modélisation numérique des procédés de soudage par arc...
TRANSCRIPT

Modélisation numérique des procédésde soudage par arc des aciers
Michel Bellet, Makhlouf Hamide
Mecamat, Aussoisjanvier 2008
Ecole des Mines de ParisCentre de Mise en Forme des Matériaux (CEMEF)UMR 7635 CNRSSophia Antipolis
2Mecamat Aussois janvier 2008
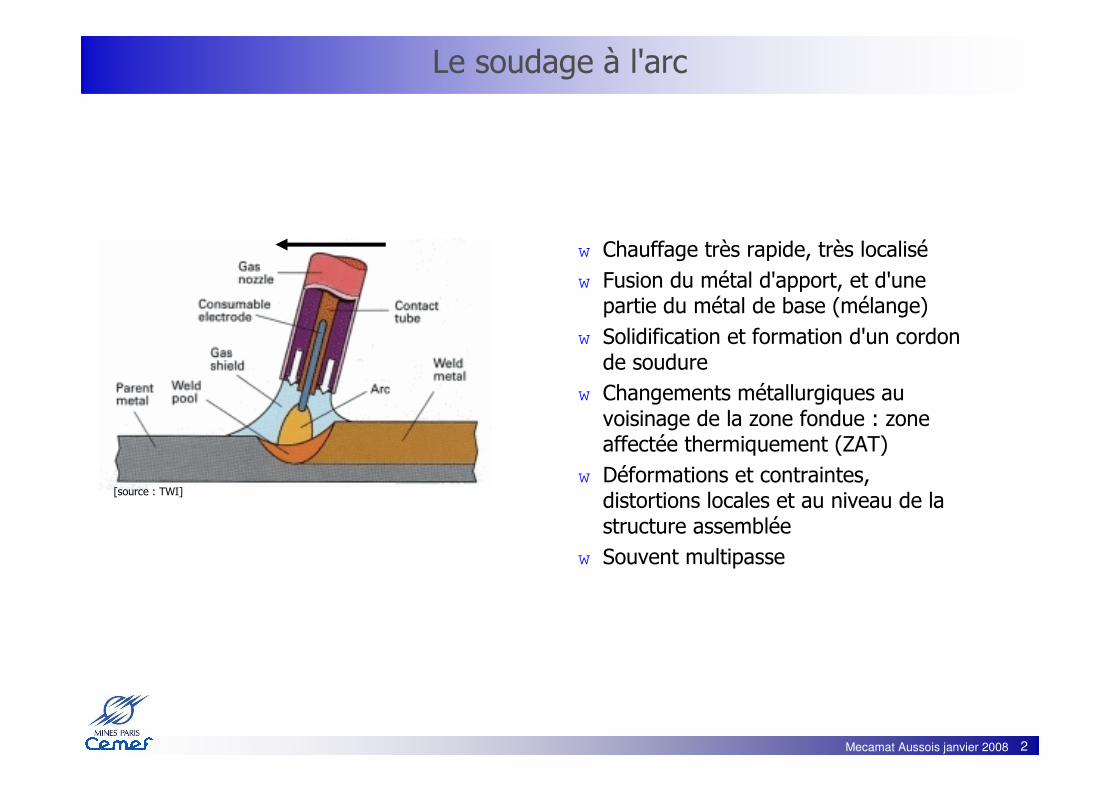
Le soudage à l'arc
[source : TWI]
w Chauffage très rapide, très localiséw Fusion du métal d'apport, et d'une
partie du métal de base (mélange)w Solidification et formation d'un cordon
de soudurew Changements métallurgiques au
voisinage de la zone fondue : zone affectée thermiquement (ZAT)
w Déformations et contraintes, distortions locales et au niveau de la structure assemblée
w Souvent multipasse

3Mecamat Aussois janvier 2008
La complexité des phénomènes impliqués
Interactions à courte distance, autour de la zone fondue
Interactions à longue distance, au niveau de l'assemblage

4Mecamat Aussois janvier 2008
Approches possibles
w Approche HFF : "Heat and Fluid Flow"Turbulence (modèles ou DS), effet Marangoni, pression d'arc, frottement aérodynamique,
couplages électro-magnétiquesà champ de vitesse, forme de la surface libre, champ de température dans et au
voisinage de la zone fondue• Codes de mécanique des fluides : Flow3D, Fluent, Femlab…• Logiciels dédiés : Marcus…
Approche TMM : "Thermo-Mechanics & Metallurgy"Fusion/solidification, changements de phase à l'état solide, mécanique et thermique de
l'alliage multiphasé…à Déformations et contraintes à courte et longue distance, forme de la ZF et du cordon,
histoire thermomécanique, distribution des phases métallurgiques+ prédiction des défauts, prédiction des propriétés
• Codes de calcul de structures : Abaqus, Ansys, Castem…• Logiciels dédiés : Sysweld…

5Mecamat Aussois janvier 2008
Objectifs de l'étude
•Une plateforme numérique pour le soudage par fusionw Thermique, fusion/solidificationw Transformations métallurgiques (aciers)w Mécanique des solidesw Mécanique des fluidesw Apport de matière
•Développement du logiciel TRANSWELD par le Cemef et Transvalor, basé sur la librairie Cimlib (orientée-objet C++) du Cemef

6Mecamat Aussois janvier 2008
Sommaire
•Modélisation des différents couplagesw Thermique – métallurgiew Thermique – mécaniquew Mécanique – métallurgie
•Méthode de contrôle du maillage
•Méthode pour modéliser l'apport de matièrew Méthode lagrangiennew Méthode de suivi d'interface
• Comparaison avec résultats expérimentaux
• Conclusion, perspectives
Transformations métallurgiques
Thermique
Mécanique des fluides
Mécaniquedu solide
7Mecamat Aussois janvier 2008
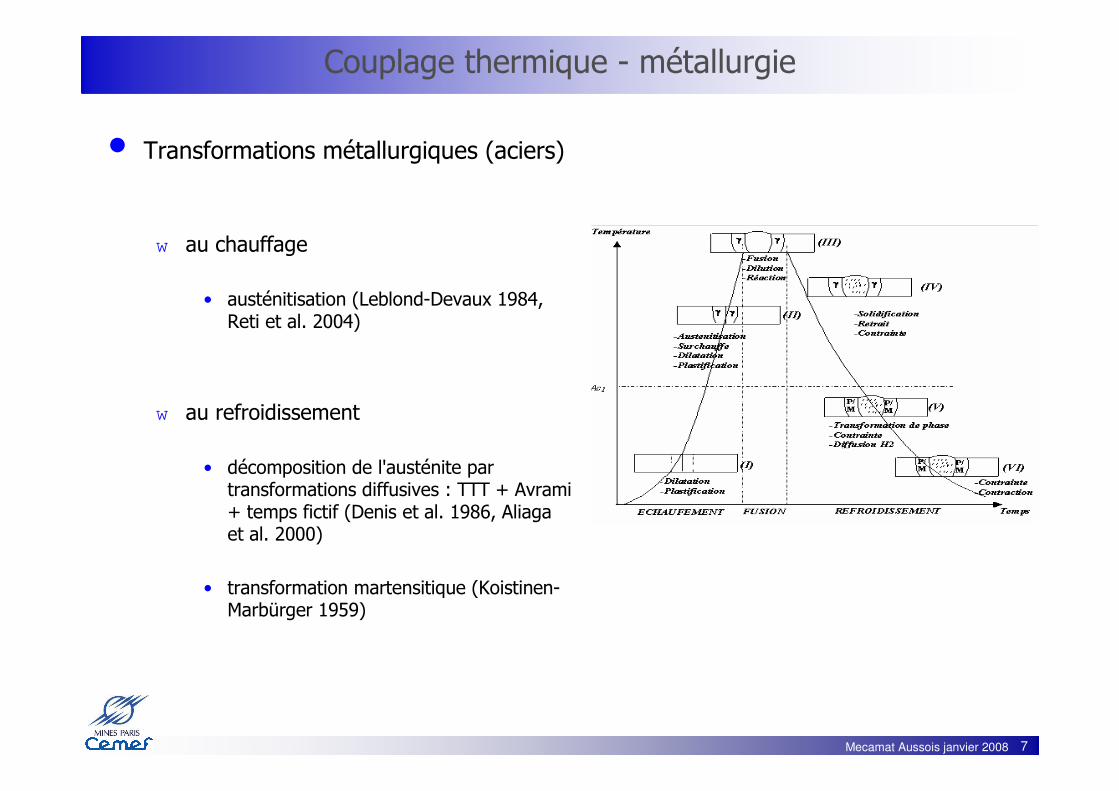
Couplage thermique - métallurgie
• Transformations métallurgiques (aciers)
w au chauffage
• austénitisation (Leblond-Devaux 1984, Reti et al. 2004)
w au refroidissement
• décomposition de l'austénite par transformations diffusives : TTT + Avrami+ temps fictif (Denis et al. 1986, Aliagaet al. 2000)
• transformation martensitique (Koistinen-Marbürger 1959)

