modern pumping - 032014
DESCRIPTION
mags for engrTRANSCRIPT
THE POWER OF e CONCludEs
dCs Vs. PlC
THE QuEsT FOR ulTRA-HIGH EFFICIENCY
MARCH 2014PRoviding SolutionS foR tHe WoRldWide PuMP induStRy
ModeRnModeRn
todAytodAy®
cutting pumpmaintenance to
zeRo


ContentS MARCH 2014
18
22
34
4 industry news
10 trade Show Prof ile
Case Studies 12 the glue of the operation Wilden® AODD Pumps are the right choice for SABA Dinxperlo B.V.'s adhesive- and sealant-manufacturing operations
18 Paper Chase Won by no downtime Landia chopper pump shows its gentle side
Water & Wastewater Solutions 20 Bioaugmentation Saves Money and time Reducing FOG and odors in collection systems and lift stations
Maintenance Solutions 22 Process industry Cuts Pump Maintenance to Zero
Pump Solutions 24 the Power of e Part 3 of a 3-Part Series Efficiency Islands: What are they? How do they result in operating benefits?
30 Precision, valveless Metering Pumps for low and Micro-volume fluid Control
dewatering Solutions 34 Controlling Scale deposits in Waterlines
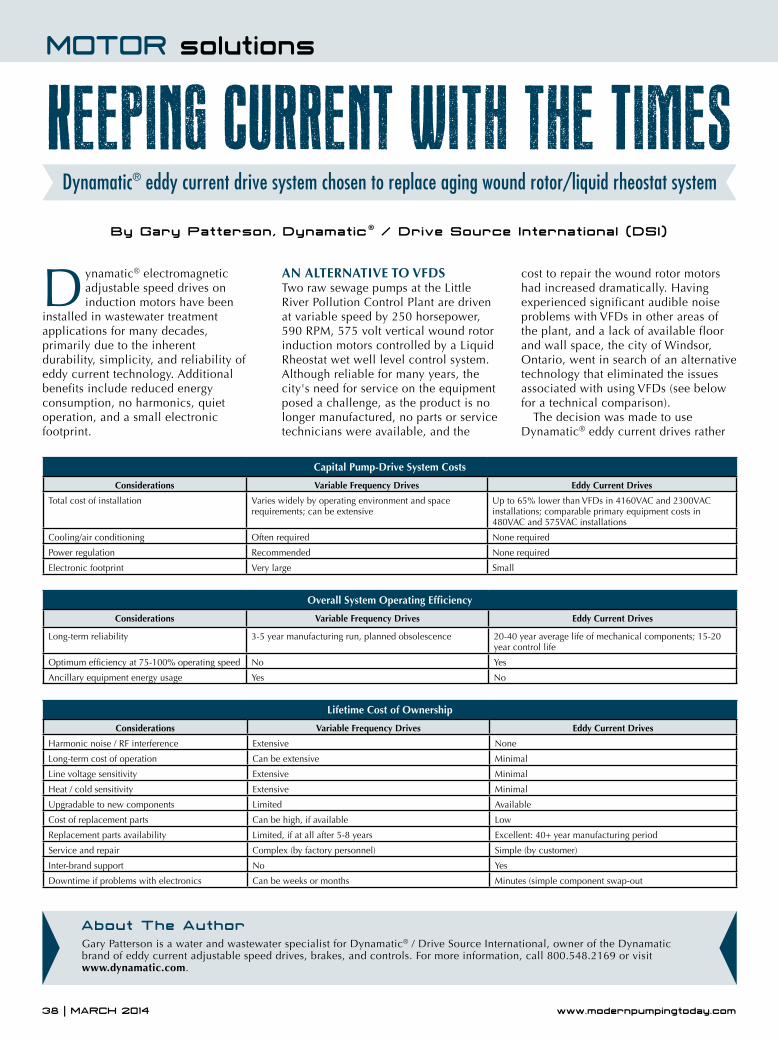
Motor Solutions 38 Keeping Current with the times Dynamatic® eddy current drive system chosen to replace aging wound rotor/liquid rheostat system
Power generation Solutions 40 Quick turnaround "Drop-in-place" actuators facilitate marine turbine damper upgrade in three days
Processing Solutions 42 What not to Cool on Some Process Pumps Part 1 of a 2-Part Series
valves & Controls Solutions 46 dCS versus PlC Part 1 of a 2-Part Series A user's guide to selecting the most effective control platform for your application
Sealing Solutions 50 the new Right Way Armstrong's new Maintenance-Free S&H circulators and seal bearing assemblies leave tradition behind
52 Modern Pumping Products Featured Product Release: ALL-FLO PUMP COMPANY Air Operated Double Diaphragm Pumps
Pumping trends 56 the Quest for ultra-High eff iciency
www.modernpumpingtoday.com P.O. Box 660197 | Birmingham, Alabama 35266
No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopy, recording, or any information storage-and-retrieval system without permission in writing from the publisher. The views expressed by those not on the staff of Modern Pumping Today, or who are not specifically employed by Highlands Publications, Inc., are purely their own. All Industry News material has either been submitted by the subject company or pulled directly from their corporate website, which is assumed to be cleared for release. Comments and submissions are welcome, and can be submitted to [email protected].
For address changes, please contact Lindey Scott: [email protected]
TIm GARmONPresident
lARRY dAuGHETYVice President
dENNIs dAuGHETYVice President
www.highlandspublications.com 312 Lorna Square | Birmingham, Alabama 35216
T: 866.251.1777 | F: 205.824.9796
@modPumpmag
RussEll HAddOCk COO/Publisher [email protected]
JEFF FlETCHER Associate Publisher [email protected]
RANdY ARmIsTEAd Associate Publisher [email protected]
J. CAmPbEll Editor [email protected]
dONNA CAmPbEll Editorial Director [email protected]
sCOTT GORdON Art Director [email protected]
lIsA AVERY Assistant Art Director [email protected]
CHRIs GARmON General Manager [email protected]
lINdEY sCOTT Circulation Manager [email protected]
JAmIE WIllETT Circulation Consultant [email protected]
INGRId bERkY Administrative Assistant
NANCY mAlONE National Sales Manager
RANdY mOON Account Executive
kRIsTI NEIl Account Executive
Terry BellDrives and Motion Solution Engineer
Baldor Electric Company
Heinz P. Bloch, P.E.Consulting Engineer,
Process Machinery Consulting
Robert G. Havrin Director of Technology, Centrisys Corporation
Michael ManciniConsultant and Trainer,
Mancini Consulting Services
John M. Roach Engineering Manager
for New Product Development,Trebor International, Inc.:
A Unit of IDEX
Lisa RoeBusiness Development Manager,
Wastewater PumpsXylem Inc.: Flygt
Greg TowsleyDirector of Regulatory and Technical Affairs, Grundfos
Trey Walters, P.E.President, Applied Flow Technology
editoRiAl AdviSoRy BoARd

4 | MARCH 2014 www.modernpumpingtoday.com
INDUSTRy newsTOSHIBA INTERNATIONAL CORPORATION REALIGNS MOTORS & DRIVES DIVISIONToshiba International Corporation (TIC), Toshiba Corporation’s fastest growing business in North America, announces the newly-formed Motors & Drives Division has aligned its business structure to better serve the market’s need for a single-source motor and drive solution.
The reorganization allows TIC to better provide single-source product solutions that can be customized to meet the needs of countless industrial applications. The new structure combines TIC’s extensive knowledge and experience in both motors and adjustable speed drives (ASDs) into one division for their full range of in-house services, including R&D, manufacturing, sales, field services, and training. The integration of services allows TIC the ability to test its motors and ASDs together as a complete system, ensuring the highest level of quality, performance, and reliability in TIC’s products and services.
Although leveraging existing synergies to effectively improve on customer service, time-to-market, and system-focused solutions, TIC is continually committed to its individual motor and ASD customer base.
MEET JET EDGE UHP WATERJET CUTTINGTECHNOLOGy ExPERTS AT METALWORkING MANUfACTURING & PRODUCTION ExPOMeet face-to-face with waterjet technology and metal fabrication experts from Jet Edge and Elliott-Matsuura Canada during the Metalworking Manufacturing & Production Expo, May 6 at the Hard Rock Casino Vancouver Theatre in Coquitlam, B.C.
During this informative table-top forum, attendees will have the opportunity to discuss their water jet cutting applications with experts from Jet Edge and its Canadian distributor Elliott-Matsuura Canada Inc. Admission is free.
Jet Edge manufactures complete systems for precision water jet cutting, mobile waterjet cutting, and UHP cleaning and surface preparation operations. It offers the widest range of waterjet pumps in the industry, including hydraulic intensifier pumps and direct drive pumps. Models are available in 36,000 psi, 60,000 psi and 90,000 psi pressures; electric and diesel, 30-280hp.
For more information about the Metalworking Manufacturing & Production Expo, visit www.mmpshow.com.
CLUTE, TExAS, BEGINS CITyWIDE ENERGy EffICIENCy PROJECT WITH SCHNEIDER ELECTRICSchneider Electric, a global specialist in energy management, announced today the signing of a $5.7 million energy savings performance contract (ESPC) with the city of Clute, Texas. The ESPC was designed to prepare the city’s infrastructure for anticipated population growth, making it more cost effective and energy efficient. The implementation of a variety of retrofits to aging infrastructure are being financed through the ESPC, include lighting and water metering, as well as the installation of a new wastewater treatment plant. The project is expected to save the city of Clute more than $300,000 in annual operational and energy costs, while also ensuring the city’s infrastructure can meet increasing demands from a larger population.
Schneider Electric is working with the city to completely rebuild its wastewater treatment plant, including replacing the


6 | MARCH 2014 www.modernpumpingtoday.com
INDUSTRy newscity’s water meter population and installing a new advanced metering infrastructure (AMI) system. Clute’s existing metering system is comprised of several differing and manually operated manufacturers, resulting in numerous inefficiencies amounting to more than $250,000 per year in lost water revenue. The new AMI system is significantly more accurate and will allow the city to maximize its water revenue. The AMI system will also save time, reducing the need for meters to be manually read, and allow staff more time to perform regular and preventative maintenance and handle emergencies more efficiently.
In addition to the meter replacement, the new wastewater treatment plant is projected to save the city 57 percent annually in energy costs. These savings can be attributed to the facility’s aeration system with blowers and piping that operate at the optimized air output to match the constantly changing demand at the plant instead of constantly running at full capacity. When operating at maximum efficiency, the plant will meet the Texas Commission on Environmental Quality (TCEQ) permit limits.
“Wastewater projects are a significant undertaking and can be essential to a city’s financial and environmental success,” says Tammy Fulop, vice president of sales, Energy & Sustainability Services at Schneider Electric. “In the project with Clute, we are able to customize a wastewater and metering solution that will have a positive impact on the entire city’s infrastructure, functionality and sustainability.”
The city of Clute additionally requires significant interior and exterior lighting retrofits across all of its facilities, as well as upgrades to the city’s traffic signal lighting. These lighting upgrades alone will save the city more than 72 percent in annual energy costs. In total, the ESPC will save the city more
than $300,000 annually and have a tremendous environmental impact, saving more than two million kWh, which is the equivalent of taking 229 cars off the road or planting 33,800 trees.
“The city of Clute is extremely excited to partner with Schneider Electric on three energy savings projects for our city. Throughout the process of working with Schneider Electric, including the audit and design processes, they have been professional, knowledgeable and extremely customer focused,” says Gary Beverly, Clute City Manager. “Their team of engineers, financial and customer representatives have provided us with first rate information to make the proper decisions for our citizens. We would highly recommend their services.”In the past twenty years, Schneider Electric has successfully implemented nearly 500 ESPCs across the nation and helped clients around the world save more than $1 billion. ESPCs help publicly-funded entities make capital improvements over longer payback periods. ESPCs offer many long-term benefits such as improved facility efficiency, occupant comfort, financial management and environmental protection. Typically, new, more efficient equipment and upgraded facility automation systems maximize energy efficiency and generate utility savings.
MURPHy, ECONTROLS MERGE, TARGETING RANGE Of ENGINE AND EQUIPMENT MARkETSThe merger of FW Murphy’s controls and instrumentation and EControls engine controls, to create Enovation Controls, will allow the company to provide integrated controls and instrumentation systems for a variety of markets. Both EControls and Murphy brand names have been retained.

8 | MARCH 2014 www.modernpumpingtoday.com
INDUSTRy newsThe company formed by the 2009 merger of FW Murphy,
Tulsa, Oklahoma, U.S.A., and EControls, San Antonio, Texas, U.S.A., recently took another step in its development by changing its name to Enovation Controls to reflect the now fully integrated company.
Enovation Controls is positioning itself as a global provider of engine and engine-driven equipment management and control products and services. The company serves markets that include natural gas compression and liquids, natural gas commercial vehicles, off-highway, material-handling, recreational and commercial marine, power generation and agriculture. The privately held company employs 1000 people worldwide and was on track to exceed $250 million in revenue in 2013. Board member Patrick W. Cavanagh was recently named president and CEO.
“Enovation Controls combines Murphy’s line of controls and instrumentation with EControls’ engine control expertise to go beyond components to a fully integrated engine control and instrumentation provider,” says Frank Murphy III, Enovation Controls executive chairman of the board. Murphy adds that Enovation Controls would continue to promote and utilize the Murphy and EControls brands while strengthening the company’s positioning in the marketplace.
“Although we officially merged four years ago, we wanted to be very careful and deliberate with our integration process in order to make sure we truly preserved the strengths both companies brought to the table,” Murphy says. “The Enovation Controls name now represents our fully integrated company as a single focused team. By capitalizing on our synergies, Enovation Controls delivers the same products and services
our customers have always known, along with the more fully integrated solutions our markets demand.”
In order to facilitate the company’s approach to engine control, protection and monitoring, Enovation Controls is realigning its technical resources into Solution Groups to work more closely with the company’s Natural Gas Production Controls, Displays and Power Controls, and Engine Controls and Fuel Systems business segments.
“The goal in creating integrated teams of the company’s product design and development engineers is for Enovation Controls to develop and deliver solutions to customers faster than its competitors,” says Kennon Guglielmo, chief technology officer. “The Solution Groups are focused on the development of more integrated and tailored solutions for customers, to deliver improvements in engine management, fuel efficiency, reliability, drivability and emissions.”
A recent example of Enovation Controls’ approach to engine control is its Engine Integrated Control System (EICS), to meet the need for emissions compliance and performance optimization for natural gas compressors. EICS is a full-authority engine control system that incorporates ignition, air/fuel ratio, and speed control along with diagnostics, sensors, and catalyst into one package designed for specific engine models.
The system includes the company’s engine control modules, PowerView displays and related proprietary software that displays critical engine information. It is pre-calibrated to meet emission and performance requirements for the application and typically requires no field calibration or adjustment, the company said. ■


