mixing moves osmosis technology forward
TRANSCRIPT
Mixing Moves OsmosisTechnology ForwardU.S. soldiers get drinking water via the firstforward-osmosis membrane, made possibleby high-shear mixing
By Doug Cohen, Charles Ross & Son Co.
www.chemicalprocessing.com October 2004 • 29
CAPT. DAVE EATON COMMANDED A SIX-MAN Air Force unit during the recent invasion of Iraq. A fewweeks after the invasion was launched, his unit took partin a joint operation with Army Rangers to capture anairfield in western Iraq. The operation was successful,and when the Rangers departed, Eaton’s Air Force teamstayed behind to secure the desert airfield and wait formore supplies.
When the supply plane failed to appear, the team real-ized it would not be receiving a delivery any time soon.The soldiers would have to hold the airfield and fend forthemselves. Among other challenges and threats, Eatonknew his men would soon face a critical shortage ofdrinking water in the blistering desert heat. His solutionwas to supplement the small amount of water they hadwith their own urine.
He explained the plan to his team. “The guys lookedat me sideways,” Eaton says. They didn’t know that hehad brought along a new filtration device developed byHydration Technologies (HTI), Albany, Ore.
The soldiers urinated into a common container intowhich Eaton tossed a sealed plastic sack that resembles amedical IV bag. As the soldiers watched, the bag sponta-neously filled as water migrated through the walls — leav-ing impurities and poisons behind. They repeated thisprocess for two weeks and held the airfield until follow-onforces arrived. The HTI filter was crucial to the unit’s sur-vival, Eaton says. “And [the water] tasted great!”
Membrane makes it possibleMany filtration and purification technologies are avail-able today, but virtually all of them suffer from a familiarset of disadvantages. Most require energy and mechani-cal parts to force liquid through a filter — and energy isoften in short supply during a crisis. Many such systemsare complex and demand special training. Others requirecomponents that are delicate, not designed for ruggeduse, or too heavy to be considered portable.
Virtually all mechanical filters capture impurities andeventually clog. Ultrafine filters — those that aredesigned to reject pathogens and extremely small impuri-ties — clog quickly when filtering turbid water.
One alternative to mechanical filtration is chemicalpurification. But chemical treatments require precisedosages and exposure times, and can leave an unpleasanttaste. They are also ineffective against threats such aschemical poisons, heavy metals and even some microor-ganisms. Another critical disadvantage is that manychemical treatments are ineffective at purifying waterthat is extremely cloudy or turbid.
The one filtration concept that is free of all of thesedisadvantages is forward osmosis (FO). (See sidebar:“Forward Osmosis: How it Works.”)
“The forward-osmosis concept has been around foryears,” says Robert Salter, CEO of HTI. “In theory, itlooked like the perfect alternative to energy-reliant tech-nologies — mainly because it is so simple.”