8Mecamat Aussois janvier 2008
Couplage thermique - métallurgie
• Métallurgie à Thermiquew Enthalpie de fusion/solidificationw Enthalpies de changements de phases à l'état solide
• Méthode des termes de source
• Méthode du cp équivalent
• àààà Méthode enthalpique
( ) 0)( =∇⋅∇+∂
∂TgHg
tkkkk λ
∑ ∑∑=
≠>
→
≠>
→
−−=∇⋅∇−∂
∂
Nk
k
kjj
jk
kii
ki HggTt
H
,2 11
)( &&λ vl
T
Tkpk LgdcgTH += ∫
0
)()()( ττρ
( )v
l
kpk LT
gTcg
T
H
∂
∂+=
∂
∂)(ρ
Cette équation, mise sous forme faible, et discrétisée par EF,se résout par Newton-Raphson, connaissant en chaque nœud :
avec
9Mecamat Aussois janvier 2008
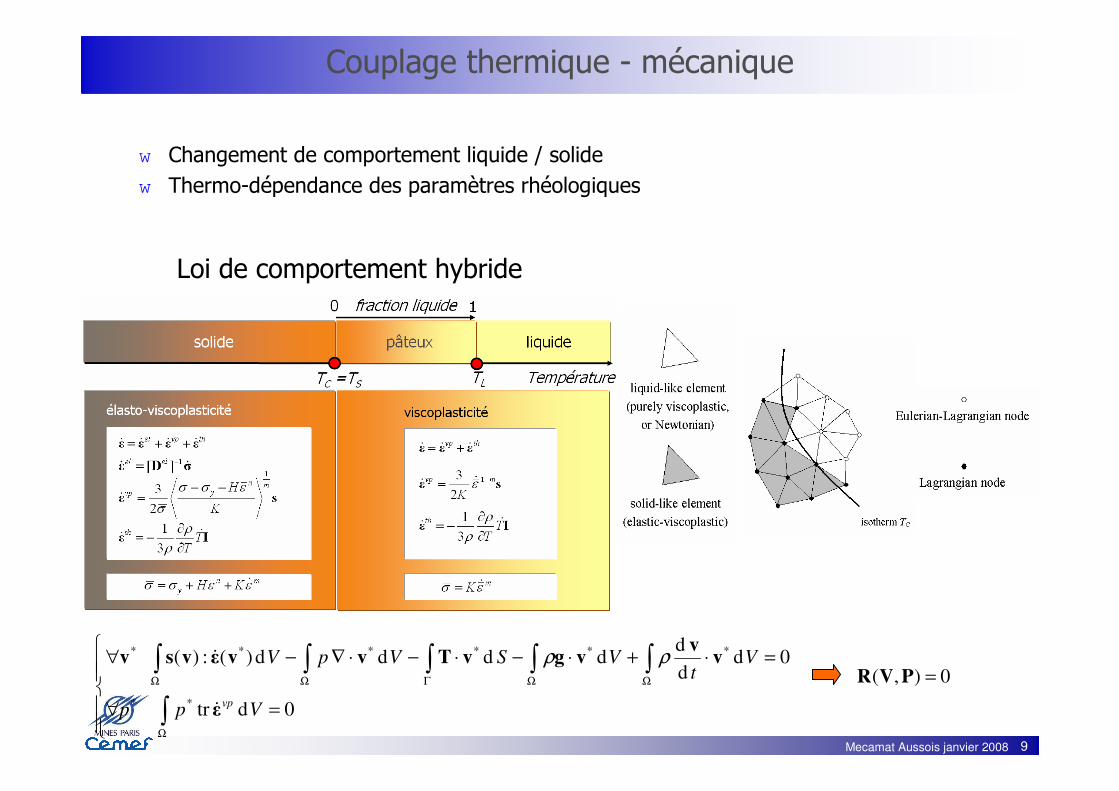
Couplage thermique - mécanique
w Changement de comportement liquide / solidew Thermo-dépendance des paramètres rhéologiques
Loi de comportement hybride
=∀
=⋅+⋅−⋅−⋅∇−∀
∫
∫∫∫∫∫
Ω
ΩΩΓΩΩ
0dtr
0dd
ddddd)(:)(
**
******
Vpp
Vt
VSVpV
vp
vv
vgvTvvvsv
&
& ρρ0),( =PVR

10Mecamat Aussois janvier 2008
Couplage mécanique - métallurgie
w Solide : comportement élasto-viscoplastique thermo-dépendant, homogénéisé (multiphasé)
w Changements de volume associés aux changements de phase à l'état solide
w Plasticité de transformation
pttrthvpel&&&&&& ++++=Pour le milieu multiphasé :
∫∫∫∫ΩΓ∩ΓΩΩ
⋅−⋅−⋅∇−eeee
VSVpV dddd)(:)( ****vgvTvvvs ρ&
el&tr
∫ ∑Ω →
→
−−−
−−⋅∇
e
VgTgpE
gpji
ji
j
ji
kk
k
k d3)21(3*
&&&ρ
ρρα
νv
2 hypothèses fortes :
=
=
εε
σσ&&
k
kkg
Calculable via la résolution d'une équation en ε&
Contributions aux résidus de la formulation vitesse-pression :
sspt
ji
jijji
ptKggK ==∑
→→→
&& )('2
3φ
[Giusti 1981, Denis 1987]
th&tr tr
&tr