Founded in 1969, the Offshore Technology Conference is the world’s foremost event
for the development of offshore resources in the fields of drilling, exploration, production, and environmental protection. OTC is held annually at Reliant Park in Houston and has inspired regional conferences such as OTC Brasil and OTC Asia. OTC is sponsored by thirteen industry organizations and societies, who work cooperatively to develop the technical program. For quality, value, and convenience, OTC provides attendees with access to leading-edge technical information, the industry’s largest equipment exhibition, and valuable new professional contacts.
THE WORLD’S ENERGy CAPITALHouston has distinguished itself as a hub in the global energy market, both for the area’s abundance
of resources and its business community’s commitment to innovation. Long-time OTC attendees have learned to combine their conference participation—which already include more than 90,000 professionals from over 120 countries—with client meetings, business proposals, and company training.
WORLD-CLASS TECHNICAL PROGRAMThe OTC 2014 technical program covers a wide range of topics related to the offshore energy industry. OTC offers key insights by global experts on technological advances, safety and environmentally focused solutions, and economic and regulatory impacts. Highlights of the 2014 program include
• Project Updates: OTC showcases project updates from around the world, such as the Shell Mars B Project,
which at the peak will add 100,000 boe a day to the field.
• Unconventionals’ Impact Offshore: OTC features discussion on what impact the unconventional play revolution has on the offshore deepwater industry.
• Ensuring Talent Resources / Training New Professionals:Subsea engineering talent is in high demand. Global
10 | MARCH 2014 www.modernpumpingtoday.com
TRADE SHOW prof ile
OTC2014Discover why OTC is the best event to gaintechnical knowledge and make valuable contacts
MARCH 2014 | 11 www.modernpumpingtoday.com
Subsea University Alliance, a group dedicated to establishing standards for subsea engineering education, seeks to establish a global subsea curriculum in coordination with companies that operate in the sector.
• New Topics: OTC remains at the forefront of technology. OTC 2014 presents new applications and solutions for underwater monitoring networks and sensing, and process safety in offshore operations.
• Economic future: OTC offers discussion on oil economics, gas monetization, and CAPEX outlook, which provide views of the industry’s road ahead. Experts from Douglas-Westwood, Marathon, and Total will be on-hand to discuss energy forecasts.
PROGRAM fOR yOUNG PROfESSIONALSProfessional growth is accelerated during the first decade of a career. Professionals build networks, learn new habits, and apply skills that they will rely on for the rest of their lives. During this time they make the transition from university student to industry professional.
During the 2014 The Next Wave Program, sponsored by BP, OTC will bring together seasoned industry leaders and young professionals to learn how to make the most of the first decade of their careers. The program will address topics central to everyone’s career planning
from employer expectations to effective networking. For the first time, the panel session has been remodeled into an Empire session where the discussion will climb a pyramid as session leaders take participants through three journeys: Your Beginning: The First Five Years; Your Recognition: Five to Ten Years; and Your Acceleration: Ten Years and Beyond.
Following the Empire session, breakouts encourage interactive sharing, allowing an opportunity to discuss and explore career development options and common themes with thought leaders and peers on a variety of focused topics.
ANNUAL OTC DINNERThe Annual OTC Dinner recognizes the OTC Distinguished Achievement Award recipients, raises funds for Medical Bridges (who provide quality medical equipment and supplies throughout the developing world), and provides an excellent opportunity for industry leaders to network with colleagues. Each year, the OTC Awards Committee considers major technological, humanitarian, environmental, and leadership contributions to the industry. Awards are offered for distinguished achievements for individuals and for organizations, as well as the OTC Heritage Award.
This year’s recipients include Carl Arne Carlsen, senior vice president and member of the Governing Board at DNV, for his significant advancements in the safety and reliability of mobile offshore structures, and the practical applications of risk management; BP’s
LoSal® EOR (Reduced Salinity Enhanced Oil Recovery) technology into the Clair Ridge development, located west of Shetland, United Kingdom; and—recipient of the OTC Heritage Award—Susan Cunningham in recognition of her exemplary leadership and outstanding technical contributions in the Gulf of Mexico, West Africa, and the Eastern Mediterranean regions.
ENERGy EDUCATION INSTITUTEOTC will invite 100 Houston-area classroom teachers (grades 4-12) to attend a free, one-day energy education workshop. Educators will receive comprehensive, objective information about the scientific concepts of energy and its importance while discovering the world of oil and natural gas exploration and production. Teachers will also participate in hands-on energy lessons provided by the US National Energy Education Development (NEED) Project.
Also, OTC is educating the next generation of aspiring engineers, scientists and managers about the oil and gas industry. Approximately 200 high school students will see firsthand the exciting opportunities the oil and gas industry can offer. The program will include a scavenger hunt of the technology exhibits and hands-on energy lessons provided by the US National Energy Education Development (NEED) Project. Students will also have the opportunity to meet industry professionals and ask questions about possible careers in the oil and gas industry. ■
12 | MARCH 2014 www.modernpumpingtoday.com
CASE Studies
As a high-volume manufacturer of adhesives and sealants, SABA Dinxperlo B.V. has, it
goes without saying, encountered some “sticky” situations over the years. Founded in 1933 in the Dutch
municipality of Wateringen, with relocation across the country to the German border town of Dinxperlo in 1935, where its operations remain today, SABA has grown into a leading independent producer of high-quality
adhesives and sealants for industrial and building applications.
Over its eighty years of operation, SABA has been at the forefront of the industry while building a reputation as an innovator. For example, the
Bernd Reitemeyer is the regional manager – Western Europe for Wilden® and Pump Solutions Group (PSG®). He can be reached at [email protected]. For more information on Wilden AODD pumps, visit www.wildenpump.com. Wilden is a member of Dover Corporation’s Pump Solutions Group (PSG®), which is comprised of several leading pump brands, including Abaque®, Almatec®, Blackmer®, Ebsray, Finder, Griswold™, Maag, Mouvex®, Neptune™, Quattroflow™ , and Wilden®. You can find more information on PSG at www.psgdover.com.
About the Author
By Bernd Reitemeyer, Wilden® and Pump Solutions group (PSg®)
Wilden® AODD Pumps are the right choice for SABA Dinxperlo B.V.’s adhesive- and sealant-manufacturing operations
The Glueof the
Operation
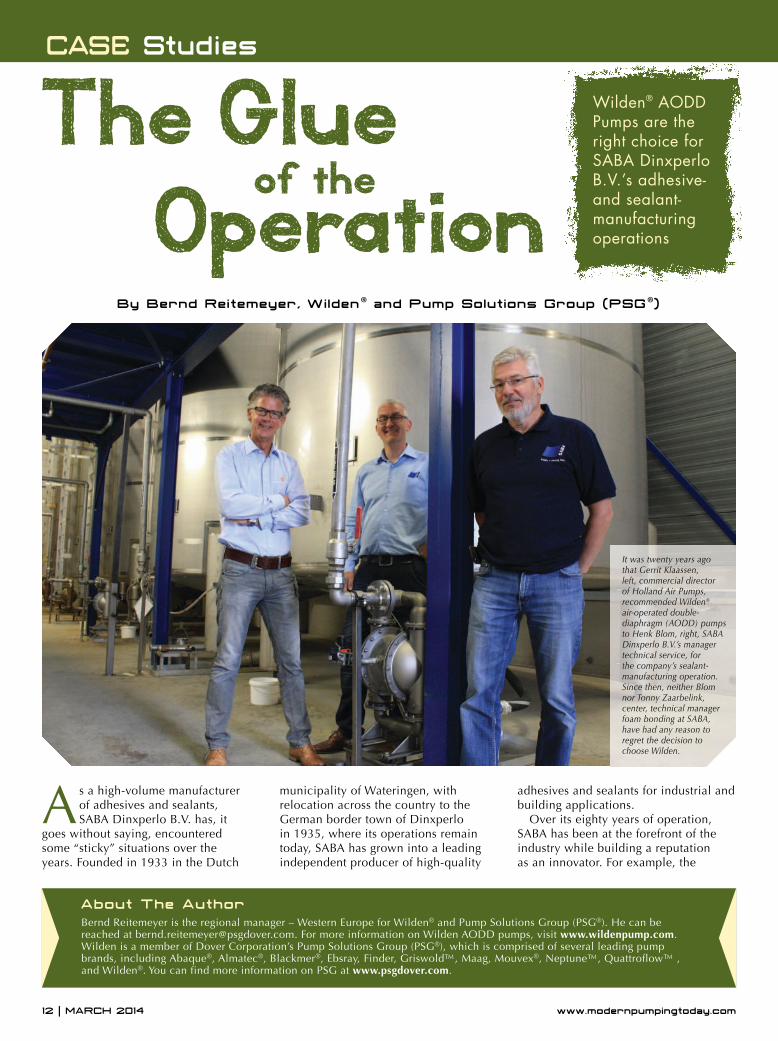
It was twenty years ago that Gerrit Klaassen, left, commercial director of Holland Air Pumps, recommended Wilden® air-operated double-diaphragm (AODD) pumps to Henk Blom, right, SABA Dinxperlo B.V.’s manager technical service, for the company’s sealant-manufacturing operation. Since then, neither Blom nor Tonny Zaarbelink, center, technical manager foam bonding at SABA, have had any reason to regret the decision to choose Wilden.

MARCH 2014 | 13 www.modernpumpingtoday.com
company was the first in the world to manufacture a water-based adhesive that stuck immediately. This was quite the revelation for the foam-processing
industry and, thanks to that innovation, SABA remains a global leader in manufacturing and supplying a wide range of adhesives for the foam-
converting, mattress, and furniture industries.
SABA’s Business Unit Industry-Adhesives is tasked with producing and supplying adhesive systems that are used around the world in the foam-processing and PVC markets. In the end, though, SABA has used its eight decades of experience to confidently identify the challenges inherent in the adhesive- and sealant-manufacturing business and taken great pride in developing the best and safest process systems.
“SABA is proud to say that we are the top supplier of adhesive systems to the bedding and furniture market, and we are very focused on safety and quality for the industry,” says Tonny Zaarbelink, technical manager foam bonding for SABA. “We produce our adhesives in the most safe way possible and transfer that safety to our customers.”
PRIORITIZING SAfETySafety in the production process has had to be a main consideration for SABA because the raw materials that are used to make adhesives and sealants need to be handled carefully.
SABA Dinxperlo B.V. has grown into one of the world’s largest independent producers of adhesives and sealants by identifying the challenges in product manufacture and handling, and choosing the technology that makes the process as safe as possible. Wilden® AODD pumps help optimize the process, from raw-material transfer to the packaging of finished end-products.
CHECKMATE.Our spring loaded check valves are assembled to your exact needs, ensuring absolute precision and reliability. They work like they should. That’s what makes Check-All the only choice. Plus, most lead times are less than one week. Count on the king.
Manufactured in West Des Moines, Iowa, USA • 515-224-2301 • www.checkall.comGet me a Check-All.
When it comes to check valves, Check-All is king.
S I N C E 1 9 5 8
Check-All_CheckMateAd_921.indd 1 9/21/12 9:13 AM

14 | MARCH 2014 www.modernpumpingtoday.com
CASE StudiesThe typical adhesive-production
chain at SABA’s manufacturing facility sees the raw materials delivered by truck and then transferred into holding tanks. From there, a computerized system dictates how much of the raw material will be needed to make a specific adhesive. For example, if four tons of adhesive need to be produced,
the computer lets the system know how much of each raw material must be transferred into the mixing and blending tanks. After the new adhesive is created, it can be held in a storage tank or transferred into individual containers, 55-gallon (210-liter) barrels or 330-gallon (1250-liter) IBCs before being shipped to the end-user.
fINDING THE RIGHT PUMPIn terms of operation, the pumps that are used to transfer both raw materials and finished products cannot leak, as this not only results in lost revenue from product waste and increased maintenance and cleanup expenses, but is also a safety hazard for plant personnel. The pumps must also offer low-shear operation as the adhesives and sealants can be damaged during their production if subjected to excessive agitation.
After experimenting with many different types of pumps through the years, including centrifugal and gear styles, and trying out numerous brands of air-operated double-diaphragm (AODD) pumps, twenty years ago SABA identified the solution in AODD pumps from Wilden® Pump and Engineering.
Manufacturing adhesives and sealants requires working among hazardous raw materials. Wilden® pumps offer the operational advantages necessary to handle these substances in the safest way possible for the environment and SABA’s manufacturing personnel.
Since 1955, Wilden, which in 2008 became a founding member of the Dover Corporation’s Pump Solutions Group (PSG®) has been a premium manufacturer and supplier of AODD pumps for a wide range of industries, including those that require no-leak, low-shear product handling and the capability to be reliably used in potentially explosive manufacturing atmospheres.
Recommending the Wilden pumps to SABA was Gerrit Klaassen, commercial director of Holland Air Pumps, Oirschot, The Netherlands, a dedicated supplier of Wilden pumps in The Netherlands.
“SABA needed a pump that performed well in pumping sticky materials and they were having leakage issues with gear pumps,” explains Klaassen. “We solved those problems by suggesting they use Wilden pneumatic pumps twenty years ago.”
THE PERfECT CHOICE“We made a good choice with these Wilden pumps, they are still going very strong,” says Henk Blom, manager technical service for SABA, who was
actually the person who made the final decision to stake SABA’s lot with Wilden pumps two decades ago. “It is important for water-based adhesives that these pumps have less shear than a centrifugal or a gear pump, so it’s very good for us to use Wilden pumps with these kinds of materials.”
MARCH 2014 | 15 www.modernpumpingtoday.com
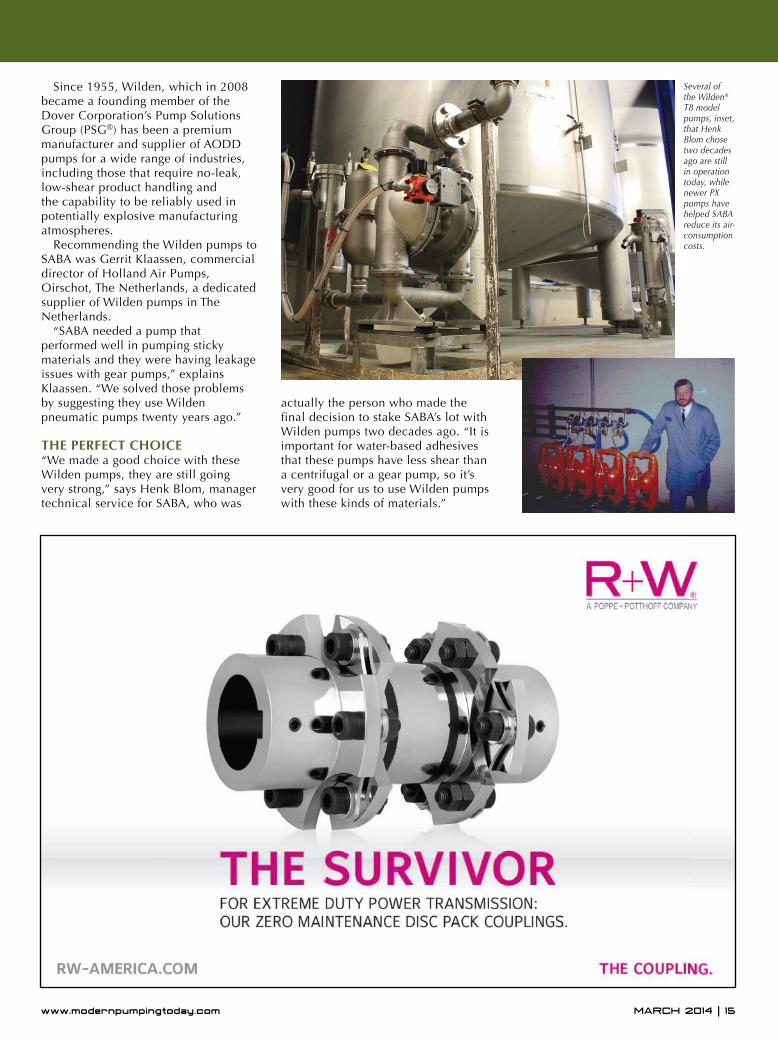
Several of the Wilden® T8 model pumps, inset, that Henk Blom chose two decades ago are still in operation today, while newer PX pumps have helped SABA reduce its air-consumption costs.

16 | MARCH 2014 www.modernpumpingtoday.com
CASE StudiesThe unique
characteristics and requirements of the raw materials that SABA uses and the finalized products it produces also means that stainless-steel pumps with PTFE (Teflon®) diaphragms, elastomers and check balls are required. Wilden delivers that to SABA with its Original™ Series PX4 and PX8 (1.5 and 2 inches; 38 and 51 millimeters) clamped AODD pumps and Advanced™ Series PX400 and PX800 bolted AODD pumps.
For all of its operational advantages, AODD pump technology has always had to fight the battle of optimizing air usage. Wilden has made many breakthroughs in this area over the
years, including the development of its innovative Pro-Flo X™ Air Distribution System (ADS), which allows the pump user to dial in the most efficient flow rate for the pumping application.
IT NEVER STOPS“We don’t have any problems with the ADS, it never stops,” Blom says. “We’ve turned to Pro-Flo products from Wilden to maximize our efficiency and air consumption.”
In total, SABA has upwards of thirty Wilden AODD pumps in operation, including several T8 (2 inches; 51 millimeters) models that have been operating faithfully for more than twenty years.
“Over the years, we’ve had a lot of
THE PERFECT PARTNERWhile air-operated double-diaphragm (AODD) pumps from Wilden® make up the bulk of the pumps that SABA Dinxperlo B.V. uses in its adhesive-manufacturing systems, the company has found additional success with the products from another member of the Dover Corporation’s Pump Solutions Group (PSG®). Almatec®, of Kamp-Lintfort, Germany, is a premium manufacturer of AODD pumps that have a solid-body design, are dry-run and self-priming capable, offer gentle product displacement, can handle solids and feature the patented PERSWING P® air control system.
Specifically, SABA utilizes several CHEMICOR Series pumps in its production processes, which have been supplied by Holland Air Pumps, an exclusive distributor of Wilden and Almatec pumping technologies in The Netherlands. CHEMICOR pumps offer a compact, solid design that feature product chambers with soft contours that result in smooth flow channels and no dead spaces in chemical-processing applications.
“We have incorporated some Almatec CHEMICOR Series pumps where appropriate into our operations and they are ideal because they produce less noise and are so easy to use,” says Tonny Zaarbelink, technical manager foam bonding for SABA. “Their solid construction also makes them perfect for use in handling the specific raw materials that are required in adhesive manufacturing.”

