modern water
DESCRIPTION
Forward Osmosis – The Story So Far Proven Process & Commercial RealityTRANSCRIPT

Bringing new technology to the water industry
Forward Osmosis – The Story So Far Proven Process & Commercial Reality
2nd Annual Power and Desalination Summit Riyadh 17-18 March 2013

Bringing new technology to the water industry 2
Outline
Forward Osmosis – The Story So Far Proven Process & Commercial Reality
• Introduction to Modern Water and the FO Process
• Process & commercial development from research project to operational plants
• Gibraltar FO
• Al Khaluf FO (RO vs FO)
• Al Najdah
• What next for FO?

Modern Water - Introduction
Modern Water’s mission is: to source, develop and deploy technology-based solutions
to meet the growing demand for the economic availability of fresh water and treatment of waste water
• Founded – 2006 to exploit portfolio of water related technologies
• IPO – London, June 2007
• 89 granted patents with 58 applications pending – of which 53 granted patents in 5 main groups relate to membrane processes
• Strong R&D – links with Universities & Research Organisations – UK, Europe, Australia, Japan, USA
• R&D Expenditure in Membrane Processes £500,000/annum – excluding overheads and staff costs
• Highly experienced team which has delivered and managed large
scale desalination projects around the world
Bringing new technology to the water industry

Bringing new technology to the water industry 4
Forward Osmosis
∆π
∆π
Source Water
(Seawater or
Brackish
Water)
Osmotic
Agent
(High Osmotic
Pressure) P1
P2
P2-P1 > ∆π
Reverse Osmosis
(RO)Forward Osmosis
(FO)

Bringing new technology to the water industry 5
What use is FO?
• Operates at low pressure, typically 0 – 3 barg
• Can concentrate one stream with a lower osmotic pressure using another of higher osmotic pressure
• Dilute a more concentrated stream with a lower concentrated stream
• Particular advantages with difficult feed waters
• Applications: • Desalination (MWG)
• Water substitution (MWG)
• Thermal desalination feedwater softening (MWG)
• Enhanced oil recovery (MWG)
• Fracture water (MWG)
• Emergency drinks from brackish or sea water
• Power generation (MWG)
1. Source HTI
2. Source Statkraft
1
2
Bringing new technology to the water industry 6
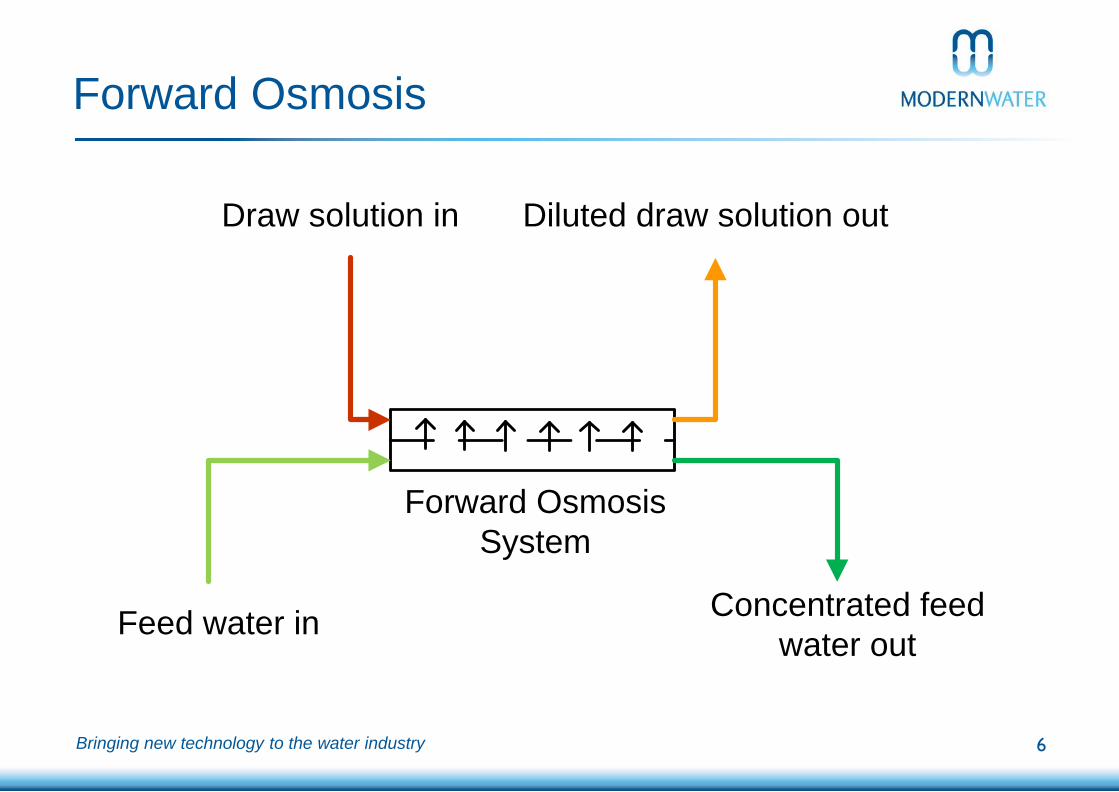
Forward Osmosis
Feed water in
Draw solution in Diluted draw solution out
Concentrated feed
water out
Forward Osmosis
System