11Mecamat Aussois janvier 2008
Le contrôle du maillage
• Source mobile• Très forts gradients
w Près de la source : T, σσσσ, gk
w Dans son sillage : gk
Maillage fixe et fin à temps de résolution élevés
•Méthodes de raffinement local, souvent empiriques, avec éléments non-conformes
•Mélange éléments solides + éléments de coque
• à Stratégie de remaillage adaptatifw Raffinement et dé-raffinementw Basés sur une estimation d'erreur
[Lindgren et al. 97,Runnemalm & Hyun 2000, Bergheau 2004]

12Mecamat Aussois janvier 2008
Remaillage adaptatif anisotrope
5. En soudage, on peut choisir de piloter le remaillage…- à partir d’un seul champ : température- à partir de plusieurs champs : température, fractions de phase, contraintesà Problématique de la combinaison de plusieurs métriques.
1. Etant donné un champ nodal (P1) l’erreur locale peut-être bornée, si on connaît les dérivées secondes en espace de ce champ.
2. Matrice Hu obtenue par "double projection" L2.
3. On peut en déduire, en fonction de l’erreur tolérée, une métrique tridimensionnelle
4. On cherche donc à ce que le remailleur automatique fournisse des éléments satisfaisant :
On vise donc un maillage unité dans la métrique :
uucuu hh Π−≤−[Céa 1991]
[D'Azevedo 1991, Fortin 2000, Alauzet2004] ( )axHaax
)(maxmax, uee
e ce ⋅≤Ω∈Ω∈Ω∞
( )
)(maxavecmax,,,,
Pce uDCBAPe
e HMaMaa ∈Ω∈Ω∞
=⋅≤
( )aMa ⋅= cε
MMε
c=
[M. Hamide, E. Massoni, M. Bellet, Int. J. Num. Meth. Engng. 73 (2008) 624-641]

13Mecamat Aussois janvier 2008
Fraction de bainite
Adaptation sur T Adaptation sur T et gbainite Profil de fraction de bainite dans une section transverse, en surface.
Adaptation pilotée par deux champs : température et fraction de phase (bainitique)
austenite
Ligne de fusion TIG sur plaque acier A50810 V, 150 A, 1 mm / sTaille de maille: 7 to 1 mm
Source : q(r, θ) = 13 MW m-2 pour r < 5 mm, ∀θhT = 12 W m-2 K-1
qradiation = σε(T4-Text4) W m-2 avec ε = 0.75 et Text = 25 °C

14Mecamat Aussois janvier 2008
Application to thermomechanical simulation
GTA fusion line on a plate
316L stainless steel
Same welding conditions
Fixed lateral boundaries
Transverse stresses
Axial stresses
AdaptationT, σzz, σxx
M1: reference meshheat transfer
M2: reference meshthermo-mechanics
7152
194263
Nb eltsinitial mesh
CPU timeNb eltsfinal mesh
26 h 10 min27447Adaptation withprescribed error 0.005
81 h 07 min194263Reference mesh t-m
Pentium4, 2GHz, 2Gb
Time [s]
Tem
pera
ture
[°C
]
Str
esses [
Pa]
Temperature and stresses at mid-height of the plate

15Mecamat Aussois janvier 2008
Modélisation de l'apport de matière
• Dans le contexte "TMM", les phénomènes affectant la zone fondue sont simplifiés :
w Marangoniw Effets électromagnétiquesw Effets aérodynamiques
• Apport de matière. Etat de l'art :w Maillage a priori du cordon de soudure, et
activation progressive des éléments finis le constituant
w Mise en œuvre très péniblew Limitations fortes (forme prédéfinie, remaillage
impossible…)
[Dong 2006]

16Mecamat Aussois janvier 2008
∫Ω
−+⋅∇
eV
tp apport d
d
d1* θ
ρ
ρ&v
Modélisation de l'apport de matière
• Nouvelle approche proposée
w Terme de source dans l'équation de conservation de la masse
w Tension de surface (composante normale seulement)
w Remaillage adaptatif
• Bilan thermique
∑ Ω=
e
e
apport
apport
Q&&θ
métal de base
cordon
métal d'apport
( )∫ Ω∂⋅−−
eSParc d*vnn γκ
))(( 0 LTTcQUIW papportchauff +−−= && ρη
rendement globalde l'arc
matfilfilapport vSQ η=&
17Mecamat Aussois janvier 2008
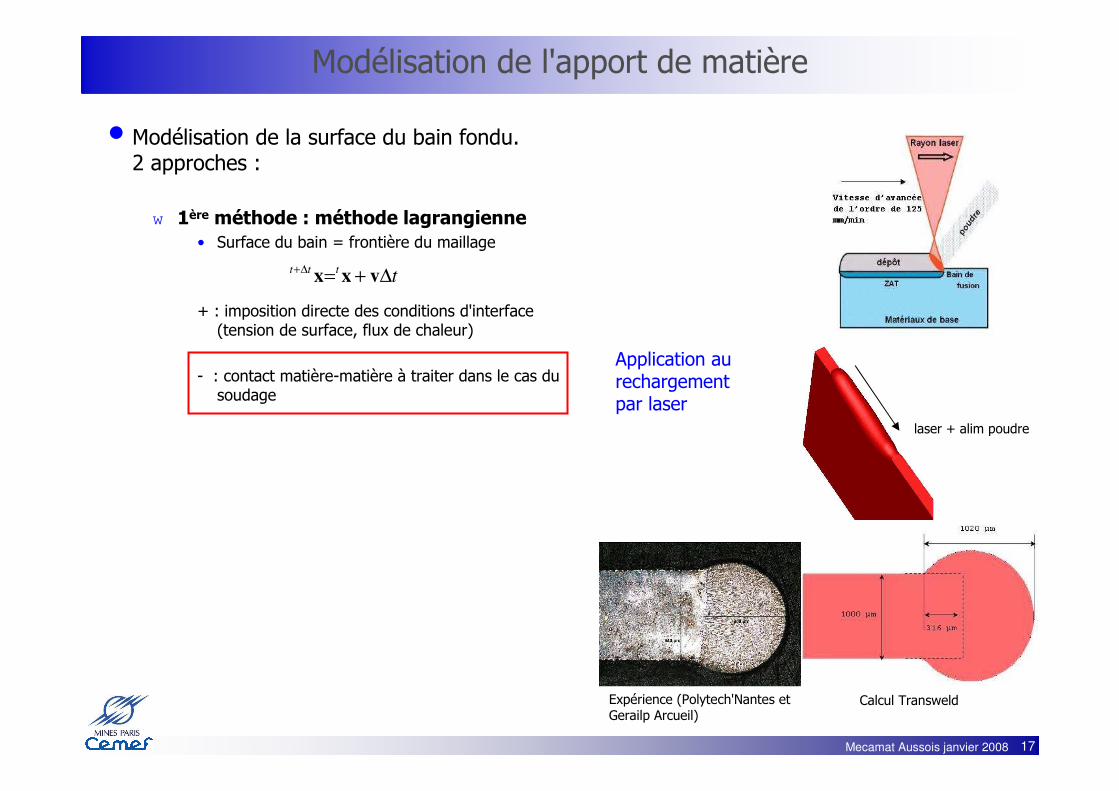
Modélisation de l'apport de matière
• Modélisation de la surface du bain fondu. 2 approches :
w 1ère méthode : méthode lagrangienne• Surface du bain = frontière du maillage
+ : imposition directe des conditions d'interface (tension de surface, flux de chaleur)
- : contact matière-matière à traiter dans le cas du soudage
tttt ∆+=∆+
vxx
Application aurechargementpar laser
Expérience (Polytech'Nantes et Gerailp Arcueil)
Calcul Transweld
laser + alim poudre