MARCH 2014 | 17 www.modernpumpingtoday.com
different brands of air-driven pumps in the factory and we were always looking for a pump that we could use everywhere and had the special features that we needed,” says Blom. “With other brands, it was hard to get Teflon membranes and we are able to do that with Wilden, and the price of the pumps is good considering the quality we get. With Holland Air Pumps, we also have a partner that can deliver all the spare parts we need, and if we need a new pump, in a few days we have a new pump because they have all of the parts in store.”
Rarely, if ever, are any spare parts needed because the Wilden pumps are truly leak-free, which means that not only are costly cleanups avoided, but so are the ancillary manpower costs that go with them.
“With other types of pumps we had to clean them every week, which took 1.5 to 2 man-hours and with the Wilden pumps we are cleaning them every three months or so, which is a huge savings in man-hours per week,” says Zaarbelink. “We also found
that most of the competitive pumps after a certain time will have an internal leakage that means the raw material will get into the pump’s air engine. We find that with Wilden the diaphragms really stand up to aggressive materials for a really long time.”
CONCLUSIONSABA has recognized the potential pitfalls in manufacturing adhesives and sealants, and has worked for eighty years to remain innovative and create products that satisfy the needs of many industries, including bedding and furniture. Side-by-side with SABA for the past twenty years, Wilden’s stainless-steel AODD pumps have provided the reliability and operational excellence that SABA demands.
“Twenty years ago we switched to Wilden pumps and we have stayed with them ever since,” says Zaarbelink. “After twenty years we have found that they are very reliable. The ongoing maintenance costs are very low, so we are very happy with the Wilden pumps.” ■
CHEMICOR Series AODD Pumps from Almatec® also play a prominent role in helping SABA Dinxperlo B.V. optimize its adhesive-manufacturing operations.
18 | MARCH 2014 www.modernpumpingtoday.com
CASE Studies
In competitive markets where overhead costs are high and profit margins are slim, the most efficient manufacturer will become the most
successful one. That’s why manufacturers who rely on industrial pump systems seek new ways to avoid costly repairs, maintenance, and downtime whenever possible. Public enemy number one for a would-be efficient pump system is clogging.
Clogs not only stop the flow of material from one part of the system to another, but also increase stress and wear throughout the system—affecting components such as impellers, motors, and seals. The domino effect from clogging is real and can quickly escalate into serious problems requiring a system-wide shutdown. The MPTK-I
Soren Rasmussen is the director of Landia, Inc. For more information Landia’s range of applications, call 919.466.0603, email [email protected], or visit www.landia.com.
About the Author
By Soren Rasmussen, landia, inc.
PaPer Chase Won by No Downtime
Landia chopper pump shows its gentle side

MARCH 2014 | 19 www.modernpumpingtoday.com
from Landia is especially suited for the pumping of sludge, pulp, and wastewater with coarse solid parts. Numerous application possibilities exist at, for example, wastewater treatment plants, the fish industry, or—as in this following example—a high-volume paper mill.
IMPROVING PRODUCTIVITyThe triple-cutting action of Landia’s renowned chopper pump has helped improve productivity at one of the United Kingdom’s leading manufacturers of toilet tissues, kitchen rolls, and facial tissues. Since installing Landia’s MPTK-I 150 37 kilowatt 1500 rpm Chopper Pump, the manufacturer has increased its production by 10 percent per hour.
Situated in a tank directly under a paper mill roller working at approximately 5900 feet (1800 meters) per minute, the MPTK-I pump continuously recirculates water, as a spokesperson for the manufacturer explains, the Landia equipment really comes into its own when any significant amount of paper enters the tank.
CUTTING DOWN ON DOWNTIME“Before the Landia chopper pump,” he says, “we had massive downtime, around five hours per week –even though we had a so-called chopper pump from another manufacturer. But Landia’s chopper pump is clearly the real thing. It works like a type of pulper and has ensured that we now have virtually no downtime.”
He adds, “This in turn has enabled us to improve our productivity by being able to run our machines faster, with the peace of mind that the pump can handle any sudden large volumes of paper.”
STRAIGHT fROM THE SOURCELandia invented and patented the world’s first chopper pumps back in 1950, originally for agricultural applications where it successfully processed and macerated the hard pebbles, long straw, and other dry matter found in thick slurry, without blocking up or breaking down. Since then, Landia’s chopper pumps have been installed worldwide in numerous industries, including pulp and paper, wastewater treatment, food processing, and biogas production (anaerobic digestion). ■
The all new...
• Achieves up to a 60% savings in air consumption over competitive AODD pump technologies
• Easily reduce your carbon footprint (higher productivity withreduced energy)
• Easy to maintain (fewest ADS partsof any AODD pump competitor)
22069 Van Buren StreetGrand Terrace, CA 92313-5607 USA
T: +1 (909) 422-1730 • F: +1 (909) 783-3440www.wildenpump.com
See the proof atprofl oshift.com/proof
The world’s most energy e� cient pump in its class. Period.
See Us At IFAT 2014: Booth #A6.214
14-WILD-0811 - Modern Pumping Today Ad.indd 1 3/14/14 7:15 PM
LANDIA MPTK-I CHOPPER PUMP (MEDIUM PRESSURE)• 14 motor sizes from 0.55 to
30 kilowatts• Capacity up to
approximately 125,000 gallons (475 cubic meters) per hour
• Horizontal or vertical installation
• Supplied without knife system
• Can be used as booster for long distance pumping
LANDIA MPTK-I CHOPPER PUMP (HIGH PRESSURE)• 10 motor sizes from 2.2 to
30 kilowatts• Capacity up to
approximately 58,000 gallons (220 cubic meters) per hour
• Horizontal or vertical installation
20 | MARCH 2014 www.modernpumpingtoday.com
WATER & WASTEWATER solutions
Fats, oils, and grease (FOG) can accumulate in collection systems and lift stations and
cause unwanted maintenance issues and costs. FOG buildup causes odors, blockages (which require frequent manual pump outs and hydrojetting), backups, and increased corrosion.
Microbial products are an environmentally safe way to liquefy, biodegrade and minimize the buildup of FOG in plumbing and collection systems while improving downstream conditions. When used regularly, these products can save maintenance dollars by:• Reducing chemical additives
for FOG and odor control,• Reducing odor complaints,• Reducing hydrojetting, and• Reducing labor costs.
THE PROCESSMicrobes biodegrade FOG by breaking down grease globules and accumulated deposits into molecules small enough to be transported into the bacterial cell to be broken into
progressively smaller molecules, and eventually into carbon dioxide and water.
Each time the grease is broken down into smaller molecules, the bacterium gains energy. This energy is used to produce more enzymes and more cell growth. Microorganisms attached to grease deposits continue to grow and reproduce. Some new cells are released into the liquid stream while others further colonize the biofilm (a thin film of bacteria which adheres to a surface).
A consortium of bacteria, rather than a single strain, is most effective in breaking down FOG. A synergistic blend of selectively adapted microorganisms added to the indigenous population in the collection system increases the
speed and scope of degradation. A high quality microbial product will contain a wide variety of microbes to metabolize a wide variety of fats, oils, and greases. Product performance is related to microbial counts and to ensuring that the product contains the correct microbial strains.
Jay Hill is a sales associate for Bioscience, Inc., a manufacturer of microbial products and analytical instruments for wastewater treatment and bioremediation. For more information, visit www.bioscienceinc.com, email [email protected], or call 484.245.5232.
About the Author
By Jay Hill, Bioscience, inc.
Bioaugmentation Saves Money and Time
MICROCAT® - DNTRFDrain and Trap Bioformula for Institutional, Municipal, and Domestic Plumbing and Sewer Maintenance
MICROCAT® - DNTRF is a synergistic blend of preselected, adapted microorganisms for keeping plumbing and collection systems free of FOG blockages. This product is environmentally friendly and is formulated to biodegrade and minimize the buildup of FOG in collection systems without causing downstream problems. MICROCAT® - DNTRF can be used with Bioscience, Inc.’s Dry Product Feeder for easy application.
Reducing FOG and odors in collection systems and lift stations
MARCH 2014 | 21 www.modernpumpingtoday.com
CASE STUDy: fOG BUILD-UP AND ODORA major northwest U.S. city was experiencing excessive buildup of FOG and odor complaints in their lift stations, which required frequent pump outs and operational problems with their floats and pumps. Previous attempts to solve the problems with other products had failed. The expenses to operate this lift station were growing exponentially due to the additon of several new fast food chains on this section of sewer line.
The city was paying for regular weekend vacuum pump out truck maintenance averaging two to three times per month from spring through fall. In addition, frequent maintenance of pumps and floats were required due to FOG buildup and resultant corrosion.
Bioscience, Inc. calculated a product application rate based on the flow rate, FOG buildup and other conditions. MICROCAT® - DNTRF was applied to the sewer upstream of the lift station using a dry product feeder. The following cost savings were monitored over a six-month period and totalled approximately $17,000 (see box above).
In this case, MICROCAT® - DNTRF was successful in reducing maintenance issues and labor needs, negating public odor complaints, and greatly reducing operation and maintenance costs for this major northwest U.S. city. MICROCAT® products have been in use by this municipality for over twelve years.
MICROCAT® – BIOPOPSMICROCAT® – BioPOPS are ideal for installation in any drain, grease trap, lift station or sewer line experiencing odor problems and/or the buildup of FOG. They are in a semi solid, submersible form that slowly dissolves and releases environmentally safe, naturally occurring microbes that can reduce odor and improve FOG degradation. They are packed inside a durable, porous mesh netting. The microbes are specially selected for their ability to break down (not just dissolve) the organic
contaminants common in food preparation and manufacturing wastewaters and in domestic water discharges.
They are designed to be suspended in used water containing systems (drains, grease traps, lift stations, sewer lines, etc.) by a line or rope, for easy mooring and retrieval. No equipment or pumps are needed. They are available in several sizes to meet the needs of every application efficiently and cost-effectively.
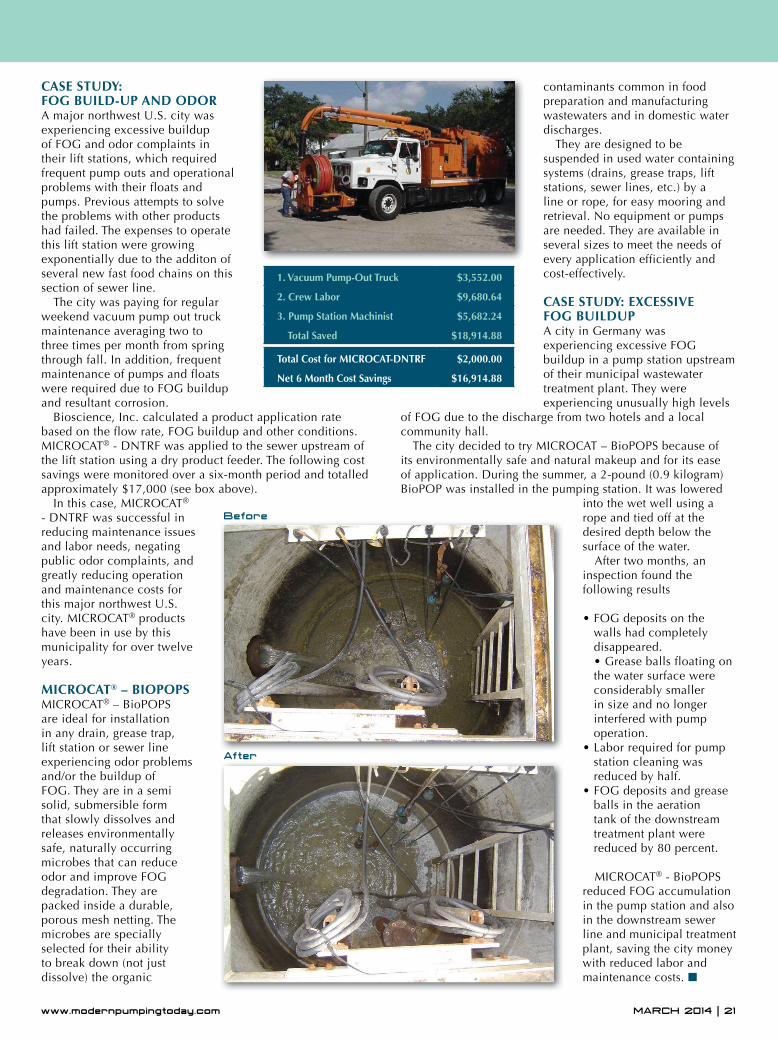
CASE STUDy: ExCESSIVE fOG BUILDUPA city in Germany was experiencing excessive FOG buildup in a pump station upstream of their municipal wastewater treatment plant. They were experiencing unusually high levels
of FOG due to the discharge from two hotels and a local community hall.
The city decided to try MICROCAT – BioPOPS because of its environmentally safe and natural makeup and for its ease of application. During the summer, a 2-pound (0.9 kilogram) BioPOP was installed in the pumping station. It was lowered
into the wet well using a rope and tied off at the desired depth below the surface of the water.
After two months, an inspection found the following results
• FOG deposits on thewalls had completely disappeared.•Greaseballsfloatingonthe water surface were considerably smaller in size and no longer interfered with pump operation.
•Laborrequiredforpumpstation cleaning was reduced by half.
•FOGdepositsandgreaseballs in the aeration tank of the downstream treatment plant were reduced by 80 percent.
MICROCAT® - BioPOPS reduced FOG accumulation in the pump station and also in the downstream sewer line and municipal treatment plant, saving the city money with reduced labor and maintenance costs. ■
1. Vacuum Pump-Out Truck $3,552.00
2. Crew Labor $9,680.64
3. Pump Station Machinist $5,682.24
Total Saved $18,914.88
Total Cost for MICROCAT-DNTRf $2,000.00
Net 6 Month Cost Savings $16,914.88
Before
After
22 | MARCH 2014 www.modernpumpingtoday.com
MAINTENANCE solutions
Process industries can make great savings by preventing equipment failure and production interruptions.
This was the experience of ISP Chemicals Inc. After installing Emotron M20 shaft power monitors, the annual maintenance and downtime costs for three of its pumps were reduced considerably - from $90,000 to zero. The return on investment was immediate.
A CLOSER LOOkLeading specialty chemicals producerInternational Specialty ProductsChemicals Inc. (ISP) serves thepharmaceutical, beverage and personalcare industries. Prior to their acquisition by Ashland Inc. in 2011, ISP was the single largest privately-owned specialty chemicals manufacturer in the United States. The ISP Calvert City facility in Kentucky, built in 1956, is the largest of the company's seven American manufacturing plants, with over 500 employees producing 325 different chemicals.
MONITORING TECHNOLOGIES fAILEDIn order to reduce productivity losses caused by process equipment failure, the plant has tried a number of monitoring technologies for its pumping systems. Temperature sensors were installed at the bearings and in the casing of the magnetic drive pumps. Flow switches were installed in an attempt to stop dry running or no flow conditions.
"Both devices proved unreliable in preventing premature failure due to the lack of response under low load conditions," according to reliability engineer Ken Myers.
Another technology sometimes used is current monitoring, but this often fails
H2flow is a leading supplier of solutions for the industrial and pool and spa markets. H2flow’s diversified solutions offer tangible benefits to customers in a wide variety of markets. The Industrial Products Division features a portfolio of unique solutions for starting, stopping, controlling, and protecting machines and processes. For more information, visit www.h2flow.net.
for More information
By H2f low
Process Industry Cuts Pump Maintenance to Zero

MARCH 2014 | 23 www.modernpumpingtoday.com
to detect underload conditions on AC induction motors. Motor current barely changes until the motor load reaches or exceeds 65 to 70 percent of its rated power, and even after this point it is non-linear. This makes it difficult to establish protection for the pump.
EMOTRON M20 ELIMINATED MAINTENANCEThe Emotron M20 shaft power monitors replace costly and service-demanding sensors. No extra cabling is required, nor do any holes need to be made in pipes. The result is reduced installation and maintenance costs, as well as increased reliability.
DRy-RUN PROTECTIONAfter consecutive years experiencing significant repair costs and process downtime, ISP's local pump supplier, BRI Inc., introduced ISP to the Emotron M20 shaft power monitor.
"Initially our main goal was to protect our magnetic drive pumps from dry run conditions that proved detrimental to the pump operation," says Ken Myers. "Prior to installing the Emotron M20 monitors, we had three particular pumps involved
in significant issues that averaged greater than $90,000 per year in maintenance and downtime costs. After the monitors were installed, the average costs for the next year dropped to zero".
The Emotron M20 monitor offers several unique features appreciated by the ISP maintenance team. A unique shaft power calculation technique immediately detects pump load changes due to dry running or other abnormal process conditions, across the whole motor load range. This offers highly reliable monitoring with direct correlation to the pump curve.
ECONOMIC SENSESince the Emotron M20 uses the drive motor as a sensor, there is no need for costly and service-demanding external sensors or extra cabling. The result is reduced installation and maintenance costs, as well as increased reliability. An auto-set feature allows four protection set points to be established in three seconds with the push of a single button. The ISP Calvert City maintenance personnel—instrument/electrical planner Paul Moss and reliability engineers Ken Myers and Ryan Brown—are pleased with the Emotron M20 solution.
IMMEDIATE RETURN ON INVESTMENTWhen assessing reliability solutions, ISP looks for investments with a short payback period.
"We saw an immediate return on investment with the Emotron M20 solution," states Ken Myers. "From our experience, we expect to see the investment pay for itself in just one week in most cases."
A PLAN fOR GROWTHThe plant actively continues to pursue new applications for the shaft power monitor on its process pumps. This is done with regard to monitoring reliability, range of capability, ease of installation, and user-friendly set-up.
"Some other equipment problems we encountered came to our attention, such as overload protection, underload situations, troubleshooting, efficiency verification, and failure mode identification," says Ken Myers. "This led us to install Emotron M20 units on other applications, such as positive displacement pumps, transfer elevators and conveyors, and product blenders". ■