Bringing new technology to the water industry 7
Forward Osmosis Desalination
Forward Osmosis System
Regeneration Membranes
FeedwaterReject from forward
osmosis system
Product Water
Concentrated
Osmotic Agent
Diluted
Osmotic Agent

Bringing new technology to the water industry 8
FO Desalination – Process challenges
• The selection of the osmotic agent / draw solution, which by
necessity must be non toxic
• Maintaining a constant osmotic pressure for the concentrated
osmotic agent
• Managing the contamination of the osmotic agent with salts from
the feed solution
• Minimising back diffusion of the osmotic agent to the feed solution
• A robust forward osmosis membrane that can adequately deal with
flow on both sides
• Operating on a continuous and economic basis
• Pre-treatment considerations

Advantages of FO Desalination
Bringing new technology to the water industry
9
Forward Osmosis (FO) Reverse Osmosis (RO) Technology Status Innovative process solution now fully operational & commercially
available . A proven, robust and reliable membrane process. 3 full-scale
plants now operating (Al Khaluf, Oman - the world’s first commercial
FO plant began operation in 2010).
Competitive advantages over RO.
Mature, well established technology (Coalinga, California - the
world’s first commercial RO plant began operation in1965).
Little further improvement likely.
Membrane Fouling Extremely low inherent fouling - low pressure, diffusion driven
process.
Possibility to consider reduced pre-treatment (site dependent).
FO Membranes are chlorine tolerant allowing effective treatment
for bio-fouling.
High pressure - prone to fouling, hydraulic forces increase fouling
- a key issue.
RO Membranes are not chlorine tolerant.
Energy Consumption Typically up to 30% less than RO.
The more difficult the feedwater the higher the energy saving.
Typically up to 30% more than FO.
Any degree of fouling, higher than FO.
Operational Costs Less than RO due to higher availability, less chemical cleaning and
fewer membrane replacements.
Extended membrane life - FO membrane life typically twice that
of the equivalent RO membrane. Reduced life-
time costs.
More than FO due to lower availability, higher energy costs,
more chemical cleaning and membrane replacements.
Boron Removal Inherently high removal, without the need for post treatment
(less than 1 ppm).
Poor removal and may require additional costly post treatment
system.
Ease of Operation Very similar to RO, but with less frequent cleaning and increased
membrane life.
Similar to FO but more frequent cleaning and reduced membrane
life
Capital Cost Similar capital cost on a like-for-like basis. Similar capital cost on a like-for-like basis.

Bringing new technology to the water industry 10
Competitive
Tendering
Tender
Award
2011
2012
Production
Facility 2010
Demonstration
Facility 2009
Laboratory
Work 2008
2007
FO Desalination Development

Bringing new technology to the water industry 11
Demonstration Facility
• Located in Gibraltar
• Commissioned September 2008
• Fabricated in UK and shipped
• Housed in a 20’ ISO shipping
container
• Located adjacent to an existing
SWRO facility

Bringing new technology to the water industry 12
Demonstration Facility
• Challenging location
• 50m inside a damp cave
• Open seawater intake
• Common pre-treatment with conventional SWRO plant (SDI15, 3 – 4)
• Product water into public supply 1 May 2009
• Independently tested
• TDS < 200 mg/l
• Boron < 0.6 mg/l
• Plant used for development activities
• Output doubled over test period
• 35m3/d
• Automatic operation, 24 hours a day
• Membranes never cleaned!
• Currently testing new MWFO-4G membranes (March 2013)

