mini grant project summary - institute on the...
TRANSCRIPT

MINI GRANT PROJECT SUMMARY
Please complete the project summary and return the completed form to April Snyder, Associate Administrator for the Institute on the Environment at [email protected]. Paper copies will not be accepted. Please also attach any photos, publications, brochures, event agendas or other materials that were a result of the mini grant summary.
Date of Report Submission: 10/5/2015
Project PI & Dept/School Michael A. Rother, Chemical Engineering, SCSE
Project Title: Sustainable UMD Biodiesel
Grant Amount $: $2800 Project Context & Purpose Please include the original project purpose statement and revise for any changes that occurred in the project after the start date with a short explanation of the changes. The project will explore the feasibility of converting food service grease waste to biodiesel, including promoting sustainability, environmental responsibility and cross-disciplinary education. Work Completed Please provide a summary of the work that was completed for the mini grant project. Experimental and theoretical work was done to develop an economical process to convert the waste grease to biodiesel. Philip Galloway, an undergraduate researcher, conducted experiments to determine the best alcohol, catalyst and temperature for the chemical reaction. Two design groups also contributed to the laboratory work. In the end the students determined that methanol and potassium hydroxide mixed with the waste grease at 50 oC gave the best results. An economic analysis was also performed to determine profitability. Both design groups found that the process could save the university money in the long run. However, the savings amounted to about $1000 per year, which would require a significant payback for an initial capital investment on the order of $10,000 or more. It should be pointed out that profit is not the only driving force for the project, with sustainability and education also being important considerations. Partnerships & Collaborations Please provide a summary of the project personnel, partnerships and collaborations that worked directly on the project or were started as a direct result of the mini grant project. Philip Galloway, a senior chemical engineering student, worked on the project for about eight months, including the summer and fall of 2014. He was paid through the mini-grant as an undergraduate researcher.

Two senior design groups in the Department of Chemical Engineering worked on the biodiesel project, one in the spring of 2014 and one in the spring of 2015. During the spring they were involved in the design project, the students were not paid. The relevant students were Terry Anderson, Mike Baumann, Alex Fisher, Jesse Hunter and Eric Serantoni in 2014 and Philip Galloway, Martin Moen, Samuel Nichols, Ayotunde Olatunbosun, and Nathan Welle in 2015. Project Outcomes & Impacts Please provide a summary of the outcomes and /or impacts of the mini grant project including future plans for the project. As supplementary material, I have attached the final design reports from the two groups who worked on the biodiesel project. The students were able to develop a feasible method for producing biodiesel from the waste grease produced from food services. However, during the spring of 2015, the students were told that the university, i.e., Facilities Management, will be filtering and selling their waste grease at a price of $1.10 per gallon. If Facilities Management allowed the filtered oil to be used in the production of biodiesel, rather than selling it, the process could still be viable. Whether the university actually uses any biodiesel, the projects certainly helped raise sustainability awareness in the one hundred students who were involved in senior design the last two years. Several unanswered questions remain. The students never accurately verified that the biodiesel produced met ASTM standards and could be used in cars belonging to the UMD fleet. One difficulty is that testing is expensive, and funds were limited. The disposal or use for the significant quantity of glycerol generated as a byproduct was not addressed in sufficient detail. Finally, prepackaged units, which start with vegetable oil and make biodiesel meeting ASTM standards, are available. They are priced competitively (approximately $10,000) and could be a reasonable option.
Group 3 | Biodiesel Final Report
Executive Summary:
As the University of Minnesota strives to become a more sustainable institution; focus on
reducing, reusing, and recycling waste has increased. A big portion of the University’s waste
comes from the fryers operated by the Dining Services. The used fryer oil is currently outsourced
to Sanimax, who pays the school to relocate the oil to their processing facility. The used oil is
then converted into biodiesel and sold to vendors. The University took this opportunity to
educate the school on the advantages of keeping the waste oil “in house”. Throughout the course
of a semester, intensive research was conducted on the pros and cons of implementing a process
that would turn the used oil into biodiesel. Initial findings suggested that for this project to work,
interdepartmental communication between the Dining Services and Facilities Management had
to be strong. This is because the used oil being refined is coming from Dining Services and the
fleets that would use the biodiesel are operated by the Facilities Management. Results from an
economic analysis showed that there would be a net profit of $700 per annum. This is accounting
for the raw materials needed for processing and the labor. Based on these findings, the project is
economical and would yield a payback period of 5.1 years. Finally, this project will lower the
University’s carbon footprint and thus making the institution more sustainable.
Introduction:
Business Background:
For the past few decades the University of Minnesota Duluth has been actively working towards
being an environmentally sustainable organization. To be an environmentally friendly many
different methods must be applied to become sustainable. The university has gone through great
efforts to have Leader in Energy and Environmental Design certified buildings, dining facilities

Group 3 | Biodiesel Final Report
that offer zero waste and offer a variety of modes of transportation that are beneficial to both the
user and the environment. The next iteration of the sustainability initiative is to change the fuel
that keeps the university in operation.
Traditionally, the fuel used in the majority of work vehicles is petrol-diesel. Petrol-diesel is
widely produced, available, and economically affordable. However, it has devastating effects on
the environment. To combat the damage to the environment while still maintaining a fleet of
work vehicles, biodiesel is now being looked at as a viable fuel supplement. A mixture of
biodiesel and petrol-diesel (B20) can be used instead of pure petrol-diesel [1]. Compared to pure
petrol-diesel, B20 has comparable performance with much lower carbon dioxide emissions [1].
Growing concern for the environment as well as limited oil reserves has driven an increase in
demand for biodiesel. The market is growing well enough that kitchens are beginning to sell
used-fryer oil. What used to be considered a burden is now becoming an advantage [2].
Technology has noticed the increase in interest and has responded with methods of converting
common waste into fuel. The process was once tedious and expensive, now it has advanced into
the realm of possibility. Biodiesel can be made in a simple four step process with common
reagents. Diesel engines are now commonly being made to accept petrol-diesel or the mixture
[1]. This allows the average person with the option of “going green”. This provides two sectors
for business to focus on, commercial and residential use.
With the difference in cost between the fuels becoming more negligible the advantages of bio-
diesel can be further looked at [2]. The chemical structure of biodiesel is significantly different

Group 3 | Biodiesel Final Report
from petrol-diesel, this leads to different properties. Due to the different structure it has a
“cleaner burn”; this means that it has reduced carbon dioxide emissions as well as well as most
other air pollutants [1]. Along with lower carbon dioxide emissions, the origin of biodiesel is
from plants. The plants used to create biodiesel convert carbon dioxide to oxygen. It has the
potential to be a closed loop, producing oxygen at a higher rate than the carbon dioxide emitted
during combustion. It is non-toxic; if there is a spill there will not be as devastating on the local
ecosystem. Since it is biodegradable, if there is a spill it will have non-permanent effects due to it
decomposing [3].
With a steadily increasing student population there is an increased need for diesel fuel. More
buildings will need to be constructed and more diesel vehicles will be operated. With growing
demand for biodiesel there is also a growing supply of the raw material. The growing student
population means an increase in on campus food consumption which will result in larger
quantities of fryer oil being available. The price for biodiesel is correlated to the price of petrol-
diesel. The general trend for fuel prices has been steadily increasing, however, looking at smaller
time frames shows that the price for fuel is very volatile.
Despite its great potential, there are several challenges that must be overcome before this project
is fully realized. The most difficult challenge posed is the financial challenge. Without proper
funding this project will never implemented and all work will be moot. An initial estimated cost
of $3,000 will be necessary for the project to proceed beyond a theoretical and experimental
status. With the chemistry already proven to be feasible, the second challenge is meeting the
necessary quality standards. If the standards are not met the environmental advantages are
Group 3 | Biodiesel Final Report
mitigated through decreased efficiency and increased material fatigue. The final barrier that must
be overcome is the design, construction and location of the process. A permanent location must
be allocated to the project that meets several criteria. The location must facilitate safe transport
of all materials, ease of access for student workers and must have the proper facilities for
potentially hazardous conditions.
Technical Background:
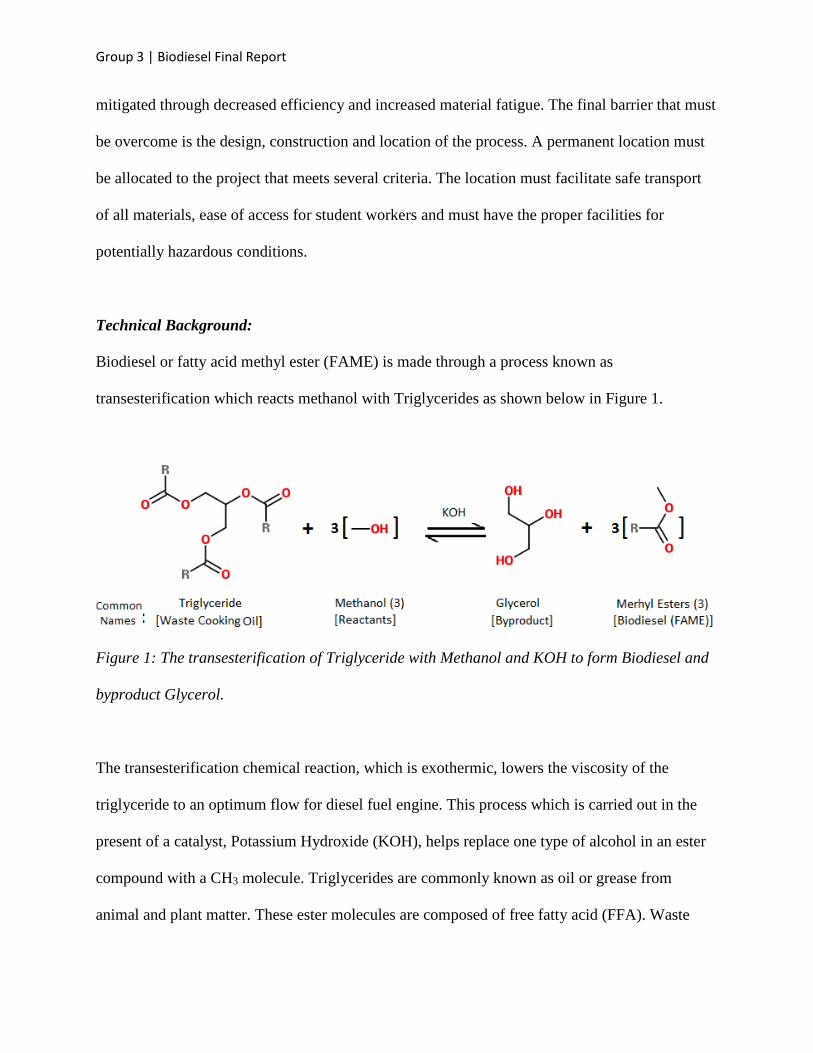
Biodiesel or fatty acid methyl ester (FAME) is made through a process known as
transesterification which reacts methanol with Triglycerides as shown below in Figure 1.
Figure 1: The transesterification of Triglyceride with Methanol and KOH to form Biodiesel and
byproduct Glycerol.
The transesterification chemical reaction, which is exothermic, lowers the viscosity of the
triglyceride to an optimum flow for diesel fuel engine. This process which is carried out in the
present of a catalyst, Potassium Hydroxide (KOH), helps replace one type of alcohol in an ester
compound with a CH3 molecule. Triglycerides are commonly known as oil or grease from
animal and plant matter. These ester molecules are composed of free fatty acid (FFA). Waste

Group 3 | Biodiesel Final Report
cooking oil has a higher level of impurities than unused oil. To counteract the higher percentage
of FFA, more catalyst needs to be used to carry out the reaction. Glycerol is a profitable
byproduct in this reaction which can be used to make soap among other substances.
Although this transesterification reaction is very popular, there are alternatives to making
biodiesel. Instead of Methanol another alcohol can be substituted, for example Ethanol.
Depending on the availability of these two chemicals is a deciding factor on which one is used.
Instead of making FAME this will create an ethyl ester which is suitable as biodiesel. Sodium
Hydroxide (NaOH) is a relative cheap catalyst and can be substituted for KOH. Depending on
the consistency of the waste oil and the percentage of FFA either of these two catalysts is
appropriate for the breakdown of FFA is also a deciding factor choosing between these two
alcohols. Instead of doing a base catalyzed transesterification of the oil with alcohols one popular
alternative is to do a direct acid catalyzed esterification of oil with methanol. The reason why the
base catalyzed transesterification is the most popular method to making biodiesel is because it is
the most economic friendly route and the high percentage of biodiesel yield [5].
For years, UMD had given away its used cooking oils for free while purchasing biodiesel for use
in their fleet of tractors. Implementation of this process would not only save the school some
money, but also reinforce the school’s mission to be sustainable. What makes this process
interesting is the fact that it is solving a waste issue that the UMD department of dining services
has to constantly deal with. And instead of hiring a contractor to solve the issue, it is being
tackled by students from the university.

Group 3 | Biodiesel Final Report
The snow tractors that the school uses consume B20, a blend of biodiesel that is normally used
during colder temperatures. According to biodiesel.org, obtaining B20 in Duluth requires driving
approximately 25 miles, which means that gasoline powered vehicles are used for the purchase
[4]. Essentially, more carbon monoxide is being emitted by the university every time tractors
need to be fueled up. A major advantage to this process being done on the schools grounds is that
the 25 mile trips would no longer be required. Other advantages include creating research
opportunities for undergraduate students once the project has been implemented, and
encouraging other branches of the University of Minnesota system to get on board.
The first factor to consider is various products that will be made. Biodiesel and glycerin are
direct products of the process; however the biodiesel will undergo an additional step and become
B20. B20 is a mixture of petrol-diesel and biodiesel. The glycerin produced is a byproduct that is
non-harmful to the environment, biodegradable, and safe to handle. Additional byproducts that
must be disposed of are the solid sediments from the raw materials. This can safely disposed of
in a landfill. The biodiesel that will be produced must be of high quality and meet ASTM
standards to be usable in university vehicles.
The second factor to examine is the details of the production facility. The production facility will
be located at either on campus or at the UMD farm. The farm is not an ideal location due to
transportation difficulties. If it is located on campus (at a yet undetermined site) there will be
minimal transportation issues as it does not need to be moved far distances and with many
vehicles. The facility will not be a large facility; it will have intermediate production capability.

Group 3 | Biodiesel Final Report
The next factor is production. The raw materials needed will be used fryer oil from University
Dining Services. Other necessary raw materials are methanol and potassium hydroxide.
Necessary utilities for the operation are water, electricity, ventilation and possibly natural gas.
Product storage will most likely not exceed 200 gallons. The raw material storage is dependent
on the University Dining Services; however, it is not expected to exceed product storage.
After the implementation of the project there will be several effects within the local community.
The first effect seen will be a decrease in carbon emissions from university vehicles. This will
result in a possible improvement to the local environment. Another effect will be several
additional jobs within the university to operate the process. Additional jobs will most likely
impact undergraduate chemical engineering students. The final effect is to decrease the
university’s dependence on outside fuels and further push environmental and sustainability
initiatives.
The final and most important factor of this project is safety. The greatest hazard with this project
is the use of methanol in close proximity to a heat source. This can be countered with proper
ventilation. Another hazard of methanol is when it comes in contact with certain synthetic fabrics
there can be undesired reactions. Another possible hazard is if a gas based heat source is used.
There is the potential for a gas leak or gas explosion.
Scope:
Ultimate goal is to make a more environmentally friendly university
Evaluate between a student made process and a process available from a vendor

Group 3 | Biodiesel Final Report
Evaluate economics, safety and educational opportunity
Biodiesel must meet several quality standards for use in university vehicles
The ultimate goal of the project is to create a recommendation for UMD sustainability. The
recommendation will encompass three different possible outcomes. The first possible outcome is
that the project will proceed with the design team creating and implementing a process for the
manufacture of biodiesel. The second possible recommendation is to procure a finished product
from an outside company that will produce biodiesel. The final possible recommendation is that
the project should not proceed forward.
Process Design:
Process Chemistry
Biodiesel or fatty acid methyl ester is produced in a transesterification reaction as shown in
Figure 1. This transesterification reaction is exothermic and lowers the viscosity of the
triglyceride to provide better flow properties. This process which is carried out in the presence of
a catalyst, Potassium Hydroxide, helps replace one type of alcohol into an ester compound with a
CH3 molecule. However old oils can have oxidized ends on the free fatty acids. An acid is added
to reduce the oxidized ends. Triglycerides are commonly known as oil or grease from animal and
plant matter. Waste cooking oil has a higher level of impurities than unused oil. To counteract
the higher percentage of FFA, more catalyst needs to be used to carry out the reaction. Glycerol
is a profitable byproduct in this reaction which can be used to make soap among other
substances.

Group 3 | Biodiesel Final Report
Vegetable oil contains a range of the length of the carbon chains between 13 and 21 carbons.
These chains also have a distribution of being branched and linear, while diesel molecules are
primarily linear. Both are on average roughly 16 carbons long. This becomes the cetane rating of
the fuel. The petrol-diesel molecules have a larger distribution of carbon chains, 10 to 28
carbons. These different molecular structures as well as the ester groups give biodiesel different
properties than petrol-diesel. Biodiesel has higher viscosity and lower vapor pressure.
Block Flow Diagram:
Figure 2: BFD of the production of Biodiesel from waste cooking oil through transesterification.
Figure 2 suggests that the preliminary titration and calculation has been done to figure out the
waste oil FFA level and how much catalyst needs to be added to neutralize it. Before the reaction

Group 3 | Biodiesel Final Report
can take place the waste oil will be prepared by being put through a 30 mesh filter which will
separate any impurities left in the oil from the storage. The oil that is filter will enter straight into
the 25 gallon vessel and heated up to 58°C. While the oil is being heated up the Potassium
Hydroxide pellets should be added to the Methanol solution and mixed at room temperature.
There will be heat generated from the solution so caution is needed. The reaction will take place
at 50 °C and there will be temperature lost once the CH3OH and KOH is added to the preheated
oil. It is important that the reaction does not exceed 64°C because that is the boiling point of
methanol. If the reaction temperature gets too high the methanol will not have enough time to
react and consequently leave the reaction. The reaction will take place for one hour will the
mixture is being agitated and kept constant at 50°C and atmospheric pressure. The mixture
should be left to settle and separate for 48 hours. Glycerol will be drained off the bottom into a
storage tank while the FAME will go into a washing tank for purifying.
Process Description
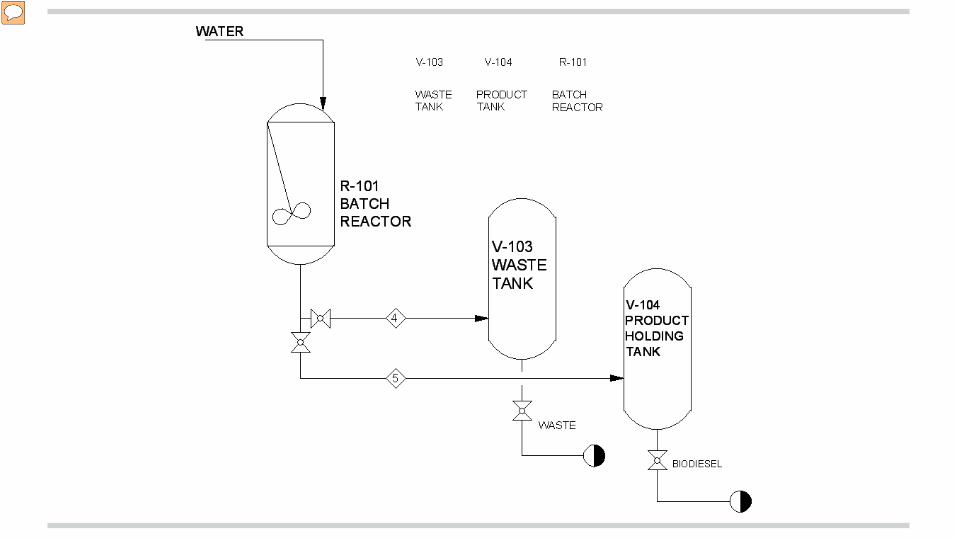
Refer to the Process Flow Diagram in Appendix J with respect to the following procedure.
Filtered oil is then hand pumped using P-102 through stream 1 to R-101. Methanol and
potassium hydroxide are poured into V-101, where they are mixed. This mixture is poured
through stream 4 to R-101. Sulfuric acid is added to R-101. The reactants are then heated to
50℃. The agitator is turned on and reactions proceeds for 90 minutes.
After 4 hours, glycerol is drained through stream 8 to V-105. Biodiesel is pumped through
stream 4 to V-103. Water is then added and V-103 is heated to 30℃. After the initial wash is
completed, water is drained. Water is then added again to V-103 and heated to 30℃. After the

