concentration in steel.
Microstructure Characterization of Oxide Dispersion Strengthened Steels Containing Metallic Chromium Inclusions 2019

and irregular precipitates were actually aggregates consistingof relatively small precipitates. The image analysis indicatedthat the largest equivalent diameter was 22 µm as seen inFig. 1(d). In all cases, the coarse and irregular precipitateswere much larger than the normal precipitate size for thisclass of steels. The semi-quantitative chemical analysis usingWDX indicated that composition of the coarse and irregularprecipitate is 51 at%Cr19Fe4W26C.4) Table 2 summa-rizes the crystallographic and compositional data of theprecipitates containing Cr and W (Mo) in Fe-based alloy.69)
The composition of the coarse and irregular precipitatesapproximately agreed with that of M23C6. The multi-component phase diagram for the Fe9mass%Cr0.13C2W0.2Ti system4) indicates that the stable precipitatescontaining Cr and W are also M23C6 at 700800°C. Fromthese, the coarse and irregular precipitates formed in BOR-60irradiation test were identified as M23C6.4)
3.2 SEM/EDX analysis of thermally-aged ODS steelsThis study carried out the thermal aging test of pre-mix
process 9Cr-ODS steels at 750°C for 8,000 h. Figure 2 andTable 3 indicate the backscattered electron (BSE) images andEDX analysis results of ST-NT before and after the thermalaging. The EDX analysis results showed that Cr and W con-centrations in the whitish granular precipitates (spots 2 and 3)
were higher than those in the matrix. It should be noted that,in the case of the as-NTed condition, the precipitate size(spot 2) was smaller than the EDX analysis area (a fewmicrometers). Thus, in this case, the EDX analysis areacovered not only the precipitate but also the matrix. The Crand W concentrations of the EDX spot 2 multiplied by 3approximately agreed with that of M23C6 (Table 2). Afterthe thermal aging, the whitish granular precipitate (spot 2)coarsened, however its size was only a few micrometers(spot 3) as seen in Fig. 2(b). The EDX analysis results indi-cated that the composition of the whitish granular precipitate(spot 3) approximately agreed with that of M23C6 (Table 2).These results indicated that M23C6 precipitates of sub-micrometer scale formed in ST-NT, and their size reached afew micrometers by 750°C thermal aging for 8,000 h.
Figure 3 and Table 3 provide the BSE images and EDXanalysis results of ST-FC before and after the thermal aging.In this case, whitish string-like precipitates were observed.The Cr and W concentrations of EDX spots 2 and 4multiplied by 2 approximately agreed with those of M23C6(Table 2). Considering that the EDX analysis results (spots 2and 4) contained the composition data of not only precipitatesbut also the matrix due to the precipitate size being smallerthan the EDX spot size, the whitish string-like precipitateswere considered to be M23C6.
Table 2 Crystallographic and compositional data of the precipitates containing Cr and W (Mo) in Fe-based alloys.69)
Precipitate Crystal structureRef.) Lattice parameter (nm)Ref.) Composition (at%)Ref.)
M23C6 fcc6) a = 1.0571.0686)17Fe53Cr7Mo20CMn, Ni, V, B, Si, Pin X18CrMoVNbB9-1*1 after 600°C creep test7)
M6C fcc6) a = 1.0851.1286)59Fe24Cr4Mo9.8CMn, Ni, V, Nb, B, Siin X18CrMoVNbB9-1*1 after 600°C creep test7)
M7C3pseudo
hexagonal6)a = 0.69280.69636)
c = 0.45410.45116)38Fe53Cr0.6Mo8.2CSi, Mn, Cuin a high Cr white cast iron*2 8)
Laves hexagonal6)a = 0.4730.4836)
c = 0.7720.7866)47Fe10Cr34MoC, Mn, Ni, V, Nb, B, Si, Pin X18CrMoVNbB9-1*1 after 600°C creep test7)
· bct6)a = 0.870.926)
c = 0.45540.486)59Fe37Cr4W in Fe30mass%Cr4W alloyafter 850°C aging9)
» bcc6) a = 0.8810.8956)59Fe33Cr9W in Fe30mass%Cr4W alloyafter 850°C aging9)
*1X18CrMoVNbB9-1: Fe0.17mass%C9.3Cr1.6MoSi, Mn, Ni, V, Nb, B, N.*2High Cr white cast iron: Fe3.0mass%C0.5Mo0.9Si0.7Mn1CuP, S, Ni, V.