24 | MARCH 2014 www.modernpumpingtoday.com
PUMP solutions
efficiency islands: What are they? How do they result in operating benefits?
paRt 3 of a 3-paRt seRies
ethe power of
In the previous installments of this series, we’ve taken a thorough look at how Efficiency Islands mark the
improvements in a centrifugal pump’s operating performance—both via the
component and system perspectives. In this concluding section, we will examine control curves and variable speed operation, as well as an operating cost comparison for the
three test cases introduced in the previous article. These comparisons offer a detailed look at the benefits Efficiency Islands bring to the bottom line.
Christopher S. Johnson is the global engineering manager for centrifugal pumps in Xylem Applied Water Systems in the commercial building and HVAC business unit, while also supporting the other business units with crossover products. He has held leadership roles in sales, application engineering, product management, global sourcing, global product development, and engineering.
About the Author
By Christopher S. Johnson, Xylem Applied Water Systems
MARCH 2014 | 25 www.modernpumpingtoday.com
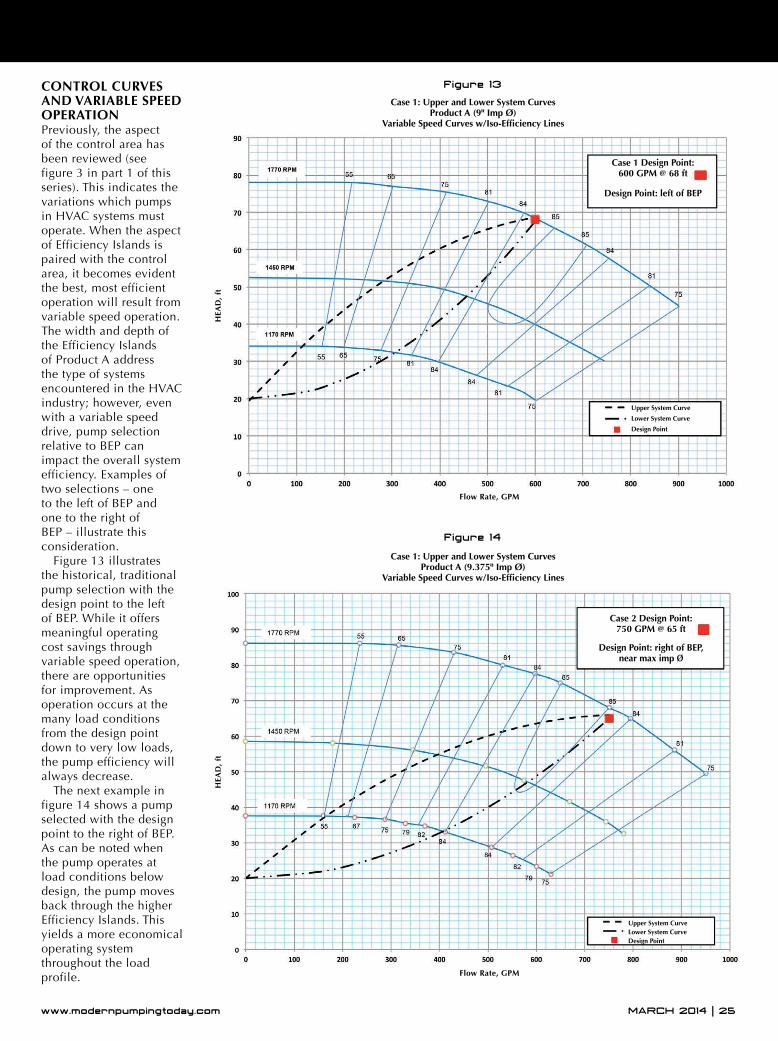
CONTROL CURVES AND VARIABLE SPEED OPERATIONPreviously, the aspect of the control area has been reviewed (see figure 3 in part 1 of this series). This indicates the variations which pumps in HVAC systems must operate. When the aspect of Efficiency Islands is paired with the control area, it becomes evident the best, most efficient operation will result from variable speed operation. The width and depth of the Efficiency Islands of Product A address the type of systems encountered in the HVAC industry; however, even with a variable speed drive, pump selection relative to BEP can impact the overall system efficiency. Examples of two selections – one to the left of BEP and one to the right of BEP – illustrate this consideration.
Figure 13 illustrates the historical, traditional pump selection with the design point to the left of BEP. While it offers meaningful operating cost savings through variable speed operation, there are opportunities for improvement. As operation occurs at the many load conditions from the design point down to very low loads, the pump efficiency will always decrease.
The next example in figure 14 shows a pump selected with the design point to the right of BEP. As can be noted when the pump operates at load conditions below design, the pump moves back through the higher Efficiency Islands. This yields a more economical operating system throughout the load profile.
figure 13Case 1: Upper and Lower System Curves
Product A (9" Imp Ø)VariableSpeedCurvesw/Iso-EfficiencyLines
HEA
D,
ft
flow Rate, GPM
Upper System Curve
Lower System Curve
Design Point
Case 1 Design Point:600 GPM @ 68 ft
Design Point: left of BEP
figure 14
Case 1: Upper and Lower System CurvesProduct A (9.375" Imp Ø)
VariableSpeedCurvesw/Iso-EfficiencyLines
HEA
D,
ft
flow Rate, GPM
Upper System CurveLower System CurveDesign Point
Case 2 Design Point:750 GPM @ 65 ft
Design Point: right of BEP,near max imp Ø
26 | MARCH 2014 www.modernpumpingtoday.com
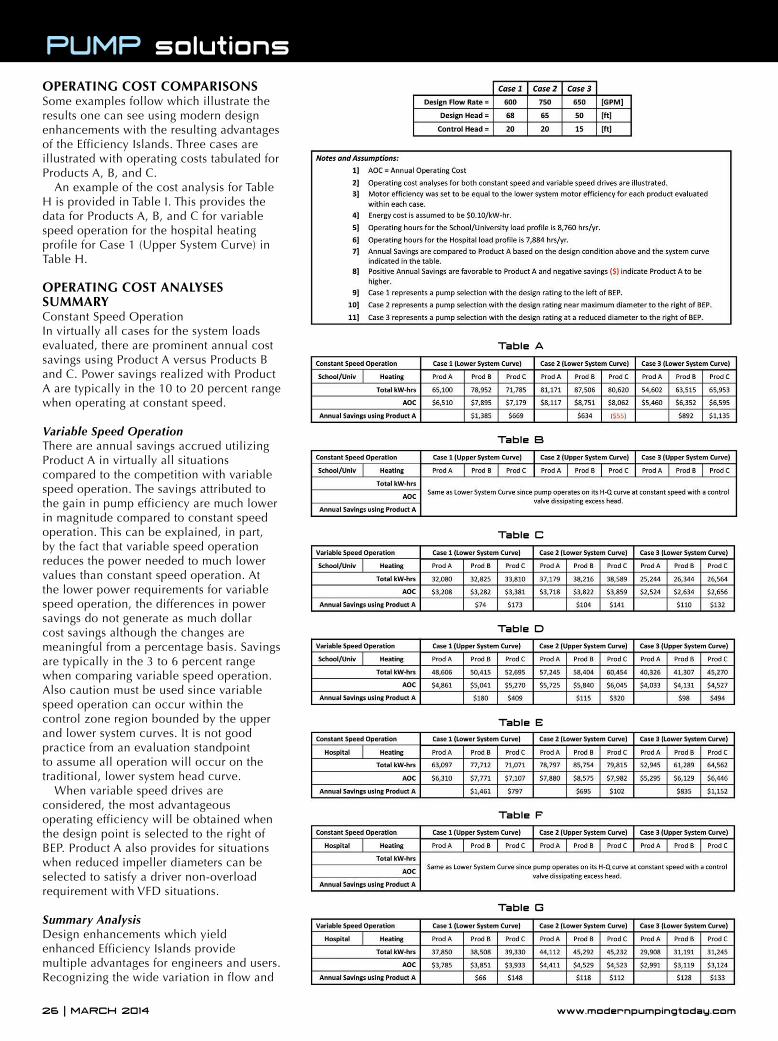
PUMP solutionsOPERATING COST COMPARISONSSome examples follow which illustrate the results one can see using modern design enhancements with the resulting advantages of the Efficiency Islands. Three cases are illustrated with operating costs tabulated for Products A, B, and C.
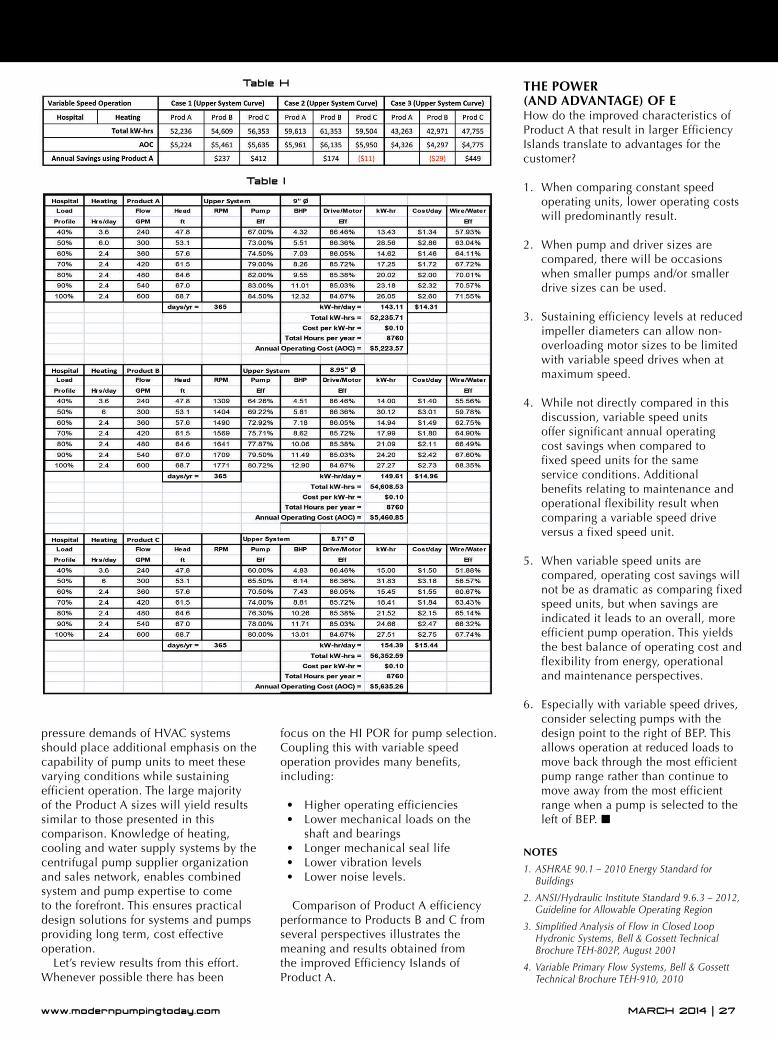
An example of the cost analysis for Table H is provided in Table I. This provides the data for Products A, B, and C for variable speed operation for the hospital heating profile for Case 1 (Upper System Curve) in Table H.
OPERATING COST ANALySES SUMMARyConstant Speed OperationIn virtually all cases for the system loads evaluated, there are prominent annual cost savings using Product A versus Products B and C. Power savings realized with Product A are typically in the 10 to 20 percent range when operating at constant speed.
Variable Speed OperationThere are annual savings accrued utilizing Product A in virtually all situations compared to the competition with variable speed operation. The savings attributed to the gain in pump efficiency are much lower in magnitude compared to constant speed operation. This can be explained, in part, by the fact that variable speed operation reduces the power needed to much lower values than constant speed operation. At the lower power requirements for variable speed operation, the differences in power savings do not generate as much dollar cost savings although the changes are meaningful from a percentage basis. Savings are typically in the 3 to 6 percent range when comparing variable speed operation. Also caution must be used since variable speed operation can occur within the control zone region bounded by the upper and lower system curves. It is not good practice from an evaluation standpoint to assume all operation will occur on the traditional, lower system head curve.
When variable speed drives are considered, the most advantageous operating efficiency will be obtained when the design point is selected to the right of BEP. Product A also provides for situations when reduced impeller diameters can be selected to satisfy a driver non-overload requirement with VFD situations.
Summary AnalysisDesign enhancements which yield enhanced Efficiency Islands provide multiple advantages for engineers and users. Recognizing the wide variation in flow and
table A
table B
table C
table d
table e
table f
table g
MARCH 2014 | 27 www.modernpumpingtoday.com
pressure demands of HVAC systems should place additional emphasis on the capability of pump units to meet these varying conditions while sustaining efficient operation. The large majority of the Product A sizes will yield results similar to those presented in this comparison. Knowledge of heating, cooling and water supply systems by the centrifugal pump supplier organization and sales network, enables combined system and pump expertise to come to the forefront. This ensures practical design solutions for systems and pumps providing long term, cost effective operation.
Let’s review results from this effort. Whenever possible there has been
focus on the HI POR for pump selection. Coupling this with variable speed operation provides many benefits, including:
• Higher operating efficiencies• Lower mechanical loads on the
shaft and bearings• Longer mechanical seal life• Lower vibration levels• Lower noise levels.
Comparison of Product A efficiency performance to Products B and C from several perspectives illustrates the meaning and results obtained from the improved Efficiency Islands of Product A.
THE POWER (AND ADVANTAGE) Of EHow do the improved characteristics of Product A that result in larger Efficiency Islands translate to advantages for the customer?
1. When comparing constant speed operating units, lower operating costs will predominantly result.
2. When pump and driver sizes are compared, there will be occasions when smaller pumps and/or smaller drive sizes can be used.
3. Sustaining efficiency levels at reduced impeller diameters can allow non-overloading motor sizes to be limited with variable speed drives when at maximum speed.
4. While not directly compared in this discussion, variable speed units offer significant annual operating cost savings when compared to fixed speed units for the same service conditions. Additional benefits relating to maintenance and operational flexibility result when comparing a variable speed drive versus a fixed speed unit.
5. When variable speed units are compared, operating cost savings will not be as dramatic as comparing fixed speed units, but when savings are indicated it leads to an overall, more efficient pump operation. This yields the best balance of operating cost and flexibility from energy, operational and maintenance perspectives.
6. Especially with variable speed drives, consider selecting pumps with the design point to the right of BEP. This allows operation at reduced loads to move back through the most efficient pump range rather than continue to move away from the most efficient range when a pump is selected to the left of BEP. ■
NOTES
1. ASHRAE 90.1 – 2010 Energy Standard for Buildings
2. ANSI/Hydraulic Institute Standard 9.6.3 – 2012, Guideline for Allowable Operating Region
3. Simplified Analysis of Flow in Closed Loop Hydronic Systems, Bell & Gossett Technical Brochure TEH-802P, August 2001
4. Variable Primary Flow Systems, Bell & Gossett Technical Brochure TEH-910, 2010
table H
table i

Thin-walled tubingjust doesn’t hold up!
1-877-7-VERDERwww.verder-us.com
Verder expands the Verderflex Dura HPLV range of peristaltic hose pumps to include the new Model 5 and 7built for low volume applicationswith discharge pressures up toand exceeding 125 psi.
Heavy-duty nylon reinforced hoses.
(small footprint)(small footprint)
HIGHPRESSURELOWVOLUME
HIGHPRESSURELOWVOLUME
30 | MARCH 2014 www.modernpumpingtoday.com
PUMP solutions
Precision, Valveless MeteringPumps for Low and Micro-VolumeFluid ControlFrom R&D applications in the
laboratory to small scale pilot plants, a broad array of low flow
and micro-fluidic applications rely on precision dispensing or chemical metering of fluids. But, as diverse as the applications, so are the variety of fluids, their chemical and physical characteristics, as well as the specific application parameters. For the purpose of this article, we will designate low flows as those below 1 liter per minute (L/m) all the way down to just a few milliliters per minute (mL/m). Micro-volume flows range from microliters per minute (uL/min) up to a few mL/min.
In addition to low flow chemical metering process applications, such as pilot plants, there are an increasing number of low flow applications emerging as more and more industries use chemicals available in ultra-high concentrations. It could then be concluded that fluid control components, including pumps, need to have the flexibility to handle many different fluids and applications with accuracy and precision, even at what is considered extremely low flow rates.
CeramPump® Valveless Piston Pump Technology from Fluid Metering, Inc. (FMI) has been proven to be an extremely accurate, yet versatile method for low volume and micro-fluidic chemical metering in a broad range of process, production and OEM instrumentation.
LABORATORy SCALE CHEMICAL METERINGPilot plants, test stands, and bench-top systems comprise the majority of low flow chemical metering applications. These small scale chemical processing systems are the bridge between R&D process design and full scale production and are used in a broad spectrum of process industries. They generate vital information, which will be incorporated into the design of full-scale process and production facilities. Not only do Pilot Plants reduce the financial risk associated with building larger facilities, but they also test process feasibility and accommodate process refinement. Chemical, petroleum, pharmaceutical, power generation, waste treatment facilities, mining operations, and food processing are just a few examples of industries which utilize small scale systems to test, evaluate, and refine process concepts and designs before moving to full scale process plants.
Chemical feed systems used in pilot plants are scaled down as well, and as a result need to accommodate much lower flow rates than their full process counterparts at an increased accuracy. In addition, because very often process parameters are undefined, the chemical feed pumps used in small scale systems need to handle a broad range of fluid chemical properties, including varying pH, viscosities, pressures, and temperatures, all changing while maintaining an accurate
flow rate. Therefore, the metering pump technology used for pilot plant and lab scale processes must accurately meter fluid independent of these variables.
Fluid Metering’s CeramPump®
valveless, ceramic metering pumps have proven to be ideal for pilot plant applications primarily due to the pump’s sapphire-hard ceramic internal components. These ceramic internals are both chemically inert and wear resistant. Dimensionally stable ceramic components also eliminate accuracy drift typical of pumping systems that rely on elastomers, (flexible tubing and diaphragms), to move fluid through the pump. Fluid Metering pumps’ unique valveless rotating and reciprocation piston design also eliminates the need for check valves, which can clog, leak or fail over time.
THE CHALLENGES Of METERING CONCENTRATED CHEMICALS Depending on the industry and the specific application, there are several reasons why highly concentrated chemicals are being used more frequently. For example, in agriculture, precision placement fertilization is an alternative to broadcast spraying to increase effectiveness, as well as reduce the overall environmental impact of residual chemicals in the soil.
For pesticide and mosquito spraying, the cost of transporting and storing large volumes of dilute malathion is significantly higher than shipping small
Herb Werner has been the marketing manager for Fluid Metering, Inc. for nineteen years with over thirty-five years fluid control experience in chemical process, water treatment, medical and analytical instrumentation, pharmaceutical, and semiconductor industries. He has a B.S in Environmental Biology and is an active member of ISA, AWWA, and WEF societies.
About the Author
By Herb Werner, fluid Metering, inc.