Bringing new technology to the water industry 13
Production Facility
• Located in Al Khaluf, Oman
• Commissioned November 2009
• Fabricated in UK
• Housed in a 40’ High-cube ISO
shipping container
• Design capacity 100m3/d
• Shares a common pre-treatment
with a SWRO plant
Al Khaluf
Bringing new technology to the water industry 14
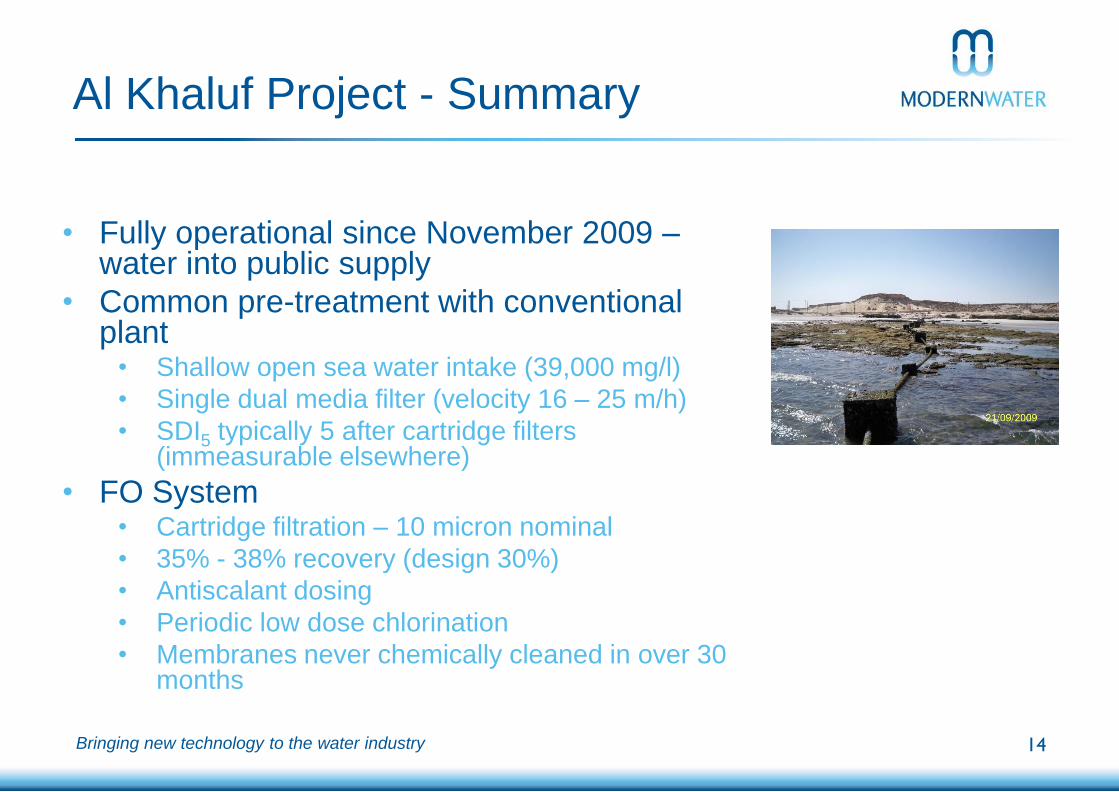
Al Khaluf Project - Summary
• Fully operational since November 2009 – water into public supply
• Common pre-treatment with conventional plant
• Shallow open sea water intake (39,000 mg/l)
• Single dual media filter (velocity 16 – 25 m/h)
• SDI5 typically 5 after cartridge filters (immeasurable elsewhere)
• FO System • Cartridge filtration – 10 micron nominal
• 35% - 38% recovery (design 30%)
• Antiscalant dosing
• Periodic low dose chlorination
• Membranes never chemically cleaned in over 30 months
Bringing new technology to the water industry 15
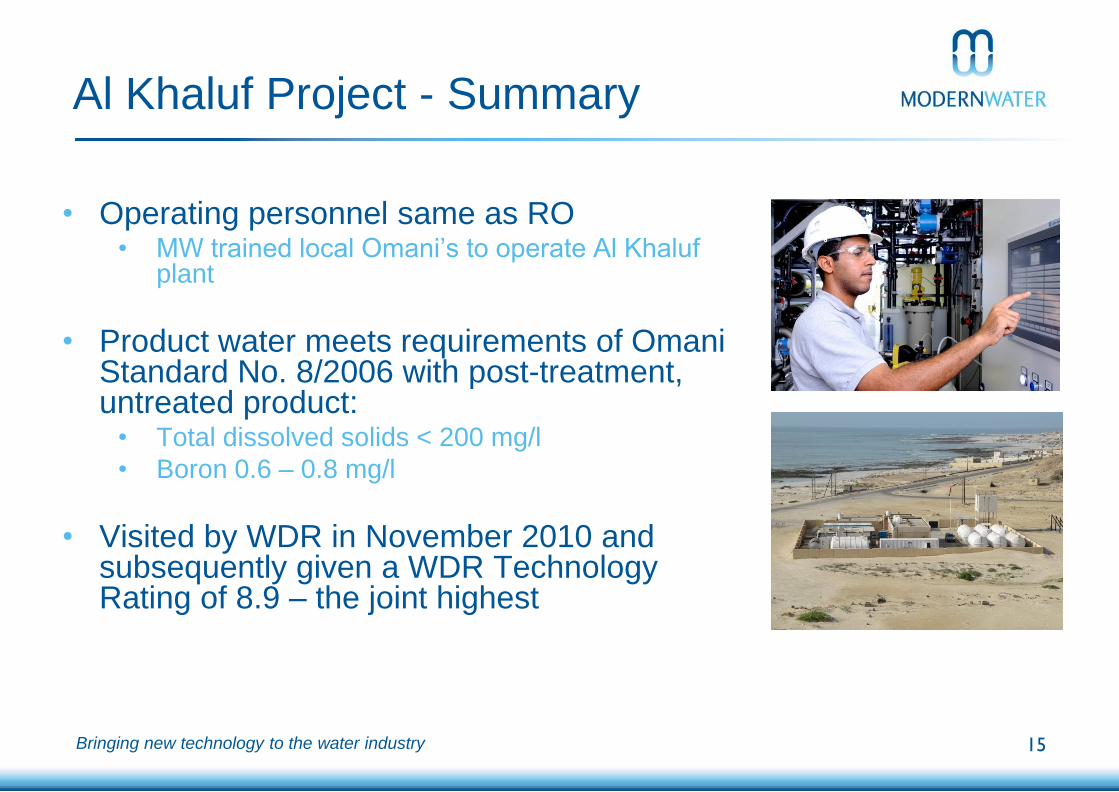
Al Khaluf Project - Summary
• Operating personnel same as RO • MW trained local Omani’s to operate Al Khaluf
plant
• Product water meets requirements of Omani Standard No. 8/2006 with post-treatment, untreated product:
• Total dissolved solids < 200 mg/l
• Boron 0.6 – 0.8 mg/l
• Visited by WDR in November 2010 and subsequently given a WDR Technology Rating of 8.9 – the joint highest