Fig. 2 Backscattered electron images of ST-NT: (a) as-NTed, (b) after the 750°C aging for 8,000h.
S. Ohtsuka, Y. Yano, T. Tanno, T. Kaito and K. Tanaka2020
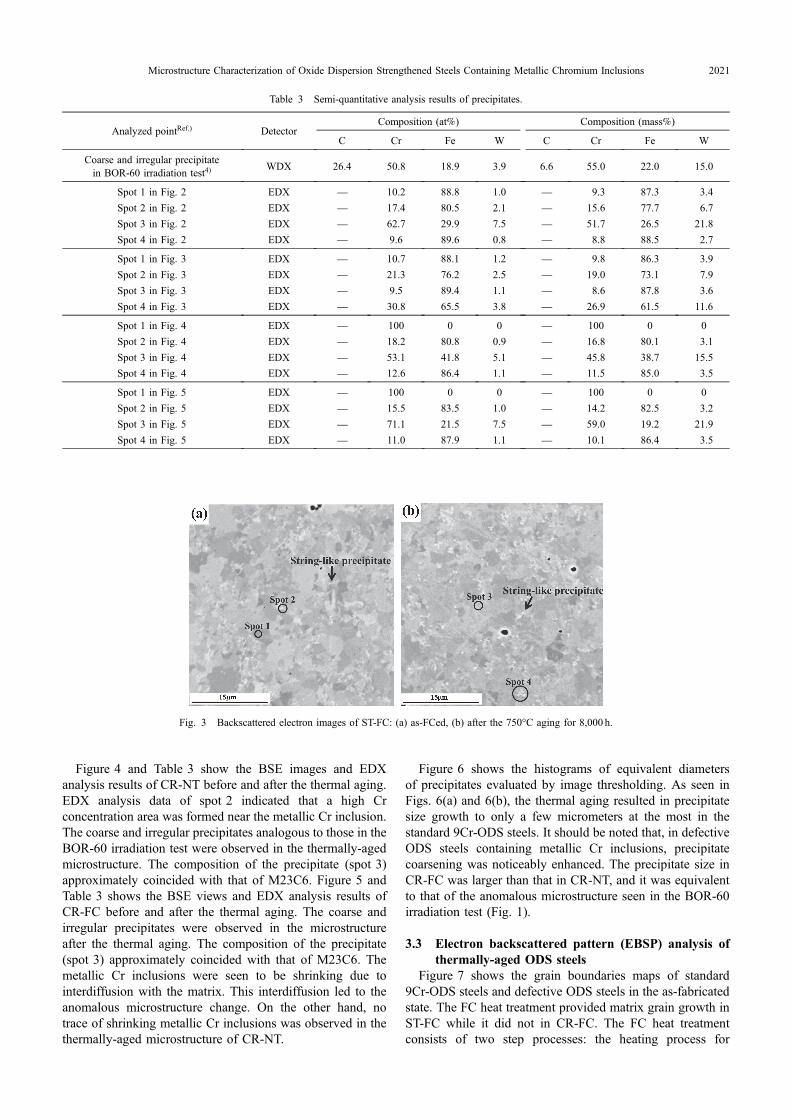
Figure 4 and Table 3 show the BSE images and EDXanalysis results of CR-NT before and after the thermal aging.EDX analysis data of spot 2 indicated that a high Crconcentration area was formed near the metallic Cr inclusion.The coarse and irregular precipitates analogous to those in theBOR-60 irradiation test were observed in the thermally-agedmicrostructure. The composition of the precipitate (spot 3)approximately coincided with that of M23C6. Figure 5 andTable 3 shows the BSE views and EDX analysis results ofCR-FC before and after the thermal aging. The coarse andirregular precipitates were observed in the microstructureafter the thermal aging. The composition of the precipitate(spot 3) approximately coincided with that of M23C6. Themetallic Cr inclusions were seen to be shrinking due tointerdiffusion with the matrix. This interdiffusion led to theanomalous microstructure change. On the other hand, notrace of shrinking metallic Cr inclusions was observed in thethermally-aged microstructure of CR-NT.