18Mecamat Aussois janvier 2008
Modélisation de l'apport de matière
w 2ème méthode : méthode de suivi d'interface
• Fonction caractéristique du métal F
• Transition métal – air• Maillage éléments finis étendu à l'air• Résolution du problème dans l'ensemble air+métal• Air = fluide newtonien quasi incompressible• Lois de mélange linéaire
0=F
1=F
air
métal
eΩ
eΩ
∫Ω
+⋅∇−+
−−⋅∇
e
VpFt
Fpa
apportm
m
d1
)1(d
d1*
χθ
ρ
ρvv &
∫ ∑Ω →
→
+⋅∇−+
−−−
−−⋅∇
e
VpFgTgpE
gFpaji
ji
jm
jmim
kk
k
k d1
)1(3)21(3
_
__*
χρ
ρρα
νvv &&&
Le domaine discrétisé englobe le lieu de formation du cordon
( )∫Ω
−+e
VFF am d)(:)()1()(*
vvsvs &

19Mecamat Aussois janvier 2008
Modélisation de l'apport de matière
Deux approches pour la fonction Fw Fonction VOF ("volume of fluid"), P0
w Fonction distance signée ("level set"), P1
• Plusieurs choix pour exprimer F
…
w Evolution du domaine
0=F
1=Fmma ΩΓ−= dans)( /xxα
ama ΩΓ−−= dans)( /xxα
mΩ
aΩma /Γ
0)(si0)(0)(si1)( <=>= xxxx αα FF
11
2)(
)(−
+=
− xx
βαe
F
0)(d
d=∇⋅−+
∂
∂= α
ααmsh
msh
ttvv • VOF (P0) : résolution par TGD
• LevelSet (P1) : résolution par SUPG ou variantes
e
se
eF
Ω
Ω∩Ω=
eΩ
eΩ

20Mecamat Aussois janvier 2008
Cas test de comparaison des deux méthodes
• Acier inox 316LN• I = 360 A, U = 29 V,
rendement thermique 0.8, 10 mm/s• Début et fin à 10 mm des bords de la tôle• Durée de soudage 10.5 s ; ∆t = 0.05 s• 2 sources de chaleur : surfacique et
volumique• Convection-rayonnement en surface
h = 5 W m-2 K-1, ε = 0.75• Bridage des faces latérales (v = 0)• Aucune condition limite sur les faces de la
boîte (air)

21Mecamat Aussois janvier 2008
Méthode lagrangienne
Coupe transversale
Coupe longitudinale
Direction desoudage
Méthode VOF(fonction de présence)
Méthode Level-Set(fonction de présence)

22Mecamat Aussois janvier 2008
0,3
0,302
0,304
0,306
0,308
0,31
0,312
0,314
0 2 4 6 8 10 12Temps (s)
Ma
ss
e (
kg
)
0
0,2
0,4
0,6
0,8
1
1,2
Ind
ica
teu
r d
'ap
po
rtMasseInitiale
M Ls
Masse exacte
MVof
M lagrange
ApportMetal
Conservation de la masse
0,312
0,3125
0,313
0,3135
0,314
10 10,5 11 11,5 12Temps (s)
M Ls
Masse exacte
MVof
M lagrange

23Mecamat Aussois janvier 2008
Distribution de température (t = 9.2 s)
Méthode level-setMéthode lagrangienne Méthode VOF