Bringing new technology to the water industry 16
Al Khaluf - Normalised Flow
FO Plant
RO Plant
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
Jan-2010 Feb-2010 Mar-2010 Apr-2010 May-2010 Jun-2010 Jul-2010 Aug-2010 Sep-2010 Oct-2010 Nov-2010 Dec-2010
No
rmal
ised
Per
mea
te F
low
(m
3/h
)
New Membranes Installed
30% Decline in Output Over Just Five Months
Cleaning Activity on New Membranes
Membranes Installed
August 2009, 4.2 m3/h
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
Jan-2010 Feb-2010 Mar-2010 Apr-2010 May-2010 Jun-2010 Jul-2010 Aug-2010 Sep-2010 Oct-2010 Nov-2010 Dec-2010
FO
No
rmal
ised
Flo
w (
m3/
h)

Bringing new technology to the water industry 17
Al Khaluf - Energy Consumption
RO
FOD
Overall energy saving comparison at Al Khaluf = 42% reduction Note energy consumption and savings are feedwater and site specific
25% Conversion
65 bargFeed 288 m
3/d
Brine 216 m3/d
Product 72 m3/d
25 kW
35% Conversion
4 bargFeed 288 m
3/d
Brine 188 m3/d
Product in OA 100 m3/d
2 kW
47% Conversion
65 bargProduct 100 m
3/d
19 kW
Bringing new technology to the water industry 18
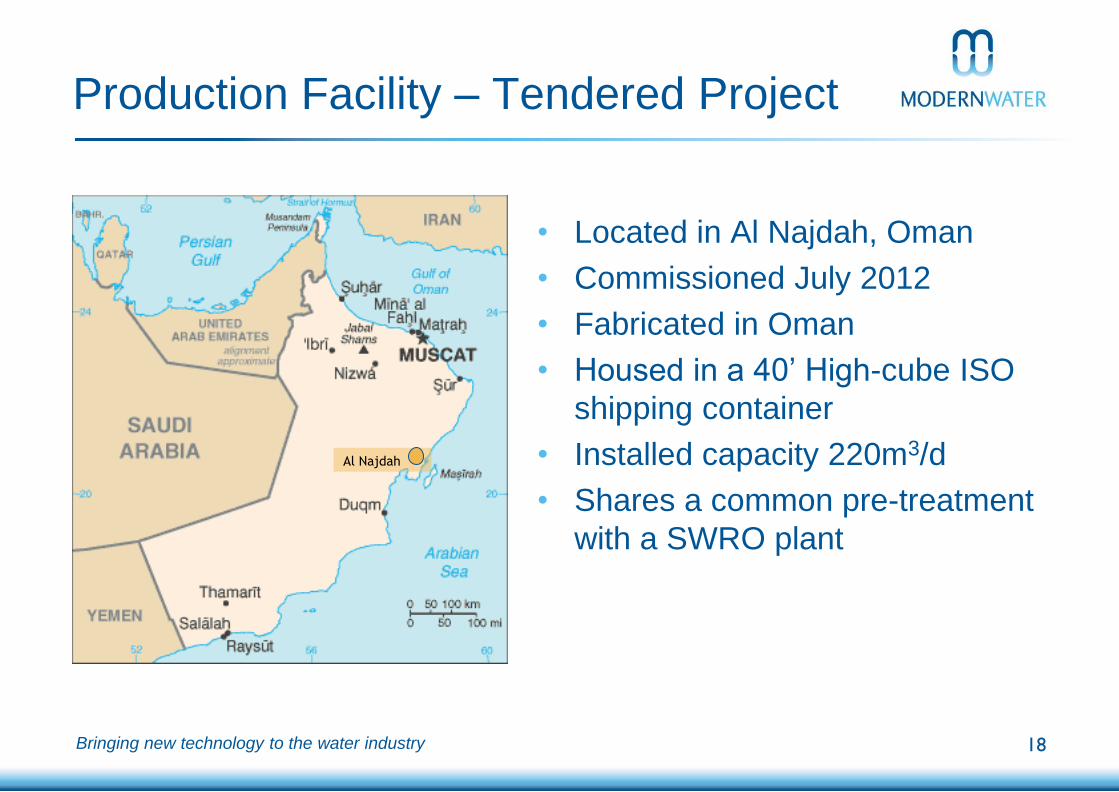
Production Facility – Tendered Project
• Located in Al Najdah, Oman
• Commissioned July 2012
• Fabricated in Oman
• Housed in a 40’ High-cube ISO
shipping container
• Installed capacity 220m3/d
• Shares a common pre-treatment
with a SWRO plant
Al Najdah