Group 3 | Biodiesel Final Report
second wash is completed, air is sparged into V-103. Water is drained through stream 6.
Biodiesel is drained through stream 9 to V-104.
Process Discussion
The process begins with filtering the raw material (fryer oil) to remove any solid particulates
above 70 micrometers. If the particulates are not removed, the system will quickly deteriorate
due to fouling. Any particles below the target size will be removed later in the process.
The filtrate will be run through a 50 mesh screen followed a 200 mesh screen. The filter sizes
were chosen based on the finest grade mesh readily available for use with a 55-gallon barrel.
This provides feed material with the least particulate while accommodating ease of filtration.
After filtration the oil is transferred to a reaction vessel where it begins to undergo heating.
While heating, the methanol and potassium hydroxide are prepared. For 40 gallons of fryer oil, 8
gallons of methanol, 2 kilograms of potassium hydroxide and 170 milliliters of concentrated
sulfuric acid are needed. Any alcohol may be used to facilitate the reaction, methanol was chosen
due to economic reasons. It is cheaper than alternative alcohols on a mole basis. Potassium
hydroxide was chosen instead of sodium hydroxide due to its ability to produce a superior
product. This was ascertained through laboratory testing. Sulfuric acid is not a necessary reagent;
however, it is a primer that helps yield biodiesel instead of soap.
The reaction is heated to increase kinetics which reduces the amount of time required to react.
The set temperature of 50℃ is chosen because it allows the reaction to proceed at a high rate,
without creating concerns about boiling methanol off. The boiling point of methanol is 64℃.
Group 3 | Biodiesel Final Report
After the reaction is completed and the mixture separated the glycerin is drained from the tank.
During the draining process there is a color and viscosity change. The transition between
biodiesel and glycerin can be identified from a viscous brown fluid to a much less viscous yellow
fluid.
The wash process will mist on a low setting for 4 hours and allowed to settle, followed by
another mist at a higher setting for 4 hours. After the initial mist the water is drained out in a
similar fashion to draining the glycerol. Following the second mist, the mixture undergoes
sparging for 24 hours. After the mixture settles the water will again be bottom drained. The
washing process is performed to remove methanol and any solid particulates that the filter
process did not remove. The sparging that follows also removes methanol. The separation of
water from the biodiesel is extremely important, if it is not properly done serious engine damage
is possible.
Discussion of Process Alternatives and Design Choices
Throughout the project alternate methods were considered. The first area of concern centers on
the reactor, particularly the separation of glycerol and biodiesel. The current process uses gravity
separation. An explored alternative is a coalescer. A coalescer works by first filtering out solids
from the mixture. Solids can increase the stability of a mixture, preventing emulsion. Glycerol
droplets are then created and separated from bulk fluid and captured by a coalescer medium.
Droplets are then separated in a settling zone. This process is advantageous for a continuous
process, therefore it deemed to be a suboptimal method for the designed process. [9]

Group 3 | Biodiesel Final Report
The second area of concern centers on the washing phase. The current method being used is a
wet wash process. The alternative method is a dry wash using an ion exchange resin working by
the principles of adsorption. This method was is preferable to a wet wash due to there being no
possibility of an emulsion. It is also able to be operated at lower costs. This method was not used
due to prohibitive initial costs. [10]
Key Assumptions
• FFA content is below 5%
• Raw feed is consistently 40 gallons of fryer oil per week
• Ambient temperature is always 20℃ and ambient pressure is atmospheric.
• The average molecular weight of oil is 850 g/mole
• There is perfect mixing
• No glycerin is present during the washing stage
• Constant temperature during reaction
• Oil is prefiltered
Energy & Material Balances:
The summary of the mass and energy balances is found below. The density of the materials was
experimentally determined in the laboratory. The raw materials include methanol, fryer oil,
KOH, H2SO4 and water. There are five vessels that will be used for storage and mixing during
the process. The energy consumption in this process will come from heating up the fryer oil in

Group 3 | Biodiesel Final Report
the reactor, heating up the water in the wash tank, running the agitator, and running the air
compressor.
Stream 1 2 3 4 5 6
Fryer Oil/kg 134 - - - - -
Methanol/kg - 23.7 - 3.3 - 3.3
Potassium Hydroxide/ kg - 2.03 - 0.6 - 0.6
Glycerol/kg - - 5 - - -
Sulfuric Acid/kg - 0.17 - - - -
Water/kg - - - 36 - 36
Biodiesel/kg - - - 117 117 -
Total/ kg 134 25.8 5 70.9 31 39.9
Temperature/℃ Ambient Ambient Ambient Ambient Ambient Ambient
Pressure/ Atm 1 1 1 1 1 1
Name V-105 R-101 F-101
Temperature (°C)
30 50 Ambient
Pressure (Atm)
1 1 1
Orientation Vertical Vertical Vertical
MOC HD Polyethylene Steel 304 SS
Height (m)
1.12 1.22 0.15
Diameter (m)
0.27 0.58 0.56

Group 3 | Biodiesel Final Report
Volume (gal)
32 55 -
Mesh (micron)
N/A N/A 177 & 74
Heat Input (kJ)
- 10,000 -
Impeller Energy Input (kJ)
- 2700 -
Equipment Design
Major Equipment Listing
• V-101: Catalyst/reactant vessel
• V-102: Filtered waste oil storage tank
• V-103: Washing tank
• V-104: Biodiesel storage tank
• V-105: Glycerol storage tank
• R-101: Batch reactor
• P-101: Manual methanol pump
• P-102: Manual oil pump
The reaction that creates the biodiesel is performed in R-101. The reactants are mixed and then
heated to temperature; this is done to increase kinetics. The reaction is composed of three steps,
each step consists of a carbon tail being removed from the glycerol chain, and each reaction is
reversible. At the specified temperature and pressure, and a 67% excess methanol, conversion
reaches up to 80%. Within the reactor the first separation occurs. The first separation is a density

Group 3 | Biodiesel Final Report
separation of biodiesel and glycerol. The methanol is in both the biodiesel and glycerol, with a
higher affinity for glycerol.
The wash of the biodiesel is done in three stages in V-103. First it is misted two times. Then it is
bubbled. The washes are a form of a liquid-liquid extraction. The primary contaminant is
glycerol, other chemicals are assumed to have similar mass transfer properties as glycerol.
Glycerol prefers water over biodiesel, since it is completely miscible in water. In the mist, water
is sprayed onto the glycerol. Droplets are formed and contaminants are absorbed into the water.
[7]The effectiveness is dependent on the droplet size, temperature, and the total surface area in
contact with biodiesel. The particle size will increase as the particles fall through the biodiesel
since the biodiesel and water an immiscible. Once the water droplets fall to the bottom, a water
layer accumulates at the bottom. Water in this layer collects impurities at a negligible rate.
During the bubble stage, air is sparged into the bottom of the wash tank. Bubbles are formed in
the bottom water layer. Since the bubbles are formed here, the bubbles will be encased in water
until they reach the top of the tank. The water then falls back down to the bottom of the column.
Throughout the rising and falling of the water, glycerol is absorbed by the water. The water can
continue absorbing glycerol until the water reaches its solubility limit. The drawback of wet
washing is biodiesel oxidation and polymerization. [8] To prevent oxidation and polymerization,
biodiesel is dried at 64℃ for 20 minutes. This drying is done in R-101 after the reactor is
cleaned.

Group 3 | Biodiesel Final Report
All vessels are commonly found materials due to the inert nature of the products. The stored
materials will be waste water. Wastewater will be contaminated with methanol, glycerol and
solid particulates. The glycerol contaminants will consist of methanol and solid particulates.
Catalyst vessels will contain potassium hydroxide and methanol.
All pumps in this process will be identical. They will be manual pumps specifically chosen for
the ability to safely pump methanol. The flow rate will be dependent on the rate at which the
operator can rotate the handle. The given specification is 8 fluid ounces per rotation.
Economics
In calculating the economics several assumptions had to be made. The first was that there is a 5%
discounting parameter, there will be an additional 20% added to the initial investment due to
unanticipated expenses. The installation of safety equipment and storage will be at the expense
of another department. There was no tax included due to it being for the University. Glycerol
disposal is free. Utility costs are negligible. The cost of labor is $10/hr and the food services runs
for 10 months a year.
The reactor is the majority of the costs, $1,200; this is due to the material of construction and
ancillary parts needed to make it function. The agitator is the next highest cost at $360, the
agitator is industrial grade. The third highest component is the costs of the storage vessels at
$240. The sum of all components is $2,400.
The estimated cost of manufacturing per anum is $5,700. This consists of a raw material cost off

Group 3 | Biodiesel Final Report
$2,500 and an annual labor cost of $3,200. The value of the biodiesel produced will have an
estimated value of $6,400. This provides a net positive difference of $700; this will be in reality
savings for the university per year.
The discounted payback period for this project is just over 5 years at 5% interest. The non-
discounted payback period for this project is approximately 3 years. This is a reasonable payback
period for the university; this project is not intended to produce money so a long payback period
is acceptable.
Safety & Environmental Concerns
The main safety concerns are methanol and sulfuric acid. The methanol is harmful to breathe and
the reactor must be run below 64℃. Electrical equipment should be avoided from being near the
reactor and any that must be there such as the mixer must be well ventilated to avoid explosion
hazard. The sulfuric acid is 98% pure and is very caustic and must be handled with care. Eye
washes and chemical showers are available for accidents. KOH is a safety hazard, solid KOH
and liquid KOH are skin irritants.
Methanol is used in this process and excess is released into the atmosphere or poured into the
sewers in low concentrations. Methanol is hazardous to the environment in large concentrations.
If a batch of biodiesel is ruined it must be shipped to a location where it can be disposed of in an
environmentally friendly way.

Group 3 | Biodiesel Final Report
Control Issues
The process has controls at three different points. The first area of control is the temperature of
the reactor. The heater belts utilize temperature control. It will heat up to a specified temperature
and then adjust the heat output to maintain at the desired set point.
The second area of control is during the wash stage. The water will be pre-measured to guarantee
that the wash vessel is not overfilled during both wash stages. The final area of control is during
the sparging. A timer is used to ensure that the process does not proceed indefinitely, allowing
the final product to settle.
One area of control that can be improved is during the drainage of glycerol from the reactor. The
current method employed is a visual confirmation of color and viscosity change. A better
alternative method is a digital hydrometer to verify that the specific gravity has changed. A
change in the specific gravity would indicate a change in the fluid flowing past the sensor. This
can be incorporated with an automatic shutoff valve to close the reactor once the glycerol has
been drained.
Conclusions
This is an economically feasible process with minimal revenue being generated. It has a long, but
reasonable, payback period. This process can be done in-house, provided that space is made
available. There is room for improvement; the main emphasis is to make the process more

Group 3 | Biodiesel Final Report
autonomous as well as incorporating more controls into the process. Autonomy will result in a
more consistent product as well as reducing the amount of labor, operating costs; more controls
in the process will reduce waste as well as reducing the number of failed batches.

Group 3 | Biodiesel Final Report
Appendix A: Equipment Specification Tables
Name V-101 V-102 V-103 V-104
Temperature (°C)
Ambient Ambient Ambient 30
Pressure (Atm)
1 1 1 1
Orientation Vertical Vertical Vertical Vertical
MOC Steel Steel HD Polyethylene
HD Polyethylene
Height (m)
0.89 0.35 0.88 0.88
Diameter (m)
0.58 0.30 0.59 0.59
Volume (gal)
55 5 55 55
Heat Input (kJ)
- - - 9000
Bubbling Energy Input (kJ)
- - - 1300
Name V-105 R-101 F-101
Temperature (°C)
30 50 Ambient
Pressure (Atm)
1 1 1
Orientation Vertical Vertical Vertical
MOC HD Polyethylene Steel 304 SS
Height 1.12 1.22 0.15

Group 3 | Biodiesel Final Report
(m)
Diameter (m)
0.27 0.58 0.56
Volume (gal)
32 55 -
Mesh (micron)
N/A N/A 177 & 74
Heat Input (kJ)
- 6750 -
Impeller Energy Input (kJ)
- 2700 -
Group 3 | Biodiesel Final Report
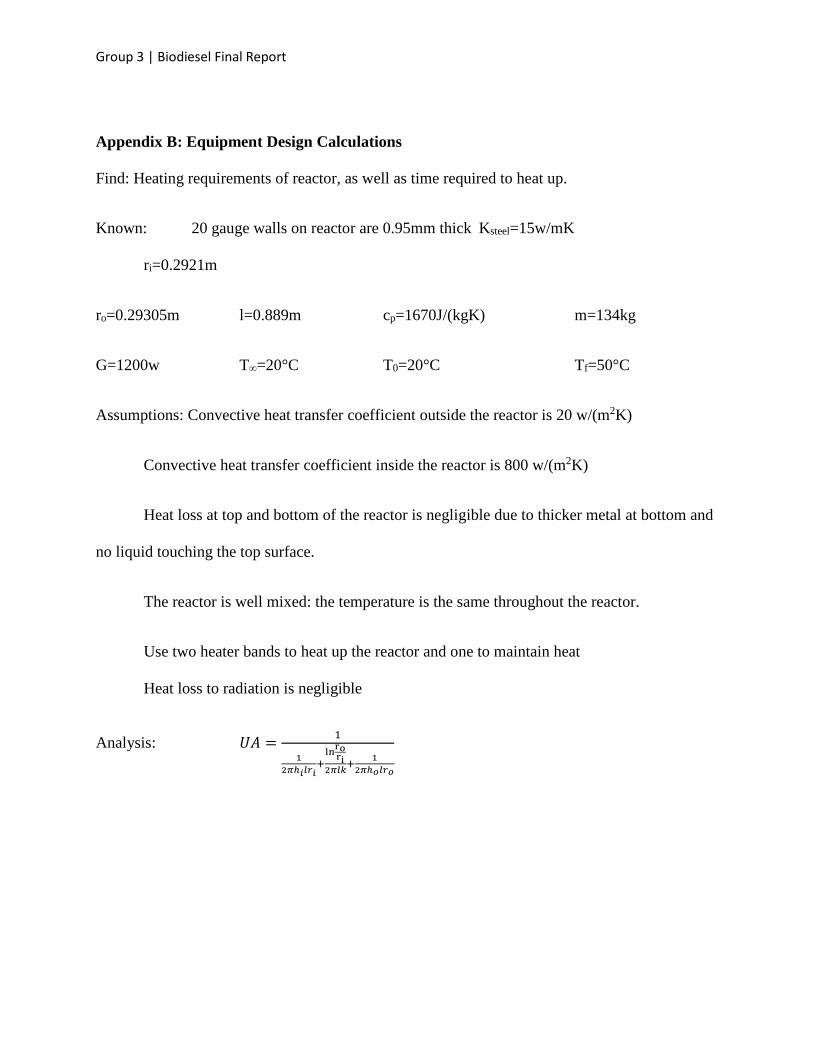
Appendix B: Equipment Design Calculations
Find: Heating requirements of reactor, as well as time required to heat up.
Known: 20 gauge walls on reactor are 0.95mm thick Ksteel=15w/mK
ri=0.2921m
ro=0.29305m l=0.889m cp=1670J/(kgK) m=134kg
G=1200w T∞=20°C T0=20°C Tf=50°C
Assumptions: Convective heat transfer coefficient outside the reactor is 20 w/(m2K)
Convective heat transfer coefficient inside the reactor is 800 w/(m2K)
Heat loss at top and bottom of the reactor is negligible due to thicker metal at bottom and
no liquid touching the top surface.
The reactor is well mixed: the temperature is the same throughout the reactor.
Use two heater bands to heat up the reactor and one to maintain heat
Heat loss to radiation is negligible
Analysis: 𝑈𝑈𝑈𝑈 = 1
12𝜋𝜋ℎ𝑖𝑖𝑙𝑙𝑟𝑟𝑖𝑖
+lnrori2𝜋𝜋𝑙𝑙𝜋𝜋+
12𝜋𝜋ℎ𝑜𝑜𝑙𝑙𝑟𝑟𝑜𝑜

Group 3 | Biodiesel Final Report
𝑈𝑈𝑈𝑈
=1
12𝜋𝜋 ∗ 800𝑤𝑤
𝑚𝑚2𝐾𝐾 ∗ 0.889𝑚𝑚 ∗ 0.2921𝑚𝑚+
ln 0.293050.2921
2𝜋𝜋0.889𝑚𝑚 ∗ 15𝑤𝑤𝑚𝑚𝐾𝐾
+ 12𝜋𝜋 ∗ 20𝑤𝑤
𝑚𝑚2𝐾𝐾 ∗ 0.889𝑚𝑚 ∗ 0.29305𝑚𝑚
= 31.9𝑤𝑤/𝐾𝐾
𝑞𝑞𝑠𝑠𝑠𝑠 = 𝑈𝑈𝑈𝑈�𝑇𝑇𝑓𝑓 − 𝑇𝑇∞� =33.9𝑤𝑤𝐾𝐾
∗ (50 − 20)°𝐶𝐶 = 957𝑊𝑊
𝑐𝑐𝑝𝑝𝑚𝑚𝑑𝑑𝑇𝑇𝑑𝑑𝑑𝑑
= 𝐺𝐺 − 𝑈𝑈𝑈𝑈(𝑇𝑇 − 𝑇𝑇∞)
𝑑𝑑ℎ𝑒𝑒𝑒𝑒𝑒𝑒 = 𝑐𝑐𝑝𝑝𝑚𝑚/𝑈𝑈𝑈𝑈 ∗ (ln(−𝑇𝑇𝑜𝑜𝑈𝑈𝑈𝑈 + 𝑇𝑇∞𝑈𝑈𝑈𝑈 + 𝐺𝐺) − ln�−𝑇𝑇𝑓𝑓𝑈𝑈𝑈𝑈 + 𝑇𝑇∞𝑈𝑈𝑈𝑈 + 𝐺𝐺�)
𝑑𝑑 = 1670 ∗13431.9
∗ (ln(−20 ∗ 31.9 + 20 ∗ 31.9 + 2400) − ln(−50 ∗ 31.9 + 20 ∗ 31.9 + 2400)
= 1ℎ𝑜𝑜𝑜𝑜𝑜𝑜
At steady state: 𝑞𝑞𝑒𝑒𝑜𝑜𝑒𝑒 = 𝑞𝑞ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 + 𝑞𝑞𝑒𝑒𝑟𝑟𝑟𝑟
𝑞𝑞𝑒𝑒𝑟𝑟𝑟𝑟 =776𝑗𝑗𝑚𝑚𝑜𝑜𝑚𝑚
∗ 441𝑚𝑚𝑜𝑜𝑚𝑚 ∗1
3600𝑠𝑠𝑠𝑠𝑐𝑐𝑜𝑜𝑠𝑠𝑑𝑑𝑠𝑠= 95𝑊𝑊
𝑞𝑞ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 = 957𝑊𝑊 − 95𝑊𝑊 = 862𝑊𝑊

Group 3 | Biodiesel Final Report
Find: Pumping requirements
Known:
V=40 gal vol/crank=8 oz/crank
Assumptions: A person can pump 53 cranks/minute
Same inlet and outlet diameter
Elevation change is one meter
Analysis:
𝑑𝑑 =𝑉𝑉
𝑞𝑞 ∗ 𝑜𝑜
𝑑𝑑 = 40 𝑔𝑔𝑔𝑔𝑚𝑚 ∗1 𝑐𝑐𝑜𝑜𝑔𝑔𝑠𝑠𝑐𝑐
8 𝑜𝑜𝑜𝑜∗
1 𝑚𝑚𝑚𝑚𝑠𝑠𝑜𝑜𝑑𝑑𝑠𝑠53 𝑐𝑐𝑜𝑜𝑔𝑔𝑠𝑠𝑐𝑐𝑠𝑠
∗128 𝑜𝑜𝑜𝑜1 𝑔𝑔𝑔𝑔𝑚𝑚
= 12.1 𝑚𝑚𝑚𝑚𝑠𝑠𝑜𝑜𝑑𝑑𝑠𝑠𝑠𝑠
Find: Energy Requirements of the reactor
Known:
ρoil=3362 g/gal Voil=40 gal T∞=293K Tfinal=323K
∆Hformation=776kJ/kgk ρEtOH=791 kg/m3 Cpoil=1.67 kJ/kgK CpEtOH=79.5J/molK