24Mecamat Aussois janvier 2008
Distribution de température
Distribution de T dans un plan longitudinal(et surface isovaleur 0 de la fonction distance)
Méthode level-setMéthode VOF
25Mecamat Aussois janvier 2008
Distribution de température
0
500
1000
1500
2000
2500
0,000 0,010 0,020 0,030
Position transversale (m)
Te
mp
éra
ture
(°C
)
0
0,2
0,4
0,6
0,8
1
1,2
Fra
ctio
n s
olid
e (
gs)
LS: T(y=-0.001)
VOF: T(y=-0.001)
Lag: T(y=-0.001)
LS : gs(y=-0.001)
VOF : gs(y=-0.001)
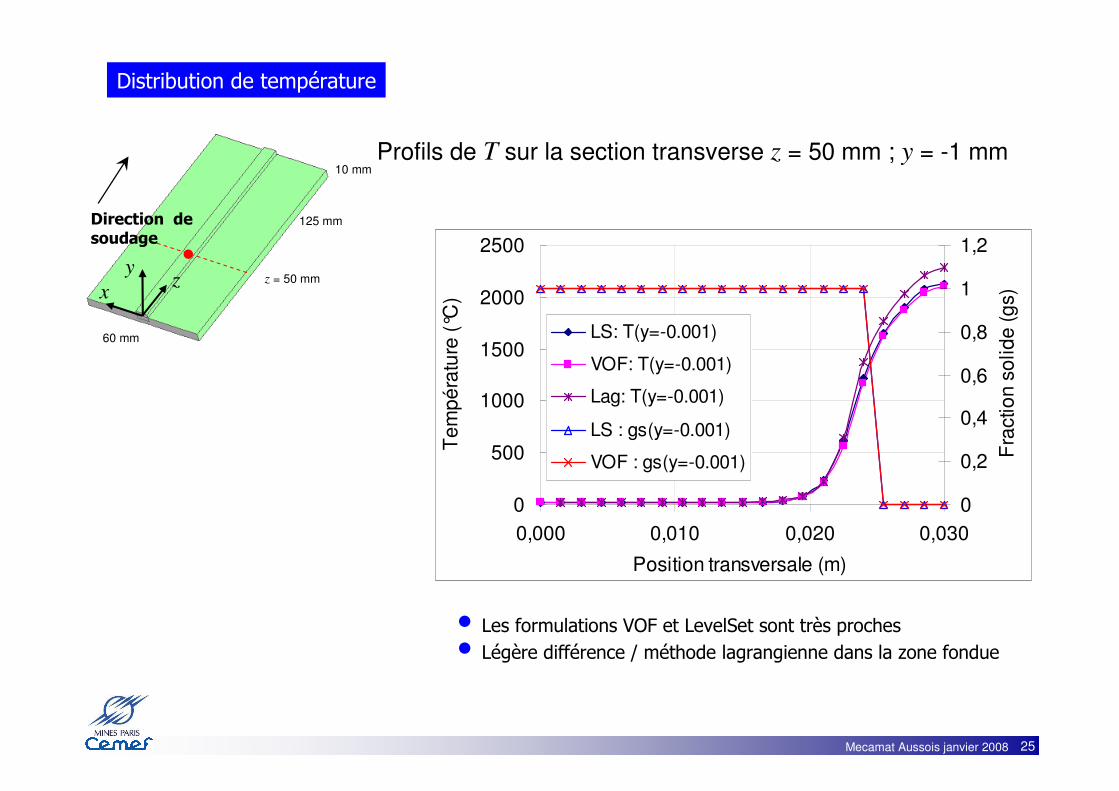
Profils de T sur la section transverse z = 50 mm ; y = -1 mm
• Les formulations VOF et LevelSet sont très proches• Légère différence / méthode lagrangienne dans la zone fondue
zx
y
60 mm
10 mm
125 mm
z = 50 mm
Direction desoudage
26Mecamat Aussois janvier 2008
Distribution de contraintes
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
0,000 0,001 0,002 0,003 0,004 0,005
Co
ntr
ain
te é
qu
iva
len
te (
MP
a)
Metal
Metal-Air : M1
Semi-analytique
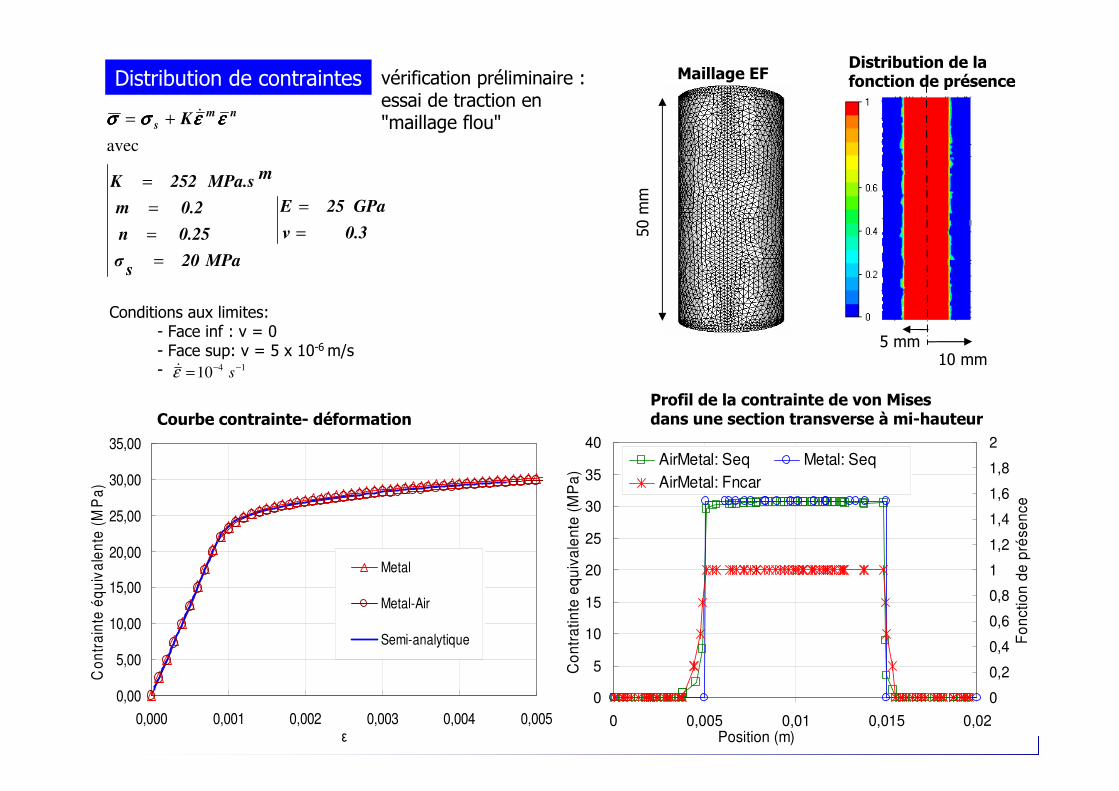
avec
0.3
GPa25E
MPa20s
0.25n
0.2m
mMPa.s252K
K nms
=
=
=
=
=
=
+= εεεεεεεεσσσσσσσσ &
10 mm
50 m
m
5 mm
0
5
10
15
20
25
30
35
40
0 0,005 0,01 0,015 0,02Position (m)
Co
ntr
atin
te e
qu
iva
len
te (
MP
a)
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
Fo
nctio
n d
e p
rése
nce
AirMetal: Seq Metal: Seq
AirMetal: Fncar
Maillage EFDistribution de la fonction de présence
Conditions aux limites:- Face inf : v = 0- Face sup: v = 5 x 10-6 m/s-
Profil de la contrainte de von Misesdans une section transverse à mi-hauteurCourbe contrainte- déformation
vérification préliminaire :essai de traction en "maillage flou"
1410 −−= sε&
27Mecamat Aussois janvier 2008
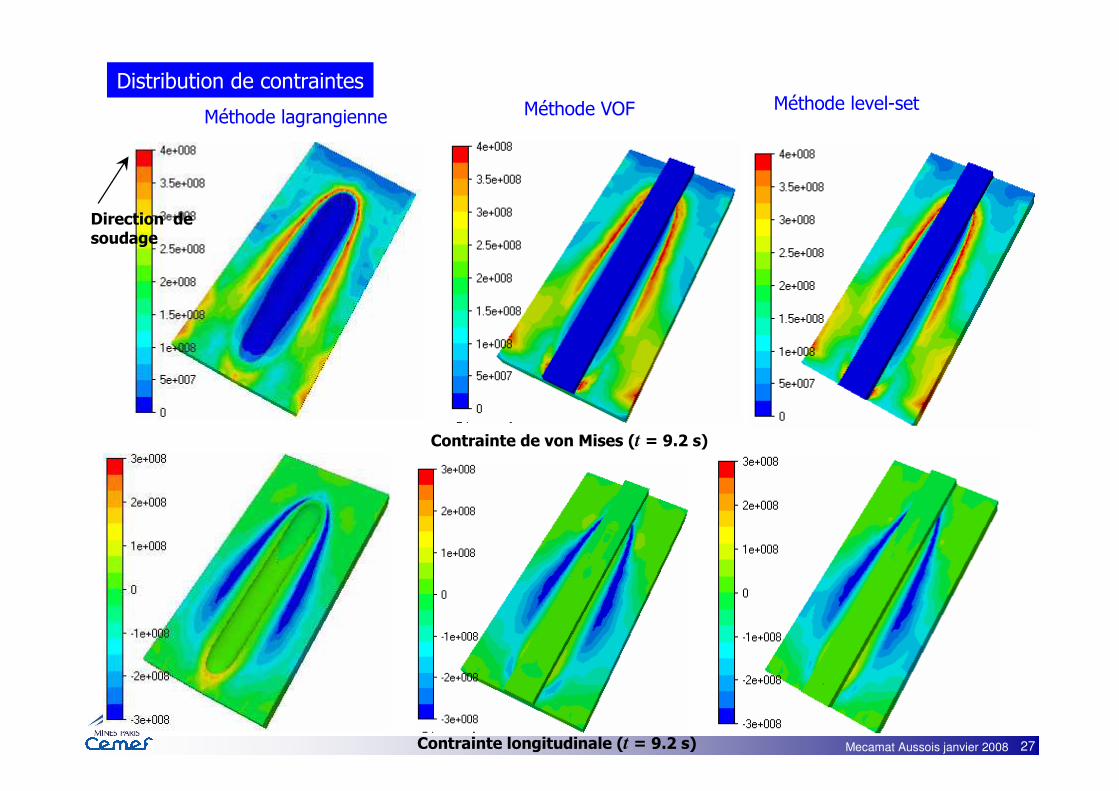
Distribution de contraintesMéthode level-set
Méthode lagrangienne Méthode VOF
Contrainte de von Mises (t = 9.2 s)
Contrainte longitudinale (t = 9.2 s)
Direction desoudage

