mini pro ppt
DESCRIPTION
mini proTRANSCRIPT

THE STUDY ON THE SEVERE PLASTIC DEFORMATION BY
MECHANICAL WORKING PROCESS
A. SINDHU
.
ABSTRACT Severe plastic deformation (SPD) is one of the most promising methods for fabricating bulk ultrafine grained (UFG) materials for use in industrial applications.
During the SPD process, grain refinement is achieved by imposing very large strains in the samples through plastic deformation without any concomitant changes in their cross sectional dimensions.
This project is mainly regarding sever plastic deformation by using Equal channel angular pressing method (ECAP) and constrained groove pressing method (CGP). These process are emerging field of material science that compresses of mechanical metallurgy, physics and mechanics of materials, plasticity and processing of nanostructured materials.

Introduction to SPD
• Severe plastic deformation is a generic term describing a group of metalworking techniques involving very large strains which are imposed without introducing any significant changes in the overall dimensions of the specimen or work-piece.
• A further defining feature of SPD techniques is that the preservation of shape is achieved due to special tool geometries which prevent the free flow of material and thereby produce a significant hydrostatic pressure.
• The presence of a high hydrostatic pressure, in combination with large shear strains, is essential for producing high densities of crystal lattice defects, particularly dislocations, which can result in a significant refining of the grains.
• As the dimensions of the work-piece practically do not change in an SPD operation, the process may be applied repeatedly to impose exceptionally high strains.

Effect of sever plastic deformation
• sever plastic deformed metals normally have ultra-fine grained structures that cannot be obtained through conventional thermo-mechanical processing.
• As a result, the SPD metals exhibit unique and excellent properties such as high strength, compared with the conventional materials having a coarse grain size of over several tens of micrometers
• observed microstructure must use a TEM analyzer. From the TEM microstructure, it is confirmed that many metals with an ultra-fine grain size (under 1 mm) are developed by ECAP processes.
• The ultra-fine grains of sub-micron size were created by ECAP processes in many of the metals and the grain size of the Al–4%Cu– 0.5%Zr alloy became about 200 nm by ECAP with a plastic strain of 7 at 160oC

2. SEVER PLASTIC DEFORMATION PROCESSES
In ECAP process pure shear deformation can be repeatedly imposed on materials so that anintense plastic strain is produced with the materials without any change in the crosssectional dimensions of the
work piece
The tool consists of two intersecting channels of the same cross section that meet at an angle. The channel is bent through an angle equal to 90o and the specimen is inserted within the channel and it can
be pressed through the die using a punch.
When Φ = 90o and ψ = 0o, the total strain from the equation below is = 1.15. After n passes, it becomes n *. Strain imparted is high, when the channel angle is low but pressure
required is high. where Φ is channel angle, and Ψ is corner angle.The effective strain is primarily dependent on ram speed and dies geometry, resulting in the occurrence of
non uniform flow deformationand even shear cracking in a surface
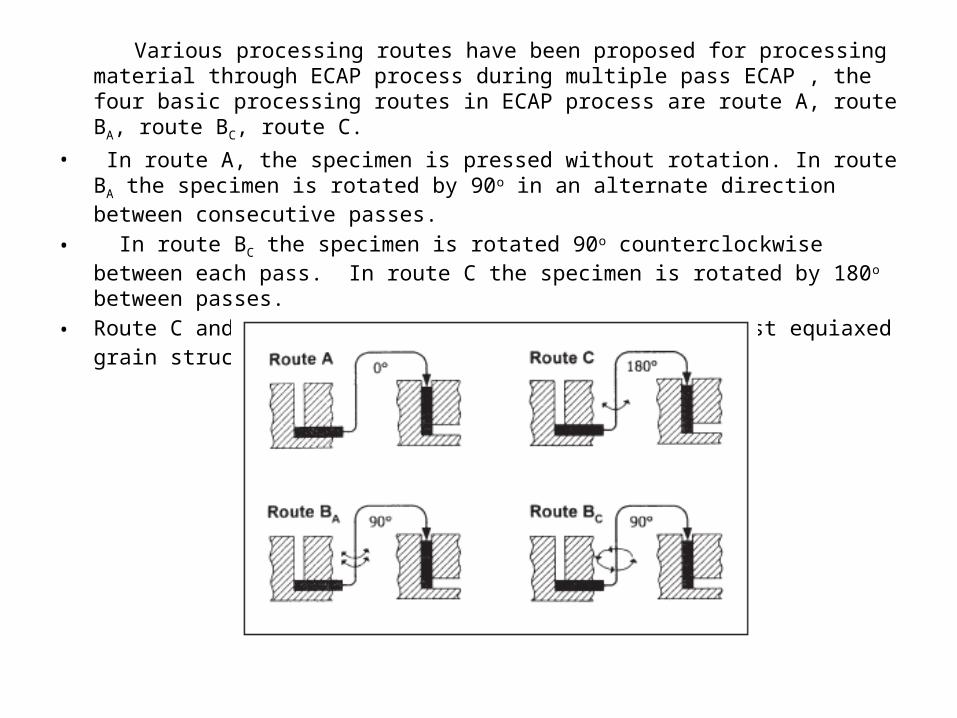
Various processing routes have been proposed for processing material through ECAP process during multiple pass ECAP , the four basic processing routes in ECAP process are route A, route BA, route BC, route C.
• In route A, the specimen is pressed without rotation. In route BA the specimen is rotated by 90o in an alternate direction between consecutive passes.
• In route BC the specimen is rotated 90o counterclockwise between each pass. In route C the specimen is rotated by 180o between passes.
• Route C and route BC of the ECAP process leads to most equiaxed grain structures.