MARCH 2014 | 31 www.modernpumpingtoday.com
concentrated volumes and diluting them on-site. This is also true for water treatment disinfectant chemicals like sodium hypochlorite, as well as industrial cleaning chemicals such as those used in automatic car wash equipment. In most cases, users of the dilute chemicals found that they were basically paying to ship and store large drums of chemicals that consisted mostly of water.
Other examples of low flow process metering of concentrated chemicals for power generation include metering of bromine for algae control in cooling towers, injecting hydrazine into boiler feed lines for corrosion control, and more recently, a number of fuel cell fluidic applications.
However, metering chemicals at high concentrations has many challenges. As the concentration increases, chemical feed rates significantly decrease. At these low flows, metering precision, and long-term accuracy become more difficult to achieve. Higher concentrations typically have increased corrosive properties as well. The CeramPump® from Fluid Metering, Inc. having chemically inert, sapphire-hard ceramic internals can accommodate all of these application challenges.
MICRO-VOLUME fLUID CONTROL fOR ANALyTICAL INSTRUMENTATIONIn addition to the applications mentioned above, The FMI CeramPump®
is used in a broad array of analytical applications in chemical process industries (CPI), power generation, pharmaceutical testing, water and wastewater, food manufacturing and environmental monitoring, just to name a few.
FMI CeramPump® BasicsThe CeramPump® is a low volume piston pump, manufactured by Fluid Metering, Inc., which uses one moving part to accomplish both the pumping and valving functions thereby eliminate check valves which are present in all other reciprocating (syringe, diaphragm, bellows, piston) designs. The CeramPump® uses a unique rotating and reciprocating ceramic piston, moving within a precision mated ceramic liner to accurately pump fluid in one direction without allowing any backflow. The reciprocation action of the piston acts very similar to a standard piston pump. As the piston moves back, it draws fluid
into the pump chamber. As it moves forward, fluid is pushed out of the pump.
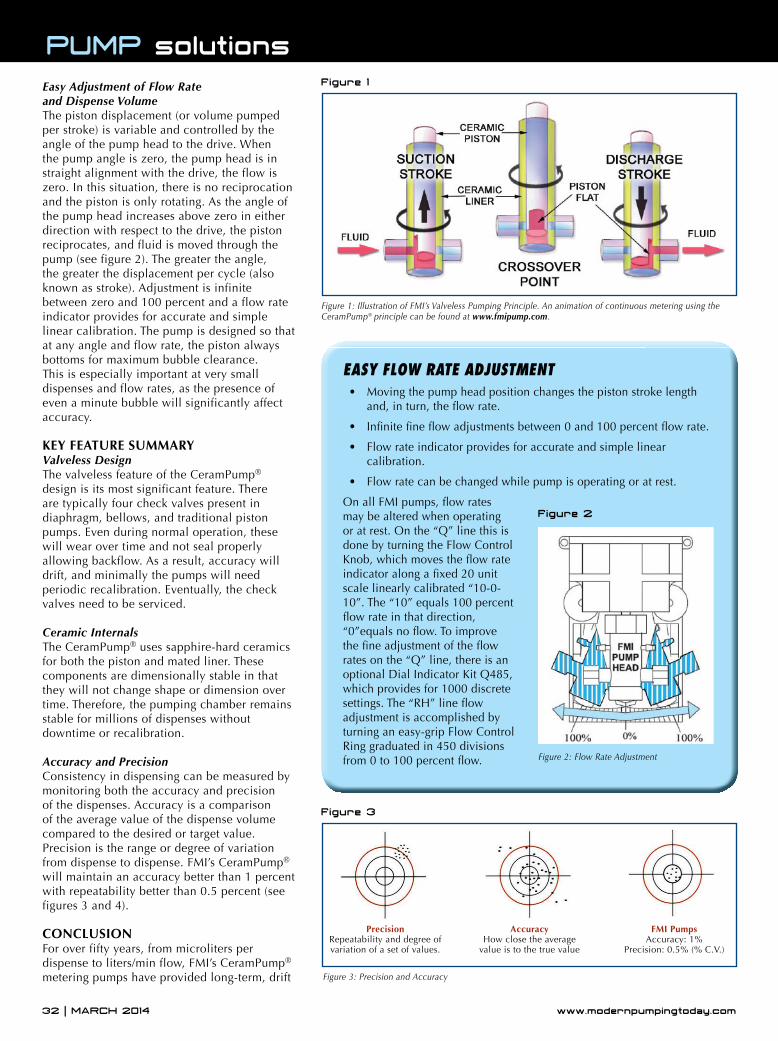
However, what is truly unique is that in addition to reciprocating, the piston also simultaneously and continuously rotates in one direction. The piston is designed with a flat cut into the end closest to the inlet and outlet port (see figure 1). As the piston rotates, the flat
is alternately aligned with the inlet and outlet port, essentially functioning as a valve. At no time is the inlet and outlet ports interconnected, and therefore the need for check valves is eliminated. One complete synchronous rotation and reciprocation is required for each suction and discharge cycle as shown in figure 1.
32 | MARCH 2014 www.modernpumpingtoday.com
PUMP solutionsEasy Adjustment of Flow Rate and Dispense VolumeThe piston displacement (or volume pumped per stroke) is variable and controlled by the angle of the pump head to the drive. When the pump angle is zero, the pump head is in straight alignment with the drive, the flow is zero. In this situation, there is no reciprocation and the piston is only rotating. As the angle of the pump head increases above zero in either direction with respect to the drive, the piston reciprocates, and fluid is moved through the pump (see figure 2). The greater the angle, the greater the displacement per cycle (also known as stroke). Adjustment is infinite between zero and 100 percent and a flow rate indicator provides for accurate and simple linear calibration. The pump is designed so that at any angle and flow rate, the piston always bottoms for maximum bubble clearance. This is especially important at very small dispenses and flow rates, as the presence of even a minute bubble will significantly affect accuracy.
kEy fEATURE SUMMARyValveless DesignThe valveless feature of the CeramPump®
design is its most significant feature. There are typically four check valves present in diaphragm, bellows, and traditional piston pumps. Even during normal operation, these will wear over time and not seal properly allowing backflow. As a result, accuracy will drift, and minimally the pumps will need periodic recalibration. Eventually, the check valves need to be serviced.
Ceramic InternalsThe CeramPump® uses sapphire-hard ceramics for both the piston and mated liner. These components are dimensionally stable in that they will not change shape or dimension over time. Therefore, the pumping chamber remains stable for millions of dispenses without downtime or recalibration.
Accuracy and PrecisionConsistency in dispensing can be measured by monitoring both the accuracy and precision of the dispenses. Accuracy is a comparison of the average value of the dispense volume compared to the desired or target value. Precision is the range or degree of variation from dispense to dispense. FMI’s CeramPump® will maintain an accuracy better than 1 percent with repeatability better than 0.5 percent (see figures 3 and 4).
CONCLUSIONFor over fifty years, from microliters per dispense to liters/min flow, FMI’s CeramPump® metering pumps have provided long-term, drift
EASY FLOW RATE ADJUSTMENT• Moving the pump head position changes the piston stroke length
and,inturn,theflowrate.
• Infinitefineflowadjustmentsbetween0and100percentflowrate.
• Flow rate indicator provides for accurate and simple linear calibration.
• Flow rate can be changed while pump is operating or at rest.
OnallFMIpumps,flowratesmay be altered when operating or at rest. On the “Q” line this is done by turning the Flow Control Knob,whichmovestheflowrateindicatoralongafixed20unitscale linearly calibrated “10-0-10”. The “10” equals 100 percent flowrateinthatdirection,“0”equalsnoflow.Toimprovethefineadjustmentoftheflowrates on the “Q” line, there is an optional Dial Indicator Kit Q485, which provides for 1000 discrete settings.The“RH”lineflowadjustment is accomplished by turning an easy-grip Flow Control Ring graduated in 450 divisions from0to100percentflow.
figure 1
figure 3
Figure 1: Illustration of FMI’s Valveless Pumping Principle. An animation of continuous metering using the CeramPump® principle can be found at www.fmipump.com.
Figure 3: Precision and Accuracy
Figure 2: Flow Rate Adjustment
figure 2
PrecisionRepeatability and degree of variation of a set of values.
AccuracyHow close the average
value is to the true value
fMI PumpsAccuracy: 1%
Precision: 0.5% (% C.V.)
MARCH 2014 | 33 www.modernpumpingtoday.com
•Blending performance additives to diesel and home heating oil on-site
•Sampling of stack gases for environmental air quality monitoring
• Injecting hydrazine into boiler feed lines for corrosion resistance
•Enhancing dairy products with vitamins and other nutrients
•Chemical feed in a broad array of CPI industries including the manufacture of paints, pigments, plastics, specialty papers, adhesives, foundry and metal stamping products, electronics and semiconductor components.
•Micro-dispensing of liquid crystal in the manufacture of LCD displays
•Dispensing micro-volumes of a conductive fluid (ferrofluid) for the manufacture of audio speakers, headphones, and ear buds.
ExAMPLES OF THE vERSATILITY OF FMI’S vALvELESS CERAMPUMP® CHEMICAL METERING APPLICATIONS:
free accuracy in a broad range of applications and industries. The valveless design, having only one moving part made of sapphire-hard ceramics, will maintain drift-free accuracy of better than 1 percent for millions of maintenance-free cycles, without the need for recalibration. These features make the CeramPump® ideal for low and micro-volume process applications. In addition, long-term drift-free accuracy makes the CeramPump® metering pump especially suited for applications in remote locations (environmental monitoring and hydrogen fuel cells used to power remote cellphone towers). FMI CeramPump® chemical metering pumps are available in a variety of configurations ranging from simple lab pumps to complete programmable metering and dispensing systems, as well as many compact OEM designs for medical, analytical, and process instrumentation. ■
•Dispensing of potassium hydroxide (KOH) electrolytes in the manufacturing of button cell batteries.
•Metering concentrated hypochlorite for municipal drinking water disinfection
•Micro-fluidic control of samples, reagents and wash chemicals used in medical diagnostic instrumentation, as well as dialysate recirculation in hemodialysis equipment.
• Injecting tracer dyes into streams and groundwater for environmental flow studies.
•Metering and injection of acids and solvents used in hydrometallurgy mining to extract uranium and other ores.
•Agricultural spraying of concentrated nutrients
• Injection of concentrated malathion for mosquito spraying systems
34 | MARCH 2014 www.modernpumpingtoday.com
DEWATERING solutions
Boil a kettle of water in a hard water area
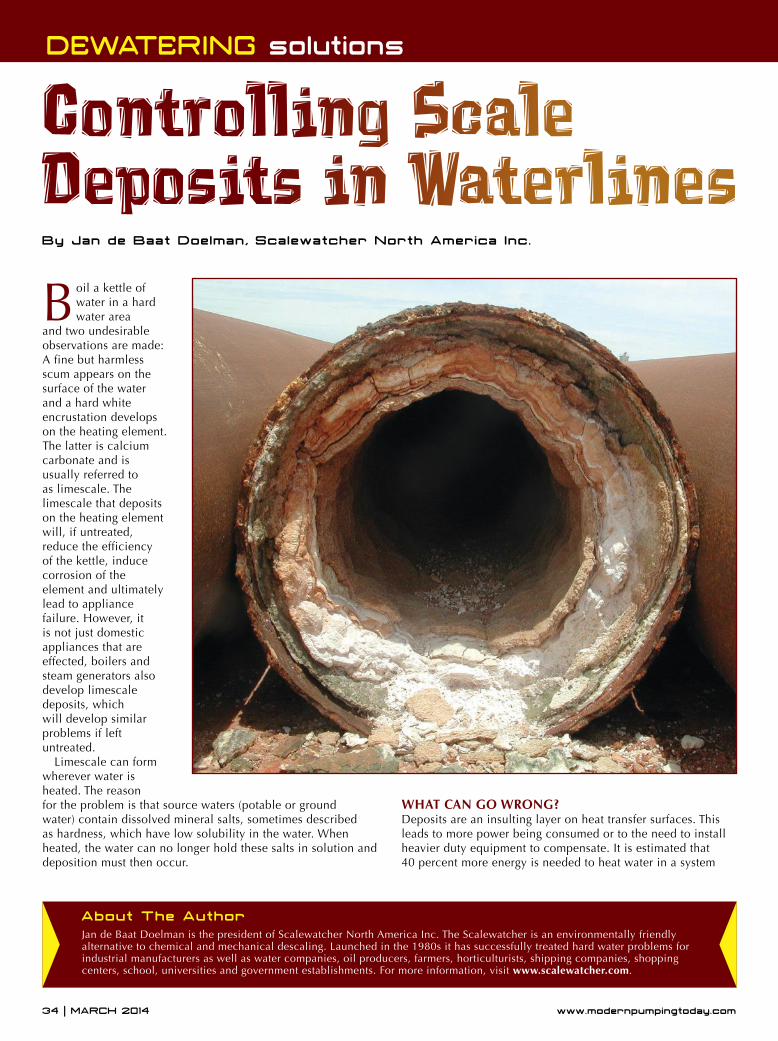
and two undesirable observations are made: A fine but harmless scum appears on the surface of the water and a hard white encrustation develops on the heating element. The latter is calcium carbonate and is usually referred to as limescale. The limescale that deposits on the heating element will, if untreated, reduce the efficiency of the kettle, induce corrosion of the element and ultimately lead to appliance failure. However, it is not just domestic appliances that are effected, boilers and steam generators also develop limescale deposits, which will develop similar problems if left untreated.
Limescale can form wherever water is heated. The reason for the problem is that source waters (potable or ground water) contain dissolved mineral salts, sometimes described as hardness, which have low solubility in the water. When heated, the water can no longer hold these salts in solution and deposition must then occur.
WHAT CAN GO WRONG?Deposits are an insulting layer on heat transfer surfaces. This leads to more power being consumed or to the need to install heavier duty equipment to compensate. It is estimated that 40 percent more energy is needed to heat water in a system
Jan de Baat Doelman is the president of Scalewatcher North America Inc. The Scalewatcher is an environmentally friendly alternative to chemical and mechanical descaling. Launched in the 1980s it has successfully treated hard water problems for industrial manufacturers as well as water companies, oil producers, farmers, horticulturists, shipping companies, shopping centers, school, universities and government establishments. For more information, visit www.scalewatcher.com.
About the Author
By Jan de Baat doelman, Scalewatcher north America inc.
Controlling Scale Deposits in Waterlines

MARCH 2014 | 35 www.modernpumpingtoday.com
fouled with ¼ inch (6.35 millimeters) of limescale.
Scale in water lines reduces the available cross-section area and the throughput. Eventually the line will become completely blocked. Overheated boilers can be dangerous.
In order to establish if you have a problem try answering these questions:
• Do appliances such as water-fed equipment contain white scale?
• Are there signs of unexpected deposit formation around valves or at the pipe outlets?
• Are boilers/heat exchangers performing below design?
• Is corrosion a problem?• Is the water throughput less than
expected?
The more times that the answer is "yes," then the more likely it is that you have scale.
ELECTRONIC WATER CONDITIONINGElectronic water treatment (EWT) is a non-invasive system utilizing a solenoid coil or coils wrapped around the pipework to be treated. A continuously frequency changing signal generator within a specified range supplies current to the coils. The pulse shaped current creates an induced electric field, concentric around the axis inside the pipe. As a consequence to this arrangement, any charged particle or ion moving within the field experiences a so-called Lorentz force generated by the interaction between charged particles and magnetic and electric fields.
The treatment influences the initial nucleation, resulting in crystals that do not "stick" together. Untreated water builds up matted structures that continuously grow. This treatment creates idiomorphic, scattered crystals, which do not form matted structures. They have a rotundas shape, which means that they have a larger volume in relation to a smaller surface. This feature makes them sensitive to water currents and they are easily flushed out of the pipeline. As no new scale layers are formed, the sheer force of the water flow will gradually remove existing layers of scale. The ability to adjust power, frequency and coil configurations of products like the Scalewatcher on site enables performance to be optimized with no downtime and no pipe replacement.
OPERATING MECHANISMS Of ELECTRONIC DEVICESCurrent scientific literature describes the macro effects, which are the consequence of fundamental interactions between applied fields and precipitating substances. The amount of energy that is introduced by a solenoid coil is very small (the consumption of
a household Scalewatcher unit is one order of magnitude less than a cordless telephone).
To study the induced fields, scientific tools of high precision are needed which do not interfere with the interactions that we want to measure. The atomic force microscope (AFM), capable of examining growth patterns