In Hydration Technology’s FO filtration system,water diffuses into the bag when a generic sport-drinkpowder is in contact with the inner, clean side of themembrane. The process is spontaneous. It requires noenergy, no moving parts and no special expertise. Itwon’t clog in even the most turbid water (up to 1,000Nephelometric Turbidity Units), because dirty water is
MAKING IT WORK <<
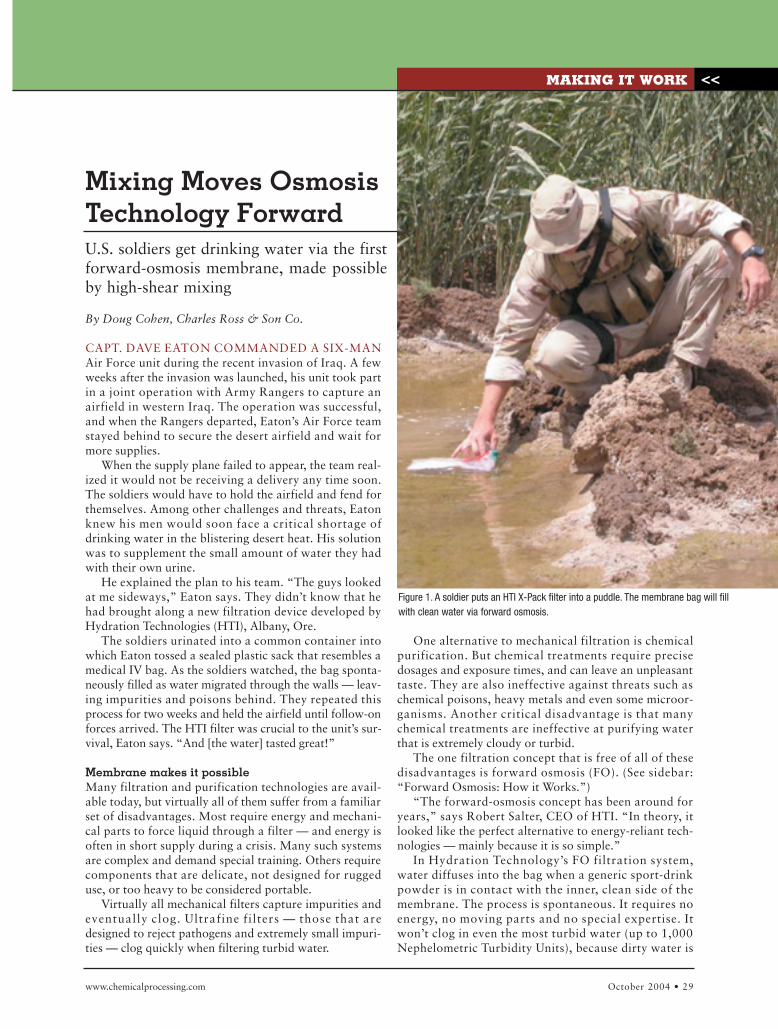
Figure 1. A soldier puts an HTI X-Pack filter into a puddle. The membrane bag will fillwith clean water via forward osmosis.

30 • October 2004 www.chemicalprocessing.com
not being driven by hydraulic pres-sure into the filter material. Instead,clean water is bein drawn throughthe filter osmotically (Figure 1).
Keith Lampi, cofounder and COOfor HTI, says, “The FO concept waselegant, but the key to making an FOfilter work was the membrane. FO fil-
tration was a terrific idea, but it justwasn’t practical until we discoveredhow to create a hydrophilic mem-brane that works efficiently. Withprevious membrane materials devel-oped by our researchers and manyothers, water diffused too slowly intothe bag.”
Lampi adds, “Another criticalissue is the consistency of the mem-brane and the size of the pores thatreject impurities. Filtering out dirtparticles and other large impurities iseasy. Our goal was to develop a mem-brane that would reliably reject theimpurities that present the most seri-ous threats, including bacteria, virusesand common microorganisms.”
Triple-shaft mixer to the rescueAfter a long development period, theHTI team was close to success, butneeded a mixer that could create themembrane material and meet consis-tency and cost-efficiency goals. Themultistep process first requiresaggressive cellulose grinding, fol-lowed by continued dispersion anddissolution as numerous other ingre-dients are added to a casting solution.
“We knew that a single-shaftmixer — even one equipped withmultiple disperser blades — couldnot handle the job. So, my firstimpulse was to test a dual-shaftmixer,” says Steve Peterson, P.E., andsenior project engineer for HTI. “Inmy experience, I have found thatdual-shaft mixers are generally fast,versatile and cost-efficient.”
But in this case, tests using a con-ventional dual-shaft mixer in anopen vessel produced unsatisfactoryresults. The process took six hoursto produce an inadequate final dis-persion. Looking for an alternative,the HTI engineering team scheduleda test at the Ross Test & Develop-ment Center in Hauppauge, N.Y.
After shipping raw materials tothe lab, the HTI team simulated theirprocess on a Ross VersaMix, atriple-shaft mixer that combines aslow-speed anchor agitator with ahigh-speed disperser and a rotor/sta-tor high-shear mixer.
