module 2 milling calculations, coordinates and …stsdubai.pbworks.com/w/file/fetch/92339613/module...
TRANSCRIPT

1 Pepared By: Tareq Al Sawafta
Module 2
Milling calculations,
coordinates and program preparing

2 Pepared By: Tareq Al Sawafta
Module Objectives:
1. Calculate the cutting speed, feed rate and depth of cut
2. Recognize coordinate
3. Differentiate between Cartesian and Polar coordinate systems.
4. Recognize the milling machine axes
5. Recognize positive and negative directions on milling machines.
6. Know the program procedure and zero points.
Module Contents
1. Cutting speed, feed rate and depth of cut
2. Coordinate systems
3. CNC machines coordinates
4. Conventional and CNC machining
5. Programming procedure

3 Pepared By: Tareq Al Sawafta
2.1: Milling cutting values
2.1.1: Cutting speed (CS)
The cutting speed is the speed at which the circumference of the work part
moves along the cutter. The magnitude of cutting speed is determined by the:
1. Material of the work part.
2. Material of the cutter.
3. Infeed (surface quality roughing, finishing).
4. Life of the tool.
Note: The cutting speed is chosen from tabulated values.
2.1.2: Rotational speed (n):
Once the cutting speed is chosen, the rotational speed has to be calculated.
The following formula can be used to calculate the rotational speed:
Where:
CS: the cutting speed in (m/min).
d: the cutting tool diameter in
(m).
n: the rotational speed in revolution per minute (RPM)
(Rev/min).
Example 1:
Calculate the cutting speed for milling if the milling tool diameter
(d) = 50 mm and the number of rotations (n) = 520 rev. /min?
Solution:
=
≈ 82 m/min

4 Pepared By: Tareq Al Sawafta
Example 2:
Calculate the number of rotations (n) if the milling tool diameter = 12 mm and
the cutting speed Vc = 120 m/min.
Solution:
=
≈ 3185 rev/min
Example 3:
Calculate the cutting speed for turning if the cutting is done on 60 mm
diameter workpiece and at rotational speed of 1500 RPM?
Solution:
=
= 283 m/min
2.1.3: Feed speed (Vf)
Together with the cutting movement, infeed allows a continuous chip removal
during several rotations. The infeed speed (Vf) is indicated in mm/min.
The following formula is used to calculate the infeed speed:
Vf = n f
Where,
Vf: the infeed speed in mm/min
n: revolution per minute (RPM).
f: the feed in mm/rev; chosen from tabulated values.

5 Pepared By: Tareq Al Sawafta
Example:
A plate is to be milled in one cut using an end-face mill with indexable inserts.
The spindle speed = 1500 rev/min, and the feed in mm/rev is 0.40. How high is
the infeed speed Vf?
Known: 1. n = 1500 rev /min 2. f = 0.40 mm/rev
Unknown: Vf in mm/min
Solution:
Vf = n f
= 1500 x 0.40 = 600 mm/min
3.1.4: Cutting depth is the difference in height between machined
surface and the work surface.
Example:
When roughing a bar of aluminum we want to reduce the diameter in a bar
from 25mm to 23 mm diameter in one cut.
What is the depth of cut?
depth of cut =
Depth of cut =
D =
= 1.0 mm

6 Pepared By: Tareq Al Sawafta
2.2: Coordinate systems
The cutting tool should move in contact with the workpiece at certain specific
points, in order to shape metal by machine tools while the workpiece or cutting
tool is rotating.
Coordinate system is required to define the movement on the milling machine.
2.2.1: Types of coordinates systems
To know the current and target positions of the cutting tool we need a
coordinate system.
There are two common coordinate systems:
A. Cartesian coordinate system.
It is used to describe the position of a point
in the space.
1. When dealing with 2 dimensions
(2D), the two-dimensional coordinate
system is used; Fig. 1
Fig. 1 Cartesian coordinate system
2. When dealing with three dimensions
(3D), the three-dimensional coordinate
system is used; Fig. 2
Fig. 2 Cartesian coordinate system