36 | MARCH 2014 www.modernpumpingtoday.com
DEWATERING solutionson surfaces at the highest resolution, is a tool that can demonstrate some of the key interactions.
To understand the mechanism, some knowledge of mineral scale precipitation is necessary. We know that in order to form a scale deposit three conditions must be met;
1. The solution must be supersaturated with mineral ions.
2. Nucleation sites must be available at the pipe surface.
3. Contact / residence time must be adequate.
To prevent scale it is necessary to remove at least one of these pre-conditions. Clearly contact time is not an alterable factor. To be effective any device must therefore affect either the super saturation value or the nucleation process.
The direct effect of the electronic device described above is on the
nucleation process and in particular to enhance initial
nucleation through the creation of new nucleation sites within the bulk fluid flow. This is controlled precipitation. Crystal growth then occurs at these points of nucleation and not at the pipe wall. Suspended solids increase with a corresponding drop in the level of super saturation, and these effects have been observed in the
field. The localized pH increase near the pipe wall caused by hydroxyl radicals formed by electromechanical
interactions is one mechanism that drives the changed nucleation
characteristics.
ELIMINATING SCALE BUILD-UP As there is no more scale
build-up, the flowing water will remove existing layers
of scale over time. This is mainly caused by diffusion according to the law of mass action. By
electromagnetic treatment with the Scalewatcher ‘hard’
water is capable of dissolving and removing existing scale layers.
EWT products, such as the patented Scalewatcher, affect the formation of scale by increasing the homogeneous precipitation rate of calcium carbonate and certain other minerals. The ability to adjust power, frequency, and coil configurations on site enables performance to be optimized with no downtime and no pipe replacement. ■
on surfaces at the highest resolution, is a tool that can demonstrate some of the
Contact / residence time
field. The localized pH increase near the pipe wall caused by hydroxyl radicals formed by electromechanical
interactions is one mechanism that drives the changed nucleation
characteristics.
ELIMINATING SCALE BUILD-UP As there is no more scale
build-up, the flowing water will remove existing layers
with the Scalewatcher ‘hard’
38 | MARCH 2014 www.modernpumpingtoday.com
MOTOR solutions
Dynamatic® electromagnetic adjustable speed drives on induction motors have been
installed in wastewater treatment applications for many decades, primarily due to the inherent durability, simplicity, and reliability of eddy current technology. Additional benefits include reduced energy consumption, no harmonics, quiet operation, and a small electronic footprint.
AN ALTERNATIVE TO VfDSTwo raw sewage pumps at the Little River Pollution Control Plant are driven at variable speed by 250 horsepower, 590 RPM, 575 volt vertical wound rotor induction motors controlled by a Liquid Rheostat wet well level control system. Although reliable for many years, the city's need for service on the equipment posed a challenge, as the product is no longer manufactured, no parts or service technicians were available, and the
cost to repair the wound rotor motors had increased dramatically. Having experienced significant audible noise problems with VFDs in other areas of the plant, and a lack of available floor and wall space, the city of Windsor, Ontario, went in search of an alternative technology that eliminated the issues associated with using VFDs (see below for a technical comparison).
The decision was made to use Dynamatic® eddy current drives rather
Gary Patterson is a water and wastewater specialist for Dynamatic® / Drive Source International, owner of the Dynamatic brand of eddy current adjustable speed drives, brakes, and controls. For more information, call 800.548.2169 or visit www.dynamatic.com.
About the Author
By gary Patterson, dynamatic® / drive Source international (dSi)
Keeping Current with the Times
Capital Pump-Drive System Costs
Considerations Variable frequency Drives Eddy Current Drives
Total cost of installation Varies widely by operating environment and space requirements; can be extensive
Up to 65% lower than VFDs in 4160VAC and 2300VAC installations; comparable primary equipment costs in 480VAC and 575VAC installations
Cooling/air conditioning Often required None required
Power regulation Recommended None required
Electronic footprint Very large Small
OverallSystemOperatingEfficiency
Considerations Variable frequency Drives Eddy Current Drives
Long-term reliability 3-5 year manufacturing run, planned obsolescence 20-40 year average life of mechanical components; 15-20 year control life
Optimumefficiencyat75-100%operatingspeed No Yes
Ancillary equipment energy usage Yes No
Lifetime Cost of Ownership
Considerations Variable frequency Drives Eddy Current Drives
Harmonic noise / RF interference Extensive None
Long-term cost of operation Can be extensive Minimal
Line voltage sensitivity Extensive Minimal
Heat / cold sensitivity Extensive Minimal
Upgradable to new components Limited Available
Cost of replacement parts Can be high, if available Low
Replacement parts availability Limited, if at all after 5-8 years Excellent: 40+ year manufacturing period
Service and repair Complex (by factory personnel) Simple (by customer)
Inter-brand support No Yes
Downtime if problems with electronics Can be weeks or months Minutes (simple component swap-out
Dynamatic® eddy current drive system chosen to replace aging wound rotor/liquid rheostat system

MARCH 2014 | 39 www.modernpumpingtoday.com
than VFDs or Rare-Earth Magnet (“Magna”) drives. Windsor’s Process Engineering Manager and Stantec Consulting, Ltd. undertook to evaluate and compare solutions, taking into consideration energy consumption, long-term reliability, and audible noise.
They found that VFD service life has been typically eight to ten years, despite published claims in excess of twenty years. Rare-Earth Magnet drives for this application would require complicated liquid cooling and elaborate actuated control systems for use with existing SCADA systems.
Ultimately, Dynamatic® eddy current drives were selected based on their long service life, simple operation, low maintenance, and favorable energy consumption in the required 70 to 95 percent speed range. The Dynamatic® digital controls installed in the existing cabinets, save considerable wall space, produce no harmonics or objectionable audible noise, nor do they require complex cooling systems.
EDDy CURRENT DRIVES: HOW THEy WORkA VFD uses AC-to-DC voltage
conversion, high-frequency sampling, and a powerful inverter in a large electronics rack to alter the speed of and to supply the operating voltage to an AC motor. A Dynamatic® drive uses eddy-current technology consisting simply of a constant speed AC induction motor and a magnetic clutch speed driven by a small analog or digital controller. The clutch uses an eddy-current coupling to vary the speed of an attached output shaft. DC voltage applied to a field coil in the clutch produces a magnetic field, which generates an attracting force to the inside of a hollow iron drum. The amount of power available is determined by the size of the motor, which can range from relatively small to motor, 4000 HP or more.
EffICIENCy CONSIDERATIONSAt maximum clutch coupling, the total efficiency for eddy current drives is just below that of the motor alone. A Dynamatic drive’s control unit supplies voltage to the clutch’s coil and only requires 1 percent or less of the drive’s total power. As the process speed reduces, the losses in an eddy-
current clutch rise in proportion to the slip. Relative to VFDs, this creates an efficiency crossover point between 75 percent and 80 percent of motor base speed. Above this crossover point, the eddy current drive is more efficient. Below this point, the VFD makes up for its initially higher control losses and becomes the better efficiency choice.
LONG-TERM RELIABILITy ADVANTAGE Eddy current drives have an inherent long-term reliability advantage and function well in both adverse operating conditions and remote locations. Cooling, power management, and maintenance are minor and include only those service processes required for stand-alone AC induction motors. For systems that operate at 75 to 80 percent of base speed or higher a majority of the time, better efficiency is also a benefit. Parts interchangeability and the availability and ease of replacements and upgrades can make eddy current drives a great long-term investment. Dynamatic drives maintenance costs are low and can be completed by facility staff. ■

40 | MARCH 2014 www.modernpumpingtoday.com
POWER GENERATION solutions
Established in the aftermath of World War II, the US Military Sealift
Command plays a vital role in providing sealift and ocean transportation for all military services and a multitude of other government agencies. MSC ships have transported troops in every overseas military campaign from the second half of the twentieth century to today, in addition to their support needs: millions of tons of wheeled and tracked vehicles, helicopters, ammunition, dry cargo, billions of gallons of fuel, and other supplies and equipment crucial to the various war efforts. Given the scope and consequences of their duty, the US Military Sealift Command might well be considered the most important delivery service in the world.
However, for the MSC to do its job—like any military expedition—each part has perform its role in conjunction with others. On board the MSC cargo ship SS Cape Isabel, a propulsion system was in severe need of an upgrade and when the time came to look for powerful and reliable components for this mission—that could be completed quickly—Rotork answered the call of duty. The choice of Rotork Type K vane type actuators to replace existing equipment has enabled the control upgrade of the ship’s main propulsion intake dampers to be completed in three days.
ABOARD THE CAPE ISABEL SS Cape Isabel is a 655 foot (200 meter), 15,000 ton (13,607 tonne) roll on/roll off cargo ship based at Long Beach. Launched in 1976, the ship is powered by two steam turbines. The ship’s two turbine intake radial vane dampers were equipped with pneumatic controllers, which had become obsolete.
The old actuators did not respond quickly and accurately to signals from the control system, resulting in potentially inefficient combustion and undesirable emissions. Replacing
Sarah Kellett is a communications specialist for Rotork Fluid Systems. She can be reached at [email protected]. For more information, visit www.rotork.com. For more information about Type K rotary and linear damper drives, visit www.typek.com.
About the Author
By Sarah Kellett, Rotork fluid Systems
“Drop-in-place” actuators facilitate marine turbine damper upgrade in three days
Quick Turnaround
U.S. Navy photo by Photographer's Mate Airman Marshall James

MARCH 2014 | 41 www.modernpumpingtoday.com
the actuators was necessary to increase efficiency, reduce maintenance and the associated costs that could result from unplanned shutdowns.
“DROP-IN-PLACE” ACTUATORS The equipment selected to upgrade the old actuators was Rotork Type K damper drives, which provide a direct ‘drop-in-place’ replacement that exactly matches the existing damper drive footprint and output shaft location. Duplication of the existing drive’s dimensions simplifies the installation, enabling the upgrade to be swiftly completed in a matter of hours.
Type K damper drives incorporate vane type actuators that offer high speed full stroke capabilities of less than 5 seconds, combined with accurate and responsive positioning. The rugged construction is designed to withstand the harsh environments associated with power stations and combustion plants.
GETTING THE JOB DONEOnce the two Type K pedestal mounted damper drive units had been delivered to the ship, installation of both units was performed by engineers from Rotork Site Services within three days. All the work was coordinated prior to commencement by the ship’s Chief and First Engineers.
Days one and two were taken up with the removal of the old equipment and the installation of new, enabling commissioning, testing and hand-over to be completed during day three.
THE TyPE k ADVANTAGE fOR UTILITIESType K rotary and linear damper drives are designed for utility power plants, refineries, and other industries that require precise combustion air and flue gas handling solutions. Type K retrofit damper drives have proven to increase operating efficiency, reduce maintenance, and downtime and lowering harmful emissions.
In the electric utility industry, Type K damper drives play a critical role in boiler control, efficiency, reliability, improve heat rate, and contribute to improving boiler emissions. Power producers are continually investing in control systems and instrumentation components, such as damper drives, to
meet emission regulations, reduce fuel and operating costs and avoid costly boiler trips and outages. Power generating stations, whether fueled by coal, natural gas, biomass, hydro-electric energy, or solar, are all potential candidates for Type K damper drives. ■
One of the Rotork Type K damper drive installations on the SS Cape Isabel
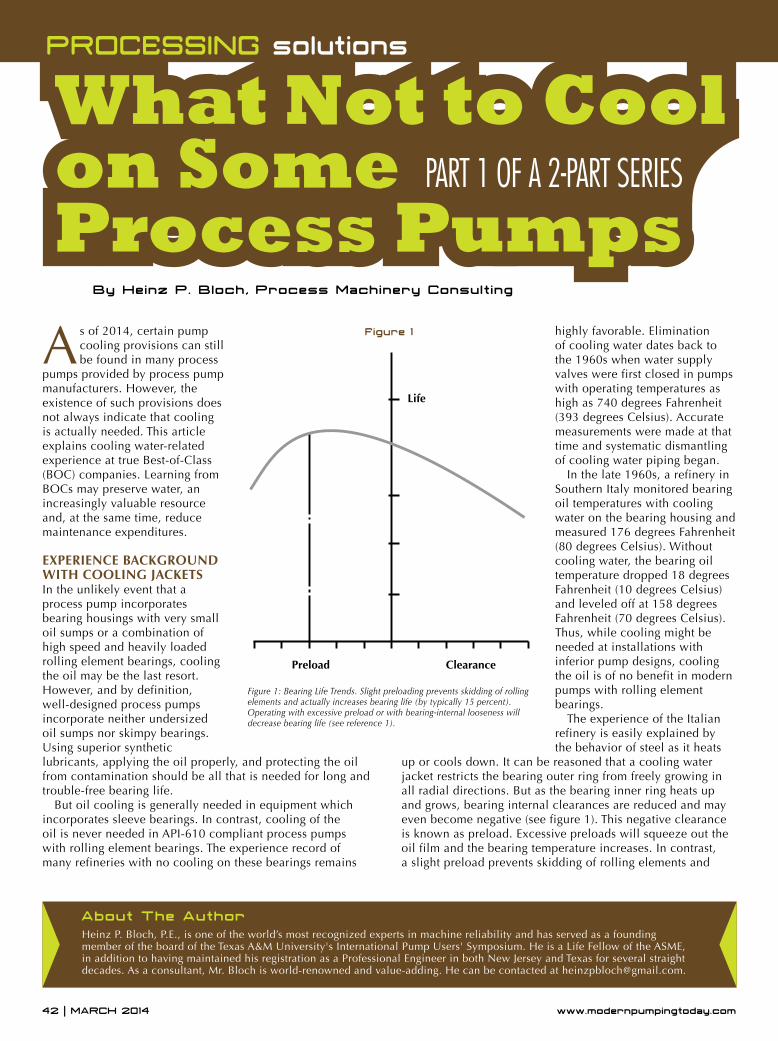
What Not to Cool on SomeProcess Pumps
PART 1 OF A 2-PART SERIES
42 | MARCH 2014 www.modernpumpingtoday.com
PROCESSING solutions
As of 2014, certain pump cooling provisions can still be found in many process
pumps provided by process pump manufacturers. However, the existence of such provisions does not always indicate that cooling is actually needed. This article explains cooling water-related experience at true Best-of-Class (BOC) companies. Learning from BOCs may preserve water, an increasingly valuable resource and, at the same time, reduce maintenance expenditures.
ExPERIENCE BACkGROUND WITH COOLING JACkETSIn the unlikely event that a process pump incorporates bearing housings with very small oil sumps or a combination of high speed and heavily loaded rolling element bearings, cooling the oil may be the last resort. However, and by definition, well-designed process pumps incorporate neither undersized oil sumps nor skimpy bearings. Using superior synthetic lubricants, applying the oil properly, and protecting the oil from contamination should be all that is needed for long and trouble-free bearing life.
But oil cooling is generally needed in equipment which incorporates sleeve bearings. In contrast, cooling of the oil is never needed in API-610 compliant process pumps with rolling element bearings. The experience record of many refineries with no cooling on these bearings remains
highly favorable. Elimination of cooling water dates back to the 1960s when water supply valves were first closed in pumps with operating temperatures as high as 740 degrees Fahrenheit (393 degrees Celsius). Accurate measurements were made at that time and systematic dismantling of cooling water piping began.
In the late 1960s, a refinery in Southern Italy monitored bearing oil temperatures with cooling water on the bearing housing and measured 176 degrees Fahrenheit (80 degrees Celsius). Without cooling water, the bearing oil temperature dropped 18 degrees Fahrenheit (10 degrees Celsius) and leveled off at 158 degrees Fahrenheit (70 degrees Celsius). Thus, while cooling might be needed at installations with inferior pump designs, cooling the oil is of no benefit in modern pumps with rolling element bearings.
The experience of the Italian refinery is easily explained by the behavior of steel as it heats
up or cools down. It can be reasoned that a cooling water jacket restricts the bearing outer ring from freely growing in all radial directions. But as the bearing inner ring heats up and grows, bearing internal clearances are reduced and may even become negative (see figure 1). This negative clearance is known as preload. Excessive preloads will squeeze out the oil film and the bearing temperature increases. In contrast, a slight preload prevents skidding of rolling elements and
Heinz P. Bloch, P.E., is one of the world’s most recognized experts in machine reliability and has served as a founding member of the board of the Texas A&M University's International Pump Users' Symposium. He is a Life Fellow of the ASME, in addition to having maintained his registration as a Professional Engineer in both New Jersey and Texas for several straight decades. As a consultant, Mr. Bloch is world-renowned and value-adding. He can be contacted at [email protected].
About the Author
By Heinz P. Bloch, Process Machinery Consulting
Preload Clearance
Life
figure 1
Figure 1: Bearing Life Trends. Slight preloading prevents skidding of rolling elements and actually increases bearing life (by typically 15 percent). Operating with excessive preload or with bearing-internal looseness will decrease bearing life (see reference 1).