MAKING IT WORK>>
For information go to page 64 and circle 221
www.chemicalprocessing.com October 2004 • 31
The rotor/stator agitator on the triple-shaft mixer cre-ates more intense shear than that created by a dual-shaftmixer. It also provides more versatility. Each agitator isindependently controlled, and each offers a range ofcapabilities that complements the other two agitators,which significantly extends the overall range of themixer. (See sidebar: “Triple-Shaft Mixer Anatomy.”)
Ross’ triple-shaft mixer is a closed-batch system; mostapplications include vacuum and thermal control withhot oil, water or steam circulating in a jacket surround-ing the mix vessel. The vacuum proved unnecessary forHTI’s application, but thermal control was importantbecause the cellulose acetate polymer is heat-sensitive.When it overheats, it melts and forms a smeary plastic.Since the system is closed, very little solvent was lost dueto evaporation during the mixing cycle.
Success tastes greatThe triple-shaft mixer quickly breaks down the celluloseacetate polymer and disperses it into the casting solution,along with the other ingredients.
The rotor/stator mixer is especially well-suited for the
MAKING IT WORK <<
FilterSense
B-PAC Controls are the new standard
for dust collector control. Pulse-jet
timing, pressure gauging, leak detec-
tion and other measurements such
as airflow, are seamlessly integrated
into a single easy-to-use device. To
learn more call 978-927-4304 or visit
www.filtersense.com!
• Maintain constant airflow
World Leader in Process Filter Monitoring & Control
TM
• Lower compressed air use
• Instantly locate filter leaks
• Locate failed pulse valves
New from FilterSense
(www.filtersense.com)
For information go to page 64 and circle 210
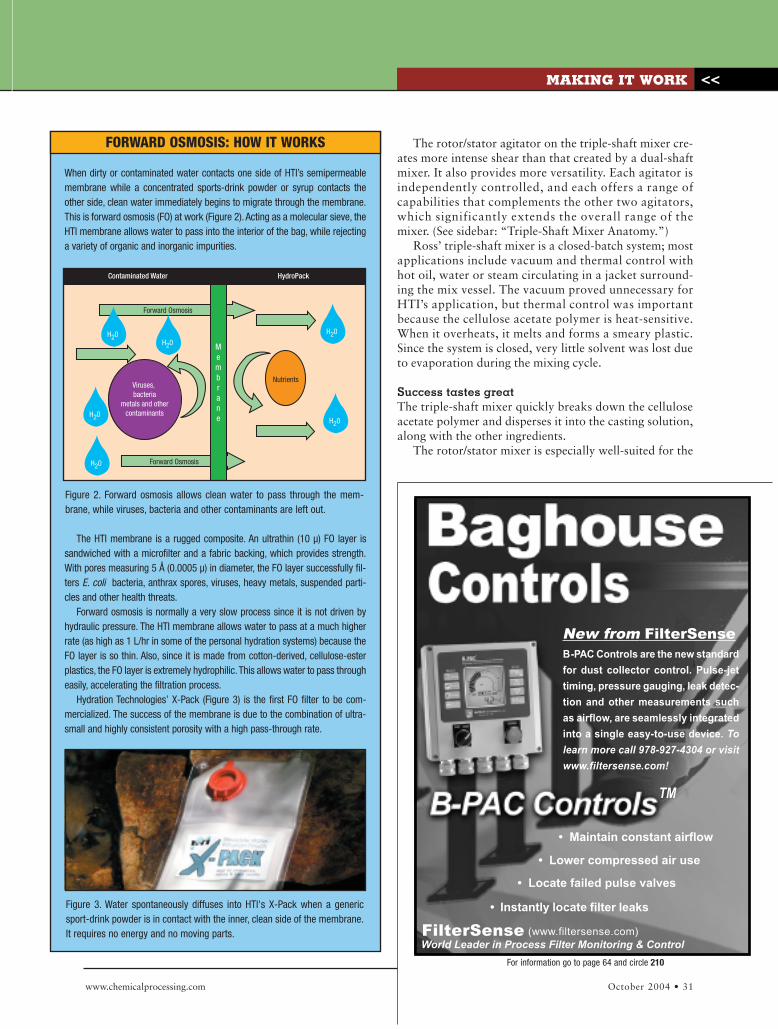
When dirty or contaminated water contacts one side of HTI’s semipermeablemembrane while a concentrated sports-drink powder or syrup contacts theother side, clean water immediately begins to migrate through the membrane.This is forward osmosis (FO) at work (Figure 2). Acting as a molecular sieve, theHTI membrane allows water to pass into the interior of the bag, while rejectinga variety of organic and inorganic impurities.