.
• Advantages:• Can be applied to fairly large billets• Relatively simple procedure• Developed and applied to materials with different crystal structure• Reasonable homogeneity• Load requirement is less compared to other processes.• Disadvantages:• Discontinuous process• Can not be used for sheets materials

Constrined groove pressing(CGP)• This method involves bending a straight slab with corrugated tools and then restoring the
straight shape of the slab with flat tools. • Repetition of the process is required to obtain large effective strain needed to refine the coarse
grain structure.• CGP consists in pressing a sample by a set of grooved dies tightly constrained by a wall as
shown in fig below.
Route 1 Route2Step1 CGP + flattening 4(CGP+90 rotation) +flattening
Step2 180 degree rotation
Change of tool
sep3 CGP + flattering 4(CGP+90 rotation) +flattening

.3.4 Advantages and disadvantages of CGP Process
• Unlike the widely used ECAP process for structure refinement, the CGP process has an advantage that large plastic deformation can be applied to the metal in sheet or plate form.
• Since it is a continuous process, large amount of plastic strain can be imparted to the material without appreciable dimensional changes, thereby achieving fine grained structures and superior mechanical properties.
• Drawback of this process is the presence of deformation heterogeneity in microstructure across the bulk specimen depending on the strain introduced. Induced deformation is more heterogeneously distributed than in sharp cornered ECAP process.
• The almost completely reductant deformation path typical of the CGP process makes it less effective than the optimal ECAP

Other SPD process
• Accumulative rolling bonding
High pressure torsion

• Repetitive Corrugation and Straightening [RCS]
• Cyclic extrusion compression(CEC)
)

WORK CARRIED OUT
• 1.PACKROLLING:
• In metalworking, rolling is a metal forming process in which metal stock is passed through a pair of rolls. Rolling is classified according to the temperature of the metal rolled. If the temperature of the metal isprocess above its recrystallization temperature, then the process is termed as hot rolling. If the temperature of the metal is below its recrystallization temperature, the is termed as cold rolling. In terms of usage, hot rolling processes more tonnage than any other manufacturing
• 2.HEAT TREATMENT• . Heat treatment involves the use of heating or chilling, normally to extreme temperatures, to achieve a
desired result such as hardening or softening of a material. Heat treatment techniques include annealing, case hardening, precipitation strengthening, tempering and quenching.
Annealing
Normalizing
3.MOUNTING OF SPECIMEN:• After cutting the specimen, the next step is mounting. The aim of mounting is to handle small or odd
shaped specimens and to protect fragile materials, thin layers or coating during preparation as well as to provide good edge retention.
• Mounting produces specimens with uniform size so that it is easier to handle in automatic holders for further preparation steps.

4.GRINDING: In order to obtain a highly reflective surface that is free from scratches and deformation, the
specimens must be carefully grinded and polished before they can be examined under the microscope. Belt grinding is a machining method to process metals and other materials with the aid of coated abrasives
• 5.POLISHING:• Polishing is done to the specimen on rotating wet disc to revel the grain structure.• Material, the actual abrasive, is selected according to the hardness of the material being cut.• Aluminiumoxide,silicon carbide,dimondpaste, kerosen are used.
• 6.ITCHING• itching is done to revel the grain structure.• HNO3,HF are used for etching
• 7.ANALYSING MICRO STRUCTURE

conclusion
• It continues to grow not only because of unique physical and mechanical properties , it inheret various nanostructured materials.
• SPD over comes difficulties that exist in other methods.• For example, residual porosity in compacted samples.• Impurities from ballmilling,inability to produce large scale billets• Processing of bulk nano-structured materials using SPD method is also emerging as an
alternative to the existing methods of nanopowder components• Thus improvement in physical,mechanical and chemical properties of metels by SPD are used
in almost all industries and manufacturing companies• These are mostly used where more hardness and insulation is reqiured like in defence, aircrafts
engines,turbine blades, automobile engines etc

REFERENCES
• G. E. Dieter, Mechanical Metallurgy, Third Edition, McGraw-Hill, New York, 1986.• M. F. Ashby and D. R. H. Jones, Engineering Materials 1, An introduction to Their Properties
and Applications, Second edition, Butterworth-Heinemann, Woburn, UK, 1996• William D. Callister, Jr, Materials Science and Engineering – An introduction, sixth edition,
John Wiley & Sons, Inc. 2004. • A.Azushima, R.Kopp, A. Korhonen, D.Y.Yang, F.Micari, G.D.Lahoti, P. Groche, J.Yanagimoto,
N. Tsujii, A.Rosochowski, and A. Yanagida: Severe plastic deformation (SPD) processes for metals, CIRP Annals - Manufacturing Technology 57 (2008) 716–735.
• R.Z.Valiev,and T.G.Langdon : Principles of equal channel angular pressing as processing tool for grain refinement, Progress in Material Science 51, (2006), 881-981.
• Bert Verlinden: Severe Plastic Deformation of metals, Metallurgical: JOM 11(1), (2005) 165-182.
• Zenji Horita, Proceedings of 3rd international conference on Nanomaterials by severe plastic deformation , Japan (2005)

•THAHK YOU