Figure 6 shows the histograms of equivalent diametersof precipitates evaluated by image thresholding. As seen inFigs. 6(a) and 6(b), the thermal aging resulted in precipitatesize growth to only a few micrometers at the most in thestandard 9Cr-ODS steels. It should be noted that, in defectiveODS steels containing metallic Cr inclusions, precipitatecoarsening was noticeably enhanced. The precipitate size inCR-FC was larger than that in CR-NT, and it was equivalentto that of the anomalous microstructure seen in the BOR-60irradiation test (Fig. 1).
3.3 Electron backscattered pattern (EBSP) analysis ofthermally-aged ODS steels
Figure 7 shows the grain boundaries maps of standard9Cr-ODS steels and defective ODS steels in the as-fabricatedstate. The FC heat treatment provided matrix grain growth inST-FC while it did not in CR-FC. The FC heat treatmentconsists of two step processes: the heating process for
Table 3 Semi-quantitative analysis results of precipitates.
Analyzed pointRef.) DetectorComposition (at%) Composition (mass%)
C Cr Fe W C Cr Fe W
Coarse and irregular precipitatein BOR-60 irradiation test4)
WDX 26.4 50.8 18.9 3.9 6.6 55.0 22.0 15.0
Spot 1 in Fig. 2 EDX ® 10.2 88.8 1.0 ® 9.3 87.3 3.4
Spot 2 in Fig. 2 EDX ® 17.4 80.5 2.1 ® 15.6 77.7 6.7
Spot 3 in Fig. 2 EDX ® 62.7 29.9 7.5 ® 51.7 26.5 21.8
Spot 4 in Fig. 2 EDX ® 9.6 89.6 0.8 ® 8.8 88.5 2.7
Spot 1 in Fig. 3 EDX ® 10.7 88.1 1.2 ® 9.8 86.3 3.9
Spot 2 in Fig. 3 EDX ® 21.3 76.2 2.5 ® 19.0 73.1 7.9
Spot 3 in Fig. 3 EDX ® 9.5 89.4 1.1 ® 8.6 87.8 3.6
Spot 4 in Fig. 3 EDX ® 30.8 65.5 3.8 ® 26.9 61.5 11.6
Spot 1 in Fig. 4 EDX ® 100 0 0 ® 100 0 0
Spot 2 in Fig. 4 EDX ® 18.2 80.8 0.9 ® 16.8 80.1 3.1
Spot 3 in Fig. 4 EDX ® 53.1 41.8 5.1 ® 45.8 38.7 15.5
Spot 4 in Fig. 4 EDX ® 12.6 86.4 1.1 ® 11.5 85.0 3.5
Spot 1 in Fig. 5 EDX ® 100 0 0 ® 100 0 0
Spot 2 in Fig. 5 EDX ® 15.5 83.5 1.0 ® 14.2 82.5 3.2
Spot 3 in Fig. 5 EDX ® 71.1 21.5 7.5 ® 59.0 19.2 21.9
Spot 4 in Fig. 5 EDX ® 11.0 87.9 1.1 ® 10.1 86.4 3.5
Fig. 3 Backscattered electron images of ST-FC: (a) as-FCed, (b) after the 750°C aging for 8,000 h.
Microstructure Characterization of Oxide Dispersion Strengthened Steels Containing Metallic Chromium Inclusions 2021

Fig. 4 Backscattered electron images of CR-NT: (a) as-NTed, (b) after the750°C aging for 8,000 h.
Fig. 5 Backscattered electron images of CR-FC: (a) as-FCed, (b) after the 750°C aging for 8,000 h, (c) another view after the 750°C agingfor 8,000 h.