7 Pepared By: Tareq Al Sawafta
Example 1:
Locate points P1 through P4 on the coordinate system
shown in Fig. 3. A
Point X Z
P1 70 60
P2 80 20
P3 -40 -50
P4 50 -70
Fig. 3. A
Example 2:
Locate points P1 and P2 on the coordinate system shown in Fig. 3. B
Point X Y Z
P1 20 30 0
P2 -30 -20 25
P3 30 0 -10
Fig. 3. B

8 Pepared By: Tareq Al Sawafta
B. Polar Coordinate system.
The point is located by its distance (radius r) to the point of origin and its angle
(alpha α) to a specified axis.
1. The angle is positive if it is measured in
Counter clockwise direction starting from
positive X-axis; Fig. 4. A
Fig. 4. A
2. The angle is negative if it is measured in
the clockwise direction starting from
positive X-axis; Fig 4. B
Fig. 4. B
2.2.2: CNC Machines' coordinates:
The machine tool has its own "coordinate system", to indicate the position of
the workpiece and read the specified coordinates correctly;
The following points are part of this system.
A. Machine Zero Point (M):
It is the origin of the coordinate system,
and defined by the manufacturer and cannot
be changed. Fig. 5
9 Pepared By: Tareq Al Sawafta
Fig. 5
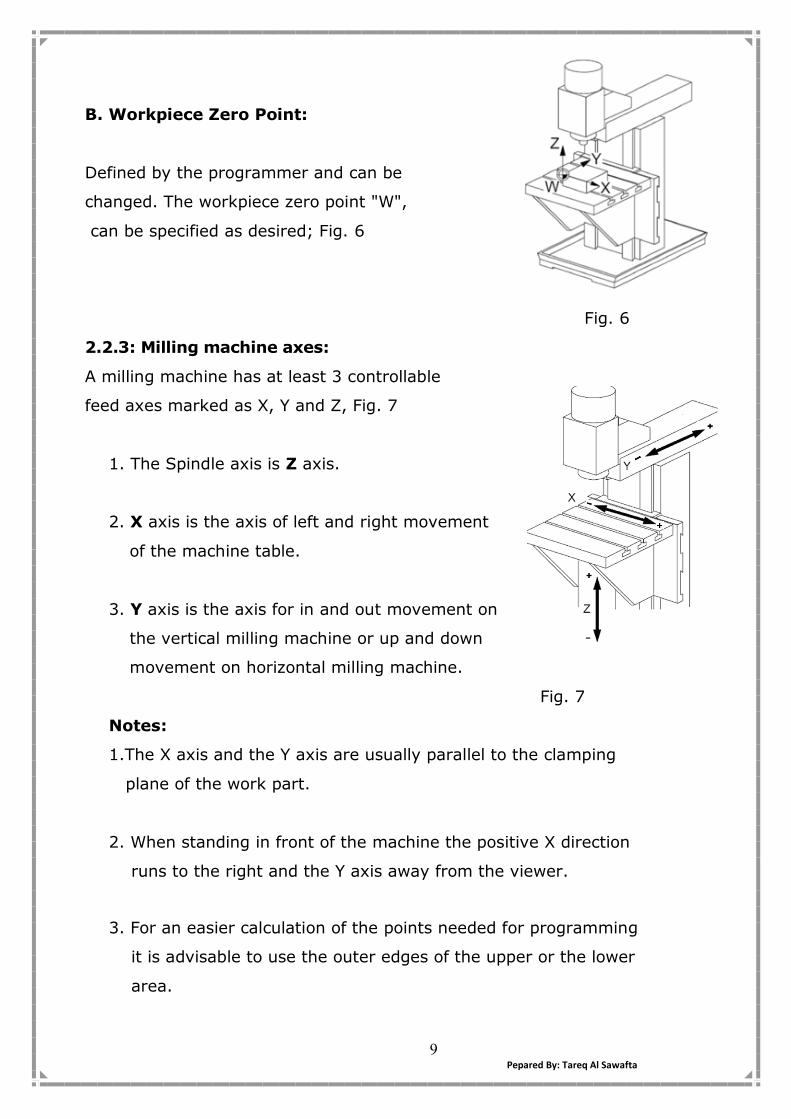
B. Workpiece Zero Point:
Defined by the programmer and can be
changed. The workpiece zero point "W",
can be specified as desired; Fig. 6
Fig. 6
2.2.3: Milling machine axes:
A milling machine has at least 3 controllable
feed axes marked as X, Y and Z, Fig. 7
1. The Spindle axis is Z axis.
2. X axis is the axis of left and right movement
of the machine table.
3. Y axis is the axis for in and out movement on
the vertical milling machine or up and down
movement on horizontal milling machine.
Fig. 7
Notes:
1.The X axis and the Y axis are usually parallel to the clamping
plane of the work part.
2. When standing in front of the machine the positive X direction
runs to the right and the Y axis away from the viewer.
3. For an easier calculation of the points needed for programming
it is advisable to use the outer edges of the upper or the lower
area.