Group 3 | Biodiesel Final Report
VEtOH=8 gal CpKOH(at 308K)=65.54J/molK mKOH=56.1g/mol
MWKOH=56.1 g/mol
Assumptions: ambient air is 293K
Heat loss to surroundings is negligible in heat up
Heat loss to surroundings is less than heat generated during exothermic reaction
Average heat capacities can be used since temperature range is small
Molecular weight of the oil is roughly 300 g/mol
Equations:
𝑞𝑞 = 𝑚𝑚𝐶𝐶𝑚𝑚∆𝑇𝑇
𝑚𝑚 = 𝜌𝜌𝑉𝑉
Calculations:
moil = poilVoil =3362 g
1 gal∗ 40 gal ∗
1 kg1000 g
= 134.5 kg
𝑞𝑞𝑜𝑜𝑜𝑜𝑜𝑜 = 𝑚𝑚𝑜𝑜𝑜𝑜𝑜𝑜𝐶𝐶𝑚𝑚𝑜𝑜𝑜𝑜𝑜𝑜∆𝑇𝑇 = 134.5 𝑐𝑐𝑔𝑔 ∗ 1.67 𝑐𝑐𝑘𝑘1 𝑐𝑐𝑔𝑔𝐾𝐾
∗ 30 𝐾𝐾 = 6738.5 𝑐𝑐𝑘𝑘
𝑚𝑚𝐸𝐸𝑒𝑒𝐸𝐸𝐸𝐸 = 𝜌𝜌𝐸𝐸𝑒𝑒𝐸𝐸𝐸𝐸𝑉𝑉𝐸𝐸𝑒𝑒𝐸𝐸𝐸𝐸 =791 𝑐𝑐𝑔𝑔
1 𝑚𝑚3 ∗1 𝑚𝑚3
264.17 𝑔𝑔𝑔𝑔𝑚𝑚∗ 8 𝑔𝑔𝑔𝑔𝑚𝑚 = 23.95 𝑐𝑐𝑔𝑔
𝑞𝑞𝐸𝐸𝑒𝑒𝐸𝐸𝐸𝐸 = 𝑚𝑚𝐸𝐸𝑒𝑒𝐸𝐸𝐸𝐸𝐶𝐶𝑚𝑚𝐸𝐸𝑒𝑒𝐸𝐸𝐸𝐸∆𝑇𝑇 = 23.95 𝑐𝑐𝑔𝑔 ∗ 0.0795𝑐𝑐𝑘𝑘
𝑚𝑚𝑜𝑜𝑚𝑚𝐾𝐾∗
1 𝑚𝑚𝑜𝑜𝑚𝑚0.018 𝑐𝑐𝑔𝑔
∗ 30𝐾𝐾 = 3173.4 𝑐𝑐𝑘𝑘
Group 3 | Biodiesel Final Report
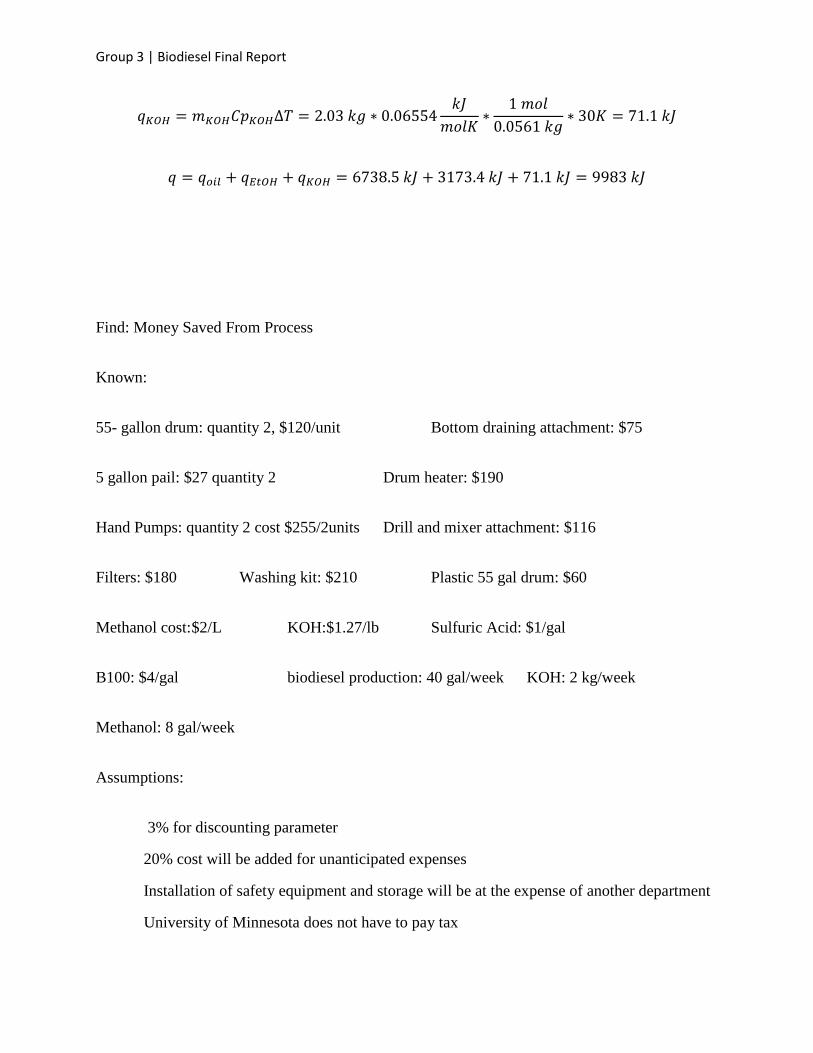
𝑞𝑞𝐾𝐾𝐸𝐸𝐸𝐸 = 𝑚𝑚𝐾𝐾𝐸𝐸𝐸𝐸𝐶𝐶𝑚𝑚𝐾𝐾𝐸𝐸𝐸𝐸∆𝑇𝑇 = 2.03 𝑐𝑐𝑔𝑔 ∗ 0.06554𝑐𝑐𝑘𝑘
𝑚𝑚𝑜𝑜𝑚𝑚𝐾𝐾∗
1 𝑚𝑚𝑜𝑜𝑚𝑚0.0561 𝑐𝑐𝑔𝑔
∗ 30𝐾𝐾 = 71.1 𝑐𝑐𝑘𝑘
𝑞𝑞 = 𝑞𝑞𝑜𝑜𝑜𝑜𝑜𝑜 + 𝑞𝑞𝐸𝐸𝑒𝑒𝐸𝐸𝐸𝐸 + 𝑞𝑞𝐾𝐾𝐸𝐸𝐸𝐸 = 6738.5 𝑐𝑐𝑘𝑘 + 3173.4 𝑐𝑐𝑘𝑘 + 71.1 𝑐𝑐𝑘𝑘 = 9983 𝑐𝑐𝑘𝑘
Find: Money Saved From Process
Known:
55- gallon drum: quantity 2, $120/unit Bottom draining attachment: $75
5 gallon pail: $27 quantity 2 Drum heater: $190
Hand Pumps: quantity 2 cost $255/2units Drill and mixer attachment: $116
Filters: $180 Washing kit: $210 Plastic 55 gal drum: $60
Methanol cost: $2/L KOH:$1.27/lb Sulfuric Acid: $1/gal
B100: $4/gal biodiesel production: 40 gal/week KOH: 2 kg/week
Methanol: 8 gal/week
Assumptions:
3% for discounting parameter
20% cost will be added for unanticipated expenses
Installation of safety equipment and storage will be at the expense of another department
University of Minnesota does not have to pay tax

Group 3 | Biodiesel Final Report
Glycerol is free to dispose
Utility costs are negligible
University labor is $10/hr
Food services runs for the equivalent of 10 months a year
Equations:
𝐼𝐼𝑠𝑠𝑐𝑐𝑜𝑜𝑚𝑚𝑠𝑠 = 𝑜𝑜𝑠𝑠𝑟𝑟𝑠𝑠𝑠𝑠𝑜𝑜𝑠𝑠 − 𝑠𝑠𝑒𝑒𝑚𝑚𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠
𝑁𝑁𝑁𝑁𝑉𝑉 = −(𝐼𝐼𝑠𝑠𝑚𝑚𝑑𝑑𝑚𝑚𝑔𝑔𝑚𝑚 𝑐𝑐𝑜𝑜𝑠𝑠𝑑𝑑) ∗ (1 + 𝑚𝑚)𝑟𝑟 + 𝑚𝑚𝑠𝑠𝑐𝑐𝑜𝑜𝑚𝑚𝑠𝑠 ∗�1
1 + 𝑚𝑚𝑟𝑟
𝐼𝐼𝑠𝑠𝑚𝑚𝑑𝑑𝑚𝑚𝑔𝑔𝑚𝑚 𝑐𝑐𝑜𝑜𝑠𝑠𝑑𝑑 = [2 ∗ $120 + $75 + 2 ∗ $27 + $190 + $255 + $116 + $180 + $210 + $60
+ 600] ∗ 1.2 = $2380
𝑜𝑜𝑠𝑠𝑟𝑟𝑠𝑠𝑠𝑠𝑜𝑜𝑠𝑠 =40𝑔𝑔𝑔𝑔𝑚𝑚𝑤𝑤𝑠𝑠𝑠𝑠𝑐𝑐
∗$4𝑔𝑔𝑔𝑔𝑚𝑚
= $160/𝑤𝑤𝑠𝑠𝑠𝑠𝑐𝑐
𝑠𝑠𝑒𝑒𝑚𝑚𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠 =$2𝐿𝐿∗
3.79𝐿𝐿𝑔𝑔𝑔𝑔𝑚𝑚
∗ 8𝑔𝑔𝑔𝑔𝑚𝑚𝑤𝑤𝑠𝑠𝑠𝑠𝑐𝑐
+$1.27𝑚𝑚𝑙𝑙
∗0.454𝑚𝑚𝑙𝑙𝑐𝑐𝑔𝑔
∗2𝑐𝑐𝑔𝑔𝑤𝑤𝑠𝑠𝑠𝑠𝑐𝑐
+$1𝑔𝑔𝑔𝑔𝑚𝑚
∗3.79𝐿𝐿𝑔𝑔𝑔𝑔𝑚𝑚
∗0.2𝐿𝐿𝑤𝑤𝑠𝑠𝑠𝑠𝑐𝑐
+$10ℎ𝑜𝑜
∗ 8ℎ𝑜𝑜 = $142.55/𝑤𝑤𝑠𝑠𝑠𝑠𝑐𝑐
𝑚𝑚𝑠𝑠𝑐𝑐𝑜𝑜𝑚𝑚𝑠𝑠 = $160 − $142.55 = $17.45𝑤𝑤𝑒𝑒𝑒𝑒𝑤𝑤
∗ 4𝑤𝑤𝑒𝑒𝑒𝑒𝑤𝑤𝑠𝑠𝑚𝑚𝑜𝑜𝑟𝑟𝑒𝑒ℎ
∗ 10𝑚𝑚𝑜𝑜𝑟𝑟𝑒𝑒ℎ𝑠𝑠𝑦𝑦𝑒𝑒
= $698/𝑦𝑦𝑜𝑜
𝑁𝑁𝑁𝑁𝑉𝑉3 = −$2380 ∗ 1.035 + 698 ∗ (1
1.05+
11.052
+1
1.053) = $198.38

Group 3 | Biodiesel Final Report
NPV1=-1028.01
NPV2=-389.82
NPV3=198.36
𝑁𝑁𝑔𝑔𝑦𝑦𝑙𝑙𝑔𝑔𝑐𝑐𝑐𝑐 𝑁𝑁𝑠𝑠𝑜𝑜𝑚𝑚𝑜𝑜𝑑𝑑 = 2 +0 − 𝑁𝑁𝑁𝑁𝑉𝑉2
𝑁𝑁𝑁𝑁𝑉𝑉3 − 𝑁𝑁𝑁𝑁𝑉𝑉2=
0 + 389.82198.36 + 389.82
= 2.66 𝑦𝑦𝑠𝑠𝑔𝑔𝑜𝑜𝑠𝑠
Find: Performance of wash tower
Known:
HA=0.7891 VW=0.147m3 Vb=0.589m3 kca=0.1316min-1
µ=0.00369 Pas ρw=1000kg/m3 ρoil=900 kg/m3
CA0water=0 g/cm3
C0oil=0.05 g/cm3 twash=60 min
Assume: Water droplets will remain the same size and have a diameter of 3mm
Well mixed biodiesel
Glycerol is the primary contaminant and all other contaminants will behave similarly
Analysis:
𝑐𝑐𝑐𝑐𝑔𝑔(𝐶𝐶𝐴𝐴∗ − 𝐶𝐶𝐴𝐴) =𝑑𝑑𝐶𝐶𝐴𝐴𝑑𝑑𝑑𝑑
𝐶𝐶𝐴𝐴∗ = 𝐻𝐻𝐴𝐴𝑋𝑋

Group 3 | Biodiesel Final Report
𝑋𝑋 = 𝑋𝑋0 − 𝐶𝐶𝐴𝐴 �𝑉𝑉𝑤𝑤𝑉𝑉𝑏𝑏�
𝑜𝑜 =29
(𝜌𝜌𝑤𝑤 − 𝜌𝜌𝑜𝑜𝑜𝑜𝑜𝑜)𝜇𝜇𝑜𝑜𝑜𝑜𝑜𝑜
𝑔𝑔𝑅𝑅2
𝑜𝑜 =29
�1000𝑐𝑐𝑔𝑔𝑚𝑚3 − 900𝑐𝑐𝑔𝑔
𝑚𝑚3 �
0.00369 𝑁𝑁𝑔𝑔𝑠𝑠9.8
𝑚𝑚𝑠𝑠2
(0.003𝑚𝑚)2 = 0.531𝑚𝑚/𝑠𝑠
𝑑𝑑 =ℎ𝑜𝑜
=0.589𝑚𝑚0.531𝑚𝑚
𝑠𝑠= 1.11𝑠𝑠 ∗
1𝑚𝑚𝑚𝑚𝑠𝑠60𝑠𝑠
= 0.185𝑚𝑚𝑚𝑚𝑠𝑠
𝐶𝐶𝑒𝑒 =𝐻𝐻𝐴𝐴𝑋𝑋0 − 𝐶𝐶𝐴𝐴0𝑠𝑠𝑒𝑒𝑚𝑚(−𝑐𝑐𝑐𝑐𝑔𝑔𝑑𝑑)
+ 𝐻𝐻𝐴𝐴𝑋𝑋0 =0.789 ∗ 0.05𝑔𝑔
𝑐𝑐𝑚𝑚3 − 0𝑔𝑔/𝑐𝑐𝑚𝑚3
exp (−0.132𝑚𝑚𝑚𝑚𝑠𝑠−10.185min)= 0.080𝑔𝑔/𝑐𝑐𝑚𝑚3
𝐶𝐶𝑏𝑏𝑏𝑏𝑏𝑏𝑏𝑏𝑜𝑜𝑒𝑒 = 0.040 𝑔𝑔/𝑐𝑐𝑚𝑚3
−𝐶𝐶𝑏𝑏𝑏𝑏𝑏𝑏𝑏𝑏𝑜𝑜𝑒𝑒0𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜0
𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜 ∗ 𝜈𝜈 =𝑑𝑑𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜𝑑𝑑𝑑𝑑
𝑉𝑉𝑜𝑜𝑜𝑜𝑜𝑜
𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜𝑓𝑓 = 𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜0𝑠𝑠𝑒𝑒𝑚𝑚�−𝑑𝑑 ∗ 𝐶𝐶𝑏𝑏𝑏𝑏𝑏𝑏𝑏𝑏𝑜𝑜𝑒𝑒0𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜0
∗ 𝜈𝜈
𝑉𝑉� = 0.05 ∗ exp �
−60 ∗ 0.8 ∗ 0.002450.589
� = 0.041
Repeat calculations for run 2
𝐶𝐶𝑜𝑜𝑜𝑜𝑜𝑜2 = 0.034
For bubble run
Integrated equation is:

Group 3 | Biodiesel Final Report
𝐶𝐶𝐴𝐴 �𝐻𝐻𝐴𝐴𝑉𝑉𝑊𝑊𝑉𝑉𝑏𝑏
+ 1� − 𝐻𝐻𝐴𝐴𝑋𝑋0
𝐶𝐶𝐴𝐴0 �𝐻𝐻𝐴𝐴𝑉𝑉𝑊𝑊𝑉𝑉𝑏𝑏
+ 1� − 𝐻𝐻𝐴𝐴𝑋𝑋0= exp (−𝑐𝑐𝑐𝑐𝑔𝑔𝑑𝑑)
𝐶𝐶𝐴𝐴 = 0.022 𝑔𝑔/𝑐𝑐𝑚𝑚3
Appendix C: Cost Estimates
55 gal Reactor $1200 Silicone Band Heater $180
Agitator $360 Washing $190
Filter $150 Mixing $60
(2) Storage Tank $240 Total $2380

Group 3 | Biodiesel Final Report
Appendix D: Economic Analysis

Group 3 | Biodiesel Final Report
Appendix E: Simulation Results

Group 3 | Biodiesel Final Report
d(TG) / d(t) = -k1*TG*A+k2*DG*A-k7*TG*A^3+k8*A*GL^3
TG(0) = 0.88
d(DG) / d(t) = k1*TG*A-k2*DG*E-k3*DG*A+k4*MG*E
DG(0) = 0
d(MG) / d(t) = k3*DG*A-k4*MG*E-k5*MG*A+k6*GL*E
MG(0) = 0
d(E) / d(t) = k1*TG*A-k2*DG*E+k3*DG*A-k4*MG*E+k5*MG*A-k6*GL*E+k7*TG*A^3-
k8*GL*E^3
E(0) = 0
d(GL) / d(t) = k5*MG*A-k6*GL*E+k7*TG*A^3-k8*GL*E^3
GL(0) = 0
A=4.12-E #inintial methanol conc minus ester conc
k7=0
k8=0
Ea1=13145
Ea2=9932
Ea3=19860
Ea4=14639

Group 3 | Biodiesel Final Report
Ea5=6421
Ea6=9588
T1=223
T0=223
R=1.99
k1=.05*exp(Ea1/R*(1/T1-1/T0))
k2=0.011*exp(Ea2/R*(1/T1-1/T0))
k3=0.215*exp(Ea3/R*(1/T1-1/T0))
k4=1.228*exp(Ea4/R*(1/T1-1/T0))
k5=0.242*exp(Ea5/R*(1/T1-1/T0))
k6=0.007*exp(Ea6/R*(1/T1-1/T0))
t(0) = 0
t(f) = 60
x=(0.88-TG/0.88)

Group 3 | Biodiesel Final Report
Appendix F: MSDS

Group 3 | Biodiesel Final Report
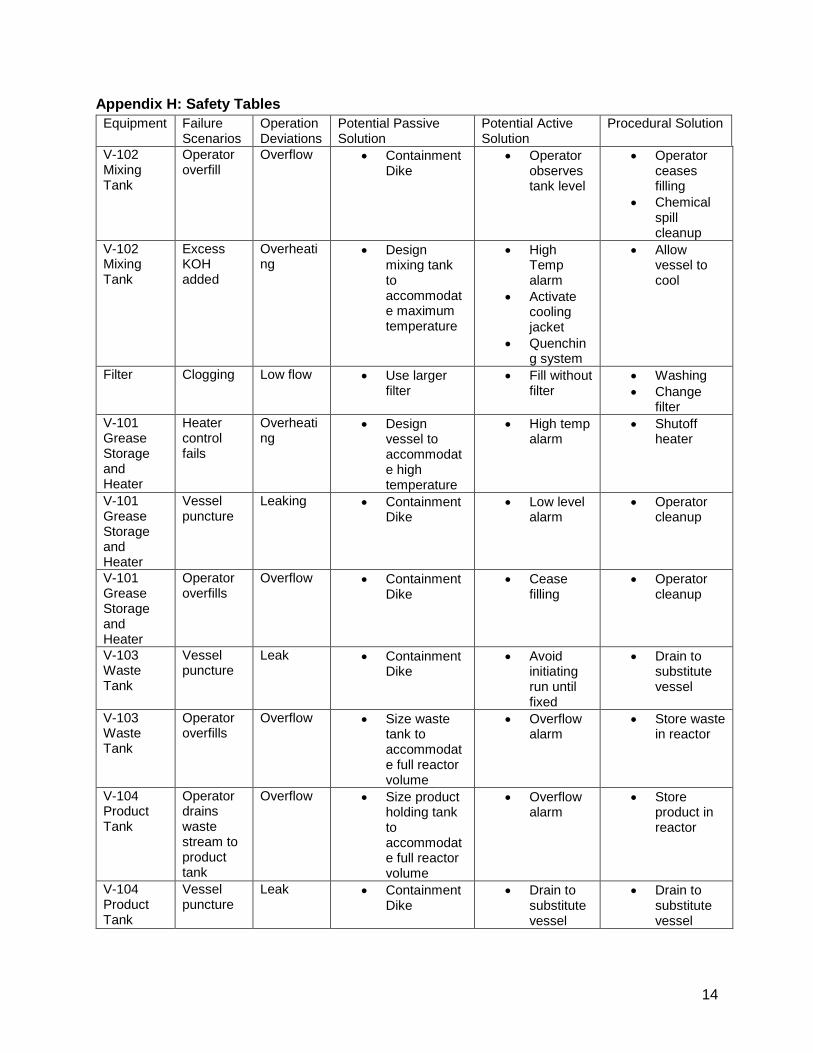
Appendix H: Safety Tables
Group 3 | Biodiesel Final Report
References:

Group 3 | Biodiesel Final Report
1) Sheehan, John. An Overview of Biodiesel and Petroleum Diesel Life Cycles. Golden, CO: National Renewable Energy Laboratory, 1998. Web.
2) Harlan, Van Gerpen Jon. Business Management for Biodiesel Producers: August 2002-January 2004. Golden, CO: National Renewable Energy Laboratory, 2004. Web.
3) "Advantages and Disadvantages of Biodiesel Fuel." ConserveEnergyFuture. N.p., 22 May 2013. Web. 07 Feb. 2015.
4) National Biodiesel Board. "Retail Map - Biodiesel." Biodiesel - America's Advanced Biofuel. N.p., n.d. Web. 07 Feb. 2015.
5) "Biodiesel Production." Biodiesel. Web. 6 Feb. 2015. <http://www.biodiesel.org/docs/ffs-production/production-fact-sheet.pdf?sfvrsn=4>.
6) "Heavy Duty Drum Band Heaters." Heavy Duty Drum Band Heaters / Metal Drum Band Heater. Utah Biodiesel Supply, n.d. Web. 06 Mar. 2015.
7) Enweremadu, C. C., and M. M. Mbarawa. “Technical Aspects of Production and
Analysis of Biodiesel from Used Cooking Oil- A Review.” Elsevier.com. Renewable and
Sustainable Energy Reviews, 9 June 2009. Web. 24 Apr. 2015.
8) Washing Calculations: Mindaryani, Aswati. “Optimization of Biodiesel Washing by
Water Extraction.” World Congress on Engineering and Computer Science: WCECS
2007: 24-26 October, 2007, San Francisco, USA. By Suprihastuti S. Rahayu. Hong
Kong: Newswood Limited, 2007. 1-4. Print.
9) "Centrifugal vs. Coalescing Separation Technologies." Biodiesel Magazine. N.p., n.d.
Web. 07 May 2015.
10) "A Dry Wash Approach to Biodiesel Purification." Biodiesel Magazine. N.p., n.d. Web.
07 May 2015.
Conversion of UMD’s Waste Oil to Biodiesel
Nathan, Samuel, Philip, Martin, Ayotunde

What are you going to learn?● What we are doing?● What are the benefits of biodiesel?● How’s the market?● What challenges were overcome?● What was the chemistry?● What was the process we developed?● Is it safe?● Is it economical?