MARCH 2014 | 43 www.modernpumpingtoday.com
actually increases bearing life by typically 15 percent. Operation with excessive preload or with bearing-internal looseness causes bearing life to decrease (see reference 1).
There is no credible record that pump bearing housing temperatures ever exceeded 190 degrees Fahrenheit (88 degrees Celsius) as long as proper viscosity synthetic oils were used. While such surface temperatures would call for personnel protection shields, neither properly selected oils nor modern rolling element bearings would be deprived of normal operating life expectancies at 190 degrees Fahrenheit (88 degrees Celsius). It is of interest that certain air-cooled bearing housings incorporate a shroud or air flow guide which, by coincidence, doubles as a personnel protector. It will be discussed later in this article.
ExPERIENCE BACkGROUND WITH COOLING COILSFirst, a brief re-cap: Cooling a jacketed housing equipped with rolling element bearings is not helpful; it will not be needed. Jacket cooling prevents bearing outer races from thermally expanding, cooling will actually be harmful.
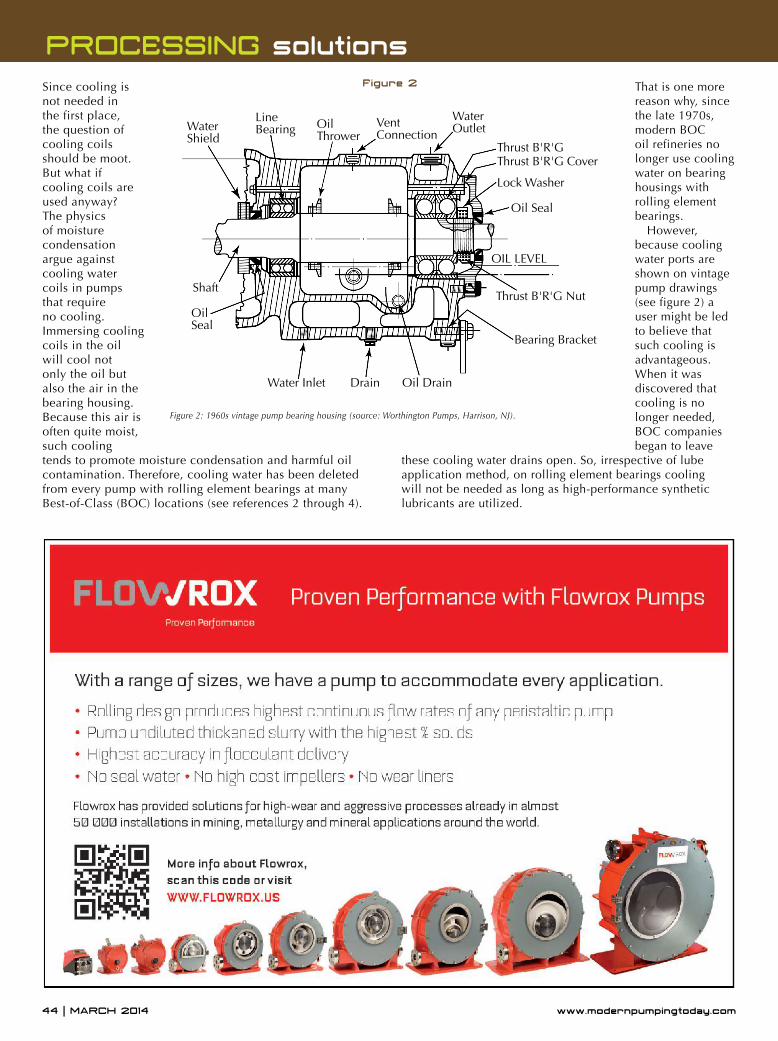
44 | MARCH 2014 www.modernpumpingtoday.com
PROCESSING solutionsSince cooling is not needed in the first place, the question of cooling coils should be moot. But what if cooling coils are used anyway? The physics of moisture condensation argue against cooling water coils in pumps that require no cooling. Immersing cooling coils in the oil will cool not only the oil but also the air in the bearing housing. Because this air is often quite moist, such cooling tends to promote moisture condensation and harmful oil contamination. Therefore, cooling water has been deleted from every pump with rolling element bearings at many Best-of-Class (BOC) locations (see references 2 through 4).
That is one more reason why, since the late 1970s, modern BOC oil refineries no longer use cooling water on bearing housings with rolling element bearings.
However, because cooling water ports are shown on vintage pump drawings (see figure 2) a user might be led to believe that such cooling is advantageous. When it was discovered that cooling is no longer needed, BOC companies began to leave
these cooling water drains open. So, irrespective of lube application method, on rolling element bearings cooling will not be needed as long as high-performance synthetic lubricants are utilized.
WaterShield
LineBearing Oil
ThrowerVentConnection
WaterOutlet
Thrust B'R'GThrust B'R'G Cover
Lock Washer
Oil Seal
OIL LEVEL
Thrust B'R'G Nut
Bearing Bracket
Oil DrainDrainWater Inlet
OilSeal
Shaft
Figure 2: 1960s vintage pump bearing housing (source: Worthington Pumps, Harrison, NJ).
figure 2

MARCH 2014 | 45 www.modernpumpingtoday.com
With sleeve bearings, cooling is used to maintain optimum oil viscosity by way of closely controlling temperature. Cooling can provide a reasonably stable viscosity environment for the oil slinger rings often used in pumps equipped with sleeve bearings. In some sleeve bearing systems oil rings (slinger rings) are used to lift the oil and deposit it on the shaft surface. In other sleeve bearings an oil spray from suitably placed nozzles is directed at oil grooves with good effect and very high reliability (see reference 5). Close oil temperature control is also needed for very large pumps; on these pumps one typically circulates the lubricating oil through water-cooled heat exchangers. Pressurization is needed to move oil
through filters and water-cooled heat exchangers, but the bearing itself is rarely fully pressurized. And the “supplementary cooling method” shown in figure 3 is certainly not condoned by Best Practices Companies. ■
figure 3
Figure 3: Bad cooling practices may work for sleeve bearings but will hurt rolling element bearings. The practice should be abandoned.
REfERENCES
1. SKF USA, Kulpsville, PA; Catalog 4000 US (1991).
2. Bloch, H. P.; "Machinery Reliability Improvement", Gulf Publishing Co., Houston, TX, April 1982. Also, revised 2nd & 3rd Ed. (ISBN 0-88415-663-3).
3. Bloch, H.P. Pump Wisdom: Problem Solving for Operators and Specialists, (2011), John Wiley & Sons, Hoboken, NJ (ISBN 978-1-118-04123-9).
4. Bloch, H.P., and Budris, A.R. Pump User’s Handbook—Life Extension, (2012) 4th Ed., Fairmont Press, Lilburn, GA (lSBN 0-88173-720-8).
5. Bloch, H. P., and Geitner, F.K. Machinery Failure Analysis and Troubleshooting, (2012) 4th Ed. (ISBN 978-0-12-386045-3).
6. Bloch, H. P.; "Use Laser-Optics for Machinery Alignment", Hydrocarbon Processing, October 1987.
7. Bloch, H. P.; "Laser-Optisches Maschinenausrichten", Antriebstechnik, Volume 29, Nr. 1, June 1990.
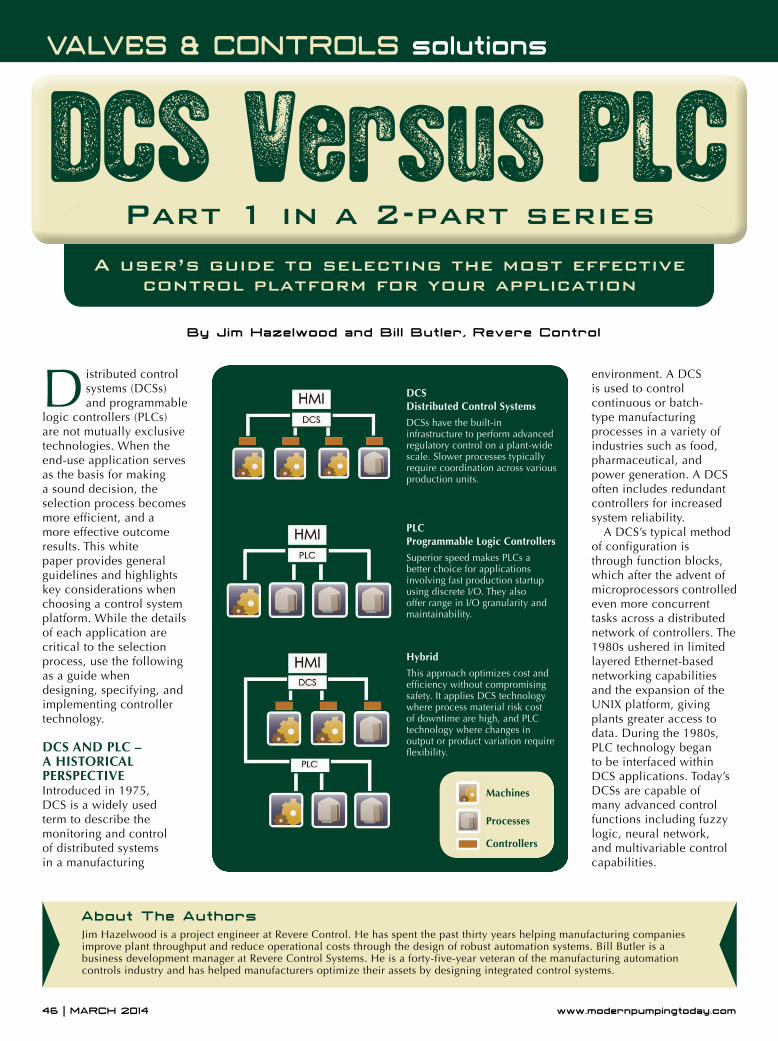
46 | MARCH 2014 www.modernpumpingtoday.com
VALVES & CONTROLS solutions
Distributed control systems (DCSs) and programmable
logic controllers (PLCs) are not mutually exclusive technologies. When the end-use application serves as the basis for making a sound decision, the selection process becomes more efficient, and a more effective outcome results. This white paper provides general guidelines and highlights key considerations when choosing a control system platform. While the details of each application are critical to the selection process, use the following as a guide when designing, specifying, and implementing controller technology.
DCS AND PLC – A HISTORICAL PERSPECTIVEIntroduced in 1975, DCS is a widely used term to describe the monitoring and control of distributed systems in a manufacturing
environment. A DCS is used to control continuous or batch-type manufacturing processes in a variety of industries such as food, pharmaceutical, and power generation. A DCS often includes redundant controllers for increased system reliability.
A DCS’s typical method of configuration is through function blocks, which after the advent of microprocessors controlled even more concurrent tasks across a distributed network of controllers. The 1980s ushered in limited layered Ethernet-based networking capabilities and the expansion of the UNIX platform, giving plants greater access to data. During the 1980s, PLC technology began to be interfaced within DCS applications. Today’s DCSs are capable of many advanced control functions including fuzzy logic, neural network, and multivariable control capabilities.
Jim Hazelwood is a project engineer at Revere Control. He has spent the past thirty years helping manufacturing companies improve plant throughput and reduce operational costs through the design of robust automation systems. Bill Butler is a business development manager at Revere Control Systems. He is a forty-five-year veteran of the manufacturing automation controls industry and has helped manufacturers optimize their assets by designing integrated control systems.
About the Authors
By Jim Hazelwood and Bill Butler, Revere Control
DCS Versus PLCPart 1 in a 2-part series
A user’s guide to selecting the most effective control platform for your application
DCSDistributed Control Systems
DCSs have the built-in infrastructure to perform advanced regulatory control on a plant-wide scale. Slower processes typically require coordination across various production units.
PLCProgrammable Logic Controllers
Superior speed makes PLCs a better choice for applications involving fast production startup using discrete I/O. They also offer range in I/O granularity and maintainability.
Hybrid
This approach optimizes cost and efficiencywithoutcompromisingsafety. It applies DCS technology where process material risk cost of downtime are high, and PLC technology where changes in output or product variation require flexibility.
Machines
Processes
Controllers

MARCH 2014 | 47 www.modernpumpingtoday.com
Introduced in 1968, the PLC is a digital computer that controls discrete production processes in industries including automotive, electronics, and packaging, among others. PLCs replaced relay logic systems and were programmed from proprietary panels using ladder logic, which documented the construction of relay racks. The adoption of PCs in the 1980s and 1990s enabled programming from the PC via ladder logic programming applications. The PLC historically has been the technology of choice in harsher conditions where humidity, temperature, and vibration are factors.
Early PLCs were only relay replacements and had no analog capabilities. While early DCSs had the capability to perform the functions of a PLC, their infrastructure costs were hefty, starting in excess of $100,000 back in the 1980s.
Generally, DCSs are found in systems with “invisible” processes, such as transforming raw materials, while the PLC is the dominant choice for “visible” processes, i.e. assembled items.
Today’s process automation systems in many ways represent a convergence or hybrid of DCS and PLC technologies. In the 1980s and 1990s, beginning with the advent of Microsoft Windows NT platform and using DCOM/OLE process control connectivity standard, Microsoft began its march to garner the largest slice of the human machine interface (HMI) pie. DCSs were once heavily dependent on proprietary hardware and network technologies supplied by DCS manufacturers. However, the introduction of commercial-off-the-shelf (COTS) components and standardized IT protocols placed downward price pressures on proprietary DCS communication interfaces and opened the door for PLC manufacturers to compete for controller business in some applications.
Unless the production facility is a greenfield application, it will have a PLC performing some tasks based on a number of factors:
1. Standalone Applications: These applications have a small input/output (I/O) count and require little or no operator interfacing. These applications do not produce data that would affect product quality, need to be historized, or benefit the business unit. Some examples
are automatic doors, grinding machines, and sump pumps.
2. Harsh Environments: Many PLC controller brands and models boast of their ruggedness. It’s common to not only find these in washdown areas, but also in high vibration, electrical noise, and
other environmentally challenging locations.
3. Skid Mounted: OEMs utilize the most cost-effective solution to perform the function required. These are small I/O count PLCs with or without networking capabilities. Applications such as
48 | MARCH 2014 www.modernpumpingtoday.com
VALVES & CONTROLS solutionspumping stations, ammonia skids, and compressor units use PLCs for their simplicity, cost point, and ability to standardize on a specific platform.
4. Safety Instrumented Systems (SIS): IEC 61508 and 61511 encompass many of the standards required for a certified safety system. Most
existing facilities use PLCs that meet this criteria, which is used in applications such as burner management systems (BMS), high integrity pressure, and wellhead control.
Today, the majority of control system work is performed in brownfield facilities to expand production areas
or replace legacy control equipment that is no longer capable of sustaining the necessary functionality required by the business unit. This requires control systems to assist the business in cutting product cost, minimizing quality variants, and increasing plant throughput.
DCS AND PLC USE-CASE SCENARIOSSince the divisions between the technologies has decreased, what can go wrong? Let’s look at two examples.
Poorly Managed ComplexityRecently, we were asked to quote a replacement system for a small DCS at a small chemical plant. The system was not outdated and was operational, so why replace it? Discussions with the plant manager shed light on the subject. He stated that he had only one person with the skill set to work on the system, and that person was no longer with the company. This plant is also in a remote location with a limited skilled labor pool. Having maintenance and engineering provided by the vendor was cost- and time-prohibitive. Additional complexities were also an issue. Alarming schemes and control functions were implemented yet not understood by the operators. As a result, most control was done manually, thus negating any capabilities of the system.
Poorly Managed TechnologyOn another occasion, a plant site called us in a panic: “Our production line is down, and the guy we always call can’t get here for three days. Can you fix it?” The integrator they had always used was a one-man shop, which created a dependency. The integrator was also adamant about using a particular vendor’s equipment. The PLC platform was not the best fit for the production facility, so in order to make it work, multiple PLCs were hardwired together, while a VBA (Visual Basic for Applications) application and a Microsoft Access database performed recipe management on an antiquated PC. Multiple production days were lost while attempting to troubleshoot this chaotic and undocumented system.
What can we take away from these examples? Are you headed down a similar path? In the conclusion to this overview, we’ll examine coming trends in controller technology and also provide an easy-to-follow look at key considerations when selecting a control platform. ■
50 | MARCH 2014 www.modernpumpingtoday.com
SEALING solutions
Building a successful service business
is huge challenge. Focusing on service excellence, creating value for customers and at the same time controlling your costs can make every-day operating decisions
seem impossible. For servicing three-piece circulators, the choice of replacement parts can make a big difference for you and your customers. The Armstrong seal bearing assembly and replacement pump shaft bearing module now give pump users more
By Andrew Januszewski,
Armstrong fluid technology
Andrew Januszewski is the marketing manager of Hydronics for Armstrong Fluid Technology, known around the world as a leader and innovator in design, engineering, and manufacturing of integrated solutions within the building oriented fluid-flow equipment industry. Armstrong products are internationally recognized for design innovation, quality, long service life, and superior operating economy. For more information, visit www.armstrongfluidtechnology.com.
About the Author
KEY BENEFITS• Certainty of long service life without maintenance
• The reliability of a durable long-term solution
• A safer solution: no potential for oil spill
• A choice of models to suit your customers installation
• Faster on-site service / replacement
Th
e N
ew RighT wAy
Armstr
ong’s n
ew Maintenance-Free S&H circulators andseal
bearing assemblies leave tradition behind
MARCH 2014 | 51 www.modernpumpingtoday.com
options and helps them make the most of their service opportunities.
MORE CHOICE, MORE fLExIBILITyArmstrong Fluid Technology has introduced its Maintenance-Free (MF) versions of its S&H circulator line and the seal bearing assemblies (SBA) used to service them. The traditional sleeve bearing designs that are commonly used in this style of circulator require periodic oiling. The new Armstrong maintenance-free S& H Circulators eliminate the need for oiling, saving time and cost for building operators. The new MF S&H line will be offered as an additional option alongside the traditional sleeve bearing designs.
Armstrong seal bearing assemblies are also compatible with many competing circulator models that require maintenance. This allows building owners to upgrade those installed circulators by replacing the SBA with the maintenance-free Armstrong versions.
The universal module that services the 2, 3, 4, and 5 Series S&H circulators is also compatible with installed SBAs. A wide range of large institutional customers, such as school boards, property management companies, and pump and motor service specialists will see significant benefits from this versatile service part.
Now, with the new maintenance-free ball bearing option, the Armstrong seal bearing assembly gives technicians more choice and even more flexibility for serving their customers.
MAkING SENSE, MAkING CENTSWith the right replacement
parts solution for three-piece circulators, pump technicians can add more customer value by migrating installations to the Armstrong SBA platform. They can also reduce on-site service time to make service calls more profitable. Lastly, with the Armstrong SBA, they can minimize inventory costs by stocking parts that are compatible with multiple pump designs and sizes. ■
DO THE MATHThere’s a simple way to look at the value inherent in these new maintenance-free designs. Just calculate the cost for a maintenance person to correctly lubricate the traditional seal bearing designs that required regular oiling. If you assume one hour per year per circulator, the savings add up.
Considering the issue from another angle, some facilities may have cut back on regular circulator maintenance leading to a predictable reduction in service life. Assuming a very conservative 50 percent reduction in life, one can see the obvious savings in the new Maintenance-Free design.