11 Pepared By: Tareq Al Sawafta
Types of zero and reference points
2.2.4: Dimensioning
To machine a workpiece we need a technical drawing on which we should
illustrate the required dimensions (information) to make the required shape.
To dimension the workpiece we need to specify a certain point on it, from which
we should take the measurement.
There are two types of dimensioning:
1. Absolute Dimensioning:
All measurements are taken from
the workpiece zero point. See Fig. 8
Fig. 7
Absolute dimensioning

11 Pepared By: Tareq Al Sawafta
2. Incremental Dimensioning:
Uses incremental values that are always
measured from the current point to the
next point. See Fig. 8
Fig. 8
Incremental dimensioning
2.2.5: Conventional and CNC machining
CNC-manufacturing has advantages over manufacturing with conventional
machine tools, e.g. shorter production times.
Advantages of CNC
1. Increased productivity
2. Constant quality of the work part
3. Less waste (scrap)
4. Increased dimension accuracy (up to 1/1000 mm)
5. Producing complex parts
Disadvantages of CNC
1. High initial cost (capital cost)
2. Need high qualified operator.
CNC machine tools use special NC tools. These tools meet the following criteria:
1. Better milling performance
2. Short changing and setup times
3. Standardized tools
4. Improved tool management

12 Pepared By: Tareq Al Sawafta
2.2.6: Quality assurance during CNC production
The quality of parts manufactured on conventional machine tools is especially
dependent upon the machine operator’s training and constancy.
The following factors can affect the quality of the manufactured work part:
1. The created NC-program
2. Tool cutting-edge life)
3. The work part material
4. The CNC-machine precision
Programming standards (ISO)
The ISO-Norm 6983 strives for standardizing the NC-programming of machines
in the production area. This is however limited to standardizing certain
commands as well the general structure of a NC-program
2.3: Programming procedure
Generating NC-programs in the workshop is known as machine-based
programming. The NC-programs can either be directly created on a machine or
at a programming terminal near the machines.
The NC-programs written in the workshop and in production planning are
directly controlled and optimized on the CNC-machine tool by the operator
during set-up.
A skilled worker on a milling machine must defined by the programmer in
advance.
The programming steps are:
1. Definition of machining steps

13 Pepared By: Tareq Al Sawafta
Specifying the machining sequence structures and individual
operations based on the production drawing.
2. Definition of necessary tools
The programmer specifies the tools needed for each machining step.
3. Calculations of technological data
The cutting data with respect to the material and the used tool must
be specified for each machining step.
4. Calculation of geometric data
The coordinates needed are taken from the production drawing or are
specified by calculating known coordinates.
5. Generating NC programs
With respect to the previously determined geometric and technological
data, the programming steps are registered on a programming sheet.
6. Control of NC programs
The travel movements are simulated on a CNC-machine tool in order
to detect and control programming errors.

14 Pepared By: Tareq Al Sawafta

15 Pepared By: Tareq Al Sawafta
Student's Notes
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………

16 Pepared By: Tareq Al Sawafta
Student's Notes
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………
…………………………………………………………………………………

17 Pepared By: Tareq Al Sawafta