Executive Summary● University scale biodiesel production● Goal to be economically feasible● $2,400 initial investment● 5.1 year payback period● Student Operated● Inter-departmental cooperation

Environmental Benefits of Biodiesel● Lower Carbon Emissions● Non-Toxic● Biodegradable● Crops used to make
biodiesel produce O2● Renewable
http://www.afdc.energy.gov/vehicles/diesels_emissions.html

Market trends● Increasing Market● Restaurants sell used
fryer-oil● Vehicles now being
designed for biodiesel● Focus on B20
http://theenergycollective.com/sites/theenergycollective.com/files/imagepicker/476416/NelsonChart.png

http://www.afdc.energy.gov/data/10325

Challenges● Location
o Transportation hazards/difficultyo Security accesso Utilities and ventilationo Size

Challenges (cont.)● UMD Administration Interest
o Waste oil currently contracted to outside companyo Interdepartmental communication
● Qualityo Biodiesel must meet ASTM standards

Technical Background● Chemistry
Methyl Esters (3)

Technical BackgroundChemistry continued:● Exothermic reaction (776 kJ/Kmol)● lowers viscosity● low FFA (Free Fatty Acid) required (<5%)● Sulfuric acid used to reduce oxidized FFA● Different bonding (Methyl Esters) than petrol diesel
o This leads to different viscosity and vapor pressures

Cash Flow: Initial InvestmentBreakdown Price
● Reactor○ $1200
● Agitator○ $360
● (2) Storage Tank○ $240
● Washing Tank○ $190
● Silicone Band Heater○ $180
● Waste Oil Filter○ $150
● Mixing Tank○ $60
● Total: $(2380)

Cash Flow: Production

Cash Flow: DiagramDiscountedi = 5.0%
NPV6= $500
PBP=5.1
5.1
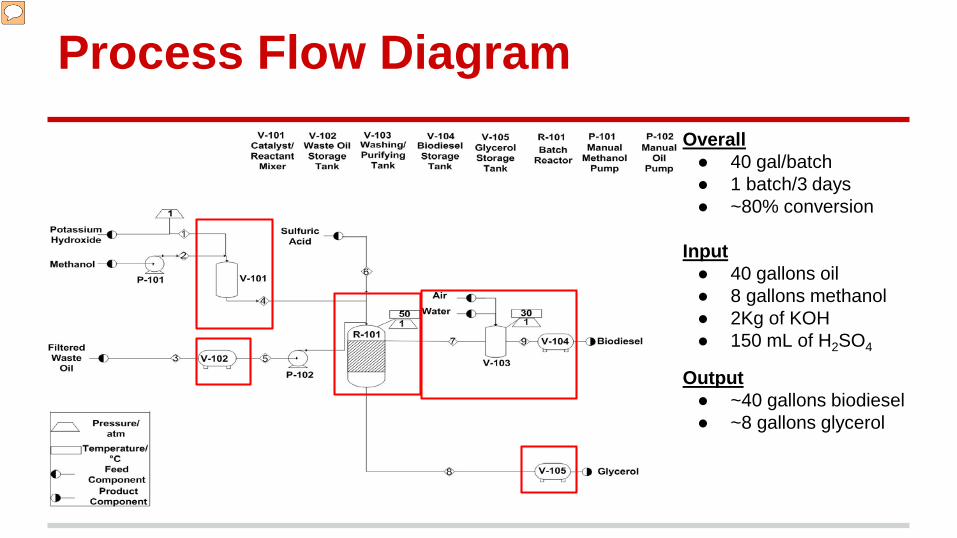
Process Flow DiagramOverall● 40 gal/batch● 1 batch/3 days● ~80% conversion
Input● 40 gallons oil● 8 gallons methanol● 2Kg of KOH● 150 mL of H2SO4
Output● ~40 gallons biodiesel● ~8 gallons glycerol


Design Methods: ReactorObjective: Achieve nearly steady state conversion● Use kinetics to find batch
timeo Result: React for 1
hour at 50℃


Design Methods: Washing VesselObjective: Remove 75 wt% of contaminants● Model as liquid liquid extraction● Used literature mass transfer coefficient of glycerol to
water from biodiesel o For mist, based on time the water is in contact with
biodieselo For bubble, equilibrium is being reached Result: Mist 1 hour twice and bubble 8 hours

Design MethodsMost vessels● Small excess volume and compatible materialPumps● Compatible materials and no electrical
components● Provide fast enough flow to pump a batch in ~5
minutes

Design issuesReactor● Corrosive acid and base added: high grade
stainless steel needed● Bottom draining for separation● Sight glass for confirmed separation and
removal● Minimal exposure to atmosphere

Design IssuesWashing Vessel● Create a stand
Storage Vessel● Nitrogen rich environment

Safety● Methanol: flammable and poisonous if
ingestedo No electrical equipment and open flames to prevent
fire● Sulfuric acid: caustic● Potassium Hydroxide: caustic
o All chemicals must be stored separately

Reactor Safety Analysis● Corrosion Based Rupture● Spill● Runaway Reaction● Fire

EnvironmentGlycerol Disposal● Sewarable waste https://extranet.fhcrc.org/EN/sections/ehs/hamm/chap6/section6.html
http://www.epa.gov/region07/biofuels/noncombiodiesel/waste.htm
Ruined Batch● Contact chemistry department for waste disposal Biodiesel advantages● Carbon from short term sinks● Lower VOC emissions

Process Summary● Filtering● Mixing● Reaction● Separation● Washing● Sparge
Recommendations● Sight glass● Digital hydrometer● Dry Wash● Continuous Process● Autonomous Process

Results/Conclusions
● Process is possible to make in house● Process is economically feasible
o 5.1 year payback period with 5% discounting criteria● Still has room for improvement
o Needs a better locationo Need to minimize labor costso Process needs to be more autonomous

Questions?

APPENDICES

Vegetable oil directly into car? ruin enginevoid warrantymuch more viscous
-waste oil crystallizes in cold weather blocking fuel filters

Why KOH?● KOH is more soluble● Glycerol from NaOH has a lower viscosity● Less likely to turn into soap
o Still a chance but less likely to emulsify● Makes separation better
o If recovery desired it makes it easier.
Why Methanol?● Methanol is cheaper● Less sensitive to water● Lower reaction time

Calculations: ReactorPolymath code● Differential equation:
d(TG) / d(t) = -k1*TG*A+k2*DG*A-k7*TG*A^3+k8*A*GL^3TG(0) = 0.88d(DG) / d(t) = k1*TG*A-k2*DG*E-k3*DG*A+k4*MG*EDG(0) = 0d(MG) / d(t) = k3*DG*A-k4*MG*E-k5*MG*A+k6*GL*EMG(0) = 0d(E) / d(t) = k1*TG*A-k2*DG*E+k3*DG*A-k4*MG*E+k5*MG*A-
k6*GL*E+k7*TG*A^3-k8*GL*E^3E(0) = 0d(GL) / d(t) = k5*MG*A-k6*GL*E+k7*TG*A^3-k8*GL*E^3GL(0) = 0A=4.12-E #inintial methanol conc minus ester conc

Calculations: Reactor● Arrhenius: k1=.05*exp(Ea1/R*(1/T1-1/T0))
3 Reversible reactions● Each tail leaving glyceride● At reactor temperature, 80% conversion

Calculations: Wash tank mistMass transfer:Equilibrium-Henry’s Law:Residence time- Stokes law:
Concentration of a bubble:
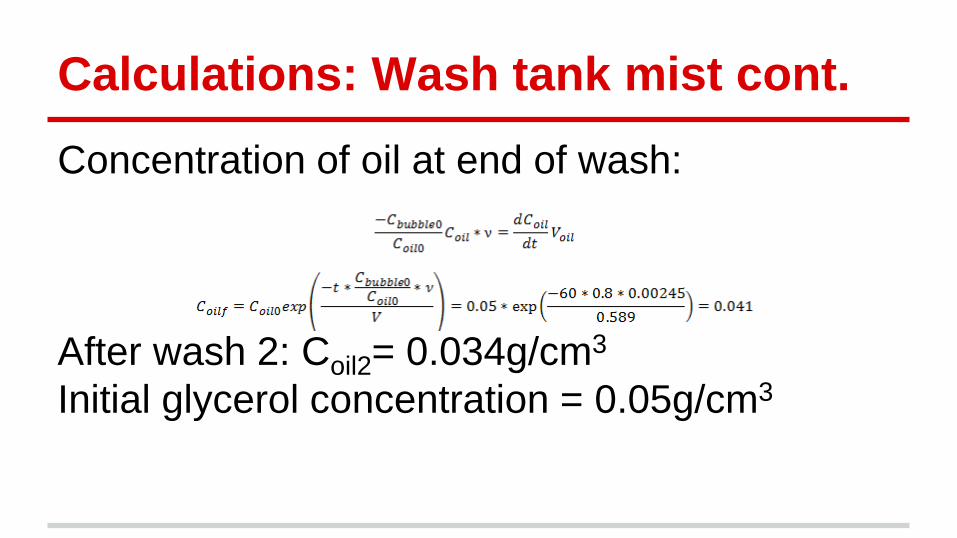
Calculations: Wash tank mist cont.Concentration of oil at end of wash:
After wash 2: Coil2= 0.034g/cm3
Initial glycerol concentration = 0.05g/cm3

Calculations: Wash tank bubbleMass transfer equations and Henry’s law equationsMass Balance:Combine and integrate:
After 2, 8 hr bubbles:CA=0.013 g/cm3

1
Appendix A: Equipment Specification Tables Reactors and Vessels
Name R-101 V-101 V-102 V-103 V-104 Temperature (°C) 50 50 25 25 25
Pressure (atm) 1 1 1 1 1 Orientation Vertical Vertical Vertical Vertical Vertical
MOC SS 316 SS 316 SS 316 SS 316 SS 316 Height(m) 1.3 1.1 0.67 1.3 1.1
Diameter (m) 0.63 0.56 0.34 0.63 0.54 Volume (L) 400 280 60 400 240
Pump, Compressor, Agitator
Name P-101 C-101 A-101 A-102 Type Diaphragm Electric Pneumatic Pneumatic
Flow (gpm) 35 - - - Inlet Diameter (in) 1 - - -
Outlet Diameter (in) 1 - - - Air Supply Pressure (psi) 150 40 40
Shaft Length (in) - - 40 40 MOC CS CS SS 316 SS 316
Valves/Filter
Name - F-101 Type Ball 30 Mesh
Diameter (in) 1 3 MOC SS 316 SS 316
Immersion
Heater Name E-101 MOC Steel
Power Required (V) 120 Duty (KW) 2

2
Appendix B: Equipment Design Calculations All vessels were sized using the process material balance to determine the vessel sizes that would be required for each step. All vessels are assumed to be cylindrical and vertically oriented, with their height being twice their diameter. Calculations are shown below: The volume for V-101, grease storage and heating, was calculated using the volume of the grease that needs to be stored, from the MEB. A 20% safety factor was added.
280.38 𝐿𝐿 𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔 ∗ 1.2 = 276.45 𝐿𝐿 → 280𝐿𝐿 𝑇𝑇𝑔𝑔𝑇𝑇𝑇𝑇
Microsoft Excel’s solver was used to determine the exact dimensions of the cylindrical vessel. The assumption was made that the vessel height was twice the diameter, and the calculated the dimensions of the tank given the volume and the constraints.
𝑑𝑑 = 0.56 𝑚𝑚 ℎ = 1.126 𝑚𝑚
Volume for V-102, mixing tank, was calculated using the volume of methanol for a batch, with a negligible volume of KOH solids which will be dissolved into solution. A 20% safety factor was used.
49.62 𝐿𝐿 𝑀𝑀𝑔𝑔𝑀𝑀𝑀𝑀 ∗ 1.2 = 59.54 𝐿𝐿 60 𝐿𝐿 𝑇𝑇𝑔𝑔𝑇𝑇𝑇𝑇 The method to determine the dimensions of the tank are the same as V-101.
𝑑𝑑 = 0.336 𝑚𝑚 ℎ = 0.674 𝑚𝑚 Volume for V-103, waste tank, was calculated using the volume of glycerol, wash water, and residual KOH and MeOH solution used or produced per batch plus a 20% safety factor.
348.03 𝐿𝐿 𝑊𝑊𝑔𝑔𝑔𝑔𝑊𝑊𝑔𝑔 ∗ 1.2 = 417.6 𝐿𝐿 → 400𝐿𝐿 𝑇𝑇𝑔𝑔𝑇𝑇𝑇𝑇 The method to determine the dimensions of the tank are the same as V-101.
𝑑𝑑 = 0.634 𝑚𝑚 ℎ = 1.268 𝑚𝑚 Volume for V-104, product holding tank, was determined by finding the volume of biodiesel produced per batch, plus a 20% safety factor.
205.18 𝐿𝐿 𝐵𝐵𝐵𝐵𝐵𝐵𝑑𝑑𝐵𝐵𝑔𝑔𝑔𝑔𝑔𝑔𝐵𝐵 ∗ 1.2 = 246.2 𝐿𝐿 → 240𝐿𝐿 𝑇𝑇𝑔𝑔𝑇𝑇𝑇𝑇 The method to determine the dimensions of the tank are the same as V-101.
𝑑𝑑 = 0.535 𝑚𝑚 ℎ = 1.069 𝑚𝑚

3
The volume for the batch rector, R-101 was determined by adding the volumes of grease and methanol+KOH solution for a batch, with an additional 40% factor for safety in case the reactor must be filled with water to quench a runaway reaction.
280 𝐿𝐿 𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔,𝑀𝑀𝑔𝑔𝑀𝑀𝑀𝑀/𝐾𝐾𝑀𝑀𝑀𝑀 ∗ 1.4 = 392 𝐿𝐿 → 400𝐿𝐿 𝑇𝑇𝑔𝑔𝑇𝑇𝑇𝑇 The method to determine the dimensions of the rector are the same as V-101.
𝑑𝑑 = 0.633 𝑚𝑚 ℎ = 1.268 𝑚𝑚 The pump was sized using a pump curve provided by the manufacturer. Below is the pump curve.
First the air can be supplied at 20 psi. This will be attained by using a regulator. The blue line corresponding to 20 psig is followed, and intersects the vertical 6 gpm discharge flow line. 6 gpm is a reasonable flow rate since this is a batch process and isn’t dependent on flow rates. A horizontal line is then drawn to the left until it intersects the y axis. This corresponds to a head of about 30 ft. The required head was determined to be14 ft, the top of the reactor (needs to be elevated due to gravity separations, etc.). Since 30 ft>14 ft, this 1” diaphragm pump run with an air supply of 20 psi will be sufficient. The process piping was chosen to be 1” SS 316 This is a standard pipe size, and the material will be able to withstand the chemicals. The valves will be 1” SS 316 hand operated ball valves. The agitators were sized according to shaft length, and air pressure required. The shaft length needed to reach near the bottom of the tanks, so a length of 0.5 m-0.6 m was desired for V-102 agitator and 1.0 m -1.1 m. The air pressure requirement for pneumatic agitators of this size is 50-80 psi.

4
The compressor size was calculated according to required pressure and air flow in order to operate 2 of the 3 air operated pieces of equipment at a given time. This is consistent with what will happen during the production process. The pump requires an air flow of less than 10 SCFM at a max pressure of 20 psi. The agitators operate at 50-80 psi at an unknown flow rate. The compressor is assumed to be able to provide this, given its max flow rate is 15.5 SCFM. The filter is a sieve that rests on top of V-101. 30 mesh is used, since it is fine enough to separate out large food chunks from the remaining oil. Any particles large enough to fit through 30 mesh will likely dissolve during the reaction. A particle size analysis was done using Dr. Lodge’s analyzer. The mean particle size in the oil was found to be roughly 4 micons, far too small to filter. For this reason, a finer filter was not used. The results are included below.

5
It was decided to use an immersion heater to preheat the grease to the desired reaction temperature of 50°C before sending it to the reactor. As the vapor pressure of the oil is next to nothing, worries about being intrinsically safe in regards to oil vapor were not significant This immersion heater was sized with the objective of increasing the temperature of the grease from 20°C to 50°C, and it was assumed that there is only heating of the exact quantity of grease that needed per batch, about 216.5 kg. That being said, a few different heaters were chosen with varying duties, and calculated the amount of time it would take to heat the grease to 50°C. A 2 KW immersion heater was chosen, with a 2 hour requirement to heat the grease, assuming negligible heat loss to the surroundings. The calculation is shown below:
𝑊𝑊 = 𝑄𝑄
𝑑𝑑𝑑𝑑𝑊𝑊𝑑𝑑=𝑚𝑚𝑚𝑚𝑚𝑚𝑚𝑚𝑇𝑇𝑑𝑑𝑑𝑑𝑊𝑊𝑑𝑑
=(216.5 𝑇𝑇𝑔𝑔)(2.1 𝐽𝐽
𝐾𝐾𝑔𝑔 ∗ 𝐾𝐾)(30°𝑚𝑚)
2000 𝐽𝐽𝑔𝑔= 6819.75𝑔𝑔 = 1.89 ℎ𝐵𝐵𝑑𝑑𝑔𝑔𝑔𝑔

6
Appendix C: Equipment Cost Estimates The vessels and reactor were priced using CapCost. A screenshot is included below. The sum of the equipment purchased cost was used as the bottom line.
The price of the pump was taken from Grainger. There were multiple options; the cost was estimated to be about $1000. <http://www.grainger.com/product/ARO-Metallic-Diaphragm-Pump-WP74680> The immersion heater was priced from the online source Gordo Sales. The cost is $323.15. <http://www.gordosales.com/store/pc/GB-2-0006-M1-p1888.htm?gclid=CJaEyZek3r0CFclDMgodVUgAaA>. The prices of the valves were estimated at $150.00 per valve, according to Grainger. <http://www.grainger.com/search?searchQuery=valve>. One of the agitators was included in the pricing of R-101. The other agitator was priced using an online source, and was estimated to be $1000.00. This was a cost competitive to those provided by Grainger. <http://www.grainger.com/search?searchQuery=agiator> The price of the compressor was priced using Grainger. Many of the compressors had similar specs. The price was estimated at $500. <http://www.grainger.com/product/INGERSOLL-RAND-1-Stage-WP105292/_/N-1z0r4ya/Ntt-compressor?_=1399475878381&sst=subset&s_pp=false> The price of the filter was priced using Global Gilson.