Bringing new technology to the water industry 19
Al Najdah Project - Summary
• In June 2011 Modern Water was awarded a contract to build a 200m3/d (original design capacity) facility located in the same region as Al Khaluf
• Evaluation based on: • Technical factors
• Economic factors (including through life cost)
• Fully commercial application of forward osmosis
• Incorporating fabrication in Oman
• Project complete • O&M contract started September 2012

Bringing new technology to the water industry 20
Al Najdah Project
• Feedwater
• Borehole: TDS 45,000 – 60,000 mg/l
• SDI (15 mins) after filtration: 2 – 3
• Sulphuric acid plus antiscalant
• Boron: 7 mg/l
• Design recovery: 35%
• Product water (pre post-treatment)
• TDS: 250 – 300 mg/l
• Boron: 0.6 – 0.8 mg/l
Bringing new technology to the water industry 21
Demonstration Facility – FO ECS
• FO Evaporative Cooling System
(FO ECS) – provision of low-cost
make-up water.
• Originally located in Sohar,
Oman 2011-2012
• Currently being shipped to
Kuwait for new client
• Fabricated in UK
• Housed in a 20’ High-cube ISO
shipping container
Kuwait
Sohar
Bringing new technology to the water industry 22
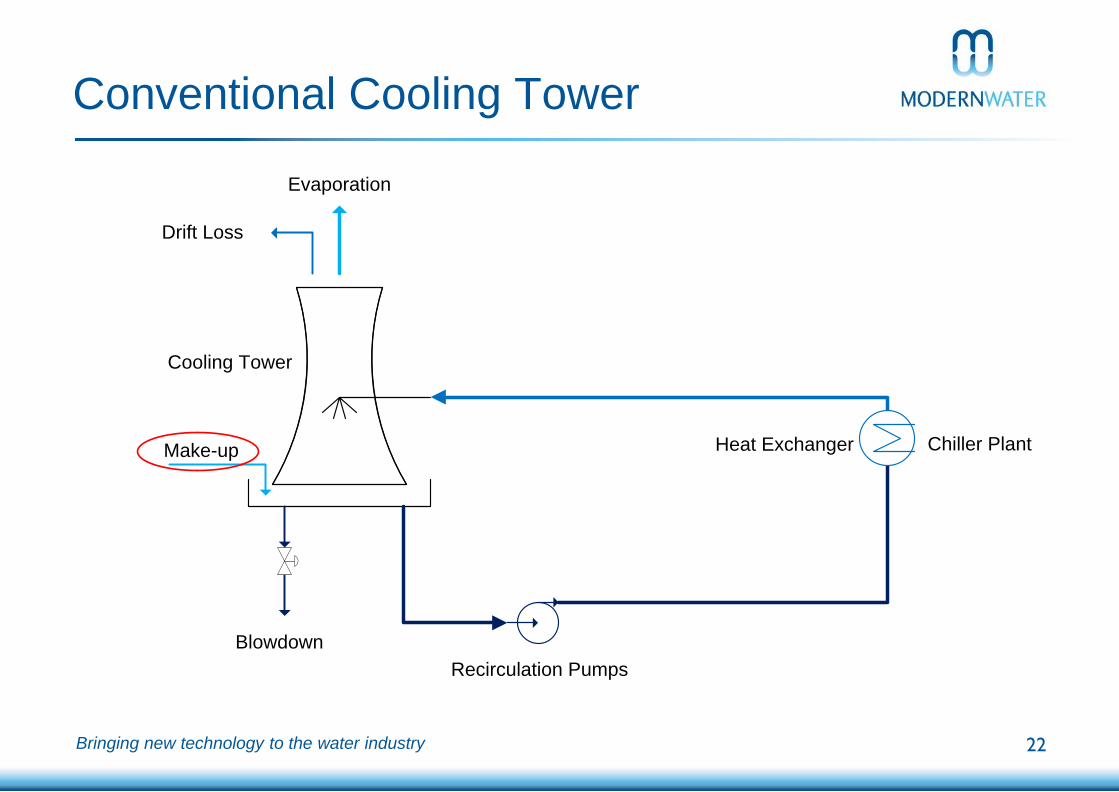
Conventional Cooling Tower
Recirculation Pumps
Heat Exchanger
Cooling Tower
Evaporation
Drift Loss
Blowdown
Make-up Chiller Plant