Fig. 6 Histograms of precipitate size distribution after the 750°C thermalaging for 8,000h: (a) ST-NT, (b) ST-FC, (c) CR-NT, (d) CR-FC.
S. Ohtsuka, Y. Yano, T. Tanno, T. Kaito and K. Tanaka2022
producing the ferrite (¡) to austenite (£) reverse phasetransformation, and the following cooling process with thecooling rate slow enough to produce the £ to ¡ phasetransformation. These phase transformations generally en-hance matrix grain growth.5) However, the matrix graingrowth did not occur in CR-FC. This would be because themetallic Cr provides the surrounding matrix with a high
concentration of Cr (ferrite-forming element), thus suppress-ing the phase transformations.
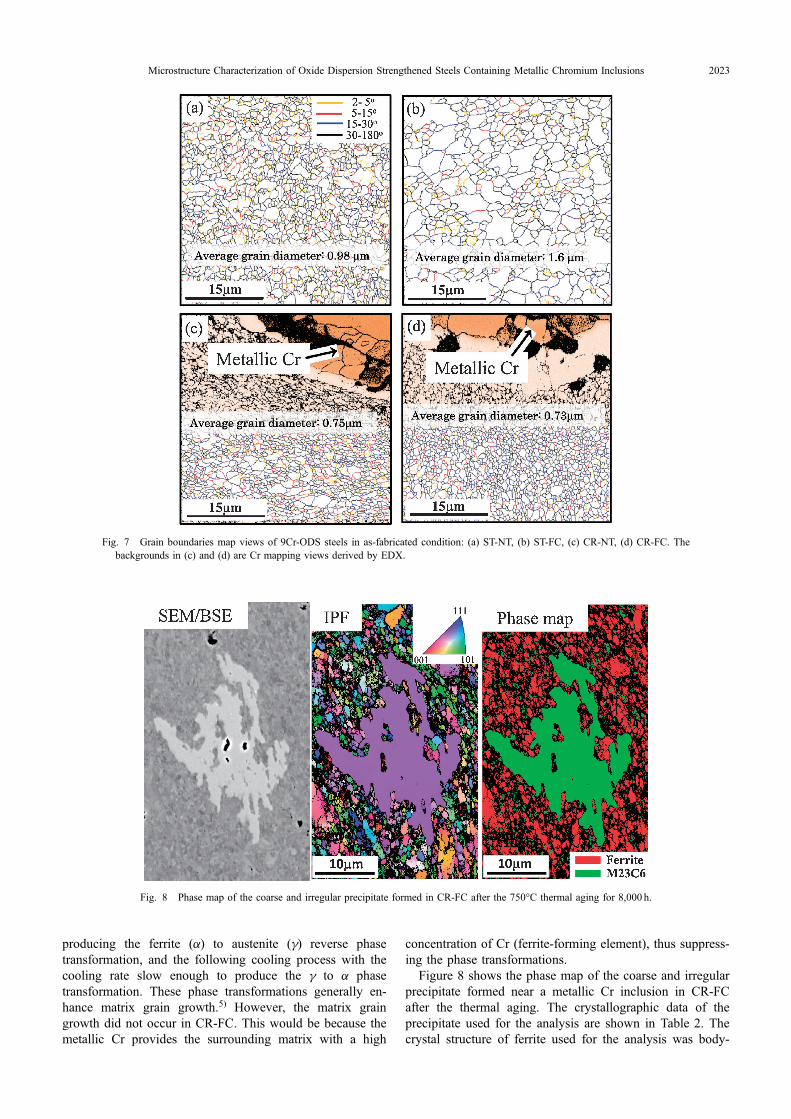
Figure 8 shows the phase map of the coarse and irregularprecipitate formed near a metallic Cr inclusion in CR-FCafter the thermal aging. The crystallographic data of theprecipitate used for the analysis are shown in Table 2. Thecrystal structure of ferrite used for the analysis was body-
Fig. 7 Grain boundaries map views of 9Cr-ODS steels in as-fabricated condition: (a) ST-NT, (b) ST-FC, (c) CR-NT, (d) CR-FC. Thebackgrounds in (c) and (d) are Cr mapping views derived by EDX.