28Mecamat Aussois janvier 2008
Distribution de contraintes
Méthode level-setMéthode lagrangienne Méthode VOF
Pression (t = 9.2 s)
Contrainte transversale (t = 9.2 s)
Direction desoudage

29Mecamat Aussois janvier 2008
Distribution de contraintes
Profils de contrainte axiale σzz
sur des sections transverses
z = 50 mm ; y = 0 et -5 mm
• Les trois formulations VOF, LevelSet et lagrangienne donnent des résultats très voisins
-350
-300
-250
-200
-150
-100
-50
0
50
0,000 0,005 0,010 0,015 0,020 0,025 0,030
Position transversale (m)
Co
ntr
ain
te l
on
git
ud
ina
le (
MP
a)
Ls: (Y=0)
VOF:(y=0)
Lag: (y=0)
-350
-300
-250
-200
-150
-100
-50
0
50
0,000 0,005 0,010 0,015 0,020 0,025 0,030
Position transversale (m)
Co
ntr
ain
te l
on
git
ud
ina
le (
MP
a)
Ls:(y=-0,005)
VOF:(y=-0,005)
Lag: (y=-0.005)
zx
y
60 mm
10 mm
125 mm
z = 50 mm
30Mecamat Aussois janvier 2008
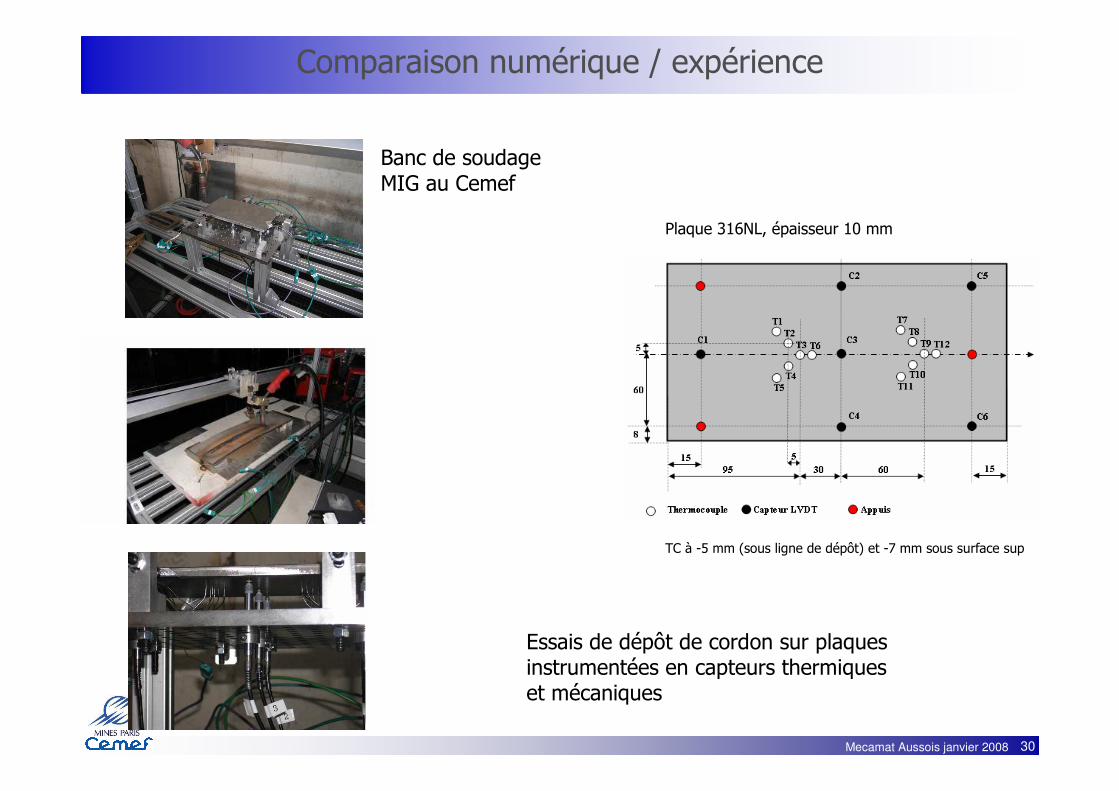
Comparaison numérique / expérience
Banc de soudage MIG au Cemef
Essais de dépôt de cordon sur plaquesinstrumentées en capteurs thermiques et mécaniques
TC à -5 mm (sous ligne de dépôt) et -7 mm sous surface sup
Plaque 316NL, épaisseur 10 mm

31Mecamat Aussois janvier 2008
Identification des paramètres de source de chaleur
• Source volumique de forme prédéfinie [DebRoy et al. 2004]
• Paramètres d’optimisation de la source surfaciquew Rendementw Émissivitéw Rayon de la source surfaciquew Paramètre de la gaussienne
• Fonction objectif
Boucle d’optimisation

32Mecamat Aussois janvier 2008
Coupe transverse de la zone fondue
Forme de la zone fondue
0
100
200
300
400
500
600
700
800
900
1000
0 50 100 150 200Temps (s)
Tem
pera
ture
(°C
)Tc1: NumériqueTc2: NumériqueTc3: NumériqueTc1 : ExpTc2 : ExpTc3 : Exp
33Mecamat Aussois janvier 2008
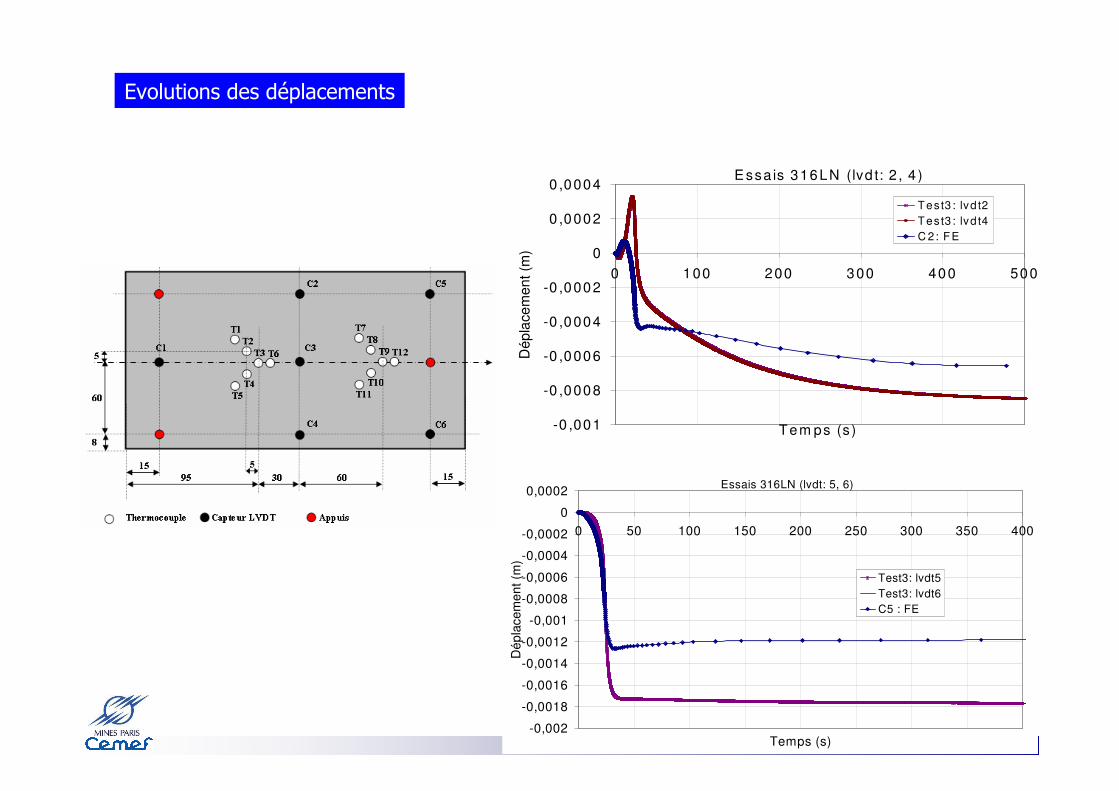
Essais 316LN (lvdt: 5, 6)
-0,002
-0,0018
-0,0016
-0,0014
-0,0012
-0,001
-0,0008
-0,0006
-0,0004
-0,0002
0
0,0002
0 50 100 150 200 250 300 350 400
Temps (s)
Dé
pla
cem
en
t (m
)
Test3: lvdt5
Test3: lvdt6
C5 : FE
E ssa is 316LN (lvd t: 2 , 4 )
-0 ,001
-0 ,0008
-0 ,0006
-0 ,0004
-0 ,0002
0
0 ,0002
0 ,0004
0 100 200 300 400 500
Tem ps (s )
Dép
lace
men
t (m
)
Test3 : lvd t2
Tes t3 : lvd t4
C 2: FE
Evolutions des déplacements