7
Appendix D: Economic Analysis The following CapCost screenshot illustrates the parameters used to calculate the cumulative cash flow diagram and the sensitivity analysis for the base case.

8
The $1200 tax credit was added in to the revenue as $1200/yr of additional profit. The other COM information was calculated in Excel and simply inserted into CapCost. CapCost was not used to analyze the alternatives, as the table found in the Manufacturing Cost Estimate section shows that the ethanol alternative would make significantly less money. The table used to plot the sensitivity analysis is shown below.
Parameter -0.50% 0 0.50% S Waste Treatment,
Value 651.76 655.00 658.280 4.58E-06
Waste Treatment, NPV 0.09719 0.09720 0.09722 Raw Materials, Value 2518.350 2531.00 2543.66 5.53E-
06 Raw Materials, NPV 0.09713 0.09720 0.09727 Operating Labor, Value 2069.60 2080.00 2090.40
1.2E-05 Operating Labor, NPV 0.09708 0.09720 0.09733

9
Appendix E: Experiments Alcohol Solution Preparation
Solution Volume (mL, approx) Mass Alcohol (g, exact)
Mass Catalyst (g, exact)
Methanol + NaOH
20 15.84 1.05
Methanol + KOH 20 15.84 2.65 Ethanol + NaOH 30 23.67 1.09 Ethanol + KOH 30 23.67 2.75
Alcohol Addition Ratios
Solution Description Ratio: g solution / g oil MeOH+NaOH 0.169 MeOH+KOH 0.184
EtOH + NaOH 0.238 EtOH + KOH 0.254
Experimental Design
Run Alcohol Type NaOH or KOH Temperature 1 Methanol NaOH 50.0°C 2 Ethanol NaOH 50.0°C 3 Methanol KOH 50.0°C 4 Ethanol KOH 50.0°C 5 Methanol NaOH Ambient 6 Ethanol NaOH Ambient 7 Methanol KOH Ambient 8 Ethanol KOH Ambient
10
Appendix F: MSDS

11
Appendix G: HAZOP
Item Deviation Causes System Response Safeguards Action Items
No Flow (Stream
2) No
No power to Pump P-
101
No grease flow from V-
101 Power indicator Check power
No Flow (Stream
2) Plugged
Filter F-101
No grease flow from V-
101
Operator monitoring
Check sight glass
No Flow (Stream
2) Tank low
level V-101
No grease flow from V-
101
Operator monitoring Check tank level
No Flow (Stream
3) Tank low
level V-102 No flow from
V-102 Operator
monitoring Check tank level
No agitation No agitator
power Slow reaction Power indicator Check power
No reaction
No or low flow from streams 2 and/or 3
No biodiesel production
Operator to ensure flows from V-101
and V-102
Check sight glass
No reaction
Water added before
completion
Soap production
and rxn quenching
Operator to ensure no water addition
Operator training
Less Flow
(Stream 2)
Less Tank low level V-101
Low grease flow from V-
101
Operator monitoring Check tank level
Less Flow
(Stream 3)
Tank low level V-102
Low flow from V-102
Operator monitoring Check tank level
Less Flow
(Stream 2)
Low Pump P-101 amps
Pump P-101 not running Power indicator Check power
Less Flow
(Stream 2)
Plugged Filter F-101
Low grease flow from V-
101
Operator monitoring
Operator training

12
Low Level Stream 4
valve open R-101
draining Operator
monitoring
Operator training, check
sightglass
Low Level Stream 5
valve open R-101
draining Operator
monitoring
Operator training, check
sightglass
Low Level
Closed valve from
V-101
R-101 not filling
Operator monitoring
Operator training, check
sightglass
Low Level
Closed valve from
V-102
R-101 not filling
Operator monitoring
Operator training, check
sightglass
Low Level No water
flow Product not
washed Operator
monitoring Check sight
glass
Low temp
Electrical malfunction
V-101 heater
Long reaction time/Pump P-101 damage
Power indicator, temperature
indicator
Operator training and monitoring
Low Temp Rxn not
progressing No biodiesel production
Temperature indication
Operator monitoring
Low Temp Low
pressure Slow reaction Temperature indication
Operator monitoring
Low pressure Low
temperature Slow reaction Temperature indication
Operator monitoring
High Level More Open valve
from V-101 Overflow Level indication Operator monitoring
High Level Open valve
from V-102 Overflow Level indication Operator monitoring
High Level
Stream 4 valve
closed Overflow Level indication Operator
monitoring
High Level
Stream 5 valve
closed Overflow Level indication Operator
monitoring
High Level Excess
water flow Overflow Level indication Operator monitoring

13
High temp
Electrical malfunction
V-101
Excessive heat
Temperature indication/water
quench
Operator monitoring/alarm
High temp Runaway
reaction Excessive
heat
Temperature indication/water
quench
Operator monitoring/alarm
High Temp High
pressure Excessive
heat
Temperature indication/water
quench
Operator monitoring/alarm
High pressure High temp Excessive
heat
Temperature indication/Pressure
relief
Operator monitoring/alarm
Reverse flow
stream 2 Reverse R-101 high
level Grease
contamination Check valve Operator monitoring
14
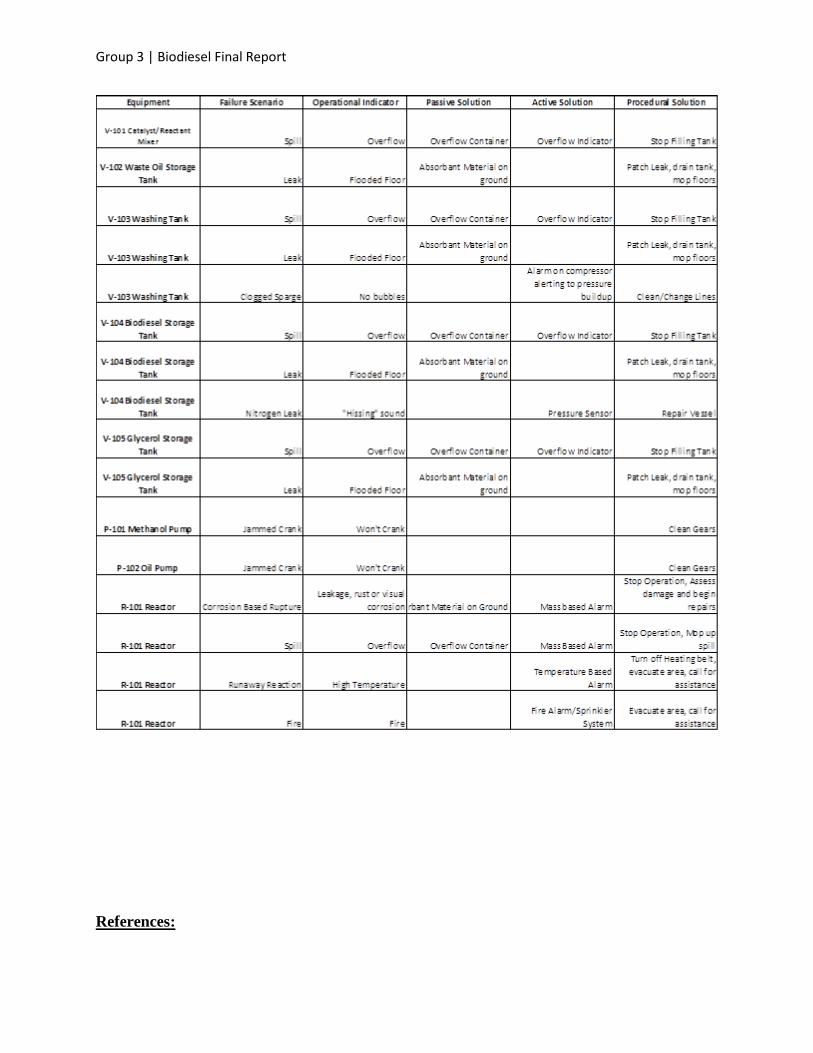
Appendix H: Safety Tables Equipment Failure
Scenarios Operation Deviations
Potential Passive Solution
Potential Active Solution
Procedural Solution
V-102 Mixing Tank
Operator overfill
Overflow • Containment Dike
• Operator observes tank level
• Operator ceases filling
• Chemical spill cleanup
V-102 Mixing Tank
Excess KOH added
Overheating
• Design mixing tank to accommodate maximum temperature
• High Temp alarm
• Activate cooling jacket
• Quenching system
• Allow vessel to cool
Filter
Clogging Low flow • Use larger filter
• Fill without filter
• Washing • Change
filter V-101 Grease Storage and Heater
Heater control fails
Overheating
• Design vessel to accommodate high temperature
• High temp alarm
• Shutoff heater
V-101 Grease Storage and Heater
Vessel puncture
Leaking • Containment Dike
• Low level alarm
• Operator cleanup
V-101 Grease Storage and Heater
Operator overfills
Overflow • Containment Dike
• Cease filling
• Operator cleanup
V-103 Waste Tank
Vessel puncture
Leak • Containment Dike
• Avoid initiating run until fixed
• Drain to substitute vessel
V-103 Waste Tank
Operator overfills
Overflow • Size waste tank to accommodate full reactor volume
• Overflow alarm
• Store waste in reactor
V-104 Product Tank
Operator drains waste stream to product tank
Overflow • Size product holding tank to accommodate full reactor volume
• Overflow alarm
• Store product in reactor
V-104 Product Tank
Vessel puncture
Leak • Containment Dike
• Drain to substitute vessel
• Drain to substitute vessel

15
V-104 Product Tank
Fire Over temperature
• Tank sealed to prevent oxygen source
• Sprinkler system
• Fire Alarm •
• Sprinkler system
• Firefighting foam system

16
Appendix I: Environmental Calculations An estimate of the project’s overall impact on air pollution was conducted. The EPA and
other US agencies use a standard CO2 emission factor for gasoline-powered engines4:
8887 g CO2gallon� = 8.887 × 10−3 metric tons CO2
gallon�
The Federal Highway Administration estimates that passenger vehicles (defined as any 4-wheel, 2-axel car, light truck, van, or sport utility vehicle) drove an average of 11,398 miles during 2012 and had an average fuel economy of 21.6 miles per gallon5. Average CO2 emissions per vehicle-year are thus:
11398 milesvehicle� × 1 gallon
21.6 miles� × 8.887 × 10−3 metric tons CO2 gallon�
= 4.69 metric tons CO2 vehicle− year�
To account for pollutants other than CO2, a conversion factor is used which accounts for both the potency and concentration of each species, expressed in a quantity of CO2-equivalents (CO2E). In 2011, this value was 0.988 for passenger vehicles6.
4.69 metric tons CO2 vehicle− year� × 1 CO2E
0.988 CO2�
= 4.75 metric tons CO2Evehicle− year�
The CO2E savings from substituting the petro-diesel fuel with biodiesel produced from this process must be determined. 10,084 grams of CO2 are released per gallon of petro-diesel fuel burned by motor vehicles7. Using biodiesel from waste grease results in an overall reduction in CO2 emissions of 86% versus petro-diesel8 on a per-distance basis. If this project produces 1580 gallons of biodiesel annually (61 gallons per batch, 26 batches per year), then the total reduction in CO2 emissions is:
1580 gallonsyear� × 10,084 grams CO2E
gallon� × 10−6 metric ton gram� × 0.86
= 13.7 metric tons CO2Eyear�
Taking the ratio between the results in the vehicles removed:
13.7 metric tons CO2Eyear� ÷ 4.75 metric tons CO2E
vehicle− year� = 2.9 vehicles

17
Appendix J: Lab Standard Operating Procedure for Biodiesel Experiments Methoxide preparation Density of oil: 0.94 g/mL Ratio NaOH: 9.9g of NaOH pellets per 1L of grease Ratio KOH: 24.86 g of KOH pellets per 1L of grease Make sure the solutions are fully dissolved before using. This can take between 10-30 minutes. Procedure Preparation of Alcohol Solutions
1. Label 4 50mL volumetric flasks (Methanol+NaOH, Methanol+KOH, Ethanol+NaOH, Ethanol+KOH).
2. For each flask, place on a scale and tare. Add alcohol via pipette according to table 2. Record mass of alcohol added.
3. Add anhydrous base to flasks according to table 2. Record mass of base added. Experiment Procedure
1. Set up the jacketed beaker--connect to water bath set at 50.0°C. 2. Label 8 test tubes (one for each run in table 1). 3. Place a large (200 mL or more) beaker on a scale. Place one of the test tubes (cap
removed) in the beaker and tare. 4. Pipette 10g of stirred grease into the test tube. Record the mass of grease added. Cap
and set aside. 5. Repeat steps 2 & 3 for the remaining 7 test tubes. 6. Add the 4 test tubes that will be reacted at elevated temperature to the jacketed beaker.
Add the 4 ambient runs to a large beaker filled with ambient water. Place a thermocouple in the ambient water bath. Allow 5-10 minutes to acclimate.
7. Place a small beaker on a scale and tare. Pipette alcohol solution into the beaker according to Table 3. Record mass of solution.
8. Uncap the test tube and add the measured amount of alcohol solution. Recap and mix by inversion. Start the stopwatch upon addition of alcohol solution.
9. Set a stir bar into the jacketed flask and turn on the stir plate until moderate agitation of the test tubes has been achieved.
10. Repeat steps 7 & 8 for each additional test tube, recording the stopwatch time upon each alcohol solution addition.
11. At time intervals (t=30 mins, 60 mins, 24 hours), determine the extent of the reaction (See below).
12. Dispose of all wastes in provided receptacle. Determination of Extent of Reaction (is it complete?)
1. Remove by pipette 1 mL of solution from the middle of the top (biodiesel) layer. Place into a 50 mL beaker.
2. In a 10mL graduated cylinder, measure 9 mL of methanol. Add to beaker. 3. Stir beaker contents with stir rod. 4. Allow contents to settle overnight. 5. Reaction completeness will be assessed by examining the glycerol layer formed.
Determination of Quality
1. Take out a 1 mL sample from a test tube and put in a small vial or test tube. 2. Add 1 mL of water 3. Shake vigorously 4. Observe any separation or emulsion over time

18
References [1] Chris Collins (2007), “Implementing Phytoremediation of Petroleum Hydrocarbons, Methods in Biotechnology 23:99–108. [2] Rapier, Robert. Biofuels, Solar and Wind as Renewable Energy Systems: Benefits and Risks--Chapter 7: Renewable Diesel. Springer 2008. [3] Sarin, A. (2012). Biodiesel: Production and properties. Cambridge: Royal Society of Chemistry. [4] Speight, J. (2011). The biofuels handbook. Cambridge: Royal Society of Chemistry. [5] Pacific biodiesel. (2014). Retrieved from http://www.biodiesel.com/index.php/biodiesel/history_of_biodiesel_fuel [6] Addison, Keith. "The Biodiesel Bible." Journey to Forever: Handmade Products. The Journey to Forever Project. Web. 1 Mar 2014. <http://journeytoforever.org/biodiesel_make.html>. [7] "ASTM D6751-12." ASTM Standards Products. ASTM International. Web. 1 Mar 2014. <http://www.astm.org/Standards/D6751.htm> [8] "Automation Direct." . AutomationDirect.com, n.d. Web. 13 Apr 2014.
<http://www.automationdirect.com/adc/Home/Home?gclid=CM6Zk5Gi3r0CFQsSMwodHhEAMA&s_kwcid=AL!3683!3!33373310903!p!!g!!automation direct&ef_id=U0ruygAABGJXf23S:20140413200842:s>.
[9]"Valve." Grainger Homepage. W.W. Grainger Inc., n.d. Web. 13 Apr 2014. <http://www.grainger.com/search?searchQuery=valve>. [10] "Screw Plug Immersion." Gordo Sales Inc.. Gordo Sales Inc.. Web. 13 Apr 2014.
<http://www.gordosales.com/store/pc/GB-2-0006-M1-p1888.htm?gclid=CJaEyZek3r0CFclDMgodVUgAaA>.
[11]United States Goverenment. Enviromental Protection Agency Department of Transportation. Federal Register. 2010. Web. <http://www.gpo.gov/fdsys/pkg/FR-2010-05-07/pdf/2010-8159.pdf>. [12] Turton, Richard, Richard C. Bailie, Wallace B. Whiting, Joseph A. Shaeiwitz, and Debangsu Bhattacharyya. Analysis,
Synthesis, and Design of Chemical Processes. : Prentice Hall, . Print.
[13] Fisher, Tim (a chemist) from Western Lake Superior Sanitary District. Phone interview. .
[14] Baumann and Serantoni, Andy Kimble. Personal interview. .
[15] "Husky 60-Gal. Stationary Electric Air Compressor." . Home Depot, n.d. Web. 19 Mar. 2014.
<http://www.homedepot.com/p/Husky-60-Gal-Stationary-Electric-Air-Compressor-

19
C601H/203187350>.
[16] BOSWELL, CLAY. "Methanol Recedes From Recent Highs." Chemical Week 176.11 (2014): 30. Business Source Premier. Web. 3 May 2014.
[17] "120/240V 1PH 2KW Immersion Heater 17-1/2" Immersion." . ISE Inc., n.d. Web. 29 Mar. 2014. <http://www.iseincstore.com/120-240v-1ph-2kw-immersion-heater-17-1-2-immersion.aspx?gclid=CPPt3aLOkL4CFcpcMgoduRYA7w>.
[18] "ASTM Round Test Sieves." . Gilson Company Inc., n.d. Web. 25 Apr. 2014.
<http://www.globalgilson.com/selectionguides/sieves.asp>.
[19]"What's the difference between gasoline, kerosene, diesel, etc?." . HowStuffWorks, n.d. Web. 30 Apr. 2014.
<http://auto.howstuffworks.com/fuel-efficiency/alternative-fuels/question1051.htm>.
[20] "Clean Cities Alternative Fuel Price Report." . US Department of Energy, 1 Jan. 2014. Web. 28 Mar. 2014. <>.
[21] Fisher, Serantoni, Anderson, Baumann. Claudia Engelmeier. Personal interview.
[22] Fisher, Serantoni, Anderson, Baumann. Mindy Granley. Personal interview.
[23] Fisher. Karl Novek. Personal interview.
[24]Fisher.Lake Superior Testing. Personal interview.
[25] "BioPro™ 380 Automated Biodiesel Processor." . Springboard Biodiesel, n.d. Web. 1 May 2014.
<http://www.springboardbiodiesel.com/biopro380/biopro380>.
[26] "Frequently Asked Questions - Methanol Institute." Frequently Asked Questions - Methanol Institute. Methanol Institute, 1 Jan. 2011. Web. 8 May 2014. <http://www.methanol.org/health-and-safety/frequently-asked-questions.aspx>.

UMD Sustainable Biodiesel
Terry Anderson, Mike Baumann, Alex Fisher, Jesse Hunter and Eric Serantoni

Content
● Scope● Background● Experiment● PFD● Operating details● Costs/Economics● Safety● Conclusion
ObjectiveProvide preliminary design specifications and an economic analysis for creating a vegetable oil to biodiesel conversion system at UMD.