Bringing new technology to the water industry 23
Seawater or brackish water feed Reject from manipulated osmosis system
Manipulated Osmosis System
Heat Exchangers
Cooling Tower
Evaporation
Drift Loss
Recirculated Osmotic Agent
Concentrated Osmotic
Agent
Blowdown System
Blowdown
FO Cooling Tower System
Cooling System
incorporating FO make-up (cooling water as osmotic agent)
Make-up via
forward
osmosis

Bringing new technology to the water industry 24
FO Cooling Tower System
Seawater or brackish water feed Reject from manipulated osmosis system
Manipulated Osmosis System
Heat Exchangers
Cooling Tower
Evaporation
Drift Loss
Recirculated Osmotic Agent
Concentrated Osmotic
Agent
Blowdown System
Blowdown
Cooling System
incorporating FO make-up (cooling water as osmotic agent)
Incorporating MW
Blowdown Recovery
System
Make-up via
forward
osmosis

Bringing new technology to the water industry 25
FO Evaporative Cooling System
• Demonstration / test plant housed in 20’ container
• Extensively tested at Sohar Industrial Port, Oman
• Requires a source of raw water (seawater, brackish water, TSE), drain, power and heat load
• Membrane pre-treatment
• Multi-media pilot filter columns
• Air scour
• Backwash
• Flocculant dosing
• Antiscalant
• Packaged cooling tower
• Heat exchanger
• Membrane Support Systems
• Blowdown recovery system

Bringing new technology to the water industry 26
Power Comparison – Make up Water
0
1
2
3
4
5
6
7
8
0 10,000 20,000 30,000 40,000 50,000
Feed Water TDS (mg/l)
kW
h/m
3
RO with ERT
RO no ERT
Manipulated Osmosis
Manipulated Osmosis (OA recovery)
Assumptions Temperature 25ºC Maximum conversion on MO limited to 30% (very conservative)
Pre-treatment requirements the same for MO and RO Conversion for RO, 80% - 41% depending on feed TDS
Pump overall efficiency 70% Tower concentration ratio 5
Energy recovery efficiency 70%
Bringing new technology to the water industry 27
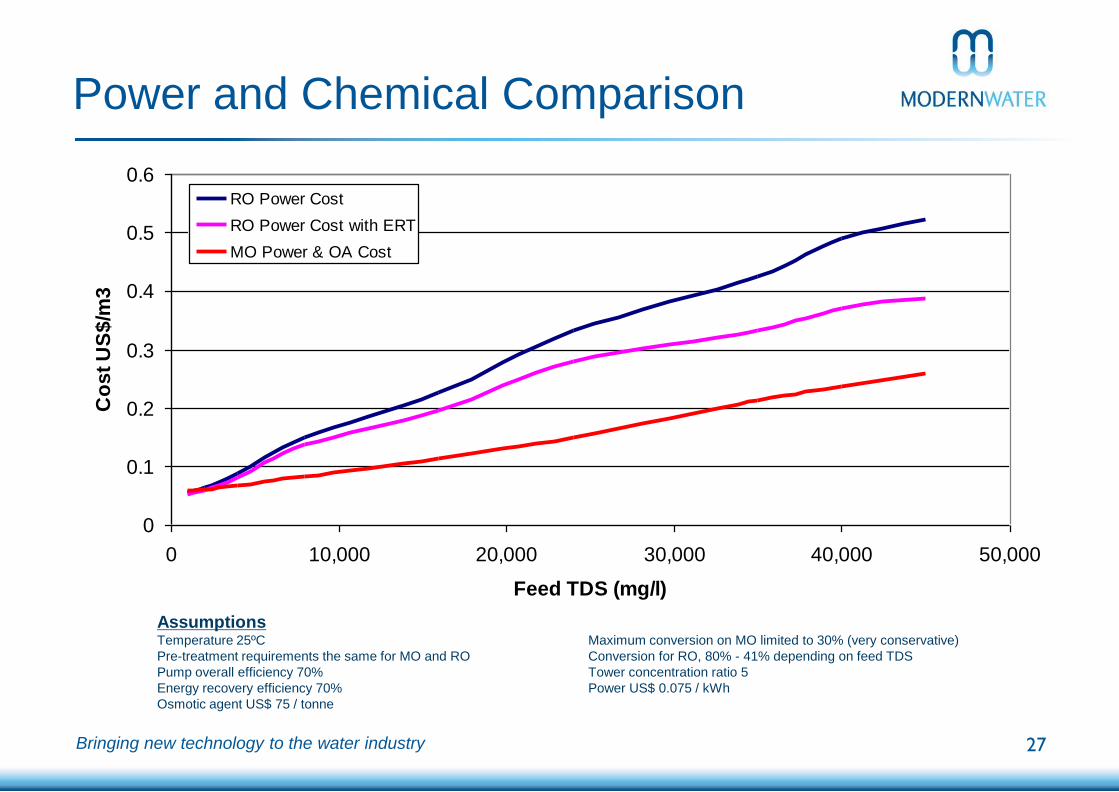
Power and Chemical Comparison
0
0.1
0.2
0.3
0.4
0.5
0.6
0 10,000 20,000 30,000 40,000 50,000
Feed TDS (mg/l)
Co
st
US
$/m
3
RO Power Cost
RO Power Cost with ERT
MO Power & OA Cost
Assumptions Temperature 25ºC Maximum conversion on MO limited to 30% (very conservative)
Pre-treatment requirements the same for MO and RO Conversion for RO, 80% - 41% depending on feed TDS
Pump overall efficiency 70% Tower concentration ratio 5
Energy recovery efficiency 70% Power US$ 0.075 / kWh
Osmotic agent US$ 75 / tonne