52 | MARCH 2014 www.modernpumpingtoday.com
MODERN PUMPING products
AutoMAtiK PlAStiCS MACHineRy Sphero® S underwater Pelletizing SystemAutomatik’s new Sphero® S underwater pelletizing system has been specifically designed to be a cost-effective alternative to larger and more customizable systems. The Sphero® S incorporates a variety of upgrades, making it ideally suited for compounding, masterbatch, and recycling applications with medium throughputs, typically between 0.7 to 3 tons. The major technological advancements in the Sphero® S include new pneumatic diverter valves that optimize the flow channel and ease the cleaning of the cutting chamber, and a user-friendly, ergonomic design for easy cleaning, and quick changes of the knives. Other improvements include a new frame that allows it to be mounted on a single mobile structure, which guarantees a perfect alignment and a reduced footprint. Starting the system is almost instant, accomplished with a simple press of a button. The water bypass design has also been fine-tuned resulting in a speedier start-up. In addition, special attention has been given to the design of the cutter head to guarantee process integrity and ensure the production of evenly shaped, high-quality pellets. For more information, visit www.cn.psgdover.com.
All-flo PuMP CoMPAnyAir operated double diaphragm PumpsAll-Flo Pump Company is launching a new line of air operated diaphragm pumps that will raise the bar on efficiency standards across the industry. The new line of innovative, stainless steel and aluminum pumps rolled out in December. For use in a wide variety of chemical and fluid transfer applications, the new air operated diaphragm pump line offers an extended set of improved features over legacy products. Most notably, the newly designed All-Flo pump boasts a new, high-efficiency, air valve, built with fewer parts, making it the most air efficient pump in the industry.
“After initial testing, we can confidently say that our new line will be the industry’s most efficient air-operated diaphragm pump line available,” says Paul McGarry, All-Flo sales and marketing manager for North America. “For customers running our 2-inch pump, they could realize greater than 50 percent savings in annual operating costs.”
Serving a variety of industries, including oil and petroleum, petrochemical, food and beverage, mining and construction, All-Flo works with a global network of distributors to ensure local availability and service.
Featured Product Release
for more information, visit www.all-flo.com.
All-Flo Pump Company is launching a new line of air operated diaphragm pumps that will raise the
valve, built with fewer parts, making it the most air
All-Flo Pump Company is launching a new line of
valve, built with fewer parts, making it the most air valve, built with fewer parts, making it the most air

MARCH 2014 | 53 www.modernpumpingtoday.com
PRiMeXPump Watch™ The Pump Watch remote monitoring system allows for management of lift stations and wastewater collection systems remotely via a secure cellular network from a web browser on a PC, tablet, or smart phone. The system visually tracks system performance through data logging and critical information trending. Alarms are monitored and service personnel notified via email or text messaging. Users can monitor data and trending 24/7 from the web site. Pump Watch models are available for new or existing pump stations. For more information, visit www.primexcontrols.com or call one of these locations: 800.746.6287 (Detroit Lakes, Minnesota), 800.363.5842 (Ashland, Ohio), 513.831.9959 (Milford, Ohio), or 800.349.1905 (Clearwater, Florida).
eleCtRo-CHeMiCAl deviCeSHydra nitrate Analyzer System Offering a precision nitrate ISE electrode sensor with an integral self-cleaning sprayer, the new Hydra Nitrate Analyzer System from Electro-Chemical Devices, Inc. (ECD), is ideal for nitrate monitoring in wastewater treatment aeration basins. The Hydra Nitrate Analyzer System monitors the nitrification process in aeration basins at wastewater treatment plants, a process during which toxic ammonium ions are oxidized into much less toxicnitrateionsusinganaerobicactivatedsludgeprocess.De-nitrificationreduces the nitrate ion (NO3) to nitrogen gas (N2) by an anoxic reaction in the same treatment basin or in a separate anaerobic digester. The NO3—N measurement helps optimize the methanol being fed to the digester, minimizing cost, and also to provide a trend indication of the total nitrogen (TN) in the effluent. For more information, visit www.ecdi.com.
MAgneteK, inC.Mobile Hydraulic Wireless Controls Magnetek, Inc., a leading provider of digital power and motion control systems, has introduced a variety of wireless control options, including the patented Enrange™ MHR Radio Controller, Enrange Flex Pro™ transmitter, and the new Enrange Flex VUE™ transmitter. Magnetek’s Flex VUE provides operators with advanced communications and proportional control in a handheld product. The patented MHR combines the components of a radio receiver, CAN-bus display module and hydraulic valve controller into a convenient single unit, saving money and freeing up valuable real estate on the vehicle. When packaged with a transmitter, it provides a total radio control system. For more information, visit www.magnetek.com.
fRAnKlin eleCtRiC Ag Series Centrifugal PumpsFranklin Electric Co. Inc. releases the AG Series cast iron centrifugal pumps designed to outperform the competition in challenging water transfer applications demanding high performance and efficiency in industrial, commercial and agricultural markets. The AG Series is equipped with standard JM and JP motor frames along with a stainless steel shaft sleeve to prolong the life of the pump. Pumps are available to fit the industry’s most popular models ranging from 3 through 75 horsepower with flow ratings from 50 through 1000 gallons per minute with a maximum shut-off pressure of over 175 psi. For more information, visit www.franklin-electric.com.
agricultural markets. The AG Series is equipped with standard JM and JP motor frames along with a stainless steel shaft sleeve to prolong
ranging from 3 through 75
ratings from 50 through 1000 gallons per minute with a maximum shut-off pressure of over 175 psi. For more

54 | MARCH 2014 www.modernpumpingtoday.com
MODERN PUMPING products
SingeR vAlve Single Rolling diaphragm (SRd)Singer Valve has designed an innovative vertical diaphragm that rolls while opening and closing enabling it to lock the valve in place without any friction. This makes for incredible pressure stability from the highest to the lowest flows unlike any flat diaphragm, or traditional piston-style valves. By reducing pressure, this valve technology also reduces leakage. The rolling diaphragm reacts faster to changing pressures as it typically has much less water volume above the diaphragm enabling it to respond quicker. Sizes range from 6 to 36 inches and are NSF 372 certified. For more information, call 800.663.7266 or visit www.singervalve.com.
univeRSAl floW MonitoRS P420 Series flow Rate transmitter Universal Flow Monitors, Inc. offers plastic, vortex-shedding flow rate transmitters for cost-effectiveness in metering corrosive fluids, water, brine, and low-viscosity fluids in water treatment applications. The P420 Series is an inexpensive flow rate transmitter with no moving parts to stick, bind or coat. They are offered in five pipe diameters and are available in PVC (polyvinyl chloride) or CPVC (chlorinated polyvinyl chloride). Applications include chemical processing, desalination and water treatment. Electronic output is from a 4-20 mA two-wire transmitter designed intrinsically safe when used with barriers. For more information, call 248.542.9635, email [email protected], or visit www.flowmeters.com.
PRoCo PRoduCtS, inC. Series 230 Product lineProco Products, Inc. is pleased to announce that its Series 230 Product Line is now powered by Trace Parts International. Trace Parts International is one of the biggest CAD part libraries in the world offering 100+ million free 2D and 3D CAD models. Through TraceParts the Series 230 standard products are now available for downloading in various CAD formats such SolidWorks, AutoCAD, ProE, and many other compatible CAD formats. This online catalog will be a valuable tool/resource to learn more about the Series 230 product line and is a comprehensive library with technical/design information for technical review/early implementation for your piping applications. Engineers and end users will be able to create CAD Models or 3D PDF data sheets of expansion joints for use in their design specification. Log on to www.tracepartsonline.net/ws/proco, create a log-in profile then configure for downloading your specific required models/data sheets by using this fantastic technical configuration tool.
gRundfoS Hydro Multi-B BoosterPump SystemTo provide the greatest range of solutions for engineered packaged pumping systems, Grundfos releases the Hydro Multi-B, an all variable speed controlled pump system utilizing two to three Grundfos CME pumps. The Hydro Multi-B booster pump system has two key features: an easy-to-use CU323 controller for efficient, optimized pump control in constant-pressure applications and simplicity of installation and operation, the key design concept for the system. The system also boasts the proven reliability of energy-optimized Grundfos CMEs, horizontal multistage close-coupled pumps designed for compactness and flexibility. The pumps feature the Grundfos integrated variable frequency drive MLE motor, which significantly reduces power consumption and better matches demand in high-performance commercial building applications. For more information, visit www.grundfos.us, or follow Grundfos on Twitter, Facebook, and Google+.
CME pumps. The Hydro Multi-B booster pump system has two key features: an easy-to-use CU323 controller for efficient, optimized pump control in constant-pressure applications
multistage close-coupled pumps
, or follow Grundfos on Twitter, Facebook,

MARCH 2014 | 55 www.modernpumpingtoday.com
SeePeX inC.Chemical Metering SystemsPackaged skids from seepex eliminate time and costs associated with engineering, procuring, assembling, and commissioning flow control systems. The seepex chemical metering systems are for use in a wide variety of dosing and water treatment applications. Skids can be wall or floor mounted and are delivered complete with controls and all necessary chemical resistant components packaged into a single unit. Self-priming NSF/ANSI 61 certified metering pumps assure precise dosing without pulsation or vapor lock. The system handles pressure up to 350 psi, flow rates from 10 milliliters per minute to 100 gallons per hour, and has turndown capability of 60:1. For more information, call 937.864.7150 or visit www.seepex.com.
vAl-MAtiC QuadroSphere® Ball valve Val-Matic’s QuadroSphere® Ball Valve features a unique contoured ball with four recessed surfaces allowing solids to be flushed from the body/ball cavity to prevent them from being trapped around the back of the seat rings and bearings. Recessed surfaces on the ball provide lipped edges for scraping the seats clean to avoid buildup of solids and scale. Seating surfaces are out of the flow path and fully protected from direct flow. Special machining of the ball substantially reduces the ball to seat surface contact creating less resistance during cycles, lowering the operating torque. The QuadroSphere® maintains a fraction of the resistance across the seating surfaces when cycling, reducing wear up to 70 percent and improving the performance life of the ball and seats. For more information, visit www.valmatic.com.
little giAnt f Series PumpsBecause circulation is the key to a healthy aquatic environment, Little Giant pumps are the heart of any pond water feature. The new F Series wet rotor water feature pumps offer flexibility from the start; designed to tackle any job. They can be submersed or used externally and stand both vertical or horizontal. With NPT threads and SPG fittings built in, attaching plumbing is a breeze. Included pre-filter makes these pumps ready for any decorative water application. The F Series pumps are available in flow rates from 1250 up to 7100 gallons per hour while utilizing only 150 to 660 watts of power. All F Series pumps feature rugged construction with no mechanical seal for years of longevity. For more information, visit www.lg-outdoor.com or call 800.701.7894.
SCAleWAtCHeR noRtH AMeRiCAelectronic descaler Scalewatcher products, made in the USA, reduce and eliminate scale buildup in your water system without the use of chemicals or salts. Made to fit pipes from ½ up to 120 inches, Scalewatcher can treat water for residential, commercial, and industrial applications. Simple, noninvasive installation cuts building maintenance costs and can reduce or eliminate caustic chemical usage. Why continue to invest in salts and chemicals when Scalewatcher’s patented system can save you time, water usage, maintenance costs, and most importantly, your maintenance budget? See why we say we have the "Simple Solution to your Hard Water Problems." For more information, call 800.504.8577, email [email protected], or visit www.scalewatcher.com.
offer flexibility from the start; designed to tackle any job. They can be submersed or used
56 | MARCH 2014 www.modernpumpingtoday.com
PUMPING trends
At the 2014 ASHRAE Winter Conference, Greg Towsley, director
of regulatory and technical affairs for Grundfos, presented his paper “Towards the ASHRAE 2020 Vision with an Efficiency Increase to a Pump Product Range,” addressing the shared responsibility for energy efficiency in today’s marketplace. In the following interview, Mr. Towsley expanded on these ideas for Modern Pumping Today.
Modern Pumping Today: How do you see the link between OEMs and energy consumers changing?
Greg Towsley: As costs for energy and water continue to rise, and the desire for more efficient buildings and systems increases, consumers are going to demand that OEMs provide more efficient equipment. For some equipment types, they have nearly reached maximum technology and maximum efficiency. So the next step is to look at the system and how the each of the components work together to optimize and maximize system efficiency.
MPT: What are some examples of how manufacturers, like Grundfos, are meeting this challenge?
Greg Towsley: First, manufacturers must ensure that the efficiency of the basic equipment, in our case the pumps, have been maximized for the services they are applied. The double suction horizontal split case pumps referenced in the ASHRAE paper is an example of where we took the initiative to analyze that product and reengineered it to maximize the efficiency. The next opportunity that manufacturers can take is to integrate individual components together to improve their operation. The current draft of the Standardization Roadmap - Energy Efficiency in the Built Environment prepared by the American National Standards Institute identifies integrated control in heating and cooling systems as a gap in improving the efficiency of buildings. Again, Grundfos has taken the initiative to integrate components to help systems improve efficiency: Alpha circulators, Magna inline pumps, Hydro MPC packaged pumps systems, and the recently launched Grundfos e-products, where we have
integrated our Grundfos MLE motors with integrated VSD on some of our PACO pumps.
MPT: As the market demand for “ultra-high-efficiency equipment” grows, what options will manufacturers have at their disposal?
Greg Towsley: In the case of pump manufacturers, there are many tools that have been improved over the years: computational fluid dynamics (CFD) for hydraulic design, finite element analysis (FEA) for mechanical design, 3-D modeling for part and pattern design. Utilizing all of the most current tools together can help engineers design the most optimized product quicker and at lower costs. In addition, as new technology is developed in vertical markets, such as permanent magnet motors and controls, pump manufacturers can integrate them with the pump to meet the demand for “ultra-high-efficiency” solutions.
MPT: How important is performance testing for OEMs looking to develop ultra-high-efficiency equipment?
Greg Towsley: Although testing products to communicate the performance and efficiency occurs today, it can be expected that manufacturers will be more accountable to ensure that the products they provide meet that performance. Building energy codes and certifications are requiring reduced energy consumption. If the systems in the buildings are not meeting expectations, commissioning and auditing could identify those products that aren’t performing as expected. Specifically with pumps, it is expected that the current Department of Energy rulemaking activities for energy conservation standards for pumps will include a test procedure that discloses a pump’s performance.
MPT: What opportunities do you foresee will be available for manufacturers who are proactive in their approach to efficiency? What are the dangers of being left behind?
Greg Towsley: There is no doubt that manufacturers who are proactive will be the first to enter the market and gain awareness as a provider of high-efficiency solutions. Of course, there is a requirement of taking a business risk to make the investments to initiate the product improvement activities. But in the long term, those investments will provide the expected benefits not only for the manufacturer but also for the consumer. For those who delay in making the investments, they will be slow to gain entrance into the growing market requirement of energy efficient solutions. ■
The Quest for Ultra-High EfficiencyGrundfos’s Greg Towsley on the rising
demand for system-wide energy savings