Introduction● Convert UMD’s waste cooking oil to
biodiesel● 21,000 lbs of vegetable oil used annually by
dining services● Working in conjunction with the UMD Office
of Sustainability● Midwest Grease takes waste cooking oil
away for free

Background● Biodiesel = Fatty acid methyl ester
● Petrodiesel = Hydrocarbon chains (C12-C20)● Biodiesel is more viscous than petrodiesel, so it’s
typically blended with petrodiesel● B20 is the most common biodiesel blend● Concentrations exceeding B20 require engine
modifications
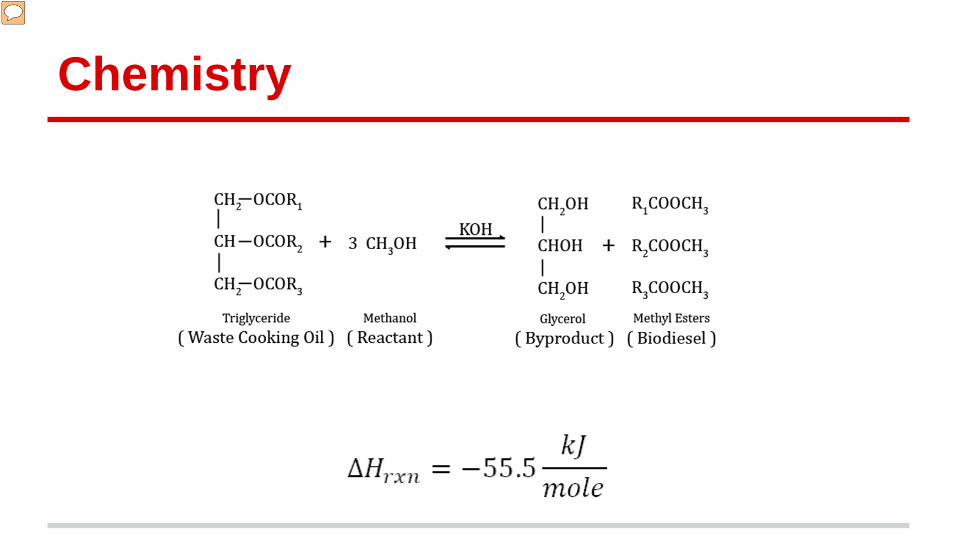
Chemistry

Experiments● Free fatty acid titration for amount of catalyst● 23 Factorial Design
○ Catalyst (NaOH vs KOH)○ Alcohol (methanol vs ethanol)○ Rxn temperature (50°C vs ambient)○ Took samples at: 30 mins, 1 hr, 2 hrs,3 hrs (some) 6
hrs (some), 1 day

Experiments cont.● Two quality tests (emulsion and rxn completion)● Optimal rxn: KOH, methanol, 50°C
Reactor Separation Emulsion Test Completion Test

Material Balance / BFD
Process
Grease215 kg
Methanol39 kg
Biodiesel150 kg
Waste265 kg
Wash Water155 kg
KOH6 kg
ProcessProcess
Grease215 kg
Methanol39 kg
Biodiesel150 kg
Waste265 kg
Wash Water155 kg
KOH6 kg



Operating Details● ~ 2 batches per month● 50°C (122°F)● 2 hour preheating duration (raise oil to
reaction temp)● 35 min reaction time ● 1.5 gal/min cooling water● 24 hour settling duration● 3 water washes or until wash water is clear

Operating Details Cont.● 46 gal of biodiesel produced per batch (1200 gal/yr)● 15 diesel powered vehicles
o 2 vehicles modified● 6200 gallons diesel used /year● Excess can be used for the biodiesel vehicles

Equipment Details● Stainless steel 316-
excellent resistance to KOH
● 30 mesh filter● 60 gal air compressor● 1 Diaphragm pump ● Air-powered agitators

Capital Costs
Total Capital Cost: $26,500
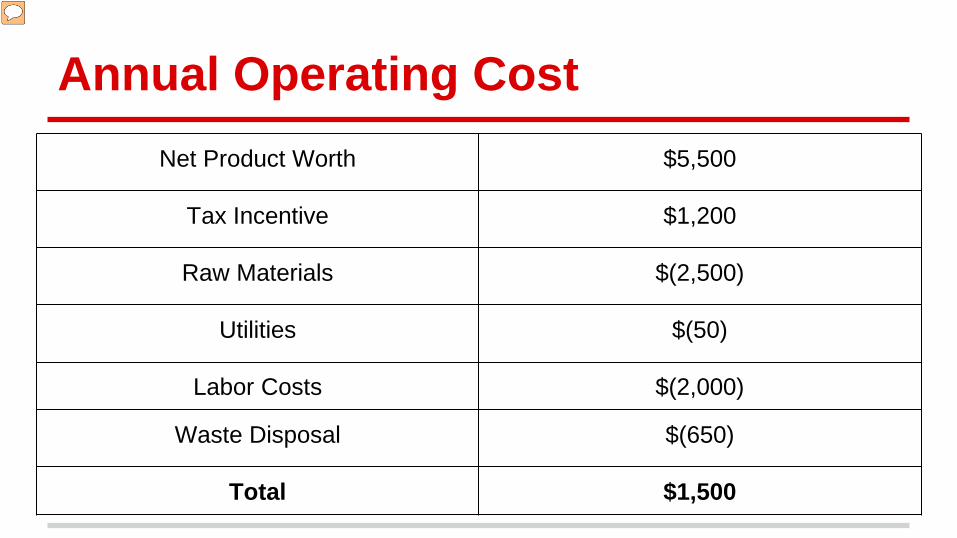
Annual Operating CostNet Product Worth $5,500
Tax Incentive $1,200
Raw Materials $(2,500)
Utilities $(50)
Labor Costs $(2,000)
Waste Disposal $(650)
Total $1,500

Cash Flow
● PBP with tax incentive: 41 years
● Dependent on price of biodiesel

ASTM Standards● ASTM D975-14 and 7467-10● Key concerns:
o Free & total glycerin … < 0.020 & 0.240 mass %o Methanol content … < 0.2 mass %o Water content … < 0.05 vol %o Acid number … < 0.5 mg KOH/g

Environment● 17.2 metric tons CO2 equivalent annual emissions
reduction
● Equivalent to removing 2.9 cars from the road

Location● Fabrication of dedicated housing
○ Most ideal, but expensive● Duluth Farm
○ DOT regulations● Permits required
○ If treated as lab - no permit needed ○ Approval from city fire marshal○ Liquor license for ethanol use○ Selling requires additional permits

Waste● University waste processing ● Hazardous - near pH 14
○ less than 24% methanol content● Western Lake Superior Sanitary District● $20 / 55 gal drum or less● $200 hauling license for 5 yrs
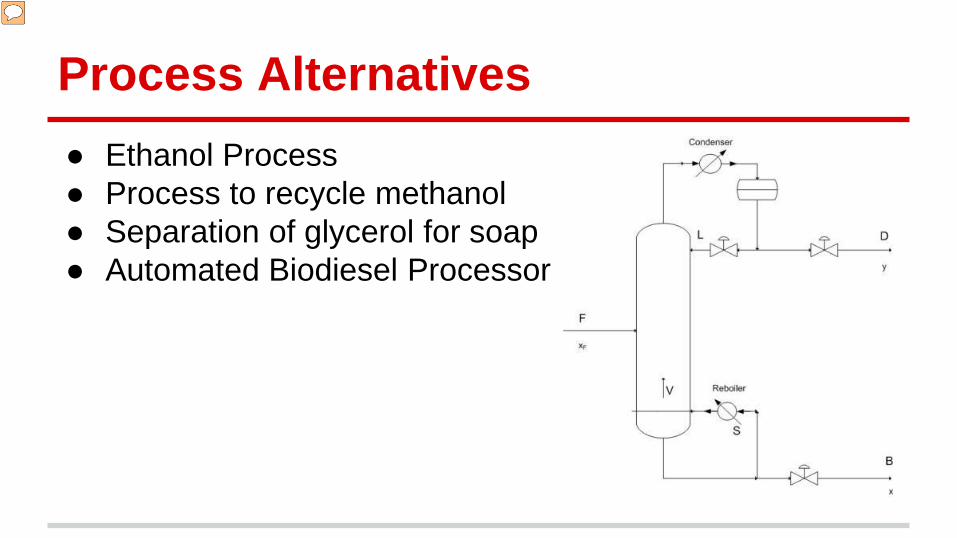
Process Alternatives● Ethanol Process● Process to recycle methanol● Separation of glycerol for soap● Automated Biodiesel Processor
Future Considerations
● Reaction optimization● External testing
○ Waste○ ASTM standards
● Expansion to outside UMD● Selling excess biodiesel
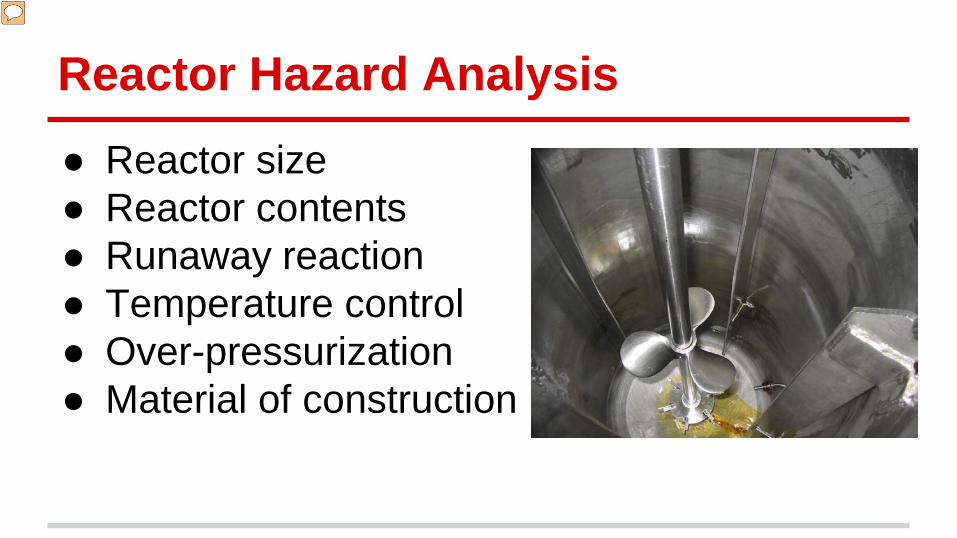
Reactor Hazard Analysis● Reactor size● Reactor contents● Runaway reaction● Temperature control● Over-pressurization● Material of construction

Safety● Bonding & grounding● Air powered equipment● Pump pressure - regulator● Proper ventilation● Operator training - procedure● Waste handling - waste storage● Proper PPE

Conclusion● Equipment costs $26,500● Will save $1,500 annually ● Improves environmental image, 17.2 metric
tons CO2 saved● Chemical safety considerations● Process alternatives should be considered

References[1] Chris Collins (2007), “Implementing Phytoremediation of Petroleum Hydrocarbons, Methods in Biotechnology 23:99–108.[2] Rapier, Robert. Biofuels, Solar and Wind as Renewable Energy Systems: Benefits and Risks--Chapter 7: Renewable Diesel.
Springer 2008.[3] Sarin, A. (2012). Biodiesel: Production and properties. Cambridge: Royal Society of Chemistry.[4] Speight, J. (2011). The biofuels handbook. Cambridge: Royal Society of Chemistry.[5] Pacific biodiesel. (2014). Retrieved from http://www.biodiesel.com/index.php/biodiesel/history_of_biodiesel_fuel[6] Addison, Keith. "The Biodiesel Bible." Journey to Forever: Handmade Products. The Journey to
Forever Project. Web. 1 Mar 2014. <http://journeytoforever.org/biodiesel_make.html>.[7] "ASTM D6751-12." ASTM Standards Products. ASTM International. Web. 1 Mar 2014.
<http://www.astm.org/Standards/D6751.htm>[8] "Automation Direct." . AutomationDirect.com, n.d. Web. 13 Apr 2014.
<http://www.automationdirect.com/adc/Home/Home?gclid=CM6Zk5Gi3r0CFQsSMwodHhEAMA&s_kwcid=AL!3683!3!33373310903!p!!g!!automation direct&ef_id=U0ruygAABGJXf23S:20140413200842:s>.

References Cont.[9]"Valve." Grainger Homepage. W.W. Grainger Inc., n.d. Web. 13 Apr 2014.
<http://www.grainger.com/search?searchQuery=valve>.[10] "Screw Plug Immersion." Gordo Sales Inc.. Gordo Sales Inc.. Web. 13 Apr 2014.
<http://www.gordosales.com/store/pc/GB-2-0006-M1-p1888.htm?gclid=CJaEyZek3r0CFclDMgodVUgAaA>.[11]United States Goverenment. Enviromental Protection Agency Department of Transportation. Federal
Register. 2010. Web. <http://www.gpo.gov/fdsys/pkg/FR-2010-05-07/pdf/2010-8159.pdf>.[12] Turton, Richard, Richard C. Bailie, Wallace B. Whiting, Joseph A. Shaeiwitz, and Debangsu Bhattacharyya. Analysis,
Synthesis, and Design of Chemical Processes. : Prentice Hall, . Print.
[13] Fisher, Tim (a chemist) from Western Lake Superior Sanitary District. Phone interview. .
[14] Baumann and Serantoni, Andy Kimble. Personal interview. .[15] "Husky 60-Gal. Stationary Electric Air Compressor." . Home Depot, n.d. Web. 19 Mar. 2014.
<http://www.homedepot.com/p/Husky-60-Gal-Stationary-Electric-Air-Compressor-C601H/203187350>.[16] BOSWELL, CLAY. "Methanol Recedes From Recent Highs." Chemical Week 176.11 (2014): 30. Business Source
Premier. Web. 3 May 2014.

References Cont.[17] "120/240V 1PH 2KW Immersion Heater 17-1/2" Immersion." . ISE Inc., n.d. Web. 29 Mar. 2014.
<http://www.iseincstore.com/120-240v-1ph-2kw-immersion-heater-17-1-2-immersion.aspx?gclid=CPPt3aLOkL4CFcpcMgoduRYA7w>.
[18] "ASTM Round Test Sieves." . Gilson Company Inc., n.d. Web. 25 Apr. 2014. <http://www.globalgilson.com/selectionguides/sieves.asp>.
[19]"What's the difference between gasoline, kerosene, diesel, etc?." . HowStuffWorks, n.d. Web. 30 Apr. 2014. <http://auto.howstuffworks.com/fuel-efficiency/alternative-fuels/question1051.htm>.
[20] "Clean Cities Alternative Fuel Price Report." . US Department of Energy, 1 Jan. 2014. Web. 28 Mar. 2014. <>.

Questions?

1
Executive Summary Background and Introduction UMD Dining Services uses 21,000 lbs of raw vegetable oil annually [1]. Some of the vegetable oil is absorbed into the food and the remainder is discarded. Currently, this waste grease is taken away by Midwest Grease Company at no cost [1]. The UMD office of sustainability has asked to develop a system that will turn waste food grease into biodiesel in order to further promote its sustainable image [2]. Relative to petrodiesel this process will save 13.7 metric tons of CO2 per year. This is a significant reduction in CO2 pollution. Conclusions It is our intent to make B20, a 20:80 biodiesel:petrodiesel mix by volume. UMD currently has 15 diesel vehicles with two that are modified to run on pure biodiesel [3]. As of 2013, they used 6200 gallons total per year [3]. Dining services produces enough waste grease to about two batches, or 300 kg of biodiesel will per month. Annually, this equates to around 1200 gallons. The proposed design could fully supply the fuel demand of UMD’s diesel fleet with B20 blend. Excess product will be used to fuel the two vehicles that are modified to run on pure biodiesel. Before any of the biodiesel would be used, it and the blended biodiesel would need to comply with certain ASTM standards[4] . Key concerns include: water content, methanol content, free & total glycerin, and amount of KOH still present. Testing to ensure these standards are met will cost several thousand dollars [5]. Recommendations It was found from lab testing that methanol, KOH, and 50°C were the most ideal alcohol, catalyst, and temperature conditions, respectively.Testing indicates that the mean particle size in the waste grease was less than 10 microns. The reaction will be run at 50°C for 35 minutes before washing with water. The biodiesel and glycerol will be given 24 hours before being washed with water. In order for the process to be put into place, a permit will need to be obtained from the city fire marshal and extra permits will be required in order for the biodiesel to be sold [6]. If ethanol is used as a process alternative, a liquor license will be needed [6]. Ideally this location will be placed in fabricated housing on the UMD campus although the UMD farm is also an option [6]. As for waste, the UMD department of Environmental Health and Safety has offered to take our waste and treat it without our help [6]. This would be optimal although the university would still have to pay for the waste. Otherwise another option would be to haul the waste to the Western Lake Superior Sanitary District (WLSSD). A hauling license would cost $200 but would be good for 5 years [7]. WLSSD estimates that our waste will most likely cost $20 or less per 55 gal drum although testing would need to be done before getting an exact estimate [7]. However, before the waste would be taken to WLSSD it would need to be treated with acid in order to lower the pH of the waste to a non-hazardous level. The methanol content of the waste is low enough to not be hazardous [8]. Economic Analysis

2
This process will require fixed capital investment of $26,500 but will save UMD $1,500 per year. This number will vary as the process is sensitive to raw materials and the price of biodiesel as well. The payback period for this project is expected to be 41 years. It should be noted that this project is not economically driven. The profits for this project are abstract as it could potentially bring future students to UMD, lessening the payback period. It is recommended that UMD look into an automated biodiesel processor. The processor contains the entire process in a housed system and is comparable in cost to the process proposed [9]. As for remaining technical challenges, there are a couple things that could be done with this process. First, the methanol and glycerol could be separated with more advanced separation techniques, although this may not be economically feasible. Ideally, the methanol would be recycled while the glycerol would be used to make another sustainable product, soap [10]. Then, the process could be further optimized. While we found conditions that worked in the lab there could potentially be better conditions that exist to run the reaction at. In the future, the process could be expanded to outside UMD. An example would be processing waste grease from nearby fast food restaurants. Testing will need to be run both on the waste and to ensure the ASTM standards[7] [4]. Problem Statement and Objective Currently, the university generates waste vegetable oil, mainly due to deep frying foods on campus (Dining Services) [1]. UMD allows an outside company to come pick up the grease, without seeing a dime for this service [1]. The objective of the project is to instead develop a process that will allow the university to chemically convert the used grease into usable biodiesel to be put into, and fuel any on-campus vehicles that can run on diesel/biodiesel. This will effectively improve the university’s image of sustainability, and will help the university save money by replacing some of its petrodiesel consumption with this biodiesel. Additionally, the environmental implications of replacing this petrodiesel can be explored.