Bringing new technology to the water industry 28
Osmotic Agent / Cooling Water (1)
• Osmotic agent low cost, readily available and non toxic
• Osmotic agent concentration optimised for raw water feed to minimise losses and maximise vapour pressure
• Material compatibility – real time and coupon testing
• 304 ss, 316 ss, Cu alloys little or no metal loss
• Carbon steel some metal loss, greatly reduced by corrosion inhibitor (phosphonates & carboxylic acid)
• Speciality additive work ongoing with chemical supplier
Bringing new technology to the water industry 29
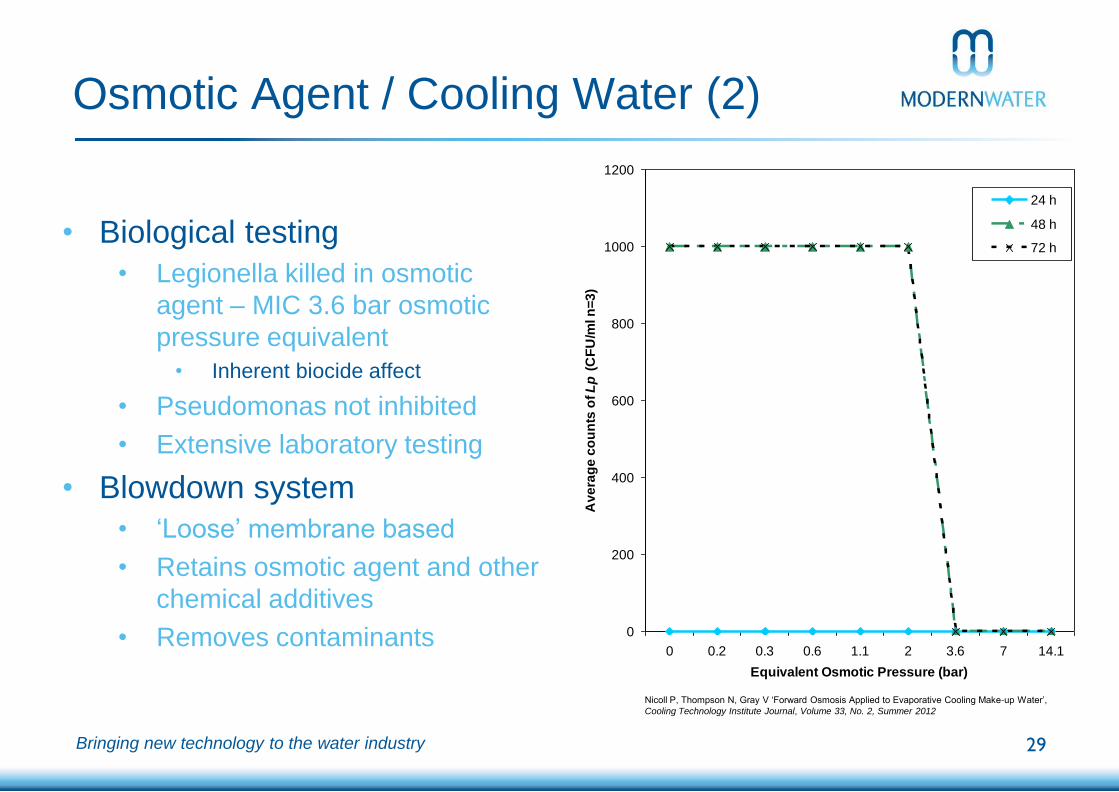
Osmotic Agent / Cooling Water (2)
• Biological testing
• Legionella killed in osmotic
agent – MIC 3.6 bar osmotic
pressure equivalent
• Inherent biocide affect
• Pseudomonas not inhibited
• Extensive laboratory testing
• Blowdown system
• ‘Loose’ membrane based
• Retains osmotic agent and other
chemical additives
• Removes contaminants
0
200
400
600
800
1000
1200
0 0.2 0.3 0.6 1.1 2 3.6 7 14.1
Equivalent Osmotic Pressure (bar)
Av
era
ge
co
un
ts o
f L
p (
CF
U/m
l n
=3
)
24 h
48 h
72 h
Nicoll P, Thompson N, Gray V ‘Forward Osmosis Applied to Evaporative Cooling Make-up Water’,
Cooling Technology Institute Journal, Volume 33, No. 2, Summer 2012
Bringing new technology to the water industry 30
Blowdown System
• Patented system allowing removal of ionic
contaminants and retention of high molecular
weight chemicals
• Cooling water chemical additives are partially
recycled
• Significant chemical savings
• Environmental discharges reduced
• Osmotic agent is recycled
Bringing new technology to the water industry 31
Cooling Water Properties
• Generally non corrosive and compatible with heat transfer
surfaces
• Vapour pressure dependent on feedwater source
• Seawater feed – estimate 5% increase in tower area
• TSE feed – no increase in tower area
• Thermal conductivity higher than water
• Improved heat transfer
• Density dependent on feed water source
• Seawater feed – density ≈ 1,160 kg/m3
• TSE feed – density ≈ 1,020 kg/m3
Bringing new technology to the water industry 32
Evaporative Cooling – FO Advantages
• Same ‘platform’ technology as desalination application – an
ideal FO process
• Can utilise a wide range of feedwaters
• Significantly reduced power consumption compared with
reverse osmosis (88% - 40%, typically 50%)
• Reduced CAPEX, compared to RO
• Extensive use of low cost plastic materials
• Low fouling propensity of forward osmosis process
• Cooling water additives are retained by the blowdown
recovery system
• Can be retrofitted to existing installations
Bringing new technology to the water industry 33
What next for FO?
Forward Osmosis
Future Developments