The HTI membrane is a rugged composite. An ultrathin (10 µ) FO layer issandwiched with a microfilter and a fabric backing, which provides strength.With pores measuring 5 Å (0.0005 µ) in diameter, the FO layer successfully fil-ters E. coli bacteria, anthrax spores, viruses, heavy metals, suspended parti-cles and other health threats.
Forward osmosis is normally a very slow process since it is not driven byhydraulic pressure. The HTI membrane allows water to pass at a much higherrate (as high as 1 L/hr in some of the personal hydration systems) because theFO layer is so thin. Also, since it is made from cotton-derived, cellulose-esterplastics, the FO layer is extremely hydrophilic.This allows water to pass througheasily, accelerating the filtration process.
Hydration Technologies’ X-Pack (Figure 3) is the first FO filter to be com-mercialized. The success of the membrane is due to the combination of ultra-small and highly consistent porosity with a high pass-through rate.
FORWARD OSMOSIS: HOW IT WORKS
H20
H20
H20
H20
H20
H20
H20H20
H20
H20
NutrientsViruses, bacteria
metals and othercontaminants
Forward Osmosis
Forward Osmosis
Membrane
Contaminated Water HydroPack
Figure 3. Water spontaneously diffuses into HTI's X-Pack when a genericsport-drink powder is in contact with the inner, clean side of the membrane.It requires no energy and no moving parts.
Figure 2. Forward osmosis allows clean water to pass through the mem-brane, while viruses, bacteria and other contaminants are left out.
32 • October 2004 www.chemicalprocessing.com
first phase of the HTI application. The process takes along time in a dual-shaft mixer because polymer pelletsbounce off the teeth of a high-speed disperser blade. Therotor/stator mixer, on the other hand, draws them intothe high-shear zone and doesn’t let them escape untilthey are broken apart. Meanwhile, the disperser andanchor agitators maintain energetic flow, which ensuresa high degree of batch homogeneity.
Also vital to the HTI application, vigorous flow helpscarry heat away from the high-shear zone and disperse itevenly throughout the vessel. This helps protect the heat-sen-sitive polymer while allowing for an increased shear rate.
The rotor/stator mixer can be fitted with a variety of
stators, which provides a great deal of flexibility inmatching the mixer configuration to the application (CP,April, p. 31).
“With a dual-shaft mixer, the initial phase produced‘gel balls’ that resisted wetting out and dispersion,”Peterson says. “But with the triple-shaft mixer — thanksto the intense shear that the rotor/stator mixer applies —the gel balls dissipate very quickly. At that point in thecycle, we turn off the high-shear mixer and proceed withonly the high-speed disperser and the anchor agitator.”The batch was complete in two hours, compared withthe six-hour cycle that a dual-shaft mixer required.
Today, HTI operates with a 40-gal. VersaMix in full-scale production, while a 2-gal. model supports a vigor-ous R&D program. Anticipating the need for multipleprocess lines before long, the company plans to followup its success on the battlefield with applications in otherindustries, including homeland security, internationalrelief and development, and the maritime industries. CP
Doug Cohen is vice president of technical services forCharles Ross & Son Co., Hauppauge, N.Y. E-mail himat [email protected].