Fig. 8 Phase map of the coarse and irregular precipitate formed in CR-FC after the 750°C thermal aging for 8,000 h.
Microstructure Characterization of Oxide Dispersion Strengthened Steels Containing Metallic Chromium Inclusions 2023

centered cubic (bcc) and the lattice parameter was 0.286 nm.The phase map was produced on the basis of the Kikuchipattern using the software TSL OIM-Analysis 5. The datawith CI values larger than 0.1 were used in the analysis.The coarse and irregular precipitate was clearly mapped asM23C6 as seen in Fig. 8. Figure 9 indicates examples ofthe Kikuchi patterns from the coarse and irregular precipitateand matrix. The Kikuchi pattern from the coarse and irregularprecipitate was satisfactorily indexed as M23C6 with thebands of (220), (111) and (200) planes, which are theprinciple diffraction planes in face-centered cubic (fcc)crystal. Among these crystal planes, the (220) and (200)planes also formed the band in the bcc crystal while the (111)plane did not in the bcc crystal due to the extinction rule.This Kikuchi pattern indicated the band of the (211) plane,which should not be formed in the fcc crystal. This wasbecause the atomic numbers of the elements composing theprecipitate®Fe, Cr, W, C® covered a wide range of values.These constituting elements therefore had a wide range ofatomic scattering factors leading to the incomplete cancella-tion of the (211) band. On the other hand, the Kikuchipattern from the matrix was satisfactorily indexed as ferritewith the bands of (110), (200) and (211) planes, which arethe principle diffraction planes in the bcc crystal. Amongthese crystal planes, the (200) plane formed the band inthe fcc crystal while the (110) and (211) planes did not inthe fcc crystal due to the extinction rule. Indexing of theKikuchi pattern from the coarse and irregular precipitatewas tried using the crystallographic data of · (bct),M7C3 (pseudohexagonal), Laves (hexagonal) and » (bcc);however, their CI values were smaller than 0.1 in all cases,meaning none of these precipitates corresponded to the
coarse and irregular precipitates. EBSP analysis results de-scribed above supported the EDX analysis results identifyingthe coarse and irregular precipitates as M23C6.
3.4 Mechanism of anomalous microstructure changenear metallic Cr inclusions
Chromium has a high affinity with carbon and forms stablecarbides. Figure 10(a) shows the C chemical potential asa function of Cr concentration, which was calculated usingthe Thermo-calc code with the SSOL4 database.10) The Cchemical potential decreased with increasing Cr concen-tration. Taking into account that solute element diffusesalong its chemical potential gradient® from a high chemicalpotential area to a low chemical potential area, C shoulddiffuse into the high Cr concentration area around metallic Crinclusions from the surrounding matrix, thus producing thehigh Cr and high C concentration area around metallic Crinclusions. Figure 10(b) indicates the compositions of Cr andC for the case that the chemical potential of C equaled¹35 kJ/mol, which is the C chemical potential in the matrixfar from the metallic Cr inclusions, i.e., the Fe9mass%Cr0.1C matrix. This calculation result meant that, for examplein the 15mass%Cr area, it was not until C concentrationreached 0.7mass% that the C chemical potential reachedthat in the matrix far from the metallic Cr inclusions. Aconsiderable amount of C should be attracted to the vicinityof the metallic Cr inclusion, and sufficient amounts of Crand C were supplied to M23C6 in the vicinity of the metallicCr inclusions. Cr and C would diffuse preferentially alonggrain boundaries compared with intragrain diffusion; M23C6grew along this diffusion path. This process would producethe pronounced precipitate growth in irregular shape.
3.5 Effect of matrix structure on growth of M23C6Matrix structure and grain boundary character have effects
on coarsening of M23C6. For example, precipitation andgrowth of M23C6 are enhanced at high-energy grain
Fig. 9 Kikuchi patterns and indexing results in CR-FC after the 750°Cthermal aging for 8,000 h: (a) the coarse and irregular precipitate,(b) matrix.