Modern Water – What next for FO?
• FO Desalination • Increased project scale
• Membrane developments – MW FO 4th generation membranes
• Submerged FO
• FO Application Demonstration/Trials • Thermal desalination (MSF) feedwater softening application
• Fracture Water application
• New FO Application Developments • Industrial concentration and/or dilution process applications
• Salt concentration applications
• Hydro Osmotic Power
• FO Process Development • Membrane developments for other applications outside FO desalination
• Development of enhanced osmotic agent/draw solutions
• New Markets • China/USA
Bringing new technology to the water industry
Bringing new technology to the water industry 35
Membrane Development
• Current FO membrane is third generation
(MWFO3.5)
• Fourth generation (MWFO4) with
significant improved permeability,
laboratory tested and prototype testing
commencing March 2013 in Gibraltar
• Clear roadmap for further development in
place
• Cambridge laboratory facilities include flat
sheet and hollow fibre forward osmosis
test rigs

Bringing new technology to the water industry 36
Future Developments - Submerged FO
• Utilises existing membrane bio-rector experience
• Air sparging etc
• Removes significant requirements for seawater pre-
treatment
• Chemicals and energy
• Applicable to other Modern Water applications
• Enhanced oil recovery (EOR)
• Cooling towers (ECS)
• Can be installed on or offshore
• Innovative solution
• The advantages of forward osmosis are immediately
apparent
Bringing new technology to the water industry 37
Conclusions
• Forward osmosis now a proven technology at industrial scale with fully commercial plants now operating
• Robust process with proven resistance to membrane fouling
• Highly significant OPEX reductions compared to RO with similar CAPEX on a like for like basis
• Numerous further potential applications in development
• Significant process improvements still to come

Bringing new technology to the water industry
Find out more at
www.modernwater.co.uk
Bringing new technology to the water industry 39
Further Reading
• Cath T, Childress A, and Elimelech M ‘Forward osmosis: Principles,
applications, and recent developments’ Journal of Membrane Science, May
2006.
• Thompson N & Nicoll P ‘Forward Osmosis Desalination: A Commercial Reality’,
Proceedings IDA World Congress, Perth, Western Australia, September 2011.
• Nicoll P, Thompson N, Bedford M ‘Manipulated Osmosis Applied To
Evaporative Cooling Make-Up Water – Revolutionary Technology’, Proceedings
IDA World Congress, Perth, Western Australia, September 2011.
• Nicoll P, ‘Forward Osmosis Applied to Desalination and Evaporative Cooling
Make-up Water’, International Water Conference, Orlando, USA, November
2011.
• Nicoll P, Thompson N, Gray V ‘Forward Osmosis Applied to Evaporative
Cooling Make-up Water’, Cooling Technology Institute, February 2012.