3
Introduction It is estimated that UMD Dining Services purchases around 21,000 lbs. of vegetable oil for its frying and cooking needs on a yearly basis [1]. Not all of this oil is disposed of as waste, as some is absorbed into the food that is cooked. While general material losses (e.g. vaporization) can account for some, the remainder is disposed of after it is used. A company by the name of Midwest Grease makes frequent trips to the university to collect this waste grease[1] . By utilizing an esterification process, this waste grease can be reacted with an alcohol to create fatty acid esters, also known as biodiesel [11]. There are currently 15 vehicles on campus that can run on a diesel/biodiesel blend, so this process would be appreciated if implemented [3]. This project will potentially be funded by the UMD Office of Sustainability, in hopes of improving the university’s sustainable image [2]. It is important to note that this project is not economically driven [2]. Historical Background The first demonstration of the use of biofuels was in 1900, at a World’s Fair [12]. After this demonstration, many others started to gain interest in this interesting alternative to petrodiesel. Rudolph Diesel also became involved with this idea, and touted the benefits of biodiesel to farmers, believing they could produce their own fuel [12]. After Diesel’s death, petroleum based diesel fuel became standard, and the diesel engine was redesigned to match the properties of petroleum diesel fuel [12]. Petro-diesel’s low cost discouraged development of alternatives[5]. During times of shortages and high prices, the need for an alternative is created and vegetable oils, biofuels, are researched. In 1937 a Belgian inventor proposed a process that converts vegetable oil into three smaller molecules [12]. These smaller molecules are easier to burn in a diesel engine. This method was the transesterification reaction. Biodiesel has grown further since the start of this century [12]. It has become one of the fastest growing alternatives to fuels in the world because of its ease of use and clean emissions profile and many other benefits. Biodiesel has become a safe alternative to petroleum because of its renewability. Technical Background Biodiesel is composed of fatty acid esters while petrodiesel is composed of long carbon chains, typically C12-C20 [13]. Using methanol to produce biodiesel will produce methyl esters while ethanol will produce ethyl esters [11]. Using ethanol makes the process more costly to operate due to the high raw material cost, longer reaction time, and licensing[11]. Using methanol makes the project more profitable due to fewer licenses, lower raw material costs, and decreased reaction time [11]. The process to produce methyl esters via trans esterification was the desired process[11] . Pictured below is a methyl ester molecule.
[11] Biodiesel is much more viscous than petrodiesel, so the two are usually blended together [14]. The common blend ratio is 20% biodiesel and 80% petrodiesel by volume and is called B20 [14]. Thus, this is the intended blend ratio for this project. Also, diesel engines can run off B20 without modifications but blend ratios higher than B20 require specially modified engines [14]. The selling price of B20 is around $3.82/gallon [15] . This is the most common blend of

4
biodiesel, and is becoming even more popular [14] . Its price is slowly decreasing, thus over time this project could become less profitable if the trend continues. Challenges Since the chemical reaction is the key point of this project, making sure the reaction was efficient, safe, economical, and robust was a very important point. It was important to select cheap and efficient raw materials, and to ensure the reaction produced a quality product. Being able to separate and purify the biodiesel was of significant concern, due to the strict ASTM standards it is required to meet. Waste production and disposal was an important investigation as well. Ensuring proper waste disposal is particularly important due to the “green” nature of this process. Scope Product Specifications The biodiesel product will need to comply with national standards. Two ASTM standards were identified that are relevant to this project. To ensure the biodiesel will perform in an engine without causing damage or ill-effects, the blended fuel will need to meet the standard D975-14. Compliance with D975-14 is also required to receive the tax incentive of $1.00 per gallon [4]. Additionally, compliance with standard D7467-10, which specifies requirements for blended B20 fuel, is necessary [4]. Location Before this proposed design is implemented, a permanent location must be determined. Two primary options have been identified as to where this location could be; somewhere here on-campus, or on university property located off-campus such as the UMD Farm [6]. More so, depending on how far away from campus this destination would be, transportation costs enter the equation, and the environmental emissions due to said transportation could be counter-productive.The system requires 300 square feet of space and a minimum 14 feet of vertical clearance. Unfortunately, suitable housing on-campus doesn’t exists, and would likely require the structural fabrication of permanent housing. The other concern about building a new, albeit small facility on-campus is finding the space. There is not a lot of free space. Either way, after a location has been determined, a question regarding environmental/safety permits arises; which permits, if any, would be needed? Ideally, if the determined location resides on campus property, the goal would be to have this process, and its housing treated as lab space. This would require no additional permits, and would be covered under the university’s current laboratory permits, per Andy Kimball (UMD EH&S representative) [6]. Process Design The process centers around the reaction; it was important to determine which alcohol, catalyst, temperature, and reaction time would yield the best results. Reactions were done in the lab to further investigate this. Based on these results, the MEB could be constructed. The design of the actual, physical process would center around the MEB. Process Chemistry

5
The trans esterification reaction occurs between triglycerides (the oil) alcohol, and a base catalyst [11]. Esters are produced as the biodiesel product, and glycerol is produced as a byproduct [11]. In the chosen reaction, methanol is the alcohol and potassium hydroxide is the base catalyst. The reaction is pictured below.
Experiments Experiments were conducted in the lab in order to optimize the reaction [11]. The purpose of these experiments were to determine which reaction conditions produced the highest yield of biodiesel. The full procedure can be found in Appendix E. First, extra catalyst was needed to neutralize the free fatty acids present in the waste grease. To do this, a titration was done on the waste grease using 0.1 wt to volume solutions of KOH and NaOH pellets in water. It was found that 5.8 mL of NaOH solution was required to titrate the grease while 18.5 mL of KOH solution was required to titrate the same amount grease. The NaOH was 99% pure while the KOH was only 86.5% pure. For clean vegetable oil 3.5 g of NaOH is required per liter of oil while 4.9 g of 100% pure KOH (5.8 g/liter at 85% purity) is needed [10]. Three factors we considered in the experiments: alcohol type, catalyst, and temperature. A 23
factorial was designed in order to run the experiments. In all the experiments a 5:1 ratio of alcohol:grease by mole was used. Samples were taken at: 30 mins, 1 hr, 2 hrs, 3 hrs, 6 hrs, and 1 day. A jacketed beaker was used to control the temperature of the reaction.This was especially important because methanol boils at 64°C. The alcohol and catalyst were mixed and given 30 mins to mix before being added to the grease. Also, the grease was heated to 50°C before the alcohol-catalyst mixture was added. Samples were agitated before the reaction. After reacting, the biodiesel and glycerol formed separate layers. The biodiesel formed an opaque yellow layer that floated on top of the dark brown glycerol layer. These solutions were made According to the Alcohol Solution Preparation table in Appendix E. Then, the amount of mixture added to the grease was found by using the Alcohol Addition Ratio table located in Appendix E. The factorial design varied alcohol type (ethanol or methanol), catalyst (NaOH or KOH), and temperature (50°C or ambient). The Experimental Design table is located in Appendix E

6
There were two qualitative tests to determine the reaction quality. In the emulsion test 1 mL of reactor sample was added to 1 mL of DI water. The test tube was then shaken. If a clear separation of layers occurred within 10 minutes the sample passed the test [10]. If the layers instead formed a milky white emulsion the sample failed the test [10]. Then, in the completion test 1 mL of reactor sample was added to 9 mL of methanol. Unreacted material then formed on the bottom of the test tube. The more material at the bottom of the test tube, the worse the sample. The following samples were deemed to have performed well based on the criteria from the two quality tests.
Alcohol Catalyst Time Temperature
MeOH KOH 2.5 hrs ambient
MeOH KOH 35 mins 50°C
EtOH KOH 50 min 50°C
EtOH KOH 2.5 hrs 50°C
EtOH KOH 6 hrs 50°C
It was found that methanol with KOH at 50°C and a reaction time of 35 minutes produced the optimal results. This reaction had a quick separation in the emulsion test and left no visible residue in the reaction completion test. Ergo, our group used these conditions for the rest of the design. Please refer to the lab operating procedure in Appendix J BFD
7
The main process that is being proposed involves reacting used vegetable grease with methanol, in the presence of a potassium hydroxide catalyst. On a per batch basis, it can be expected to react about 215 kg of this used grease with about 40 kg of methanol. This will produce about 150 kg of biodiesel product. The product will be water washed to remove water soluble impurities, and this step will consume 155 kg of water. It is expected that approximately 265 kg of waste will need to be disposed of for per batch. PFD A more detailed explanation of the process is located in the PFD Appendix. Process Description Used cooking grease is put through a mesh filter, F-101, then put into the holding vessel V-101. The filter removes food particles and other solid contaminants. Then the heated grease is fed into the reactor vessel, R-101. Meanwhile, sodium hydroxide is mixed with methanol in V-102, the mixing tank. This solution will be allowed to mix for 30 minutes. When fully mixed, the solution will be gravity fed into the reactor, R-101, and the reaction will be begin. The reactor contents will be stirred for 35 minutes as it reacts, then will be allowed to settle for 24 hours. When sufficient settling has occurred, two product layers will be formed: a dark, viscous layer consisting primarily of glycerol and excess methanol (bottom) and a lighter layer composed of biodiesel (top). Elevation will be used to gravity-drain the glycerol layer into V-103. Valves must be aligned to ensure the flow is not traveling to the product holding tank. A sight-glass will be used to indicate when a complete drain-off of the glycerol layer has occurred, as an interface between layers will be present. The biodiesel layer still remains in the reactor at this point. A washing step will be performed to remove any methanol and KOH, as well as any water soluble impurities left in the biodiesel. The reactor will be spray filled with domestic water, stirred, and allowed to gravity-separate into two layers: water and methanol (bottom) and biodiesel (top). The water layer will be drained into the waste tank, V-103. Presently, we estimate that three washing steps will be required to remove enough methanol to meet national standards (ASTM D975-14 and 7467-10 ) [4]. After three washings have been conducted, or until the settled wash water is clear, the biodiesel will be drained to the product holding tank, V-104. The biodiesel is now ready to be used (either straight or blended with petroleum-diesel). The waste tank contents, V-103, will be properly disposed of by a hazardous waste treatment company. It is important to note that the diaphragm pump, P-101, and the agitators on the mixing vessel and reactor are air powered, with the compressor, C-101, providing the air supply. This is done to keep the process intrinsically safe. Operating Details This is a batch process. Approximately 2 batches will be run per month using 215 kg of waste grease and producing 150kg of biodiesel per batch. However, the number of batches run per month will be variable depending on the food court and dining center’s usage of grease. Conditions for the reaction will be in accordance to the optimized experimental results. First, the grease will be given 2 hrs to reach 50°C. Then, the reaction will be run at 50°C in a jacketed

8
reactor in order to control the temperature of the reaction. An average of 1.5 gal/min will be ran through the cooling jacket. This number will be variable however as the amount of heat produced will be larger at the start of the reaction. This assumes that the water will be fed at 20°C and have a maximum increase of 15°C.The reaction will be given 35 minutes to run with agitation. Then, excess cooling will be ran through the cooling jacket in order to quench the reaction. After 35 minutes the biodiesel and glycerol will be given 24 hrs to gravity separate. Next, the glycerol layer will be taken off using a sight glass to discern the differences between the layers. Three water washes will be run on the biodiesel or until the water is clear. Waste water is drained to waste after each wash and finally the biodiesel will be drained to the product holding tank. Our process makes 46 gallons of biodiesel per batch, which comes out to about 1200 gal/yr although it was noted that summer usage will vary greatly. UMD has 15 diesel powered vehicles on campus, two of which have been modified to run on concentrations higher than B20 [11]. According to fleet services UMD purchased 6200 gallons of diesel fuel in 2013 [11]. Thus, the amount of biodiesel produced would be very close to the 20% needed for the B20. Excess biodiesel would be used in the two vehicles that can run B100. Also, selling excess biodiesel is an option although it would not be optimal as additional permits would be needed [16]. Process Alternatives There are some interesting process alternatives that should be investigated more thoroughly. The first alternative process could use ethanol instead of methanol, which would eliminate many of the safety considerations needed for methanol. In order to get the same amount of product as the methanol reaction, more ethanol will have to be used. This will increase the raw materials cost significantly. This process would also require a liquor license in order to store and use the ethanol on campus [6]. Recycling methanol can also be incorporated to the existing process by taking the waste products and distilling the methanol out. This would save a significant amount of money on methanol. This process is very energy intensive, using heat to separate the methanol from the waste, which contains methanol, glycerol, potassium hydroxide, unreacted cooking oil, and water. A continuous methanol process using a membrane reactor is also another option. The membrane reactor would split streams of biodiesel and methanol-glycerol-water products, and recycle the methanol back into the system. This process is very different from the process that was recommended, but produces the same final results with respect to biodiesel production. This process is advantageous because it separates the product while it is reacting, pushing the reaction forward. This process is very difficult because it requires the reaction to be around 65°C and the methanol ratio has to be watched very carefully for the reaction to take place. The membrane also needs to be replaced regularly. The last suggestion would be purchase an automated, off-the-shelf biodiesel machine. For instance, the BioPro 380 is capable of performing the reaction, washing, and separation steps

9
with little human interaction [9]. The capital investment associated with this unit is comparable to the process suggested. This only takes into account the reaction vessel, other vessels will still have to be connected for this machine to work. Key Design Assumptions
● 20% Safety factor for vessels ● Constant methanol miscibility ● No heat lost to environment ● KOH doesn’t add volume
Material and Energy Balances The final material balance is available below.
Component 1 2 3 4-glycerol drain
4-wash #1
4-wash #2
4-wash#3
5
Grease (kg) 216.5 216.5 - - - - - 21.7
Methanol (kg)
- - 39.3 - 5.6 4.1 2.9 5.5
KOH (kg) - - 5.71 - 1.77 1.31 0.92 1.72
Water (kg) - - - - 98.8 105.9 111.2 -
Glycerol (kg) - - - 20.3 - - - -
Biodiesel (kg)
- - - - - - - 153.4
Total Mass (kg)
- - - - - - - -
Total volume (L)
230.4 230.4 49.6 16.1 105.9 111.1 114.8 205.2
Four distinct flows utilize stream 4, the glycerol drain and three washes.
Utility E-101 C-101 P-101 R-101 Agitator
Cooling water (gal/min)
- - - 1.5* -
Electric (kW)
2.0 3.4 - - -

10
Pressurized Air, 20 psig (SCFM)
- - 10 - 5
*mean flow rate during reaction step Equipment Design The equipment used in this process is typical in chemical process. The full equipment list and their technical specifications are listed in Appendix A. Please refer to Appendix B for the equipment design calculations. Brief descriptions of the design and pricing of the equipment is listed below: The vessels in this process (4 total) were priced using CapCost by specifying orientation, size, and material of construction [17] . There were some assumptions made with respect to pricing vessels. All vessels are oriented vertically. All vessels are cylindrical. The diameter of each vessel is half of the height. Vessel volumes were calculated from the amount of material the vessel would need to contain from the MEB, +20% as a safety factor. Solver was used in Microsoft Excel, by setting the volume of a cylinder equal to a given volume. Diameter and height were set to change, as diameter was constrained to be half the height of the vessel. Tank V-101 or V-104 may be a drum instead of a hard piped vessel. This will depend on the location of the process. Most of the vessels and piping will be made with stainless steel 316 due to its excellent resistance to damage from KOH [18]. The reactor R-101 was priced using CapCost [17]. Multiple assumptions were used in this estimate. It was priced as a jacketed, agitated reactor. The volume of the reactor was estimated using the information from the MEB. The vessel jacket is going to be used to maintain the reaction at 50°C, and it may also be used if reactor temperature adjustment is desired [14]. Process control equipment could be used to keep the temperature of the vessel at 50°C. Please refer to Appendix B for specific calculations. This design includes: analog in & out, digital in & out, a control cabinet, and a control valve [19]. Also, it assumes that an old computer could be donated by the school. An agitator, filter, and valves were priced from an online source [20][21][22].The agitators are going to be pneumatically powered. As noted in the experiments section the mean particle size in the waste grease was less than 10 microns. Ergo, the filter will mainly be used to separate large pieces of debris from the unreacted oil. For this purpose a 30 mesh filter will be used[20] . Valves were assumed to be 1” stainless steel hand operated ball valves [21]. Please refer to Appendix B for specific calculations. An immersion heater was priced from an online source [23]. This heater will be inserted into the grease storage tank, V-101, in order to preheat the oil to 50°C for the reaction. With it’s given heat rate, it was calculated that the preheating process would take roughly 2 hours, which is a reasonable amount of time. Please refer to Appendix B for specific design calculations.

11
The pneumatically powered diaphragm pump will be used to transfer heated oil from V-101 to R-101[24]. This was sized by assuming the inlet and outlet was 1” to fit the pipe. A target flow rate was chosen and matched to a total head which needed to be greater than the height needed to pump. Please see Appendix B for specific calculations. An air compressor will be used to provide pressure to drive the pump, as well as the agitators [25]. A large “shop” air compressor should be sufficient for this process [25]. Appendix B contains the specific design calculations. Other Studies Waste Handling There are two main options for handling our waste. First, the waste could be taken and treated by the UMD department of environmental health and safety [6]. This would be optimal although the university would still have to pay for waste treatment. The second option would be treat the waste at the Western Lake Superior Sanitary District’s (WLSSD) sanitary site [7]. However, this poses a number of issues. First, the pH of the waste will be extremely high due to the almost 6 kg of unreacted KOH remaining in the waste. The pH of the waste would need to be 12.5 or less in order to be non-hazardous so acid would need to be added at the end of the process [26]. However, the waste is less than 24% methanol by mass so the methanol content in the waste would not be a problem [8]. Then, the waste would need to be tested in the WLSSD lab in order to determine an exact cost for treating the waste [7]. According to a chemist at WLSSD the cost of treating the waste would be about $20 per 55 gallon drum or less [7]. Also, the waste would need to be hauled to WLSSD. Hauling would not need to be considered if the waste was treated by the UMD department of EHS [6]. Hauling the waste to WLSSD would require a $200 hauling license that is good for 5 years [7]. The waste can be hauled in any vehicle [6]. Future Considerations Once this process has been built, the reaction will have to be optimized. Experimentation has been done at ambient temperature and 50°C, where 50°C was found to produce the least amount of glycerol. This was the result of our experimentation, though this does not mean there is not a more optimum temperature. This will have to be investigated further after the process has been built. It will be important to test the biodiesel that is produced from this process to ensure it complies with ASTM standards. If it is not able to pass the ASTM standards, the washing step will have to be reengineered, and the biodiesel will have to be tested again [4]. Once the biodiesel has been tested completely and the reaction optimized, UMD will have the option of sharing this idea with others in the community. If UMD is able to convince other food services to donate their used waste oil, they could potentially make a larger profit. Economic Evaluation This section of the report will cover the economic analysis done with respect to the biodiesel production process. The following will be explored: assumptions, equipment cost, fixed capital investment, manufacturing costs, investment analysis, sensitivity analysis, base case comparisons, and a discussion.

12
Key assumptions ● Since there is uncertainty as to the location of the process, cost of land or a building
were not included in the capital costs. ● 26 batches would be run per year ● Price of biodiesel is constant ● Price of raw materials is constant ● 1 year construction period ● 525.4 was used as the CEPCI
Equipment cost summary The vessels and reactor were priced using CapCost [17]. The compressor, agitator, valves, filter, heater, and pump were priced using various online sources [21][23][20][22][24]. Below is a summary of the equipment capital costs. More detailed information can be found in Appendix C, which includes CapCost printouts.
Equipment name Cost
R-101 $11,200.00
V-101 $2,810.00
V-102 $2,810.00
V-103 $3,110.00
V-104 $2,810.00
Compressor $500.00
Diaphragm pump $1,000.00
Filter $32.50
Agitator 1 $1,000.00
Agitator 2 Included 6 Valves $900.00
Heater $300.00
Total Purchased Cost $26,472.50
Fixed Capital Investment In CapCost it was assumed that the FCI was $32,900. This includes the total equipment purchased cost, raw material costs, utilities, waste treatment, and operating labor. Please refer to the CapCost screenshot in Appendix D. Manufacturing Cost Estimate Raw material prices are shown in the table below, and were priced using Business Source Premier [27][30]

13
Raw Material Cost/Batch Value/Batch Cost/Year Value/Year
Methanol $ 59.31 N/A $ 1,067.53 N/A Potassium Hydroxide $ 185.66 N/A $ 3,341.85 N/A
Ethanol $ 47.62 N/A $ 857.15 N/A Biodiesel N/A $ 239.95 N/A $ 4,319.08
Total (using methanol) $ 244.97 $ 239.95 $ 4,409.38 $ 4,319.08 Total (using ethanol) $ 233.28 $ 239.95 $ 4,199.00 $ 4,319.08
When only considering the cost for raw materials and the projected sale price for each batch, both methanol and ethanol appear to be economically feasible options. When factoring in the cost of utilities, the esterification process using methanol is still profitable, however using ethanol is no longer a profitable alternative. The cost of utilities is insignificant when compared to the raw material cost. The table below summarizes yearly utility costs.
Utility Cost ($/yr)
Electricity 27.44 Cooling Water 17.84
Wash Water 3.84
As far as operating cost, a student or operator would be paid $20.00/hr to operate the process. This equates to $2080/yr assuming 4 hr/batch. This is one reason why it is advantageous not to run smaller batches in smaller vessels. As equipment would decrease in size, labor costs would go up. The process is very sensitive to labor costs, as explored in the sensitivity analysis. Waste disposal is a significant piece of the cost of manufacturing. For reasons explained in the Waste Handling section of the report, the waste cost estimate would likely be around $650/ year based on the volume of waste produced per year from the MEB [7]. It is important to note that there is additional cost savings associated with this project due to a tax incentive for biodiesel production. Assuming the biodiesel would meet the required ASTM standards, UMD would be eligible for a $1 tax credit for every gallon of biodiesel produced [29]. Based on production of roughly 1200 gallons produced per year, this credit would equate to $1200/yr of additional savings. The money saved by producing biodiesel is very significant. The use of biodiesel is essentially displacing the purchase of regular diesel, resulting in cost savings. The price of biodiesel is $3.94/gallon [15] and the current price of diesel is $3.89/gallon [15], so they are comparable in cost. After subtracting operating cost, the product produced in this process is worth roughly $5500. The tax credit makes this product even more valuable.