Fig. 10 Calculation results of chemical potential using the Thermo-calccode with SSOL4 database:10) (a) chemical potential of C as a functionof Cr concentration in Fe0.1mass%CxCr system, (b) Cr and Ccompositions in the case that the chemical potential of C equaled¹35 kJ/mol, which is the C chemical potential in the matrix far from themetallic Cr inclusions, i.e., the Fe9mass%Cr0.1C matrix.
S. Ohtsuka, Y. Yano, T. Tanno, T. Kaito and K. Tanaka2024

boundaries. Actually, M23C6 around metallic Cr inclusionscoarsened more significantly in CR-FC than in CR-NT. Inorder to investigate the effect of the grain boundary characteron precipitation behavior, the fraction of coincidence sitelattice (CSL) boundaries having relatively high coherencyand low boundary energy was estimated using the softwareTSL OIM-Analysis 5. The results are shown in Table 4 andthey indicated that the fraction of CSL boundaries wasroughly 10% in every specimen. Additionally, there was nonotable difference in the tilt angle distribution between theFCed specimen and the NTed specimen as seen in Fig. 7.Indeed, in standard 9Cr-ODS steels, M23C6 size in ST-NTwas equivalent to that in ST-FC as seen in Fig. 6. Though theprecipitation morphology in the FCed specimen was string-like which was different from the granular-like morphologyin the NTed specimen, this string-like precipitate wasproduced by grain boundary precipitation in the course ofthe £ to ¡ phase transformation in the FC process. These factsled the authors to believe that the matrix structure and grainboundary character were not critical factors contributing tocoarsening of M23C6 in CR-FC.
A noticeable difference in the thermally-aged micro-structures around the metallic Cr inclusion between CR-FCand CR-NT was that, in CR-FC, the shrinking of the metallicCr inclusions was observed while it was not observed in CR-NT at all. This fact implied that adhesion between matrix andmetallic Cr inclusions in CR-FC was better than that in CR-NT; Cr was more easily supplied to the surrounding matrixfrom metallic Cr inclusions in CR-FC than in CR-NT. Thiswould be the reason why precipitate growth was morepronounced in CR-FC than in CR-NT. The BSE image ofCR-FC in the as-fabricated condition is shown in Fig. 11(a).It indicated that there was good adherence between metallicCr and the matrix. In CR-NT (Fig. 11(b)), large cracks wereobserved at the interface. The coefficients of linear thermalexpansion of Fe and Cr are reported to be 23 © 10¹6 (°C¹1)and 11 © 10¹6 (°C¹1), respectively.11,12) This means that,in the heating process of NT, the Cr-matrix interface wascompressed by the Fe-based matrix. Conversely in thecooling process of NT, the interface was subjected to tensilestress, which caused notably large cracks to form at theinterface in CR-NT. When FC had a sufficiently slow coolingrate, stress relaxation occurred in the course of the coolingprocess, thereby suppressing the crack formation. Thesefindings suggested that the presence of metallic Cr inclusionshaving good adherence with the matrix would be a key factor
influencing the anomalous microstructure change. No crackswere observed at the Cr-matrix interface in the premixprocess 9Cr-ODS steel cladding tube used for BOR-60irradiation test.4) This good adherence was produced by thetube manufacturing process, consisting of four-pass 50%cold-rolling and subsequent heat treatment.2) Therefore, theanomalous microstructure change that occurred in the BOR-60 irradiation test was produced by the combined effect ofhigh-temperature thermal aging and presence of metallic Crinclusions. Neutron irradiation effect is not a dominant factorfor this microstructure change.
4. Conclusion
In this study, high-temperature thermal aging tests of 9Cr-ODS steels were carried out to reproduce the anomalousmicrostructure change that occurred in the BOR-60 irradi-ation test specimens. The mechanism producing this micro-structure change was discussed.(1) Precipitates in normalized-and-tempered 9Cr-ODS
steels grew only to a few micrometers at the most evenby 750°C thermal aging for 8,000 h. The furnace-cooling heat treatment changed the matrix structurefrom tempered martensite to ¡-ferrite; however, therewas no appreciable change in terms of precipitation sizeafter the thermal aging.