34Mecamat Aussois janvier 2008
Benchmarking numérique avec le logiciel WeldSim(H. Fjaer & A. Mo, U.Oslo & Sintef)
Ligne de fusion TIG• Acier inox 316L• I = 150 A, U = 10• Vitesse 1 mm/s
Source de chaleur :- Répartition uniforme- Rayon 5 mm- Rendement 0.68
Conditions aux limites thermiques :- Coefficient d’échange convectif h = 5 W/m²/K- Emissivité 0.75- Température ambiante 20°C- Tsolidus = 1450 °C, Tliquidus = 1500 °C- Conductivité thermique doublée pour T > Tliquidus
Conditions aux limites mécaniques :- Bridage total des faces latéralesparallèles à la direction de soudage

35Mecamat Aussois janvier 2008
Evolutions de température

36Mecamat Aussois janvier 2008
Evolutions du déplacement vertical
Evolutions de la contrainte axiale
37Mecamat Aussois janvier 2008
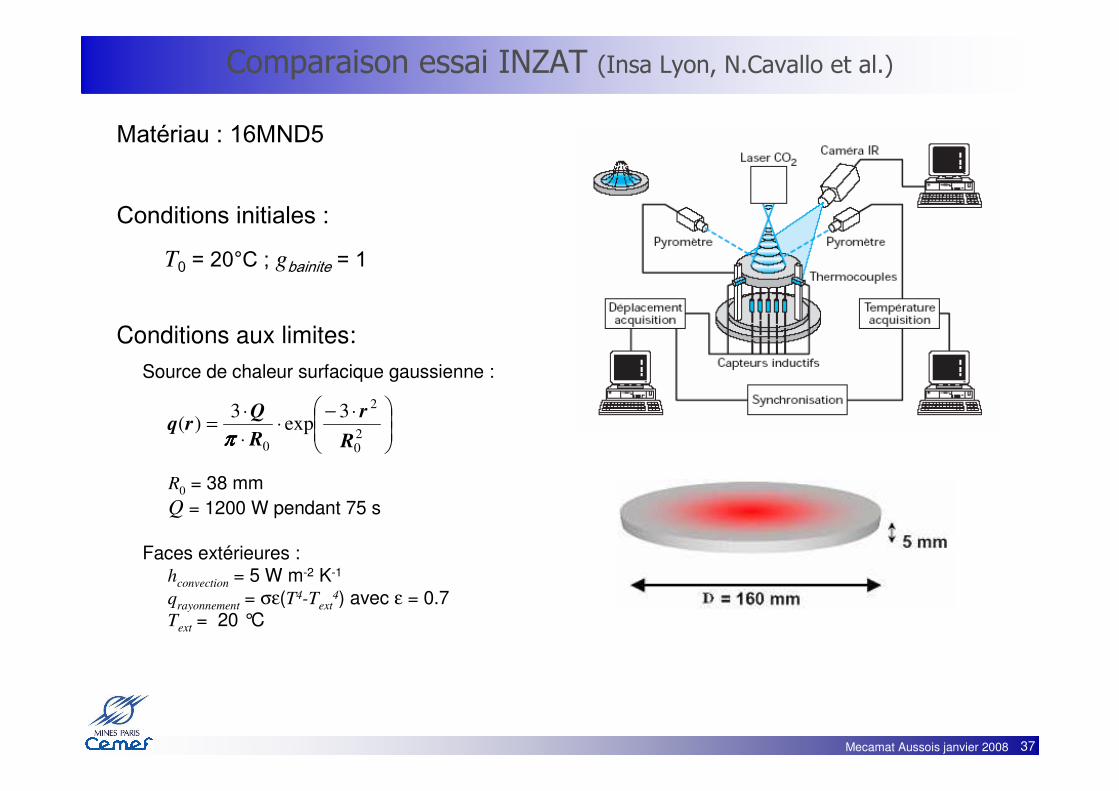
Comparaison essai INZAT (Insa Lyon, N.Cavallo et al.)
Matériau : 16MND5
Conditions initiales :
T0 = 20°C ; gbainite = 1
Conditions aux limites:
Source de chaleur surfacique gaussienne :
R0 = 38 mm
Q = 1200 W pendant 75 s
Faces extérieures :hconvection = 5 W m-2 K-1
qrayonnement = σε(T4-Text4) avec ε = 0.7
Text = 20 °C
⋅−⋅
⋅
⋅=
20
2
0
3exp
3)(
R
r
R
Qrq
ππππ
38Mecamat Aussois janvier 2008
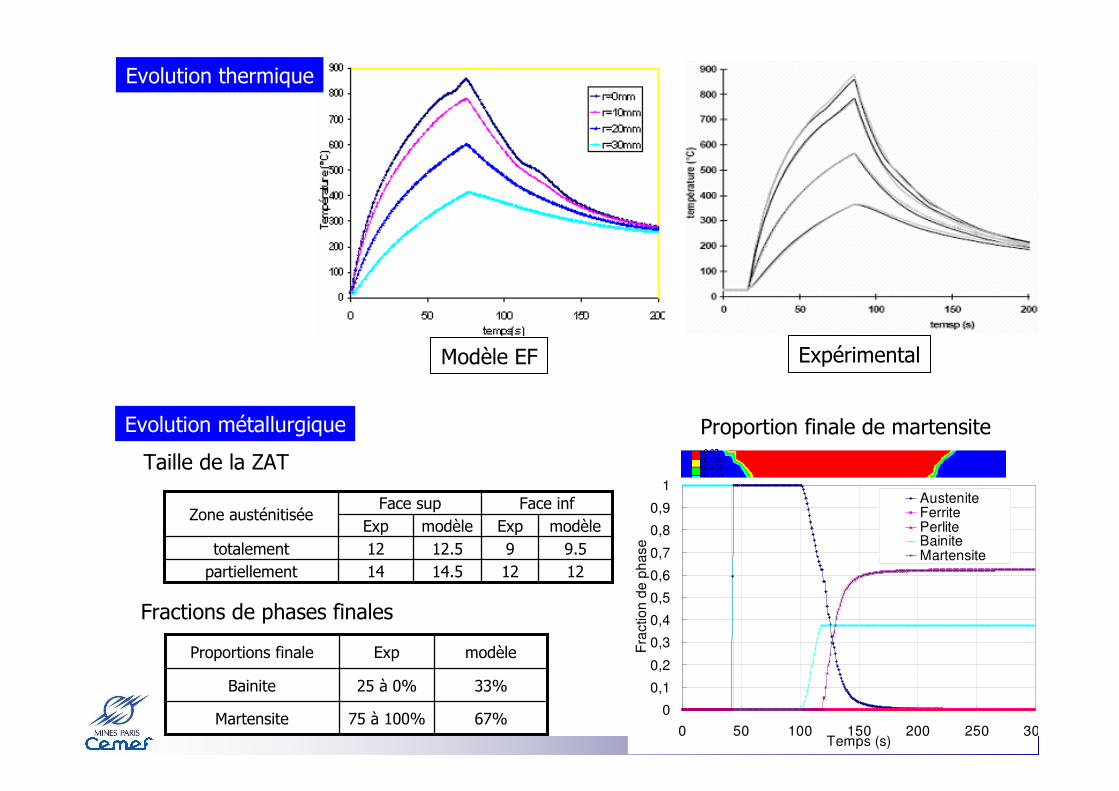
Proportion finale de martensite
Evolution thermique
Modèle EF Expérimental
121214.514partiellement9.5912.512totalement
modèleExpmodèleExpFace infFace sup
Zone austénitisée
Taille de la ZAT
67%75 à 100%Martensite
33%25 à 0% Bainite
modèleExpProportions finale
Fractions de phases finales
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 50 100 150 200 250 300Temps (s)
Fra
ctio
n d
e p
ha
se