14
Sensitivity Analysis A sensitivity analysis was done using CapCost. The following parameters were changed ±0.5%: raw materials, operating labor, and waste treatment. While the sensitivity analysis table is located in Appendix D the graph is included below.
According to the table in Appendix D, changing the operating labor had the largest effect on NPV, thus the largest sensitivity. This implies that if wages were lowered, the project would be more profitable more quickly, than if waste treatment costs were cut by the same proportion. Investment Analysis This project is profitable, but only after a long period of time. The cash flow diagram is shown below. [17]

15
The operating costs are fairly high as well as the capital costs, and this drives the NPV down. It eventually starts to climb after 20 years. The equation of the positive-slope line was calculated and the process was calculated to break even after 41 years. It is important to note that this project is not economically driven [2]. There are additional factors that will affect payback period that are not accounted for quantitatively. For example, if the price of biodiesel decreases, this project will become less profitable since eventually the cost of manufacturing will be greater than the equivalent savings from producing the fuel at UMD. On the contrary, the project would be economically beneficial to the school if additional students enrolled or resources were provided due to this project being green and attractive. Other Important Considerations Safety Safety was considered throughout the entire process design. Methanol is a flammable liquid [30], so all of the containers should be bonded and grounded. Grounding strips will be required wherever the process is placed. Air powered agitators and pump were used in order to eliminate spark hazards from the electrical motors [22][24]. Regulators will be present on the pump air supply in order to prevent a large increase in pressure. Containment dikes will surround all tanks. Methanol is used in this process, so the facility house will need to be thoroughly ventilated and have adequate exchange with outside air [30]. Operators will need to be extensively trained using the process. A standard operating procedure will be posted next to the equipment in order to make the process easier to understand. Materials and waste will be kept in special areas and containers. The another important aspect of safety is that the operators should wear proper personal protective equipment. Gloves and goggles should be worn at all times. A respirator should be worn while working with the methanol. A lab jacket should be

16
worn. Static eliminating boots with steel toes should also always be worn. If there is a splash hazard the operator may want to wear a face guard and apron as well. Please refer to Appendix H for the safety tables. HAZOP The HAZOP was done around R-101, the Batch Reactor. Many of the hazards are related to filling issues, heat issues, and reaction progression. The action items usually require operator input, since this process is a manual batch process. This puts a lot of responsibility on the operator and assumes they are competent. Process control, which is discussed below, could reduce some operator input and aid in safety. Please refer to Appendix G for the reactor HAZOP. Environmental An analysis was conducted to determine the project’s environmental impact. The analysis was performed by assuming the total annual biodiesel production will be used to replace an equivalent amount of petrodiesel. The analysis indicates that total greenhouse gas emissions will be reduced by 13.7 metric tons of carbon-dioxide equivalent, annually. Although the biodiesel combustion itself does not result in a net addition of carbon-dioxide to the environment (as the grease is sourced from biological sources), other greenhouse gases--primarily methane and carbon-monoxide--are released [14]. Additional pollutants are released during the production of methanol and KOH, and for product, reactant, and waste transportation. A full description of the analysis is available in Appendix I. Control Issues Although our design does not include a control system, a control system for the flow rate of cooling water on the reactor is available for $2000 [19]. This includes: digital in, digital out, analog in, analog out, control valve, and control cabinets. This has several advantages to just having a flow meter. First, the heat given off by the reaction will be variable as the reaction proceeds [31]. Having controls in place would adjust the cooling water flow rate accordingly. If for some reason the reaction heat too quickly and runs away, it could automatically activate a water quench to immediately stop the reaction [30] Discussion of Results This process will cost $26,500 but will save UMD $1500 annually. The payback period for the project is expected to be 41 years. This project can be used to bring in additional students with interest in sustainability to UMD, which would be an additional financial benefit. Our process will produce 1200 gallons of biodiesel per year. Since this is more than 20% of what UMD currently uses, all the B20 produced could be used by 15 diesel vehicles present on campus. Excess can either be used in the two modified vehicles that can run B100 or sold with additional permits. Next, this project meets the objectives set by the UMD department of sustainability and will conserve 13.7 metric tons of CO2 per year. A location for the waste will still need to be found or fabricated which will incur additional costs. Approval from the city fire marshal will be needed wherever the process is located. Also, the biodiesel will need to be tested to ensure it meets

17
ASTM standards before it can be used. With respect to waste, better separation techniques can be used in the future to separate out the glycerol and methanol although this could potentially very costly. Automated biodiesel processors are available that contain the entire process in a housed system and are comparable in price to our process. Conclusions This project meets the sustainable guidelines set forth by the UMD office of sustainability [2]. Compared to the current situation it will save a significant amount of CO2 from entering the atmosphere each year. It is sustainable because it reuses waste grease. From our findings, this project is economically feasible over a long period of time. A quality product is anticipated to be produced from this process. Recommendations Further investigation should be conducted on alternative processes before a final design is considered. Making a decision of where the process should be located should also be considered before moving further with the project, since the design can become greatly affected by this. Careful analysis on the amount of money being spent on this project should be analyzed. Safety issues should be resolved before any large scale production has begun. References Appendix A: Equipment Specification Tables IN excel spreadsheet, uploaded in drive. Will insert after report exported to word
Appendix B: Equipment Design Calculations All vessels were sized using the process material balance to determine the vessel sizes that would be required for each step. All vessels are assumed to be cylindrical and vertically oriented, with their height being twice their diameter. Calculations are shown below: The volume for V-101, grease storage and heating, was calculated using the volume of the grease that needs to be stored, from the MEB. A 20% safety factor was added.
280.38 L grease*1.2 = 276.45 L → 280L Tank
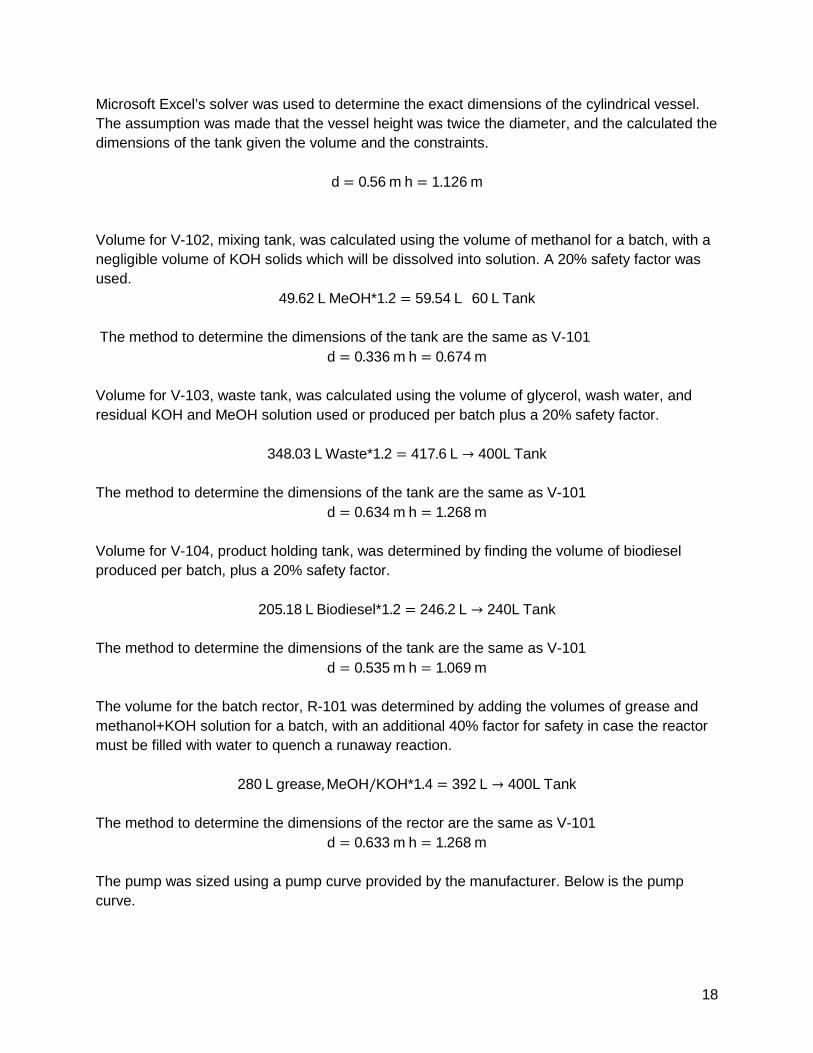
18
Microsoft Excel’s solver was used to determine the exact dimensions of the cylindrical vessel. The assumption was made that the vessel height was twice the diameter, and the calculated the dimensions of the tank given the volume and the constraints.
d = 0.56 m h = 1.126 m
Volume for V-102, mixing tank, was calculated using the volume of methanol for a batch, with a negligible volume of KOH solids which will be dissolved into solution. A 20% safety factor was used.
49.62 L MeOH*1.2 = 59.54 L 60 L Tank The method to determine the dimensions of the tank are the same as V-101
d = 0.336 m h = 0.674 m Volume for V-103, waste tank, was calculated using the volume of glycerol, wash water, and residual KOH and MeOH solution used or produced per batch plus a 20% safety factor.
348.03 L Waste*1.2 = 417.6 L → 400L Tank The method to determine the dimensions of the tank are the same as V-101
d = 0.634 m h = 1.268 m Volume for V-104, product holding tank, was determined by finding the volume of biodiesel produced per batch, plus a 20% safety factor.
205.18 L Biodiesel*1.2 = 246.2 L → 240L Tank The method to determine the dimensions of the tank are the same as V-101
d = 0.535 m h = 1.069 m The volume for the batch rector, R-101 was determined by adding the volumes of grease and methanol+KOH solution for a batch, with an additional 40% factor for safety in case the reactor must be filled with water to quench a runaway reaction.
280 L grease, MeOH/KOH*1.4 = 392 L → 400L Tank The method to determine the dimensions of the rector are the same as V-101
d = 0.633 m h = 1.268 m The pump was sized using a pump curve provided by the manufacturer. Below is the pump curve.

19
First the air can be supplied at 20 psi. This will be attained by using a regulator. The blue line corresponding to 20 psig is followed, and intersects the vertical 6 gpm discharge flow line. 6 gpm is a reasonable flow rate since this is a batch process and isn’t dependent on flow rates. A horizontal line is then drawn to the left until it intersects the y axis. This corresponds to a head of about 30 ft. The required head was determined to be14 ft, the top of the reactor (needs to be elevated due to gravity separations, etc.) Since 30 ft>14 ft, this 1” diaphragm pump run with an air supply of 20 psi will be sufficient. The process piping was chosen to be 1” SS 316 This is a standard pipe size, and the material will be able to withstand the chemicals. The valves will be 1” SS 316 hand operated ball valves. The agitators were sized according to shaft length, and air pressure required. The shaft length needed to reach near the bottom of the tanks, so a length of 0.5 m-0.6 m was desired for V-102 agitator and 1.0 m -1.1 m. The air pressure requirement for pneumatic agitators of this size is 50-80 psi. The compressor size was calculated according to required pressure and airflow in order to operate 2 of the 3 air operated pieces of equipment at a given time. This is consistent with what will happen during the production process. The pump requires an airflow of less than 10 SCFM at a max pressure of 20 psi. The agitators operate at 50-80 psi at an unknown flow rate. The compressor is assumed to be able to provide this, given its max flow rate is 15.5 SCFM. The filter is a sieve that rests on top of V-101. 30 mesh is used, since it is fine enough to separate out large food chunks from the remaining oil. Any particles large enough to fit through 30 mesh will likely dissolve during the reaction. A particle size analysis was done using Dr. Lodge’s analyzer. The mean particle size in the oil was found to be roughly 4 microns, far too small to filter. For this reason, a finer filter was not used. The results are included below.

20
We decided to use an immersion heater to preheat the grease to the desired reaction temperature of 50°C before sending it to the reactor. As the vapor pressure of the oil is next to nothing, we were not worried about being intrinsically safe in regards to oil vapor. This immersion heater was sized with the objective of increasing the temperature of the grease from 20°C to 50°C, and we assumed that we are only heating the exact quantity of grease that we will need per batch, about 216.5 kg. That being said, we picked a few different heaters with varying duties, and calculated the amount of time it would take to heat the grease to 50°C. We

21
settled on a 2KW immersion heater, with a 2 hour requirement to heat the grease, assuming negligible heat loss to the surroundings. The calculation is shown below:
t = Q
duty=
mCp ΔTduty
=(216.5 kg)(2.1 J
Kg*K)(30°C)
2000 Js
= 6819.75s = 1.89 hours
Appendix C: Equipment Cost Estimates The vessels and reactor were priced using CapCost. A screenshot is included below. The sum of the equipment purchased cost was used as the bottom line.
The price of the pump was taken from Grainger. There were multiple options, the cost was estimated to be about $1000 [24] The immersion heater was priced from the online source Gordo Sales. The cost is $323.15 [23]. The price of the valves were estimated at $150.00 per valve, according to Grainger [21]. One of the agitators was included in the pricing of R-101. The other agitator was priced using an online source, and was estimated to be $1000.00. This was a cost competitive to those provided by Grainger [22]. The price of the compressor was priced using Grainger. Many of the compressors had similar specs. The price was estimated at $500 [25]. The price of the filter was found using an online source, and costs $35 [20]. A 30 mesh filter is appropriate.

22
Appendix D: Economic Analysis

23
The following CapCost screenshot illustrates the parameters used to calculate the cumulative cash flow diagram and the sensitivity analysis for the base case.

24
The $1200 tax credit was added in to the revenue as $1200/yr of additional profit [32]. The other COM information was calculated in Excel and simply inserted into CapCost. CapCost was not used to analyze the alternatives, as the table found in the Manufacturing Cost Estimate section shows that the ethanol alternative would make significantly less money. The table used to plot the sensitivity analysis is shown below. Appendix E: Experiments Alcohol Solution Preparation Solution Volume (mL, approx) Mass Alcohol (g,
exact) Mass Catalyst (g, exact)
Methanol + NaOH
20 15.84 1.05
Methanol + KOH 20 15.84 2.65 Ethanol + NaOH 30 23.67 1.09 Ethanol + KOH 30 23.67 2.75
Alcohol Addition Ratios Solution Description Ratio: g solution / g oil MeOH+NaOH 0.169 MeOH+KOH 0.184 EtOH + NaOH 0.238 EtOH + KOH 0.254
Experimental Design Run Alcohol Type NaOH or KOH Temperature 1 Methanol NaOH 50.0°C 2 Ethanol NaOH 50.0°C 3 Methanol KOH 50.0°C 4 Ethanol KOH 50.0°C 5 Methanol NaOH Ambient 6 Ethanol NaOH Ambient 7 Methanol KOH Ambient 8 Ethanol KOH Ambient
Hazop somewhere down here Appendix #: Lab Standard Operating Procedure for biodiesel experiments References
[1] Fisher, Serantoni, Anderson, Baumann. Claudia Engelmeier. Personal interview.

25
[2] Fisher, Serantoni, Anderson, Baumann. Mindy Granley. Personal interview.
[3] Fisher. Karl Novek. Personal interview.
[4] "ASTM D6751-12." ASTM Standards Products. ASTM International. Web. 1 Mar 2014.
<http://www.astm.org/Standards/D6751.htm>
[5] Fisher.Lake Superior Testing. Personal interview.
[6] Baumann and Serantoni, Andy Kimble. Personal interview. .
[7] Fisher, Tim (a chemist) from Western Lake Superior Sanitary District. Phone interview. .
[8] "Frequently Asked Questions - Methanol Institute." Frequently Asked Questions –
Methanol Institute. Methanol Institute, 1 Jan. 2011. Web. 8 May 2014.
<http://www.methanol.org/health-and-safety/frequently-asked-questions.aspx>.
[9] "BioPro™ 380 Automated Biodiesel Processor." . Springboard Biodiesel, n.d. Web. 1 May
2014. <http://www.springboardbiodiesel.com/biopro380/biopro380>.
[10] Addison, Keith. "The Biodiesel Bible." Journey to Forever: Handmade Products. The
Journey to Forever Project. Web. 1 Mar 2014.
<http://journeytoforever.org/biodiesel_make.html>.
[11] Sarin, A. (2012). Biodiesel: Production and properties. Cambridge: Royal Society of
Chemistry.
[12] Pacific biodiesel. (2014). Retrieved from
http://www.biodiesel.com/index.php/biodiesel/history_of_biodiesel_fuel
[13]"What's the difference between gasoline, kerosene, diesel, etc?." . HowStuffWorks, n.d.
Web. 30 Apr. 2014. <http://auto.howstuffworks.com/fuel-efficiency/alternative-
fuels/question1051.htm>.
[14] Speight, J. (2011). The biofuels handbook. Cambridge: Royal Society of Chemistry.
[15] "Clean Cities Alternative Fuel Price Report." . US Department of Energy, 1 Jan. 2014.

26
Web. 28 Mar. 2014. <>.
[16] "Biodiesel Facility Permits Fact Sheet- Small Scale." . http://www.oria.wa.gov, 1 Jan.
2014. Web. 9 May 2014.
<http://www.oria.wa.gov/Portals/_oria/VersionedDocuments/Environmental_
Permitting/Biodiesel%20Facility%20Small%20Scale%20Environmental%20Permit
ting%20Fact%20Sheet.pdf>.
[17] Turton, Richard, Richard C. Bailie, Wallace B. Whiting, Joseph A. Shaeiwitz, and
Debangsu Bhattacharyya. Analysis, Synthesis, and Design of Chemical Processes. :
Prentice Hall, . Print.
[18] "Stainless Steel Chemical Resistance Chart." . HAYATA, n.d. Web. 22 Apr. 2014.
<http://www.hayata.com/products/chemicalCharts/fl.htm>.
[19] "Automation Direct." . AutomationDirect.com, n.d. Web. 13 Apr 2014.
<http://www.automationdirect.com/adc/Home/Home?gclid=CM6Zk5Gi3r0CFQsS
MwodHhEAMA&s_kwcid=AL!3683!3!33373310903!p!!g!!automation
direct&ef_id=U0ruygAABGJXf23S:20140413200842:s>.
[20] "ASTM Round Test Sieves." . Gilson Company Inc., n.d. Web. 25 Apr. 2014.
<http://www.globalgilson.com/selectionguides/sieves.asp>.
[21]"Valve." Grainger Homepage. W.W. Grainger Inc., n.d. Web. 13 Apr 2014.
<http://www.grainger.com/search?searchQuery=valve>.
[22] Agitator" Grainger Homepage. W.W. Grainger Inc., n.d. Web. 13 Apr 2014.
<http://www.grainger.com/search?searchQuery=agitator>.

27
[23] "Screw Plug Immersion." Gordo Sales Inc.. Gordo Sales Inc.. Web. 13 Apr 2014.
<http://www.gordosales.com/store/pc/GB-2-0006-M1-
p1888.htm?gclid=CJaEyZek3r0CFclDMgodVUgAaA>.
[24] "Metallic Diaphragm Pump." . Granger Website, n.d. Web. 23 Apr. 2014.
<http://www.grainger.com/product/ARO-Metallic-Diaphragm-Pump-
WP74680>.
[25] "1 Stage, Tank Mounted, Splash Lubricated, Vertical Electric Air Compressor." .
Grainger, n.d. Web. 9 May 2014. <http://www.grainger.com/product/INGERSOLL-
RAND-1-Stage-WP105292/_/N-1z0r4ya/Ntt-
compressor?_=1399475878381&sst=subset&s_pp=false>.
[26] "Characteristic Wastes." . US EPA, n.d. Web. 30 Apr. 2014.
<http://www.epa.gov/osw/hazard/wastetypes/characteristic.htm>.
[27] BOSWELL, CLAY. "Methanol Recedes From Recent Highs." Chemical Week 176.11
(2014): 30. Business Source Premier. Web. 3 May 2014.
[28] "Biodiesel Production Chemicals." . Utah Biodiesel Supply, n.d. Web. 23 Apr. 2014.
<http://utahbiodieselsupply.com/biodieselchemicals.php>.
[29] "S.2021 - Biodiesel Tax Incentive Reform and Extension Act of 2014." . US Congress,
n.d. Web. 29 Apr. 2014. <http://www.afdc.energy.gov/laws/law/US/395>.\
[30] "Methanol MSDS." . BDH, n.d. Web. 22 Apr. 2014.
<http://kni.caltech.edu/facilities/msds/methanol.pdf>.
[31] Fogler, H. Scott. Elements of Chemical Reactor Engineering. : Prentice Hall, 2005. Print.
[100] U.S. Environmental Protection Agency. Light-Duty Vehicle Greenhouse Gas
Emission Standards and Corporate Average Fuel Economy Standards; Final Rule. Web. 14 Apr
28
2014. <http://www.gpo.gov/fdsys/pkg/FR-2010-05-07/pdf/2010-8159.pdf>.
[101] US Department of Transportation. Web. 14 Apr 2014.
……….<http://www.fhwa.dot.gov/policyinformation/statistics/2012/vm1.cfm>.
[102] EPA. Web. 14 Apr 2014. <3.Inventory of U.S. Greenhouse Gas Emissions and Sinks:
1990-2011. Chapter 3 (Energy), Tables 3-12, 3-13, and 3-14. U.S. Environmental Protection
……….Agency, Washington, DC. U.S. EPA
[103] U.S. Environmental Protection Agency, "Emission Facts: Average Carbon Dioxide
Emissions ……….Resulting from Gasoline and Diesel Fuel," February 2009.
[104] U.S. Environmental Protection Agency. “Renewable Fuel Standard Program
………. (RFS2) Regulatory Impact Analysis.” Feb 2010.
[105] United States Environmental Protection Agency Department of Transportation. Federal
Register. 2010. Web. <http://www.gpo.gov/fdsys/pkg/FR-2010-05-07/pdf/2010-8159.pdf>.