MAKING IT WORK>>
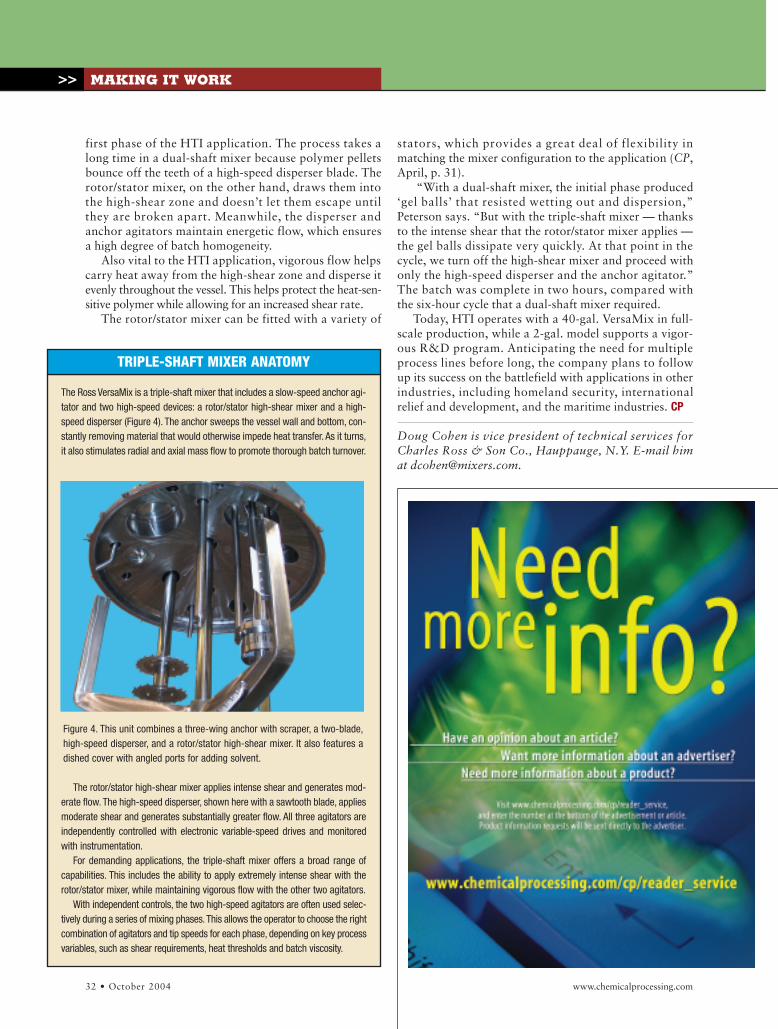
The Ross VersaMix is a triple-shaft mixer that includes a slow-speed anchor agi-tator and two high-speed devices: a rotor/stator high-shear mixer and a high-speed disperser (Figure 4). The anchor sweeps the vessel wall and bottom, con-stantly removing material that would otherwise impede heat transfer. As it turns,it also stimulates radial and axial mass flow to promote thorough batch turnover.
The rotor/stator high-shear mixer applies intense shear and generates mod-erate flow. The high-speed disperser, shown here with a sawtooth blade, appliesmoderate shear and generates substantially greater flow. All three agitators areindependently controlled with electronic variable-speed drives and monitoredwith instrumentation.
For demanding applications, the triple-shaft mixer offers a broad range ofcapabilities. This includes the ability to apply extremely intense shear with therotor/stator mixer, while maintaining vigorous flow with the other two agitators.
With independent controls, the two high-speed agitators are often used selec-tively during a series of mixing phases.This allows the operator to choose the rightcombination of agitators and tip speeds for each phase, depending on key processvariables, such as shear requirements, heat thresholds and batch viscosity.
TRIPLE-SHAFT MIXER ANATOMY
Figure 4. This unit combines a three-wing anchor with scraper, a two-blade,high-speed disperser, and a rotor/stator high-shear mixer. It also features adished cover with angled ports for adding solvent.