AusteniteFerritePerliteBainiteMartensite
Evolution métallurgique
39Mecamat Aussois janvier 2008
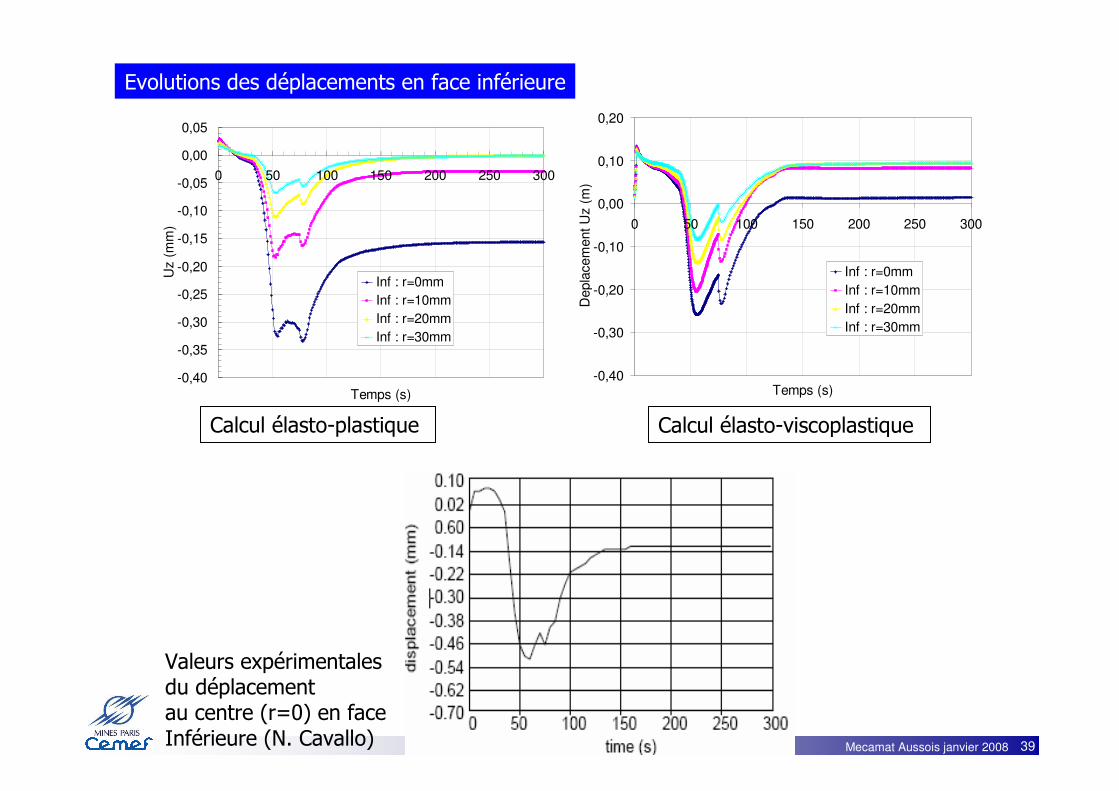
Evolutions des déplacements en face inférieure
Calcul élasto-plastique Calcul élasto-viscoplastique
-0,40
-0,35
-0,30
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0 50 100 150 200 250 300
Temps (s)
Uz (
mm
)
Inf : r=0mm
Inf : r=10mm
Inf : r=20mm
Inf : r=30mm
Valeurs expérimentalesdu déplacement au centre (r=0) en face Inférieure (N. Cavallo)
-0,40
-0,30
-0,20
-0,10
0,00
0,10
0,20
0 50 100 150 200 250 300
Temps (s)
Depla
cem
ent U
z (
m)
Inf : r=0mm
Inf : r=10mm
Inf : r=20mm
Inf : r=30mm

40Mecamat Aussois janvier 2008
Steel S355 (0.1%C, 1.2%Mn, Nb, V, Ti)GMA welding, 34 V, 330 A, 8 mm/s (~1 kJ/mm)Wire 1.2 mm, 0.125 m/s
Contraintes axiales Contraintes transverses

41Mecamat Aussois janvier 2008
A510 steelGMA welding, 1.5 kJ/mmWire 3.2 mm

42Mecamat Aussois janvier 2008
Conclusions
• Développement de nouvelles méthodes pour la modélisation des procédés de soudagew Contrôle du maillage
w Apport de matière• Méthode lagrangienne
• Méthodes de suivi de surface
• Tests instrumentés et benchmarks numériques sont deux composantes indispensables de la validation
• Travaux futursw Perfectionnement des modèles
numériques, calcul intensif
w Méthodes inverses pour identification des sources thermiques
w Modélisation des liaisons et du contact entre pièces à souder
w Modélisation de la fissuration à chaud en soudage
w Modélisation hydrodynamique de la zone fondue et lien entre les approches HFF et TMM.
w Structure de grain des cordons par méthode CA-FE
Contraintesaxiales
von Mises
Tempér
ature