(2) In the case of normalized-and-tempered 9Cr-ODSsteels containing metallic Cr inclusions, the coarseand irregular precipitates were formed near metallic Crinclusions after 750°C thermal aging for 8,000 h. Inthe case of furnace-cooled 9Cr-ODS steels containingmetallic Cr inclusions, the 750°C thermal aging for8,000 h produced the pronounced growth of coarse andirregular precipitates, which were equivalent to theanomalous microstructure change seen in the BOR-60irradiation test specimens.
Table 4 Fraction of coincidence site lattice (CSL) boundaries evaluated byEBSP analysis.
CSLBoundary fraction (%)
ST-NT ST-FC CR-NT CR-FC
3 6.1 3.2 2.3 2.5
5 0.4 0.6 0.3 0.5
7 0.7 1.0 0.7 0.9
9 0.4 0.6 0.8 1.0
1129
5.4 6.0 4.9 6.7
Sum 13.0 11.4 9.0 11.6
Fig. 11 Backscattered electron images of the defective 9Cr-ODS steelscontaining metallic Cr inclusions in as-fabricated state: (a) CR-NT,(b) CR-FC.
Microstructure Characterization of Oxide Dispersion Strengthened Steels Containing Metallic Chromium Inclusions 2025

(3) Based on analyses using EDX and EBSP, the coarse andirregular precipitates were identified as M23C6.
(4) Metallic Cr inclusions provided a high concentrationof Cr to the surrounding matrix. Carbon should beattracted to the high Cr concentration area around thesemetallic Cr inclusions. In the vicinity of metallic Crinclusions, sufficient amounts of Cr and C weresupplied to M23C6, mainly through grain boundaries,which caused the pronounced coarsening in theirregular shaped precipitates. Neutron irradiation effectis not a dominant factor for this microstructure change.
Acknowledgments
The authors are grateful to the members of the CoreMaterials Property Evaluation Working Group in JAEA, staffof the Kobelco Research Institute, and staff of SumitomoMetal Technology for valuable discussions and commentson this study. They also wish to express their gratitude toMr. I. Ishitani of NESI Inc. for carrying out image analysisof scanning electron micrographs.
REFERENCES
1) S. Ukai and M. Fujiwara: J. Nucl. Mater. 307311 (2002) 749757.2) T. Kaito, S. Ohtsuka and M. Inoue: GLOBAL 2007, (Boise, Idaho,
2007) pp. 3742.3) T. Kaito, Y. Yano, S. Ohtsuka, M. Inoue, K. Tanaka, A. E. Fedoseev,
A. V. Povstyanko and A. Novoselov: J. Nucl. Sci. Technol. 50 (2013)387399.
4) S. Ohtsuka, T. Kaito, Y. Yano, S. Yamashita, R. Ogawa, T. Uwaba, S.Koyama and K. Tanaka: J. Nucl. Sci. Technol. 50 (2013) 470480.
5) S. Ohtsuka, S. Ukai and M. Fujiwara: J. Nucl. Mater. 351 (2006) 241246.
6) A. F. Padilha and P. R. Rios: ISIJ Int. 42 (2002) 325327.7) P. Hofer, M. K. Miller, S. S. Babu, S. A. David and H. Cerjak: Metall.
Mater. Trans. A 31 (2000) 975984.8) M. Filipovic, E. Romhanji and Z. Kamberovic: ISIJ Int. 52 (2012)
22002204.9) C. J. Park, M. K. Ahn and H. S. Kwon: Mater. Sci. Eng. A 418 (2006)
211217.10) B. Sundaman: Thermo-calc User’s Guide (Division of Computational
Thermodynamics, Dept. of Materials Science and Engineering, RoyalInstitute of Technology, Stockholm, Sweden, 1993).
11) M. Hasegawa: Sutenresuko Binran (Stainless Steel Handbook),(Nikkan Kogyo Shinbun, Tokyo, 1979) p. 146 [in Japanese].
12) U. Holzwarth and H. Stamm: J. Nucl. Mater. 300 (2002) 161177.
S. Ohtsuka, Y. Yano, T. Tanno, T. Kaito and K. Tanaka2026